Область техники
[0001] Настоящее изобретение в целом относится к полиграфической промышленности и, в частности, к печати документов с защитой от подделки, при которой для повышения степени защиты используют рельефную печать.
Уровень техники
[0002] Рельефная печать является наиболее важным элементом защиты при печати документов с защитой от подделки, таких как бумажные деньги, ценные бумаги, банкноты, банковские документы и защищенная упаковка, при этом в настоящее время в оборудовании для защитной печати используют систему глубокой печати. Традиционно при этой общепринятой технологии требуемые рисунки вырезают на печатных формах или гравюрах с помощью таких методов, как удаление стружки острыми инструментами, гравировка, числовое программное управление, лазер и травление кислотой.
Затем краски (не более четырех отдельных цветов) переносят с желатина через желатиновые пластины в вырезанные части печатной формы. На следующем этапе защищенные документы пропускают через цилиндр с гравированной формой или другой металлический цилиндр, таким образом, под давлением, оказываемым цилиндром и формой глубокой печати, имеющаяся в форме краска переходит на бумагу.
После высыхания краски на бумаге образуется рисунок в виде осязаемого рельефного оттиска. Как правило, линия печати ценных бумаг с защитой от подделки состоит из шести печатных станков, что создает некоторые проблемы и ограничения:
[0003] - Для печати всего одного документа со всеми обычными элементами защиты требуется как минимум шесть огромных машин. Помимо сложности процесса и системы, а также большого размера машин, это приводит к сбоям в работе системы и значительному расходу бумаги.
[0004] - При печати ценных бумаг все упомянутые машины дополняют друг друга и нуждаются в многочисленных объектах и элементах инфраструктуры, таких как печатные формы, желатин, аналоговые ротационные шелковые трафареты, автоматические системы нумерации и т. д.
[0005] В предыдущем уровне техники:
[0006] При сухом офсете для печати защитных узоров гильоше на обеих сторонах ценной бумаги используют по меньшей мере 16 отдельных цветов, поэтому необходима система ирисовой печати с формой без увлажнения.
[0007] В дополнение к значительным затратам только лишь подготовка инструментов и необходимых приспособлений для процесса печати занимает много времени, иногда до нескольких дней.
[0008] Часто в системе нумерации возникают некоторые проблемы с генерированием серийного номера, включая ошибки нумерации, переключение нумерации назад и вперед, а также образуются отходы производства.
[0009] Процесс печати невидимыми красками требует много времени и отличается низким качеством.
[00010] Краски OVI (многоцветные, оптические переменные краски) используют в шелкографии, поскольку они являются наиболее важными и чувствительными красками для обеспечения защиты от подделки. Переменные краски стоят дорого и имеют некоторые ограничения в цветопередаче с учетом сочетания и качества цветов.
[00011] В системе глубокой печати используют гравированные медные или стальные пластины, что предполагает высокую стоимость объектов инфраструктуры и производства. В настоящее время для печати ценных бумаг используют формы глубокой печати, однако в настоящем изобретении такие формы исключены.
[00012] Стоит отметить, что крупные компании, производящие устройства глубокой печати, уже около 70 лет используют формы глубокой печати, что не только требует значительных затрат времени и средств, но также имеет ограничения по количеству цветов и качеству. До настоящего момента для рельефной печати способом глубокой печати не использовали комбинированные цвета. Другими словами, можно использовать только полностью раздельные цвета (краска Pantone, отдельная печать), при этом количество отдельных цветов ограничено (не более 3-4 цветов Pantone). В большинстве современных систем печати задействуют аналогичные технологии.
[00013] Некоторые из передовых компаний в этой области сотрудничают друг с другом в вопросах совершенствования технологии гравировки с использованием форм глубокой печати или желатиновых пластин, гравюрной печати, механизмов управления, передачи бумаги, типов красок, программного и аппаратного обеспечения, а также в сфере преобразования аналоговых систем в цифровые.
[00014] В качестве примера в международной заявке WO/2007/113640 раскрыт способ изготовления ценных бумаг, при котором запечатывание поверхности бумаги осуществляют с использованием гравированной формы глубокой печати по меньшей мере на 80 % поверхности бумаги. При этом в местах, где краска переходит на бумагу, создается рельефный рисунок, в то время как в других местах, которые не подверглись гравировке формой, создается плоский оттиск, поэтому, по меньшей мере, часть рельефного или плоского оттисков выполняют прозрачной или полупрозрачной краской.
[00015] Согласно информации, полученной из наиболее авторитетных источников и сообществ крупных типографий в области защитой печати, в настоящее время в большинстве типографий защищенной печати используют единую систему и процесс печати. Технологию глубокой печати применяют в различных изобретениях уже более семидесяти лет, однако нынешняя технология не является экономически выгодной при печати защищенных документов малыми тиражами. Следовательно, применяемое оборудование неэффективно для работы на малых и средних предприятиях (МСП), например, занимающихся производством медицинской, пищевой, косметической и гигиенической упаковки, поскольку потребность таких предприятий в печати защищенных документов невелика по сравнению с печатью государственных документов, таких как бумажные деньги.
[00016] Специалисты в данной области техники знают о важности рельефной печати на ценных бумагах, таких как бумажные деньги, и, конечно, об их лучшей осязаемости на новых ценных бумагах, которая, к сожалению, сохраняется не более шести месяцев. Раннее снижение осязаемости рельефной печати является важной темой международных конференций по печати ценных бумаг.
[00017] В существующей технологии глубокой печати краску наносят на печатную форму, при этом для удаления краски с мест без выгравированного узора используют ракельный нож. Однако, поскольку такой способ удаления краски не является идеальным, на участках печатной формы, на которых узор отсутствует, обычно остаются частицы красящих веществ, в силу чего неудаленные частицы краски передаются на другие участки бумаги, где создают нежелательные рельефные точки, что снижает качество конечного продукта.
[00018] В настоящем изобретении больше не существует ограничений на количество цветов и тираж ценных бумагах с рельефной печатью. Кроме того, наиболее важная особенность этой области, то есть экономически выгодная и не требующая больших затрат времени защитная рельефная печать надлежащего качества со сниженными затратами на инфраструктуру, делает данное изобретение эффективным и более предпочтительным, по сравнению с обычными способами, для защиты ценных бумаг от подделки, особенно в сфере малого и среднего бизнеса.
