Настоящее изобретение относится к способу получения декорированной стеновой или напольной панели.
Такие декорированные плиты являются общеизвестными, причем под понятием «стеновая панель» должны пониматься также панели, которые пригодны для облицовки потолка. Обычно они состоят из основы или сердцевины из твердого материала, например, древесного материала, по меньшей мере одна сторона которого снабжена декоративным слоем и покровным слоем, а также при необходимости дополнительными слоями, например, размещенным между декоративным и покровным слоями изнашиваемым слоем. Декоративный слой обычно представляет собой напечатанную бумагу, которая пропитана аминопластовой смолой. Покровный слой и остальные слои также по большей части изготовлены из аминопластовой смолы.
Из документа US 6,888,147 В1 известен способ получения панели. В известном из этого документа способе декор наносится на сердцевину, в связи с чем декор снабжается лаковым слоем.
Из WO 2015/128255 А1 известен способ получения декоративной панели. В этом способе содержащий лак покровный слой частично отверждается с рисунованием градиента отверждения, причем градиент отверждения возникает по направлению толщины покровного слоя. Впоследствии производится структурирование покровного слоя и окончательное отверждение покровного слоя. Частичное отверждение и окончательное отверждение могут выполняться облучением с различными длинами волн.
Однако в определенных областях применения и, в частности, при потребности в стабильных и получаемых простым путем панелях, известные из уровня техники способы еще имеют возможности для усовершенствования.
Поэтому задача настоящего изобретения состоит в создании улучшенного способа получения декорированных стеновых или напольных панелей.
Эта задача решается посредством способа согласно пункту 1 формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы изобретения, в описании или на фигурах, причем дополнительные признаки, описанные или показанные в зависимых пунктах формулы изобретения или в описании, или на фигурах, могут представлять предмет изобретения по отдельности или в любой комбинации, когда из контекста явно не следует обратное.
Таким образом, изобретением предлагается способ получения декорированной стеновой или напольной панели, включающий технологические стадии:
а) получение пластинчатой основы,
b) нанесение имитирующего декоративный рисунка декора по меньшей мере на участок пластинчатой основы,
с) нанесение покровного слоя на декор, причем покровный слой имеет отверждаемое облучением соединение, и
d) отверждение покровного слоя,
причем покровный слой отверждается применением первого источника излучения и второго источника излучения, причем первый источник излучения испускает излучение с отличающейся по сравнению со вторым источником излучения длиной волны, и причем первый источник излучения и второй источник излучения используются в общей стадии отверждения.
По сравнению с техническими решениями согласно уровню техники, вышеописанный способ обеспечивает существенные преимущества.
Тем самым вышеописанный способ служит для формирования декорированной стеновой или напольной панели. Под понятием «декорированная стеновая или напольная панель» или, соответственно, «декоративная панель», в смысле изобретения следует понимать, в частности, стеновые, потолочные, дверные или напольные панели, которые имеют нанесенный на несущую пластину декоративный рисунок. При этом декоративные панели разнообразными путями применяются как в области внутренней отделки помещений, так и для декоративной облицовки строений, например, выставочных сооружений. Одной из наиболее распространенных областей применения декоративных панелей является использование их в качестве напольного настила. При этом декоративные панели имеют самый разнообразный декор, который имитирует природный материал.
Примерами таких воспринимаемых как природные материалов являются сорта древесины, например, такие как клен, дуб, береза, вишня, ясень, орех, каштан, венге, или также экзотические сорта древесины, такие как панга-панга, красное дерево, бамбук и бубинга. Кроме того, имитируются многообразные природные материалы, такие как поверхности камня или поверхности керамики.
При этом вышеописанный способ согласно технологической стадии а) предусматривает получение пластинчатой основы. Под «пластинчатой основой» при этом в смысле настоящего изобретения может пониматься природный материал, например, такой как древесный материал, волокнистый материал или материал, включающий полимер, который сформирован в форме пластины, и при этом может служить в качестве сердцевины или, соответственно, базового слоя изготавливаемой панели. Например, пластинчатая основа панели уже может придавать панели надлежащую стабильность или содействовать этому. Кроме того, пластинчатая основа уже может придавать форму и/или размер изготавливаемой панели. Однако пластинчатая основа также может предусматриваться как большеразмерная плита. При этом большеразмерная плита в смысле изобретения представляет собой, в частности, основу, размеры которой многократно превышают размеры готовой декоративной панели, и которая на протяжении процесса изготовления разделяется на соответствующее большое число декоративных панелей, например, распиливанием, лазерной или водоструйной резкой.
Например, основа может быть изготовлена на базе природного материала, синтетического материала или композитного древесно-полимерного материала (WPC, ДПК). Также могут быть использованы слоистые структуры из многочисленных указанных материалов, например, гипсокартонные или древесно-полимерные многослойные пластины.
Например, основа пластины может быть сформирована из термопластичного, эластомерного или термореактивного синтетического материала. Также в качестве основы согласно изобретению могут быть использованы пластины из минеральных материалов, такие как плитки из природного или искусственного камня, бетонные плитки, гипсоволокнистые плиты, так называемые WPC-пластины (из смеси синтетического материала и древесины), а также пластины из натуральных сырьевых материалов, таких как пробка и древесина. Согласно изобретению, в качестве основы также могут применяться пластины из биомассы как природного материала, такого как солома, кукурузная солома, бамбук, листва, экстракты водорослей, конопля, волокна масличной пальмы. Кроме того, в рамках соответствующего изобретению способа могут быть применяться повторно используемые материалы из указанных материалов. Кроме того, пластины могут быть выполнены на основе целлюлозного природного материала, например, такого как бумага или картон.
При этом древесные материалы в смысле изобретения, наряду с материалами из цельной древесины, также представляют собой такие материалы, как, например, клееная многослойная древесина с перекрестным размещением слоев, клееная древесина, комбинированная плита из реек и стружечной плиты, фанера, древесный шпон, фанерная ленточная древесина, и изгибаемая многослойная клееная древесина. Кроме того, в смысле изобретения под древесными материалами следует понимать также древесностружечные плиты, плиты экструзионного прессования, ориентированно-стружечные плиты (древесностружечные плиты с ориентированным расположением стружки, OSB) и клееный брус из параллельных волокон древесины, а также материалы из древесных волокон, например, такие как твердая волокнистая звукоизоляционная плита (HFD), волокнистые пластины средней и высокой твердости (MD, HFH), а также, в частности, волокнистые пластины средней плотности (MDF) и волокнистые пластины высокой плотности (HDF). В смысле изобретения к древесным материалам также относятся современные материалы на основе древесины, такие как древесно-полимерные материалы (древесно-полимерные композиты, WPC), многослойные плиты из легкого сердцевинного материала, такого как пеноматериал, жесткий пенопласт или сотовая бумага, и нанесенного на него древесного слоя, а также с минеральным наполнителем, например, с цементом, композитные древесностружечные плиты. При этом в смысле изобретения пробка также представляет собой древесный материал.
