Область изобретения
Настоящее изобретение относится к аппарату и способам термической обработки лент, которые включают термопластические плавкие компоненты, путем создания уплотненных областей, которые могут опционально включать отверстие, путем использования источника тепловой энергии, например, ультразвуковой энергии, а также путем создания лент, включающих уплотненные области. В определенном аспекте изобретение включает аппарат и методы создания эллиптических уплотненных областей путем использования трубчатой опоры с ребрами по окружности.
Предпосылки создания изобретения
Обработка лент, включающих плавкие компоненты, с использованием термической энергии имеет широкое применение в данной области техники, как для объединения таких лент, так и для создания отверстий в таких лентах, например, путем прогона лент через зажим из двух вращающихся цилиндрических валов, один из которых или оба могут быть нагреты и/или иметь рельеф. Данный принцип может быть применен для уплотнения лент, таких как нетканые ленты, или для соединения лент друг с другом с созданием склейки в виде шва.
Например, предприятия в индустрии текстильных и индивидуальных изделий часто изготавливают изделия, такие как ткани, одежду и т.д., методом ультразвуковой сварки.
В документе US 6457626 (Branson) описано использование вращающейся опоры и вращающегося излучателя, включающих два симметричных половины, для ультразвуковой сварки тканей и одежды в индустрии текстильных и индивидуальных изделий и в индустрии герметизирующих пленочных материалов. В документе US 6517651 (Tefron) описан стационарный ультразвуковой излучатель, взаимодействующий с вращающейся опорой. Документ US 65187650 (Kimberly-Clark) относится к аппарату и способам периодического создания ультразвуковых швов в последовательных сегментах изделия в зажиме. Аппарат имеет достаточно жесткую конструкцию, так что ультразвуковой излучатель и опора могут находиться рядом и производить при этом низкий уровень шумов.
В документе EP 1144187 A1 описан процесс, при котором кругообразные выступы на соединительном вале создают кругообразные соединительные точки, образующие трехмерное поперечное сечение. Однако конструкция такого вала, как и его работа, является сложной и кругообразные соединительные точки не предусматривают разницу в направленности материала.
В документе WO 2008/129138 изображены отдельные соединительные точки овальной формы, расположенные по внешней границе машины в направлении под прямым углом к движению в машине соответственно. В соответствии с описанием, данное расположение повышает сопротивление изнашиванию без ущерба пластичности и драпируемости.
В документе WO 99/014415 раскрывается рисунок соединения ленты, отображающий овальные соединительные точки, расположенные под косым углом относительно направления движения в машине. В документе WO 09/021473 (PEGAS) описывается рисунок соединения, при котором соединительные точки проходят в направлении движения в машине. На соединительном вале выступы для соединительных точек имеют овальную форму и трапецеидальное сечение. В документе US 6713159 (K-С) описывается рисунок соединительного шва, включающий овальные соединительные точки.
В документе US 6220490 (K-С) раскрывается рисунок соединительного шва по меньшей мере с двумя подрисунками определенного распределения сил нагрузки по шву. В документе US 5620779, который относится к созданию полосок нетканого материала, описываются примеры соединения, включающие овалы и/или эллипсы, а также описывается изменение наклона соединительных рисунков относительно направления движения в машине.
Также известным фактом является использование ультразвука для создания отверстий в ленточном материале, описанном в документе US 3949127 или US 3966519, который относится к нетканым материалам, или, описанном в документе US 3756880, который относится к пленочным материалам.
Характерным для таких способов является то, что полная система источника излучения энергии (например, сонотрода) и противодействующая опора имеют прочную и жесткую конструкцию, поскольку считается, что гибкость в системе приводит к неточностям и влияет на передачу энергии.
Сущность изобретения
Настоящее изобретение является аппаратом или уплотнением одной или нескольких областей одной или нескольких лент, которые включают термопластические материалы, и, которые имеют направление длины (x), ширины (y) и толщины (z), путем использования пластичной деформации. Аппарат имеет x-направление или направление движения в машине, совпадающее с направлением движения ленты относительно аппарата, y-направление или направление под прямым углом к движению в машине, совпадающее с шириной ленты. Аппарат включает один или несколько источников энергии для увеличения температуры, по меньшей мере, в областях ленты, первую и вторую опоры, которые формируют зазор, и приспособлены для приема ленты, так что толщина или z-направление лент соответствует глубине зазора, а средства регулировки ширины зазора адаптируются для оказания давления на ленты в зазоре. Первая опора включает вытянутый в x-направлении гибкий элемент, который является гибким, по меньшей мере, в y- и z-направлениях по отношению к конструкции основания первой опоры. Предпочтительно, что гибкий вытянутый элемент, формирующий первую опору, имеет растяжение в x-направлении, которое, по меньшей мере, в два раза длиннее среднего из своих основных поперечных расстояний. Гибкий вытянутый элемент первой опоры предпочтительно имеет степень гибкости более 0,1 мм, предпочтительно более 0,2 мм, еще предпочтительнее более 0.5 мм, и другие подходящие материалы могут иметь значения больше 1 мм или даже больше 1 см. В предпочтительном исполнении гибкий вытянутый элемент может включать метал.
Конструкция основания первой опоры предпочтительно имеет жесткость превышающую жесткость вытянутого элемента и может быть выполнена в виде плоского основания или цилиндрического вала. В последнем случае аппарат также включает подъемник элемента опоры, размещенный стационарно относительно зазора, и, который адаптируется для подъема частей гибкого вытянутого элемента с конструкции основания в области зазора или рядом с ней.
Аппарат может также включать амортизирующий элемент, размещенный между вытянутым элементом опоры и основанием опоры, гибкость которого превышает гибкость гибкого вытянутого элемента и основания гибкого элемента. Предпочтительно, что амортизирующий элемент имеет меньшую жесткость, чем и вытянутый элемент и конструкция основания первой опоры.
Гибкий вытянутый элемент опоры может иметь габаритные размеры/прохождение в y- и z-направлении менее 80 мм, предпочтительно менее 20 мм, еще предпочтительнее менее 12 мм. По меньшей мере, часть гибкого вытянутого элемента размещается на поверхности указанной конструкции основания или утоплена в нее.
Аппарат может также включать средства формирования гибкого вытянутого элемента, адаптированные для смещения предопределенных частей гибкого вытянутого элемента в y-направлении.
В определенном исполнении по меньшей мере один из источников энергии излучает звуковую, предпочтительно ультразвуковую энергию. Гибкий вытянутый элемент первой опоры выбирается из следующей группы:
i) провода,
ii) цепи из последовательно соединенных элементов, в которых элементы имеют меньшую гибкость, чем гибкость всей цепи, и элементы шарнирно, путем сцепления или путем захвата соединяются для формирования цепи, и
iii) трубчатые элементы с ребрами по окружности.
Провода могут иметь круглое или эллиптическое поперечное сечение, или полый сердечник, и цепи могут содержат расположенные на гибком сердечнике цилиндрические элементы или элементы, имеющие форму усеченного конуса.
Трубчатые элементы с ребрами по окружности могут быть выбраны из группы, состоящей из спиральной пружины, которая может включать провод спирали, которая имеет форму поперечного сечения, например, круглую, эллиптическую, сплющенную круглую или шестигранную, многожильные провода, регулировочные кольца, установленные на гибком сердечнике, и складчатые, гофрированные, ребристые гибкие трубы.
Для некоторых применений провод спирали может иметь внешний диаметр менее 10 мм, предпочтительно менее 5 мм, предпочтительнее менее 2,5 мм.
Во втором аспекте настоящее изобретение является лентой, имеющей x-направление или направление движения в машине, y-направление или направление под прямым углом к движению в машине и z-направление или направление толщины, включающей одну или несколько уплотненных областей с углублениями, которые имеют в основном некруговую эллиптическую, прямоугольную или трапециевидную форму в x-y-ориентации ленты, и, которые имеют цилиндрическую, эллипсоидную или усеченную эллипсоидную форму. Лента может быть сжимаемой и включать волокна или пеноматериалы, а также может являться композитной структурой, образованной из других лент или пленочного материала.
Большая ось по меньшей мере одной из эллиптических, цилиндрических уплотненных областей или уплотненных областей в форме усеченного конуса на ленте может находиться под углом больше 0° и меньше 45° к направлению движения в машине. Уплотненные области могут включать отверстия предопределенного размера, такие как прямолинейные или нелинейные прорези. Уплотненные области могут формировать предопределенный рисунок, в котором множество уплотненных областей размещаются вдоль линии уплотненного рисунка. Опционально большая ось, по меньшей мере, уплотненных областей находиться под углом больше 0° и меньше 45° к линии уплотненного рисунка. Предопределенный рисунок может проходить в основном через всю поверхность ленты.
Предопределенный рисунок может формировать шов для соединения двух лент или двух или более слоев одной ленты. Если ленты в основном являются водонепроницаемыми, то и шов в основном является водонепроницаемым, имея водостойкость равную, по меньшей мере, 80%, предпочтительно 90% от водостойкости ленточного материала, имеющего наименьшую водостойкость. В третьем аспекте настоящее изобретение является способом создания множества уплотненных областей на одной или нескольких лентах, включая следующие этапы:
a) предоставления одного или нескольких ленточных материалов, включающих термопластические материалы,
причем указанная лента (ленты) имеет x-направление или направление движения в машине, y-направление или направление под прямым углом к движению в машине и z-направление или направление толщины;
b) формирования зазора в соответствии с z-направлением указанной ленты (лент) между
первой опорой, гибкий элемент которой поддерживается конструкцией основания, и противодействующей второй опорой,
где гибкий элемент опоры имеет в указанном зазоре гибкость в z-направлении выше, чем соответствующая гибкость указанной конструкции элемента опоры.
c) подачи одной или нескольких лент в указанный зазор;
d) установки ширины зазора в z-направлении или давления в зазоре между указанной второй опорой и указанным гибким элементом опоры на предопределенный уровень;
e) опционального предоставления энергии для того, чтобы вызывать повышение температуры в указанной ленте или ее предопределенных участках;
f) сжатия указанной ленты (лент) в предопределенный рисунок в указанном зазоре, таким образом, создавая уплотненные области,
так что уплотненные области имеют несферическое эллипсоидное, усеченное эллипсоидное, цилиндрическое или усеченное коническое углубление в ленте.
Если одна или несколько лент имеют отклонения около предопределенного значения по меньшей мере одного свойства ленты, выбранного из группы, состоящей из основного веса, плотности, толщины и состава, и предопределенный уровень ширины зазора или давления в зазоре устанавливается в соответствии с этапом d) в соответствии с предопределенным значением свойства ленты, гибкость гибкого элемента опоры и/или дополнительного амортизирующего элемента сглаживает отклонения ленты, так что форма уплотненных областей в основном не зависит от отклонений.
Краткое описание Фигур
На Фиг.1A-D схематически изображены виды уплотненных областей в соответствии с настоящим изобретением в ленточном волокнистом материале.
На Фиг.2A-D схематически изображены установки, которые могут быть применены для осуществления настоящего изобретения.
На Фиг.3A-I схематически изображены различные исполнения трубчатого элемента опоры в соответствии с настоящим изобретением.
На Фиг.4A и B схематически изображены определенные исполнения для изменения формы гибкого трубчатого элемента опоры в соответствии с настоящим изобретением.
На Фиг.5A и B схематически изображены два исполнения для установки оборудования в соответствии с настоящим изобретением.
На Фиг.6A и B схематически изображена установка оборудования для уплотнения лент.
На Фиг.7A-D схематически изображена установка, как на Фиг.2A-D, с дополнительной функцией амортизирующего элемента.
На Фиг.8A изображен схематический вид еще одного исполнения элемента опоры в соответствии с настоящим изобретением, а на Фиг.8B схематически изображена уплотненная область, которая может быть создана с помощью такого элемента. Одинаковые цифры обозначают соответствующие элементы или функции на всех фигурах.
Подробное описание
Настоящее изобретение относится к уплотнению одной или нескольких лент. В первом аспекте настоящее изобретение является аппаратом для достижения таких уплотненных областей путем использования вытянутого гибкого элемента опоры, который может быть выполнен в качестве провода, трубы, цепи, трубчатого элемента с ребрами по окружности. Во втором аспекте настоящее изобретение является процессом для создания множества уплотненных областей на одной или нескольких лентах, в частности, если такая лента имеет отклонения в свойствах материала. В третьем аспекте настоящее изобретение является лентой, которая включает уплотненные области, которые имеют цилиндрическую или эллипсоидную форму.
Следует отметить, что настоящее описание охватывает различные исполнения различных функций и элементов, которые не ограничиваются контекстом, в котором описываются.
В контексте настоящего изобретения термин "лента" или "ленточный материал" означают материалы, которые при применении декартовой системы координат, имеют общую длину или протяженность в x-направлении, которая может быть и зачастую является направлением движения материала по валу. В этом направлении лента в основном бесконечна или, по меньшей мере, значительно длиннее, чем в ширину или в y-направлении, перпендикулярном длине. Ленточный материал имеет толщину z, которая обычно намного меньше x- или y- направлений. Ленточные материалы могут в основном являться твердыми материалами, например, пленочными или фольговыми материалами, или могут иметь пористые области и являться легкосжимаемыми, например, материалы, содержащие волокна или пеноматериал, или, если пленочный материал является трехмерно формируемым. Лента может являться сочетанием или композитной структурой из нескольких материалов, например, если сочетаются два или более слоя материала. Слоями могут являться другие ленты или части материала, например, отрезанные части других лент.
Если лента включает волокнистый материал, тогда этот материал может являться ленточным материалом со связующим, например, неткаными лентами, или ватной прокладкой, например, несвязанным накоплением из волокна, или накоплением из нескольких слоев волокнистого материала. Такая ватная прокладка может также включать некоторое количество соединений между волокнами. Ленты могут быть соединены или предварительно соединены с использованием любого общепринятого метода, например, методом теплового или плавкого соединения, которое может быть осуществлено путем сжатия и/или применения давления, тепла, ультразвука, тепловой энергии, спайки, адгезива, например, клея или нанесения связующего состава. Нетканые ленты могут быть сформированы посредством многих процессов, включающих без ограничения метод плавления с раздувом, скрепление прядением, скрепления плавлением, химическое прядение из раствора полимера, электропрядение, прочесывание, фибриллирование пленочных материалов, фибриллирование с плавлением пленочных материалов, воздушную кладку, сухую кладку, мокрую кладку со штапельным волокном и сочетания этих процессов, известных в данной области техники.
Если лента включает пленочный материал, то она относится в основном к продолжительным слоям или пластам кожеподобного или оболочкоподобного материала, хотя такие пленочные материалы также могут включать отверстия или формировать сетеобразную структуру.
Настоящее изобретение относится к уплотнению ленты. Таким образом, лента в соответствии с настоящим изобретением включает термопластические материалы, т.е. плавкие или, по меньшей мере, пластичные материалы или компоненты, которые имеют температуру плавления выше окружающей температуры в 25°C, но обычно меньше 300°C. Обычно материалы могут являться без ограничения полиолефинами, например, полиэтиленом или полипропиленом.
Ленты в соответствии с настоящим изобретением также могут включать другие материалы, например, сыпучие материалы или жидкости, до тех пор пока структура ленты не нарушается. Лента может также включать материалы, которые не являются термопластическими, т.е. не плавкие, например, без ограничения целлюлозные волокна, или, которые плавятся при более высоких температурах. Количество плавкого материала определяет свойства конечной ленты и для большинства применений лента должна включать, по меньшей мере, 10%, зачастую более 50% или даже более 90% плавких компонентов.
Лента может являться однослойной лентой, например, если в нее внесен рисунок. Лента может являться односгибной лентой, например, если края загнуты и соединены. Лента может состоять из нескольких отдельных лент или пластов, соединенных в соответствии с заданным рисунком.
