Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывного нанесения печати на водорастворимую пленку в ходе производства водорастворимого пакета моющего средства.
Уровень техники
Нанесение печати на водорастворимую пленку известно в технике. Международная заявка № WO 2007/034471 относится к отпечатанной пленке для водорастворимого моющего средства, содержащей пленочную основу и по меньшей мере один отпечаток, напечатанный на ней и (или) на упомянутой пленке, а упомянутая пленка содержит водорастворимое моющее средство, приспособленное для эффективной очистки при отмывке различных человеческих тел и вещей. Патент США №5666785 относится к нанесению печати непосредственно на водорастворимую пленку. Конкретнее, он относится к способу и устройству для печатания графики и текста непосредственно на водорастворимые пленки, когда пленка находится в процессе формирования в водорастворимый контейнер упаковочной машиной. Процесс печатания инициируется, когда упаковочная машина временно останавливает перемещение пленки в ходе цикла формования, наполнения и герметизации, в котором производится водорастворимый контейнер. Заявка на патент Японии №55-034966 относится к нанесению печати на фрукты неискаженных оттисков без повреждения этих фруктов. Этот способ включает в себя печатание на водорастворимой пленке, наклеивание этой пленки на фрукты с помощью клея, а затем удаление пленки растворением.
Производство водорастворимых пакетов известно в технике. Международная заявка № WO 02/40351 относится к процессу производства водорастворимых пакетов. Европейский патент №1504994 раскрывает процесс изготовления водорастворимого многосекционного пакета заявка на патент США №2008/0041020 относится к водорастворимому многосекционному пакету для мытья посуды.
Автономное печатание используется при маркировке упаковочного материала и достигается печатанием на упаковочном материале в отдельном процессе перед тем, как упаковочный материал помещается в упаковочную машину. Обычно этот автономный процесс печатания требует, чтобы рулоны упаковочного материала были размотаны, отпечатаны, а затем нагреты для высушивания. Далее упаковочный материал снова наматывается в рулоны и хранится до подачи в фактический процесс упаковки.
Водорастворимые моющие пакеты готовятся из автономно отпечатанной водорастворимой пленки. Этот процесс раскрыт в совместно рассматриваемых заявках на патент США №№12/270534 и 12/270547.
Автономное печатание использует избыточные этапы процесса и значительно замедляет процесс производства упаковки. Далее, поскольку процесс печатания отделен от фактического процесса упаковки, необходимое оборудование удалено одно от другого, а потому вся работа требует большой площади. Далее, избыточное манипулирование водорастворимой пленкой при разматывании и обратном наматывании пленки может повреждать целостность и прочность самой водорастворимой пленки. Потеря целостности и прочности будет отрицательно влиять на качество конечного продукта. Избыточная манипуляция может также приводить к повышенным уровням отходов из-за запуска и завершения каждого процесса. Расходы, связанные с обращением с этими отходами, должны быть значительны. Другим недостатком автономного печатания является хранение отпечатанного материала, что требует дополнительного пространства для хранения. Автономное печатание также создает риск печатания излишка дизайна.
Существует необходимость в способе, в котором на водорастворимую пленку можно непрерывно наносить печать, а затем немедленно использовать в процессе изготовления пакетов.
Раскрытие изобретения
Способ производства водорастворимого моющего пакета с напечатанной на нем графикой, содержащий подачу водорастворимой пленки через:
а) по меньшей мере одну секцию флексографической печати; а затем
б) секцию производства водорастворимых моющих пакетов;
характеризующийся тем, что водорастворимая пленка формуется в пакеты немедленно после нанесения печати на упомянутую водорастворимую пленку.
Краткое описание чертежей
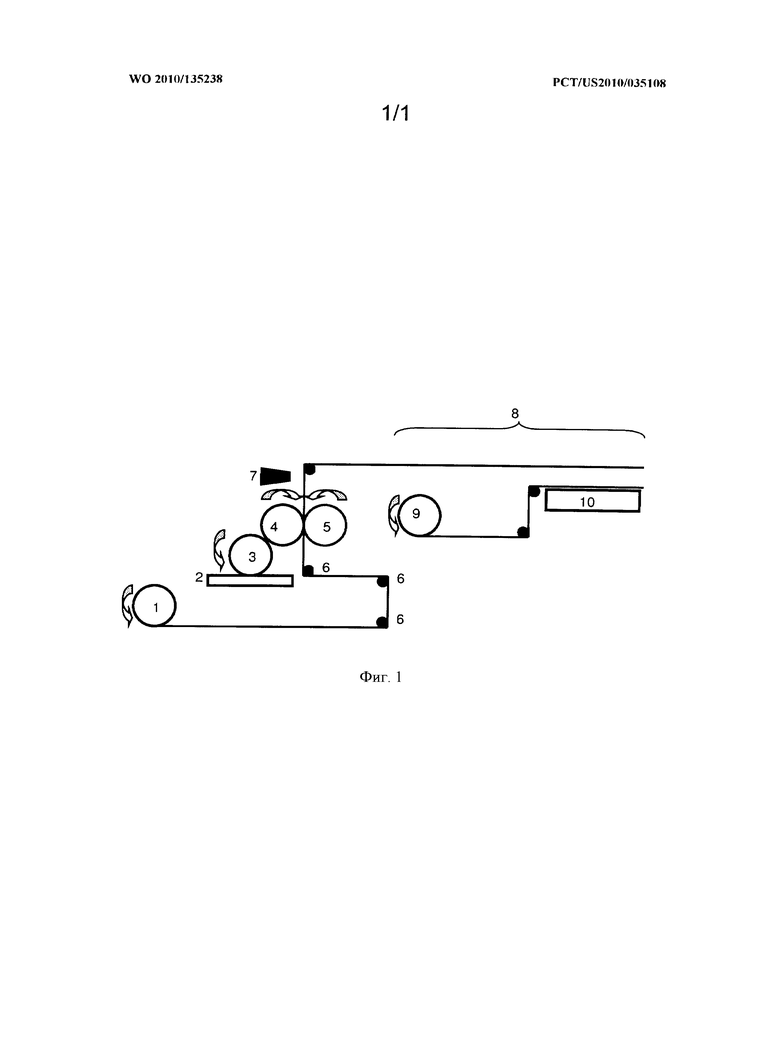
Фиг.1 показывает секцию флексографической печати в составе поточной линии с секцией производства водорастворимых пакетов.
