Изобретение относится к способу получения декорированного листа, какой применяется при получении декоративных материалов, ламинированных с другими слоями, например с несущими слоями из древесины, древесно-стружечных материалов, пластмасс, а также с наружными или защитными слоями. Такие декоративные ламинаты применяются, например, в качестве стеновых покрытий или половых настилов и в производстве мебели. Кроме того, изобретение относится к применению декорированного листа для получения декоративного ламината.
В таких ламинатах декор может имитировать другой материал, например древесину, керамику, природный или искусственный камень, или применяться из художественных или практических соображений. Обычно декор защищают от износа более или менее прозрачным слоем термореактивной пластмассы. Принято также снабжать поверхность этого наружного слоя структурой, которая находится в пространственном соответствии с декором, которая копирует поверхностную структуру имитируемого материала и называется Synchronpore.
Декор осуществляют обычно в форме бумажного материала, имеющей печать или иным образом снабженной рисунком, или в форме другого целлюлозного нетканого материала, который пропитывают отверждающимся лаком или синтетической смолой и который располагается между основой и препятствующим износу наружным слоем. Обычно получение пропитанной декоративной бумаги требует особых технологических операций давления и пропитки, которые проводят в большинстве случаев на производстве за пределами получения собственно ламината и которые являются существенным фактором затрат. Кроме того, требуется, чтобы средство для пропитки декоративной бумаги было совместимо с лаком или синтетической смолой наружного слоя, что, в частности, не может предполагаться при контакте лака и синтетической смолы.
Следующая проблема этой технологии состоит в том, что при пропитке декоративной бумаги ее размеры изменяются, что необходимо учитывать в дальнейших процессах, если должны сохраняться пространственные соотношения между декором и поверхностной структурой (Synchronpore). Это особенно сложно в осуществлении, когда продукт часто меняют.
Декоративная бумага, пропитанная аминопластом, также чувствительна к воде, которая в обход наружного слоя проникает в ламинат через обрезную кромку. Для применения во влажных зонах такие части ламината требуется специально герметизировать от проникновения воды и на боковых кромках.
Наконец, вследствие пропитки декоративная бумага часто теряет свою гибкость и больше не может сматываться в рулон, но требует обработки в виде листов, которые нарезают на размеры основы.
Документ DE 1704598 A описывает непрерывный способ получения армированных волокнами синтетических пленок, в котором волокнистый слой пропитывают синтетической смолой с самосшивающимися группами и затем подвергают обработке теплом и давлением.
В патенте DE 10134302 C1 раскрывается способ получения препрега для получения декоративных ламинатов, в котором на немелованную бумагу наносят термоотверждаемую смолу и препрег доводят до остаточной влажности примерно 3%, причем смола остается несшитой.
Документ WO 2010/089086 A1 описывает способ получения декоративной бумаги, при котором на бумагу наносят печать и после этого наносят алифатическую поликарбонатсодержащую анионную дисперсию полиуретана. Затем бумагу пропитывают аминопластом. Благодаря этому экономится пропиточная смола, меньше увеличивается размер бумаги при пропитке аминопластом и улучшается светостойкость декоративной бумаги.
Перед изобретением стоит задача разработать способ получения декорированного листа из целлюлозного нетканого материала, который обеспечивает полную и водостойкую пропитку целлюлозы и который может быть осуществлен более просто по сравнению с уровнем техники.
Эта задача решена способом по основному пункту формулы изобретения.
А именно, было найдено, что при использовании в качестве пропиточного средства водной дисперсии сшиваемого УФ-облучением полимера, проведении сушки пропитанного материала и отверждения полимера путем сшивки УФ-излучением можно легко получить декорированный лист, который не меняет размеры по сравнению с исходным целлюлозным нетканым материалом, с которым совместимы и хорошо соединяются смолы, применяющиеся в других слоях, например наружных слоях декоративного ламината, в частности аминопласты, и который является вполне водостойким.
