Изобретение относится к способу получения подложки для печати для прямой печати на декоративной панели. Кроме того, изобретение относится к декоративной панели, которая имеет подложку для печати, полученную способом по изобретению. В частности, изобретение относится к способу получения декоративной панели с прямой печатью без стабилизирующего слоя, а также к декоративной панели, которую можно получить способом по изобретению без стабилизирующего слоя.
Под понятием декоративная панель в контексте данного изобретения понимают панели для облицовки стен, потолков или полов, которые имеют нанесенный на подложку декор. При этом декоративные панели применяют разнообразными способами как в области внутренней отделки помещений, так и для декоративной облицовки строений, например в оформлении выставок. Одной из самых частых областей применения декоративных панелей является применение в качестве покрытия полов. При этом декоративные панели имеют множество возможных вариантов оформления, которые воспринимаются как природные материалы.
Примерами таких воспроизведенных природных материалов являются такие породы древесины, как, например, клен, дуб, береза, вишня, ясень, грецкий орех, каштан, венге или также экзотические породы древесины, такие как панга-панга, красное дерево, бамбук и бубинга. Кроме того, можно воспроизводить множество природных материалов, таких как поверхность камня или поверхность керамики.
До сих пор такие декоративные панели чаще всего получали как многослойные материалы (ламинаты), у которых на подложку нанесена декоративная бумага с заранее напечатанным желаемым декором, на которую в свою очередь нанесена так называемая защитная пленка. Для предотвращения деформации декоративных панелей в виде так называемых вмятин из-за эффекта усадки наносимой декоративной бумаги на противоположную относительно декоративной бумаги сторону подложки наносят стабилизирующую бумагу и полученную систему слоев прочно соединяют друг с другом с применением пригодного активируемого давлением и/или температурой клея. При этом действующие посредством стабилизирующего слоя на подложку силы должны противодействовать вызывающей вмятины силе растяжения.
При этом нанесение стабилизирующего слоя требует дополнительных технологических операций и вместе с этим дополнительных производственных затрат.
В зависимости от желаемой области применения декоративных панелей их можно изготавливать из различных материалов. При этом, в частности, в зависимости от области применения можно выбирать материал носителя. Таким образом, носитель может, например, состоять из древесины, если декоративные панели не предназначены для применения в условиях избыточной влажности или в погодных условиях. Если, наоборот, панели применяют, например, во влажных помещениях или для наружных работ, то носитель может состоять, например, из полимерного материала.
При этом в контексте данного изобретения материал древесины представляет собой наряду с материалами из цельной древесины также материалы, такие как, например, клееная фанера, клееная многослойная древесина, профилированная фанера, прессованная фанера, прессованная слоистая древесина, реечная фанера и гибкая фанера. Кроме того, под материалом древесины в контексте данного изобретения также понимают древесно-стружечные материалы, такие как, например, стружечные прессованные плиты, прессованные на экструзионном прессе плиты, прессованные плиты из крупных стружек (Oriented Structural Board, OSB, древесно-стружечные плиты с ориентированной структурой) и многослойный брус из ориентированных стружек, а также материалы из древесных волокон, такие как, например, изоляционная древесноволокнистая плита (HFD), среднетвердые и твердые волокнистые плиты (MB, HFH), а также, в частности, волокнистые плиты средней плотности (MDF) и волокнистые плиты высокой плотности (HDF). Также в контексте данного изобретения материалами древесины являются современные материалы на основе древесины, такие как древесно-полимерные материалы (Wood Plastic Composite, WPC), многослойные плиты с легким материалом середины, таким как вспененные материалы, жесткий пенопласт или бумажные соты, и нанесенным на него слоем древесины, связанные минеральными веществами, например цементом, древесно-стружечные плиты. При этом также пробка представляет собой материал древесины в контексте данного изобретения.
Полимеры, которые применяют при получении соответствующих панелей, представляют собой, например, термопластичные полимеры, такие как поливинилхлорид, полиолефины, например полиэтилен (PE), полипропилен (PP), полиамид (PA), полиуретан (PU), полистирол (PS), акрилонитрил-бутадиен-стирол (ABS), полиметилметакрилат (PMMA), поликарбонат (PC), полиэтилентерефталат (PET), полиэфирэфиркетон (PEEK) или смеси или сополимеризаты указанных веществ. Полимеры могут содержать обычные наполнители, например карбонат кальция (мел), оксид алюминия, силикагель, кварцевую муку, древесную муку, гипс. Также полимеры могут быть окрашены известными способами.
Под понятием «прямая печать» в контексте данного изобретения понимают нанесение декора прямо на носитель панели или на нанесенный на носитель не снабженный печатью волокнистый слой. В противоположность традиционным способам, при которых на носитель наносят предварительно снабженный желаемым декором декоративный слой, при прямой печати печать декора происходит непосредственно в ходе покрытия поверхности или получения панели. При этом можно применять различные техники печати, такие как, например, флексографическая печать, офсетная печать или трафаретная печать. При этом, в частности, можно применять цифровую технологию печати, такую как, например, струйный и лазерный способы печати.
В контексте данного изобретения под понятием волокнистые материалы понимают материалы, такие как, например, бумага и нетканые материалы на основе растительных, животного происхождения, минеральных, а также искусственных волокон, а также картон. Примерами волокнистых материалов из растительных волокон являются наряду с бумагой и неткаными материалами из целлюлозных волокон, плиты из биомассы, такой как солома, кукурузная солома, бамбук, листва, экстракты водорослей, конопля, хлопок или волокна масличных пальм. Примерами волокнистых материалов на основе волокон животного происхождения являются полученные из материалов на основе кератина, таких как, например, шерсть или конский волос. Примерами минеральных волокнистых материалов являются минеральная вата или стекловата.
Для защиты нанесенного декоративного слоя, как правило, наносят защитный или покрывающий слой поверх декоративного слоя. Защитный или покрывающий слой в контексте данного изобретения представляет собой нанесенный в виде наружной отделки слой, который, в частности, защищает декоративный слой от изнашивания или повреждения из-за загрязнений, влияния влаги или механических воздействий, таких как, например, истирание.
Часто предусмотрено, чтобы на такие защитные или покрывающие слои была нанесена совпадающая с декором рельефная фактура поверхности. Под совпадающей с декором рельефной фактурой поверхности понимают то, что поверхность декоративной панели имеет тактильно воспринимаемую структуру, форма и узор которой соответствуют нанесенному декору для того, чтобы получать как можно более соответствующую оригиналу имитацию природного материала также относительно тактильного восприятия.