[00019] Функционал изобретенной технологии, заключенный в одной интегрированной машине, равен функционалу шести обычно используемых огромных устройств, при этом нет необходимости в многочисленных объектах инфраструктуры и первоначальных затратах. Кроме того, данное изобретение обеспечивает минимальный (насущная потребность сегодняшнего рынка) и максимальный тираж продукции с высоким качеством и эффективностью. Настоящее изобретение направлено на усовершенствование и модификацию производства документов и упаковки с защитой от подделки, а также на устранение традиционных стереотипов и необходимости использовать цилиндры для шелкографии.
Краткое описание изобретения
[00020] В настоящем изобретении специальная бумага или другие печатные материалы (далее - ПМ), используемые для изготовления ценных бумаг, поступают в систему подачи машины. Устройство подачи перемещает бумагу на вакуумный конвейер, при этом вакуумная система конвейера обеспечивает плоское положение бумаги на конвейере. Во второй секции системы на бумаге выполняют печать голограммы или тиснение золотой фольгой.
Устройства третьей секции предназначены для нанесения рисунков и изображений, которые должны быть напечатаны невидимым способом с использованием невидимых красок. В секции флуоресцентной печати для большей яркости и предотвращения копирования с целью подделки используют фосфорные краски. Затем с помощью устройства первичной цветной печати на бумагу переносят полноцветный и высококачественный оттиск основного рисунка, названия и идентификационных данных продукта, после чего с помощью системы цилиндрической печати осуществляют нанесение покрытия. В системе нанесения покрытия используют покрытие на водной основе, состоящее из наноматериалов с целью предотвращения заражения бактериями и защиты бумаги от воды, а также обеспечения возможности удаления пятен на ценных бумагах.
[00021] В секции ротационной шелкографии применяют цифровую ротационную шелкографию по технологии Riso. Шелкографию выполняют очень красивыми и дорогими оптически переменными красками, что является одним из элементов защиты для печати желаемого изображения на бумаге.
[00022] В следующей секции рельефный оттиск наносят на бумагу или печатный материал. Для распределения и переноса порошковых красящих пигментов, которые будут преобразованы в рельефный оттиск, применяют инновационную систему. В сушильном канале рельефные оттиски закрепляют. Заключительным этапом процесса печати является подача бумаги на поддон. Кроме того, для облегчения работы оператора, а также для улучшения контроля и передачи машинных файлов рисунков установлены система и консоль с управлением от ЭВМ.
[00023] При применении заявленной технологии защитной печати ни один из элементов защиты не был напечатан с использованием форм глубокой печати, желатиновых пластин, сеток для шелкографии, офсетных форм, модулей и систем нумерации. Вместо этого на всех этапах печати была применена струйная технология.
Краткое описание графических материалов
[00024] На фиг. 1 представлен вид сбоку всей технологической линии системы печати ценных бумаг в соответствии с одним иллюстративным вариантом осуществления настоящего изобретения (из-за ограниченной ширины страницы фигура представлена в три строки, но фактически это одна система, т.е. вся линия должна рассматриваться как непрерывная от точки «Начало» до точки «Конец» в направлении стрелок).
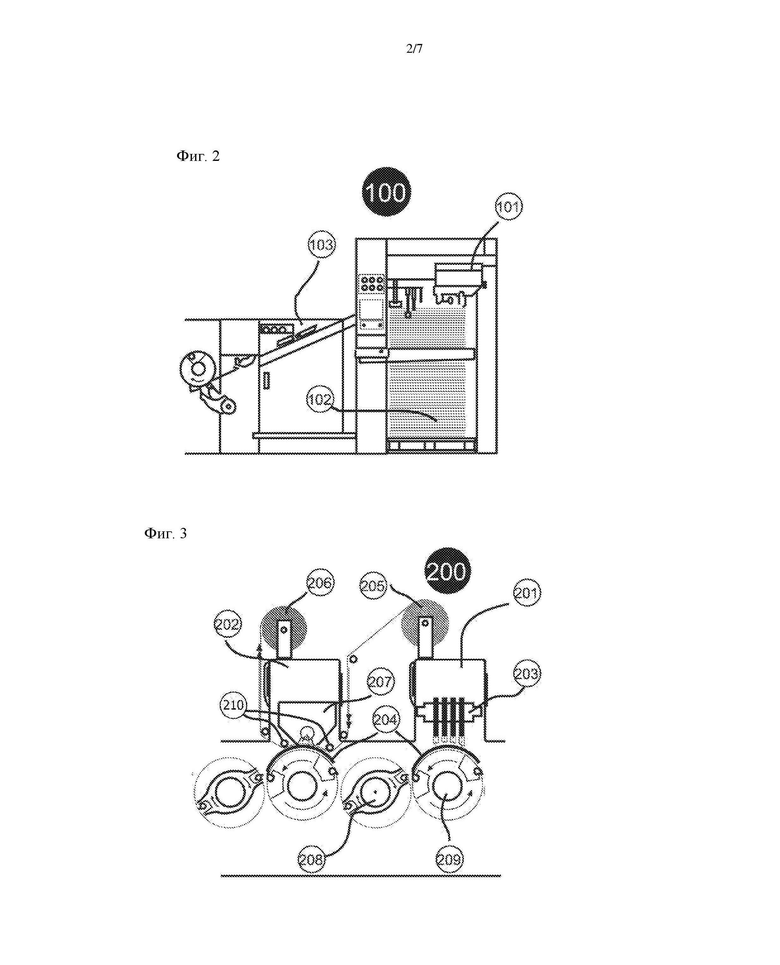
[00025] На фиг. 2 представлен вид сбоку устройства подачи печатного материала, используемого в системе защитной печати в соответствии с настоящим изобретением.
[00026] На фиг. 3 представлен вид сбоку секции тиснения фольгой или выполнения печати голограммы в соответствии с настоящим изобретением.
[00027] На фиг. 4 представлен вид сбоку группы устройств цветной печати в соответствии с настоящим изобретением.
[00028] На фиг. 5 представлен вид сбоку устройства нанесения лакового покрытия в соответствии с настоящим изобретением.
