Область техники, к которой относится изобретение
Изобретение относится к плунжеру машины для литья под давлением, прежде всего машины с холодной камерой сжатия. В частности, настоящее изобретение относится к плунжеру с контуром смазки, предназначенному для способствования скольжению плунжера в контейнере пресса с жидким металлом такой машины для литья под давлением.
Уровень техники
В соответствии с преамбулой к пункту 1 формулы изобретения плунжер машины для литья под давлением содержит шток и головку плунжера, имеющую боковую стенку с по меньшей мере одной зоной уплотнения, предназначенной для создания уплотнения на стенке контейнера пресса. Плунжеры, дополнительно оснащенные контуром смазки, уже хорошо известны.
В частности, известно решение, предусматривающее выполнение плунжера со смазывающей втулкой, расположенной вокруг штока позади головки, чтобы не мешать уплотняющему действию, выполняемому головкой на стенке контейнера. Внутри штока выполнен канал смазки, разветвляющийся на серию отверстий, выходящих во втулку. Смазка впрыскивается в направлении головки через множество сопел втулки.
Такой вариант осуществления изобретения позволяет смазывать плунжер даже во время работы, а не только перед началом работы, как это имело место в прошлом, но, тем не менее, все еще страдает некоторыми недостатками или ограничениями.
В частности, смазывание в наибольшей степени сказывается вдали от головки плунжера и особенно вдали от зоны наибольшего трения между головкой и контейнером, т.е. от зоны уплотнения. Действительно, такая зона находится очень близко к передней поверхности плунжера, куда не может попасть смазка, впрыскиваемая смазочной втулкой.