Подробное описание изобретения
Фиг.1 иллюстрирует настоящее изобретение. Однако упомянутая иллюстрация приведена только в порядке примера, а не подразумевается ограничивающей.
Способ по настоящему изобретению содержит секцию флексографической печати. Флексографическая печать представляет собой способ прямой ротационной печати, который использует гибкие печатные пластины, обычно сделанные из резины или пластмассы. Эти печатные пластины со слегка приподнятой площадью изображения вращаются на цилиндре, образуя валик для формирования графического изображения, который переносит изображение на подложку.
Под выражением «в составе поточной линии» подразумевается, что секция флексографической печати и секция производства водорастворимых пакетов размещены рядом одна с другой. В отличие от автономного печатания отпечатанная водорастворимая пленка не хранится перед использованием в секции производства пакетов.
Под выражением «материал для печати» подразумеваются краски и красящие вещества, а также покрывающие печать лаки, гели, жидкости, порошки, ароматизирующие микрокапсулы и другие функциональные материалы.
Секция флексографической печати предпочтительно содержит лоток (2) материала для печати, промежуточный валик для подачиматериала для печати, именуемый анилоксовым валиком (3), валик (4) для формирования графического изображения и прессовый валик (5).
В процессе печатания с единственным материалом для печати требуется одна флексографическая секция. В процессе печатания со множеством печатаемых материалов водорастворимая пленка пропускается через множество секций флексографической печати. Материал для печати из различных флексографических секций может наноситься на одну и ту же водорастворимую пленку. Печатание таким образом позволяет производителю изготавливать многоцветные изображения или части изображений с разнообразными материалами для печати, рисунками и эффектами. В процессе печатания со множеством материалов для печати множество секций флексографической печати может размещаться в поточной линии, одна после другой, либо множество секций флексографической печати могут размещаться вокруг одного большого центрального печатного цилиндра для производства многоцветных изображений или частей изображений.
Лоток для материала для печати и материал для печати
Лоток (2) материала для печати содержит запас материала для печати. В предпочтительном варианте осуществления запас материала для печати представляет собой непрерывно циркулирующий материал для печати, тем самым контролируется вязкость материала для печати. Если вязкость материала для печати слишком высока, материал для печати может высыхать на поверхности валика для формирования графического изображения. Это имеет отрицательное влияние на качество печатания, потому что материал для печати не будет полностью переноситься на поверхность водорастворимой пленки в процессе печатания. Материал для печати может иметь подобную воде консистенцию с низкой вязкостью, либо, альтернативно, может иметь пастообразную консистенцию и высокую вязкость. Однако для того, чтобы гарантировать высококачественное печатание, важно в процессе печатания поддерживать вязкость материала для печати предпочтительно постоянной. Вязкостью материала для печати можно манипулировать путем добавления воды или иного растворителя. В предпочтительном варианте осуществления материал для печати имеет вязкость от 300 сП (сантипуаз) до 10000 сП, предпочтительнее от 80 сП до 8000 сП, и еще более предпочтительно от 1000 сП до 5000 сП.
Надлежащие материалы для печати для данного изобретения пригодны для печатания на водорастворимой пленке и для того, чтобы пленка имела желательные свойства по показателю растворения и коэффициенту непрозрачности. Сам материал для печати должен также обеспечивать желаемый уровень дисперсности в воде. Материал для печати для данного изобретения предпочтительно представляет собой красу, красящее вещество, покрывающий печать лак, гель, порошок или их смеси. Более предпочтительно, материалом для печати является краска. Наиболее предпочтительным материалом для печати является водорастворимая краска.
При окрашивании цвет материала для печати предпочтительно выбирают из белого, красного, синего, желтого, зеленого, розового, лилового, оранжевого, черного, серого, и их смесей. В одном варианте осуществления, когда выбранный материал для печати имеет цвет иной, нежели белый, покрывающий печать лак также предпочтительно наносится на поверхность водорастворимой пленки поверх краски. Наиболее предпочтительной краской является белая.