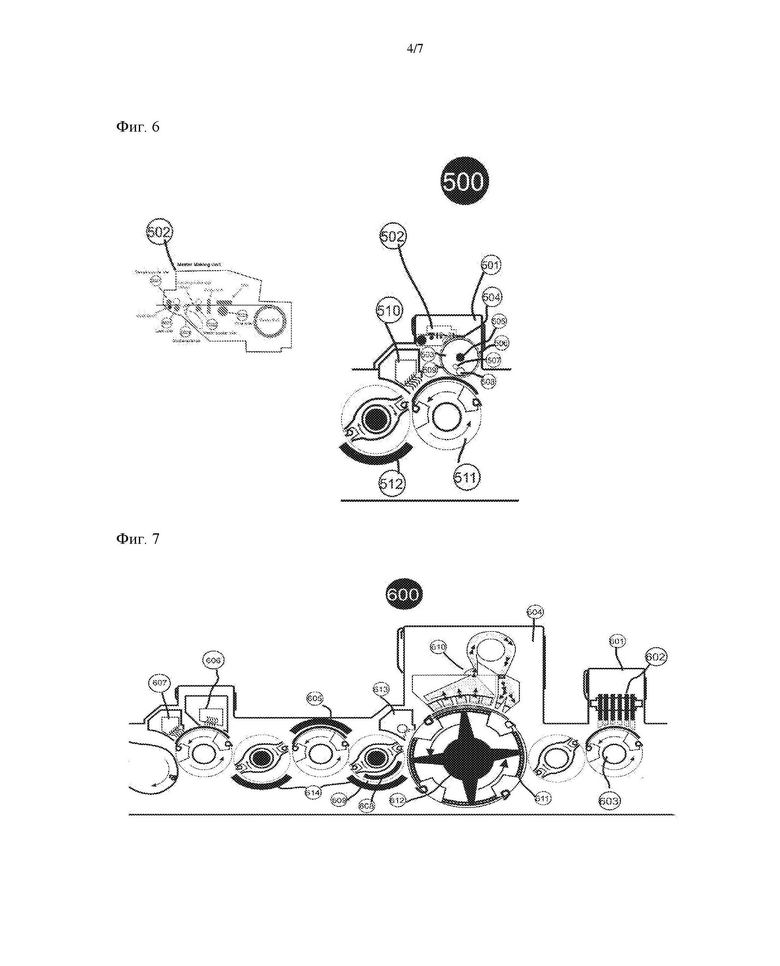
[00029] На фиг. 6 представлен вид сбоку секции цилиндрической ротационной шелкографии, где выполняют печать красками OVI в соответствии с настоящим изобретением.
[00030] На фиг. 7 представлен вид сбоку системы рельефной печати в соответствии с настоящим изобретением.
[00031] На фиг. 8 представлена система переноса и распределения красящих веществ на печатном материале в соответствии с настоящим изобретением.
[00032] На фиг. 9 представлен вид сбоку сушильного канала в соответствии с настоящим изобретением.
[00033] На фиг. 10 представлен выпуск бумаги из секции сушки в соответствии с настоящим изобретением.
[00034] На фиг. 11 представлена центральная компьютерная система управления в соответствии с настоящим изобретением.
Подробное описание изобретения
[00035] В настоящем изобретении для подачи печатного материала (204) в первую секцию (100) используют механизм, который в полиграфической промышленности называется устройством подачи. Система подачи (101) состоит из нагнетательного и всасывающего механизмов. Эта система может перемещать подаваемый материал (204), то есть ценные бумаги, которые обычно имеют бумажную форму, вперед двумя способами, последовательно или попеременно.
[00036] Для устойчивого перемещения без тряски бумагу транспортируют с помощью вакуумной системы (103), используемой на конвейере (104) и устройстве подачи бумаги, от начала до конца конвейера.
[00037] Во избежание смещения система подачи продвигает ПМ или бумагу (204) вперед на вакуумные пластины (103).
[00038] Во второй секции (200) с использованием технологии цифровой струйной печати струйная головка (203), которая получает файл непосредственно из компьютерной системы (900), печатает узоры с помощью системы ультрафиолетового (УФ) излучения (подобно работе струйных принтеров). Ультрафиолетовую (УФ) краску нельзя высушить обычным способом, она чувствительна только к ультрафиолетовому (УФ) свету (207-303-306-309-613), поэтому, как только такой свет попадает на краску, она высыхает и вообще не стирается. В данной системе печати УФ-система нашла применение на всех устройствах печати благодаря большей стабильности на ПМ и устойчивости к воде, истиранию и свету.
[00039] Во второй секции (200) с использованием металлической фольги выполняют печать голограммы.
[00040] Процесс, протекающий в этой части системы, заключается в том, что материал (204) или бумага поступает от вакуумного конвейера (103) и из секции печати (200), при этом файл рисунка, полученный от компьютера (900), печатается или фактически переводится на ПМ (204) посредством нанесения ультрафиолетового (УФ) лака с помощью системы (203) струйной печати. Затем ПМ и рулон (205) золотой фольги или голограммы поступают в комплектную сушильную установку (207) с ультрафиолетовым (УФ) излучением. В указанной установке краска, нанесенная на материал, вместе с полимеризованным и высушенным рулоном фольги, выполняет также функцию приклеивания голографического материала на фольге к поверхности бумаги. В это время только те участки бумаги, на которых напечатана краска, полимеризуются от ультрафиолетового (УФ) излучения и поглощают металл или голограмму одновременно с высыханием под воздействием ультрафиолетового излучения, вследствие чего требуемое изображение печатается на материале (204).
[00041] В этой части системы голографическая фольга скручивается в конусообразные рулоны (205) необходимой заданной длины. Когда бумага (204) помещается под рулон голограммы, как бумага (204), так и конусообразный рулон (205) ламинируются под давлением валика на цилиндр (209). В комплектной сушильной установке (207) с УФ-излучением УФ-лучи воздействуют на материал с расстояния около 3 см над фольгой, а отпечатанная УФ-краска объединяется с полимерной голографической фольгой. Другими словами, когда краска высыхает и затвердевает, те части, на которые нанесена УФ-печать, сохраняют голографический материал в виде отпечатанного рисунка, а пленка голограммы с остатками такого материала отделяется от бумаги и переносится на бобину (206) устройства для сбора рулонов.
[00042] Передающие валики (например, 208) выполняют только функцию передачи бумаги между блоками.
[00043] Устройства третьей секции (300) относятся к печати невидимыми, флуоресцентными и основными красками, которые представляют собой некоторые элементы защищенной печати в области изготовления ценных бумаг и банкнот. Данная операция может быть выполнена с помощью инновационной системы, не требующей использования печатной формы.