Проблемой, которая встречается при прямой печати на декоративных панелях, является то, что поверхность декоративной панели, на которую наносят печать, не является оптимальной подложкой для печати, на которую можно наносить соответствующий декор. При этом проблема состоит в том, что в качестве подложки для печати на подложку декоративной панели нанесенный слой бумаги или нетканого материала пропитывается применяемой для нанесения смолой так, что нанесенная для укрепления смола проступает на предназначенной для печати стороне бумаги или нетканого материала и там может вызывать проблемы с адгезией печатных красок. Для преодоления этой проблемы можно предусмотреть, чтобы бумага или нетканый материал снабжались изоляционным слоем, который предотвращает проникновение смолы. Однако наличие такого изоляционного слоя часто приводит к тому, что наносимые при печати чернила не впитываются или не достаточно впитываются в бумагу или нетканый материал, а остаются на поверхности, что невыгодно сказывается на качестве печати. Далее может быть предусмотрено, чтобы бумага или нетканый материал перед нанесением на подложку снабжались со стороны, на которую будет наноситься печать, воспринимающим краску слоем, на который затем наносят печать. Таким образом, полученную декоративную бумагу затем наносят на подложку. Однако при последующем нанесении покрывающего или защитного слоя могут встречаться проблемы с адгезией, так что конечный многослойный материал не имеет достаточной стабильности и может происходить, например, расщепление ламината в слое декоративной бумаги.
Учитывая это, задачей данного изобретения является предоставление способа получения подложки для печати для прямой печати на декоративной панели, с помощью которого можно преодолеть известные из уровня техники проблемы. Кроме того, задачей данного изобретения является предоставление декоративной панели с соответствующей подложкой для печати. В частности, задачей данного изобретения является предоставление способа получения снабженной прямой печатью декоративной панели, которая не имеет стабилизирующего слоя, а также предоставление соответствующей не имеющей стабилизирующего слоя декоративной панели.
Данную задачу решают посредством способа согласно п. 1 формулы изобретения, а также с помощью декоративной панели согласно п. 14 формулы изобретения. Варианты осуществления данного изобретения указаны в зависимых пунктах формулы изобретения, а также в нижеследующем описании.
Таким образом, согласно данному изобретению предлагается способ получения подложки для печати для прямой печати на декоративной панели, включающий стадии:
a) подготовка носителя в форме пластин;
b) нанесение слоя смолы на носитель в форме пластин;
c) нанесение слоя бумаги или нетканого материала без печати на носитель в форме пластин; и
d) каландрирование полученного многослойного комбинированного материала при температуре от ≥40 до ≤250°C, при этом данный способ отличается тем, что после каландрирования наносят композицию смолы, которая содержит от ≥0,5 масс.% до ≤85 масс.%, предпочтительно от ≥1,0 масс.% до ≤80 масс.%, твердых веществ со средним диаметром частиц d50 от ≥0,1 мкм до ≤120 мкм, предпочтительно от ≥1 мкм до ≤100 мкм.
Неожиданно оказалось, что нанесение подложки для печати с соответствующим содержанием твердых веществ после каландрирования со слоем бумаги или нетканого материала предоставляет поверхность, пригодную для последующей прямой печати, которая, кроме того, имеет очень хорошую адгезию к наносимому затем покрывающему или защитному слою, так что полученный с применением способа по изобретению ламинат имеет высокую стабильность. При этом указанные значения содержания твердых веществ в композиции смолы относятся к жидкой композиции смолы. При этом согласно данному изобретению можно, в частности, предусмотреть, чтобы наносимая после каландрирования композиция смолы пропитывала нанесенный слой бумаги или нетканого материала по меньшей мере частично таким образом, чтобы композиция смолы проникала до носителя в форме пластин или соответственно до нанесенного на него слоя смолы. Кроме того, неожиданно оказалось, что при применении способа получения можно отказаться от нанесения стабилизирующего слоя для предотвращения появления вмятин в декоративной плите. Это приводит к существенной экономической выгоде, так как, во-первых, можно отказаться от соответствующей технологической стадии и, во-вторых, можно экономить соответствующие материалы.
При этом предоставляемая согласно данному изобретению подложка для печати пригодна как для флексографической печати, офсетной печати или трафаретной печати, так и, в частности, для цифровых способов печати, таких как, например, струйная печать или лазерная печать.
Согласно одному варианту осуществления данного способа после каландрирования слоя бумаги или нетканого материала на носитель в форме пластин наносят композицию смолы, которая в качестве твердого вещества содержит по меньшей мере одно соединение из группы, в которую входят диоксид титана, сульфат бария, оксид бария, хромат бария, оксид циркония (IV), диоксид кремния, гидроксид алюминия, оксид алюминия, оксид железа, гексацианоферрат железа (III), оксид хрома, оксид кадмия, сульфид кадмия, селенит кадмия, оксид кобальта, фосфат кобальта, алюминат кобальта, оксид ванадия, оксид висмута ванадия, оксид олова, оксид меди, сульфат меди, карбонат меди, антимонат свинца, хромат свинца, оксид свинца, карбонат свинца, карбонат кальция, сульфат кальция, алюминат сульфат кальция, оксид цинка, сульфид цинка, сульфид мышьяка, сульфид ртути, сажа, графит, целлюлозные волокна или смеси указанных веществ. Благодаря применению таких твердых веществ можно, в частности, предоставить цветную подложку для печати, окраска которой имеет поддерживающие декоративную печать свойства. Так, например, при оформлении в виде темных сортов древесины подложку для печати наносят с коричневым или коричневатым основным тоном, в то время как при оформлении в виде светлых сортов древесины или светлого камня наносят подложку для печати с желтым или белым основным тоном. Применение целлюлозных волокон в наносимой на носитель в форме пластин композиции смолы при этом показало, в частности, полезный эффект, состоящий в том, что возможная неоднородность на поверхности подложки, на которую наносят композицию смолы, не проступает позднее на поверхности, предназначенной для печати, что приводит к существенному улучшению печатного изображения. Такие неоднородности могут представлять собой, например, бороздки от шлифования подложки или отпечатки транспортировочных средств, таких как, например, конвейерная лента и др. При применении целлюлозных волокон предпочтительно данные волокна имеют размер в области от ≥10 мкм до ≤100 мкм, в частности от ≥25 мкм до ≤90 мкм. Доля целлюлозных волокон в содержащемся в композиции смолы твердом веществе при этом находится, например, в области от ≥0 масс.% до ≤100 масс.%, предпочтительно от ≥40 масс.% до ≤100 масс.%, в частности от ≥60 масс.% до ≤100 масс.%. При этом предпочтительная доля твердых веществ в композиции смолы при применении целлюлозных волокон колеблется у нижней границы области масс.%, предпочтительно в области от 0,5 масс.% до 3,5 масс.%, в частности от 1,0 масс.% до 2,5 масс.%, в то время как предпочтительная доля твердых веществ в композиции смолы при применении других, например, указанных как пригодные твердых веществ находится предпочтительно в области от ≥5 масс.% до ≤85 масс.%, предпочтительно от ≥10 масс.% до ≤80 масс.%, более предпочтительно от ≥35 масс.% до ≤75 масс.%. Причиной этого, в частности, является низкий удельный вес добавляемых в качестве твердого вещества целлюлозных волокон по сравнению с удельным весом других добавляемых твердых веществ.