Наиболее предпочтительными водорастворимыми красками являются краски, известные под торговым наименованием SunChemical Aquadestruct, продаваемые компанией SunChemical, Нью-Джерси, США, и краски соответствующих характеристик.
Другие подходящие краски известны под торговыми наименованиями Aqua Poly Super Opaque White QW000046, Film III Opaque White FR EC007094, Stable Flex ES Opaque White SFX02700, Plus 0700 Pro Plus Opaque White Plus0700, которые все продаются компанией Environmental Inks, и Opta Film OPQ White W0L009656, которая продается компанией Water Ink Technologies Incorporated, и краски соответствующих характеристик.
Покрывающий печать лак
Настоящее изобретение может содержать дополнительную секцию флексографической печати для печатания водорастворимого покрывающего печать лака на предварительно напечатанный материал, а опционально - на водорастворимую пленку. Преимущество покрывающего печать лака состоит в том, что он делает отпечатанный материал грязестойким. Дополнительное назначение покрывающего печать лака на водорастворимой пленке заключается в улучшении стабильности при хранении, в частности, в среде с высокой влажностью. Далее, покрывающие печать лаки могут также улучшать тактильные качества отпечатанной пленки.
Подходящими покрывающими печать лаками для печатания на водорастворимую пленку являются те, которые дают возможность результирующей пленке иметь желаемые свойства по показателю растворения и коэффициенту непрозрачности. Сам покрывающий печать лак должен также обеспечивать желаемый уровень дисперсности в воде. Предпочтительным покрывающим печать лаком является водорастворимый. В техническом отношении покрывающий печать лак представляет собой краску без пигментного компонента, содержащую изопропиловый спирт, воду и предпочтительные полимеры. Предпочтительные полимеры обеспечивают желаемые технические признаки и придают покрывающему печать лаку структуру. Наиболее предпочтительный покрывающий печать лак известен под торговым наименованием OPV Aquadestruct, продаваемый компанией SunChemical, Нью-Джерси, США, и покрывающие печать лаки соответствующих характеристик. Собственником предпочтительного покрывающего печать лака является компания SunChemical.
Покрывающий печать лак может наноситься на поверхность водорастворимой пленки. В одном предпочтительном варианте осуществления материал для печати располагается между водорастворимой пленкой и покрывающим печать лаком.
Функциональный материал
Материал для печати может содержать функциональный материал, подлежащий печатанию на водорастворимую пленку. Этот функциональный материал может быть в твердом, гелеобразном или жидком виде, либо твердым взвешенным в геле или жидкости. Функциональный материал предпочтительно выбирается из группы, состоящей из отбеливающего вещества, активаторов отбелки, ароматизирующих микрокапсул, веществ с перламутровым эффектом, окрашивающих веществ и отбеливающих веществ, в том числе тонирующих пигментов и фотоотбеливателей, как описано в совместно рассматриваемой европейской заявке №08158232.2. Последняя требует, чтобы покрывающий печать лак обеспечивал прилипание к пленке и облегченное удаление для лучшего функционирования в воде. Назначение этих функциональных материалов состоит в улучшении моющего эффекта моющего средства, либо обеспечение дополнительного психологического или визуального эффекта.
Уровень дисперсности
Уровень дисперсности, как используется здесь, представляет собой оценочную шкалу, используемую для ранжирования поведения материала для печати после того, как водорастворимая пленка, на которой он напечатан, растворяется.
Степень 1 на уровне дисперсности соответствует материалу для печати, который полностью рассеивается в воде во время описанного ниже способа тестирования растворения. Степень 2 соответствует материалу для печати, который отчасти рассеивается в воде, и при этом частицы малых размеров (меньше или равные 1 мм) присутствуют в воде во время способа тестирования растворения. Степень 3 соответствует материалу для печати, который рассеивается минимально, в результате чего большие частицы (больше 1 мм) пленки остаются в воде во время способа тестирования растворения.
Предпочтительно, уровень дисперсности материала для печати по настоящему приложению должен быть меньшей, чем 2. Более предпочтительно, чтобы уровень дисперсности материала для печати по настоящему изобретению был 1.
Способ тестирования растворения
Для описанного ниже способа тестирования растворения водорастворимая пленка выдерживается 24 часа при 21°С (±1,5°С) и 50% относительной влажности (±1,5% относительной влажности), будучи открытой без покрытия или иной защиты от температуры и влажности.
Отрезать три экземпляра от образца водорастворимой пленки размером 3,8 см × 3,2 см. Зажать каждый экземпляр в отдельный 35 мм-вый держатель слайдов. Наполнить подходящий лабораторный стакан 500 мл дистиллированной воды. Измерить температуру воды термометром и, при необходимости, нагреть или охладить воду для поддержания постоянной температуры 20°С. Пометить высоту столба воды. Поместить лабораторный стакан на магнитную мешалку, добавить в лабораторный стакан магнитную палочку для перемешивания, включить мешалку и отрегулировать скорость перемешивания, пока не возникнет водоворот, который составляет приблизительно одну пятую от высоты водяного столба. Пометить высоту водоворота.