[00044] В третьей секции (300) применяют ту же технологию, что и при струйной печати печатающими головками, такими как Unit (201), но на этот раз используют четыре цвета невидимых защитных красок, наносимых головками для цветной печати, которые после печати рисунков на материале (204) становятся бесцветными и не видны невооруженным глазом. Рисунки, которые печатают невидимыми красками, реагируют на ультрафиолет (УФ) 400 нм, излучаемый таким устройством, как детектор банкнот, и, таким образом становятся видимыми в желтом, красном, зеленом и синем цветах, как при раздельной печати красками Pantone. Печать комбинацией красок разных цветов с помощью этого типа красок невозможна. Из-за долговечности и стойкости при этой печати также используют УФ-краски, которые после нанесения устройством (301) печати невидимыми красками сушат в ультрафиолетовом сушильном устройстве (303) с получением рисунка в желтых, зеленых, синих, красных цветах, после чего ПМ переходит на следующий этап.
[00045] Технологию струйной печати (304) с использованием синего, зеленого, оранжевого, красного цветов также применяют в секции флуоресцентной печати. В четырехцветных головках для струйной печати отдельно для четырех отдельных цветов Pantone использовали фосфорные и флуоресцентные ультрафиолетовые (УФ) краски, которые после печати рисунка на ПМ (204) имеют определенную прозрачность и отражение. Как правило, эта краска более прозрачна, чем обычная, и ее можно увидеть под ультрафиолетовой (УФ) лампой с частотой излучения 400 нм, например, под детектором банкнот. Рисунки на бумаге (204) разных цветов, таких как желтый, синий, красный, зеленый, тиснят флуоресцентными печатающими головками (305) и сушат в ультрафиолетовых сушильных устройствах (306) для дальнейшего закрепления и долговечности. Затем бумага поступает на следующий этап.
[00046] В устройстве (307) проводят операции с гильошированными защитными узорами на документах и бумагах для идентификации документов и упаковки компаний, филиалов или организаций.
[00047] Материал (204) проходит через устройство (307) первичной цветной печати. Это устройство функционирует так же, как и устройство (201) цветной струйной печати, но в нем используют два дополнительных цвета и дополнительную головку, как в цветовой модели CMYK + LM + LC, которая предусматривает как голубые, так и светло-красные пурпурные цвета, что улучшает качество при выполнении печати в виде комбинации цветов (которая объединяет около 16 миллионов цветов). Струйный принтер печатает фоновый рисунок, полученный с компьютера (900), непосредственно на ПМ (204) с высоким качеством и без использования таких приспособлений, как печатные формы. Для обеспечения долговечности ПМ (204) сушат ультрафиолетовым светом (309), а затем с помощью цилиндров (310) и (311) направляют к следующему устройству.
[00048] В секции (400) нанесения лака ПМ (204) поступает в устройство (401) нанесения лака, где с помощью системы (402) цилиндрической печати всю поверхность ПМ покрывают лаком, а затем сушат ультрафиолетовым сушильным устройством (406) в случае использования УФ-краски или воздухом в воздушной сушилке (410) в случае использования лака, который высыхает на воздухе (на водной основе), после чего дополнительно сушат с помощью инфракрасного (ИК) устройства (408) и (409) для сушки горячим воздухом.
[00049] В секции (400) нанесения лака на ПМ (204) также наносят антибактериальный лак. Лоток (405) для лака представляет собой емкость для хранения жидкой (на основе наноматериалов) краски, в которую погружен хромированный цилиндр (403), представляющий собой медный валик с хромовым покрытием и обработанным покрытием с линиатурой 200 линий на дюйм. Лак переносят из лотка на анилоксовый цилиндр (402). Хромированный цилиндр (403) впитывает материал, а встроенный ракельный нож (404) обеспечивает равномерное распределение краски на поверхности цилиндра. Затем покрытие переносят на анилоксовый цилиндр (402) с линиатурой более 400 линий на дюйм, после чего с помощью анилоксового цилиндра (402) и цилиндра (407) указанное покрытие переносят на ПМ (204). Наконец, нанесенный антибактериальный лак сушат и закрепляют в устройствах (408 и 409) для сушки горячим воздухом.
[00050] На этом этапе напечатанные документы и ценные бумаги становятся более долговечными и приобретают свойства водонепроницаемости, поэтому, если что-то будет написано на бумаге ручкой или маркером, такая надпись сотрется, что позволит надолго сохранить чистоту и внешний вид документов.
[00051] Секция (500) цилиндрической ротационной шелкографии красками OVI предназначена для печати лучшими защитными красками, которые являются самыми востребованными и дорогими при печати бумаг с защитой от подделки.
[00052] Этот тип печати или красок используют на дорогостоящих бумагах и документах. В Европе и Соединенных Штатах краски OVI используют на банкнотах, но во многих других странах их применяют только на национальных удостоверениях личности и паспортах. Устойчивость к подделке - главная особенность красок OVI, которые проявляются разными цветами с разных ракурсов. Например, при рассмотрении под углом 90 градусов они зеленые, а при рассмотрении под углом 45 градусов - золотистые (хотя, конечно, возможны различные цвета). До сих пор в мире для выполнения защитной печати применяли традиционную систему шелкографии Riso, в частности плоскую и ротационную печать, однако в настоящем изобретении в этом виде печати использован инновационный и уникальный процесс.
[00053] Устройство (501) для ротационной шелкографии получает изображение или рисунок от компьютера (900). В заявленной системе используют технологию (503) ризографической печати, при которой система (502) изготовления офсетной формы изготавливает офсетную форму (506) на основе ламинированной бумаги и полимера. Благодаря использованию термоголовки система (502) изготовления офсетной формы наносит рисунок на печатную форму. Затем указанную печатную форму перемещают по цилиндру (барабану) (509) и с помощью скребкового валика (508), который представляет собой разновидность роликового ножа, осуществляют печать методом ротационной шелкографии. Затем под давлением, приложенным позади гравированной формы, краску переносят на барабан ризографа. Под давлением цилиндра (511) и барабана (503) для ризографической печати изображение или рисунок отпечатывается на ПМ (204). Отпечатанный рисунок закрепляют в сушильном устройстве (510) при подаче горячего воздуха.