В смысле изобретения под понятием «волокнистые материалы» должны пониматься такие материалы, как, например, бумага и нетканые материалы на основе растительных, животных, минеральных или также искусственных волокон, а также картоны. Примерами волокнистых материалов из растительных волокон, кроме бумаги и нетканых материалов из целлюлозных волокон, являются материалы из биомассы, такой как солома, кукурузная солома, бамбук, листва, экстракты водорослей, конопля, хлопок или волокна масличной пальмы. Примерами волокнистых материалов из волокон животного происхождения являются, например, материалы на основе кератина, например, такие как шерсть или конский волос. Примерами минеральных волокон являются минеральная вата и стекловата.
Кроме того, основа может представлять собой основу на базе синтетических материалов, то есть, например, содержать синтетический материал или состоять из него. Примерами термопластичных синтетических материалов являются поливинилхлорид, полиолефины (например, полиэтилен (PE), полипропилен (PP)), полиамиды (PA), полиуретаны (PU), полистирол (PS), акрилонитрил-бутадиен-стирольный сополимер (ABS), полиметилметакрилат (PMMA), поликарбонат (PC), полиэтилентерефталат (PET), простой полиэфирэфиркетон (PEEK), или их смеси и/или сополимеры. Синтетические материалы могут содержать обычные наполнители, например, карбонат кальция (мел), оксид алюминия, силикагель, кварцевую муку, древесную муку, гипс. Они также могут быть окрашены известными способами. В частности, может быть предусмотрено, что материал основы имеет огнезащитное средство.
В частности, термопластичные синтетические материалы обеспечивают также такое преимущество, что они могут быть очень легко выделены из изготовленных из них изделий и использованы повторно. Также могут быть применены повторно используемые материалы из других источников. Тем самым создается дополнительная возможность для снижения производственных расходов.
Может быть благоприятным, когда основа представляет собой содержащую синтетический материал основу, включающую материал основы с содержащим синтетический материал матричным материалом, в который встроен материал твердого наполнителя, в особенности с размером частиц, меньшим или равным 600 мкм. Кроме того, может быть предпочтительным, что матричный материал включает полипропилен, например, в форме LDPE, причем полипропилен может иметь смесь из гомополимера и сополимера. В отношении распределения гомополимера и сополимера может быть предпочтительным, что гомополимер относительно полипропилена присутствует в количестве от ≥10 вес. до ≤40 вес.%, например, с содержанием от ≥20 вес.% до ≤30 вес.%, например, с содержанием от ≥23 вес.% до ≤28 вес.%, и/или что сополимер относительно полипропилена присутствует с содержанием от ≥60 вес.% до ≤90 вес.%, например, с содержанием от ≥70 вес.% до ≤80 вес.%, например, с содержанием от ≥72 вес.% до ≤76 вес.%, в частности, причем полипропилен состоит из гомополимера и сополимера.
Твердый наполнитель может представлять собой, например, древесный материал, например, такой как древесная мука, или другой материал, например, такой как компонент растения риса, например, рисовая полова, рисовые стебли и рисовая шелуха, целлюлозу или минеральный материал, например, такой как каменная мука, мел, или другие неорганические минеральные материалы. Может быть особенно предпочтительным, когда твердый наполнитель образован тальком, например, состоит из него. В принципе твердые наполнители могут присутствовать в форме обрезков, стружек, муки или волокон. В отношении применения талька в качестве твердого наполнителя может быть благоприятным, что в особенности в этом варианте исполнения может обеспечиваться высокая стабильность. Кроме того, подобный материал основы позволяет достигать улучшенной влагостойкости, в частности, с сокращением обусловленного влагой или теплом набухания. При этом под тальком подразумевается общеизвестный гидрат силиката магния, который, например, может иметь общую химическую формулу Mg3[Si4O10(OH)2].
В особенно предпочтительном варианте исполнения при этом может быть благоприятным, что материал твердого наполнителя по меньшей мере на 50 вес.%, в расчете на материал твердого наполнителя, образован тальком, причем матричный материал присутствует в количестве, в расчете на материал основы, от ≥30 вес.% до ≤70 вес.%, например, от ≥35 вес.% до ≤42 вес.%, и причем материал твердого наполнителя, в расчете на материал основы, присутствует в количестве от ≥30 вес.% до ≤80 вес.%, например, от ≥65 вес.% до ≤73 вес.%, и причем материал основы м материал твердого наполнителя совместно, в расчете на материал основы, присутствуют в количестве ≥95 вес.%.
В принципе, подобная основа может быть сформирована и, соответственно, выполнена, как это известно для декоративных панелей. Например, основа может быть изготовлена из гранулированного исходного материала, который под воздействием давления и температуры спрессовывается с образованием пластинчатой основы, причем этот пример никоим образом не должен пониматься как ограничивающий.
Кроме того, способ согласно технологической стадии b) включает нанесение имитирующего декоративный рисунка декора по меньшей мере на участок пластинчатой основы.
При этом под «декоративным рисунком» в смысле настоящего изобретения может пониматься, в частности, подобный оригинальный натуральный материал или, соответственно, по меньшей мере его поверхность, который должен имитироваться декором и, соответственно, восприниматься как натуральный материал. Нанесение декора может производиться, например, нанесением пропечатанной бумаги или непропечатанной или частично напечатанной бумаги, на которую впоследствии наносится печать. В альтернативном варианте, декор может быть напечатан непосредственно на основе или, соответственно, на подходящей для печати подложке, как это описывается далее.
Для нанесения декора сначала по меньшей мере на участок основы может быть нанесен подслой для декора. Например, сначала в качестве подслоя для декора, в частности, для способа печати, может быть нанесена грунтовка, например, с толщиной от ≥10 мкм до ≤60 мкм. При этом в качестве грунтовки может быть использована жидкая отверждаемая облучением смесь на основе уретана или уретанакрилата, при необходимости с одним или несколькими компонентами из фотоинициатора, реактивного разбавителя, УФ-стабилизатора, модификатора реологии, такого как загуститель, ловушки свободных радикалов, технологической вспомогательной добавки, пеногасителя или консерванта, пигмента и/или красителя.
Наряду с применением грунтовки, декор может быть нанесен на декоративную бумагу, которая может быть пропечатана соответствующим декоративным рисунком, что, например, может быть предусмотрено посредством заранее нанесенного на основу слоя смолы в качестве связующего средства. Кроме того, на бумагу может быть нанесена смола в качестве подложки для печати, которая в качестве полимерного компонента может иметь по меньшей мере одно соединение, выбранное из группы, состоящей из меламиновой смолы, формальдегидной смолы, мочевинной смолы, фенольной смолы, эпоксидной смолы, смолы на основе ненасыщенного сложного полиэфира, диаллилфталата, или их смесей. Грунтовка в соответствующем изобретению способе может быть нанесена предпочтительно с помощью резиновых валиков, поливальной машины, напылением на пластинчатую основу. Грунтовка предпочтительно наносится в количестве между ≥1 г/м2 и ≤100 г/м2, предпочтительно между ≥10 г/м2 и ≤50 г/м2, в частности, между ≥20 г/м2 и ≤40 г/м2. После нанесения грунтовки на поверхности основы выполняется облучение источником излучения с подходящей длиной волны.