Применяемый согласно изобретению нетканый материал из целлюлозных волокон предпочтительно не содержит никаких дополнительных пропитывающих средств, кроме небольшого количества связующего, используемого при необходимости для стабилизации нетканого материала. Его поверхностная плотность обычно лежит в интервале от 50 до 200 г/м2. Особенно предпочтительно нетканый материал является бумагой. Предпочтительным диапазоном для поверхностной плотности бумаги является диапазон 70-100 г/м2. Хорошо подходит также известная из технической области декорированных поверхностей бумага-основа для печати. Ее обычно не пропитывают, она может быть окрашенной и содержать пигментные вещества, тем самым она маскирует цвет и структуру необработанного материала-основы.
Нетканый материал из целлюлозных волокон в способе согласно изобретению может пропитываться в состоянии с печатью или без печати. В первом случае после пропитки и сушки сшивающийся полимер сшивают УФ-излучением и отверждают. Во втором случае перед облучением нужно напечатать декор на пропитанном и высушенном нетканом материале. Одно преимущество этого второго варианта осуществления состоит в том, что для печати декора требуется до 50% меньше краски, чем при печати на непропитанном нетканом материале. Это, по-видимому, объясняется тем, что вся печатная краска остается на поверхности пропитанного нетканого материала, а не впитывается внутрь нетканого материала, где ее больше не видно. Другим преимуществом печати на пропитанном и высушенном, но еще не облученном нетканом материале является более ясный и более четкий оттиск. Очевидно, что печатная краска при этом менее склонна к расплыванию, чем при печати на сырой бумаге.
Сшиваемый УФ-излучением полимер, применяющийся в способе согласно изобретению, находится в форме водной дисперсии, которая при необходимости может содержать подходящие поверхностно-активные вещества, такие как диспергатор. Полимер может быть сополимером, который содержит сшивающиеся сомономеры, например этиленово-ненасыщенные соединения, такие как акрилаты и метакрилаты, которые и после полимеризации все еще содержат этиленово-ненасыщенные группы, такие как, например, сложные эфиры акриловой кислоты и многоатомных спиртов.
Предпочтительно сшивающийся полимер содержит наряду с этиленово-ненасыщенными сомономерами уретановые звенья, которые могут быть образованы известным способом из диизоцианатов и диолов. Применимы, в частности, анионные дисперсии.
Более предпочтительны полимеры, которые помимо сшивающихся сомономеров и уретановых звеньев содержат также звенья сложного эфира. Полимер может быть блок-сополимером. Например, полиэфирные блоки можно ввести в сополимер, используя в качестве диола предпочтительно алифатический полиэфирдиол.
Применяемая согласно изобретению водная дисперсия сшиваемого УФ-излучением полимера предпочтительно имеет содержание твердых веществ по меньшей мере 35 вес. %. Дисперсия может содержать дополнительные вспомогательные средства, например антивспениватель и загуститель. Поверхностное покрытие полимерной дисперсии предпочтительно рассчитывают так, чтобы получить слой покрытия в сухом состоянии 10-40, особенно предпочтительно 10-20 г/м2 полимера. Обычно при более высоком граммаже и более значительном объеме пор целлюлозного нетканого материала требуется более высокий уровень полимерного покрытия.
Пропитку нетканого материала можно осуществить известным способом, например погружением нетканого материала в полимерную дисперсию. Однако предпочтительны дозирующие способы, которые позволяют точно управлять уровнем покрытия поверхности, например нанесение покрытия валками или методом полива. При нанесении валками пропиточное средство предпочтительно вдавливают прижимными валками в нетканый материал. Возможно также применение ракельной техники, как например, в машинах для мелования бумаги. Предпочтительным является нанесение покрытия валками с применением валков из высокосортной стали или эбонита.
Для пропитки можно повысить вязкость полимерной дисперсии подходящими загустителями, например загустителями на основе полиуретана.
