Изобретение относится к способу изготовления упаковки, в котором узел обеспечивают посредством литьевого формования, причем узел включает пластиковый лоток, имеющий открытую сторону и кольцеобразный пластиковый покрывающий обод, который расположен на открытой стороне лотка на периферийном ободе лотка и который окружает этот периферийный обод, и который соединен с лотком посредством относительно тонкой пластической пленки.
Такой способ известен, например, из FR 2618411. Согласно известному способу, для того чтобы уплотнять лоток, обеспечен кусок покрывающей пленки, который соединен с по меньшей мере покрывающим ободом и по возможности также с лотком. При первом использовании упаковки пользователь разрывает тонкую пленку между покрывающим ободом и лотком и в дальнейшем тянет узел покрывающего обода и покрывающей пленки от лотка, причем возможное соединение между покрывающей пленкой и лотком разрывается. После первого использования упаковки узел покрывающего обода и покрывающей пленки, который далее будет называться крышкой, может быть размещен обратно в лоток или удален из лотка снова по желанию. Вблизи открытой стороны лоток имеет выемку, в которую может попадать участок покрывающего обода так, что на основе этого возможно повторно устанавливать временное соединение между крышкой и лотком.
Важное преимущество известного способа заключается в том, что до первого использования внутреннее пространство лотка может оставаться полностью уплотненным от внешнего мира. Соединение между покрывающей пленкой и по меньшей мере покрывающим ободом может быть осуществлено вдоль всей периферии покрывающего обода так, что отсутствует какое-либо прерывание соединения, которое может вызывать утечку между внутренним пространством лотка и внешним миром. Другое важное преимущество заключается в том, что материал сохраняется предоставлением покрывающей пленки, которая используется в первом примере для полного уплотнения внутреннего пространства лотка, являясь неотъемлемой частью крышки. Это отличается от многих традиционных ситуаций, в которых кусок покрывающей пленки соединяется с лотком первым, после чего готовая крышка размещается на уплотненном лотке, покрывая покрывающую пленку, обычно посредством защелочного соединения. В таких ситуациях при первом использовании пользователь удаляет крышку от лотка и в дальнейшем тянет покрывающую пленку от лотка, и выбрасывает ее, или, возможно, оставляет ее на лотке в состоянии только частичного отсоединения. В любом случае, покрывающая пленка больше не имеет уплотняющей функции. После первого использования есть только крышка, посредством которой эта функция осуществляется.
В особенности, при упаковке продуктов питания важно, чтобы лоток уплотнялся надежным и воздухонепроницаемым образом до первого использования. В таком случае, практически отсутствует риск того, что лоток может открываться непреднамеренно и что содержимое лотка может пропадать даром. Также, гарантирован определенный срок службы упакованных продуктов питания.
WO 2005/039997 относится к способу изготовления упаковки, имеющей лоток и крышку, содержащую покрывающий обод и кусок покрывающей пленки, причем лоток и покрывающий обод образуют отдельно друг от друга и далее складывают, или причем лоток и покрывающий обод соединяют друг с другом с помощью одного или более маленьких кусков материала, которые служат в качестве шарниров в таком случае. В обоих случаях покрывающий обод необходимо размещать на лотке первым корректным образом до приложения покрывающей пленки.
Недостаток способа, известного из FR 2618411, заключается в том, что разрыв тонкой пленки между покрывающим ободом и лотком необходимо выполнять пользователем. Недостаток способа, известного из WO 2005/039997, заключается в том, что дополнительный этап размещения покрывающего обода на лотке необходимо выполнять до того, как покрывающая пленка может быть наложена на узел лотка и покрывающего обода.
Задачей изобретения является обеспечение способа изготовления упаковки, имеющей пластиковый лоток, пластиковый покрывающий обод и кусок покрывающей пленки, в котором используется максимально мало материала, причем способ изготовления может быть эффективным, а удобство для пользователя является максимально возможным, и в котором возможно обеспечивать надежное уплотнение лотка до первого использования, т.е. уплотнение посредством физического соединения между лотком и покрывающей пленкой, которая может быть разорвана при первом использовании.
Указанная задача решается способом изготовления упаковки, в котором узел обеспечивают посредством литьевого формования, причем узел включает пластиковый лоток, имеющий открытую сторону, и кольцеобразный пластиковый покрывающий обод, который расположен на открытой стороне лотка на периферийном ободе лотка, и который окружает этот периферийный обод, и который соединяют с лотком посредством относительно тонкой пластической пленки, причем покрывающий обод и лоток отсоединяют друг от друга выполнением ограниченного взаимного перемещения покрывающего обода и лотка, и кусок покрывающей пленки обеспечивают и соединяют с по меньшей мере покрывающим ободом.
С помощью способа согласно изобретению по сравнению с известным способом из FR 2618411 тонкая пленка между покрывающим ободом и лотком разрывается во время выполнения способа изготовления. Таким образом, это необязательно выполнять пользователем при первом использовании. С помощью способа согласно изобретению по сравнению с известным способом из WO 2005/039997 покрывающий обод находится в определенном положении на открытой стороне лотка уже непосредственно после выполнения способа изготовления узла лотка и покрывающего обода. Начиная с этого положения, пленка разрывается между лотком и покрывающим ободом. Также, кусок покрывающей пленки обеспечивают и соединяют с по меньшей мере покрывающим ободом. Это может быть выполнено одновременно с отсоединением покрывающего обода от лотка, по возможности также не ранее чем, когда покрывающий обод и лоток отсоединяют друг от друга, и завершается взаимное перемещение или до этого. Когда покрывающая пленка соединяется с покрывающим ободом до того, как покрывающий обод полностью отсоединяется от лотка, предотвращается развитие ситуации, при которой покрывающий обод перемещается внезапно относительно лотка, например, под воздействием тяжести, и принимает нежелательное положение относительно лотка при таком исполнении.