Альтернативно или дополнительно к грунтовке, например, на грунтовке, может быть дополнительно нанесен адгезионный подслой непосредственно на основу или на грунтовку. Для особенно высокоценного в отношении визуального качества декоративного рисунка может быть нанесен, например, адгезионный подслой белого цвета, который, например, может содержать белый пигмент. Например, адгезионный подслой может быть нанесен в два слоя. Может быть особенно предпочтительным, что адгезионный подслой отверждается облучением, например, может отверждаться УФ-излучением. Тогда первый слой адгезионного подслоя предпочтительно отверждается перед нанесением дополнительного слоя адгезионного подслоя и/или перед напечатанием декора. Например, адгезионный подслой может иметь полиуретан, например, выполнен в виде полиуретанового лака, и, например, снабжен белыми пигментами.
Согласно дополнительному варианту исполнения способа, декор и, соответственно, декоративный слой, может быть нанесен прямым печатанием. Под понятием «прямое печатание» в смысле изобретения подразумевается нанесение декора непосредственно на основу панели или на нанесенный на основу непропечатанный слой волокнистого материала. Вопреки традиционным способам, при которых на основу наносится предварительно напечатанный декоративный слой, при прямой печати напечатание декора выполняется непосредственно в ходе изготовления панели. При этом могут быть использованы различные способы печати, например, такие как флексографическая печать, офсетная печать или трафаретная печать. В частности, при этом могут быть применяться способы цифровой печати, например, такие как способ струйной печати, соответственно, способ печати чернилами под давлением, или способ лазерной печати. Вышеуказанные способы печати при этом являются особенно усовершенствованными и, в частности, пригодными для изготовления панели, чтобы иметь возможность наносить идентичный рисунку декор с точной передачей деталей. При этом в смысле изобретения под прямой печатью также следует понимать нанесение декора способами печати на заранее нанесенный на основу пригодный для печати слой. Такой пригодный для печати слой может быть сформирован, например, наносимым в жидком состоянии и затем отверждаемым грунтовочным слоем, или также заранее нанесенным пригодным для печати слоем пленки, бумаги или нетканого материала.
В частности, при этом для вышеописанного способа может быть пригодным способ цифровой печати, так как трехмерные данные декора создаются предпочтительно в электронной форме, то есть, соответственно, в цифровой форме. Например, это может быть справедливым как для сохраняемой в базе данных информации, так и для данных, определяемых in-situ трехмерным сканером. Тем самым полученные данные декора могут быть, в частности, применены непосредственно в способе цифровой печати без стадий промежуточной обработки, что делает способ, в особенности в этом варианте исполнения, особенно малозатратным и экономически выгодным. Кроме того, применением способа цифровой печати можно проводить каждый процесс печати индивидуально так, что обеспечивается возможность особенно широкой области применения и при этом динамического приспособления к желательному изделию.
Декоративный слой или, соответственно, декор, может быть сформирован, в частности, из отверждаемых облучением краски и/или чернил. Например, могут быть применены отверждаемые УФ-излучением краска или чернила.
Кроме того, при необходимости сначала, например, перед напечатанием проводится предварительная обработка основы для снятия электростатических зарядов и, при необходимости, последующее создание электростатического заряда. В частности, это может служить для предотвращения возникновения нечеткости в процессе нанесения декора.
Согласно дополнительному варианту исполнения способа, декоративные слои могут быть нанесены, или, соответственно, декор может быть нанесен, в каждом случае с толщиной в диапазоне от ≥5 мкм до ≤10 мкм. Например, декоративные слои в каждом случае могут быть нанесены с толщиной в области 8 мкм. В частности, в этом варианте исполнения, соответственно, с подобными толщинами отдельных декоративных слоев, путем создания особенно тонких декоративных слоев и тем самым благодаря вариабельности с высочайшей точностью нанесения по площади или, соответственно, покрытия слоя в каждом случае нанесенным декоративным слоем, может быть достигнуто особенно идентичное рисунку впечатление от декора, и, соответственно, от панели. Соответственно этому, рисунок декора может быть согласован с желательным изделием.
Наконец, согласно технологической стадии с), проводится нанесение на декор покровного слоя, причем покровный слой имеет отверждаемое облучением соединение. При этом под защитным или, соответственно, покровным слоем может пониматься, в частности, слой такого рода, который защищает нижележащие слои от износа, и который, кроме того, может служить для формирования структуры. В частности, предусматриваются один или многочисленные покровные слои на декоре, чтобы защищать его. Вариант исполнения покровного слоя, соответственно, покровных слоев подробно описывается далее.
Покровный слой может иметь лак на акрилатной основе. В частности, покровный слой может иметь один или многие акрилаты, которые, в частности, могут быть модифицированы полиуретаном (PU), то есть, соответственно, могут использоваться акрилатно-полиуретановые системы. Кроме того, может быть предусмотрено, что покровный слой применяется как лак, например, как отверждаемая облучением или по меньшей мере частично отверждаемая облучением композиция, например, на основе эпоксидного лака, или уретанакрилата. В частности, подобные лаковые системы могут образовывать особенно устойчивый к царапанию и ударам покровный слой, что может делать изготовленную декоративную панель особенно износостойкой. При этом, в частности, посредством настоящего изобретения можно снабжать подобные лаковые системы негативным структурированием, чтобы обеспечить возможность получения особенно высококачественного структурного отпечатка вкупе с достоинствами лакового слоя.
При этом покровный слой может иметь толщину слоя, например, между ≥100 мкм и ≤5 мм, предпочтительно между ≥0,5 мм и ≤2,5 мкм.
Например, может быть предусмотрено, что предполагается нанесение двух покровных слоев, соответственно, что покровный слой выполнен двухслойным. При этом слои могут быть сформированы из одного и того же материала, в частности, лака, или из различных материалов, как, в частности, из различных лаков. При этом нижний защитный слой может иметь структуру, и верхний защитный слой может покрывать нижний защитный слой. В этом варианте исполнения может быть предусмотрено, что нижний слой при нанесении имеет сравнительно более высокую вязкость, чтобы структуры также при отверждении могли выдерживаться стабильными, и/или что верхний слой имеет сравнительно более низкую вязкость, чтобы быть в состоянии образовать совершенное замыкание. Кроме того, может быть предусмотрено, что нижний слой имеет бóльшую толщину, чем верхний слой. Так, нижний слой, который может служить в качестве структурированного лака, наносится, например, в количестве нанесения от ≥30 г/м2 до ≤40 г/м2, тогда как верхний слой, который может служить как покровный лак, может быть нанесен в количестве нанесения от ≥10 г/м2 до ≤15 г/м2.