После пропитки нетканого материала водную дисперсионную среду удаляют сушкой. Сушку можно проводить физическими методами, например облучением инфракрасными лучами, нагретым воздухом, например, в сушилке с циркуляцией воздуха или воздушно-паровой форсуночной сушилке, микроволнами, нагретыми валками или комбинацией этих способов. Предпочтительно, если при этом превышается температура пленкообразования диспергированного полимера, так как в результате улучшается водостойкость пропитанного нетканого материала. К удаляемой при сушке водной дисперсионной среде относятся также, помимо воды, присутствующие в известных случаях полярные вспомогательные диспергаторы, как например, спирты.
Особым преимуществом способа согласно изобретению является то, что пропитанный целлюлозный нетканый материал в сухом состоянии является гибким и неклейким, так что его можно без проблем сворачивать в рулон и хранить до последующего применения и транспортировать. При необходимости целлюлозный нетканый материал можно резать на любой стадии способа по изобретению, например, чтобы подогнать его к ширине устройства пропитки или печати или к размерам предусмотренной для получения декоративного ламината несущей основы.
Если нетканый материал перед пропиткой еще не имел печати, то согласно изобретению это осуществляют после пропитки, но перед сшивкой УФ-излучением. Оказалось, что после облучения сила адгезии печатных красок будет неудовлетворительной. В качестве способа печати подходят в первую очередь офсетная печать, флексографическая печать и цифровые способы, такие как струйная, термопереводная или лазерная печать.
Особенно предпочтителен способ цифровой печати, так как при этом не нужно работать с заранее изготовленный печатной формой, рисунок которой регулярно повторяется. Из-за этого повторения имитация натуральных материалов, таких как дерево, удается не полностью. Было бы экономически невыгодным после каждой печати менять печатную форму, чтобы избежать впечатления повторения. Напротив, при цифровой печати можно иметь в запасе большое число разных рисунков и чередовать их друг с другом без затрат времени, необходимых в ином случае для замены печатной формы. Это преимущество можно использовать также, когда при непрерывном производстве изменяется материал, который требуется имитировать, например нужно выбрать другой тип древесины.
В способе цифровой печати выгодно также то, что он осуществляется, как правило, в непрерывном режиме. Благодаря этому можно предотвратить повреждение поверхности пропитанного и высушенного, но еще не обработанного УФ-лучами целлюлозного нетканого материала. В качестве способов печати годятся, например, способ струйной печати со стационарной или подвижной печатной головкой, способ лазерной печати, например, однотонными или цветными красящими порошками и способ теплопереводной печати. Выгодно применение радиационно-отверждаемых печатных красок, так как при УФ-излучении, и без того необходимом для оценки пропитки, происходит интенсивное соединение печатных красок с пропиточным средством в нетканом материале. Однако согласно изобретению подходят также и другие печатные краски, например на водной основе или на основе растворителя.
Для создания особых визуальных эффектов можно также печатать декор в две технологические операции, т.е. перед и после пропитки. Это может быть выгодным, если, например, применяются металлические отражающие или опалесцирующие печатные краски.
Изобретение относится также к применению декорированного листа согласно изобретению в способе получения декоративного ламината. Такой способ включает по меньшей мере следующие этапы:
- закрепление декорированного листа на несущей основе и
- нанесение наружного слоя на декорированный лист.
В качестве несущей основы годятся любые подходящие материалы, такие как, например, древесина, древесно-стружечные материалы, как древесно-стружечные плиты (ДСП) и древесно-волокнистые плиты (ДВП), клееная фанера, плиты из термореактивных и термопластичных пластмасс, плиты из биологических волокнистых материалов, таких как волокна конопли, целлюлозные волокна (бумага, картон и т.п.) или солома, керамические материалы, такие как обожженная глина, бетон, гипс, а также композиционные материалы из двух или более указанных веществ, например гипсокартонные плиты или армированные волокнами пластмассы. В случае несущих основ с сильными неоднородностями на поверхности может потребоваться перед закреплением декорированного листа нанесение слоя грунтовки для сглаживания этих неоднородностей.