В практическом применении способа согласно изобретению взаимное перемещение покрывающего обода и лотка завершается, когда поверхность покрывающего обода и периферийная поверхность лотка, которая расположена на открытой стороне лотка, располагаются на по существу одинаковом уровне. Когда лоток признается находящимся в нормальной ориентации, в которой открытая сторона лотка и покрывающий обод могут считаться расположенными на верхней стороне, периферийная поверхность лотка может быть понята в значении кольцеобразной поверхности на верхней стороне лотка. В случае практического применения, как отмечено, имеются концентрические верхние поверхности покрывающего обода и лотка, и эти верхние поверхности размещаются по существу на одинаковом уровне так, что получают используемую поддерживающую поверхность для участка куска покрывающей пленки на периферии куска, и в такой ситуации возможно осуществлять требуемое соединение между покрывающей пленкой и по меньшей мере покрывающим ободом. Это не влияет на тот факт, что также возможно устанавливать требуемое соединение, которое отмечено уже на более раннем этапе, которое уже было описано выше.
Когда необходимо иметь неподвижное соединение между лотком, покрывающим ободом и куском покрывающей пленки до первого использования для того, чтобы предотвращать крышку, т.е. узел покрывающего обода и куска покрывающей пленки, от возникновения непреднамеренного отсоединения от лотка, и чтобы гарантировать долговременное уплотнение внутреннего пространства лотка от внешнего мира, возможно, что кусок покрывающей пленки соединяется и с лотком, и с покрывающим ободом. В таком случае более прочное соединение между куском покрывающей пленки и покрывающим ободом, чем между куском покрывающей пленки и лотком может быть осуществлено так, что кусок покрывающей пленки автоматически отсоединяется от лотка, а не от покрывающего обода, когда пользователь отсоединяет пленку при первом использовании. Когда выполняется непрерывное соединение вдоль всей периферии лотка, на открытой стороне лотка и вдоль всего покрывающего обода получается двойное уплотнение внутреннего пространства лотка, что обеспечивает высокую безопасность в отношении защиты возможного содержимого лотка от внешних воздействий.
Ограниченное взаимное перемещение покрывающего обода и лотка, которое вызывают для отсоединения покрывающего обода и лотка друг от друга, может быть прямолинейным перемещением. Такое перемещение может быть выполнено простым образом. Например, в практическом случае может быть так, что покрывающий обод перемещается вниз только на маленькую длину относительно лотка.
Как в случае с большинством традиционных упаковок, удобно, когда покрывающий обод и лоток образованы с компонентами, которые выполнены с возможностью устанавливать защелочное соединение между покрывающим ободом и лотком в случае взаимного перемещения покрывающего обода и лотка. В таком случае может быть так, что взаимное перемещение покрывающего обода и лотка завершается установлением защелочного соединения между покрывающим ободом и лотком. Далее, способ изготовления содержит следующие этапы, на которых: изготавливают узел лотка и покрывающего обода посредством литьевого формования, вызывают взаимное перемещение лотка и покрывающего обода до того, как они попадут друг в друга, при этом тонкая пленка, которая изначально присутствовала между лотком и покрывающим ободом разрывается, и обеспечивают кусок покрывающей пленки и крепят покрывающую пленку к по меньшей мере покрывающему ободу. Компоненты лотка и покрывающего обода, которые играют роль в установлении защелочного соединения, могут иметь любую пригодную конструкцию в пределах замысла изобретения. Например, покрывающий обод может быть образован с внутренней периферийной поверхностью, имеющей отклоненный участок. Размеры отклоненного участка могут быть такими, что покрывающий обод первым отводится наружу до некоторой степени и в дальнейшем непосредственно снова отводится внутрь при достижении отклоненного участка, когда покрывающий обод перемещается вдоль лотка. В таком случае в момент оттягивания внутрь выполняется защелочное соединение.
Предпочтительно, когда относительно тонкая пленка между лотком и покрывающим ободом образована с прерываниями. Факт заключается в том, что таким путем достигается то, что возможно изготавливать лоток и покрывающий обод в виде одного узла с помощью способа литьевого формования и иметь лоток и покрывающий обод в требуемом общем положении до того, как взаимное соединение между этими двумя компонентами разрывается, с одной стороны, и что возможно выполнять такой разрыв такого взаимного соединения простым образом, с другой стороны, без необходимости прикладывать значительную силу в этом процессе.
Способ литьевого формования узла лотка и покрывающего обода может быть выполнен таким образом, что пластик подают только на стороне лотка, в котором образование тонкой пленки играет роль в наличии доступного пластика для образования покрывающего обода. В частности, с целью изготовления узла лотка и покрывающего обода посредством литьевого формования может быть использована форма, в которой полость для образования покрывающего обода связана с полостью для образования лотка через полость для образования относительно тонкой пленки, причем пластик подается только в полость для образования лотка во время литьевого формования.
Для установления соединения между куском покрывающей пленки и по меньшей мере покрывающим ободом может быть применена любая пригодная технология для предоставления двух пластиковых компонентов, прикрепленных друг к другу. Например, возможно обеспечивать местную подачу тепла так, что компоненты соединяются друг с другом, когда они плавятся в соответствующем месте. Можно предпочтительно применять средство для поддержания по меньшей мере покрывающего обода во время установления соединения между куском покрывающей пленки и по меньшей мере покрывающим ободом.