Может быть предусмотрено, что покровный слой имеет твердое вещество, например, такое как нитрид титана, карбид титана, нитрид кремния, карбид кремния, карбид бора, карбид вольфрама, карбид тантала, оксид алюминия (корунд), оксид циркония, или их смеси, чтобы повысить устойчивость слоя к истиранию. При этом может быть предусмотрено, что твердое вещество содержится в композиции слоя износа в количестве между 5 вес.% и 40 вес.%, предпочтительно между 15 вес.% и 25 вес.%. При этом твердое вещество предпочтительно имеет средний диаметр зерен между 10 мкм и 250 мкм, дополнительно предпочтительно между 10 мкм и 100 мкм. Тем самым достигается благоприятная ситуация, что композиция покровного слоя образует стабильную дисперсию, и может быть предотвращено расслоение и, соответственно, осаждение твердого вещества в композиции слоя износа.
Для формирования соответствующего покровного слоя в одном варианте исполнения может быть предусмотрено, что содержащая твердое вещество и отверждаемая облучением композиция наносится при концентрации между 10 г/м2 и 250 г/м2, предпочтительно между 25 г/м2 и 100 г/м2. При этом нанесение может проводиться, например, с помощью валиков, таких как резиновые валики, или с помощью разливных устройств.
При этом может быть предусмотрено, что твердое вещество к моменту времени нанесения композиции покровного слоя не содержится в композиции, но в виде частиц насыпается на нанесенную композицию покровного слоя, и она после этого подвергается индуцированному излучением отверждению.
В частности, в покровном слое может быть выполнено структурирование, в частности, согласующееся с декором поверхностное структурирование, созданием пор, что также называется синхропорами. Например, это может быть выполнено посредством так называемого негативного структурирования, для чего покровный слой опрессовывается с помощью тиснильного устройства, такого как штамп для тиснения или чеканочный валик, снабженный структурой. Для этого покровный слой может быть сначала по меньшей мере частично отвержден, затем структурирован, и после этого окончательно отвержден.
Кроме того, при формировании покровного слоя из лака структурирование может быть произведено путем так называемого позитивного структурирования, при котором структуры создаются нанесением лакового слоя и при этом, в частности, селективным нанесением рельефных областей структуры. Это часто выполняется посредством негативно структурированных тиснильных устройств, которые соответственно могут наноситься на слой лака.
Кроме того, позитивное структурирование может выполняться напечатанием структуры, например, в условиях при необходимости многослойного пропечатывания лака. Тем самым может быть благоприятным образом предусмотрено, что технологическая стадия с), по меньшей мере частично, проводится способом цифровой печати. В этом варианте исполнения тем самым структура может быть нанесена особенно благоприятным путем. Тогда напечатанием структуры она может быть нанесена с высокой точностью и при этом особенно благоприятно в виде синхропор в согласовании с декором. Для этого могут применяться, например, при напечатании декора соответствующие трехмерные данные декора, чтобы обеспечить возможность предельно идентичного или почти идентичного рисунку декора визуально внешнего вида с соответствующей на ощупь структурой. При этом напечатание может быть выполнено, например, посредством струйного принтера или лазерного принтера.
При этом может быть благоприятным, когда структура выдавливается не непосредственно на декоре, а когда, например, под структурированным слоем находятся по меньшей мере один, например, два дополнительных слоя покровного слоя или, соответственно, защитного слоя. Эти слой или слои могут быть нанесены известным путем, например, валиком или подобным способом. При этом может быть возможным отверждение отдельных слоев под структурой, например, с использованием второго источника излучения, как это подробно описывается в соответствующих вариантах исполнения, прежде чем будет напечатана структура. Например, первый слой может быть нанесен как износостойкий слой, отвержден, и нанесен и отвержден дополнительный износостойкий слой, прежде чем будет напечатана структура. Износостойкие слои, соответственно, покровные слои, при этом могут быть снабжены, как разъяснено выше, износостойкими частицами.
В принципе, может быть предусмотрено, что покровный слой, и тем самым отдельные, многие или все слои покровного слоя, оснащаются износостойкими частицами.
Перед нанесением износостойких слоев на декор может быть нанесен адгезионный подслой. Например, может быть нанесен отверждаемый УФ-излучением адгезионный подслой. Например, в качестве адгезионного подслоя может быть использована, в частности, отверждаемая УФ-излучением лаковая система, например, такая как лаковая система на акрилатной основе.
Выдавленная структура покровного слоя при этом может быть отверждена с использованием многочисленных облучающих устройств. При этом может быть особенно благоприятным отверждение при различных длинах волн в одном отверждаемом слое, поскольку так может проводиться особенно быстрое и эффективное отверждение, что весьма выгодно в отношении стабильности напечатанной структуры и тем самым долговременной стабильности и, соответственно, износостойкости изготовленной панели. Например, структура может быть напечатана многократным нанесением, причем каждый из слоев может быть отвержден перед нанесением следующего слоя.
В частности, тогда, когда структура выполнена с использованием лака, причем под напечатанной структурой размещаются один или несколько износостойкие слои или, соответственно, покровные слои, может быть благоприятным нанесение на напечатанную структуру наружного слоя. Этот слой опять же может быть сформирован из лака, например, такого как акриловый лак, который может быть нанесен традиционным способом. Этот наружный слой может еще больше улучшить стабильность слоистой структуры и, кроме того, дополнительно улучшить внешний вид структуры.
В принципе может быть предусмотрено, что все слои в целом являются отверждаемыми УФ-излучением поверх декора, и отверждаются перед нанесением дополнительного слоя, в частности, с использованием многочисленных источников излучения, соответственно многих длин волн, как это подробно описывается в другом месте. Тем самым для всех этих слоев может быть справедливым, что они отверждаются в одной стадии отверждения, то есть, в одной сопряженной стадии отверждения посредством излучения с различными длинами волн. Кроме того, отдельные или все слои могут иметь износостойкие частицы.
При этом без дополнительных стадий, без проблем и с высокой точностью может быть достигнуто согласующееся с декоративным рисунком поверхностное структурирование. Под согласующимся с декоративным рисунком поверхностным структурированием следует понимать, что поверхность декоративной панели имеет воспринимаемую на ощупь структуру, которая по своей форме и своему профилю визуально соответствует нанесенному декору, чтобы тем самым по возможности получить соответствующую оригинальному натуральному материалу имитацию также в отношении тактильного ощущения.
В вышеописанном способе предусматривается, что покровный слой отверждается с использованием первого источника излучения и второго источника излучения, причем первый источник излучения испускает излучение с отличающейся по сравнению со вторым источником излучения длиной волны, и причем первый источник излучения и второй источник излучения используются в общей стадии отверждения. В частности, эта технологическая стадия может обеспечивать преимущество сравнительно с техническими решениями согласно прототипу.
Под вариантом исполнения, в котором первый источник излучения и второй источник излучения должны использоваться в общей стадии отверждения, в смысле настоящего изобретения следует, в частности, понимать, что в процессе отверждения, то есть, когда соответствующий слой, например, такой как покровный слой, например, отверждается частично, и/или когда покровный слой отверждается окончательно, применяются два источника излучения с различными длинами волн. Другими словами, может быть предусмотрено, что при одном, нескольких или всех процессах отверждения покровный слой в каждом случае отверждается с использованием двух источником излучения с различающимися между собой длинами волн.