При этом, в частности, согласно данному изобретению может быть предусмотрено, чтобы после каландрирования наносилась композиция смолы, которая содержит по меньшей мере один органический или неорганический пигмент, который выбирают из группы, в которую входят берлинская лазурь, бриллиантовый желтый, кадмиевый желтый, кадмиевый красный, изумрудная зелень, кобальтовый синий, кобальтовый лазурный, кобальтовый фиолетовый, иргазин красный, черный железоокисный, марганец фиолетовый, синий фталоцианиновый, сиена жженая, титановые белила, синий ультрамарин, красный ультрамарин, умбра, каолин, пигменты на основе силиката циркония, моноазо желтый и моноазо оранжевый, тиоиндаго, бета-нафтоловые пигменты, пигменты на основе нафтола AS, пиразолоновые пигменты, пигменты на основе анилида N-ацетоуксусной кислоты, азометаллические комплексные пигменты, диариловые желтые пигменты, хинакридоновые пигменты, дикетопирроло-пирроловые пигменты (DPP), диоксазиновые пигменты, периленовые пигменты, изоиндолиноновые пигменты, медные фталоцианиновые пигменты и смеси указанных веществ.
Согласно другому варианту осуществления способа можно предусмотреть, чтобы после каландрирования наносили композицию смолы, которая в качестве компонента смолы содержала по меньшей мере одно соединение, которое выбирают из группы, в которую входят меламиновая смола, формальдегидная смола, карбамидная смола, фенольная смола, эпоксидная смола, ненасыщенная сложно-полиэфирная смола, диаллилфталат или их смеси. Неожиданно оказалось, что при применении соответствующих компонентов смолы в сочетании с определенным содержанием твердых веществ в композиции смолы можно предоставить подложку для печати, которая позволяет получить значительно лучшую адгезию наносимого затем покрывающего и/или защитного слоя, что приводит к улучшению стабильности ламината. При этом композиция смолы может иметь содержание смолы, например, от ≥15 масс.% до ≤95 масс.%, предпочтительно от ≥20 масс.% до ≤90 масс.%, еще предпочтительнее от ≥25 масс.% до ≤65 масс.%.
Кроме того, в одном варианте осуществления способа предусмотрено, чтобы после каландрирования наносилась композиция смолы, которая содержит отвердитель, при этом отвердитель в композиции смолы содержится, например, в концентрации от ≥0,05 масс.% до ≤3,0 масс.%, предпочтительно от ≥0,15 масс.% до ≤2,0 масс.%, еще предпочтительнее от ≥0,5 масс.% до ≤2,0 масс.%. Наличие отвердителя в композиции смолы позволяет оптимизировать процесс затвердевания или отверждения композиции смолы в зависимости от наносимой на носитель в форме пластин бумаги.
При этом согласно одному варианту осуществления способа отвердитель может представлять собой, например, раствор органической соли. При этом предпочтительно отвердитель имеет кислое значение pH, предпочтительно от pH≥0,5 до pH<7, предпочтительно от pH>0,5 до pH≤6.
В одном особенно предпочтительном варианте осуществления данного изобретения в качестве отвердителя применяют так называемый латентный отвердитель. Латентный отвердитель отличается тем, что после его добавления к смоле, с одной стороны, достигают достаточной продолжительности переработки при комнатной температуре, а с другой стороны, достигают как можно более короткого времени отверждения при конечной температуре переработки. Действие латентного отвердителя основано на том, что при обычной температуре он не действует, а действует только при повышенной температуре или в ходе химической реакции высвобождается кислота, которая ускоряет процесс отверждения. Примерами латентных отвердителей среди прочих являются алкильные или алканоламиновые соли сернистой кислоты, амидосульфоновые кислоты, 3-хлор-1,2-пропандиол, п-толуолсульфоновые кислоты, морфолин, сульфат аммония, хлорид аммония, сульфит аммония, нитрат аммония, гидрохлорид этаноламина, сульфит диметилэтаноламмония, сульфамат диэтаноламмония или малеиновая кислота.
В частности, в случае отвердителя речь может идти о водных, предпочтительно неионогенных растворах. Примером пригодного отвердителя является MH-180 B (Melatec AG, Schweiz).
Композицию смолы после каландрирования можно наносить, например, в количестве нанесения от ≥5 г/м2 до ≤50 г/м2, предпочтительно от ≥10 г/м2 до ≤40 г/м2. При этом согласно другому варианту осуществления композицию смолы также можно наносить за по меньшей мере две стадии нанесения.
Согласно предпочтительному варианту осуществления способа может быть, в частности, предусмотрено, чтобы после каландрирования наносилась композиция смолы с вязкостью, которая соответствует времени истечения от ≥7 сек до ≤60 сек из стандартной вискозиметрической воронки. Вязкость определяют согласно DIN 53211 с помощью вискозиметрической воронки с диаметром сопла 4 мм.