Упаковка, которая изготавливается посредством способа согласно изобретению, может быть применена для упаковывания различных материалов. Как отмечено ранее, упаковывание продуктов питания - одна из возможностей. В общем, материал, который необходимо упаковывать, размещается внутри лотка до того, как кусок покрывающей пленки соединяется с по меньшей мере покрывающим ободом.
Изобретение будет объяснено более подробно на основе следующего далее описания способа изготовления упаковки, в котором узел обеспечивают посредством литьевого формования, а узел включает лоток и покрывающий обод, причем, начиная от первоначального положения, покрывающий обод отсоединяют от лотка и защелкивают на лотке, и в котором лоток уплотняют приложением куска покрывающей пленки.
Будет выполнена ссылка на чертежи, на которых одинаковые ссылочные позиции обозначают одинаковые или подобные части и на которых:
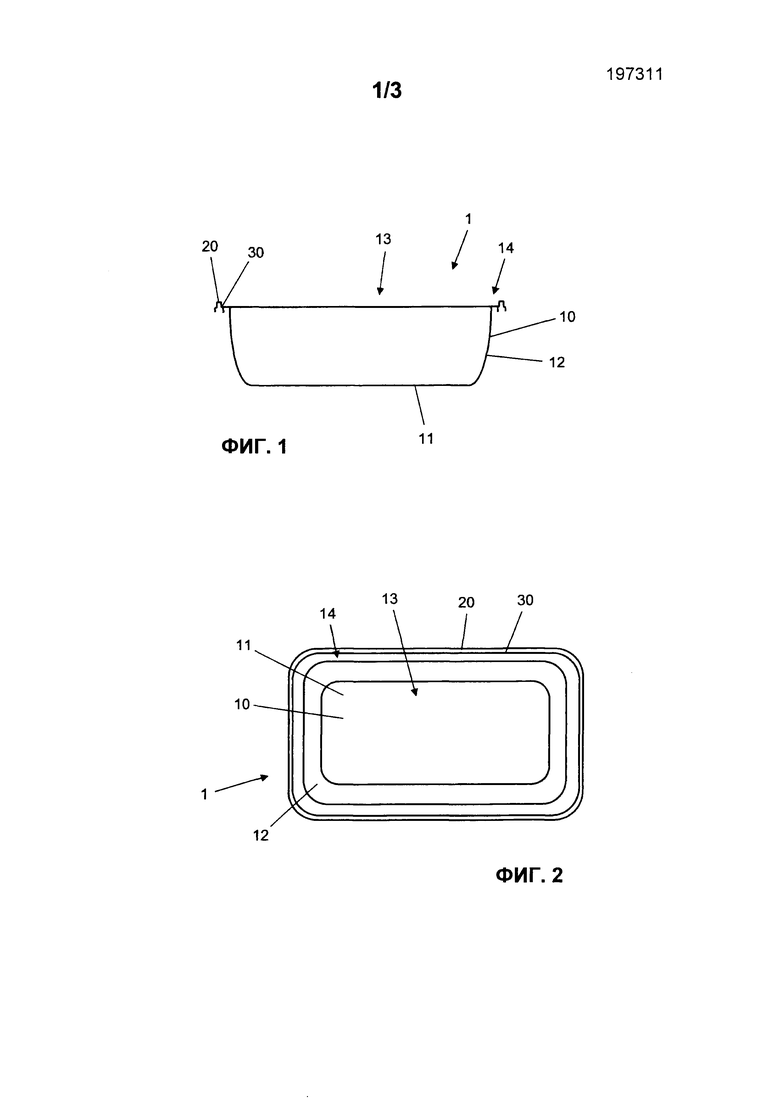
Фиг.1 схематически показывает поперечное сечение узла лотка и покрывающего обода;
Фиг.2 схематически показывает вид сверху узла лотка и покрывающего обода;
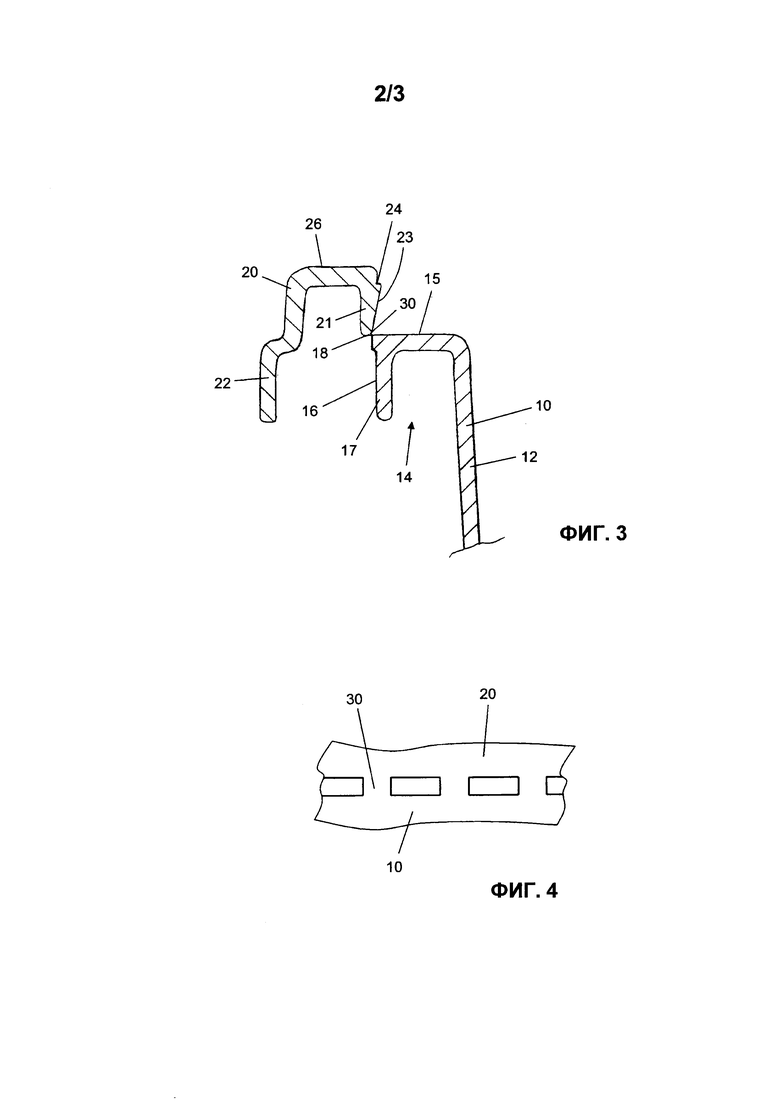
Фиг.3 схематически показывает поперечное сечение участка узла лотка и покрывающего обода;
Фиг.4 иллюстрирует применение перфорированной пленки между лотком и покрывающим ободом;
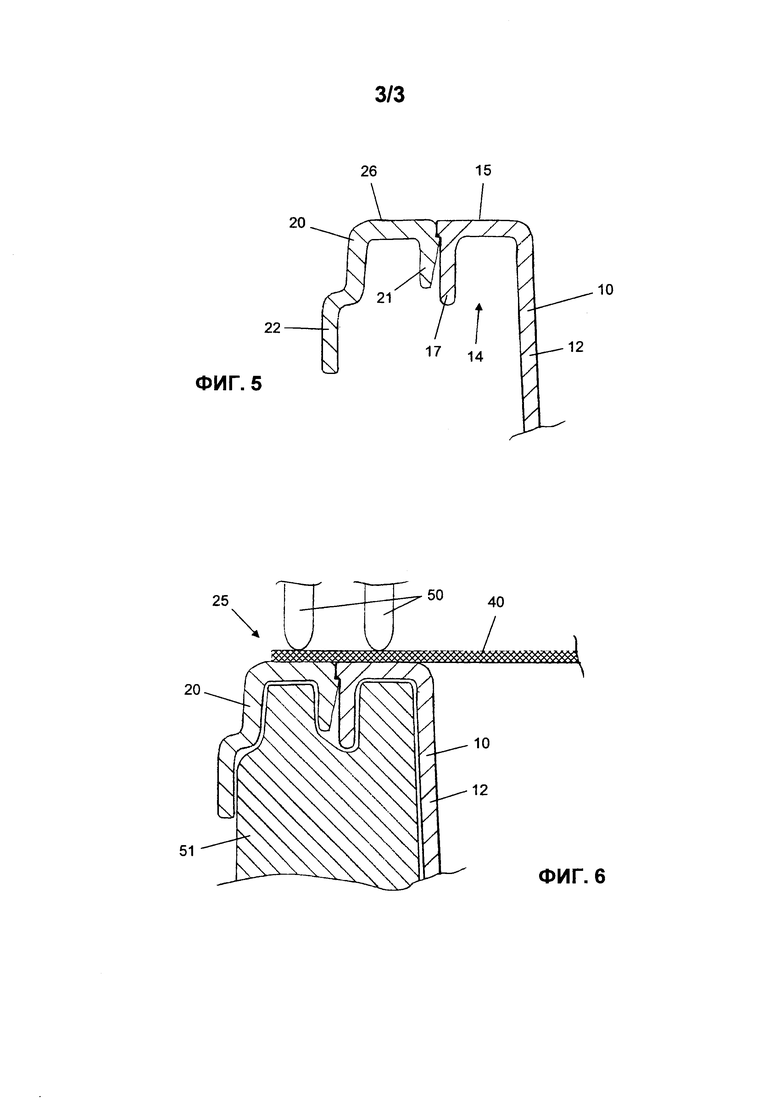
Фиг.5 показывает тот же участок, что на фиг.3, для ситуации, в которой пленка разрывается, и устанавливается защелочное соединение между лотком и покрывающим ободом;