Свойства ленты обычно изменяются при направлении движения через машину и при направлении под прямым углом к движению в машине. Много усилий прилагается для гомогенизации этих изменений, например, путем перекрывания некоторых подпластов. Однако важные свойства, в частности, основной вес, плотность, толщина и в случае с волокнистыми материалами диаметр волокна, распределение волокна (однородность), длина волокна и т.д. все еще изменяются в некоторой степени и, таким образом, зачастую вызывают сложности в последующей обработке такой ленты, в частности, если такая лента сочетает в себе другие материалы, например, с использованием присоединения методом сплавления. Обычными недостатками являются недостаточная уплотненность или "прожог", т.е. нежелательное отверстие формируется в области соединения.
В виду настоящего обсуждения следует отметить, что термин «изменчивость» относится к параметрическим значениям соответствующего свойства, определяемым любым целевым способом измерения с разрешением, позволяющим разделение между уплотненными точками и ограничивающими областями ленты. Делается прямая ссылка на «Standard Test Methods for the Nonwovens Industry» 2011 г. издания, изданный EDANA, Брюссель, Бельгия.
В настоящем обсуждении лента включает одну или несколько уплотненных областей. Уплотненная область является областью ленты, которая была подвержена термической и/или механической обработке, при которой, по меньшей мере, часть ленточного материала была смягчена или расплавлена и последовательно или одновременно сжата для того, чтобы создать пластическую деформацию материала. Типичным примером, известным специалистам в данной области техники, является термопластический волокнистый материал, который соединяется для получения соединенного нетканого материала путем добавления уплотненных областей, также известных в качестве точек соединения, которые могут быть получены путем прогона несвязного ватного материала через зону прижима между двумя нагретыми вращающимися валами и, по меньшей мере, один из которых имеет соединительные выступы, которые создадут соответствующий соединительный рисунок на ленте. Другим типичным примером, известным в сфере создания изделий одноразового пользования, является соединение двух материалов, при котором две ленты, например, нетканая лента и полимерная пленка, соединяются друг с другом путем применения давления и/или тепловой энергии.
В уплотненных областях термопластический плавкий материал плавится или, по меньшей мере, достаточно смягчается для образования пластического деформирования. В этих уплотненных областях ленточный материал сжимается для демонстрации меньшей толщины, чем окружающая область. Если лента уже состоит в основном из твердых расплавленных материалов, как в случае с пленочным материалом, то эти материалы могут быть также сжаты, как в случае с тисненым пленочным материалом или двумя пленочными материалами, соединенными вместе. В других случаях малое количество пленочного материала может быть выдавлено сбоку наружу. Вокруг центральной области уплотненной области, где возникла данная пластическая деформация и уменьшения толщины, уплотненная область включает переходную область в качестве перехода от центральной области к окружающей ее области ленты, которая не была уплотнена так, как уплотненная область. В данной переходной области толщина ленты увеличивается от центральной области к окружающей ее области, тогда как локальная плотность соответственно уменьшается. Некоторые плавкие или пластически деформированные материалы могут быть выдавлены из центральной области в переходную область.
Уплотненная область имеет некоторое геометрическое растяжение, как в отношении х-y-размеров ленты, что видно из изображения ленты в направлениях x-y в виде сверху, так и z-направленного размера, что видно из изображения поперечного сечения по направлению толщины ленты. Особенной функцией одного аспекта настоящего изобретения является то, что уплотненные области в ленте имеют определенную форму.
В одном исполнении аспекта уплотненные области имеют в основном некруговую эллиптическую форму при виде сверху и x-z- или y-z-ориентированное поперечное сечение уплотненных точек имеет, по меньшей мере, частично эллипсоидные границы. Последние соответствуют углублениям эллипсоидной формы или формы в виде усеченного эллипса по меньшей мере на одной стороне области соединения, которая может быть сформирована центральной и переходной областями. Плавный переход от уплотненной области к окружающим областям обеспечивает исключительный баланс тактильных свойств и силы. Большая или более длинная ось эллипса может соответствовать любому главному направлению ленты, хотя в конкретном варианте ось может находиться под углом более 0° и менее 45° к оси направления движения ленты в машине. В настоящем контексте термин «в форме усеченного эллипсоида» относится к форме усеченного эллипсоида, т.е. эллипсоида, часть которого отрезана плоскостью. В то время как, строго говоря, геометрически круги также являются особой формой эллипса, они не рассматриваются настоящим изобретением, поскольку они не предоставляют конкретных преимуществ, которые будут обсуждены более подробно в данной заявке ниже. Таким образом, термин эллипс должен читаться в качестве некругового эллипса.
Во втором исполнении данного аспекта уплотненные области имеют цилиндрическое углубление прямоугольной формы при виде сверху. Следует отметить, что в предпочтительном исполнении данная цилиндрическая форма соответствует прямому круговому цилиндру, хотя некруговые цилиндры, непрямоугольные цилиндры и даже цилиндры с а в верхней точке (т.е. имеющие форму усеченного конуса) подпадают под объем термина цилиндр. В данном исполнении и в отличие от предыдущего исполнения плавный переход от уплотненной области к окружающим областям является возможным только в радиальном направлении. В некоторых применениях это может обеспечить даже более широкий спектр балансировочных свойств.
Обычно, хотя и не обязательно, некоторые уплотненные области формируют один или несколько легко распознаваемых повторяемых рисунка. В этом плане ряд областей является группой областей, расположенных преимущественно по поперечному направлению, в то время как в столбце группа областей расположена преимущественно вдоль направления движения ленты в машине. В контексте настоящего описания термин «преимущественно» относится к ситуации, если проекция характеристической линии в одном направлении превышает проекцию в другом направлении, перпендикулярном первому направлению. Одновременно на одной ленте может быть больше одного рисунка, который может являться прерывистым, накладным, чередующимся. Такие рисунки могут формироваться одновременно и, таким образом, обычно находятся в определенной зависимости друг от друга. Такие рисунки могут также формироваться независимо друг от друга и затем зачастую не имеют прямой зависимости друг от друга, например, если уже имеющая соединительный рисунок лента подвергается процессу в соответствии с настоящим изобретением или, если лента обрабатывается дважды на последовательных этапах процесса в соответствии с настоящим изобретением.
В первом варианте плавкий материал частично удаляется из уплотненной области, так что может быть достигнуто предварительно определенное ослабление ленты или даже дыра или отверстие. В отличии от вышеупомянутого "прожога" данное перфорирование может быть достигнуто посредством повторяемого способа, например, если необходим предопределенный размер отверстия. Отверстие может также являться существенно бесконечным, например, для разделения ленты.
Во втором варианте плавкий материал остается в уплотненной области, которая часто называется "точкой соединения" или "соединительной областью". Такая точка соединения может использоваться для соединения или уплотнения компонентов данной ленты, например, если необработанная лента или ватный материал включает разрыхленное волокно. Соединение также может быть выполнено между пластами или слоями одной или нескольких лент, например, если скрепленные прядением или расплавленные с использованием раздува слои располагаются друг на друге, может быть осуществлено соединение всех слоев или пластов, или только части из них. Подобным образом соединение может быть осуществлено между двумя или более лентами, которые могут отличаться по меньшей мере одним свойством, например, между пленочной и волокнистой лентами. Процесс в соответствии с настоящим изобретением также может создавать отверстие в одном из слоев, а точку соединения в одной или предпочтительнее двух окружающих лентах.
Для соединения лент, содержащих волокно, процесс в соответствии с настоящим изобретением обеспечивает улучшенную тактильную мягкость. Не принимая во внимание теоретические положения, считается, что данное улучшение является результатом постепенного перехода волокнистой структуры вокруг уплотненных областей в расплавленный центр областей.
Уплотненные области формируются путем пропускания ленты через зазор, сформированный первой и второй опорами, как, например, без ограничения, зона прижима между двух в основном цилиндрических валов.
Зачастую описанный зазор находиться между рабочим инструментом и противодействующей опорой, указывая на то, что с одной стороны зазора происходит некоторое действие, хотя другая сторона является пассивной. В настоящем контексте такая разграничение не представляется целесообразным и в дальнейшем обе стороны зазора относятся к "опоре". В настоящем контексте первая опора включает по меньшей мере один гибкий вытянутый элемент опоры, как будет обсуждено более подробно. Вторая опора может быть цилиндрическим противодействующим валом, ось которого совпадает с направлением под прямым углом к направлению движения в машине процесса и ленты. Общепринятое оборудование термического соединения часто включает гладкий опорный вал и рельефный вал для нанесения рисунка. Рисунок создается благодаря выступам на поверхности рельефного вала. Обычно такие выступы имеют форму усеченного конуса или усеченной пирамиды и трапецеидальное сечение.
Вторая опора может нагреваться или может включать элементы, выделяющие энергию, например ультразвуковые устройства. Соответственно первая опора также может иметь элементы нагрева или (в дополнение к гибкому трубчатому элементу опоры) выступы.
Зазор имеет ширину зазора, которая проходит в z-направлении ленты, и, которая является наименьшим расстоянием между опорами в зазоре. Таким образом, если зазор формируется между гладким валом и рельефным валом с выступами, тогда шириной зазора является расстояние между верхней частью выступов и гладким валом. Если выступы имеют скругленную поверхность, тогда шириной зазора является расстояние между верхней частью закругления, которое направлено по направлению к гладкому валу, и гладким валом. Ширина зазора влияет на сжатие уплотненных областей, поэтому с уменьшением ширины зазора в областях могут формироваться отверстия. Ширина зазора вместе с высотой выступов также определяет, не сжимается ли лента, проходящая через зазор, или сжимается ли она до определенной степени вокруг уплотненных областей. Если одна или обе опоры имеют круглую форму, например, если используются цилиндрические валы, тогда зазор проходит вдоль поперечно ориентированной линии, определяющей область зазора.
Для создания уплотненных областей к ленте применяется энергия. Источником тепловой энергии может являться любой источник тепла, широко известный в области теплового плавления ленточных материалов. Также предполагается, что энергия может обеспечиваться несколькими способами. Например, лента может предварительно нагрета до температуры близкой к температуре пластификации или плавления перед прогоном через зону прижима, где посредством энергии механической деформации путем давления в зоне прижима и/или с использованием дополнительной тепловой энергии, например, нагретых выступов, материал пластифицируется или плавится, так что при сжатии формируются уплотненные области.
В предпочтительном исполнении источник энергии на второй опоре создает звуковые волны, предпочтительно, ультразвуковые волны. Инструменты ультразвуковой сварки работают по принципу применения звуковой энергии в ультразвуковом диапазоне частот (т.е. обычно частота превышает 20 кГц) по отношению к излучателю. Излучатель или сонотрод вибрирует в ответ на излученную звуковую энергию, производя в дальнейшем выходную звуковую энергию. Выходная звуковая энергия применяется к термоплавким ленточным материалам, размещенным между сонотродом и противодействующим упором, соответственно опорой. Колебательная энергия проходит через ленту и преобразуется в тепло. Не принимая во внимание теоретические положения, считается, что преобразование происходит за счет межмолекулярного трения, при котором плавятся и соединяются термоплавкие материалы также, как и при сжатии.
Источник тепловой энергии предпочтительно размещается стационарно относительно движущейся ленты и опоры, но он также может свободно вращаться и в некоторых случаях даже быть передвижным. Предпочтительно, что один или несколько источников тепловой энергии имеют в основном широкую конструкцию для охватывания всей протяженности в y-направлении соединительной кривой или соединительной области во избежание или для минимизации перемещения источника энергии в y-направлении.
Опора или опоры включают элементы поверхности, формирующие зазор и уплотненные области на ленте. Опора или опоры могут также включать средства сохранения расположения лент на них, например, средства вакуумного отсоса.
Данные уплотненные области затем "впечатают" элементы поверхности в ленту. Таким образом, рисунок опор можно увидеть в виде рисунка на обработанной ленте. Однако рисунок не будет отображен в отношении один к одному. Относительное размещение центральных точек выступов может являться подобным размещению центральных точек уплотненных областей, в зависимости, например, от продольного и поперечного протяжения ленты, но размер уплотненных областей может отличаться от размера выступа. Разница в размере в основном зависит от модели и формы выступов, а также от ширины зазора, давления в зазоре и толщины материала.
Таким образом, если выступы являлись цилиндрическими и имели прямоугольную форму поперечного сечения по всей длине поверхности их опоры, тогда центральная область уплотненных областей должна иметь для достаточно малой глубины выступа такой же размер и форму, как и сами выступы. Поскольку используемый в коммерческих целях соединяющий инструмент обычно включает выступы, которые имеют трапецеидальную форму поперечного сечения при просмотре вдоль их поверхности опоры, то это приводит к лучшей глубине проникновения, меньшей ширине зазора, получению материала с большей уплотненной областью, поскольку даже центральная область уплотненной области остается прежней, и большее количество материала будет выдавлено в переходную область, которая, таким образом, увеличиться. Однако острый угол между верхней частью выступа и боковой поверхностью создаст небольшую переходную область с резким изменением в свойствах, так что волокна и/или волоконные соединения могут быть повреждены, таким образом, приведя к уменьшению прочности таких традиционных лент.
Также для данной формы выступа ширина зазора или давление в зазоре повлияет на глубину проникновения выступов в ленту и расплавленный материал будет выдавлен в разной степени наружу в окружающую область, в зависимости от толщины материала. Таким образом центральная область уплотненной области может соответствовать выступам, но зачастую будет иметь немного больший размер, из-за наличия некоторого количества расплавленного или пластифицированного деформированного материала в переходной области.
Данные последствия в меньшей степени высказываются в технологии настоящего изобретения по сравнению с традиционными: поскольку гибкий вытянутый элемент опоры отклоняется от "наивысшей" точки касания как в одном направлении, в случае с цилиндрическими углублениями, так и во всех направлениях, в случае с эллиптическими углублениями, то эффективно не одна глубина проникновения, а описанные цилиндрические или эллиптические углубления будут иметь свой результат. Вследствие наклона выступа расплавленный материал перемещается с точки глубокого воздействия в центр центральной области в область с меньшей глубиной воздействия центральной области и возможно в переходную область. Таким образом, последует более постепенный переход с меньшим повреждением волокон и последующим увеличением прочности, а также более гладкая граница и следовательно улучшенная тактильная пластичность.
Как описано выше, любой ленточный материал имеет небольшие отклонения в отношении некоторых важных свойств ленты, например, основной вес, прочность или толщина (которые могут являться взаимозависимыми), а также диаметр волокна, распределение и т.д. в случае использования лент, содержащих волокна, или размер пор и свойства пластин в случае использования пеноматериала. Таким образом, если ленты подвергаются таким процессам, как соединение посредством тепла или ультразвука, то процесс может быть чувствительным к таким колебаниям и нестабильный процесс может привести к неприемлемым изменениям в свойствах материала, например, незаконченная плавка, "прожог" и тому подобным хорошо известным специалистам в данной области техники изменениям. Соответственно много усилий было потрачено на традиционные жесткие и прочные системы для подгонки ширины зазора в соответствии с такими изменениями, например, систем на случай применения ультразвуковой энергии к лентам, описанных в ЕР0920977А1 (Herrmann).
В отличие от указанного выше настоящее изобретение использует гибкость вытянутых элементов опоры. В данном случае настоящее изобретение относится к аппарату для создания одной или нескольких уплотненных областей путем пластической деформации одной или нескольких лент, включающих термопластические материалы. Аппарат использует x-направление или направление движения ленты на машине, которое совпадает с направлением движения ленты относительно аппарата, и y-направление или направление под прямым углом к движению ленты на машине, которое совпадает с направлением ширины ленты. Аппарат включает один или несколько источников энергии для увеличения температуры, по меньшей мере, в предопределенных областях указанной ленты.