После нанесения композицию смолы после завершения каландрирования предпочтительно сушат на стадии сушки, при которой поверхность, подлежащую печати, сушат по меньшей мере частично. Для этого предусмотрено, чтобы поверхность, на которую наносят композицию смолы нагревали до температуры поверхности от ≥75°C до ≤125°C, предпочтительно от ≥80°C до ≤110°C, в частности от ≥90°C до ≤100°C. Для получения соответствующей температуры поверхности пригодны, например, ИК-излучение, NIR(неионизирующее)-излучение, распылительная сушка или сопоставимые устройства. При этом упомянутую температуру поверхности предпочтительно устанавливают в течение промежутка времени от ≥1 сек до ≤600 сек, предпочтительно от ≥5 сек до ≤400 сек, более предпочтительно от ≥10 сек до ≤300 сек.
Наносимая после каландрирования композиция смолы наряду с упомянутыми выше компонентами может содержать другие компоненты или соответственно добавки, такие как, например, реологические средства для установки вязкости, вода, средство для улучшения текучести, консервирующее средство, ПАВы, пеногаситель или подобные.
В способе по изобретению нанесение композиции смолы может происходить как на носитель в форме пластин, так и на нанесенную на носитель в форме пластин бумагу или нетканый материал после каландрирования с помощью валиков для нанесения, распылителя, ракеля, шаберного устройства, воздушного шабера, устройства струйного нанесения, щелевых форсунок, налива или с помощью других пригодных устройств.
Согласно другому предпочтительному варианту осуществления способа перед нанесением слоя смолы на стадии b) на носитель в форме пластин наносят отвердитель. При этом предпочтительно на носитель в форме пластин наносить кислый отвердитель, например, со значением pH от pH≥0,5 до pH<7, предпочтительно от pH>0,5 до pH≤6. Отвердитель является реакционноспособным по отношению к композиции смолы или оказывает влияние на реакцию отверждения наносимой в конце композиции смолы, с помощью которой слой бумаги или нетканого материала должен закрепляться на пластинчатом носителе.
Кроме того, может быть предусмотрено, чтобы после нанесения отвердителя на носитель в форме пластин проводилась тепловая обработка, с помощью которой температуру поверхности носителя в форме пластин поднимают предпочтительно до температуры от ≥35°C до ≤90°C. Такую тепловую обработку можно проводить, например, с помощью ИК-излучения или NIR-излучения (ближняя инфракрасная область спектра).
Для нанесения слоя смолы на стадии b) можно предпочтительно предусмотреть, чтобы наносили композицию смолы, которая в качестве компонента смолы содержит по меньшей мере одно соединение, которое выбирают из группы, в которую входят меламиновая смола, формальдегидная смола, карбамидная смола, фенольная смола, эпоксидная смола, ненасыщенная сложно-полиэфирная смола, диаллилфталат или их смеси. При этом композицию смолы можно наносить, например, с массой наносимого слоя от ≥5 г/м2 до ≤50 г/м2, предпочтительно ≥10 г/м2 до ≤40 г/м2. При этом особенно предпочтительно массу наносимого слоя композиции смолы выбирают таким образом, чтобы на последующей стадии c) наносимая бумага или нетканый материал не полностью пропитывались композицией смолы. Для этого можно, например, также предусмотреть, чтобы на стадии b) наносили композицию смолы с кинематической вязкостью, соответствующей времени истечения из стандартной вискозиметрической воронки от ≥10 сек до ≤40 сек (измеренное согласно DIN 53211).
Согласно другому варианту осуществления способа на стадии c) на носитель в форме пластин наносят бумагу или нетканый материал с граммажом от ≥30 г/м2 и ≤80 г/м2, предпочтительно от ≥40 г/м2 до ≤70 г/м2.
Согласно одному варианту осуществления способа на сторону, противоположную декоративной стороне, наносят стабилизирующий слой. При этом, в частности, предпочтительно, чтобы стабилизирующий слой наносился на одной стадии каладрирования с нанесением бумаги или нетканого материала на декоративную сторону.
В другом варианте осуществления данного изобретения может быть предусмотрено, чтобы стабилизирующий слой наносили сразу после нанесения декоративного изображения на противоположную декоративному слою сторону носителя в форме пластин. При этом, в частности, может быть предусмотрено, чтобы стабилизирующий слой наносился в общей технологической стадии с нанесением защитного покрытия в виде покрывающего и/или защитного слоя.
Однако, в частности, в рамках данного изобретения предпочтительно отказаться от нанесения стабилизирующего слоя. А именно, неожиданно оказалось, что от нанесения стабилизирующего слоя можно отказаться при применении данного способа получения, и при этом не образуются дефекты в виде вмятин на декоративной плите. Это приводит к значительной экономической выгоде, так как, с одной стороны, можно отказаться от соответствующей технологической стадии и, с другой стороны, можно экономить соответствующие материалы.
После нанесения подложки для печати на декоративную сторону можно наносить декор с помощью пригодного способа печати, при этом пригодны флексографическая печать, офсетная печать или трафаретная печать, а также, в частности, цифровые технологии печати, такие как, например, способы струйной и лазерной печати.
Предпочтительно для нанесения декоративного слоя способом прямой печати применяют отверждаемые излучением краски и/или чернила. Отверждаемые излучением в контексте данного изобретения означает, что краска и/или чернила отверждаются под воздействием электромагнитного излучения, такого как, например, УФ-излучение или облучение электронами. При этом, в частности, может быть предусмотрено, чтобы краска и/или чернила содержали соответствующие индуцируемые излучением или соответственно фотоиндуцируемые, полимеризуемые компоненты. Примерами пригодных компонентов являются акрилаты, эпоксиды или циклические амины, такие как, например, этиленимин.
Для защиты нанесенного декоративного слоя можно наносить защитный или покрывающий слой поверх декоративного слоя в последующей технологической стадии, при этом данный защитный слой, в частности, защищает декоративный слой от изнашивания или повреждений из-за загрязнений, влияния влажности или механических воздействий, таких как, например, истирание. При этом может быть предусмотрено, чтобы защитный слой содержал высокопрочный материал, такой как, например, нитрид титана, карбид титана, нитрид кремния, карбид кремния, карбид бора, карбид вольфрама, карбид тантала, оксид алюминия (корунд), оксид циркония или их смеси, для того, чтобы повысить износостойкость слоя. При этом может быть предусмотрено, чтобы высокопрочный материал содержался в количестве от 5 масс.% до 40 масс.%, предпочтительно от 15 масс.% до 25 масс.% в составе защитного слоя. При этом предпочтительно высокопрочный материал имеет средний диаметр частиц от 10 мкм до 250 мкм, более предпочтительно от 10 мкм до 100 мкм. Таким образом, достигают того, что композиция защитного слоя образует стабильную дисперсию и можно предотвратить разделение смеси или осаждение высокопрочного материала в композиции защитного слоя. Для образования соответствующего защитного слоя в одном варианте осуществления данного изобретения предусмотрено, чтобы содержащую высокопрочный материал и отверждаемую излучением композицию наносили в количестве от 10 г/м2 до 300 г/м2, предпочтительно от 50 г/м2 до 250 г/м2. При этом нанесение можно производить, например, с помощью валика, такого как резиновый валик, или с помощью отливного устройства. В следующем варианте осуществления данного изобретения может быть предусмотрено то, что высокопрочный материал во время нанесения композиции защитного слоя не содержится в композиции, а насыпается в виде частиц на нанесенную композицию защитного слоя и данная композиция впоследствии отверждается.