Фиг.6 иллюстрирует, как кусок покрывающей пленки соединяется и с лотком и с покрывающим ободом, на котором поддерживаются участок обода лотка и покрывающий обод.
Фиг.1 и 2 показывают узел 1 пластикового лотка 10 и пластикового покрывающего обода 20, который образован посредством литьевого формования. В показанном примере лоток 10 имеет дно 11 и стоящую стенку 12, продолжающуюся от дна 11 и имеющую по существу прямоугольную периферию. В пределах замысла изобретения возможна любая форма лотка 10, обеспеченная так, что лоток 10 имеет открытую сторону 13, так как, среди прочего, изобретение относится к уплотнению открытой стороны 13 лотка 10. В следующем далее описании предполагается нормальная ориентация лотка 10, т.е. ориентация, при которой дно 11 лотка 10 находится на нижней стороне и при которой открытая сторона 13 находится на верхней стороне. На открытой стороне 13 вдоль всей периферии лоток 10 обеспечен специально выполненным участком 14 обода, имеющим верхнюю поверхность 15 и внешнюю поверхность 16, которые представляют собой периферийные поверхности лотка 10, и внешний выступ 17, который может быть ясно виден на участке узла 1 лотка 10 и покрывающего обода 20, показанном на фиг.3. Для полноты раскрытия отметим, что в этом контексте выражение "внешний" относится к центральной оси (оси симметрии) лотка 10. Далее будет раскрыта функция участка 14 обода.