Например, это может быть достигнуто тем, что стадия отверждения выполняется с использованием конфигурации облучения, которая имеет первый источник излучения и которая имеет второй источник излучения, причем первый источник излучения и второй источник излучения испускают излучение в каждом случае с различной длиной волны. При этом конфигурация облучения рассчитывается, в частности, так, что покровный слой облучается посредством первого источника излучения и посредством второго источника излучения одновременно по меньшей мере частично в одном и том же положении или по меньшей мере частично в ином, однако при этом в соседних положениях. Тем самым покровный слой обрабатывается первым источником излучения и вторым источником излучения, в частности, без дополнительных промежуточных стадий, и тем самым в общей стадии отверждения посредством совместной конфигурации отверждения или, соответственно, конфигурации облучения двумя источниками излучения. Тем самым это существенно отличается от уровня техники, в котором, например, сначала проводится частичное отверждение при первой длине волны, и затем производится структурирование и потом окончательное отверждение.
Вследствие того, что покровный слой отверждается с использованием первого источника излучения и второго источника излучения, причем первый источник излучения испускает излучение с отличающейся по сравнению со вторым источником излучения длиной волны, и причем первый источник излучения и второй источник излучения применяются в общей стадии отверждения, характеристики отверждения покровного слоя могут быть явственно улучшены. Более подробно, подобным способом отверждения с использованием по меньшей мере двух различных длин волн в общей стадии отверждения может быть обеспечено улучшенное глубокое отверждение. Тем самым при необходимости может быть сокращена продолжительность воздействия излучения, чем может быть оптимизирована длительность технологического цикла.
Кроме того, может быть обеспечена возможность такого улучшения глубокого отверждения, что покровный слой имеет повышенную стабильность так, что во время транспортирования или пользования могут быть минимизированы повреждения. Тем самым может быть обеспечена дополнительная возможность того, что сформированные в покровном слое структуры даже при высокой нагрузке сохраняются, что может улучшать визуальное впечатление даже после интенсивного использования.
Кроме того, неожиданно было обнаружено, что вышеописанным способом может быть обеспечено улучшенное сцепление покровного слоя с нижележащим декором. Тем самым также дополнительно улучшается стабильность панели, что может приводить к вышеуказанным преимуществам.
Под излучением соответственно с различными длинами волн при этом, в частности, могут пониматься первое излучение и второе излучение, которые имеют максимумы излучения по меньшей мере в одном различном положении. Например, могут проявляться характеристики максимумов излучения, которые полностью или по меньшей мере частично различаются по положению или, соответственно, длине волны и/или, при необходимости, по интенсивности.
Может быть предпочтительным, что первый источник излучения испускает излучение с максимумом излучения в диапазоне длин волн от больше или равно 395 нм до меньше или равно 445 нм. Альтернативно или дополнительно, может быть предусмотрено, что второй источник излучения испускает излучение с максимумом излучения в диапазоне длин волн от больше или равно 200 нм до меньше или равно 440 нм. Кроме того, может быть предусмотрено, что оба источника излучения испускают излучение с максимумом излучения в диапазоне длин волн от больше или равно 200 нм до меньше или равно 445 нм. Неожиданно оказалось, что, в частности, применение одного из обоих вышеуказанных источников излучения, или особенно предпочтительно комбинации вышеуказанных источников излучения, может обеспечить улучшенные преимущества в отношении технологического режима и стабильности полученного изделия.
В качестве неограничивающего примера при этом может быть предусмотрено, что первый источник излучения представляет собой галлиевый излучатель, и что второй источник излучения представляет собой ртутный излучатель. В частности, комбинация галлиевого излучателя и ртутного излучателя может обеспечивать возможность того, что соблюдаются вышеуказанные диапазоны длин волн, и тем самым достигаются преимущества в отношении технологического режима и стабильности полученного изделия.
Кроме того, может быть предпочтительным, что отношение интенсивности излучения первого источника излучения к интенсивности излучения второго источника излучения составляет величину от больше или равно 0,5/1 до меньше или равно 1/0,5. Тем самым может быть обеспечена возможность по существу равномерной интенсивности облучения обоими источниками излучения, что может дополнительно улучшать результат отверждения. Предпочтительно может быть предусмотрено, что интенсивность излучения первого источника излучения относится к интенсивности излучения второго источника излучения с величиной от больше или равно 0,75/1 до меньше или равно 1/0,75, например, в соотношении от больше или равно 0,9/1 до меньше или равно 1/0,9.
Кроме того, может быть предпочтительным, что продолжительность воздействия, например, при скорости перемещения основы при отверждении 25-35 м/сек, занимает промежуток времени порядка приблизительно одной секунды, так что в зависимости от переменного в принципе фокусирования облучения продолжительность воздействия совокупного излучения в данном положении может быть достаточной на протяжении менее 1 секунды.
Кроме того, может быть предпочтительным, что первый источник излучения и второй источник излучения ориентированы таким образом, что излучение от первого источника излучения и излучение от второго источника излучения синхронно падают, по меньшей мере частично, на различные положения покровного слоя, тем самым покровный слой при исполнении способа обрабатывается, проходя вдоль источников излучения, сначала первым источником излучения, и, в частности, непосредственно после этого, то есть, без промежуточной стадии, вторым источником излучения. При этом может быть предусмотрено, что первый источник излучения и второй источник излучения ориентированы таким образом, что излучение первого источника излучения и излучение второго источника излучения одновременно падают по всей площади на различные положения покровного слоя, или что первый источник излучения и второй источник излучения ориентированы так, что излучение второго источника излучения одновременно падают частично на различные положения покровного слоя и частично на одно и то же положение покровного слоя, например, в результате рассеяния излучения. Тем самым в этом варианте исполнения покровный слой сначала отверждается излучением с первой длиной волны, и, в частности, непосредственно после этого излучением с другой длиной волны. Неожиданно оказалось, что этот вариант исполнения также может обеспечивать преимущество в отношении отверждения. В частности, обработка излучениями с различными длинами волн в отношении данной длины волны может быть более специфической, что может сделать отверждение приспосабливаемым в данной области применения, то есть, например, в отношении конкретного состава покровного слоя.
В частности, в этом варианте исполнения может быть предусмотрено, что покровный слой сначала обрабатывается излучением с максимумом излучения в диапазоне длин волн от больше или равно 395 нм до меньше или равно 445 нм, и затем излучением с максимумом излучения в диапазоне длин волн от больше или равно 200 нм до меньше или равно 440 нм. Например, покровный слой может быть обработан сначала галлиевым излучателем, и затем ртутным излучателем. Неожиданно выяснилось, что, в частности, в этом варианте исполнения может быть выполнено особенно предпочтительное отверждение.