Зафиксировать 35 мм-вый зажим для слайдов в зажим типа «крокодил» штатива держателя для слайдов так, чтобы длинный конец держателя для слайдов был параллелен поверхности воды. Регулятор глубины штатива должен быть установлен так, чтобы при окунаний конец зажима был на 0,6 см ниже поверхности воды. Одна из коротких сторон держателя слайдов должна быть рядом со стенкой лабораторного стакана, а другая расположена прямо над серединой палочки для перемешивания, так что поверхность пленки перпендикулярна потоку воды.
Одним движением опустить зафиксированный слайд и зажим в воду и включить таймер. Происходит разрушение, когда пленка распадается. Когда вся видимая пленка освободится из держателя слайда, поднять слайд из воды, продолжая наблюдать растворение нерастворившихся фрагментов пленки. Растворение происходит, когда всех фрагментов пленки больше не видно и раствор становится ясным. Временной предел для теста на растворение составляет 15 минут. Если пленка не растворяется за 15 минут, тест прекращается. Записать отдельное и среднее времена разрушения и растворения и температуру воды, при которой тестировались образцы.
Показатель растворения, как используется здесь, относится к сравнительной величине между растворением неотпечатанной водорастворимой пленки и отпечатанной водорастворимой пленки, когда в других отношениях обе водорастворимых пленки имеют одни и те же характеристики, состав, толщину и изготовление.
Показатель растворения=Время растворения отпечатанной пленки/Время растворения неотпечатанной пленки.
Показатель растворения для отпечатанной водорастворимой пленки для настоящего изобретения должен быть меньше, чем 1,5, предпочтительно меньше, чем 1,3.
Коэффициент непрозрачности
Коэффициент непрозрачности, как используется здесь, представляет собой показатель, относящийся к прилипанию материала для печати к поверхности водорастворимой пленки. Стойкость к истиранию является желательным, а иногда и критическим свойством материалов для печати. Повреждение от истирания может случиться во время перевозки, хранения, обращения и конечного использования. Результатом является значительное ухудшение внешнего вида изделия и разборчивости напечатанного рисунка. Величина повреждения от истирания для отпечатанной подложки зависит от условий перевозки, возможных температуры и влажности, времени и многих иных переменных. Данный способ тестирования дает метод сравнения стойкости к истиранию отпечатанных материалов в лабораторных условиях. Данный способ тестирования можно использовать для оценки относительной стойкости к истиранию напечатанных красок, покрытий, ламинатов и подложек.
Непрозрачность является мерой способности отпечатанного материала затемнять то, что находится на заднем плане. Значение непрозрачности находится путем деления коэффициента отражения на черном фоне (ОЧ) (RB) для материала на коэффициент отражения, полученный для того же материала на белом фоне (ОБ) (RW). Это называется способом относительного контраста. Непрозрачность измеряется отражательным спектрофотометром Hunter Labscan XE, Hunter D25DP9000, поставляемым HunterLab, или эквивалентным.
Непрозрачность=ОЧ/ОБ.
В данном изобретении непрозрачность отпечатанной пленки вычисляется делением коэффициента отражения отпечатанной пленки после испытания покрытия на истирание (ИПИ) (Suthertland rub test, SRt) на коэффициент отражения, полученный для того же материала до испытания покрытия на истирание. Способ испытания покрытия на истирание подробно описан ниже.
Непрозрачность=(ОЧ отпечатанной пленки после ИПИ/ОБ отпечатанной пленки после ИПИ)/(ОЧ отпечатанной пленки до ИПИ/ОБ отпечатанной пленки до ИПИ).
Коэффициент непрозрачности в настоящем изобретении предпочтительно больше чем 0,38, более предпочтительно больше чем 0,50, а наиболее предпочтительно больше чем 0,85.
Испытание покрытия на истирание: способ тестирования на стойкость к истиранию по стандарту ASTM Designation D 5264
Способ тестирования:
Отпечатать по меньшей мере один прямоугольный блок краски по меньшей мере 10 см × 15 см на водорастворимую пленку. Предварительно выдержать образцы отпечатанной водорастворимой пленки минимум 2 часа при 24°С±2°С. Фактическая относительная влажность данной окружающей среды должна быть между 45% и 50%. Образцы должны быть достаточно широко расставлены, чтобы обе стороны образца находились в данных условиях. Поместить тестируемый образец отпечатанной водорастворимой пленки на плоскую поверхность основания машины для испытания покрытия на истирание. Использовать липкую ленту для удержания образца на месте и плоским, если у него есть тенденция скручиваться. Прибор для испытания покрытия на истирание, патент США №2734375, поставляется от Brown Company, серийный номер R-1049.
Использовать шприц на 1 мл, поместить 0,2 мл жидкости с композицией, приведенной в Таблице 1, на зафиксированный образец отпечатанной водорастворимой пленки по синусоиде на верху отпечатанного блока.
Отрезать микроткань Buehler (20 см × 6,5 см) и прикрепить к металлическому блоку массой 1,8 кг (4 фунта) к приборе для испытания покрытия на истирание. Этот металлический блок обеспечивает истирание. Установить шкальный индикатор на желаемое число ударов; следует использовать 20 циклов.