Покрывающий обод 20 является кольцеобразным и полностью окружает лоток 10 на открытой стороне 13, на которой покрывающий обод 20 неподвижно соединен с лотком 10 на периферийном ободе 18 лотка 10. Между покрывающим ободом 20 и лотком 10 представлена тонкая пластическая пленка 30. Фиг.4 иллюстрирует факт того, что пленка 30 может быть перфорирована так, что это соединение может быть представлено вдоль всей периферии лотка 10 и покрывающего обода 20, но также прерывается в определенных местах.
Покрывающий обод 20 имеет внутренний выступ 21 и внешний выступ 22. Для полноты раскрытия отметим, что в этом контексте выражения "внутренний" и "внешний" относится к центральной оси (оси симметрии) покрывающего обода 20. Функции этих выступов 21, 22 будут раскрыты далее. Как видно в нормальной ориентации узла 1 лотка 10 и покрывающего обода 20, выступ 17 лотка 10 и выступы 21, 22 покрывающего обода 20 продолжаются в по существу вертикальном направлении вниз.
Как отмечено ранее, узел 1 лотка 10 и покрывающего обода 20 образуют посредством литьевого формования. Литьевое формование представляет собой способ, который как таковой известен, и по этой причине не будут раскрываться дополнительно здесь. В пределах замысла изобретения лоток 10 и покрывающий обод 20 образуют в виде отмеченного узла 1, причем литьевая форма (не показана) применяется с пространствами для образования лотка 10 и покрывающего обода 20, которые связываются друг с другом с помощью узкого пространства для образования тонкой пленки 30. В результате, возможно образовывать узел 1 подачей пластика только в пространство для образования лотка 10, причем пространство для образования покрывающего обода 20 заполняется пластиком, текущим из пространства для образования лотка 10, и достигающим это пространство через узкое пространство для образования тонкой пленки 30. Степень, до которой тонкая пленка 30 может быть перфорирована, также определяется требованием иметь возможность подавать материал для образования покрывающего обода 20 из пространства для образования лотка 10.
Как только узел 1 лотка 10 и покрывающего обода 20 вынимают из формы после литьевого формования и охлаждают до достаточной степени, может быть выполнен следующий этап во всей процедуре. На этом этапе давление, направленное вниз, прикладывают к покрывающему ободу 20, причем пленка 30 между покрывающим ободом 20 и лотком 10 полностью разрывается, и вследствие этого покрывающий обод 20 отсоединяется от лотка 10. При перфорировании пленки 30 этот способ отрыва покрывающего обода 20 от лотка 10 облегчается. В некоторый момент во время перемещения вниз покрывающего обода 20 покрывающий обод 20 попадает под участок 14 обода лотка 10, после чего перемещение вниз останавливается. В этом примере выполняют защелочное соединение на основе конструкции внутреннего выступа 21 покрывающего обода 20. Внутренняя поверхность 23 этого выступа 21, которая представляет собой внутреннюю периферийную поверхность покрывающего обода 20, скошена в некоторой степени, в результате чего получается, что во время перемещения вниз под воздействием контакта между указанной внутренней поверхностью 23 выступа 21 и внешней поверхностью 16 участка 14 обода лотка 10 внутренний выступ 21 дополнительно сжимается все больше и больше в направлении внешнего выступа 22, что возможно на основе упругих свойств пластика. На внутренней поверхности 23 выступа 21 покрывающего обода 20 присутствует отклоненный участок 24, и как только он перемещается за пределы внешней поверхности 16 участка 14 обода лотка 10, появляется пространство для покрывающего обода 20 для принятия им первоначальной формы. В этот момент защелочное соединение представляет собой факт, согласно которому положение покрывающего обода 20 относительно участка 14 обода лотка 10 является неподвижным, так как внутренний выступ 21 покрывающего обода 20 зацепляется с внешним выступом 17 участка 14 обода лотка 10, и возможное перемещение вверх покрывающего обода 20 не может возникать, так как участок участка 14 обода, имеющий внешнюю поверхность 16, препятствует такому перемещению.
Как только защелочное соединение установлено, участок 14 обода лотка 10 и покрывающий обод 20 занимают общее положение, как показано на фиг.5, и может быть выполнен следующий этап во всей процедуре, как проиллюстрировано на фиг.6. Этот следующий этап во всей процедуре нацелен на обеспечение и приложение куска покрывающей пленки 40 для уплотнения открытой стороны 13 лотка 10 и образование готовой крышки 25 при объединении с покрывающим ободом 20.
В общем положении участка 14 обода лотка 10 и покрывающего обода 20, относящегося к защелочному соединению, верхняя поверхность 15 участка 14 обода лотка 10 и верхняя поверхность 26 покрывающего обода 20 продолжаются на по существу одинаковом уровне. Таким образом, обе верхние поверхности 15, 26 могут поддерживать кусок покрывающей пленки 40 на ее периферии. В показанном примере кусок покрывающей пленки 40 соединяют с узлом лотка 10 и покрывающего обода 20 в двух местах, а именно на верхней поверхности 15 участка 14 обода лотка 10 вдоль всей периферии и на верхней поверхности 26 покрывающего обода 20 также вдоль всей периферии. В результате, получается, что лоток 10 уплотнен воздухонепроницаемым образом, а также, что образуется крышка 25 и имеется прочное соединение между куском покрывающей пленки 40 и покрывающим ободом 20.