Ввиду того что при использовании данного способа смазка не достигает зоны наибольшего трения между плунжером и контейнером, предпринимаются попытки улучшения скольжения плунжера путем инжекции большого количества смазки, значительно большего, чем потребовалось бы при смазке плунжера непосредственно в зоне уплотнения.
Такое интенсивное использование смазки вдали от головки также приводит к течи смазки из контейнера.
Ввиду того что смазка впрыскивается с помощью смазывающих сопел в зону, расположенную вдали от головки, смазка не охлаждается в той же степени, что и головка, и происходит ее фазовый переход в газообразное состояние, что снижает эффективность смазывания и приводит к образованию паров, которые необходимо отсасывать.
В случае контейнеров, оснащенных каналом отсоса, для создания вакуума, присутствие в контейнере смазки, находящейся в газообразном состоянии, приводит к тому, что смазка скорее отсасывается таким каналом, чем осаждается на плунжере.
С целью преодоления указанных недостатков были предложены плунжеры со смазывающими отверстиями, выходящими вблизи головки в зоне ее уплотнения с контейнером. Примеры таких плунжеров описаны в DE 3913494 A1, JP 2009279645 A, DE 29721722 U1, JP 2010269319 А. Однако даже такие варианты выполнения плунжера оказались неудовлетворительными, особенно вследствие того, что концевой участок каналов охлаждения, открывающийся на уплотнительной поверхности плунжера, быстро засоряется металлом, который в жидком состоянии проникает между плунжером и контейнером и застывает тонким слоем, закупоривая канал смазки.