Промежуточный валик для подачи материала для печати
Промежуточный валик (3) для подачи материала для печати переносит материал для печати из лотка (2) для материала для печати на валик (4) для формирования графического изображения.
Промежуточный валик (3) для подачи материала для печати, также обыкновенно известный как анилоксовый валик, представляет собой цилиндр, обычно сконструированный из стального или алюминиевого сердечника, который покрывается промышленной керамикой. Поверхность часто содержит множество мелких однородных впадин, известных как ячейки. Эти ячейки несут и наносят тонкий контролируемый слой материала для печати. Промежуточный валик (3) для подачи материала для печати располагается на верху лотка (2) для материала для печати и регулируется так, чтобы погружаться в лоток (2) для материала для печати при вращении над ним. Промежуточный валик для подачи материала для печати погружается в лоток (2) для материала для печати. Характеристики ячеек промежуточного валика (3) для материала для печати задают величину краски, которая будет переноситься на валик для формирования графического изображения: угол ячеек, объем ячейки и линейный растр. Объем ячейки является мерой того, сколько материала для печати осаждается в единственную ячейку. Более низкий объем ячейки означает, что эта ячейка содержит меньше краски. Упомянутый угол определяет угол ячеек по отношению к оси промежуточного валика для подачи материала для печати. Предпочтительно, этот угол составляет 30 градусов, 45 градусов или 60 градусов. Угол в 60 градусов обеспечивает максимальную плотность в заданном пространстве. Линейный счет указывает, сколько ячеек имеется на линейный дюйм. Низкий линейный счет позволит печатать мощный слой краски, тогда как высокий линейный счет обеспечит при печатании тонкие детали. Как объем ячейки, так и линейный счет тесно взаимосвязаны. Промежуточные валики для подачи материала для печати зачастую определяются числом ячеек на линейный дюйм.
Промежуточные валики для материала для печати проектируются для удаления из секции флексографической печати для чистки и для замены промежуточными валиками краски с отличным линейным счетом. В зависимости от деталей подлежащих печати изображений будут выбираться промежуточные валики для подачи материала для печати с более высоким или более низким линейным счетом. Валики с низким линейным счетом используются, когда желателен мощный слой краски, такой как надписи жирным блоковым шрифтом. Валики с более высоким линейным счетом создают более мелкие детали и используются при четырехцветном репродуцировании.
В промежуточном валике для подачи материала для печати по настоящему изобретению ячейки имеют угол 50-70 градусов, предпочтительно угол 60 градусов. Объем ячейки в настоящем изобретении составляет 6-12 bcm, более предпочтительно 8-10 bcm. Линейный счет равен 160-200 линий на линейный дюйм, более предпочтительно 180 линий на линейный дюйм.
Валик для формирования графического изображения Валик (4) для формирования графического изображения переносит изображение на водорастворимую пленку. Гибкая печатная пластина предпочтительно сделана из резины или пластмассы и закреплена вокруг вращающегося цилиндра для формирования валика (4) для формирования графического изображения. Эта гибкая печатная пластина содержит площади изображения. Твердые площади изображения пластины слегка приподняты на площадями без изображений на резиновой или пластмассовой пластине. Валик (4) для формирования графического изображения вращается в контакте с промежуточным валиком для подачи материала для печати. Материал для печати переносится из ячеек промежуточного валика (3) для подачи материала для печати на валик (4) для формирования графического изображения. Материала для печати переносится одинаковой толщины равномерно и быстро в ячейки приподнятых площадей изображения валика (4) для формирования графического изображения.
Прессовый валик
Прессовый валик (5) представляет собой твердый цилиндр, обычно сделанный из стального или алюминиевого сердечника, который используется для приложения давления к валику (4) для формирования графического изображения. Водорастворимая пленка подается между валиком (4) для формирования графического изображения и прессовым валиком (5). При использовании валик (4) для формирования графического изображения и прессовый валик (5) переносят печатаемый материал на водорастворимую пленку.
Прессовый цилиндр (5) располагается горизонтально по отношению к валику (4) для формирования графического изображения и вращается в противоположную сторону по отношению к валику (4) для формирования графического изображения.
Наиболее предпочтительная секция флексографической печати известна под торговым наименованием Proglide 12″, продаваемым Comco.
Натяжная секция
В предпочтительном варианте осуществления водорастворимая пленка разматывается из рулона (1) водорастворимой пленки и перемещается для печатания через последовательные повороты на 90° натяжной секции (6) посредством роликов, которые слегка натягивают и растягивают водорастворимую пленку. Контролирует толщину пленки и удаляет любые складки.
Сушильная секция
Секция флексографической печати по настоящему изобретению может дополнительно содержать сушильную секцию (7). Эта сушильная секция будет предпочтительно подавать линейный поток сжатого воздуха на отпечатанную водорастворимую пленку и поперек направления передвижения упомянутой водорастворимой пленки для высушивания любой отпечатанной водорастворимой пленки.
Водорастворимая пленка
Как используется здесь, «водорастворимая» означает пленку, которая растворяется в описанном выше способе тестирования водорастворения при 20°С в пределах 90 секунд. Подробное описание этого способа тестирования для получения информации о растворении можно найти в патенте США №6787512.