Данное повышение температуры может происходить по отношению ко всей ленте, например, если лента предварительно нагревается, путем прогона через сушильную печь, через нагретые валы, путем использования теплового излучения или пропускания горячего воздуха через ленту. Предпочтительно нагрев не ограничивается нагревом поверхности, поскольку температура увеличивается равномерно по всей ленте.
Увеличение температуры может также происходить только для предопределенных областей, например, если выступы нагретого вала соприкасаются с лентой. Источник энергии может также являться частью компрессионной установки, например, если механическая энергия преобразовывается в тепловую энергию.
Аппарат также включает первую и вторую опоры, формирующий зазор, ориентированный в z-направлении, имеющий ширину зазора, совпадающую с z- (толщиной) направлением ленты (лент). В зазоре на ленту может воздействовать давление посредством традиционных средств регулировки ширины зазора или давления или управления силой.
Первая опора включает x-направленный вытянутый гибкий элемент опоры. Гибкий элемент опоры поддерживается конструкцией основания, например, плоской опорой или цилиндрическим барабаном. Первая опора взаимодействует с противодействующей второй опорой.
В настоящем контексте термин "вытянутый элемент" относится к элементу, который имеет протяженность в x-направлении, превышающую среднее минимальное и максимальное расстояние поперечного сечения (например, диаметр). Однако предполагается, что короткие элементы также могут использоваться, по меньшей мере, в сочетании с другими, более длинными элементами.
Термин "гибкость" относится к свойству вытянутого элемента, который также относится к прочности на изгиб, и может быть определено способами, известными специалистам в данной области техники. В настоящем контексте гибкость определяется посредством способа теста на эластичность.
Для осуществления теста на эластичность вытянутый элемент крепко закрепляется (например, зажимается) горизонтально, так что по меньшей мере 5 см свободно выступают наружу. На расстоянии в 5 см прилагается сила в 1 кг и измеряется вертикальное отклонение. Может случиться так, что гибкий элемент настолько гибок, что он соответствует критериям отклонения даже без любого веса или с более малым весом. Если вытянутый элемент применяет в аппарате в напряженном состоянии (например, натянутая пружина), тогда измерения должны проводиться в ослабленных условиях. Если вытянутый элемент является элементом цепного типа, то элементы цепи обычно являются очень жесткими и гибкость цепи преобладает над гибкостью шарнирных соединений.
Материал является гибким, если он проходит тест с показателем вертикального отклонения более 0,01 мм. Предпочтительно, чтобы материал имел показатель отклонения более 0,1 мм, предпочтительнее более 0,3 мм, и другие подходящие материалы могут иметь показатель отклонения более 1 мм или даже 1 см. Следует отметить, что тест на гибкость требует соответствия критерию отклонения в двух направлениях, перпендикулярно друг другу и вытянутой оси элемента. Специалисты в данной области техники понимают, что другие методы проверки, например, ISO 12135 (Metallic materials. Unified method for the determination of quasi-static fracture toughness), ASTM D790 (Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials), ISO 178: Plastics-Determination of flexural properties) предназначены для определения в основном тех же свойств и, таким образом, могут быть эквивалентно применены, если устанавливается корреляция.
В предпочтительном исполнении изобретения гибкий элемент опоры имеет гибкость, превышающую гибкость одной из конструкций основания. До сих пор считалось, что для обеспечения создания хороших и однообразных уплотненных областей необходимо, чтобы все элементы оборудования были жесткими и прочными, и любая деформация должна быть минимизирована, за исключением применения конкретных контрмер. Таким образом, нагретые каландровые валы зачастую конструировались и изготавливались с минимальный уровнем деформации, или ультразвуковое оборудование имело в основном недеформируемые опоры и проводились сложные измерения для регулировки ширины зазора при изменении материала и/или процесса, например, при повышении температуры во время работы.
Вытянутый гибкий элемент предпочтительно имеет определенное сопротивление механическому воздействию, например, трению. Таким образом, материал или, по меньшей мере, поверхность элемента имеет достаточную жесткость и в предпочтительном исполнении гибкий элемент изготавливается из металлического материала, например, без ограничений, из железа, стали, алюминия или из их комбинаций или композитных структур.
В контексте настоящего изобретения гибкость гибкого элемента может являться результатом присущих свойств материала, из которого он изготовлен, например, путем использования таких типов стали, которые имеют определенные модули упругости. Предпочтительно и предоставляя более широкий спектр гибкости, гибкость может зависеть от внутренней структуры вытянутого элемента.
Таким образом, в первом исполнении гибким элементом является провод, который имеет постоянные размеры поперечного сечения по всей длине, например, обычный железный провод, например, который имеет, например, круговой диаметр 2 мм и отклонения более 1 мм, при проведении теста на гибкость. Подходящие провода конечно могут иметь разную форму поперечного сечения, например, эллиптическую, многоугольную, звездообразную, в форме полумесяца и тому подобную. Однако предпочтительно, что провода имеют форму скругленной поверхности, которая может быть помещена около зазора. В настоящем контексте трубы также рассматриваются в качестве "полых проводов".
Во втором исполнении гибкий элемент является элементом цепного типа, т.е. включает последовательность из соединенных элементов, в которой гибкость элементов ниже гибкости всей цепи и элементы соединяются шарнирно, путем сцепления или захвата для формирования цепи. Первый пример такого элемента показан на Фиг.8A, на которой изображены элементы цилиндрической цепи, соединенные соединительным элементом, проходящим через сердцевину цилиндров.
В еще одном исполнении гибким элементом является трубчатый элемент с ребрами по окружности. Далее обсуждение происходит с рассмотрением спиральной пружины в качестве неограничивающего примера такого трубчатого гибкого вытянутого элемента опоры. Спиральная пружина может быть сделана из такого типа стали, который содержит модуль меньшей упругости, чем опора. Однако определенная форма спиральной пружины обеспечивает куда большую гибкость, чем провод, скрученный в спираль. Не принимая во внимание ограничение теорией, считается, что это происходит по следующим причинам. Во-первых, учитывая сводообразную конструкцию в виде проволочного витка, которая может передавать силы тангенциально, и определенная обратимая деформация может деформировать, например, круговой провод в эллиптический при сжатии. Даже дополнительно, смежные витки будут двигаться относительно друг друга. Таким образом система имеет особенную прочность с учетом изменчивости, поскольку она может по-разному действовать на всю уплотненную область. Считается, что данный комбинированный эффект приведет к существенно гладкой обработке и погашению пиковых сил.
Факультативно и чрезвычайно целесообразно в контексте источника звуковой энергии гибкий трубчатый элемент опоры и основание, которые могут быть выполнены путем, описанным выше, разделяются амортизирующим элементом, который еще более гибкий или более эластичный, чем трубчатый элемент опоры. Амортизирующий элемент может иметь необходимую гибкость или эластичность изотропно или однонаправлено. Гибкость или эластичность обеспечивается присущими свойствами материалов или структурными особенностями, подобные тем, что описаны в контексте трубчатого гибкого элемента. Такой амортизирующий элемент может быть эластичным, вязкоупругим, вязким или псевдоупругим элементом и может включать натуральный или синтетический каучук, каучукоподобные материалы, например, SBS, SIS, (блок-)сополимеры, EVA, нейлон, силиконы, термоэластопласты, мастики, материалы на битумной основе или битумные материалы. Амортизирующий элемент может содержать материалы на основе целлюлозы, такие как бумажные или деревянные материалы. Амортизирующие элементы могут включать твердую, пористую, губчатую, волокнистую или регулированного типа структуру и пустоты или отверстия в ней могут быть заполнены другим материалом.
Не принимая во внимание ограничение теорией, считается, что поскольку характер отклонения, например, реакция на колебание источника ультразвуковой энергии, которое может быть описано моментом инерции гибкого трубчатого элемента и элемента буфера, является таким, что амортизирующий элемент не колеблется с частотой источника ультразвука и, предпочтительно, не колеблется с резонансной частотой источника ультразвуковой энергии (обычно около 20-35 кГц), то ультразвуковая энергия будет передаваться материалу в зазоре и гибкость или эластичность трубчатого элемента и амортизирующего элемента обеспечат допуск на обработку (окно), например, в отношении изменений толщины материала или основного веса, но также в отношении изменяемых расстояний от элемента опоры до источника энергии, которые могут возникнуть в результате несбалансированного вращения, если конструкция основания является вращаемым барабаном или суппортом. Следует отметить, что эквивалентные исполнения такого амортизирующего элемента включены в объем настоящего изобретения, например, если амортизирующий элемент выполняется как неотъемлемая часть элемента опоры, или, если амортизирующий элемент включает ряд отдельных субэлементов, каждый из которых в отдельности или совместно отвечают вышеуказанным требованиям.
В дополнение к гибкости в виду реакции на сжатие в зазоре гибкий вытянутый элемент предпочтительно выполняется так, чтобы он мог быть легко деформируемым по всей длине вытянутой оси и в перпендикулярном направлении к вытянутой оси, т.е. центральной линии трубчатой опоры. В то время, как это является важной особенностью гибкого вытянутого элемента в последующем обсуждении будет использовано третье исполнение трубчатого элемента с ребрами по окружности в качестве примерного элемента, а точнее спиральной пружины. Она рассматривается в качестве предпочтительного исполнения для многих применений, хотя следующее описание эффектов не должно ограничивать настоящее изобретение. Если такая спиральная пружина находится на x-y-поверхности, например, на поверхности конструкции основания, с направленной в основном в x-направлении осью, то она может легко деформироваться и сгибаться в y-направлении. Затем ось станет изогнутой осью, а витки пружины останутся под тем же углом к оси, что и раньше, перед возникновением кривизны в y-направлении. В зависимости от кривизны соседние витки провода могут отдалиться на некоторое расстояние с одной стороны, в то время как с другой стороны они все еще будут соприкасаться. Также гибкость может зависеть от длины трубчатого элемента опоры, например, пружина может легко вытягиваться без потери общей структурной формы. Провод спирали может также иметь многоугольную форму поперечного сечения, например, прямоугольную, треугольную или шестиугольную.
Такой гибкий вытянутый трубчатый элемент опоры с ребрами по окружности может быть выполнен множеством способов, например, путем установки регулировочных колец с двумя разными внешними диаметрами по очереди на гибкий сердечник, сделанный, например, из эластичного материала. Большие регулировочные кольца формируют ребра по окружности, а меньшие регулировочные кольца определяют расстояние между ними. Другим подходящим методом является использование складчатых, гофрированных или ребристых гибких труб, также известных в качестве компенсационных труб. Предпочтительным вариантом является спиральная пружина, как будет описано более подробно в данной заявке ниже.
В дополнение к механическим преимуществам гибкого вытянутого элемента опоры, считается, что он также предоставляет преимущества при высокоскоростной обработке и/или при обработке с использованием очень маленькой ширины зазора, поскольку изогнутая верхняя поверхность и открытая структура предоставляют очень спокойный поток воздуха.
Размер гибкого вытянутого трубчатого элемента опоры может изменяться в широких пределах, для многих применений в индустрии гигиены и консервной промышленности наибольшим внешним диаметром ребер по окружности является 20 мм, а длина ребер, например, толщина регулировочных колец или ребер, или диаметр провода спиральной пружины будет составлять менее 10 мм.
В предпочтительном варианте гибкий вытянутый трубчатый элемент опоры изготавливается с использованием цилиндрической винтовой или спиральной пружины, т.е. провода спиральной намотки.
Спиралью является трехмерная кривая, которая обкручивается вокруг оси с постоянным или непрерывным изменением расстояния при движении параллельно оси, например, широко известная спиральная пружина, т.е. пружина, сделанная путем накручивания провода вокруг цилиндра. Обычно такие цилиндрические винтовые пружины могут быть сделаны и использоваться в качестве пружин сжатия, которые становятся короче при сжатии в направлении длины. Их витки (петли) не касаются друг друга в ненагруженном состоянии. Пружины натяжения и растяжения становятся длиннее при применении силы растяжения вдоль их направления длины. Соседние витки (петли) обычно касаются друг друга в ненагруженном состоянии. Такие провода со спиральной намоткой определяются внутренним и внешним диаметрами спирали (или витка), формой провода, диаметром провода (в частности, если провод имеет круговую форму поперечного сечения), шагом (т.е. расстоянием от центральных точек до ближайших витков провода), углом наклона (т.е. насколько соединительная линия двух рядом находящихся противоположных центральных точек поперечного сечения провода наклонены по отношению к оси) и жесткостью, прочностью и составом материала провода, в частности, его внешней поверхности. Обычно такие спиральные элементы имеют круговую форму сечения, но для некоторых применений может являться желаемой некруговая форма сечения, например, эллиптическая. Это также относится к проводам, из которых формируется спираль, они могут иметь круговую, эллиптическую или сегментную форму поперечного сечения, т.е. форму кругового или эллиптического поперечного сечения, где один или несколько сегментов удалены или в верхней части поверхности (т.е. направленной в сторону лент (лент)) и/или с обеих сторон (т.е. направленных в сторону соседних витков провода).
Рассматривая такую первичную структуру или структуру первой степени прямой цилиндрической опоры в декартовой системе координат, длина или ось x соответствует оси спирали, в то время как y-направление рассматривается в качестве направления ширины, а z-направление в качестве толщины или высоты. Предпочтительно, что соседние витки провода, формирующие спираль, касаются друг друга с возможностью перемещения. Предпочтительно, что провод имеет скругленную форму поперечного сечения, предпочтительнее эллиптическую, наиболее предпочтительно круговую. В качестве альтернативы часть поверхности может быть плоской, например, отшлифованной, или провод может иметь овальную или полуовальную форму поперечного сечения. Обычно провод твердый, но для соблюдения необходимых механических свойств он может быть выполнен в качестве полого трубчатого провода, опционально включающего материал сердечника. Провод также может быть сформирован в форме спирали (т.е. «спирали нулевого порядка») или опционально обмотан вокруг гибкого сердечника, например, шестигранного сердечника. Любая из спиральных структур может являться право- или левосторонней.
Опционально гибкий вытянутый элемент может быть изготовлен из первичной спиральной конструкции опоры, сформированной вторичной спиральной конструкцией опоры, например, если длинная круговая пружина обматывается вокруг барабана опоры. Элементы соседней первичной конструкции могут соприкасаться друг с другом или даже препятствовать друг другу, так что практически вся поверхность барабана опоры может быть покрыта первичной спиральной структурой или они могут находиться на расстоянии друг от друга. Такое размещение может быть предпочтительно использовано, например, если широкая лента должна быть уплотнена по всей поверхности, например, для формирования нетканой ленты. В следующем определенном исполнении две или более спиралей (соответственно части спирали, которые могут быть обмотаны вокруг цилиндра) могут быть размещены рядом друг с другом в шахматном или переплетающемся порядке.
Следующим определенным исполнением спиральной структуры опоры является многожильный провод, иллюстрирующий широкий спектр спиральных материалов с учетом размера соединительных точек, которые являются результатом жил малого диаметра, а также с учетом высокой поверхностной плотности соединительных точек, которые могут возникнуть в результате большого количества жил, и высокой гибкости, которой обычно характеризуются многожильные провода.
После описания определенных исполнений гибкого вытянутого элемента следующее описание будет относиться к определенным исполнениям, которые могут являться опциональным или предпочтительным для гибкого вытянутого элемента.
Предпочтительно, что гибкий вытянутый элемент изготавливается из метала, хотя другие материалы, соответствующие механическим и инерционным требованиям, и представленной целевой теплопроводности, могут быть эквивалентно использованы.