Кроме того, может быть благоприятным, что первый источник излучения и второй источник излучения ориентированы таким образом, что излучение первого источника излучения и излучение второго источника излучения одновременно, по меньшей мере частично, падают на одно и то же положение покровного слоя. В этом варианте исполнения тем самым может быть предусмотрено, что покровный слой, по меньшей мере частично, одновременно подвергается воздействию первого источника излучения и второго источника излучения, то есть, соответствующим излучением первого источника излучения и второго источника излучения. Например, излучение первого источника излучения и второго источника излучения одновременно падает полностью на одну и ту же область покровного слоя. В этом варианте исполнения отверждение может быть проведено особенно быстро, что может обеспечивать короткую продолжительность технологического цикла и тем самым экономичное изготовление.
Далее изобретение дополнительно разъясняется посредством фигур, а также примера осуществления.
Фиг. 1 схематически показывает конфигурацию способа получения декорированной панели;
Фиг. 2 показывает подробный вид облучающего устройства в первом варианте исполнения; и
Фиг. 3 показывает подробный вид облучающего устройства в дополнительном варианте исполнения.
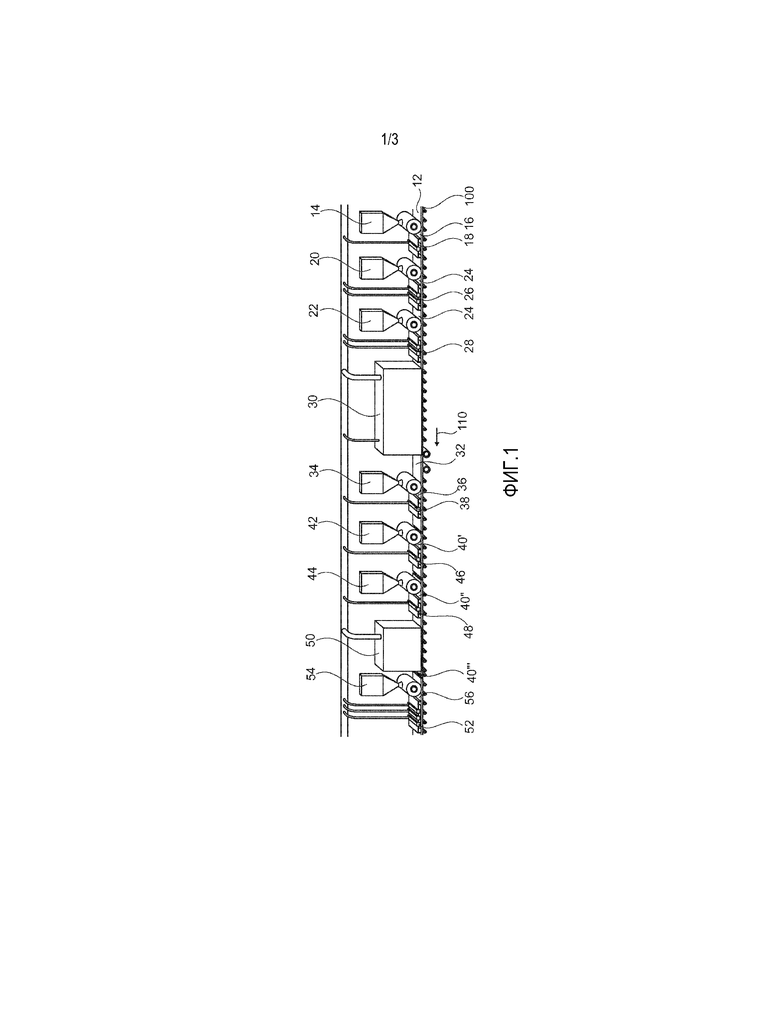
На Фигуре 1 схематически представлен способ получения декорированной стеновой или напольной панели.
При этом показан транспортер 100, на котором полуфабрикат, имеющий основу 12, подается по направлению стрелки 110. Основа 12 при этом может быть изготовлена известным путем, и в принципе сформирована из подходящего материала.
При этом прежде всего предусматривается, что посредством наносящего устройства 14 на основу 12 наносится грунтовка 16. Грунтовка 16 может быть отверждаемой УФ-излучением, и отверждается облучающим устройством 18. После завершения нанесения грунтовки 16 посредством наносящих устройств 20, 22 наносится двухслойный белый адгезионный подслой 24. Белый адгезионный подслой 24 опять же может быть отверждаемым УФ-излучением, и отверждается облучающим устройством 26, 28, в частности, после нанесения каждого слоя.
Грунтовка 16 или, соответственно, белый адгезионный подслой 24, служит в качестве подложки для печати. Тем самым с использованием устройства 30 цифровой печати производится пропечатывание основы 12 с образованием декора 32.
Затем с помощью дополнительного наносящего устройства 34 наносится, в частности, отверждаемый УФ-излучением адгезионный подслой 36, и отверждается посредством облучающего устройства 38. Адгезионный подслой 36 служит подложкой для покровного слоя 40. При этом покровный слой 40 может иметь многочисленные слои 40', 40'', в частности, содержащие отверждаемый облучением лак, которые могут быть нанесены наносящими устройствами 42, 44, и после нанесения могут быть отверждены облучающими устройствами 46, 48.
Кроме того, покровный слой 40 включает дополнительный слой 40''', который имеет структуру, в частности, в смысле синхропор. Для этого предусматривается дополнительное устройство 50 цифровой печати, которое пропечатывает слой 40''' в плане позитивного структурирования, чтобы создать тем самым определенную структуру. Затем слой 40''' сразу же отверждается посредством облучающего устройства 52, или же с помощью наносящего устройства 54 может быть нанесен наружный слой 56, и затем проведено отверждение.