Предпочтительными водорастворимыми материалами являются полимерные материалы, предпочтительно полимеры, которые формуются в пленку или лист. Водорастворимую пленку можно, например, получать отливкой, формовкой выдуванием, экструзией или экструзией с раздувом полимерного материала, как известно в технике.
Предпочтительные полимеры, сополимеры или их производные для использования в качестве водорастворимой пленки выбираются из поливиниловых спиртов, поливинилпирролидона, полиалкиленоксидов, акриламида, акриловой кислоты, целлюлозы, простых эфиров целлюлозы, амидов целлюлозы, поливинилацетатов, многоосновных карбоновых кислот и солей, полиаминокислот или пептидов, полиамидов, полиакриламида, сополимеров малеиновой/акриловой кислот, полисахаридов, в том числе крахмала и желатина, природных камедей, таких как ксантан и каррагенан. Более предпочтительные полимеры выбираются из полиакрилатов и водорастворимых сополимеров акрилатов, метилцеллюлозы, натрия карбоксиметилцеллюлозы, декстрина, этил-целлюлозы, гидроксиэтилцеллюлозы, гидроксипропилметилцеллюлозы, мальтодекстрина, полиметакрилатов, а наиболее предпочтительные выбираются из поливиниловых спиртов, сополимеров поливиниловых спиртов и гидроксипропилметилцеллюлозы (НРМС), и их сочетаний. Предпочтительно уровень полимера в водорастворимой пленке, например, полимера PVA составляет по меньшей мере 60%.
Полимер может иметь любую средневесовую молекулярную массу, предпочтительно примерно от 1000 до 1000000, более предпочтительно примерно от 10000 до 300000, а еще более предпочтительно примерно от 20000 до 150000.
Смеси полимеров также можно использовать в качестве водорастворимой пленки. Это может быть выгодно для контроля механических свойств и (или) свойств растворения водорастворимой пленки в зависимости от ее применения и необходимых требований. Подходящие смеси включают в себя, например, смеси, в которых один полимер имеет более высокую растворимость в воде, чем другой полимер, и (или) один полимер имеет более высокую механическую прочность, чем другой полимер. Также пригодны смеси полимеров с различными средневесовыми молекулярными массами, например, смесь PVA или сополимера со средневесовой молекулярной массой примерно 10000-40000, предпочтительно около 20000, и PVA или его сополимера со средневесовой молекулярной массой примерно от 100000 до 300000, предпочтительно около 150000.
Также пригодны здесь смешанные составы, например, содержащие гидролитически разложимые и водорастворимые смеси полимеров, такие как полилактид и поливиниловый спирт, полученные смешиванием полилактида и поливинилового спирта, обычно содержащие 1-35% по массе полилактида и от 65% до 99% по массе поливинилового спирта.
Предпочтительными для использования здесь являются полимеры, которые являются на 60-98% гидролизированными, предпочтительно на 80-90% гидролизированными, чтобы улучшить характеристики растворения материала.
Наиболее предпочтительными водорастворимыми пленками являются пленки PVA, известные под торговым наименованием Monosol M8630, продаваемые Monosol LLC из Гэри, Индиана, США, и пленки PVA соответствующих характеристик растворимости и деформируемости. Другие пленки, пригодные для использования здесь, включают в себя пленки, известные под торговым наименованием пленки РТ или К-серия пленок, поставляемых от Aicello, или пленка VF-HP, поставляемая Kuraray.
Водорастворимая пленка здесь содержит также один или несколько добавочных ингредиентов. Например, может быть выгодно добавлять пластификаторы, например, глицерин, этиленгликоль, диэтиленгликоль, пропиленгликоль, сорбит и их смеси. Другие добавки включают в себя функциональные моющие присадки для введения в воду для стирки, например, органические полимерные диспергаторы и т.п.
Перенос отпечатанной водорастворимой пленки от секции печати к производству пакетов
Перенос отпечатанной водорастворимой пленки от секции печати к секции производства водорастворимых пакетов происходит немедленно без каких-либо прерываний или перемотки отпечатанной водорастворимой пленки. Расстояние, на которое переносится отпечатанная водорастворимая пленка от секции печати к секции производства пакетов, регулируется для обеспечения того, что материал для печати абсорбировался и (или) высох на поверхности водорастворимой пленки перед формованием пакетов.
Материал для печати частично абсорбируется в водорастворимую пленку, а частично высыхает на поверхности. Наиболее предпочтительно, чтобы эта абсорбция и высушивание занимали 1-5 секунд, более предпочтительно 2-3 секунды. Количество материала для печати, нанесенного на водорастворимую пленку, влияет на скорость абсорбции и высушивания. В предпочтительном варианте осуществления на поверхность водорастворимой пленки наносится 1-30 г/м2 материала для печати для достижения оптимальных качества печати и скорости абсорбции и высушивания, предпочтительно 10-18 г/м2, а более предпочтительно на поверхность водорастворимой пленки нанести 5-15 г/м материала для печати. В предпочтительном варианте осуществления печатью заполняется 2-100% площади пленки, более предпочтительно 5-60% площади пленки, а наиболее предпочтительно печатью заполняется 10-30% площади пленки.