Кроме того, может быть предусмотрено, чтобы защитный или покрывающий слой наносился с совпадающей с декором рельефной фактурой поверхности. При этом может быть предусмотрено, чтобы подложка уже имела структуру и выравнивание печатного устройства для нанесения печати и подложки по отношению друг к другу происходило в зависимости от распознаваемого оптическим способом структурирования подложки. При этом для выравнивания печатного устройства и подложки по отношению друг к другу может быть предусмотрено, чтобы необходимое для выравнивания относительное движение между печатным устройством и подложкой происходило посредством смещения подложки или посредством смещения печатного устройства. Согласно другому варианту осуществления данного изобретения предусмотрено, чтобы структурирование декоративной панели происходило после нанесения покрывающего и/или защитного слоя. Для этого предпочтительно можно предусмотреть то, что в качестве покрывающего и/или защитного слоя наносят отверждаемую композицию и в процессе отверждения происходит только частичное отверждение покрывающего и/или защитного слоя. На такой частично отвержденный слой с помощью пригодных инструментов, таких как, например, структурный валик из твердого сплава или штамп, наносят желаемую поверхностную структуру. При этом происходит тиснение в соответствии с нанесенным декором. Для обеспечения достаточного совпадения наносимой структуры с декором может быть предусмотрено, чтобы подложка и инструмент для тиснения выравнивались относительно друг друга с помощью соответствующего относительного смещения. После нанесения желаемой структуры на частично отвержденный покрывающий и/или защитный слой происходит дальнейшее отверждение теперь уже структурированного покрывающего и/или защитного слоя.
Кроме того, может быть предусмотрено, чтобы защитный и/или покрывающий слой наносился в виде отверждаемой излучением или по меньшей мере частично отверждаемой излучением композиции, например, на основе акрилатного лака, эпоксидного лака или уретанакрилата. При этом, в частности, предпочтительно, чтобы композиция после нанесения на декоративный слой на первой стадии только частично отверждалась излучением и чтобы на частично отвержденный слой описанным выше образом наносилась совпадающая с декором рельефная фактура поверхности.
Согласно другому варианту осуществления данного изобретения покрывающий и/или защитный слой может содержать средство для снижения статического (электростатического) заряда конечного ламината. Например, для этого может быть предусмотрено, чтобы покрывающий и/или защитный слой содержал соединения, такие как, например, хлорид холина. При этом антистатическое средство может содержаться, например, в концентрации от ≥0,1 масс.% до ≤40,0 масс.%, предпочтительно от ≥1,0 масс.% до ≤30,0 масс.% в композиции для образования покрывающего и/или защитного слоя.
В другом варианте осуществления способа по изобретению может быть предусмотрено, чтобы структурирование происходило в ходе процесса печати. Для этого может быть предусмотрено, например, чтобы многократное нанесение краски происходило таким образом, чтобы поверх подложки для печати образовывались рельефные области, которые образуют желаемую трехмерную структуру. На таким образом полученную структуру затем можно наносить защитный и/или покрывающий слой.
Кроме того, с помощью данного изобретения предлагается декоративная панель с прямой печатью, имеющая носитель в форме пластин, нанесенный на носитель в форме пластин слой смолы, слой из непропитанной и не снабженной печатью бумаги или нетканого материала, нанесенную на слой бумаги или нетканого материала подложку для печати, нанесенный на подложку для печати слой краски и по меньшей мере один нанесенный на слой краски покрывающий и/или защитный слой, при этом данная декоративная панель отличается тем, что подложка для печати образована из композиции смолы, которая содержит от ≥0,5 масс.% до ≤85 масс.%, предпочтительно от ≥1,0 масс.% до ≤80 масс.% твердых веществ со средним диаметром частиц d50 от ≥0,1 мкм до ≤120 мкм, при этом в композиции смолы в качестве компонента смолы содержится по меньшей мере одно соединение, которое выбирают из группы, состоящей из меламиновой смолы, формальдегидной смолы, карбамидной смолы, фенольной смолы, эпоксидной смолы, ненасыщенной сложно-полиэфирной смолы, диаллилфталата или смеси указанных веществ, в концентрации от ≥15 масс.% до ≤95 масс.%, предпочтительно от ≥20 масс.% до ≤90 масс.%, и отвердитель в концентрации от ≥0,05 масс.% до ≤2,0 масс.%, предпочтительно от ≥0,15 масс.% до ≤1,0 масс.%.
В предпочтительном варианте осуществления декоративная панель по изобретению на стороне противоположной снабженной печатью стороне носителя в форме пластин не имеет стабилизирующего слоя. Такие панели без стабилизирующего слоя благодаря экономии материалов и сокращению технологических стадий можно получить с меньшими затратами, и при этом данные панели наряду с экологическими преимуществами при бережном использовании в процессе производства возобновляемых и невозобновляемых природных ресурсов также являются экономически выгодными.
Согласно другому варианту осуществления данного изобретения носитель в форме пластин по меньшей мере по краям может иметь профилирование. При этом, в частности, может быть предусмотрено, чтобы декор также наносился в области профилирования так, чтобы профилирование происходило перед нанесением декоративного слоя на носитель в форме пластин. Альтернативно или дополнительно профилирование также может происходить после нанесения декоративного слоя. При профилировании в рамках данного изобретения предусмотрено, чтобы с помощью пригодного поднимающего материал инструмента по меньшей мере на часть кантов декоративной панели наносили декоративный и/или функциональный профиль. При этом под функциональным профилем понимают, например, нанесение пазов и/или гребней на канты, предназначенных для того, чтобы декоративные панели с помощью нанесенного профиля можно было соединять друг с другом. Декоративный профиль в рамках данного изобретения представляет собой, например, в области кантов декоративной панели нанесенные фаски, предназначенные для того, чтобы, например, между двумя соединенными друг с другом панелями после соединения имитировать швы, как, например, в так называемых половых досках загородных домов.