[00054] Шестая секция (600) в соответствии с настоящим изобретением разработана для выполнения наиболее важного элемента защищенных документов.
[00055] В этой части системы с целью печати материала (204) изображение передают с компьютерной консоли (900) управления на струйные печатающие головки (602). Однако на этот раз были использованы цветные струйные головки (четыре основных цвета CMYK, с помощью комбинации которых можно получить и напечатать 16 миллионов цветов). Рисунок, полученный струйной головкой, печатают на PM (204) в устройстве печати (601).
[00056] Как уже упоминалось, УФ-краска не высыхает до тех пор, пока она не будет подвергнута воздействию ультрафиолетового излучения. В настоящей инновационной технологии были использованы порошковые красящие вещества в сухой наноразмерной форме в промежутке времени между печатью (602) и воздействием ультрафиолетового излучения (613). Другими словами, пока ультрафиолетовая (УФ) краска на ПМ еще влажная, порошковое красящее вещество наносят для создания желаемого рельефного оттиска с помощью усовершенствованной термо- и ультразвуковой системы. В этой части системы и процесса печати красящие вещества закрепляются в виде рельефного рисунка. Система (610) переноса и распределения пигментов рельефного рисунка является основным элементом инновационной системы печати, интегрированной в устройство (604) рельефной печати.
[00057] Вместо сложных жидких пастообразных веществ, используемых при глубокой печати, в технологии печати струйными головками (602) применяют УФ-краску.
[00058] Далее представлено описание компонентов и производительности системы (610) переноса и распределения пигментов рельефного рисунка.
[00059] Система (610) переноса и распределения пигментов рельефного рисунка состоит из нескольких частей. Система (6102) центрифуги отвечает за обеспечение всасывания и нагнетания воздуха в различных частях. Система (6102) центрифуги оснащена высокоскоростным электродвигателем (6103) центрифуги, скорость вращения которого составляет 10000 об/мин. Благодаря вращению электродвигателя (6103) центрифуги в канале (6104) вокруг вентилятора создается поток движения воздуха по часовой стрелке. Этот канал (6104) предназначен для создания всасывающего воздушного потока на одной стороне системы (6102) центрифуги и нагнетающего воздушного потока на другой стороне. Указанный поток воздуха переносит частицы порошковых пигментов. Чтобы избежать оседания оставшихся пигментов на стенках устройства, внутренняя часть наружной стенки канала (6104) вокруг вентилятора покрыта керамическим покрытием. Поток выдуваемого воздуха направляется в нижнее свободное пространство (6107) системы центрифуги и, поступая в небольшую турбину (6118), переносит красящие вещества в нижнюю часть системы (6102) центрифуги.
[00060] Турбина (6118) отвечает за равномерность переноса красящих веществ при регулируемой скорости и количестве в верхнее пространство распределительных форсунок (6613 и 6614). Система турбины (6118) состоит из корпуса (6142) с рабочими колесами (6136) турбины внутри. В верхней части турбины (6118) имеется впускное отверстие (6117) для ввода красящих веществ. Через верхнее впускное отверстие (6117) красящие вещества поступают в камеру между рабочими колесами (6136) турбины и внутренней стенкой (6141) корпуса турбины, которая является круглой и направлена по касательной к кромке лопаток рабочих колес турбины, в результате чего красящие вещества задерживаются между лопатками и внутренней стенкой (6141). Следовательно, после прохождения лопаток перед верхним впускным отверстием (6117) поток выдуваемого воздуха, создаваемый в результате вращения электродвигателя (6103) центрифуги, ослабевает или очищается от захваченных красящих веществ. Красящие вещества проходят через нижнее выпускное отверстие турбины только под контролем движущей силы рабочих колес (6136) турбины, после чего покидают турбину и попадают в конический резервуар (6106) с форсунками.
[00061] В резервуар (6106) с форсунками встроено несколько форсунок для равномерного направления красящих веществ на поверхность печатного материала, такого как бумага (204). На первом этапе, по меньшей мере, две форсунки (6113) предназначены для распределения красящих веществ после выхода из турбины (6118). Стенки (6140) форсунок направляют красящие пигменты, выбрасываемые из турбины (6118), к головкам форсунок. Для каждой из форсунок установлена лопатка (6112) прерывателя давления, которая, вращаясь, равномерно выводит красящие вещества из форсунок (6113) первого этапа.
[00062] Кроме того, лопатки (6112) прерывателя давления отвечают за смешивание красящих веществ для рельефной печати.
[00063] Красящие вещества выходят из форсунок (6113) первого этапа и поступают в форсунки (6114) второго этапа. В результате прохождения красящих веществ от турбины (6118), лопаток (6112) прерывателя давления форсунок (6113) первого этапа и форсунок (6114) второго этапа красящие вещества максимально однородно и мягко распределяются по поверхности ПМ (204).
[00064] Печатный материал (204) помещают на поверхность вакуумного цилиндра (612). Под действием силы вакуума перфорированные пластины (611) на цилиндре фиксируют ПМ (204) в требуемом положении. На этом этапе и при размещении перед распределительными форсунками (6114) второго этапа поверхность ПМ (204), на которую ранее струйными головками (602) была нанесена печать, и отпечатанный рисунок на бумаге все еще остаются влажными. Следовательно, порошковые красящие вещества прилипают только к мокрому отпечатанному рисунку, но не к другим участкам, таким образом, покрывая только ПМ, например бумагу (204). Для равномерного распределения порошковых красящих веществ на влажных участках ПМ на поверхности цилиндра (612) установлен ряд пластин, на которые, в свою очередь, установлен ряд вибраторов (6115), вызывающих вибрацию этих пластин (6116). В результате вибрации ПМ пигменты равномерно поступают на все участки отпечатанного и влажного рисунка. После этого этапа красящие вещества прилипают ко всем влажным частям ПМ и необходимо удалить лишние пигменты с сухих частей ПМ. Для этой цели предусмотрено несколько пар мягких ворсистых щеточных валиков (6108), которые наряду со всасыванием (в результате работы системы центрифуги) используются для удаления излишков красящих веществ с изделия (например, с поверхности бумаги). Эти валики вращаются внутрь (в противоположном друг другу направлении). Под действием щеток и всасываемого воздуха красящие вещества, не прилипшие к поверхности ПМ, поднимаются вверх, взвешиваются в воздухе и возвращаются в систему для повторного использования. Для повышения эффективности щеточных валиков (6108) в верхнюю часть пар щеточных валиков (6108) встроен канал (6111) для создания давления и разделения воздуха, который направляет выдуваемый воздух в вертикальные каналы (6127), а затем в вертикальные форсунки (6122). На конце каждой вертикальной форсунки установлена небольшая усеченная квадратная пирамида (6119), наклоненная к оси форсунки с тем, чтобы уменьшить площадь поперечного сечения форсунок и увеличить давление воздуха в воздуходувном устройстве, а также изменить направление обдува с параллельного на угловой относительно ПМ.