Для закрепления декорированного листа на несущей основе предпочтительно применяется адгезив или клей. Примерами являются термоклей, дисперсионный клей, двухкомпонентный клей, мочевиноформальдегидный клей, при необходимости с отвердителем. Там, где это необходимо или выгодно, действие клея или адгезива можно усилить благодаря применению давления и/или тепла.
Для защиты декора на декорированный лист, закрепленный на несущей основе, наносят наружный слой. Для этого подходят все известные из уровня техники материалы и способы. Например, можно применять так называемый оверлей, который обычно состоит из пропитанного синтетической смолой, например аминопластом, целлюлозного нетканого материала. С другой стороны, можно также наносить наружный слой, не содержащий целлюлозы, например, нанося водный раствор аминопласта или предшественника аминопласта на декоративный слой и проводя сушку. Можно также насыпать порошок синтетической смолы или предшественника смолы на декоративный лист и создать путем по меньшей мере частичного расплавления связный слой. Наружный слой можно образовать также из лака, при необходимости радиационно-отверждаемого. В этом случае наружный слой в результате облучения может достичь своей конечной твердости. В наружный слой можно вводить уменьшающие износ компоненты, например твердые частицы из корунда, карбида кремния, стекла и т.п.
Наружный слой предпочтительно состоит из аминопласта или его предшественника, например олигомера, образованного из аминосоединения и альдегидного соединения, как меламин, соответственно формальдегид. Чтобы достичь конечной твердости, этот материал требуется еще подвергнуть термообработке, которую целесообразно проводить под давлением. Для этого предпочтительно прессуют и/или нагревают всю систему слоев, содержащую несущую основу, декорированный лист и наружный слой. Это можно осуществлять в так называемом короткотактовом проходном прессе или же непрерывно в двухленточном прессе. Перед или во время прессования можно, например, с помощью подходящего листа для тиснения создавать в поверхности наружного слоя поверхностную структуру, например, для имитации древесных пор. Одно преимущество способа согласно изобретению состоит в том, что декорированный лист, если он перед пропиткой имел декоративную печать, не претерпевает при пропитке и сушке изменений размеров, так что напечатанный декор остается в каждой точке в локальном соответствии с поверхностной структурой.
Далее описывается один пример осуществления способа по изобретению.
Бумажное полотно с поверхностной плотностью 80 г/м2 проводят через пару валков, причем оба валка с помощью шиберного устройства покрыты на уровне 20 г/м2 каждый дисперсией сополимера уретан-акриловый лак-сложный эфир с содержанием твердых веществ 50 вес. %. При контакте с бумагой дисперсия вдавливается в бумагу. После покрытия бумажное полотно проводят в сушилку, где его облучают инфракрасным излучением и продувают воздухом. После прохождения через сушилку полотно проводят на станцию печати, где на одну сторону полотна наносится четырехцветный декор способом цифровой струйной печати. Затем обе стороны полотна подвергают УФ-облучению. Полученный в результате декорированный лист является теперь водостойким и может сматываться в рулон и складироваться. Альтернативно, его можно также сразу, при необходимости в непрерывном режиме, склеивать с ДВП повышенной плотности с помощью мочевиноформальдегидного клея. И в этом состоянии промежуточный продукт, то есть несущую основу с закрепленном на ней декорированным листом, можно при необходимости складировать вплоть до позднейшего применения. Для изготовления декоративного ламината теперь нужно еще нанести водный раствор предшественника меламиноформальдегидной смолы на декорированную поверхность, высушить и подвергнуть прессованию в короткотактовом проходном прессе при примерно 170°C в течение 20 сек. При этом посредством листа для тиснения в поверхности создается синхронная с декором пористая структура.
Если для пропитки используется декоративная бумага, уже имеющая печать, то этап печати не проводится, а прочие технологические этапы осуществляют тем же способом.