Гибкий вытянутый элемент может иметь прямую ось. В качестве альтернативы, например, если опора устанавливается на барабаноподобное основание опоры, тогда ось опоры может иметь форму окружности на поверхности основания опоры. Также оси может быть придана криволинейная форма в любом измерении, например, при изгибе пружины.
Специалистам в данной области техники будет понятно, что геометрия гибкого вытянутого элемента определяет геометрию уплотненных областей. Пока передача размеров один в один не является возможной, например, калибр проволоки спиральной опоры, ось которой в основном проходит вдоль продольного направления ленты, будет соответствовать в основном прохождению в x-направлении уплотненной области, в то время как диаметр спирали определяет в основном прохождение в y-направлении.
В первом исполнении линейная длина гибкого вытянутого элемента может находиться в плоский каркас опоры напротив сонотрода, в то время как лента может быть пропущена через зазор для проведения обработки. В данном исполнении сонотрод может быть свободно вращающимся.
В альтернативном исполнении гибкий вытянутый элемент может быть установлен на цилиндрический каркас опоры, например, в форме вращающегося опорного вала, широко известного в данной области техники. Такой опорный вал может иметь намного больший размер, чем ключевой поперечный размер гибкого вытянутого элемента, иногда в более чем 5 раз, или даже 10 раз. В данном исполнении имеется отдельный гибкий вытянутый элемент вокруг окружности опорного вала, или нескольких валов. Гибкий вытянутый элемент может иметь форму окружности, перпендикулярной оси опорного вала, или, находящегося с ним под одним углом. Он также может иметь несимметричную криволинейную форму на поверхности, которая может являться замкнутой петлей. Гибкий вытянутый элемент может также пересекать другой элемент, например, если один из элементов размещается вокруг барабаноподобного основания, а другой более короткий элемент в форме распорки пересекает так, что образуется y-, +- или x-подобное пересечение. Соответственно отдельный элемент может включать такие пересечения или другие элементы могут быть размещены без пересечения первого элемента. В качестве альтернативы гибкий вытянутый элемент может также быть представлен на определенных сегментах опорного вала и отсутствовать на других. В предпочтительном исполнении, как описано более подробно в данной заявке ниже, гибкий вытянутый элемент может иметь изменяющиеся предопределенные формы.
В определенном исполнении гибкий вытянутый элемент вставляется в канавку, так что верхняя (т.е. направленная в сторону сонотрода) касательная гибкого вытянутого элемента размещается над окружающей поверхностью.
В определенном исполнении настоящего изобретения, если гибкий вытянутый элемент является сплошным или полым проводом, тогда он создает отдельную непрерывную уплотненную область в форме линии. Это может быть особенно полезным для разделения материалов вдоль линии. В другом исполнении в случае использования цепных или трубчатых элементов с ребрами по окружности создаются столбцы уплотненных областей, которые могут быть описаны в качестве последовательности точек на кривой. Такая кривая может представлять собой соединительную кривую, которая может быть прямой линией как в x-направлении, так и под углом к x-направлению, хотя во многих применениях кривая линия является предпочтительной, т.е. длина кривой гибкого вытянутого элемента может быть больше, чем самое короткое расстояние между его конечными точками на поверхности основания.
Предпочтительно, что кривизна x-y-направлений соединительной линии формируется формирующим устройством, т.е. средствами удержания гибкого вытянутого элемента в предопределенной позиции. Предпочтительно, что предопределенная форма соединительной кривой может быть легко изменена без изменения частей аппаратного обеспечения, в некоторых случаях даже без остановки движения ленты и соответственно без остановки машины.
В определенном исполнении крепления конечных точек гибкого вытянутого элемента на каркасе опоры является достаточным для определения кривой, особенно если это прямая линия, но также, если необходимы простые геометрические кривые. В данном варианте лента должна удерживаться в определенном положении средствами, направляющими ленту, например, вакуумными поверхностями или поверхностями с большим коэффициентом трения.
В дополнительном определенном исполнении формирующим устройством является канавка или слот в каркасе опоры, в который помещен гибкий вытянутый элемент. Верхняя (y-) касательная гибкого вытянутого элемента может выступать над поверхностью основания ленты для того, чтобы обеспечить надлежащий контакт ленты и блока источника тепловой энергии.
В случае, если y- или z-направленные размеры гибкого вытянутого элемента изменяются вдоль своей длины, то ширина канавки (y-направление) и/или глубина (z-направление) могут меняться соответственно, так что расстояние между второй опорой, которая может включать источник энергии, и y-касательной опоры остается в основном постоянным вдоль всей длины гибкого вытянутого элемента. В качестве альтернативы расположение второй опоры может быть подогнано, например, с помощью силы или блока управления давлением.
Еще одно и зачастую предпочтительное исполнение включает одно или несколько средств крепления для закрепления гибкого вытянутого элемента в желаемом положении и во избежание нежелательного бокового смещения (в y-направлении) на этапе уплотнения. Поэтому рама опоры может включать вращающиеся в y-направлении штифты и фиксаторы для перемещения гибкого вытянутого элемента в y-направлении посредством рельс, пневмоцилиндров, вращающихся роликов, гидравлических приводов, сервоприводов, электромагнитного привода или других подходящих приводов.
Следующее определенное исполнение настоящего изобретения предоставляет улучшенный контакт и/или улучшенное время контакта между лентой и второй опорой. Если конструкция основания первой опоры выполнена в виде цилиндрического вала, тогда ее поверхность пропустит вторую опору касательно цилиндра в зазоре и следовательно лента будет иметь прямой контакт и сжатие будет происходить только вдоль линии, в частности, если вторая опора имеет плоскую поверхность, направленную в сторону зазора. Таким образом, если гибкий вытянутый элемент имеет достаточно высокую продольную гибкость, которая может быть легко осуществлена при использовании вышеописанных спиральных элементов опоры, это позволяет поднимать элемент, например, с использованием направляющих планок или направляющих роликов перед и/или после зазора (вдоль направления процесса), с цилиндрической поверхности на вторую опору. Тем самым увеличивается время обработки на этапе уплотнения и позволяя удерживать материал в выпуклом, вогнутом или линейном положении при уплотнении.
Во втором аспекте настоящее изобретение является способом создания одной или нескольких уплотненных областей в одной или нескольких лентах. Способ включает следующие этапы:
a) Этап предоставления ленты, включающей термопластик, т.е. плавкий или пластически деформируемый материал, которая имеет x-направление или направление движения материала в машине, y-направление или направление под прямым углом к движению материала в машине и z-направление или толщину. Как было описано выше, такая лента может быть отдельной лентой или составной лентой, и может включать волокна и/или пленочные материалы.
b) Этап формирования зазора, соответствующего z-направлению ленты, между первой опорой, включающей гибкий вытянутый элемент, который поддерживается конструкцией основания первой опоры, и второй опорой. Гибкий вытянутый элемент опоры имеет гибкость в z-направлении в области зазора, которая превышает соответствующую гибкость конструкции основания элемента опоры.
c) Этап пропускания ленты через зазор.
d) Этап установки z-направленной ширины зазора или давления в зазоре между второй опорой и гибким вытянутым элементом опоры на предопределенный уровень. Данный уровень определяется в соответствии со свойствами ленты, а также в соответствии с желаемыми свойствами конечной ленты.
e) Этап опционального предоставления энергии для увеличения температуры ленты или предопределенных ее областей. В то время как следующего этапа сжатия может быть достаточно для нагрева материала, но также нагрев отдельно от сжатия может быть желательным.
f) Этап сжатия ленты до предопределенного рисунка в зазоре, тем самым создавая одну или несколько уплотненных областей.
Особенное преимущество данного метода становится более очевидным, если одна или несколько лент имеют около предопределенного значения по меньшей мере одного из свойств ленты, в частности основного веса, прочности, толщины или состава. На этапе обработки d) предопределенный уровень ширины зазора или давления в зазоре соответствует предопределенному значению такого свойства ленты. Вследствие особенной гибкости и формы гибкого вытянутого элемента, такое отклонение может быть вполне легко устранено, что приведет к еще большему количеству однообразных уплотненных областей и, таким образом, к большему количеству постоянных свойств ленты.
В третьем аспекте настоящее изобретение является лентой, включающей одну или несколько уплотненных областей определенной формы, которые могут быть расположены согласно определенному рисунку.
В уплотненных областях термопластический плавкий материал плавится или, по меньшей мере, становится достаточно пластичным для осуществления пластической деформации. Уплотненные области имеют определенное геометрическое протяжение в отношении x-y-размеров ленты, как видно при рассмотрении в направлениях x-y в виде сверху ленты, а также в отношении z-направленного размера, как видно при рассмотрении поперечного сечения толщины ленты. Отдельной особенностью настоящего изобретения является то, что уплотненные области в лентах имеют в основном вдавленную поверхность в виде впадины, углубляющейся (в z-направлении) более в центре, чем по краям. При рассмотрении x-y-вида, такая впадина может иметь форму треугольника, трапеции, эллипса, усеченного эллипсоида, но предпочтительно не круговую форму. Впадины, имеющие форму цилиндра, эллипсоида или усеченного эллипсоида, имеют различную глубину. Первая и вторая формы могут быть представлены в виде отпечатка цилиндра и соответственно эллипсоида, а третья форма может быть представлена в виде отпечатка эллипсоида, верхушка или сектор которого срезаны. Это создаст достаточно плоскую поверхность в области, где срезана верхушка, и кривую поверхность вокруг нее. Специалистам в данной области техники будет ясно, что размер и глубина уплотненной области будет зависеть от свойств материала, а также от установок обработки.
Переход от уплотненной области к окружающим областям значительно более гладкий по меньшей мере в одном направлении, чем сами уплотненные области, которые раскрываются под большим углом к окружающей их области, таким образом, формируя поперечные сечения, имеющие острый переход, который ухудшает механические свойства и пластичность материала. В отличие от этого уплотненные области, осуществленные в соответствии с настоящим изобретением, предоставляют особенный баланс тактильных свойств и силы, в частности, эллиптические уплотненные области. Более длинная ось эллипса или цилиндра может совпадать с любым основным направлением ленты, хотя в особенном варианте большая ось может находиться под углом более 1° и менее 45° к направлению движения ленты под прямым углом к направлению движения в машине. Такое наклонное расположение уплотненной области обеспечивает дополнительную степень свободы в отношении свойств ленты, в частности, в отношении баланса направления движения ленты в машине и направления под прямым углом к движению ленты в машине.
Обычно, хоть и не обязательно, несколько уплотненных областей формируют один или несколько легко распознаваемых периодически повторяемых рисунков. В этом плане ряд областей является группой областей, расположенных преимущественно вдоль поперечного направления, в то время как в столбце группа областей расположена преимущественно вдоль направления движения в машине.
Рисунок может быть линейным рисунком, в котором центральные точки соседних уплотненных областей размещаются вдоль прямой или кривой линии, или он может быть двухмерным рисунком, например, если два или более линейных рисунка размещаются рядом друг с другом, обычно параллельно. Уплотненные области могут также выражаться в двух или более рисунках, которые могут пересекаться или накладываться друг на друга.
На практике уплотненный рисунок может быть описан определенным количеством уплотненных областей на единицу площади и/или относительной площадью покрытия в процентном соотношении от общей площади.
В первом варианте расплавленный материал частично удаляется из уплотненной области, так что может быть достигнуто достаточное предопределенное ослабление ленты или даже образование дыры или отверстия в ленте. Во втором варианте в уплотненной области остается больше расплавленных материалов, которая затем часто называется "точка соединения". Такая точка соединения может быть использована для соединения или уплотнения компонентов такой ленты, например, если необработанная лента или ватный материал включает разрыхленные волокна. Соединение также может быть выполнено между пластами или слоями одной или нескольких лент, например, если скрепленные прядением или расплавленные с использованием раздува слои располагаются друг на друге, может быть осуществлено соединение всех слоев или пластов, или только части из них. Подобным образом соединение может быть осуществлено между двумя или более лентами, которые могут отличаться по меньшей мере одним свойством, например, между пленочной и волокнистой лентами. Более того, лента в соответствии с настоящим изобретением может содержать отверстие в одном из уровней, а точку соединения в одной или предпочтительнее двух окружающих лентах.
Ленты, содержащие волокна или пеноматериалы, в соответствии с настоящим изобретением предоставляют улучшенную тактильную пластичность. Не принимая во внимание теоретические положения, считается, что считается, что данное улучшение является результатом постепенного перехода волокнистой структуры вокруг уплотненных областей в расплавленный центр областей.
Данная возможность создания очень точных соединительных рисунков, которые, например, могут быть легко изготовлены с использованием трубчатых элементов с ребрами по окружности, таких как спиральная пружина, также позволяет соединять материалы с образованием очень пластичного шва, где структура шва является достаточно точная и соседние точки соединений находятся достаточно близко друг другу для предотвращения проникновения внутрь жидкостей. Это является особенно полезным при применении к впитывающим прокладкам, в которых жидкость, например, моча или низковязкие фекальные вещества, могут быть удержаны с помощью водонепроницаемых лент. Такие ленты могут быть определены промышленными стандартами (Rising Column Strike Through) - ААТСС 127-1985 или эквивалентным способом, например, предоставленным INDA (ранее Международная ассоциация нетканых материалов и материалов разового применения, сейчас Ассоциация индустрии нетканых материалов) или EDANA (Европейская ассоциация нетканых материалов и материалов разового применения). Предпочтительно, что соединение, сделанной в соответствии с настоящим изобретением, предоставляет водостойкость свыше 80%, предпочтительно 90% от значения водостойкости соединенного материала, имеющего наименьшую водостойкость. Предпочтительно, что шов имеет водостойкость в размере по меньшей мере 60 мм, предпочтительнее по меньшей мере 100 мм.
Далее определенные исполнения настоящего изобретения описываются более детально. Однако данное описание не должно рассматриваться в качестве ограничения.
На Фиг.1А схематически изображен расширенный вид сверху уплотненной области 110 в ленте 100, показанной в данном случае в качестве нетканой ленты, в соответствии с настоящим изобретением, которая может быть изготовлена с использованием спиральной опоры. Лента включает волокна 120, изготовленные из термопластических плавких материалов, в данном случае из разрыхленной ваты, в основном бесконечные волокна 120, которые являются результатом процесса скрепления плавлением, с промежутками 123 между волокнами. Лента имеет направление 102 движения в машине и направление 104 под прямым углом к движению в машине, перпендикулярно первому. Уплотненные области имеют эллиптическую форму с более длинной большой осью 112 и более короткой малой осью 118. Большая ось уплотненной области находится под углом 116 относительно направлению 104 под прямым углом к движению ленты в машине. Уплотненная область включает центральную уплотненную область, определяемую эллипсом 108, и окружающую переходную область уплотненной области 109.
На Фиг.1B изображен вид в поперечном разрезе (не в масштабе) вдоль направления под прямым углом к движению в машине, показывающий прохождение ленты вдоль z-направления 106 ленты 100 и прохождение эллиптической уплотненной области 110, которая имеет центральную область 108 и переходную область 109. Лента изображается с гладкой поверхностью, обозначенной пунктирной линией 125. В уплотненной области 110 одна из поверхностей, в данном случае верхняя поверхность, вдавлена и материал в центральной области углубления пластически деформируется в твердый материал. Форма поверхности углубления может быть описана частью поверхности эллипсоида, в данном случае с использованием пунктирной линии 126. Углубление имеет глубину 128, а уплотненная область имеет минимальную толщину 127. Такое углубление может быть получено с использованием различных процессов нагрева и сжатия, как описано в данной заявке более подробно, но в случае с настоящим пояснением следует отметить, что сжатие достигается путем прижатия криволинейной структуры к плоской структуре и далее сжатие будет иметь наибольшую глубину в центральной части углубления. Следовательно, пластифицированный материал области будет выдавлен наружу в стороны в разрыхленное волокно переходной области 109 и будет обтекать нерасплавленные волокна. Таким образом, получится более гладкий переход в сравнении с традиционными процессами рельефного выдавливания.