[00065] Для каждой пары щеточных валиков установлены две форсунки (6122) воздуходувного устройства. Для увеличения мощности воздуха, выдуваемого из форсунки (6119), на стыке вертикальных каналов (6127) с форсунками (6122) для каждой форсунки предусмотрен электромагнитный или электрический клапан (6121), который открывает форсунку только тогда, когда ПМ (204) с напечатанным рисунком находится перед парой щеток (6108). Управление электромагнитным клапаном (6121) осуществляется с помощью оптического датчика (6130).
[00066] Воздух, нагнетаемый в канал (6111), подается из резервуара (6110) со сжатым воздухом. Давление внутри резервуара (6110) поддерживается центрифугой (6102).
[00067] Вместе с потоком всасываемого воздуха красящие вещества, поднятые с поверхности ПМ (204) после прохождения мягких щеточных валиков (6108), попадают в канал (6104) вокруг вентилятора центрифуги. Для предотвращения попадания нежелательных отходов и предметов в канал (6104) вокруг вентилятора центрифуги на пути красящих веществ, поступающих в указанный канал (6104), установлен фильтрационный клапан (6109) с сетчатым фильтром. После этого клапана (6109) на входе в канал (6104) вокруг вентилятора центрифуги встроено рабочее колесо (6105) для облегчения и усиления всасывания красящих веществ и для регулирования объема всасываемых веществ. После прохождения через рабочее колесо (6105) красящие вещества снова поступают в канал (6104) вокруг вентилятора центрифуги и проходят следующие этапы для переноса на ПМ (204). Таким образом выполняется цикл переноса и распределения красящих веществ на печатном материале.
[00068] После удаления избытка красящих веществ всасывающими форсунками (6101) с сухих участков поверхности бумаги ПМ пропускают цилиндром (612) под УФ-излучением (613). В то время как ультрафиолетовый (УФ) состав высыхает под действием ультрафиолетового сушильного устройства (613), красящие вещества, распределенные системой распределения (610), высыхают вместе с краской, и ПМ с помощью смежного цилиндра (609) передается на следующий этап для окончательного закрепления. Затем во время рельефной печати ПМ (204) проходит через смежные цилиндры (609) и нагреватели (614) и (605). Чтобы улучшить высыхание печатной краски, ПМ пропускают через устройства для сушки горячим воздухом (606) и (607), при этом краска сохнет вместе с сопутствующими красящими веществами, состоящими из наночастиц. Для закрепления и обеспечения долговечности и износостойкости изделия ПМ направляют на следующий участок.
[00069] В секции подачи (700) наночастицы вступают в химическую реакцию, подвергаясь воздействию горячего воздуха устройств (701) инфракрасного (ИК) излучения и инфракрасных нагревателей (702), проникают в материал (204) и увеличивают толщину отпечатанного рисунка на 5 - 100 микрон (толщину можно изменять и контролировать в зависимости от вида работ и материалов). Затем ПМ проходит через нагнетатели (703) холодного воздуха, которые подают сухой и холодный воздух на поверхность печатного материала (204), и, наконец, отпечатанный рисунок закрепляется.
[00070] В секции (800) приема бумаги ПМ (204) извлекают из цилиндров транспортера с помощью удерживающих бумагу застежек-цепочек (801). Затем листы бумаги складывают друг на друга на поддон (802) для передачи на следующие этапы, такие как резка, переплет или другие процессы.
[00071] В секции (900) центрального компьютерного управления установлена компьютерная система для приема и передачи шаблонов в систему, которой может управлять оператор.
[00072] Здесь с помощью специализированного программного обеспечения встроенная система обрабатывает полученные графические файлы, разделяет и копирует шаблоны для каждого устройства и отправляет файлы шаблонов на нужные участки. Кроме того, в блоке управления (900) анализируют отпечатанные образцы, а на заключительном этапе также возможны контроль и проверка качества оператором.
Промышленная применимость
[00073] Технология, представленная в настоящем изобретении, может удовлетворить потребности органов государственного управления, которые должны печатать банкноты, ценные бумаги и документы с защитой от подделки (такие как чеки, векселя, облигации, этикетки для продуктов медицинского назначения и продуктов питания, для которых требуются дополнительные элементы защиты) и закупать и/или импортировать дорогостоящее оборудование, которое они, возможно, не могут себе позволить.
[00074] Благодаря своей низкой стоимости и большей доступности заявленная система может применяться даже для документов, которые необходимо печатать малым тиражом, поскольку она делает стоимость печати малыми тиражами доступной и практичной.
[00075] Заявленную технологию можно использовать во всех системах печати, включая рулонную и листовую офсетную, флексографическую, гелиографическую, цифровую и струйную печать.
Полезные эффекты изобретения
[00076] При использовании технологии, представленной в данном изобретении, в полиграфической промышленности были достигнуты следующие цели и преимущества:
[00077] - Замена системы полноцветной цифровой струйной печати и использование существующих технологий струйной печати с небольшими экспериментальными и узко направленными модификациями на участках рельефной печати, а также печати невидимыми и фосфорсодержащими красками вместо системы офсетной печати без увлажнения позволяют сформировать совокупность секций и оборудования, которые обеспечивают печать требуемого качества без необходимости привлечения многочисленных объектов инфраструктуры и без больших затрат, характерных для предыдущих устройств.
[00078] - Устранение необходимости в сложной инфраструктуре для печати с помощью заявленной системы и применяемых красок.
[00079] - Постоянное повышение качества и широкий выбор цветов (16 миллионов цветовых комбинаций) с помощью установки «ВСЕ в ОДНОМ». Все этапы печати ценных бумаг со всеми сложными элементами защиты выполняются на одной установке.