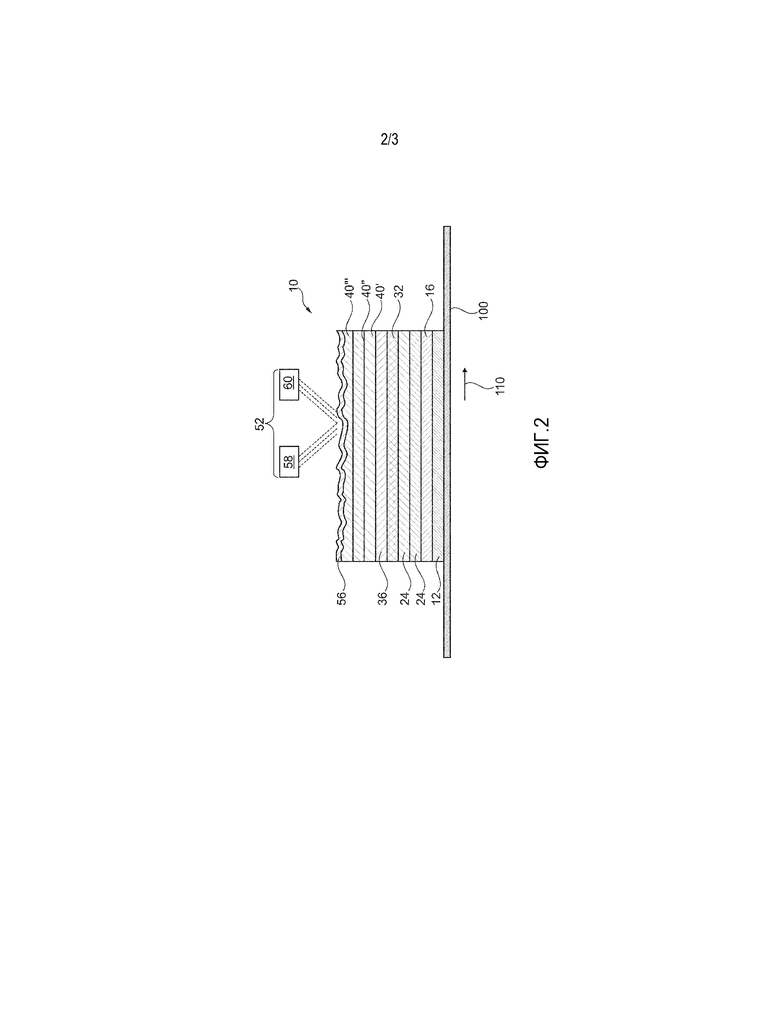
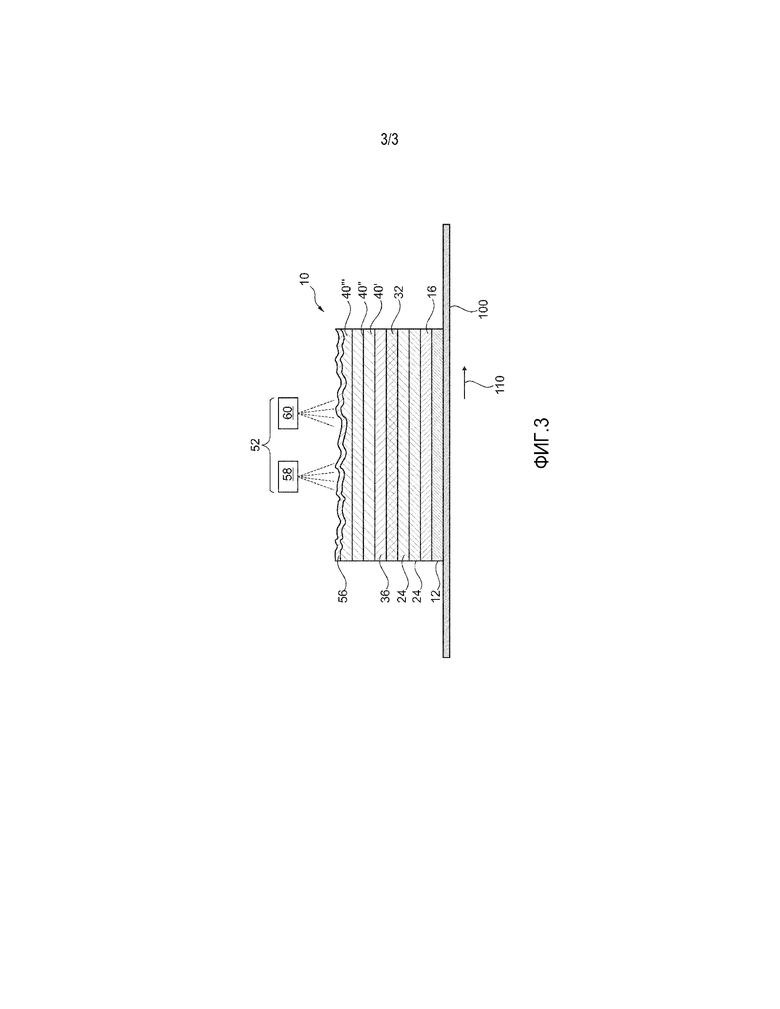
На Фигурах 2 и 3 в каждом случае показан вариант исполнения облучающего устройства 52, причем здесь приведенные варианты исполнения в принципе действительны для каждого из описанных облучающих устройств 16, 26, 28, 38, 46, 48. В особенности предпочтительно показанные варианты исполнения, наряду с облучающим устройством 52, могут служить для облучающих устройств 18, 26 и 28.
Можно видеть, что для отверждения покровного слоя 40, для которого, например, облучающее устройство 52 для обработки структурированного слоя, обозначенного как слой 40''', имеет первый источник 58 излучения и второй источник 60 излучения, причем предусматривается, что первый источник 58 излучения испускает излучение с отличающейся по сравнению со вторым источником 60 излучения длиной волны. В частности, первый источник 58 излучения представляет собой галлиевый излучатель, и второй источник 60 излучения представляет собой ртутный излучатель. Применением первого источника 58 излучения и второго источника 60 излучения может быть выполнено особенно благоприятное отверждение. В частности, облучающее устройство 16, 26, 28, 38, 46, 48, 52 в каждом случае предусматривается для отверждения соответствующего отверждаемого слоя в процессе отверждения с различными длинами волн.
При этом согласно Фигуре 2 предусматривается, что первый источник 58 излучения и второй источник 60 излучения ориентированы так, что излучение первого источника 58 излучения и излучение второго источника 60 излучения одновременно, по меньшей мере частично, падают на одно и то же положение покровного слоя 40.
Предпочтительный вариант исполнения показан на Фигуре 3, согласно которой первый источник 58 излучения и второй источник 60 излучения ориентированы таким образом, что излучение первого источника 58 излучения и излучение второго источника 60 излучения одновременно, по меньшей мере частично, падают на различные, но соседние, то есть, находящиеся друг за другом положения покровного слоя 40.