Данный более гладкий переход все еще будет иметь место, даже если углубление имеет плоскую форму, как показано на Фиг.1C. В этом плане углубление может быть выполнено в форме усеченного эллипсоида, т.е. в форме эллипсоида с уплощенной поверхностью, так, если 6 верхняя часть эллипсоида была 6 усечена вдоль плоскости. В дальнейшем углубление уплотненной области будет иметь плоскую 126′ и криволинейную поверхность 126′′. Соответственно, углубление имеет глубину 128′ и уплотненная точка имеет свою минимальную толщину 127′.
Специалистам в данной области техники будет ясно, что для данного материала минимальная толщина уплотненной области 127, 127′ - или соответствующая глубина углубления 128, 128′ - зависит от сжатия и, соответственно, от ширины зазора опор сжатия. Если устанавливается слишком маленькое значение ширины зазора, тогда высота будет стремиться к нулю и могут образоваться отверстия. Также при установке ширины зазора высота будет зависеть от количества материала, определяемого основным весом ленты в уплотненной области. Вследствие объединенного механизма сжатия и бокового выдавливания любое изменение в основном весе ленты будет компенсировано в большей степени чем раньше, а свойства уплотненной ленты будут более унифицированными.
На Фиг.1D схематически изображен вид сверху такой ленты 100 с областями, содержащими меньшее количество волокон и имеющими меньший основной вес 121, и с областями, содержащими большее количество волокон и имеющими больший основной вес 122. Поэтому, также изображаются, что уплотненные области могут быть распложены в виде рисунка. Рисунок может быть описан путем расположения уплотненных областей в колонки 132 и ряды 138. Колонки могут совпадать с направлением 102 движения в машине или, как изображено на фигуре, могут находиться под углом 134 относительно направления движения в машине. Соседние колонки могут иметь расстояние 133 между колонками в направлении под прямым углом к движению в машине. Как показано, две соседние колонки смещены в направлении движения в машине половину расстояния двух соседних уплотненных областей в направлении движения в машине, таким образом формируется рисунок в виде шахматного порядка.
В то время как данный рисунок является действенным для колонок, на фигуре для рядов видно, что такой рисунок может быть описан множеством способов, а именно ряды могут быть расположены вдоль линий 138′ в сочетании с линиями 138′′ (т.е. два перекрывающихся рисунка), в котором последние находятся под прямым углом к колонке 133 или ряду линий 138′′′. Как показано, оси уплотненных областей 120 чаще совпадают с направлением 102 движения в машине, чем с линиями 132 или 138 рисунка.
На Фиг.2 изображено предпочтительное исполнение аппарата для создания уплотненных областей. Таким образом, гибкий вытянутый, в данном случае трубчатый элемент опоры с ребрами по окружности, выполняется в качестве спиральной пружины. На Фиг.2А изображен вид сверху, а на Фиг.2B и 2C изображены виды в CD и MD поперечном разрезе соответственно. На Фиг.2D изображен вид в поперечном разрезе гибкого вытянутого, в данном случае спирального элемента опоры. На эти фигурах лента 1000 движется в направлении 102 движения в машине (x-направлении) по основанию 1100 ленты и элемента опоры. Источник тепла, например, ультразвуковой сонотрод 2000, размещается для формирования зазора 5100, а спиральный элемент 3000 опоры с диаметром 3010 внешней спирали, диаметром 3020 провода, расстоянием 3030 между витками провода и конечными точками 3200 и 3300 спиральной опоры размещается в канавке 3600 в основании 1100 опоры. Ширина зазора соответствует наименьшему расстоянию между сонотродом 2000 и самым верхним (т.е. направленным в сторону сонотрода) краем спирального элемента опоры. Также обозначены уплотненные области или соединительные точки 4000 ленты (показано не все).
В определенном исполнении гибкая вытянутая, в данном случае спиральная опора была использована в форме спиральной пружины растяжения (т.е. соседние витки провода контактируют друг с другом), которая имеет внешний диаметр/диаметр витка равный приблизительно 8,9 мм, и, которая сделана из круглого провода диаметром приблизительно 1,8 мм, спираль имеет шаг примерно 5,55 витков/см и имеет отклонение в 10 мм при выполнении теста на гибкость. Спираль была размещена в канавке с приблизительной шириной 9 мм и приблизительной глубиной 8 мм. Канавка сделана из фанеры, которая является достаточно жесткой и недеформирующейся для настоящего применения. Вручную управляемый ультразвуковой сонотрод, предоставленный Sonic Italy, Rho, Milan, Italy, с приблизительной частотой 20 кГц и круговой головкой сонотрода размером в 6 мм вручную направлялся на спиральную пружину и два слоя традиционной фильерной нетканой ленты с приблизительно 27 г/м2, таким образом, генерируя соединительный рисунок уплотненных областей, имеющих эллиптическое протяжение равное приблизительно 1 мм для более длинной оси и приблизительно 0,6 мм для более короткой оси. Уплотненные области были расположены на расстоянии (от центральной точки до центральной точки) в приблизительно 1,8 мм друг от друга в соответствии с диаметром провода. При осмотре определяется углубленная поверхность и гладкий переход от уплотненной области к соседним неуплотненным областям. В первом исполнении спираль была размещена прямо, т.е. ось спирали имела вид прямой линии. Более длинная ось уплотненных областей находится под углом приблизительно в 10° к данной оси. Во втором исполнении канавка со спиралью внутри была криволинейно выгнута подобно исполнению, изображенному на Фиг.2. Более длинная ось эллипсоидных уплотненных областей находится под таким же углом, как было описано выше, к касательной к оси спирали.
В еще одном исполнении были использованы те же самые установки для соединения двух слоев традиционной полиэтиленовой пленки, которая используется в качестве защитного слоя в одноразовых изделиях, имеющих основной вес 18 г/м2, вместо нетканых лент. Также в данном исполнении уплотнение выражается в четко определяемом и достаточно прочном шве.
В еще одном определенном исполнении внешний диаметр витка спирали равняется 6,5 мм, диаметр круглого провода равняется приблизительно 1,2 мм и имеет длину 8,3 витка/см, и спираль имеет отклонение, равное более 50 мм при проведении теста на гибкость в тех же самых условиях, длина более длинной оси уплотненных областей равняется 0,75 мм, а длина более короткой оси равняется 0,4 мм. При осмотре определяется углубленная поверхность и гладкий переход от уплотненной области к соседним неуплотненным областям.
В еще одном определенном исполнении внешний диаметр витка спирали равняется 7,0 мм, диаметр круглого провода равняется приблизительно 0,6 мм и имеет длину 17 витков/см, и спираль имеет отклонение, равное более 50 мм при проведении теста на гибкость в тех же самых условиях, длина более длинной оси уплотненных областей равняется 1,0 мм, а длина более короткой оси равняется 0,3 мм. При осмотр определяется углубленная поверхность и гладкий переход от уплотненной области к соседним неуплотненным областям.
Следующие тесты были проведены с использованием железного многожильного провода с внешним диаметром около 1,2 мм, сделанного из многожильных проводов с диаметром около 0,1 мм, состоящих из 13 проводов/см, имеющего отклонение около 49 мм при проведении теста на гибкость. Гнущийся и гибкий железный провод с диаметром 3,5 мм имеет отклонение в 0,3 мм при проведении теста на гибкость, а жесткий поливинилхлоридный пластмассовый провод с диаметром около 3 мм имеет отклонение 39 мм при проведении теста на гибкость. Все исполнения имеют хорошую прочность шва.
В сравнительном примере цепь из магнитносоединенных металлических сфер, диаметр каждой из которых равняется 3 мм, была размещена в канавке, как было описано выше, и две ленты были аналогичных образом обработаны. Соединение проявилось в основном в виде круговых уплотненных областей с диаметром приблизительно 0,3 мм, отстоящих на расстоянии 3 мм, соответствующих диаметру сфер. Таким образом, соединение в данном варианте не имеет никаких направляющих преимуществ. Также в данном исполнении максимальный процент уплотнения ниже, чем в случае со спиральной пружиной, а прочность шва, хотя для некоторых применений они может являться достаточной, равнялась приблизительно 30% от полученной прочности с использованием витков, т.е. значительно ниже.
На Фиг.7 изображено определенное исполнение установок, как описывалось в контексте Фиг.2 выше. В данном исполнении источник энергии является ультразвуковым излучателем или сонотродом, а амортизирующий элемент 3700 размещается между гибким вытянутым, в данном случае трубчатым элементом опоры и конструкцией основания. В примерном исполнении амортизирующий элемент является традиционной полоской из твердой резины с толщиной около 4 мм. В еще одном примерном исполнении амортизирующий элемент является коммерчески доступным пеноматериалом, например, доступным в качестве "3М 03809 шлифовальной губки" с толщиной около 5 мм. Для обоих примеров соединение было, по меньшей мере, таким же качественным, как и в других примерах, где использовалось трубчатая опора, поддерживаемая более жесткой или менее эластичной конструкцией основания.
На Фиг.3 также изображены примерные варианты для трубчатых опор с ребрами по окружности.
На Фиг.3A изображен вид сверху гибкого вытянутого, в данном случае спирального, элемента опоры в форме спиральной пружины 3000, как обсуждалось в контексте Фиг.2, с осью 3015 спирали и углом 3018 спирали. Также рассматриваются эллипсы 3100, которые отображают часть провода, которые могут входить в ленту и формировать уплотненную область 100, как обсуждено в контексте Фиг.1, с большой и малой осями, а также углами, как описывалось в данной заявке. Поскольку расстояние между двумя соседними проводами стремиться к нулю, то расстояние центральных точек двух соседних эллипсов соответствует диаметру 3020 провода.
Следует отметить, что при сгибе спирального элемента опоры ось спирали также гнется. Поэтому углы, как описано в данной заявке, будут являться локальными углами. Также расстояние между витками провода может изменяться слева направо (принимая во внимание направление, изображенное на Фиг.3A).
На Фиг.3B изображен вариант, изображенный на Фиг.3A, за исключением того факта, что поперечное сечение провода не круговое, а имеет форму уплощенных кругов, например, если два симметричных сегмента срезаются вдоль хорды с провода с диаметром 3020. Расстояние между витками провода станет меньше, чем диаметр провода, в то время как уплотненная область в ленте останется прежнего размера, но две соседние уплотненные области станут ближе друг к другу.
Еще один вариант спирального элемента опоры изображается на Фиг.3C с видом поперечного сечения шестиугольного провода и на Фиг.3D, на которой изображен вторичный провод 3050, накрученный вокруг шестиугольного сердечника. Исполнение, изображенное на Фиг.3D, может проявляться в определенной уплотненной области, как изображено на Фиг.3E, на которой первичная уплотненная область 110, соответствующая эллипсу контакта трубчатой опоры 3100, изображенному в масштабе, состоит из вторичных областей или подобластей 111.
На Фиг.3F изображено еще одно исполнение гибкого вытянутого, в данном случае трубчатого элемента опоры с ребрами по окружности, который может быть сформирован из регулировочных колец, установленных на сердечник 3065. Для этого большие регулировочные кольца 3060 могут чередоваться с меньшими регулировочными кольцами 3062. Сердечник может быть изготовлен из гибкого материала, на который устанавливаются регулировочные кольца, пока он находится в вытянутом положении так, чтобы они могли контактировать друг с другом после установки и дальнейшей стабилизации колец.
Объемом настоящего изобретения также рассматривается исполнение трубчатой опоры с ребрами по окружности, как изображено на Фиг.3G, в которой используется традиционная гофрированная или спирально свернутая труба, например, с круговым поперечным сечением, как изображено на Фиг.3H, или прямоугольным поперечным сечением со скругленными углами, как изображено на Фиг.3I.
На Фиг.4А изображен предпочтительный вариант, в котором соединительная кривая, например, y-направленное смещение трубчатой опоры по сравнению с прямой конфигурацией, определяется деформацией спиральной опоры посредством перемещаемых в стороны средств крепления 5000.
Как показано, длина 3500 кривой спиральной опоры превышает самое короткое расстояние 3400 между конечными точками 3200 и 3300 спиральной опоры на основании опоры, которая может являться цилиндрическим валом.
Как изображено на Фиг.4B, средства крепления 5000 находятся в различных поперечных положениях, таким образом, создавая соединительную кривую разной формы. Спиральная опора может приспосабливаться к изменениям длины кривой, поскольку конечные точки 3200 и 3300 могут легко двигаться в x-направлении, если устанавливается отличная форма кривой. В альтернативном варианте конечные точки могут быть закреплены и спиральная опоры слегка расширяется путем увеличения расстояния 3030 между витками проводами, поскольку формируются отличные от прямой линии кривые.
Также на Фиг.4B изображены примерные средства формирования кривизны 5010, показанные здесь как направляющие колеса 5020, которые являются передвижными посредством линейного привода 5030, соединенного с закрепленным каркасом в области зазора. Колеса 5020 взаимодействуют с направляющими элементами 5040, соединенными со средствами подвижных креплений 5000. При передвижении направляющих элементов 5040 вдоль направления 102 движения в машине и при движении (104) направляющих колес 5020 по направлению под прямым углом к движению материала в машине форма соединительной кривой может непрерывно изменяться.
На Фиг.5A схематически изображено расположение на поверхности основания опоры, например, опорном вале 5300, гибкого вытянутого, в данном случае трубчатого элемента опоры. Трубчатый элемент опоры 3000 противодействует источнику энергии, например, сонотроду, 2000 и лента (не показана) уплотняется в зазоре 5100. Следующая конструкция изображена на Фиг.5B. На фигуре изображены дополнительные средства направления опорного элемента 5200, закрепленные стационарно относительно источнику энергии. Гибкий элемент опоры, например, спиральная пружина, направляется посредством средств направления, так что он поднимается с поверхности основания опоры. В результате гибкий элемент опоры проходит рядом с источником питания, например, скорее вдоль прямой линии, чем кривой, как описано в варианте, изображенном на Фиг.5A. Далее продлевается время взаимодействия с источником энергии и взаимодействие теперь может распространяться на всю поверхность источника энергии, а не только на линию контакта вдоль него. В данной установке материал также прессуется в другую форму, отличную от опорного вала, который принимает материал.
На Фиг.6A изображены еще несколько исполнений, которые могут принести определенную пользу, если необходимой является не только колонка уплотненных точек, но и целый массив. Для этого несколько гибких вытянутых, в данном случае трубчатых, элементов 3000 опоры могут быть размещены рядом друг с другом на поверхности основания опоры 5300. Каждый из которых может являться закрытой спиралью или отдельная спираль может быть намотана вокруг опоры.
Еще один вариант изображен на Фиг.6B. Подобно исполнению, изображенному на Фиг.6A, несколько элементов опоры, в данном случае в форме спиральной пружины, размещаются рядом друг с другом. Однако расстояние между витками провода увеличивается, например, посредством растяжения спиральной пружины, так что провода соседней спирали или части спирали могут быть уникальным образом расположены внутри такого зазора провода, как показано с использованием стрелок 6000. Данное действие предоставляет гибкость границ для создания различных рисунков уплотненной области с изменяемым количеством уплотненных областей на единицу площади и с процентом площади уплотненной области.