Водорастворимая пленка предпочтительно транспортируется со скоростью 5-15 м/мин, более предпочтительно 8-12 м/мин, а наиболее предпочтительно 9-11 м/мин. За счет регулировки расстояния между секцией печати и производством пакетов и количества материала для печати, доставляемого к пленке, можно гарантировать абсорбцию и высушивание краски и избежать смазывания. Предпочтительно, расстояние между секцией печати и секцией производства пакетов составляет от 1 до 5 м, более предпочтительно от 2 до 3 м.
Во время транспортировки отпечатанной водорастворимой пленки предпочтительно следует приложить натяжение к водорастворимой пленке, чтобы избежать появления морщин на водорастворимой пленке.
Процесс производства водорастворимых моющих пакетов
Отпечатанная водорастворимая пленка будет формоваться в пакет или порционный контейнер сразу без прерываний. Содержимое пакета или порционного контейнера может включать в себя жидкости, гели, твердые вещества, порошки и их смеси. Пакет предпочтительно содержит моющее средство.
Каждый водорастворимый моющий пакет формуется в единственной пресс-форме. Пресс-формы могут иметь любые форму, длину, ширину и глубину в зависимости от требуемых размеров пакета. Пресс-формы могут также отличаться одна от другой по размеру и форме, если это желательно. Например, может быть предпочтительно, чтобы объем готовых пакетов составлял 5-300 мл, или даже 10-150 мл, или даже 20-100 мл, или даже до 80 мл, и чтобы размеры пресс-формы регулировались соответственно.
Процесс производства водорастворимых моющих пакетов (8) содержит этап, на котором формируют указанные пакеты из указанной водорастворимой пленки в группе пресс-форм (10). «Формирование» означает, что водорастворимая пленка помещается на и в пресс-формы так, что упомянутая пленка покрывает внутренние стенки пресс-форм. Этого можно достичь сочетанием термического и вакуумного формования. Термическое формование представляет собой систему, посредством которой к пленке подается тепло. По мере того, как пленка нагревается, она становится гибкой и более податливой. Вакуумное формование включает в себя этап, на котором пресс-форму подвергают вакуумированию, и водорастворимая пленка всасывается в пресс-форму. Вакуумное формование гарантирует, что водорастворимая пленка примет форму пресс-формы. Предпочтительно пленка слегка нагревается, чтобы сделаться податливой, а затем в вакууме отформоваться в пресс-форме. Например, вакуумирование, втягивающее водорастворимую пленке к пресс-форму, может применяться только в течение 0,2-5 секунд, или даже 0,3-3 либо даже 2 секунды, или даже 0,5-1,5 секунды, когда водорастворимая пленка находится на горизонтальной части поверхности. Это вакуумирование может предпочтительно быть таким, чтобы обеспечивать давление от -100 мбар до -1000 мбар, или даже от -200 мбар до -600 мбар.
Водорастворимая пленка герметизируется любым герметизирующим средством. Например, посредством герметизации теплом, герметизации растворителем или герметизации давлением. В настоящем изобретении источник герметизации соприкасается с водорастворимой пленкой, передавая растворитель и тепло или давление. Источником герметизации может быть монолитный предмет, например, металлический, пластмассовый, либо деревянный объект. Если в ходе процесса герметизации к водорастворимой пленке передается тепло, то упомянутый источник герметизации, как правило, нагревается до температуры от 40°С до 200°С, предпочтительно от 40°С до 140°С, а более предпочтительно от 40°С до 120°С. Если в ходе процесса герметизации к водорастворимой пленке передается давление, то упомянутый источник герметизации, как правило, передает к водорастворимой пленке давление от 1×104 Нм-2 до 1×106 Нм-2.
Предпочтительно в этом процессе производства водорастворимых моющих пакетов используется несколько листов пленки. Настоящее изобретение предпочтительно использует два отдельных листа водорастворимой пленки. В данном процессе первую водорастворимую пленку (9) подвергают вакуумному формованию в пресс-формы. Затем в эти пресс-формы наливают желаемое количество моющего состава. Вторую водорастворимую пленку (1) располагают так, чтобы она перекрывала первую водорастворимую пленку (9). Первую водорастворимую пленку и вторую водорастворимую пленку совместно герметизируют. Первая водорастворимая пленка и вторая водорастворимая пленка могут быть одного типа или могут быть различными.
Предпочтительно в настоящем изобретении вторая водорастворимая пленка является отпечатанной пленкой, на верхней стороне которой предпочтительно напечатана графика. Предпочтительно материал для печати не находится в контакте с водорастворимым моющим составом.
Наиболее предпочтительная секция производства пакетов известна под торговым наименованием VEC, продаваемым Fameccanic.
Графические изображения/надписи
Графические изображения или надписи по настоящему изобретению могут быть любым текстом, символом или формой, которые можно напечатать на поверхность водорастворимой пленки. В некоторых вариантах осуществления графика или надписи указывают: происхождение упомянутого порционного продукта; изготовителя порционного продукта; изображение рекламы, спонсорства или принадлежности к фирме; товарный знак или фирменное наименование; указание по безопасности; указание по использованию или функции продукта; спортивное изображение; географическое указание; промышленный стандарт; указание предпочтительной ориентации; изображение, связанное с ароматом или запахом; указание на благотворительность или филантропию; указание сезонного, национального, регионального или религиозного праздника, в частности, весна, лето, осень, зима. Рождество, Новый год; либо их сочетание. Другие примеры включают в себя случайные изображения любого типа, в том числе, среди прочих возможных рисунков: линии, окружности, квадраты, звезды, луны, цветы, животных, снежинки, листья, перья, морские раковины и пасхальные яйца.