В конце концов, плунжер со смазывающей втулкой оказывается сложным в изготовлении и требует частого обслуживания, особенно в плане устранения поломок и засорения трубок и смазывающих сопел.
Раскрытие изобретения
Отсюда задача настоящего изобретения - предложить плунжер машины для литья под давлением, позволяющий преодолеть вышеупомянутые ограничения плунжеров предыдущего уровня техники.
Такая задача решается с помощью плунжера, выполненного согласно п.1 формулы изобретения.
Краткое описание чертежей
Свойства и преимущества предлагаемого в настоящем изобретении плунжера очевидны из приведенного ниже описания предпочтительных вариантов осуществления изобретения на базе примеров, не носящих ограничительного характера, со ссылкой на прилагаемые к описанию чертежи, на которых показано:
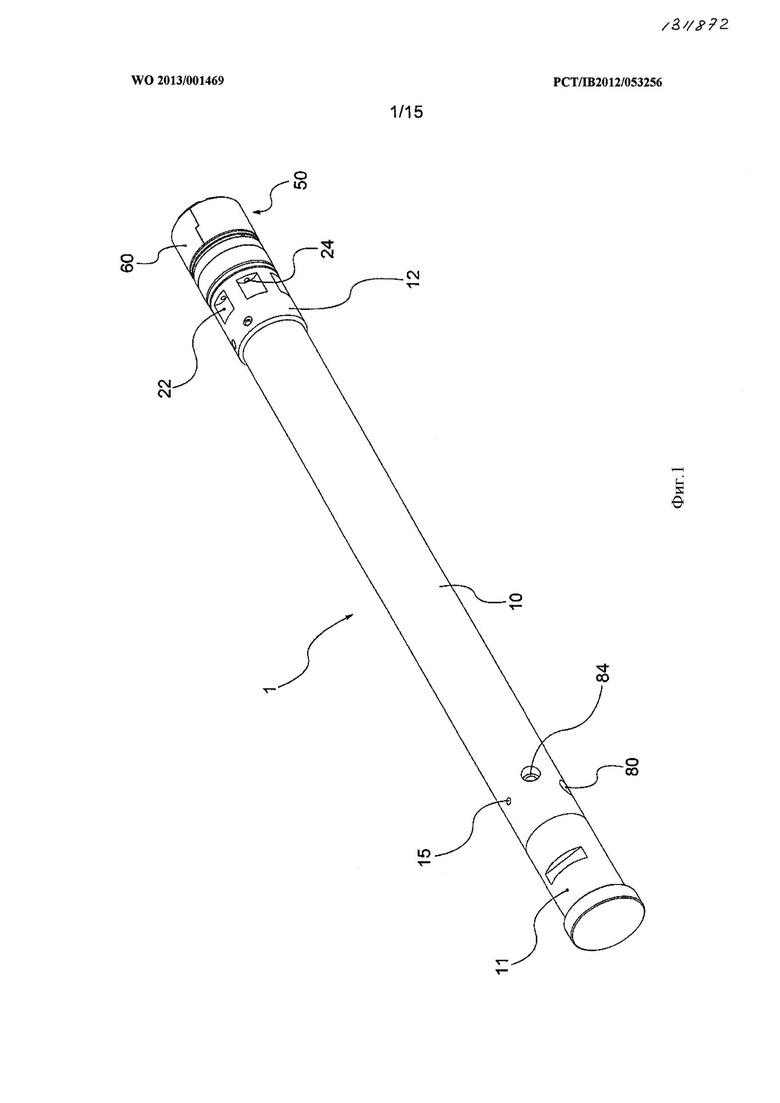
на Фиг.1 - перспективный вид первого варианта выполнения предлагаемого в изобретении плунжера;
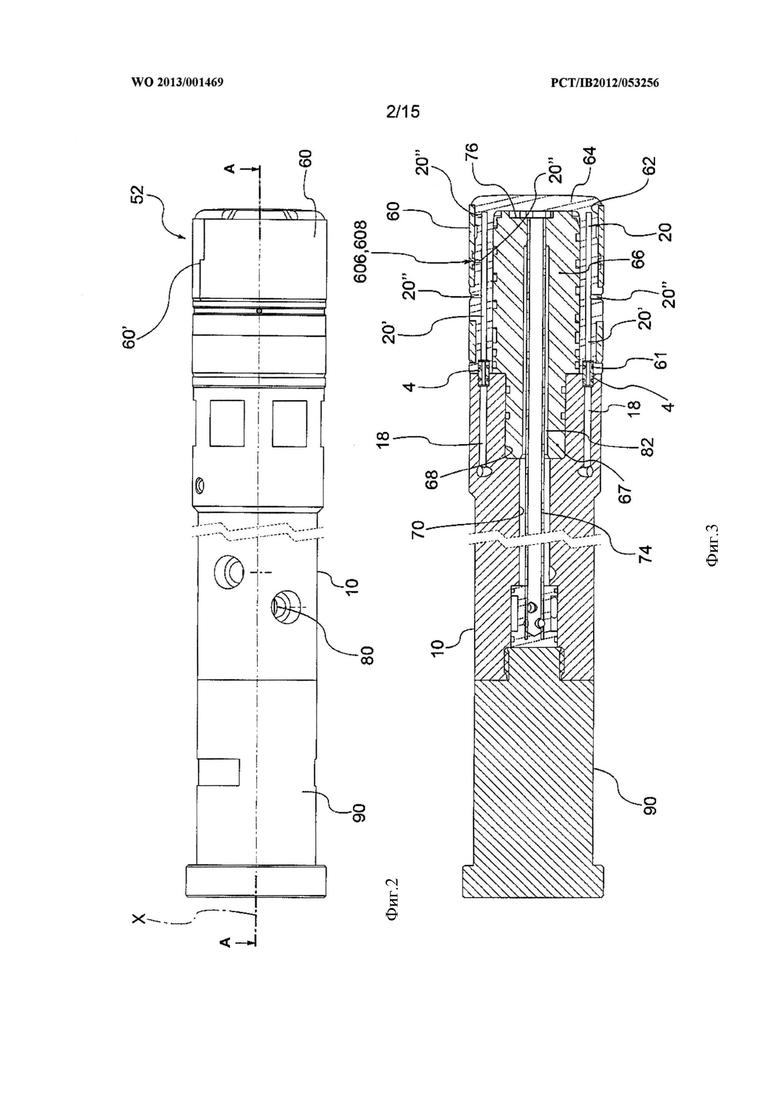
на Фиг.2 - вид плунжера сбоку;
на Фиг.3 - вид осевого сечения по линии А-А изображенного на Фиг.2 плунжера;
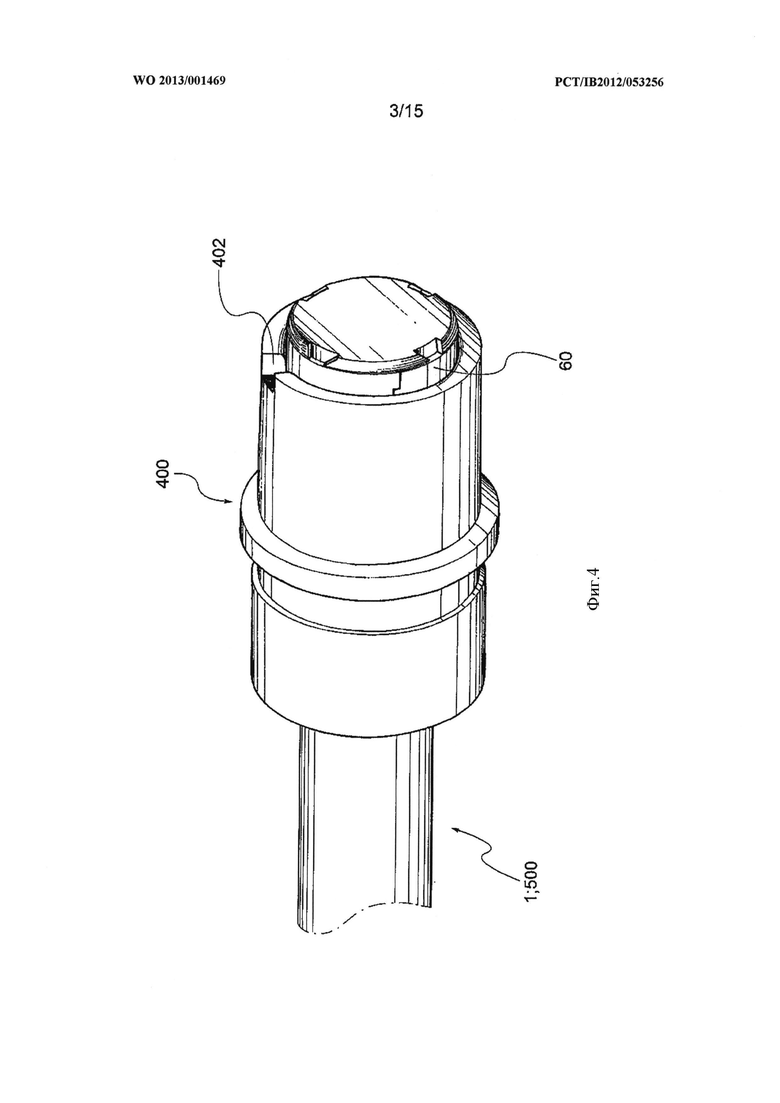
на Фиг.4 - вид плунжера, вставленного в контейнер пресса машины для литья под давлением;
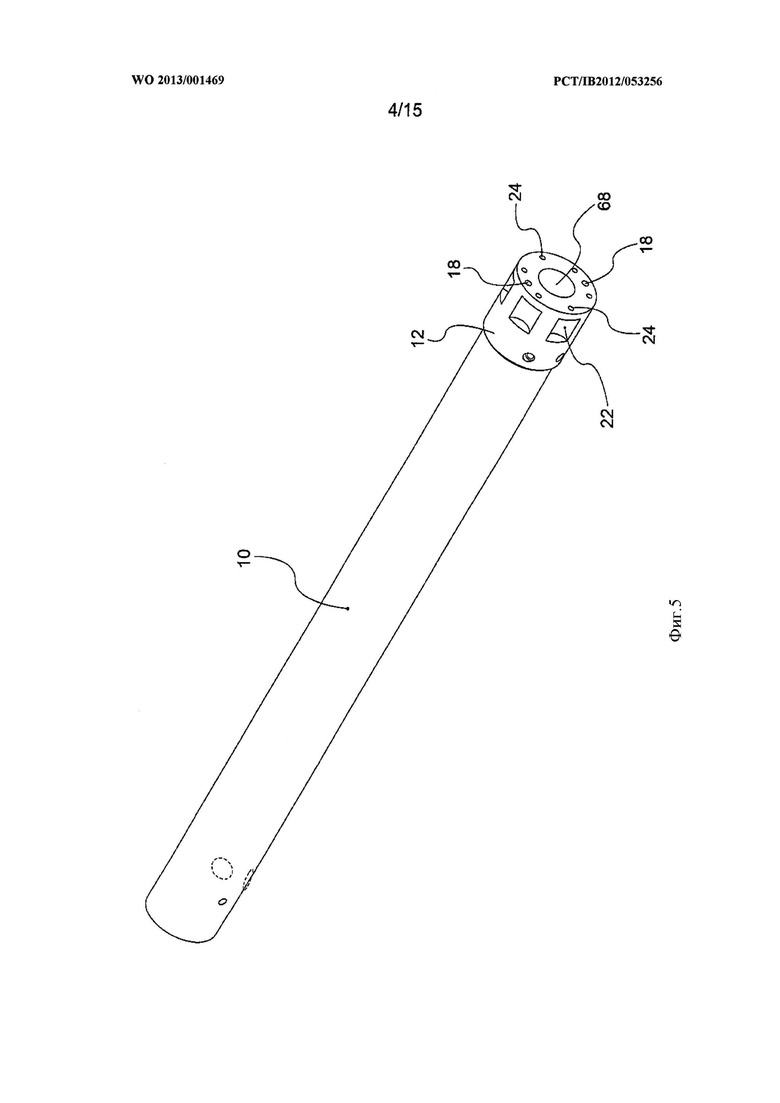
на Фиг.5 - перспективный вид отдельного штока плунжера;
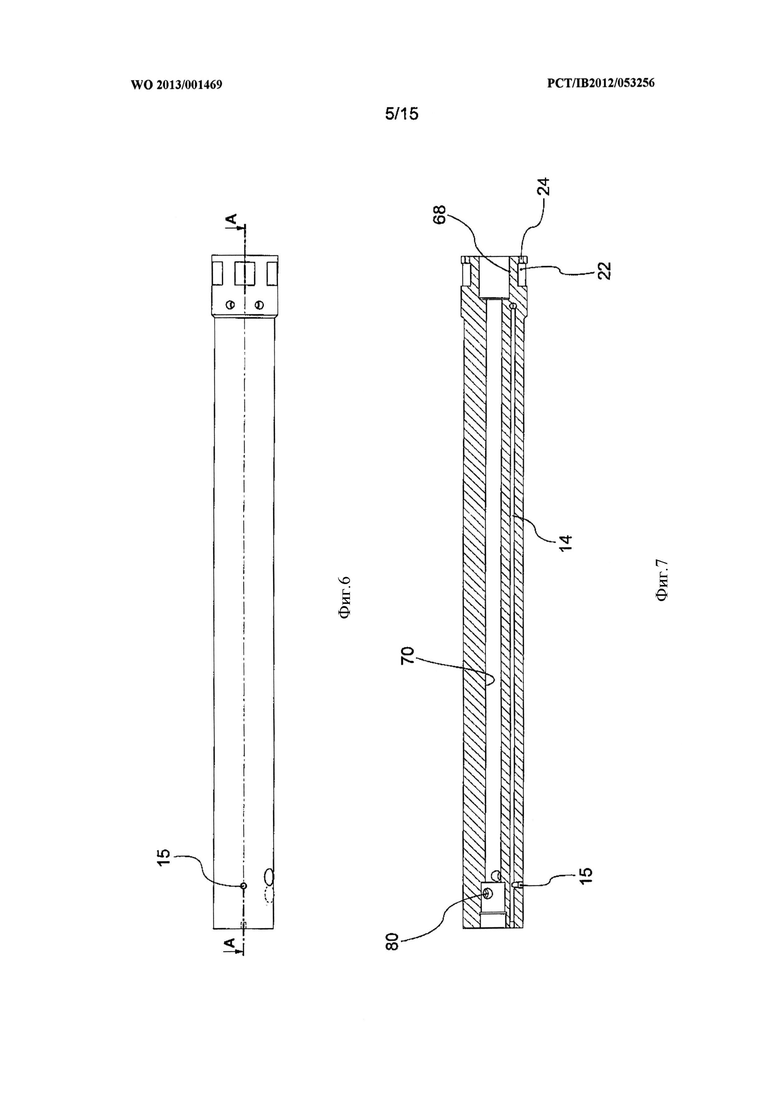
на Фиг.6 - вид штока сбоку;
на Фиг.7 - вид аксиального сечения по линии А-А изображенного на Фиг.6 штока;