Следующее исполнение гибкого вытянутого элемента изображается на Фиг.8A, на которой показана цепь 7000 из полых элементов 7010 цилиндрической формы, имеющих сравнительно низкую эластичность, которые соединены друг с другом посредством шарнирных соединений 7040, и в данном случае изображенного в виде элемента 7030 сердечника непрерывной цепи, проходящего через полый центр цилиндров. Элемент сердечника цепи может быть гибкой полосой или пружиной, и так же может быть эластичной. Общая гибкость цепи может быть теперь определена плотностью установки цилиндров на пружине, растяжением пружины, если она эластична, и посредством определения расстояния между соседними цилиндрическими элементами. На Фиг.8B схематически изображено цилиндрическое углубление, формирующее уплотненную точку.
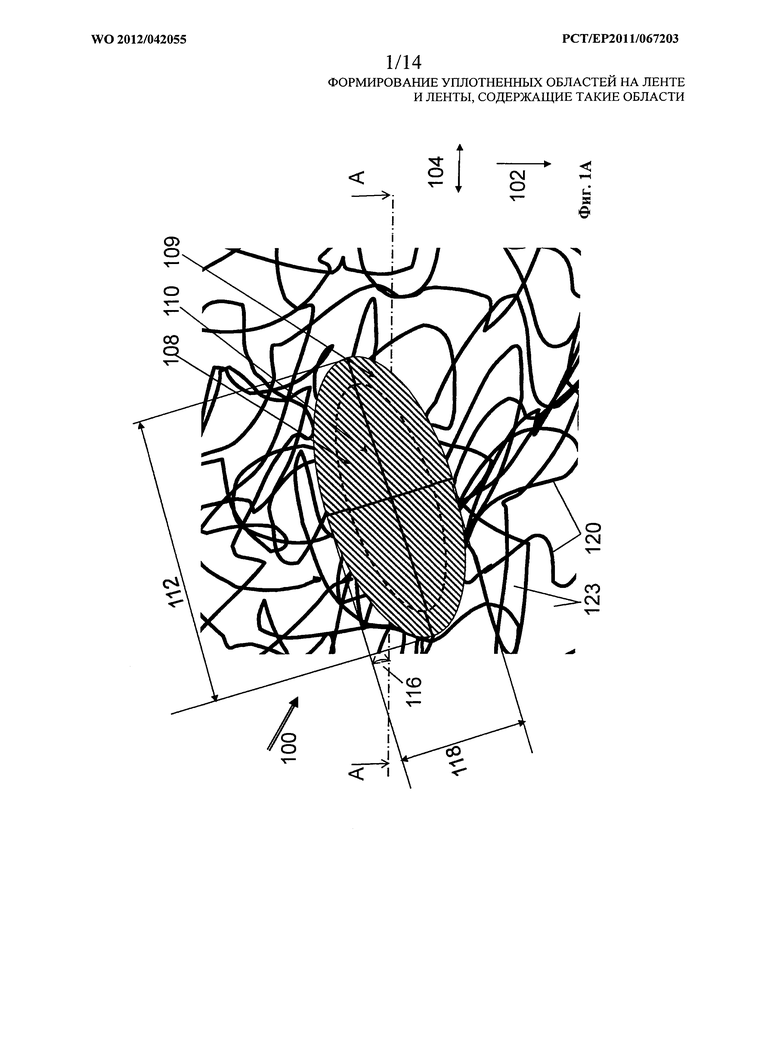
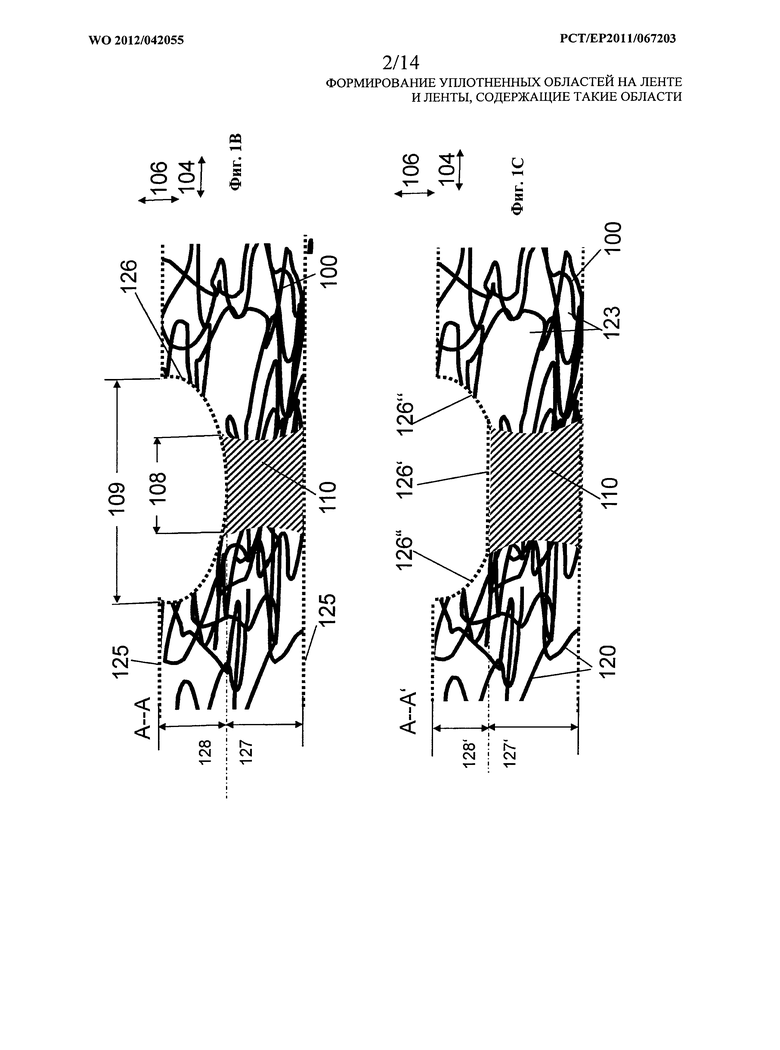
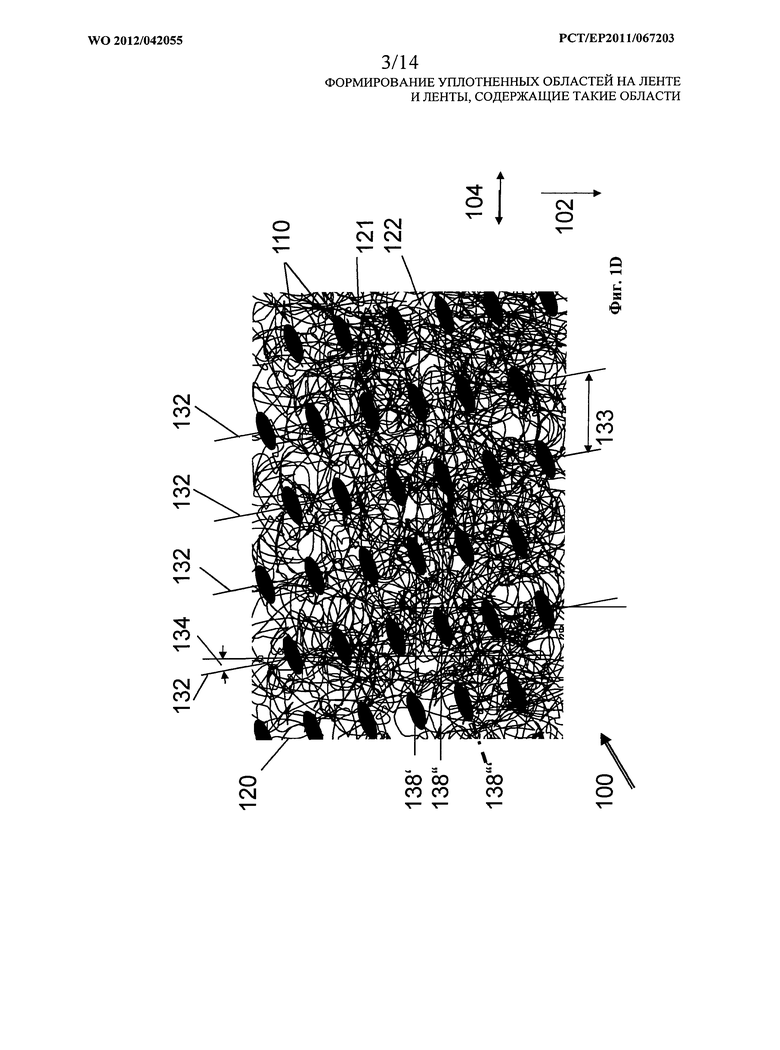
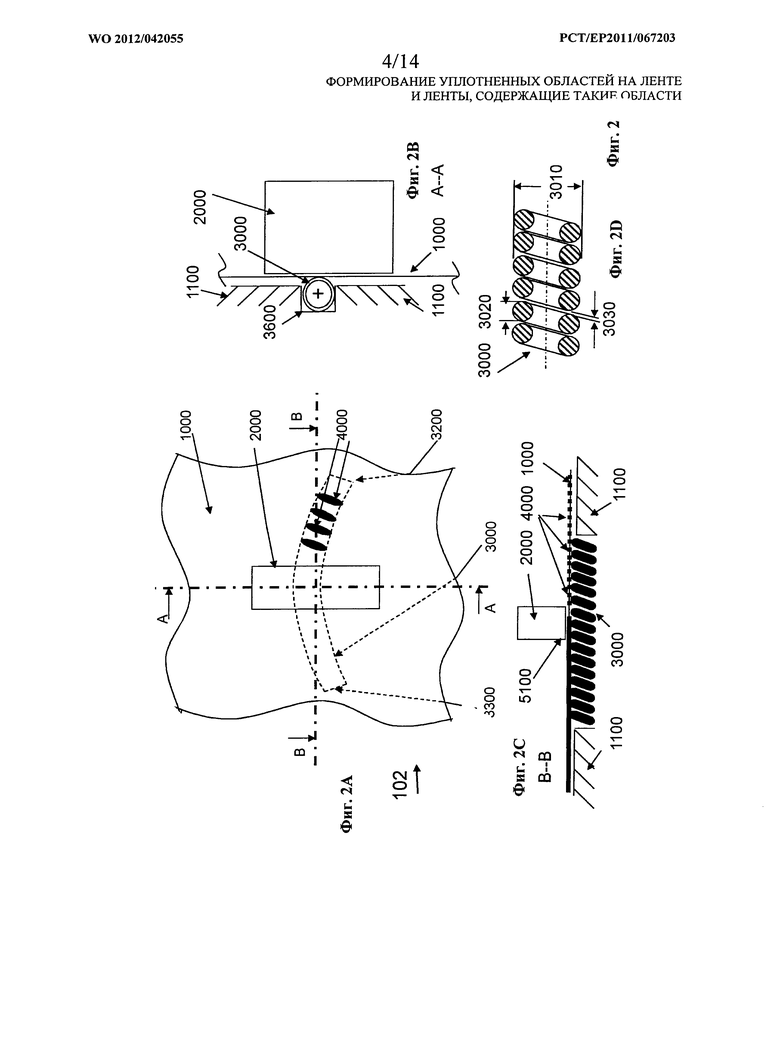
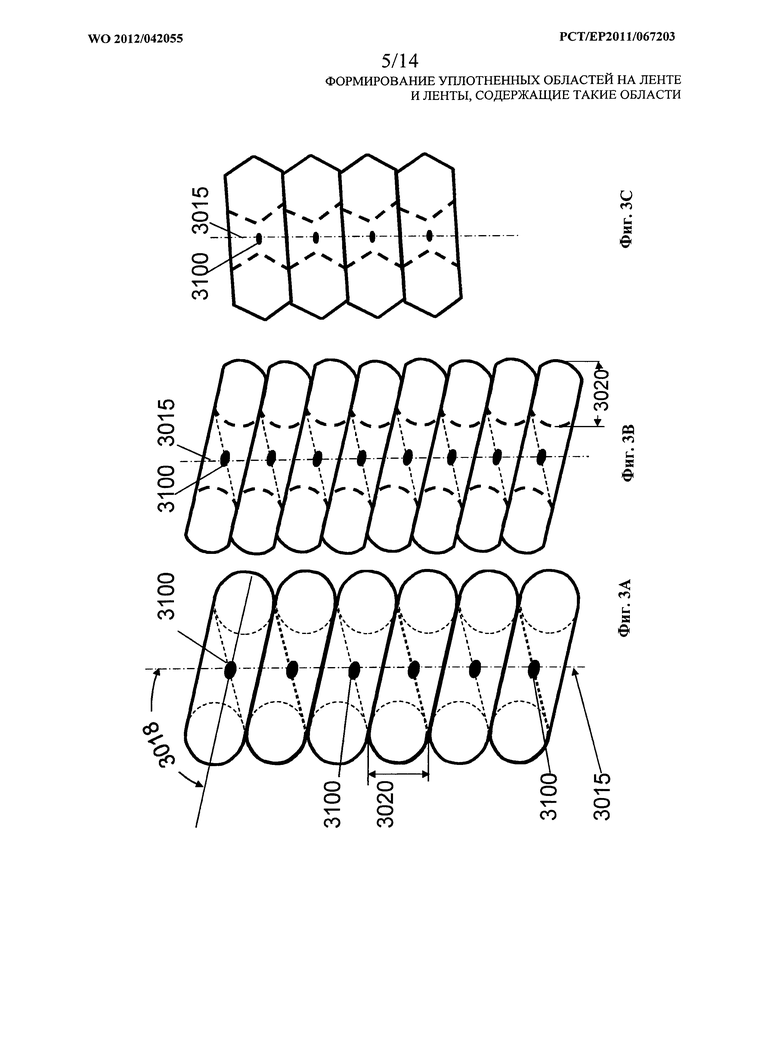
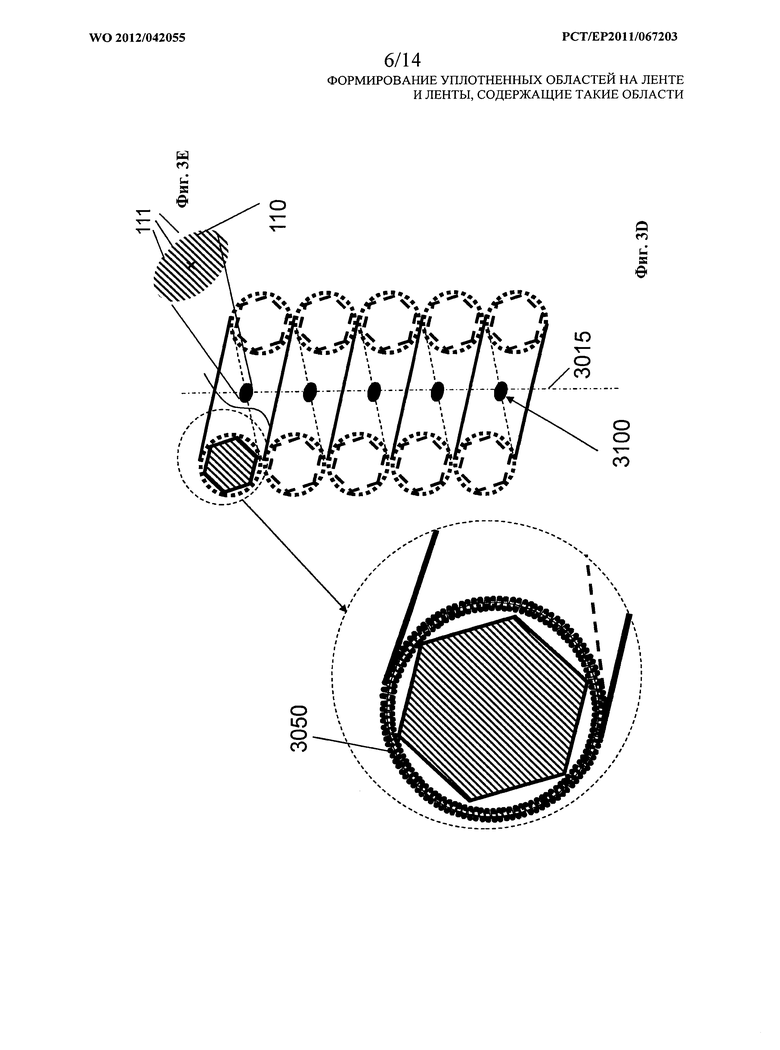
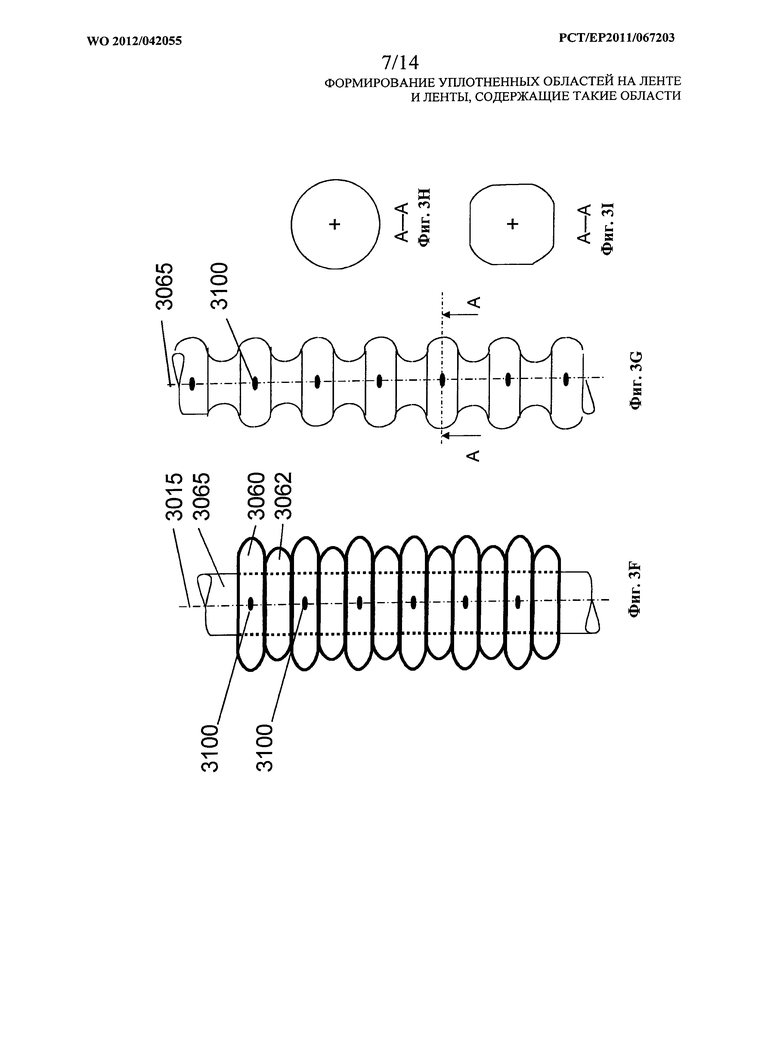
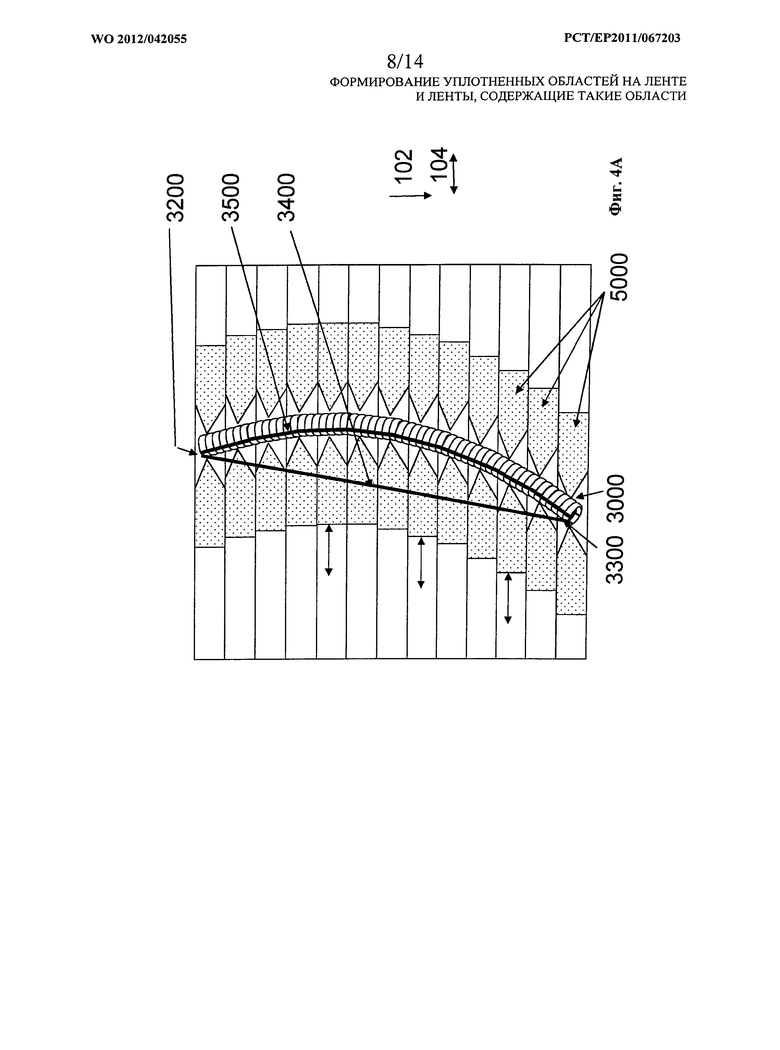
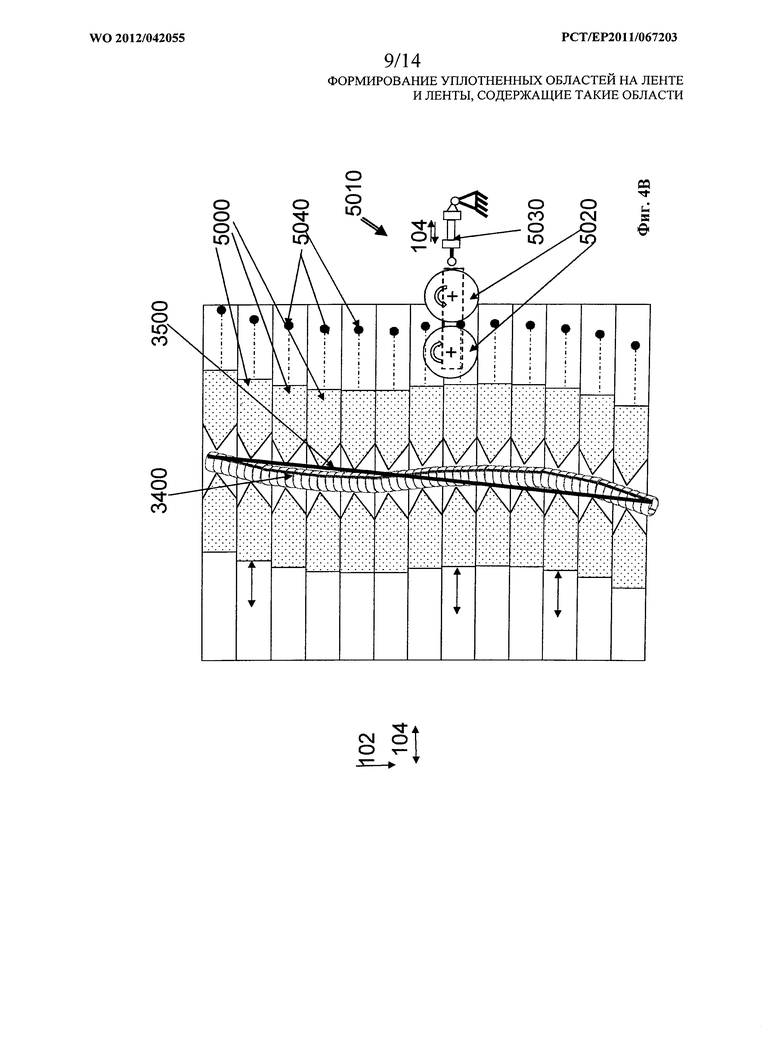
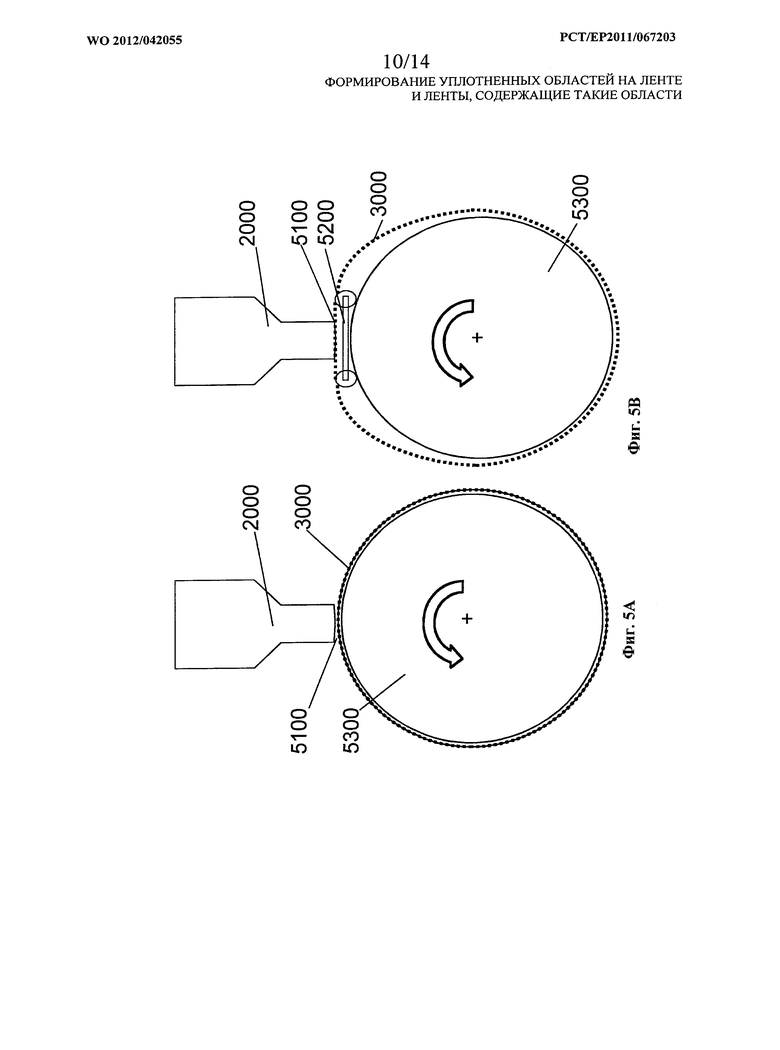
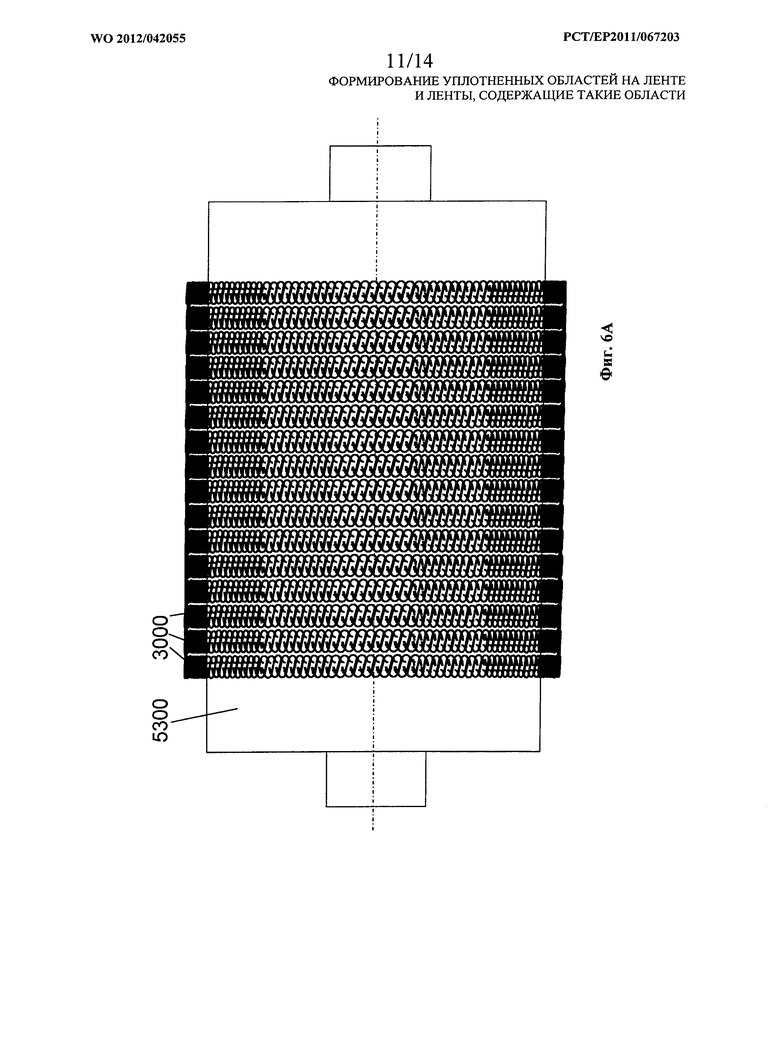
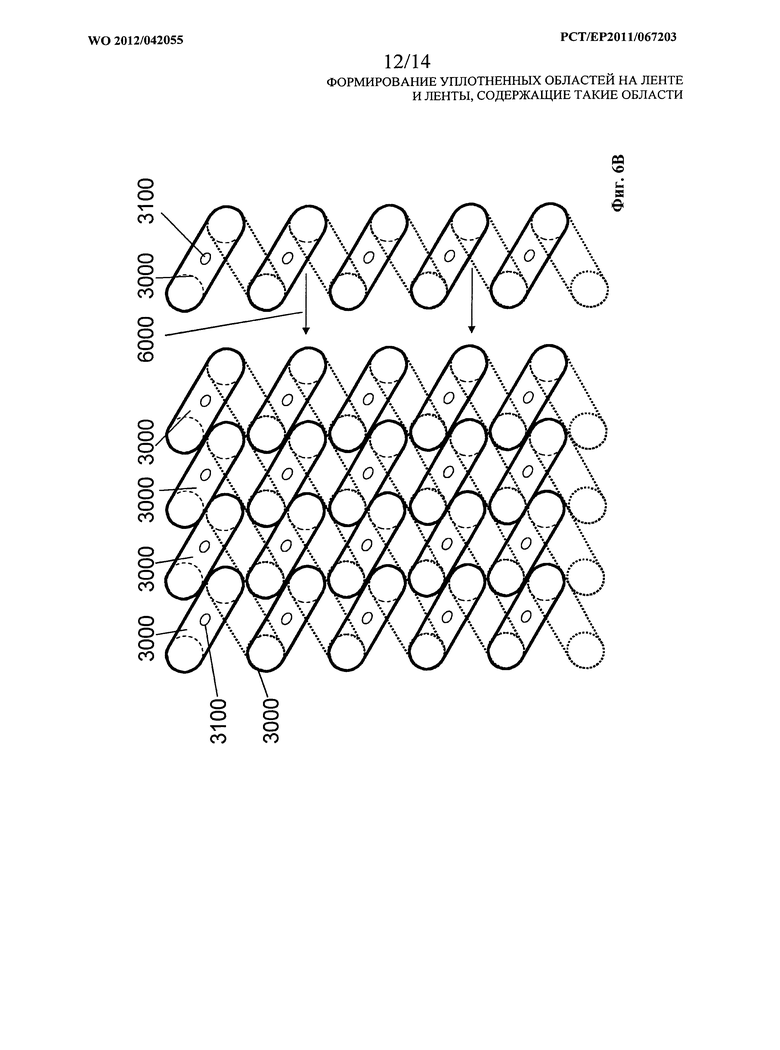
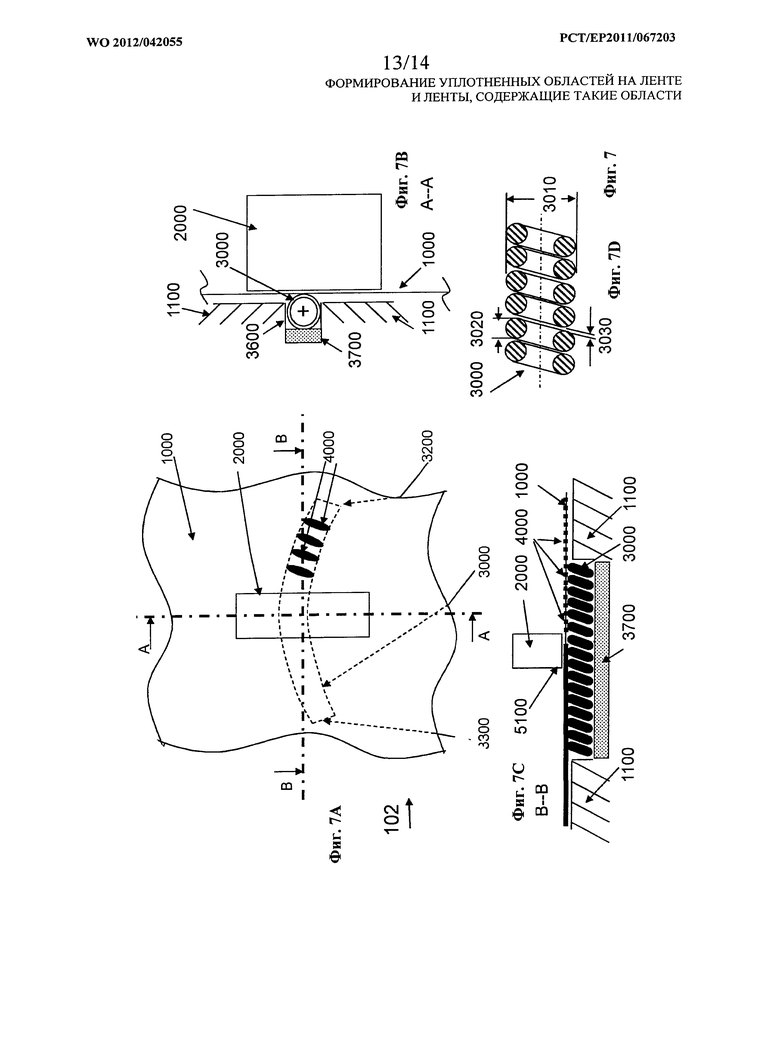
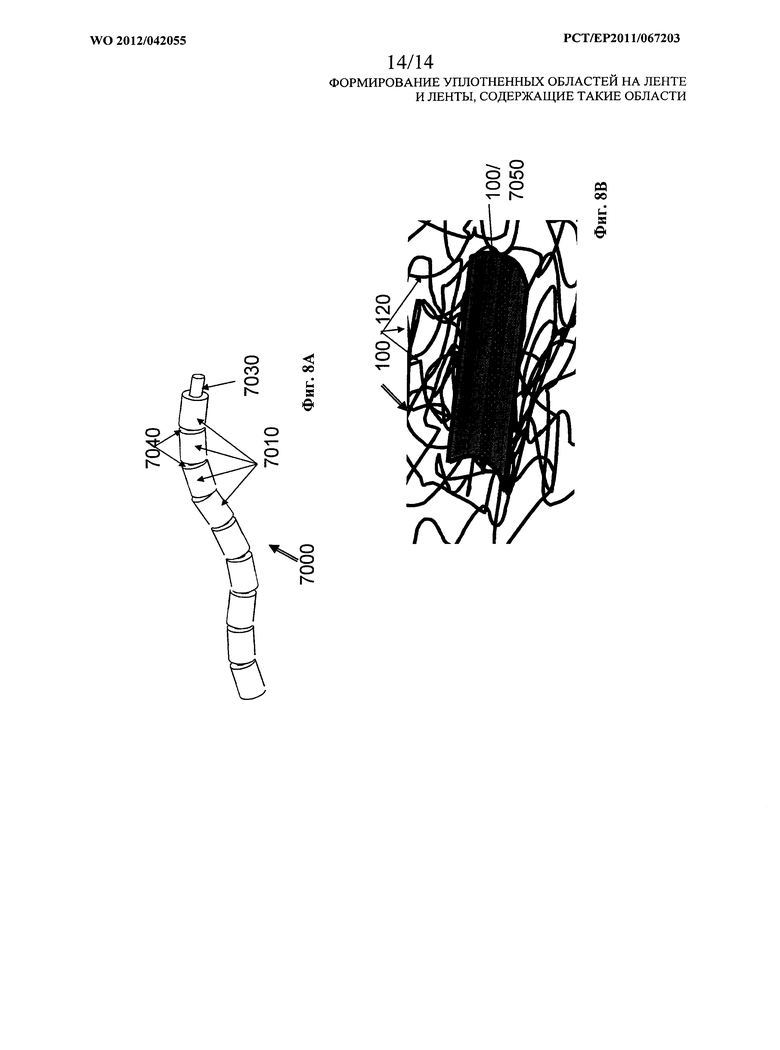
Изобретение относится к аппарату и способу создания уплотненных областей, а также к лентам, включающим такие области. Техническим результатом изобретения является исключение зависимости формы уплотненных областей от отклонений свойств прессуемого материала. Технический результат достигается аппаратом для уплотнения одной или нескольких областей одной или нескольких лент, которые содержат термопластические материалы и которые имеют направления длины (х), ширины (y) и толщины (z), путем использования пластичной деформации. Аппарат имеет х-направление или направление движения в машине, совпадающее с направлением движения ленты относительно аппарата, y-направление или направление под прямым углом к движению в машине, совпадающее с направлением ширины ленты. Аппарат содержит один или несколько источников энергии для увеличения температуры области ленты. Причем источник энергии излучает звуковую, предпочтительно ультразвуковую энергию. Первую и вторую опоры, формирующие зазор и приспособленные для приема в него ленты, так что толщина или z-направление лент совпадает с шириной зазора. Средства регулировки ширины зазора, адаптированные для прикладывания давления к ленте в зазоре. Аппарат характеризуется тем, что первая опора содержит конструкцию основания первой опоры, представляющую собой плоское основание или цилиндрический вал, и гибкий вытянутый элемент, содержащий металл, часть которого размещена на поверхности конструкции основания или утоплена в нее. Гибкий элемент является гибким в его y- и z- направлении и имеет степень гибкости более 0,01 мм. 4 н. и 12 з.п. ф-лы, 28 ил.
1. Аппарат для уплотнения одной или нескольких областей одной или нескольких лент, которые содержат термопластические материалы, и которые имеют направления длины (х), ширины (y) и толщины (z), путем использования пластичной деформации,
указанный аппарат имеет х-направление или направление движения в машине, совпадающее с направлением движения указанной ленты (лент) относительно указанного аппарата, y-направление или направление под прямым углом к движению в машине, совпадающее с направлением ширины ленты (лент),
где указанный аппарат содержит:
один или несколько источников энергии для увеличения температуры, по меньшей мере, указанной области (областей) указанной ленты (лент), причем по меньшей мере один из указанных источников энергии излучает звуковую, предпочтительно ультразвуковую энергию;
первую и вторую опоры, формирующие зазор и приспособленные для приема в него указанной ленты (лент), так что толщина или z-направление указанных лент совпадает с шириной зазора;
средства регулировки ширины зазора, адаптированные для прикладывания давления к указанной ленте (лентам) в указанном зазоре,