Возможно соединять кусок крышки 40 с верхней поверхностью 26 покрывающего обода 20 уже на ранней стадии. Это возможно уже во время взаимного перемещения лотка 10 и покрывающего обода 20, которое выполняется для того, чтобы осуществлять защелочное соединение. Преимущества заключаются в том, что в таком случае способ изготовления может быть быстрым, и что покрывающий обод 20 не может быть перемещен за пределы положения, относящегося к защелочному соединению. Так как соединение между куском покрывающей пленки 40 и лотком 10 обычно необязательно может быть таким же прочным, что и соединение между куском покрывающей пленки 40 и покрывающим ободом 20, установление последнего соединения требует обычно большего времени, чем установление первого соединения. Когда соединение, требующее большего времени, уже по меньшей мере частично осуществляется во время взаимного перемещения лотка 10 и покрывающего обода 20, время может быть сэкономлено, и расходы способа изготовления, таким образом, могут оказаться сниженными.
Возможность установления соединений между куском покрывающей пленки 40 и лотком 10 и покрывающим ободом 20 представляет собой локальную подачу тепла так, что покрывающая пленка 40 соединяется с лотком 10 и покрывающим ободом 20, когда она плавится в определенных местах. Это может быть выполнено известным по существу образом с помощью подходящих инструментов 50, которые обычно называются ножами 50, участок которых схематически показан на Фигуре 6. Может быть предпочтительно поддерживать покрывающий обод 20 и по возможности также участок 14 обода лотка 10 во время процесса соединения. В связи с этим, в таком случае применяется пригодная опора 51, участок которой схематически показан на фиг.6.
Узел лотка 10 и крышки 25 предназначен использоваться для упаковочных материалов (не показаны), которые размещаются в лотке 10 в любой пригодный момент до приложения куска покрывающей пленки 40. В частности, эти материалы могут содержать продукты питания, например, салаты, орехи, хлеб и различные молочные продукты, такие как йогурт. Обычно в случае продуктов питания важно, чтобы лоток 10 был в полной мере уплотнен до первого использования. Это достигается вышеописанным способом. Возможно выполнять уплотнение лотка 10 в преобразованной атмосфере или других требуемых условиях.
Когда необязательно и/или не требуется, чтобы содержимое упаковки отделялось от влияния внешних факторов до первого открытия упаковки пользователем, возможно делать выбор в пользу установления соединения только между покрывающей пленкой 40 и покрывающим ободом 20. В этом отношении это соединение необязательно должно продолжаться вдоль всей периферии, но это предпочтительно с учетом необходимости получать прочную крышку 25, в которой покрывающий обод 20 и кусок покрывающей пленки 40 не могут быть без труда разорваны. В общем, возможно определять места, где необходимо получать соединение по необходимости, причем особенно требуется учитывать возможность того, что внутреннее пространство лотка 10 необходимо полностью уплотнять.
В показанном примере узел лотка 10 и крышки 25 готов для первого использования после выполнения требуемых соединений. При таком первом использовании пользователь хватает покрывающий обод 20 в определенном месте на внешнем выступе 22, разрывает защелочное соединение между покрывающим ободом 20 и лотком 10 и тянет крышку 25 от лотка 10, причем соединение между покрывающей пленкой 40 и лотком 10 разрывается, тогда как соединение между покрывающей пленкой 40 и покрывающим ободом 20 остается нетронутым. Наклоняя отклоненный участок 24 во внутренней поверхности 23 внутреннего выступа 21 из-под участка 14 обода лотка 10, имеющего внешнюю поверхность 16, некоторым образом с помощью внешнего выступа 22, возможно разрывать защелочное соединение. Когда кусок покрывающей пленки 40 соединяют и с лотком 10, и с покрывающим ободом 20 во время выполнения способа изготовления узла, возможно делать выбор в пользу оставления этого соединения с лотком 10, являющегося менее прочным, чем с покрывающим ободом 20, как отмечено ранее, так, что гарантировано, что разрывается только соединение между куском покрывающей пленки 40 и лотком 10.
После первого использования пользователь может закрывать упаковку снова, кладя крышку 25 обратно в рабочее положение на лотке 10 и прикладывая легкое давление, направленное вниз, в процессе, причем защелочное соединение между крышкой 25 и лотком 10 может быть установлено снова. Этапы открытия лотка 10 снова разрывом защелочного соединения и удалением крышки 25 и закрытия лотка 10 снова размещением крышки 25 в рабочем положении на лотке 10 и установлением защелочного соединения могут повторяться по желанию так часто, как необходимо.
Важные преимущества вышеописанного узла лотка 10 и крышки 25 и технологии, по которой он может быть изготовлен, суммируются следующим образом.
- Узел является пригодным для упаковывания продуктов питания, которые необходимо упаковывать воздухонепроницаемым образом до первого использования, так как возможно устанавливать соединение между куском покрывающей пленки 40 и лотком 10 вдоль всей периферии. Когда соединение между куском покрывающей пленки 40 и покрывающим ободом 20 выполняется также вдоль всей периферии, имеется даже двойное уплотнение, даже если уплотнение на покрывающем ободе 20 в некоторой степени менее надежно из-за того, что оно размещено за пределами перехода от лотка 10 к покрывающему ободу 20.
- Для уплотнения лотка 10 до первого использования отсутствует необходимость отдельного куска покрывающей пленки, который больше не имеет функции после первого использования, отличной от функции, относящейся ко многим традиционным ситуациям. Вследствие этого узел является более экологически безвредным. Так как кусок покрывающей пленки 40 выполнен за одно целое в крышке 25, получается относительно легкая крышка 25, в которой экономится материал.
- Способ изготовления узла является относительно простым и дешевым, так как не требуется содержать больше этапов, чем изготовление узла 1 лотка 10 и покрывающего обода 20 посредством литьевого формования, отсоединение покрывающего обода 20 под воздействием давления и установление защелочного соединения между покрывающим ободом 20 и лотком 10 с помощью одного и относительно короткого прямолинейного перемещения, и приложение куска покрывающей пленки 40.