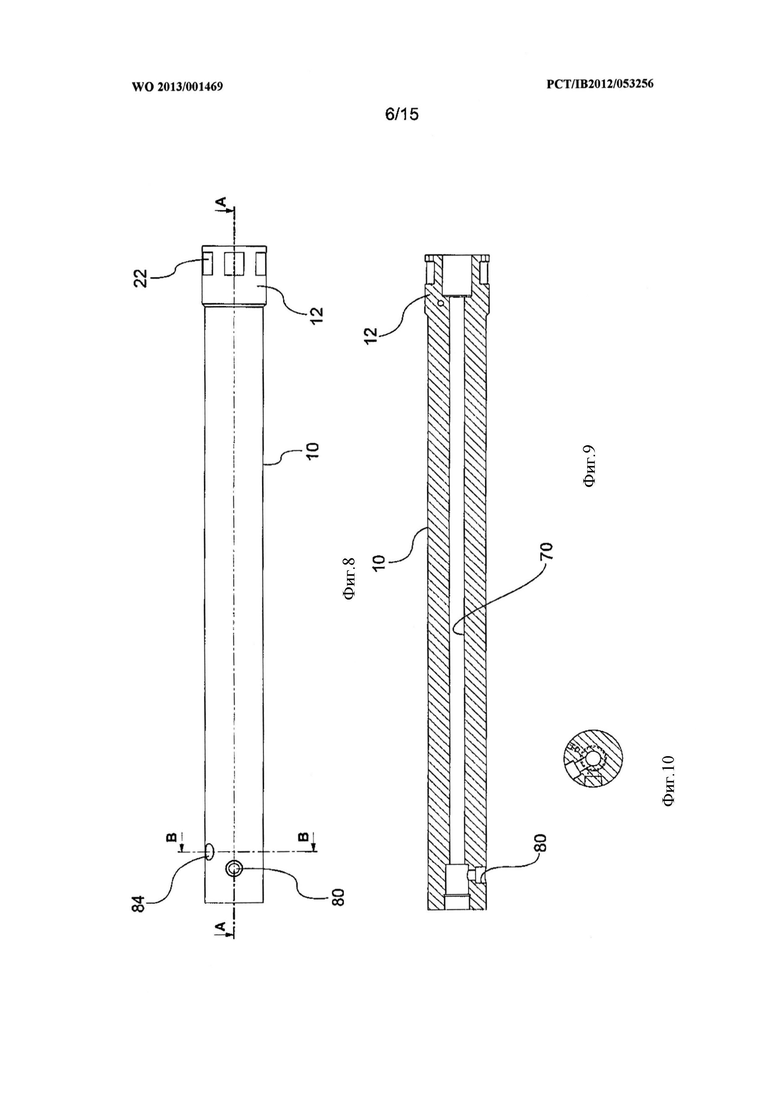
на Фиг.8 - другой вид штока сбоку;
на Фиг.9 - вид аксиального сечения по линии А-А изображенного на Фиг.8 штока;
на Фиг.10 - вид поперечного сечения по линии B-B, изображенного на Фиг.8 штока;
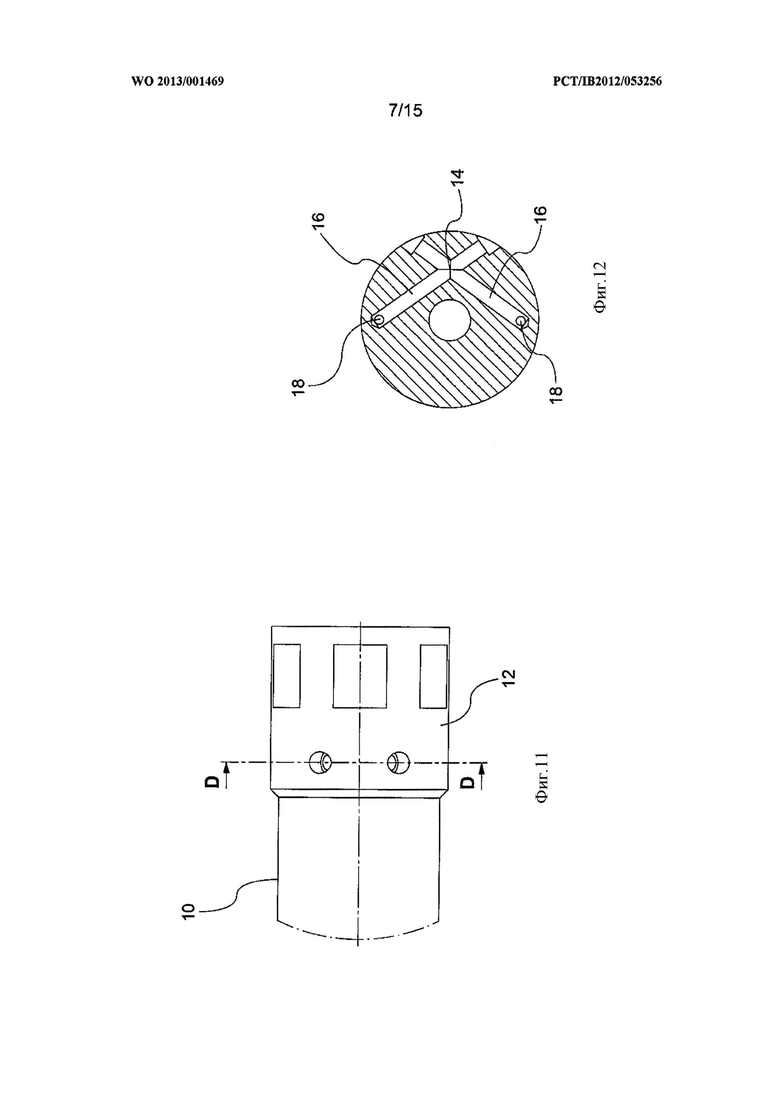
на Фиг.11 - увеличенный вид сбоку дистального конца штока;
на Фиг.12 - вид поперечного сечения по линии D-D изображенного на Фиг.11 конца штока;
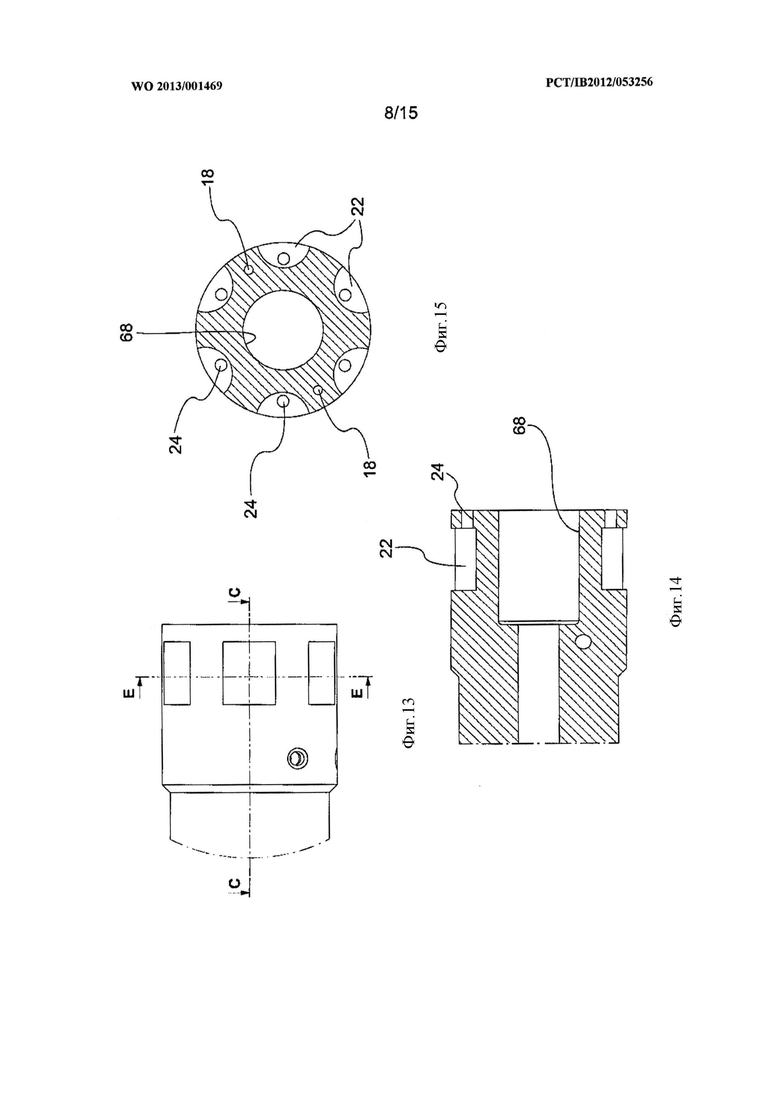
на Фиг.13 - увеличенный вид сбоку дистального конца штока;
на Фиг.14 - вид аксиального сечения по линии C-C изображенного на Фиг.13 конца штока;
на Фиг.15 - вид поперечного сечения по линии E-E изображенного на Фиг.13 конца штока;
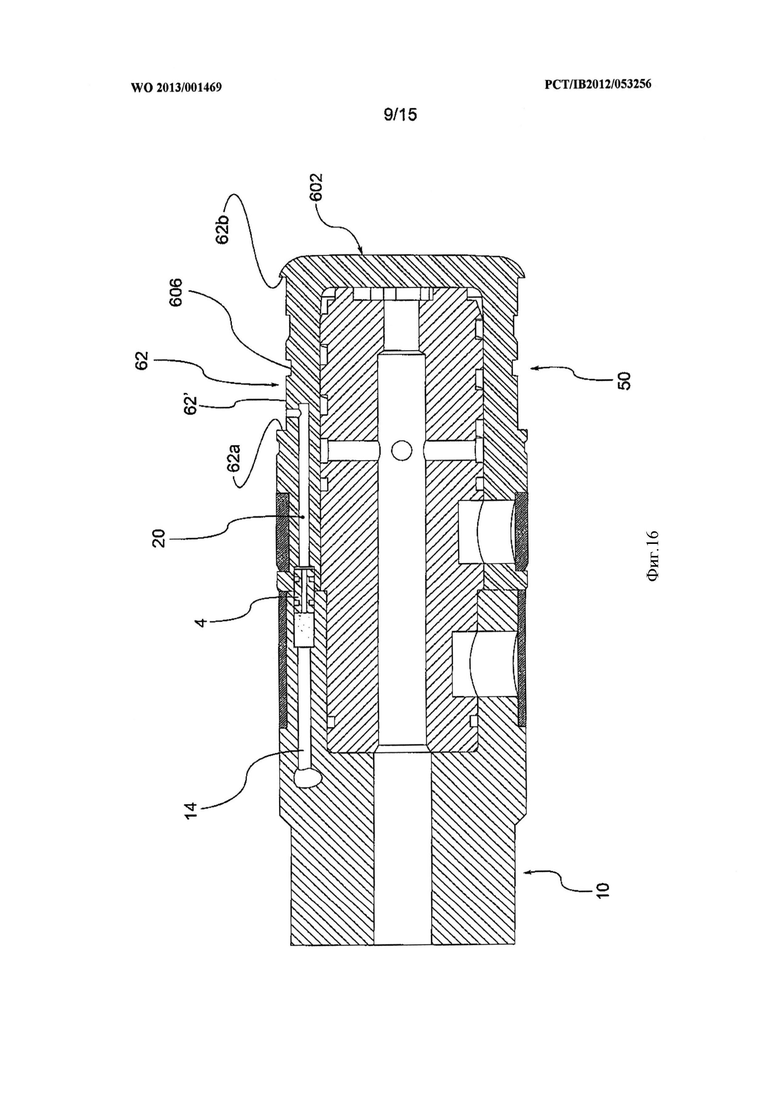
на Фиг.16 - вид аксиального сечения плунжера в одном из вариантов осуществления изобретения без уплотнительного кольца;
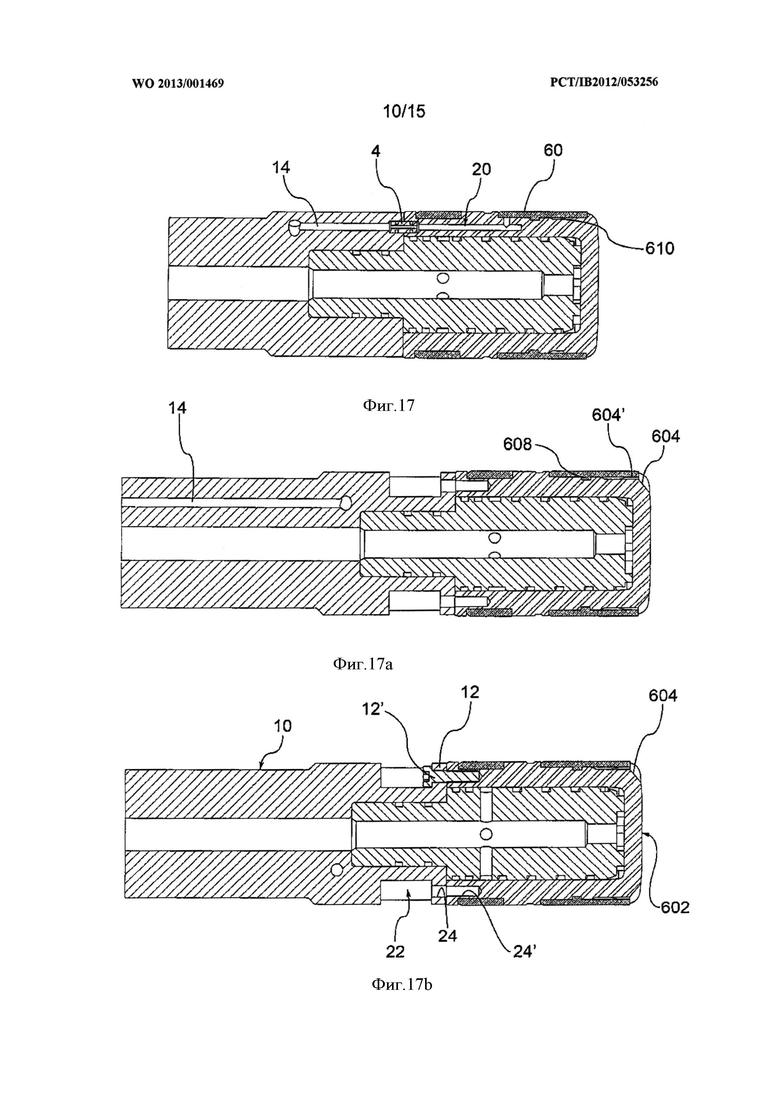
на Фиг.17 - вид аксиального сечения плунжера в одном из вариантов осуществления изобретения с уплотнительным кольцом;
на Фиг.17а и 17b - еще два вида аксиальных сечений изображенного на Фиг.16 плунжера;
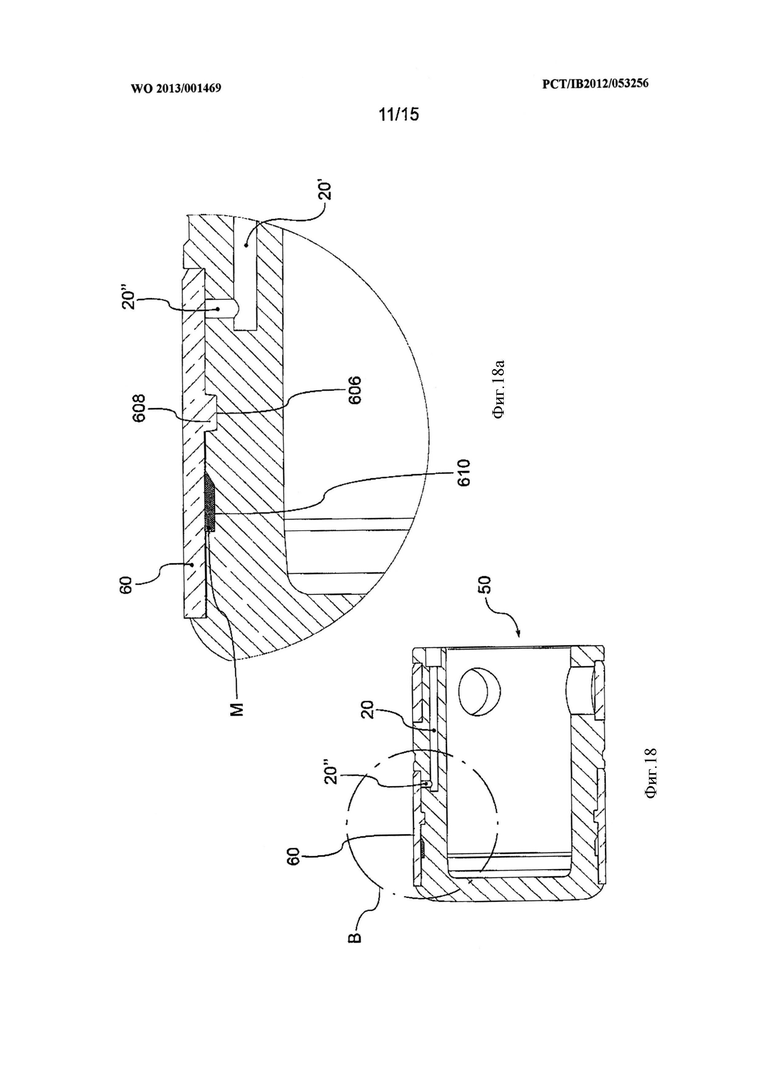
на Фиг.18 - вид аксиального сечения изображенной на Фиг.17 отдельной головки плунжера, на котором показан металл, проникший под уплотнительное кольцо;
на Фиг.18а - увеличенный вид сбоку обведенного кружком на Фиг.18 фрагмента головки плунжера;
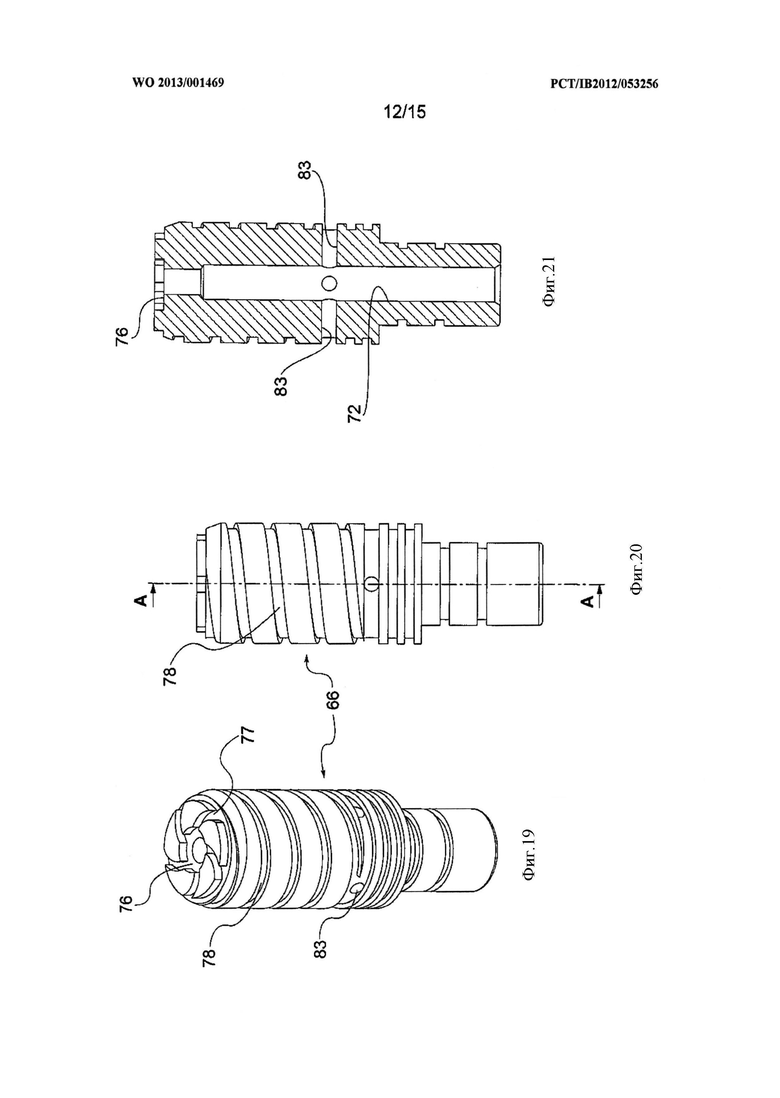
на Фиг.19, 20 и 21 - перспективный вид, вид сбоку и вид аксиального сечения аксиального опорного пальца головки плунжера соответственно;
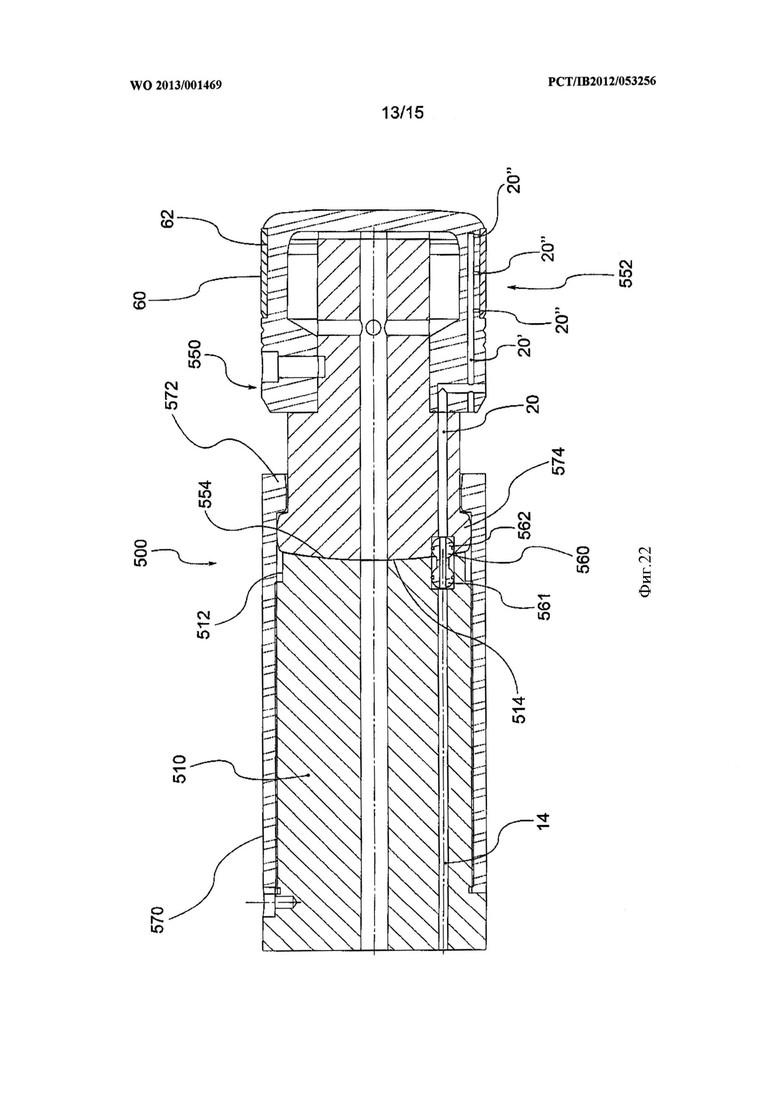