При частичном профилировании декоративных панелей на панели наносят не весь предусмотренный в готовой панели профиль, а следующую часть предусмотренного профиля наносят на следующей стадии. Таким образом, например, может быть предусмотрено, чтобы предусмотренный на панели декоративный профиль, такой как, например, фаска, наносился на одной технологической стадии, в то время как функциональный профиль, например паз/гребень, наносят в последующей технологической стадии.
Благодаря нанесению декора на предварительно по меньшей мере частично профилированный носитель описанным выше способом, таким как, например, способ прямой печати, выгодным образом предотвращают изнашивание или повреждение декора в ходе профилирования. Вследствие этого декор соответствует также в областях профилирования в подробностях желаемой имитации, например природному материалу.
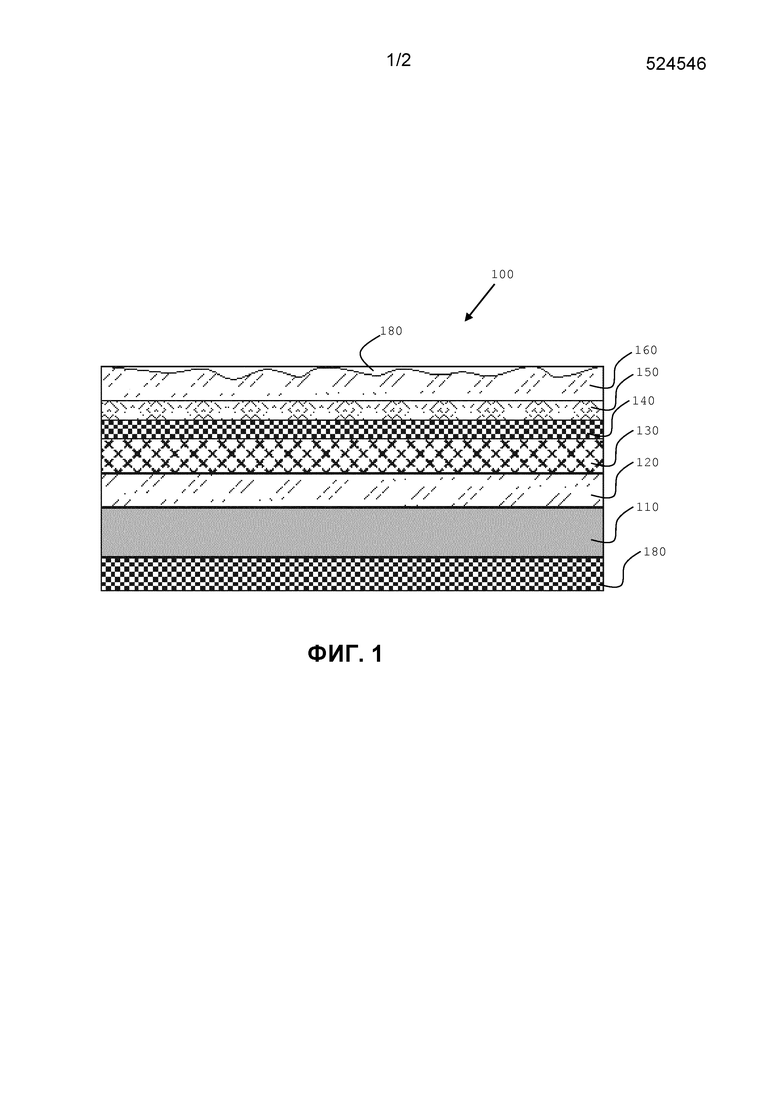
На фиг. 1 представлено схематически строение варианта осуществления декоративной панели по изобретению.
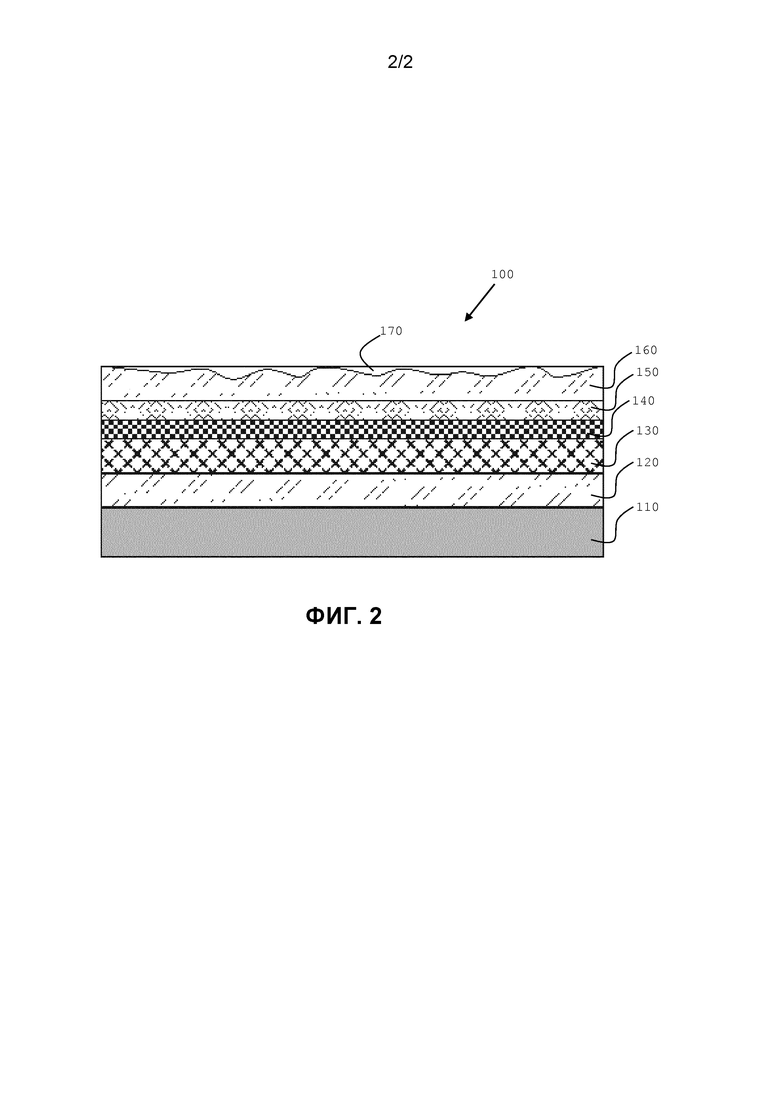
На фиг. 2 представлено схематически строение варианта осуществления полученной согласно данному изобретению декоративной панели без стабилизирующего слоя.