- Пользователь может без труда управлять узлом, причем при первом использовании защелочное соединение между крышкой 25 и лотком 10 может быть разорвано, и крышка 25 может быть оттянута от лотка 10 простым образом, и причем при дополнительном использовании защелочное соединение между крышкой 25 и лотком 10 может быть установлено или разорвано без труда неоднократно.
Будет ясно специалисту в области техники, что объем охраны настоящего изобретения не ограничивается примерами, обсуждаемыми выше, но что некоторые варианты и преобразования его возможны без отклонения от объема охраны изобретения, который определен в приложенной формуле изобретения.
В отношении куска покрывающей пленки отметим, что он может быть изготовлен из любого пригодного материала, например, пластика или алюминия. Также, кусок покрывающей пленки 40 может быть обеспечен рисунком, например, в информативных целях и/или рекламных целях.
Изобретение может быть подытожено следующим образом. С целью изготовления упаковки узел 1 обеспечивают посредством литьевого формования, причем узел 1 включает пластиковый лоток 10, имеющий открытую сторону 13 и кольцеобразный пластиковый покрывающий обод 20, который расположен на открытой стороне 13 лотка 10 на периферийном ободе 18 лотка 10 и который окружает этот периферийный обод 18. Покрывающий обод 20 соединяют с лотком 10 посредством относительно тонкой пластической пленки 30, причем покрывающий обод 20 и лоток 10 отсоединяют друг от друга выполнением ограниченного взаимного перемещения покрывающего обода 20 и лотка 10. Более того, кусок покрывающей пленки 40 обеспечивают и соединяют с по меньшей мере покрывающим ободом 20. Предпочтительно, покрывающий обод 20 и лоток 10 выполняют способными приходить в зацепление друг с другом посредством защелочного соединения после того, как они больше не образуют единый узел друг с другом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ УПАКОВКИ, УПАКОВКА И ЗАГОТОВКА УПАКОВКИ | 2011 |
|
RU2583361C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЗАПОЛНЕНИЯ УПАКОВКИ И СООТВЕТСТВУЮЩАЯ УПАКОВКА | 2015 |
|
RU2709755C2 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ФОРМОВАНИЯ ОТКРЫВНЫХ УСТРОЙСТВ НА ЛИСТОВОМ УПАКОВОЧНОМ МАТЕРИАЛЕ ДЛЯ УПАКОВКИ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2011 |
|
RU2550187C2 |
| КОНСТРУКЦИЯ КОНТЕЙНЕРА ДЛЯ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2013 |
|
RU2677845C2 |
| РАСКЛАДНАЯ УПАКОВКА ДЛЯ ВОЗДУХОНЕПРОНИЦАЕМОГО УПАКОВЫВАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 2019 |
|
RU2756245C1 |
| СБОРОЧНЫЕ УЗЛЫ ИГЛЫ С ШАРНИРНЫМ КОЛПАЧКОМ И СВЯЗАННЫЕ СПОСОБЫ | 2015 |
|
RU2676563C2 |
| УКУПОРОЧНОЕ СРЕДСТВО, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2004 |
|
RU2346863C2 |
| УПАКОВКА ДЛЯ УПАКОВЫВАНИЯ В МОДИФИЦИРОВАННОЙ ГАЗОВОЙ СРЕДЕ И СПОСОБ | 2017 |
|
RU2712420C1 |
| СПОСОБ И МАШИНА ДЛЯ УПАКОВКИ ПРОДУКТОВ | 2020 |
|
RU2806170C2 |
| КОНСТРУКЦИЯ КРЫШКИ ДЛЯ КОНТЕЙНЕРА | 2015 |
|
RU2673619C2 |
Способ изготовления упаковки, в котором получают узел посредством литьевого формования. Узел включает пластиковый лоток (10), имеющий дно, стоящую стенку (12), открытую сторону и кольцеобразный пластиковый покрывающий обод (20), который размещают на открытой стороне лотка (10) на периферийном ободе лотка, и который окружает этот периферийный обод, и который соединяют с лотком (10) посредством относительно тонкой пластической пленки. Литьевое формование включает применение литьевой формы с полостями для образования лотка и покрывающего обода, которые связываются друг с другом с помощью узкой полости для образования относительно тонкой плоскости, подают пластик в форму для заполнения полостей формы. Узел лотка и покрывающий обод вынимают из формы после литьевого формования и охлаждают для отсоединения покрывающего обода и лотка друг от друга на этапе, который включает перемещение покрывающего обода вниз относительно лотка. Тонкая пленка между покрывающим ободом и лотком полностью разрывается, после чего перемещение обода останавливается, и образуется кусок покрывающей пленки (40), который соединяют с покрывающим ободом. Изобретение обеспечивает получение упаковки с надежным уплотнением и малой материалоемкостью. 15 з.п. ф-лы, 6 ил.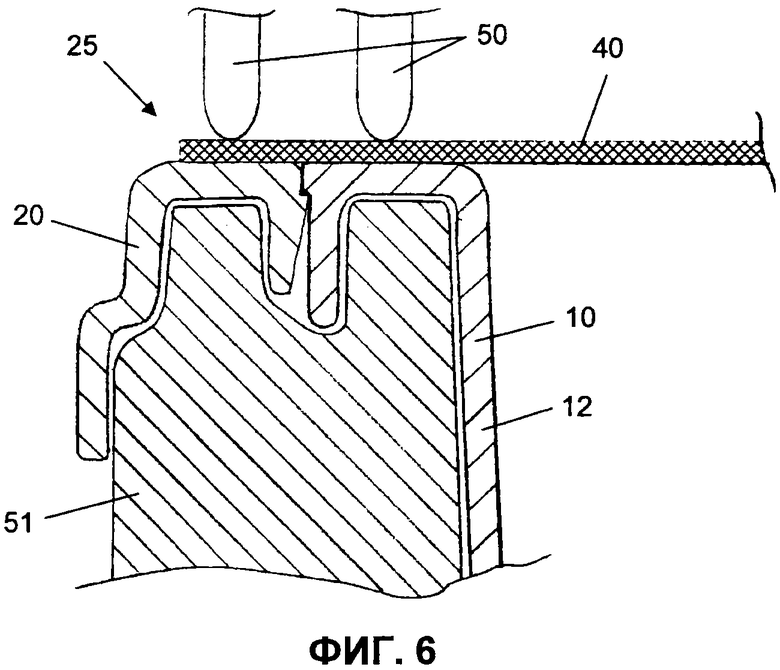