на Фиг.22 - вид аксиального сечения плунжера в одном из вариантов осуществления изобретения;
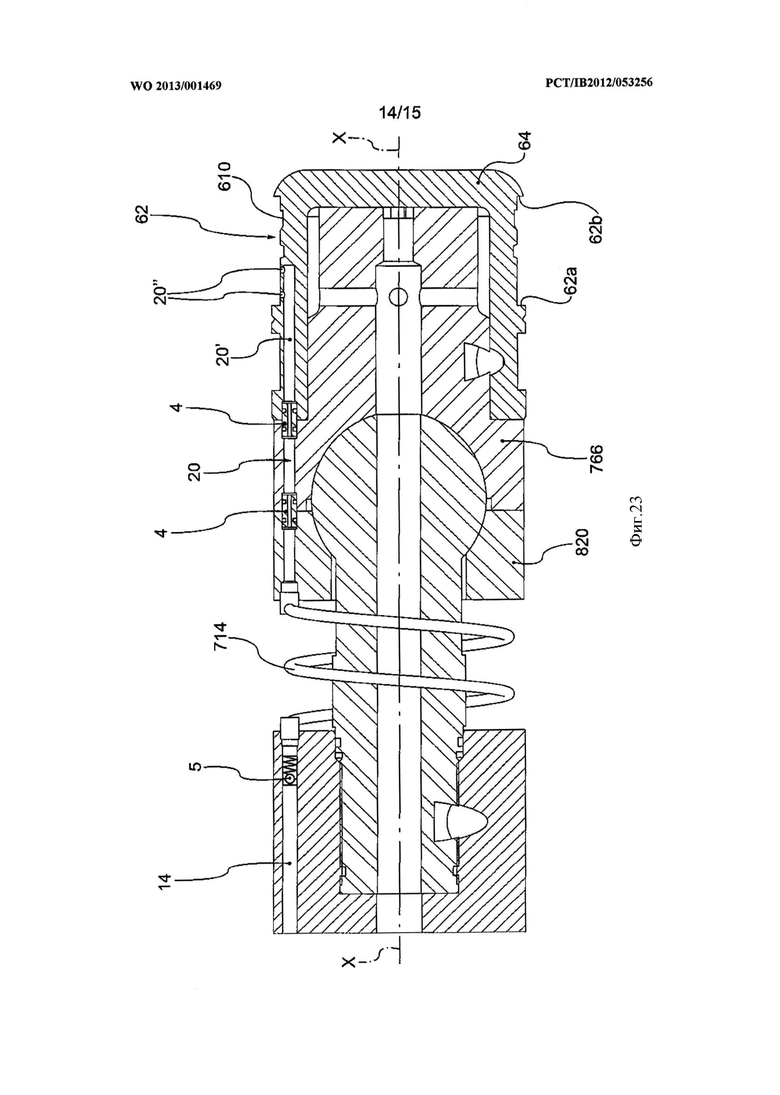
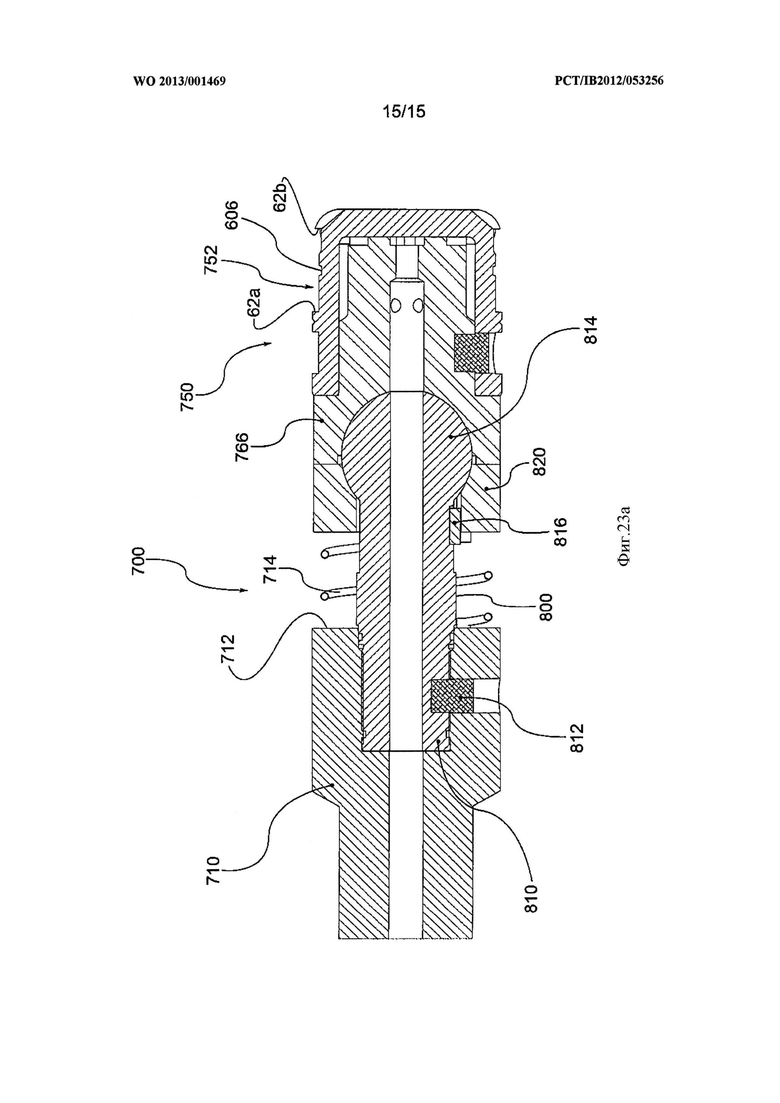
на Фиг.23 и 23а - два вида аксиальных сечений плунжера в еще одном варианте осуществления изобретения.
В продолжение описания, где это возможно, элементы, общие для различных вариантов осуществления изобретения, обозначены одинаковыми ссылочными позициями.
Кроме того, если не оговорено особо, элементы, описанные применительно к одному варианту осуществления изобретения, могут также присутствовать в других вариантах осуществления изобретения, адаптированные надлежащим образом, где это необходимо.
Осуществление изобретения
Со ссылкой на прилагаемые к описанию чертежи, ссылочные позиции 1; 500; 700 обозначают плунжер пресса машины для литья под давлением, прежде всего машины с холодной камерой сжатия. Пресс содержит контейнер 400, в котором установлен с возможностью скольжения плунжер 1, 500, 700 или по меньшей мере его оконечная толкающая часть. Контейнер 400 имеет загрузочное отверстие для расплавленного металла, такого как алюминий, выполненное в верхней части на одном из концов контейнера. На противоположном относительно упомянутого загрузочного отверстия конце контейнер 400 имеет вырезы 402, соответствующие начальным точкам разливочных ветвей, выходящих в литейную форму. Вследствие этого плунжер 1; 500; 700 скользит аксиально внутри контейнера 400, проталкивая металл, подаваемый через загрузочное отверстие, в разливочные ветви и оттуда в литейную форму.