Далее изобретение будет описано подробнее со ссылкой на два следующих примера осуществления, представленных на приложенных фигурах. Показано:
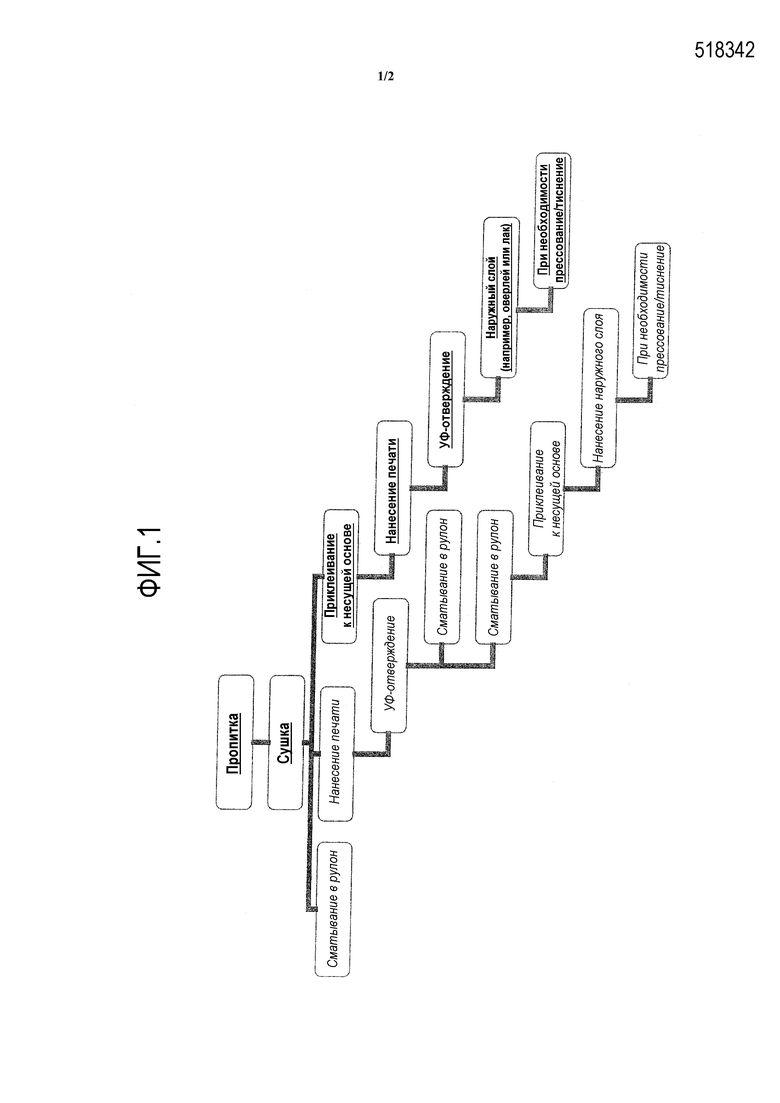
фигура 1: первый вариант осуществления способа по изобретению с целлюлозным нетканым материалом без печати,
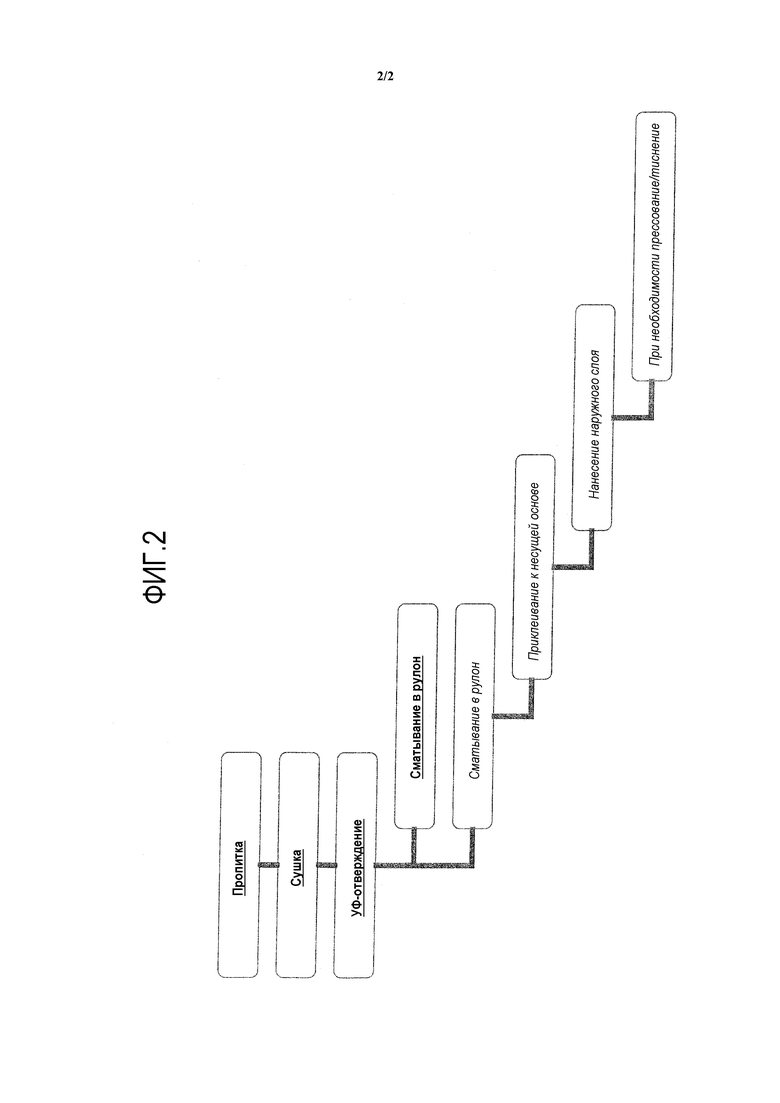
фигура 2: второй вариант осуществления способа по изобретению с декоративной бумагой, уже имеющей печать.
На фигуре 1 представлены последовательные этапы первого иллюстративного варианта осуществления способа согласно изобретению. При этом подчеркнутые обозначения указывают на предпочтительную последовательность стадий процесса, которая делает изобретение особенного выгодным в применении. Сначала целлюлозный нетканый материал, который может быть, например, бумагой без печати, в частности бумагой-основой для печати, пропитывают пропиточным средством согласно изобретению. Затем пропитанный целлюлозный нетканый материал сушат. В этом состоянии нетканый материал можно сматывать в рулон и складировать или же на него уже может наноситься печать. Однако предпочтительно его приклеивают к несущей основе и наносят декоративный рисунок, предпочтительно способом цифровой печати. За этим этапом следует УФ-облучение, продолжающееся до достаточного отверждения пропитки. Теперь на декоративный рисунок можно нанести наружный слой, например оверлей (несущий слой, пропитанный материалом наружного слоя), раствор предшественника смолы или же лак, при необходимости радиационно-отверждаемый. Наконец, наружный слой соединяют с несущей основой и декоративным слоем в нагреваемом прессе под давлением и/или при повышенной температуре, причем при необходимости с помощью структурированной прокладки пресса тиснением создается структура в поверхности наружного слоя. В этой предпочтительной последовательности технологических стадий один технологический этап может непосредственно примыкать к другому, так что можно работать в непрерывном режиме, что позволяет получить значительную экономию издержек при больших партиях. С другой стороны, пропитанный и высушенный целлюлозный нетканый материал можно смотать в рулон и временно складировать до того, как на него будут наносить печать, облучать УФ-излучением, приклеивать к несущей основе и, при необходимости, наносить наружный слой и прессовать многослойный материал и проводить тиснение. При этом выгодно, что и после нанесения печати и УФ-облучения декоративный материал еще можно сматывать в рулон и складировать. Это облегчает, например, изготовление малых партий с частой сменой продукта. Можно также прерывать производственный процесс после наклеивания декоративного слоя на несущую основу и складировать полуфабрикат.