Размеры и местоположение избранных графических изображений выбирается тщательно, чтобы гарантировать, что все изображение присутствует на каждом порционном продукте. В одном варианте осуществления используются по меньшей мере три изображения различных размеров. Графические изображения могут быть одними и теми же или различными.
Раскрытые здесь размеры и значения не следует понимать на строго ограниченные указанными точными числовыми значениями. Вместо этого - если только не определено иначе - подразумевается, что каждый такой размер означает как указанное значение, так и функционально эквивалентный диапазон, окружающий это значение. Например, подразумевается, что размер, раскрытый как «40 мм», означает «примерно 40 мм».
Способ содержит непрерывную подачу водорастворимой пленки через по меньшей мере одну секцию флексографической печати и через секцию производства водорастворимых пакетов моющего средства. При этом формируют первую пленку путем термического и/или вакуумного формования в группе пресс-форм секции производства пакетов моющего средства и наливают в полученную форму моющий состав. Затем подают вторую пленку через секцию флексографической печати и непосредственно после этого подают в секцию производства пакетов. Причем располагают вторую пленку так, что она перекрывает первую и герметично скрепляют между собой для формирования пакета. Изобретение обеспечивает повышение производительности и качества. 14 з.п. ф-лы, 1 ил., 1 табл.
1. Способ производства водорастворимого пакета моющего средства с напечатанной на нем графикой, содержащий этап, на котором непрерывно подают водорастворимую пленку через:
а) по меньшей мере одну секцию флексографической печати, а затем
б) секцию производства водорастворимых пакетов моющего средства, при этом
i) формируют первую водорастворимую пленку путем термического и/или вакуумного формования в группе пресс-форм секции производства водорастворимых пакетов моющего средства, после чего в упомянутые пресс-формы наливают моющий состав;
ii) подают вторую водорастворимую пленку через упомянутую секцию флексографической печати и непосредственно после этого в секцию производства водорастворимых пакетов моющего средства, причем располагают вторую водорастворимую пленку так, что она перекрывает первую водорастворимую пленку; и
iii) первую и вторую водорастворимые пленки герметично скрепляют между собой для формирования водорастворимого пакета моющего средства.
2. Способ по п. 1, отличающийся тем, что секция флексографической печати дополнительно содержит материал для печати, лоток материала для печати, промежуточный валик для подачи материала для печати, валик для формирования графического изображения и прессовый валик, при этом материал для печати переносится из лотка материала для печати посредством промежуточного валика для подачи материала для печати и валика для формирования графического изображения на водорастворимую пленку.
3. Способ по п. 1, отличающийся тем, что упомянутый материал для печати выбран из группы, состоящей из краски, красящего вещества, покрывающего печать лака, геля, порошка, жидкости или их смесей.
4. Способ по п. 1, отличающийся тем, что упомянутый материал для печати представляет собой красящее вещество, предпочтительно водорастворимое красящее вещество.
5. Способ по п. 1, отличающийся тем, что упомянутая водорастворимая пленка содержит поливиниловый спирт.
6. Способ по п. 1, отличающийся тем, что упомянутый материал для печати характеризуется вязкостью от 300 сП до 10000 сП.
7. Способ по п. 1, отличающийся тем, что водорастворимую пленку подают через одну флексографическую секцию для печати единственным материалом для печати.
8. Способ по п. 1, отличающийся тем, что водорастворимую пленку подают через множество флексографических секций для печати множеством материалов для печати.
9. Способ по п. 1, отличающийся тем, что материал для печати имеет цвет, выбранный из группы, состоящей из белого, красного, синего, желтого, зеленого, розового, лилового, оранжевого, черного, серого, и их смесей.
10. Способ по п. 1, отличающийся тем, что водорастворимую пленку подают через дополнительную флексографическую секцию, наносящую водорастворимый покрывающий печать лак на ранее отпечатанный материал и опционально на водорастворимую пленку.
11. Способ по п. 1, отличающийся тем, что упомянутая секция флексографической печати дополнительно содержит секцию сушки.
12. Способ по п. 1, отличающийся тем, что упомянутый материал для печати дополнительно содержит функциональный материал.
13. Способ по п. 12, отличающийся тем, что упомянутый функциональный материал выбран из группы, состоящей из отбеливающего вещества, активаторов отбелки, ароматизирующих микрокапсул, веществ с перламутровым эффектом и окрашивающих веществ.
14. Способ по любому из пп. 1-13, отличающийся тем, что на верхнюю сторону второй водорастворимой пленки наносят печать посредством упомянутого материала для печати, предпочтительно графику.
15. Способ по любому из пп. 1-13, отличающийся тем, что напечатанный материал не находится в контакте с водорастворимым моющим составом.