Упомянутый плунжер 1; 500; 700 имеет шток 10; 510; 710, который продолжается от проксимального или заднего конца 11 относительно направления перемещения плунжера в контейнере до дистального или переднего конца 12; 512; 712 вдоль оси X плунжера.
Плунжер 1; 500; 700 заканчивается головкой 50; 550; 750 плунжера, которая продолжается от дистального конца 12; 512; 712 штока и имеет боковую стенку с по меньшей мере одной зоной 52; 552; 752 уплотнения, предназначенной для создания уплотнения на стенке упомянутого контейнера 400 пресса.
Плунжер 1; 500; 700 снабжен контуром смазки, предназначенным для способствования скольжению плунжера в контейнере 400.
Упомянутый контур смазки содержит первые каналы смазки 14, 16, 18, выполненные в штоке 10; 510; 710 и заканчивающиеся на дистальном конце 12; 512; 712 упомянутого штока, и вторые каналы 20, выполненные в головке 50; 550; 750 плунжера, гидравлически связанные с упомянутыми первыми каналами и выходящие на боковую стенку по меньшей мере в районе упомянутой зоны 52; 552; 752 уплотнения.
В одном из вариантов осуществления изобретения, показанном на Фиг.1-15, первые каналы смазки содержат питающий канал 14, продолжающийся продольно от входного отверстия 15 для смазки и разветвляющийся на два распределительных канала 18, равноудаленных по диагонали от оси X плунжера.
Вторые каналы 20 смазки являются продолжением упомянутых распределительных каналов 18. Другими словами, задний конец каждого распределительного канала 18 находится в непосредственной гидравлической связи с начальным концом соответствующего второго канала 20 смазки.
В одном из предпочтительных вариантов осуществления изобретения входное отверстие 15 для смазки выполнено рядом с проксимальным концом 11 штока 10. Вследствие этого питающий канал 14 продолжается почти по всей длине штока параллельно оси X плунжера и сбоку от описанного ниже аксиального канала охлаждения, заканчиваясь рядом с дистальным концом 12. Как видно прежде всего из Фиг.3, распределительные каналы 18, выполненные в дистальной концевой части 12 штока 10, также проходят параллельно оси X плунжера. Питающий канал 14 и распределительные каналы 18 соединены друг с другом отводными каналами 16, продолжающимися от конца питающего канала 14 в поперечном направлении относительно оси X плунжера.
В одном из предпочтительных вариантов осуществления изобретения головка 50; 550; 750 плунжера имеет по меньшей мере одно уплотнительное кольцо 60, установленное в соответствующем кольцевом седле 62. Примеры головок плунжера с уплотнительными кольцами, к которым может быть применена идея настоящего изобретения, описаны в публикациях WO 2007116426 А1 и WO 2009125437 А1 заявителя. Кольцевое седло 62 выполнено в виде круговой выточки на боковой поверхности головки плунжера. Упомянутое кольцевое седло 62 радиально ограничено основанием 62′, а аксиально - по меньшей мере задним краем 62а, предпочтительно также передним краем 62b, расположенным рядом с передней поверхностью 602 головки плунжера.
Например, основание 62 седла уплотнительного кольца может быть преимущественно соединено с передней поверхностью 602 головки плунжера посредством соединительных каналов 604, так что расплавленный металл, находящийся в контейнере, может протекать под кольцом и, затвердевая, создавать нарастающее утолщение, которое приводит к радиальному расширению кольца, компенсирующему его износ и обеспечивающему уплотняющий эффект в течение длительного времени. Следует заметить, что в одном из вариантов осуществления изобретения уплотнительное кольцо 60 имеет продольный разрез 60′, например, в виде ступеньки, позволяющий кольцу расширяться в радиальном направлении.
Согласно одному из аспектов настоящего изобретения, вторые каналы 20 смазки проходят по меньшей мере в кольцевом седле 62 под кольцом. С открытого конца упомянутых вторых каналов 20 уплотнительное кольцо замкнуто. Следовательно, упомянутые вторые каналы 20 закрыты сверху и вследствие этого защищены уплотнительным кольцом 60 от возможной закупорки металлом, проникающим между плунжером и контейнером 400.
Находящаяся под давлением смазка вынуждена таким образом просачиваться под уплотнительным кольцом и выходить из плунжера через зазоры между уплотнительным кольцом 60 и головкой 50 плунжера и (или) через продольный разрез 60′ уплотнительного кольца 60.
В частности, находящаяся под давлением смазка вынуждена выступать из плунжера через зазоры между уплотнительным кольцом 60 и краями 62а, 62b кольцевого седла 62.
С этой целью уплотнительное кольцо 60 посажено в кольцевое седло 62 с определенным зазором. Посадка с зазором означает, что уплотнительное кольцо 60 вставляется в соответствующее седло 62 кольца без усилия и что между уплотнительным кольцом и каждым краем 62а, 62b кольцевого седла 62 имеется определенный калиброванный зазор, например 0,1 мм или менее.
С таким просветом или зазором смазка, находящаяся под давлением, например, 200 бар, может проходить между уплотнительным кольцом 60 и краями 62а, 62b кольцевого седла 62, в то время как металл, даже находящийся в жидком состоянии, не может там просачиваться.
Следует заметить, что обеспечена возможность расширения смазки под уплотнительным кольцом 60 по всей окружности кольцевого седла 62, и этому способствует не только высокое давление, под которым находится смазка, но и упругость уплотнительного кольца 60, обеспечиваемая наличием продольного разреза 60′.
Посредством этого достигается двойной эффект: смазка, выступающая из зазоров между кольцом и краями седла, работает точно в зоне наибольшего контакта плунжера и внутренней поверхности контейнера, т.е. в зоне уплотнительного кольца 60; кроме того, при выходе в основании кольцевого седла 62 смазка способствует радиальному расширению кольца, когда оно начинает изнашиваться.
Следует заметить, что выходные проходы для смазки образованы по меньшей мере круговыми зазорами между уплотнительным кольцом 60 и краями 62а, 62b кольцевого седла 62 и даже в случае, когда некоторое количество металла в жидком состоянии проникнет между головкой плунжера и контейнером, весьма маловероятно, что такое количество металла точно распределится по всей окружности зазора между уплотнительным кольцом 60 и задним краем 62а кольцевого седла 62. Следовательно, в отличие от того, что наблюдается в технике известного уровня, практически исключено, что металл полностью перекроет все зазоры между уплотнительным кольцом и головкой плунжера и тем самым помешает выходу смазки.
В одном из предпочтительных вариантов осуществления изобретения, в котором основание 62′ кольцевого седла 62 уплотнительного кольца соединено с передней поверхностью 602 головки плунжера соединительными каналами 604 для протекания металла под уплотнительным кольцом 62, между выходными отверстиями 604′ упомянутых соединительных каналов 604 в основании 62′ кольцевого седла 62 и задним краем 62а кольцевого седла 62 уплотнительное кольцо 60 и кольцевое седло 62 имеют пазовые соединительные участки 606, 608, комплементарные друг другу и образующие своего рода лабиринт, предотвращающий проникновение жидкого металла под уплотнительное кольцо 60, а на стадии охлаждения и затвердевания - проникновение на участок кольцевого седла 62, расположенный между упомянутыми пазовыми соединительными участками и задним краем 62а упомянутого кольцевого седла 62. Другими словами, металл в жидком состоянии, который доходит до кольцевого седла 62 через соединительные каналы 604, вынуждается застывать в передней части седла 62 кольца между упомянутым лабиринтом и передним краем 62b кольцевого седла 62 (или, если такой передний край 62b отсутствует, между лабиринтом и передней поверхностью 602 упомянутой головки 602 плунжера).
В одном из вариантов осуществления изобретения, показанном на Фиг.1-15, упомянутые пазовые соединительные участки имеют одно и пару кольцевых ребер 606, продолжающихся от основания 62′ седла 62 кольца до соответствующих кольцевых пазов 608, выполненных во внутренней стенке уплотнительного кольца 60.
В варианте осуществления изобретения, показанном на Фиг.16-18 и 23, наоборот, в основании 62′ кольцевого седла 62 выполнен кольцевой паз 606, входящий в зацепление с ребром 608, отходящим от внутренней стенки уплотнительного кольца 60.
В одном из предпочтительных вариантов выполнения плунжера в основании 62′ кольцевого седла 62 перед пазовыми соединительными участками выполнен кольцевой канал 610, предназначенный для приема металла, приходящего по соединительным каналам 604.
На Фиг.18а схематически показано отложение М металла в передней части кольцевого седла 62 под уплотнительным кольцом 60 и прежде всего в кольцевом канале 610.
В описанных выше вариантах осуществления изобретения второй канал 20 смазки, который выходит под уплотнительным кольцом, выходит в задней части кольцевого седла 62 между пазовыми соединительными участками 606, 608 и задним краем 62а кольцевого седла 62. Таким образом упомянутый второй канал 20 защищен благодаря лабиринту, образованному пазовыми соединительными участками, от любых засорений, вызванных проникновением жидкого металла под уплотняющее кольцо 60. Следует заметить, что несмотря на проникновение жидкого металла под уплотнительное кольцо 60, он не может пройти через упомянутый лабиринт из-за своей плотности, давления и того факта, что металл стремится быстро затвердеть, в отличие от смазки, имеющей такие плотность и давление, что ей удается проникать в зазор между кольцом и задним краем 62а кольцевого седла 62, в данном случае не встречая препятствий.