1. Способ изготовления упаковки, в котором обеспечивают узел посредством литьевого формования, причем узел включает пластиковый лоток (10), имеющий дно (11), стоящую стенку (12) и открытую сторону (13), и кольцеобразный пластиковый покрывающий обод (20), который размещают на открытой стороне (13) лотка (10) на периферийном ободе (18) лотка (10) и который окружает этот периферийный обод (18), и который соединяют с лотком (10) посредством относительно тонкой пластической пленки (30), причем литьевое формование включает применение литьевой формы с полостями для образования лотка (10) и покрывающего обода (20), которые связываются друг с другом с помощью узкой полости для образования относительно тонкой плоскости (30), и подают пластик в форму для заполнения полостей формы, при этом узел лотка (10) и покрывающий обод (20) вынимают из формы после литьевого формования и обеспечивают охлаждение до достаточной степени для отсоединения покрывающего обода (20) и лотка (10) друг от друга на следующем этапе, который включает перемещение покрывающего обода (20) вниз относительно лотка (10), причем относительно тонкая пленка (30) между покрывающим ободом (20) и лотком (10) полностью разрывается, после чего перемещение вниз покрывающего обода (20) относительно лотка (10) останавливается, и при этом обеспечивают кусок покрывающей пленки (40), который соединяют с по меньшей мере покрывающим ободом (20).
2. Способ по п. 1, в котором кусок покрывающей пленки (40) соединяют с по меньшей мере покрывающим ободом (20) во время перемещения вниз покрывающего обода (20) относительно лотка (10).
3. Способ по п. 1, в котором кусок покрывающей пленки (40) соединяют с по меньшей мере покрывающим ободом (20), как только покрывающий обод (20) и лоток (10) отсоединяют друг от друга, и завершают перемещение вниз покрывающего обода (20) относительно лотка (10).
4. Способ по любому из пп. 1-3, в котором перемещение вниз покрывающего обода (20) относительно лотка (10) завершают, когда поверхность (26) покрывающего обода (20) и периферийная поверхность (15) лотка (10), которая расположена на открытой стороне (13) лотка (10), расположены, по существу, на одинаковом уровне.
5. Способ по п. 1, в котором кусок покрывающей пленки (40) соединяют и с лотком (10), и с покрывающим ободом (20).
6. Способ по п. 5, в котором более прочное соединение осуществляют между куском покрывающей пленки (40) и покрывающим ободом (20), чем между куском покрывающей пленки (40) и лотком (10).
7. Способ по п. 5 или 6, в котором непрерывное соединение осуществляют вдоль всей периферии лотка (10) на открытой стороне (13) лотка (10) и вдоль всего покрывающего обода (20).
8. Способ по п. 1, в котором ограниченное перемещение вниз покрывающего обода (20) относительно лотка (10), которое вызывают для отсоединения покрывающего обода (20) и лотка (10) друг от друга, представляет собой прямолинейное перемещение.
9. Способ по п. 1, в котором покрывающий обод (20) и лоток (10) образуют с компонентами, которые выполнены с возможностью установления защелочного соединения между покрывающим ободом (20) и лотком (10) в случае перемещения вниз покрывающего обода (20) относительно лотка (10).
10. Способ по п. 9, в котором перемещение вниз покрывающего обода (20) относительно лотка (10) завершают установлением защелочного соединения между покрывающим ободом (20) и лотком (10).
11. Способ по п. 9 или 10, в котором покрывающий обод (20) образуют с внутренней периферийной поверхностью (23), имеющей отклоненный участок (24).
12. Способ по п. 1, в котором относительно тонкую пленку (30) между лотком (10) и покрывающим ободом (20) образуют с прерываниями.
13. Способ по п. 1, в котором во время литьевого формования узла лотка (10) и покрывающего обода (20) в форме пластик подают только в полость для образования лотка (10).
14. Способ по п. 1, в котором соединение между куском покрывающей пленки (40) и по меньшей мере покрывающим ободом (20) устанавливают под воздействием локальной подачи тепла.
15. Способ по п. 1, в котором средство (51) применяют для поддерживания по меньшей мере покрывающего обода (20) во время установления соединения между куском покрывающей пленки (40) и по меньшей мере покрывающим ободом (20).
16. Способ по п. 1, в котором упаковываемый материал размещают в лотке (10) до того, как кусок покрывающей пленки (40) соединяется с по меньшей мере покрывающим ободом (20).
| EP 1930253 A1, 11.06.2008 | |||
| US 4079567 A, 21.05.1978 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ПЛАСТМАССОВЫЙ КОНТЕЙНЕР С МНОГОСЛОЙНОЙ УПЛОТНИТЕЛЬНОЙ ПЛЕНКОЙ | 2000 |
|
RU2250867C2 |