где указанный аппарат характеризуется тем, что
указанная первая опора содержит
конструкцию основания первой опоры,
предпочтительно представляющую собой плоское основание или цилиндрический вал,
и гибкий вытянутый элемент,
предпочтительно содержащий металл,
по меньшей мере часть которого размещена на поверхности указанной конструкции основания или утоплена в нее,
который является гибким, по меньшей мере, в его y- и z-направлении и предпочтительно имеет степень гибкости более 0,01 мм.
2. Аппарат по п. 1, где указанный гибкий вытянутый элемент, формирующий первую опору, имеет протяжение в х-направлении, которое по меньшей мере в два раза длиннее среднего из своих основных поперечных расстояний.
3. Аппарат по п. 1, где указанная конструкция основания первой опоры выполнена в виде цилиндрического вала, причем указанный аппарат дополнительно содержит подъемник элемента опоры, размещенный стационарно относительно зазора и адаптированный для подъема частей указанного гибкого вытянутого элемента с указанной конструкции основания в область зазора или рядом с ней.
4. Аппарат по п. 1, дополнительно содержащий амортизирующий элемент, размещенный между указанным вытянутым элементом опоры и указанным основанием опоры, и имеющий гибкость, которая превышает гибкость указанного гибкого вытянутого элемента и гибкость указанной конструкции основания гибкого элемента.
5. Аппарат по п. 1, где указанный гибкий вытянутый элемент может иметь габаритные размеры в y- и z-направлении менее 80 мм, предпочтительно менее 20 мм, еще предпочтительнее менее 12 мм.
6. Аппарат по п. 1, дополнительно содержащий средства формирования гибкого вытянутого элемента, адаптированные для смещения предопределенных частей указанного гибкого вытянутого элемента в y-направлении.
7. Аппарат по любому из пп. 1-6, где указанный гибкий вытянутый элемент указанной первой опоры выбирают из группы, включающей:
i) провода, предпочтительно имеющие круглую или эллиптическую форму поперечного сечения, или имеющие полый сердечник,
ii) цепи из последовательно соединенных элементов, где элементы имеют гибкость, которая меньше, чем гибкость всей цепи, и элементы шарнирно, путем сцепления или путем захвата соединены для формирования цепи, причем указанные цепи содержат расположенные на гибком сердечнике цилиндрические элементы или элементы, имеющие форму усеченного конуса, и iii) трубчатые элементы с ребрами по окружности, предпочтительно выбранные из группы, состоящей из спиральной пружины, многожильных проводов, регулировочных колец, установленных на гибком сердечнике, а также складчатых, гофрированных или ребристых гибких труб.
8. Аппарат по п. 7, где указанный трубчатый элемент является спиральной пружиной, содержащей провод спирали, который имеет форму поперечного сечения, которая является круглой, эллиптической, уплощенной круглой или шестигранной, причем указанный провод спирали предпочтительно имеет максимальный внешний диаметр менее 10 мм, более предпочтительно менее 5 мм, еще более предпочтительно менее 2,5 мм.
9. Способ создания множества уплотненных областей на одной или нескольких лентах, где указанный способ включает следующие этапы:
a) предоставления одного или нескольких ленточных материалов, включающих термопластические материалы,
причем указанная лента (ленты) имеет х-направление или направление движения в машине, y-направление или направление под прямым углом к движению в машине и z-направление или направление толщины;
b) формирования зазора в соответствии с z-направлением указанной ленты (лент) между первой опорой, гибкий элемент которой поддерживается конструкцией основания, и противодействующей второй опорой,
где указанный гибкий элемент опоры имеет в указанном зазоре гибкость в z-направлении выше, чем соответствующая гибкость указанной конструкции основания элемента опоры;
c) подачи одной или нескольких лент в указанный зазор;
d) установки ширины зазора в z-направлении или давления в зазоре между указанной второй опорой и указанным гибким элементом опоры на предопределенный уровень;