Ввиду того что смазка достигает района наибольшего трения между плунжером и контейнером указанным образом, количество смазки, необходимое для обеспечения адекватного скольжения плунжера, существенно меньше, чем используется в технике предыдущего уровня, в которой смазка не способна достичь зоны уплотнительного кольца.
Следует также заметить, что при установке уплотнительного кольца 60 вблизи переднего конца плунжера присутствие любого средства всасывания для размещения камеры контейнера в вакууме, устанавливаемого в промежуточном или заднем положении, не оказывает существенного влияния на качество смазывания.
В одном из предпочтительных вариантов осуществления изобретения вторые каналы 20 имеют первую секцию 20′, параллельную оси X плунжера, и по меньшей мере одну вторую радиальную секцию 20′′, выходящую по меньшей мере в кольцевое седло 62.
Согласно одному из вариантов осуществления изобретения, головка 50; 550; 750 плунжера соединена со штоком 10; 510; 710 с возможностью разъединения. Между штоком и головкой установлены средства 4; 560 герметичного жидкостного соединения первых каналов 14, 16, 18 смазки и вторых каналов 20 смазки.
В одном из вариантов осуществления изобретения, показанных на Фиг.1-21, дистальный конец 12 штока 10 отбортован таким образом, что допускает аксиальный сдвиг между штоком 10 и головкой 50 плунжера. В таком случае средства герметичного жидкостного соединения содержат соединительные втулки 4, плотно посаженные наполовину в концевую секцию первого распределительного канала 18 и наполовину в начальную секцию соответствующего второго канала 20 смазки. Каждая из упомянутых половин снабжена кольцевым уплотнительным элементом 61.
В одном из вариантов осуществления изобретения дистальный конец 12 с фланцем штока 10 и смежный конец головки 50 плунжера соединены друг с другом винтами 12′ (см. Фиг.17а). Для этого в боковой поверхности дистального конца 12 штока 10 выполнено несколько радиальных выемок 22, например, на равных угловых расстояниях друг от друга и полукруглой формы, обеспечивающих доступ к соответствующим отверстиям 24 для винтов, выполненных в упомянутом дистальном конце 12 с фланцем параллельно оси X плунжера и обращенных к соответствующим отверстиям 24′ для винтов, выполненным в упомянутой головке 50 плунжера, которые можно видеть на Фиг.17b. Благодаря упомянутым радиальным выемкам 22 винты 12′ штока можно ввинчивать в головку плунжера или вывинчивать из нее.
Следовательно, преимущественно на стадии сборки плунжера достаточно вставить втулки 4 гидравлического соединения в концы каналов 18 и 20 смазки, совместить смежные грани штока и головки плунжера и затем завернуть соединительные винты.
Вариант выполнения плунжера, показанный на Фиг.16-18, имеет конструкцию, аналогичную конструкции в варианте выполнения, описанном со ссылкой на Фиг.1-15, и отличается только наличием только одного первого канала 14 смазки, продолжающегося в штоке 10, и одного второго канала 20 смазки, находящегося на одной линии с первым каналом 14 смазки, продолжающегося в головке плунжера и имеющего, подобно вышеописанному, первую продольную секцию 20′ и вторую радиальную секцию 20′′, выходящую в кольцевое седло 62.
В одном из предпочтительных вариантов осуществления изобретения плунжер 1; 500 предназначен для использования в машине для литья под давлением с холодной камерой сжатия. При таком предназначении в головке плунжера и в штоке выполнен контур охлаждения, предназначенный для циркуляции охлаждающей текучей среды внутри головки плунжера.
В одном из предпочтительных вариантов осуществления изобретения головка 50 плунжера имеет полый внешний корпус 64, выполненный, например, в виде колпака на аксиальном опорном пальце 66; 766. В одном из вариантов осуществления изобретения, показанном на Фиг.1-21, упомянутый опорный палец 66 имеет проксимальный или задний конец 67, вставляемый в соответствующее аксиальное углубление 68, выполненное в дистальном конце 12 штока 10.
Преимущественно между полым внешним корпусом 64 и пальцем 66 отсутствует зазор, по меньшей мере между их соответствующими боковыми стенками. Другими словами, полый внешний корпус 64 не может перемещаться радиально относительно пальца 66. Точно таким же образом проксимальный конец 67 пальца 66 также вставлен по плотной посадке, другими словами, без зазора в соответствующее аксиальное углубление 68.
Такой вариант осуществления вместе с привинчиванием головки к штоку винтами, распределенными по круглому венцу, позволяет обеспечить и поддерживать со временем идеально аксиальное положение головки плунжера и штока. Иными словами, опорный палец 66, частично входящий в шток, выступает в качестве направляющей и аксиальной опоры головки 50 плунжера.
В одном из вариантов осуществления изобретения шток 10 и палец 66 имеют соответствующие выровненные по одной оси отверстия 70, 72 для охлаждения, в которые вставляется трубка подачи охлаждающей текучей среды. Упомянутая трубка 74 подачи охлаждающей текучей среды связана с внешней средой посредством входного отверстия 80 для охлаждающей текучей среды, например, выполненного радиально в штоке рядом с дистальным концом 12 и выходящего на переднюю поверхность 76 аксиального пальца 66. Упомянутая передняя поверхность 76 находится в гидравлической связи, например, через множество геликоидальных каналов 77 со спиралевидным каналом 78, выполненным на наружной боковой поверхности аксиального пальца 66. Упомянутый спиралевидный канал 78 охлаждения вследствие этого позволяет охлаждающей текучей среде циркулировать по всей наружной поверхности аксиального пальца 66, контактируя с полым внешним корпусом 64 и охлаждая его. Канал 78 охлаждения выходит в обратный канал 82, связанный с выходным отверстием 84 для охлаждающей текучей среды, выполненным в штоке.
В одном из вариантов осуществления изобретения упомянутый обратный канал 82 представляет собой круглую полость между аксиальным отверстием 70, 72 для охлаждения и трубкой 74 подачи охлаждающей текучей среды. Например, обратный канал 82 сообщается со спиралевидным каналом 78 охлаждения через одно или более радиальных отверстий 83, выполненных в аксиальном пальце 66.
Следует заметить, что в одном из предпочтительных вариантов осуществления изобретения продольный канал (отверстие) 14 смазки и отверстие 70 для охлаждения, выполненные в штоке 10, получены путем механической обработки на станке, выполняемой с задней стороны штока 10. Вследствие этого, для закрытия таких отверстий на упомянутой стороне штока 10 его проксимальный конец 11 содержит заглушку 90.
В одном из вариантов осуществления изобретения, показанном на Фиг.22, дистальный конец 512 штока 510 и головка 550 плунжера имеют соответствующие сферические соединительные поверхности 514, 554 для обеспечения шарнирного соединения между штоком и головкой плунжера. В данном варианте осуществления изобретения средство герметичного соединения содержит шаровые сочленения 560, каждое из которых имеет сферический конец 561, вставленный в концевую часть соответствующего первого канала 14 смазки, и второй сферический конец 562, вставленный в начальную часть соответствующего второго канала 20 смазки, причем каждый из упомянутых сферических концов снабжен кольцевым уплотняющим элементом.
В одном из вариантов осуществления изобретения головка 550 плунжера удерживается в контакте со штоком 510 посредством соединительной крышки 570, прикрепленной к штоку. Например, упомянутая соединительная крышка 570 имеет впереди соединительную концевую часть 572, представляющую собой буртик, с которым входит в зацепление задняя ступенчатая часть 574 головки 550 плунжера.
В еще одном варианте выполнения плунжера 700, показанном на Фиг.23 и 23а, головка 750 плунжера соединена со штоком 710 посредством шарнира 800. Упомянутый шарнир 800 позволяет головке 750 отклоняться на несколько градусов относительно оси X плунжера, и вследствие этого шток 710, например, имеет возможность скользить в контейнере 400 не точно прямолинейно.
Шарнир 800 имеет заднюю часть 810, соединенную со штоком, и сферическую головку 814, к которой крепится головка 750 плунжера. Задняя часть 810 аксиально и радиально прикреплена к штоку 710, например, посредством радиальных фиксаторов 812.
Для присоединения к сферической головке 814, головка 750 плунжера имеет задний фланец 820, который окружает заднюю часть сферической головки 814 и прикреплен с возможностью отсоединения, например, с помощью винтов к задней части пальца 766, окружающего переднюю часть сферической головки 814.
Кроме того, задний фланец 820 и вследствие этого вся головка 750 плунжера предпочтительно зафиксированы на шарнире 800 по углу, т.е. исключена возможность их вращения вокруг оси X плунжера с помощью, например, шпонки 816. Таким образом, второй канал 20 смазки и прежде всего его концевая часть 20′′ всегда ориентированы в нужном направлении, обычно вверх. Фактически плунжер таким образом смазывается нисходящей смазкой; кроме того, менее вероятно, что металл, находящийся в жидком состоянии, затвердеет в верхней, более горячей части плунжера.
В данном варианте осуществления изобретения головка 750 плунжера удалена от штока 710, первый канал 14 смазки, выполненный в штоке 710, гидравлически связан со вторым каналом 20 смазки, выполненным в головке 750 плунжера, посредством соединительной трубки 714. Предпочтительно упомянутая соединительная трубка 714 имеет спиралевидную форму или в любом случае способна обеспечивать перемещение головки 750 плунжера относительно штока 710.
Участки второго канала 20 смазки, расположенные в заднем фланце 820, в пальце 766 и в полом корпусе 64, соединены друг с другом посредством соединительных втулок 4.