На фигуре 2 в качестве примера представлен второй вариант осуществления способа по изобретению. Здесь исходят из бумаги, уже имеющей печать. Ее сначала пропитывают средством согласно изобретению, сушат и облучают УФ-излучением. Затем ее предпочтительно (подчеркнутые технологические этапы) сматывают в рулон и временно складируют до позднейшего применения. Однако можно также сразу же или после промежуточного хранения наклеивать ее на несущую основу и наносить наружный слой, например, как описано выше. Теперь слоистую систему можно снова подвергнуть обработке давлением и/или теплом, причем при необходимости в поверхности можно также создавать структуру тиснением.
Изобретение относится к декоративным ламинатам и касается способа получения декорированного листа и его применения. Листы на основе нетканого целлюлозного материала, такого как бумага, для получения декоративных ламинатов пропитывают синтетическими смолами. При этом их размер изменяется, они становятся хрупкими и в ламинате не стойкими к воде. В способе согласно изобретению имеющие или не имеющие печать нетканые материалы пропитывают водной дисперсией отверждаемого УФ-излучением полимера, сушат, при необходимости наносят печать и, наконец, облучают ультрафиолетом. Полученные в результате декорированные листы являются водостойкими в ламинате и после каждого технологического этапа допускают сматывание в рулон и складирование. Изобретение обеспечивает более простой в осуществлении способ получения декорированного листа из целлюлозного нетканого материала, обеспечивающий полную и водостойкую пропитку целлюлозы. 2 н. и 8 з.п. ф-лы, 2 ил.
1. Способ получения декорированного листа в производстве декоративного материала, ламинированного с другими слоями, включающий этапы:
- подготовка не имеющего печати нетканого материала из целлюлозных волокон,
- пропитка нетканого материала водной дисперсией сшиваемого УФ-излучением полимера,
- удаление водной дисперсионной среды из пропитанного нетканого материала путем сушки,
- печать декора на стороне высушенного и пропитанного нетканого материала,
- отверждение полимера в нетканом материале путем сшивки УФ-облучением, где нетканый материал из целлюлозных волокон закреплен на несущей основе до начала печати декора.
2. Способ по п. 1, отличающийся тем, что сшиваемый УФ-облучением полимер является сополимером, который содержит по меньшей мере уретановые звенья и этиленово-ненасыщенные звенья.
3. Способ по п. 2, отличающийся тем, что сшиваемый УФ-облучением полимер дополнительно содержит звенья сложного эфира.
4. Способ по любому из пп. 1-3, отличающийся тем, что в качестве нетканого материала применяется бумага с печатью или без печати.
5. Способ по любому из пп. 1-3, отличающийся тем, что водная дисперсия имеет содержание твердых веществ по меньшей мере 35 вес. %.
6. Способ по любому из пп. 1-3, отличающийся тем, что сушку проводят путем облучения инфракрасными лучами, нагретым воздухом, микроволнами и/или нагретыми валками.
7. Способ по любому из пп. 1-3, отличающийся тем, что печать осуществляют способом офсетной печати, флексографической печати и/или цифровой печати.
8. Способ по п. 7, отличающийся тем, что печать осуществляют способом струйной, термопереводной или лазерной печати.
9. Применение декорированного листа, полученного согласно одному из пп. 1-8, в способе получения декоративного ламината, включающем этап:
- нанесение наружного слоя на декорированный лист.
10. Применение по п. 9, отличающееся тем, что после нанесения наружного слоя слоистую систему прессуют, и/или нагревают, и/или производят тиснение поверхности наружного слоя.
| EP 1319524 A1, 18.06.2003 | |||
| DE 1704598 A1, 19.05.1971 | |||
| ФОРИМПРЕГНАТ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ДЕКОРАТИВНАЯ БУМАГА | 2002 |
|
RU2265624C2 |
| WO 2010089086 A1, 12.08.2010. | |||