e) опционального предоставления энергии для того, чтобы вызывать повышение температуры в указанной ленте или ее предопределенных участках;
f) сжатия указанной ленты (лент) в предопределенный рисунок в указанном зазоре, таким образом, создавая уплотненные области, так что указанные уплотненные области имеют несферическое эллипсоидное, усеченное эллипсоидное, цилиндрическое или усеченное коническое углубление в ленте.
10. Способ создания уплотненных областей на одной или нескольких лентах по п. 9,
где указанная одна или несколько лент имеют отклонения около предопределенного значения по меньшей мере одного свойства ленты, выбранного из группы, состоящей из основного веса, плотности, толщины и состава;
где указанный предопределенный уровень указанной ширины зазора или давления в зазоре устанавливают в соответствии с этапом d) в соответствии с указанным предопределенным значением указанного свойства ленты
и где указанная гибкость указанного гибкого элемента опоры и/или дополнительного амортизирующего элемента сглаживает указанное отклонение ленты,
так что указанная форма указанных уплотненных областей в основном не зависит от указанных отклонений.
11. Лента, полученная с помощью способа по п. 9, предпочтительно сжимаемая лента, и предпочтительно содержащая волокна или пеноматериалы, возможно представляющая собой композитную структуру, образованную из других лент или пленочного материала, имеющая х-направление или направление движения в машине, y-направление или направление под прямым углом к движению в машине и z-направление или направление толщины
и содержащая одну уплотненную область или несколько уплотненных областей в виде углублений, которые имеют в основном некруговую эллиптическую форму в х-y-ориентации ленты, и, которые имеют эллипсоидную или усеченную эллипсоидную форму, причем предпочтительно большая ось указанной некруговой эллиптической формы в х-y-ориентации ленты находится под углом больше 0° и меньше 45° к направлению движения ленты в машине.
12. Лента по п. 11, где указанные уплотненные области содержат отверстия предопределенного размера, предпочтительно прямолинейные или нелинейные прорези.
13. Лента по п. 11, где указанные уплотненные области формируют предопределенный рисунок, где множество уплотненных областей размещены вдоль линии уплотненного рисунка, причем предпочтительно большая ось по меньшей мере одной из указанных уплотненных областей находится под углом больше 0° и меньше 45° к указанной линии уплотненного рисунка.
14. Лента по п. 13, где указанный предопределенный рисунок проходит в основном через всю поверхность указанной ленты.
15. Лента по любому из пп. 13 или 14, где указанный предопределенный рисунок формирует шов для соединения двух лент или двух или более слоев одной ленты.
16. Лента, полученная с помощью способа по п. 9, предпочтительно сжимаемая лента, и предпочтительно содержащая волокна или пеноматериалы, возможно представляющая собой композитную структуру, образованную из других лент или пленочного материала, имеющая х-направление или направление движения в машине, y-направление или направление под прямым углом к движению в машине и z-направление или направление толщины
и содержащая одну уплотненную область или несколько уплотненных областей в виде углублений, которые имеют в основном прямоугольную форму в х-y-ориентации ленты, и которые имеют цилиндрическую форму, причем предпочтительно большая ось указанной прямоугольной формы в х-y-ориентации ленты находится под углом больше 0° и меньше 45° к направлению движения ленты в машине.
| Способ определения зон слабоустойчивой кровли пластов полезных ископаемых | 1986 |
|
SU1346818A1 |
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ТРЕХМЕРНОЙ СТРУКТУРЫ В ПОДЛОЖКЕ | 2002 |
|
RU2297915C2 |
| WO 2006089883 А1, 31.08.2006; | |||
| US 2007117481 А1, 24.05.2007; | |||
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ РАСТЯЖЕНИЯ РАСТЯГИВАЮЩЕГОСЯ СЛОИСТОГО С НУЛЕВОЙ ДЕФОРМАЦИЕЙ ПОЛОТНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2098277C1 |
| US 5266257 A, 30.11.1993. | |||