В одном из предпочтительных вариантов осуществления изобретения в канале смазки, например в первом канале 14 смазки, расположен по меньшей мере один обратный клапан, предназначенный для обеспечения однонаправленного потока смазки от штока к головке плунжера.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЖИДКОСТНОЕ НАСОСНОЕ УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ, ПРИВОДНАЯ И ИСПОЛНИТЕЛЬНАЯ СИСТЕМА И СПОСОБ | 2012 |
|
RU2624327C2 |
| ТОПЛИВНЫЙ НАСОС РАСПРЕДЕЛИТЕЛЬНОГО ТИПА | 1992 |
|
RU2099578C1 |
| БАРАБАН ДЛЯ СМАТЫВАНИЯ В РУЛОН ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2020 |
|
RU2809970C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛИРУЕМОЙ ПОДАЧИ ЖИДКОСТИ | 1994 |
|
RU2134592C1 |
| ВЕНТИЛЬ И ВЕНТИЛЬ-РЕГУЛЯТОР ДЛЯ ИСПОЛЬЗОВАНИЯ С БАЛЛОНАМИ ДЛЯ СЖАТОГО ГАЗА, В ЧАСТНОСТИ КИСЛОРОДНЫМИ БАЛЛОНАМИ | 2004 |
|
RU2338944C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ), МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК ДЛЯ СЕКЦИОННОЙ МАШИНЫ, ЗАГЛУШКА ДЛЯ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2184091C2 |
| НАСОС ВЫСОКОГО ДАВЛЕНИЯ | 2011 |
|
RU2485348C2 |
| ПОРШЕНЬ ДЛЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ХОЛОДНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2012 |
|
RU2582509C1 |
| БЕЗВОЗДУШНЫЙ НЕЗАСОРЯЮЩИЙСЯ УЗЕЛ НАКОНЕЧНИКА И УСТРОЙСТВО | 2013 |
|
RU2648228C2 |
| УСТРОЙСТВО ДОСТАВКИ ЛЕКАРСТВЕННОГО СРЕДСТВА | 2014 |
|
RU2638274C2 |
Изобретение относится к плунжеру машины для литья под давлением, прежде всего машины с холодной камерой сжатия, содержащему шток, продолжающийся от проксимального конца до дистального конца вдоль оси плунжера, и головку плунжера, продолжающуюся от дистального конца штока и снабженную по меньшей мере одним уплотнительным кольцом, установленным в соответствующем кольцевом седле, которое выполнено на боковой стенке головки, и имеющим продольный разрез, обеспечивающий возможность его радиального расширения. Контур смазки, предназначенный для способствования скольжению плунжера, содержит по меньшей мере первый канал смазки, выполненный в штоке и оканчивающийся на его дистальном конце, и по меньшей мере второй канал, выполненный в головке плунжера, гидравлически связанный с первым каналом и выходящий в кольцевое седло под уплотнительным кольцом, причем второй канал покрыт уплотнительным кольцом так что смазка выступает из головки плунжера в зазоры между уплотнительным кольцом и головкой плунжера и/или продольный разрез уплотнительного кольца. Такое выполнение плунжера способствует лучшему распределению смазки, обеспечивающей скольжение плунжера в контейнере пресса машины для литья под давлением. 18 з.п. ф-лы, 27 ил.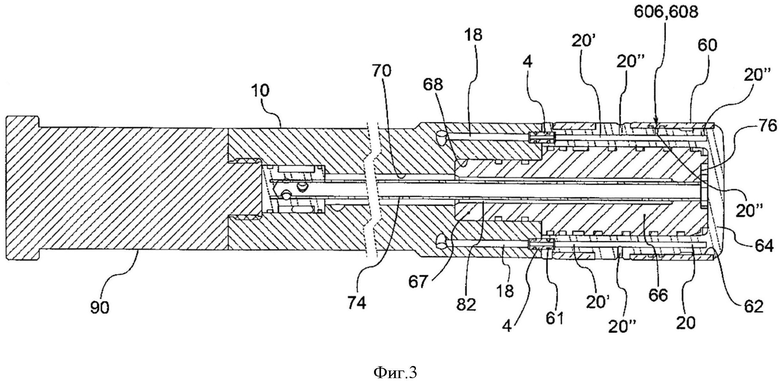
1. Плунжер машины для литья под давлением, прежде всего машины с холодной камерой сжатия, причем упомянутая машина содержит пресс с контейнером, в котором с возможностью скольжения установлен упомянутый плунжер, содержащий:
- шток, продолжающийся от проксимального конца до дистального конца вдоль оси плунжера;
- головку плунжера, продолжающуюся от дистального конца штока и снабженную по меньшей мере одним уплотнительным кольцом, установленным в соответствующем кольцевом седле, выполненном на боковой стенке упомянутой головки, образуя уплотнение на стенке контейнера пресса, причем уплотнительное кольцо имеет продольный разрез, обеспечивающей возможность его радиального расширения; и
- контур смазки, предназначенный для способствования скольжению плунжера внутри упомянутого контейнера и содержащий:
- по меньшей мере первый канал смазки, выполненный в штоке и оканчивающийся на дистальном конце упомянутого штока, и
- по меньшей мере второй канал, выполненный в головке плунжера, гидравлически связанный с упомянутым первым каналом и выходящий в кольцевое седло под уплотнительным кольцом, при этом второй канал покрыт уплотнительным кольцом так что смазка выступает из головки плунжера через зазоры между уплотнительным кольцом и головкой плунжера и/или упомянутый продольный разрез.
2. Плунжер по п.1, в котором упомянутые зазоры включают в себя по меньшей мере один зазор между уплотнительным кольцом и задним краем, ограничивающим кольцевое седло с задней стороны.
3. Плунжер по п.1, в котором упомянутые зазоры имеют ширину 0,1 мм или менее.
4. Плунжер по п.1, в котором основание кольцевого седла соединено с передней поверхностью головки плунжера соединительными каналами для протекания металла под уплотнительным кольцом и в котором между выходной апертурой упомянутых соединительных каналов в основании кольцевого седла и задним краем упомянутого седла уплотнительное кольцо и кольцевое седло имеют пазовые соединительные участки, предназначенные для предотвращения проникновения под уплотнительное кольцо протекающего металла в жидком состоянии.
5. Плунжер по п.4, в котором упомянутый второй канал смазки входит в тыльной части кольцевого седла между упомянутыми пазовыми соединительными участками и задним краем кольцевого седла.
6. Плунжер по п.1, в котором первые каналы смазки содержат питающий канал, проходящий продольно от входного отверстия для смазки и разветвляющийся на по меньшей мере два распределительных канала, равноудаленных по диагонали от оси штока, при этом вторые каналы смазки являются продолжением распределительных каналов.
7. Плунжер по п.1, в котором упомянутые вторые каналы имеют первые участки, параллельные оси плунжера, и по меньшей мере один радиальный участок, выходящий в кольцевое седло.
8. Плунжер по п.1, в котором головка плунжера соединена со штоком с возможностью отсоединения и в котором между штоком и головкой имеются средства герметичного гидравлического соединения между первым и вторым каналами смазки.
9. Плунжер по п.8, в котором дистальный конец штока имеет фланец, допускающий аксиальный сдвиг между штоком и головкой плунжера.
10. Плунжер по п.8 или 9, в котором упомянутые средства герметизации гидравлического соединения содержат соединительные втулки, каждая из которых наполовину вставлена по плотной посадке в концевую часть распределительного канала и наполовину в начальную часть второго канала смазки, причем каждая из упомянутых половин снабжена кольцевым уплотнительным элементом.
11. Плунжер по п.9, в котором упомянутый конец штока с фланцем и смежный конец головки плунжера соединены между собой винтами.
12. Плунжер по п.1, в котором в штоке и в головке плунжера выполнен контур охлаждения, предназначенный для циркуляции внутри головки плунжера охлаждающей текучей среды.
13. Плунжер по п.8, в котором головка плунжера содержит полый внешний корпус, надетый без зазора на аксиальный опорный палец, имеющий проксимальный конец, вставленный в соответствующее углубление, выполненное в дистальном конце штока.
14. Плунжер по п.13, в котором шток и палец имеют аксиальное отверстие для охлаждения, в которое вставлена трубка, подающая охлаждающую текучую среду к передней поверхности аксиального пальца головки, причем упомянутая передняя поверхность находится в гидравлической связи со спиралевидным каналом охлаждения, выполненным на наружной боковой поверхности аксиального пальца.
15. Плунжер по п.14, в котором упомянутый канал охлаждения находится в гидравлической связи с обратным каналом, ведущим к выходному отверстию для охлаждающей текучей среды, выполненному в штоке.
16. Плунжер по п.15, в котором упомянутый обратный канал образован круговой полостью между аксиальным охлаждающим отверстием и трубкой, подающей охлаждающую текучую среду.
17. Плунжер по п.1, в котором дистальный конец штока и головка плунжера имеют соответствующие сферические соединительные поверхности, образующие шарнирное сочленение между штоком и головкой плунжера.
18. Плунжер по п.17, в котором средство герметизации гидравлического соединения содержит шаровые шарниры, каждый из которых имеет первый сферический конец, вставленный в концевую часть распределительного канала, и второй сферический конец, вставленный в начальную часть второго канала смазки, при этом каждый из сферических концов оснащен кольцевым уплотнительным элементом.
19. Плунжер по п.17, в котором головка плунжера удерживается в контакте со штоком посредством соединительной крышки, крепящейся к штоку.
| DE 19938075 A1, 05.10.2000 | |||
| JP 2010269319 A, 02.12.2010 | |||
| JP 57068257 A, 08.11.1990 | |||
| DE 3913494 A1, 08.11.1990 | |||
| DE 29721722 U1, 29.01.1998 | |||
| JP 2009279645 A, 03.12.2009 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