[00080] - Быстрая печать,упрощение инфраструктуры, которая сейчас не требует использования пластин, гравированных печатных форм, желатина, и сокращение времени, необходимого для смены рисунка (менее 30 с.).
[00081] - Возможность выполнения специальной печати с минимальным тиражом (при этом качество печати по меньшей мере в 6 раз выше).
[00082] Возможность печати даже одного листа означает, что в представленной системе устранены необходимые инструменты и объекты инфраструктуры, которые стоят больших денег и требуют значительных затрат времени (недостатки существующей технологии печати ценных бумаг с малым тиражом). Это означает, что инфраструктура печати была упрощена, а время и затраты на печать были значительно снижены, в результате чего было устранено ограничение по тиражу. Следовательно, заявленная технология является подходящей для печати документов и ценных бумаг с защитой от подделки.
[00083] - В предыдущей технологии, несмотря на высокую стоимость и трудоемкость процесса, качество рельефной печати на документах, которая является наиболее важным элементом защиты ценных бумаг, вполне приемлемо, однако примерно через шесть месяцев использования таких документов рельефная печать стирается. Таким образом, элементы защиты теряются, то есть рельефная печать видна на новых бумажных деньгах, но, к сожалению, исчезает на старых.
[00084] - В заявленном же способе печати точность, срок службы и качество отпечатанного рисунка по меньшей мере в 10 раз выше, чем в предыдущей технологии, благодаря воздействию красящих веществ на бумагу или печатный материал совершенно однородным образом и с полным покрытием рисунка. Даже количество цветов печати, получаемых при реализации заявленного способа, несопоставимо с технологией глубокой печати, при которой используют не более 4 отдельных цветов и эти цвета нельзя комбинировать, в то время как при инновационной технологии можно использовать четыре основных комбинированных цвета и другие отдельные цвета, что позволяет получить более 16 миллионов цветов. Стоит отметить, что все процессы печати выполняются с помощью цифровой системы струйной печати, а отпечатанный рисунок отличается большей долговечностью, качеством, четкостью цвета, разрешением изображения и точностью обработки.
[00085] - При защитной печати используют печать невидимых рисунков, выполняемую на устройстве (301) печати невидимыми защитными красками, при этом указанные невидимые рисунки содержат метку, узор или слово на бумаге, которые не видны невооруженным глазом, но при сканировании или копировании становятся заметны, что очень важно для предотвращения подделки.
[00086] В существующей технологии для печати фосфорных и флуоресцентных узоров и изображений на устройстве (304) и печати узоров, надписей и изображений с использованием цветовой схемы CMYK + LM + LC на устройстве (307) требуются огромные станки, а также затраты на инфраструктуру, такую как печатные формы и желатиновые пластины. Даже для изготовления некоторых элементов инфраструктуры, таких как печатные формы, требуется специальное оборудование и трудовые ресурсы.
[00087] Наиболее важным вопросом и фокусом настоящего изобретения является защитная, т.е. рельефная, печать, которая выполняется по существующей традиционной дорогостоящей технологии с использованием устройств глубокой печати четырьмя отдельными цветами и печатных форм.
[00089] - Настоящее изобретение позволяет повысить антибактериальные свойства документов, особенно банкнот, и уменьшить загрязнение защищенных бумаг (например вирусом Covid-19, пятнами, грязью, надписями людей и т.д.). Поскольку бумажные деньги играют важную роль в поддержании здоровья общества, антибактериальные свойства бумажных денег, в свою очередь, будут способствовать улучшению здоровья и гигиены общества.
- Печать серийного номера и штрих-кодов, а также переменной информации на всех этапах работы устройства (цветная, невидимая, флуоресцентная, фосфорная и даже рельефная печать с переменной информацией) с использованием компьютерной системы управления, обеспечивающей передачу данных от компьютера к системе печати, возможна в один этап, начиная с подачи бумаги в устройство, и выполняется без образования отходов.





Группа изобретений относится к печатной продукции, характеризуемой средствами индикации или безопасности. Система печати документов и ценных бумаг с защитой от подделки содержит механическое устройство подачи, секцию печати голографического рисунка, секцию печати рисунка невидимыми, флуоресцентными и основными красками с использованием по меньшей мере трех струйных печатающих головок. Устройство включает секцию нанесения лака, секцию цилиндрической ротационной шелкографии с использованием оптически переменных красок (OVI), секцию рельефной печати, секцию подачи, секцию приема бумаги и секцию центрального компьютерного управления. Все секции печати объединены в одну систему. Секция рельефной печати дополнительно содержит по меньшей мере одну струйную головку, печатающую УФ-красками, и систему переноса и распределения порошковых пигментов рельефного рисунка, которая предназначена для переноса пигментов на поверхность печатного материала с помощью воздуха и создает по меньшей мере 16 миллионов вариантов цветов путем комбинирования четырех основных цветов. Заявлен способ печати документов и ценных бумаг с защитой от подделки. Достигается технический результат - повышение качества печати и эффективности защиты ценных бумаг от подделки. 2 н. и 36 з.п. ф-лы, 11 ил.
1. Система печати документов и ценных бумаг с защитой от подделки, которая содержит:
механическое устройство (100) подачи, секцию (200) печати голографического рисунка, секцию (300) печати рисунка невидимыми, флуоресцентными и основными красками с использованием по меньшей мере трех струйных печатающих головок (302, 305, 308), секцию (400) нанесения лака, секцию (500) цилиндрической ротационной шелкографии с использованием оптически переменных красок (OVI), секцию (600) рельефной печати, секцию (700) подачи, секцию (800) приема бумаги и секцию (900) центрального компьютерного управления, отличающаяся тем, что:
все указанные секции печати, а именно секция печати голограмм, секция печати рисунка невидимыми при естественном освещении красками, флуоресцентными красками, основными красками, секция нанесения лака, секция печати красками OVI, объединены в одну систему, при этом указанная секция (600) рельефной печати дополнительно содержит по меньшей мере одну струйную головку (602), печатающую УФ-красками, а также систему (610) переноса и распределения порошковых пигментов рельефного рисунка, которая предназначена для переноса пигментов на поверхность печатного материала (204) с помощью воздуха и создает по меньшей мере 16 миллионов вариантов цветов путем комбинирования четырех основных цветов.