На фиг. 1 представлено схематически строение варианта осуществления декоративной панели 100 по изобретению. На пластинчатом носителе 110, на который сначала нанесен отвердитель (не показан), расположен слой смолы 120, с помощью которого слой бумаги или нетканого материала 130 закрепляется на пластинчатом носителе 110. На слой бумаги или нетканого материала 130 наносят подложку для печати 140. При этом подложка для печати 140 образована из композиции смолы, которая содержит от ≥0,5 масс.% до ≤85 масс.%, предпочтительно от ≥1,5 масс.% до ≤80 масс.% твердых веществ с средним диаметром частиц d50 от ≥0,1 мкм до ≤120 мкм. При этом в качестве твердых веществ в композиции смолы содержится по меньшей мере одно соединение из группы, в которую входят диоксид титана, сульфат бария, оксид бария, хромат бария, оксид циркония (IV), диоксид кремния, гидроксид алюминия, оксид алюминия, оксид железа, гексацианоферрат железа (III), оксид хрома, оксид кадмия, сульфид кадмия, селенит кадмия, оксид кобальта, фосфат кобальта, алюминат кобальта, оксид ванадия, оксид висмута ванадия, оксид олова, оксид меди, сульфат меди, карбонат меди, антимонат свинца, хромат свинца, оксид свинца, карбонат свинца, карбонат кальция, сульфат кальция, алюминат сульфат кальция, оксид цинка, сульфид цинка, сульфид мышьяка, сульфид ртути, сажа, графит, целлюлозные волокна или смеси указанных веществ. Особенно предпочтительно композиция смолы содержит по меньшей мере диоксид титана или целлюлозные волокна в качестве твердых веществ. Подложка для печати 140 на декоративную панель 100 по изобретению наносится только по окончании стадии каландрирования, на которой слой бумаги или нетканого материала 130 под действием давления и/или тепла напрессовывается на нанесенный на носитель в форме пластин 110 слой смолы 120. При этом композиция смолы слоя смолы 120 предпочтительно только частично проникает в слой бумаги или нетканого материала 130 и пропитывает его не полностью. На полученную таким образом подложку для печати наносят красящий слой 150, который образует декор. На красящий слой 150 наносят покрывающий и/или защитный слой 160. При этом покрывающий и/или защитный слой может иметь тактильно воспринимаемую структуру 170, которая предпочтительно совпадает с образованным красящим слоем 150 декором так, что возникает ощущение природного материала. На противоположную сторону в указанном варианте осуществления наносят стабилизирующий слой 180.
На фиг. 2 представлено схематически строение варианта осуществления декоративной панели 100 по изобретению, которая не имеет стабилизирующего слоя. На пластинчатом носителе 110, на который сначала нанесен отвердитель (не показан), расположен слой смолы 120, с помощью которого слой бумаги или нетканого материала 130 закрепляется на пластинчатом носителе 110. На слой бумаги или нетканого материала 130 наносят подложку для печати 140. При этом подложка для печати 140 образована из композиции смолы, которая содержит от ≥1 масс.% до ≤85 масс.%, предпочтительно от ≥2,5 масс.% до ≤80 масс.% твердых веществ с средним диаметром частиц d50 от ≥0,1 мкм до ≤120 мкм. При этом в качестве твердых веществ в композиции смолы содержится по меньшей мере одно соединение из группы, в которую входят диоксид титана, сульфат бария, оксид бария, хромат бария, оксид циркония (IV), диоксид кремния, гидроксид алюминия, оксид алюминия, оксид железа, гексацианоферрат железа (III), оксид хрома, оксид кадмия, сульфид кадмия, селенит кадмия, оксид кобальта, фосфат кобальта, алюминат кобальта, оксид ванадия, оксид висмута ванадия, оксид олова, оксид меди, сульфат меди, карбонат меди, антимонат свинца, хромат свинца, оксид свинца, карбонат свинца, карбонат кальция, сульфат кальция, алюминат сульфат кальция, оксид цинка, сульфид цинка, сульфид мышьяка, сульфид ртути, сажа, графит, целлюлозные волокна или смеси указанных веществ. Особенно предпочтительно композиция смолы содержит по меньшей мере целлюлозные волокна в качестве твердых веществ. Подложка для печати 140 на декоративную панель 100 по изобретению наносится только по окончании стадии каландрирования, на которой слой бумаги или нетканого материала 130 под действием давления и/или тепла напрессовывается на нанесенный на носитель в форме пластин 110 слой смолы 120. При этом композиция смолы слоя смолы 120 предпочтительно только частично проникает в слой бумаги или нетканого материала 130 и пропитывает его не полностью. На полученную таким образом подложку для печати наносят красящий слой 150, который образует декор. На красящий слой 150 наносят покрывающий и/или защитный слой 160. При этом покрывающий и/или защитный слой может иметь тактильно воспринимаемую структуру 170, которая предпочтительно совпадает с образованным красящим слоем 150 декором так, что возникает ощущение природного материала. От нанесения стабилизирующего слоя в данном варианте осуществления декоративной панели отказываются, так как оказалось, что подложка для печати 140 по изобретению позволяет получить декоративную панель такого строения, при котором также без стабилизирующего слоя нет тенденции к образованию вмятин, то есть образованию вогнутой деформации поверхности.
Список обозначений
100 - декоративная панель
110 - носитель в форме пластин
120 - слой смолы
130 - слой бумаги/нетканого материала
140 - подложка для печати
150 - красящий слой
160 - покрывающий/защитный слой
170 - структура
180 - стабилизирующий слой
Изобретение относится к способу получения подложки для печати для прямой печати на декоративной панели, в частности к декоративной панели, снабженной прямой печатью без стабилизирующего слоя. Также изобретение относится к декоративной панели, которая включает полученную способом по изобретению подложку для печати. Согласно способу по изобретению предлагается по окончании стадии каландрирования, на которой на носитель в форме пластин наносится слой бумаги или нетканого материала, наносить композицию смолы, которая содержит от ≥0,5 масс.% до ≤85 масс.% твердых веществ со средним диаметром частиц d50 от ≥0,1 мкм до ≤120 мкм. Изобретение обеспечивает усовершенствование способа получения подложки для прямой печати на декоративной панели. 2 н. и 14 з.п. ф-лы, 2 ил.