Условные обозначения
10 стеновая или напольная панель
12 основа
14 наносящее устройство
16 грунтовка
18 облучающее устройство
20 наносящее устройство
22 наносящее устройство
24 белый адгезионный подслой
26 облучающее устройство
28 облучающее устройство
30 устройство цифровой печати
32 декор
34 наносящее устройство
36 адгезионный подслой
38 облучающее устройство
40 покровный слой
40' слой покровного слоя
40''слой покровного слоя
40'''слой покровного слоя
42 наносящее устройство
44 наносящее устройство
46 облучающее устройство
48 облучающее устройство
50 устройство цифровой печати
52 облучающее устройство
54 наносящее устройство
56 наружный слой
58 источник излучения
60 источник излучения
100 транспортер
110 стрелка
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУКТУРИРОВАННАЯ ЦИФРОВОЙ ПЕЧАТЬЮ ИЗНОСОСТОЙКАЯ ЗАЩИТНАЯ ПЛЕНКА | 2019 |
|
RU2769650C1 |
| ПРИГОДНАЯ ДЛЯ ТРАВЛЕНИЯ ПОВЕРХНОСТЬ | 2019 |
|
RU2780737C2 |
| ДЕКОРИРОВАННАЯ ПОВЕРХНОСТНО-СТРУКТУРИРОВАННАЯ СТЕНОВАЯ ИЛИ НАПОЛЬНАЯ ПАНЕЛЬ НА ОСНОВЕ ЦЕМЕНТНО-ВОЛОКНИСТОЙ ПЛИТЫ | 2017 |
|
RU2719224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2015 |
|
RU2635061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ СТЕННОЙ, ПОТОЛОЧНОЙ ИЛИ ПОЛОВОЙ ПАНЕЛИ И ПАНЕЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2012 |
|
RU2564593C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛАМИНАТА | 2008 |
|
RU2459708C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНАТА | 2008 |
|
RU2458796C2 |
| ПАНЕЛЬ С ПРЯМОЙ ПЕЧАТЬЮ, ИМЕЮЩАЯ ДВУХСЛОЙНУЮ СТРУКТУРУ | 2013 |
|
RU2637559C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРИРОВАННОГО ЛИСТА И ЕГО ПРИМЕНЕНИЕ | 2013 |
|
RU2588624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПРЯМОЙ ПЕЧАТЬЮ | 2013 |
|
RU2644857C2 |
Настоящее изобретение относится к способу получения декорированной стеновой или напольной панели (10), включающему а) получение пластинчатой основы (12), b) нанесение имитирующего декоративный рисунок декора (23) по меньшей мере на участок пластинчатой основы (12), с) нанесение покровного слоя (40) на декор (32), причем покровный слой (40) имеет отверждаемое облучением соединение, и d) отверждение покровного слоя (40), причем покровный слой (40) отверждают путем применения первого источника (58) излучения и второго источника (60) излучения, причем первый источник (58) излучения испускает излучение с отличающейся по сравнению со вторым источником (60) излучения длиной волны, и причем первый источник (58) излучения и второй источник (60) излучения используют в общей стадии отверждения. 12 з.п. ф-лы, 3 ил.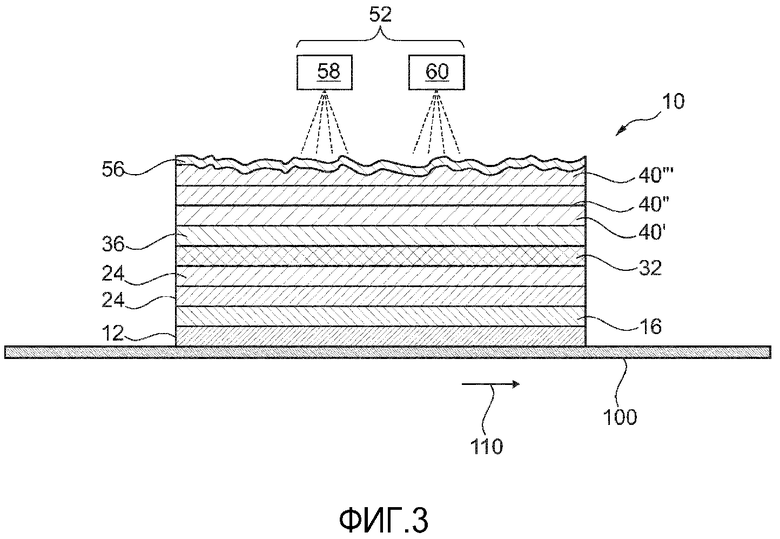
1. Способ получения декорированной стеновой или напольной панели (10), включающий технологические стадии:
а) получение пластинчатой основы (12),
b) нанесение имитирующего декоративный рисунка декора (23) по меньшей мере на участок пластинчатой основы (12),
с) нанесение покровного слоя (40) на декор (32), причем покровный слой (40) содержит отверждаемое облучением соединение, и
d) отверждение покровного слоя (40),
отличающийся тем, что покровный слой (40) отверждают путем применения первого источника (58) излучения и второго источника (60) излучения, причем первый источник (58) излучения испускает излучение с отличающейся по сравнению со вторым источником (60) излучения длиной волны, и причем первый источник (58) излучения и второй источник (60) излучения используют в общей стадии отверждения, причем первый источник (58) излучения испускает излучение с максимумом излучения в диапазоне длин волн от больше или равно 395 нм до меньше или равно 445 нм, и причем первый источник (58) излучения и второй источник (60) излучения ориентированы таким образом, что излучение первого источника (58) излучения и излучение второго источника (60) излучения одновременно, по меньшей мере частично, падают на одно и то же положение покровного слоя (40).
2. Способ по п. 1, отличающийся тем, что второй источник (60) излучения испускает излучение с максимумом излучения в диапазоне длин волн от больше или равно 200 нм до меньше или равно 440 нм.
3. Способ по одному из пп. 1 или 2, отличающийся тем, что первый источник (58) излучения представляет собой галлиевый излучатель, а второй источник (60) излучения представляет собой ртутный излучатель.
4. Способ по одному из предшествующих пунктов, отличающийся тем, что отношение интенсивности излучения первого источника (58) излучения к интенсивности излучения второго источника (60) излучения составляет величину от больше или равно 0,5/1 до меньше или равно 1/0,5.
5. Способ по одному из предшествующих пунктов, отличающийся тем, что первый источник (58) излучения и второй источник (60) излучения ориентированы таким образом, что излучение первого источника (58) излучения и излучение второго источника (60) излучения одновременно, по меньшей мере частично, падают на различные положения покровного слоя (40).
6. Способ по п. 5, отличающийся тем, что покровный слой (40) в технологической стадии d) обрабатывают сначала галлиевым излучателемф и затем ртутным излучателем.
7. Способ по одному из предшествующих пунктов, отличающийся тем, что в качестве покровного слоя (40) наносят отверждаемый облучением лак.
8. Способ по п. 7, отличающийся тем, что отверждаемый облучением лак представляет собой акриловый лак.
9. Способ по одному из предшествующих пунктов, отличающийся тем, что покровный слой (40) снабжают износостойкими частицами.
10. Способ по одному из предшествующих пунктов, отличающийся тем, что технологическую стадию с), по меньшей мере частично, осуществляют посредством устройства цифровой печати.
11. Способ по одному из предшествующих пунктов, отличающийся тем, что технологическую стадию b) осуществляют посредством устройства цифровой печати.
12. Способ по одному из предшествующих пунктов, отличающийся тем, что основа (12) имеет матричный материал и распределенный в матричном материале материал твердого наполнителя, причем материал твердого наполнителя по меньшей мере на 50 вес.%, в расчете на материал твердого наполнителя, образован тальком, причем матричный материал присутствует в количестве, в расчете на материал основы, от ≥30 вес.% до ≤70 вес.%, и причем материал твердого наполнителя, в расчете на материал основы, присутствует в количестве от ≥30 вес.% до ≤70 вес.%, и причем материал основы м материал твердого наполнителя совместно, в расчете на материал основы, присутствуют в количестве ≥95 вес.%.
13. Способ по п. 12, отличающийся тем, что матричный материал включает полипропилен, причем полипропилен имеет смесь из гомополимера и сополимера.
| WO 2015128255 A1, 03.09.2015 | |||
| WO 2015158649 A1, 22.10.2015 | |||
| US 6888147 B1, 03.05.2005 | |||
| DE 202016101306 U1, 26.04.2016. |