1. Способ получения подложки для печати для прямой печати на декоративной панели, включающий стадии:
a) подготовка носителя в форме пластин;
b) нанесение слоя смолы на носитель в форме пластин;
c) нанесение слоя бумаги или нетканого материала также на носитель в форме пластин; и
d) каландрирование полученного многослойного комбинированного материала при температуре от ≥40°С до ≤250°С,
отличающийся тем, что после каландрирования наносят композицию смолы, которая содержит от ≥0,5 масс. % до ≤85 масс. %, предпочтительно от ≥1,0 масс. % до ≤80 масс. % твердых веществ со средним диаметром частиц d50 от ≥0,1 мкм до ≤120 мкм.
2. Способ по п. 1, при котором после каландрирования наносят композицию смолы, которая в качестве твердых веществ содержит по меньшей мере одно соединение из группы, которая включает диоксид титана, сульфат бария, оксид бария, хромат бария, оксид циркония(IV), диоксид кремния, гидроксид алюминия, оксид алюминия, оксид железа, гексацианоферрат железа(III), оксид хрома, оксид кадмия, сульфид кадмия, селенит кадмия, оксид кобальта, фосфат кобальта, алюминат кобальта, оксид ванадия, оксид висмута ванадия, оксид олова, оксид меди, сульфат меди, карбонат меди, антимонат свинца, хромат свинца, оксид свинца, карбонат свинца, карбонат кальция, сульфат кальция, алюминат сульфат кальция, оксид цинка, сульфид цинка, сульфид мышьяка, сульфид ртути, сажу, графит, целлюлозу или смеси указанных веществ.
3. Способ по п.1 или 2, при котором после каландрирования наносят композицию смолы, которая в качестве компонента смолы содержит по меньшей мере одно соединение, которое выбирают из группы, состоящей из меламиновой смолы, формальдегидной смолы, карбамидной смолы, фенольной смолы, эпоксидной смолы, ненасыщенной сложно-полиэфирной смолы, диаллилфталата или смесей указанных веществ.
4. Способ по п. 3, при котором после каландрирования наносят композицию смолы, которая имеет долю смолы от ≥15 масс. % до ≤95 масс. %, предпочтительно от ≥20 масс. % до ≤90 масс. %.
5. Способ по п. 1, при котором после каландрирования наносят композицию смолы, которая содержит отвердитель, при этом отвердитель в композиции смолы содержится в концентрации от ≥0,05 масс. % до ≤2,0 масс. %, предпочтительно от ≥0,15 масс. % до ≤1,0 масс. %.
6. Способ по п. 1, при этом после каландрирования наносят композицию смолы с массой наносимого слоя от ≥5 г/м2 до ≤50 г/м2, предпочтительно от ≥10 г/м2 до ≤40 г/м2.
7. Способ по п. 1, при котором перед нанесением слоя смолы на носитель в форме пластин на стадии b) на носитель в форме пластин наносят отвердитель.
8. Способ по п. 7, при котором снабженную отвердителем поверхность носителя в форме пластин нагревают, предпочтительно до температуры поверхности от ≥35°С до ≤90°С.
9. Способ по п. 1, при котором на стадии с) на носитель в форме пластин наносят бумагу или нетканый материал с граммажом от ≥30 г/м2 до ≤80 г/м2, предпочтительно от ≥40 г/м2 до ≤70 г/м2.
10. Способ по п. 1, дополнительно включающий стадии:
e) нанесение декоративного слоя на подложку для печати способом прямой печати; и
f) нанесение защиты от износа на декоративный слой.
11. Способ по п. 10, при котором декоративный слой на стадии е) наносят способами флексографической печати, офсетной печати, трафаретной печати, струйным или лазерным способами печати.
12. Способ по п. 11, при котором для нанесения декоративного слоя на слой бумаги или нетканого материала наносят отверждаемые излучением краски и/или чернила.
13. Способ по п. 11, при котором в качестве покрывающего и/или защитного слоя наносят по меньшей мере частично отверждаемую излучением композицию.
14. Декоративная панель с прямой печатью, включающая один носитель в форме пластин, нанесенный на носитель в форме пластин слой смолы, слой из непропитанной и не снабженной печатью бумаги или нетканого материала, нанесенную на слой бумаги или нетканого материала подложку для печати, нанесенный на подложку для печати красящий слой и нанесенный на красящий слой покрывающий и/или защитный слой, отличающаяся тем, что подложка для печати образована из композиции смолы, которая содержит от ≥0,5 масс. % до ≤85 масс. %, предпочтительно от ≥1,0 масс. % до ≤80 масс. % твердых веществ со средним диаметром частиц d50 от ≥0,1 мкм до ≤120 мкм, при этом композиция смолы содержит в качестве компонента смолы по меньшей мере одно соединение, которое выбирают из группы, состоящей из меламиновой смолы, формальдегидной смолы, карбамидной смолы, фенольной смолы, эпоксидной смолы, ненасыщенной сложно-полиэфирной смолы, диаллилфталата или смеси указанных веществ в концентрации от ≥15 масс. % до ≤95 масс. %, предпочтительно от ≥20 масс. % до ≤90 масс. %, и отвердитель в концентрации от ≥0,05 масс. % до ≤2,0 масс. %, предпочтительно от ≥0,15 масс. % до ≤1,0 масс. %.
15. Декоративная панель с прямой печатью по п. 14, при этом на стороне, противоположной снабженной печатью стороне носителя в форме пластин, не имеется стабилизирующего слоя.
16. Декоративная панель по п. 14 или 15, при этом данная декоративная панель по меньшей мере в области краев носителя в форме пластин имеет профилирование.
| WO 2008131811 A1, 06.11.2008 | |||
| RU 2009137470 A, 20.05.2011 | |||
| Подовая водоохлаждаемая труба | 1989 |
|
SU1749676A1 |
| WO 2011064162 A3, 03.06.2011. | |||