2. Система по п. 1, отличающаяся тем, что указанная система (610) переноса и распределения порошковых пигментов рельефного рисунка дополнительно оснащена системой (6102) центрифуги, в которой электродвигатель (6103) центрифуги обеспечивает всасывание и нагнетание воздуха для переноса красящих пигментов через канал (6104), расположенный вокруг электродвигателя центрифуги, в камеру (6107) под центрифугой, а затем в турбину (6118).
3. Система по п. 2, отличающаяся тем, что указанная турбина (6118) содержит корпус (6142) с рабочим колесом (6136) турбины, внутри которого в верхней части турбины (6118) расположено одно впускное отверстие (6117) для ввода пигментов и одно выпускное отверстие (6138) для вывода пигментов, через которое красящие вещества попадают в по меньшей мере один конический резервуар (6106).
4. Система по п. 3, отличающаяся тем, что в указанном резервуаре (6106) установлена по меньшей мере одна форсунка для равномерного распределения красящих веществ на поверхности печатного материала, такого как бумага (204), при этом красящие вещества, выходящие из указанной турбины (6118), направляются стенками (6140) указанных форсунок первого этапа к выходным отверстиям.
5. Система по п. 4, в которой каждая из указанных форсунок первого этапа имеет по меньшей мере одну лопатку (6112) прерывателя давления, за счет вращательного движения которой красящие вещества смешиваются друг с другом, а затем равномерно выбрасываются из выпускного отверстия форсунки (6113) первого этапа на поверхность печатного материала.
6. Система по п. 5, в которой после прохождения указанных форсунок (6113) первого этапа красящие вещества поступают в по меньшей мере одну форсунку (6114) второго этапа.
7. Система по п. 2, отличающаяся тем, что указанная секция (600) рельефной печати содержит по меньшей мере одну струйную головку (602), которая выполнена с возможностью печати рисунка на печатном материале до распределения порошковых пигментов из форсунок (6114) второй ступени с тем, чтобы порошковые красящие вещества прилипали к влажным участкам печатного материала (204).
8. Система по п. 3, отличающаяся тем, что кромка указанных рабочих колес (6136) турбины установлена по касательной к внутренней стенке (6141) корпуса турбины таким образом, что при вращении рабочих колес (6136) турбины пигменты задерживаются между указанными колесами и внутренней стенкой (6141) корпуса.
9. Система по п. 2, отличающаяся тем, что дополнительно содержит перфорированный цилиндр (612), выполненный с возможностью, под действием силы вакуума, закрепления печатного материала (204) в требуемом положении.
10. Система по п. 9, в которой на поверхности указанного перфорированного цилиндра (612) установлено множество пластин, на каждой из которых смонтирован по меньшей мере один вибратор (6115), при этом указанные вибраторы выполнены с возможностью создания вибрации на пластинах (6116) и печатном материале для равномерного распределения пигментов по всей влажной поверхности отпечатанного рисунка.
11. Система по п. 7, отличающаяся тем, что рядом с форсунками (6114) второго этапа установлена по меньшей мере одна пара мягких щеточных валиков (6108), при этом между указанными щеточными валиками происходит всасывание воздуха, вследствие чего в процессе работы указанных щеточных валиков избыток красящих веществ отделяется от печатного материала (204).
12. Система по п. 11, отличающаяся тем, что в верхней части пары щеточных валиков (6108) предусмотрен канал (6111) для создания давления и разделения воздуха, который выполнен с возможностью направления потока выдуваемого воздуха во множество вертикальных каналов (6127), а затем во множество вертикальных форсунок (6122).
13. Система по п. 12, отличающаяся тем, что на конце каждой из указанных вертикальных форсунок установлена по меньшей мере одна усеченная квадратная пирамида (6119), при этом указанная усеченная квадратная пирамида наклонена к оси форсунок.
14. Система по п. 12, в которой на каждую указанную пару щеточных валиков (6108) установлены по меньшей мере две форсунки (6122) воздуходувного устройства.
15. Система по п. 11, отличающаяся тем, что на стыке вертикальных каналов (6127) с форсунками (6122) для каждой форсунки установлен по меньшей мере один электромагнитный клапан (6121) для открытия форсунки при прохождении печатного материала (204) через пару щеточных валиков (6108).
16. Система по п. 15, отличающаяся тем, что указанный электромагнитный клапан (6121) выполнен с возможностью получения команд по меньшей мере от одного оптического датчика (6130).
17. Система по п. 12, отличающаяся тем, что воздух, нагнетаемый в указанный канал (6111), подается из резервуара (6110) со сжатым воздухом.
18. Система по п. 2, отличающаяся тем, что на входе в канал (6104) вокруг указанного вентилятора центрифуги установлен фильтрационный клапан (6109), который предотвращает попадание нежелательных отходов и предметов в указанный канал (6104).
19. Система по п. 18, отличающаяся тем, что для облегчения и усиления всасывания красящих веществ и для регулирования количества всасываемых веществ, поступающих в канал (6104) вокруг вентилятора центрифуги, за фильтрационным клапаном (6109) установлено рабочее колесо (6105).
20. Система по п. 2, отличающаяся тем, что внутренняя часть наружной стенки канала (6104) вокруг вентилятора центрифуги покрыта керамическим покрытием для предотвращения прилипания пигментов к устройству.
21. Система по п. 9, отличающаяся тем, что цилиндр (612) выполнен с возможностью пропускания печатного материала через источник (613) ультрафиолетового излучения после переноса и распределения порошковых пигментов рельефного рисунка системой (610) в секции рельефной печати, при этом система дополнительно содержит ряд смежных цилиндров (609), выполненных с возможностью последующего пропускания печатного материала через множество нагревателей (614 и 605) и группу устройств (606 и 607) для сушки горячим воздухом соответственно.
22. Система по п. 1, отличающаяся тем, что дополнительно содержит по меньшей мере одну печатающую головку (203) для цифровой струйной печати в указанной секции (200) печати голограмм, выполненную с возможностью струйной печати УФ-краской под управлением компьютера (900), и по меньшей мере один источник (207) ультрафиолетового излучения, выполненный с возможностью последующей сушки отпечатанного рисунка.
23. Система по п. 22, отличающаяся тем, что дополнительно содержит по меньшей мере один валик (210), выполненный с возможностью, за счет давления на печатный материал (204) и рулон (205) голографической фольги, переноса рисунка голограммы на участки указанного материала, пропитанные УФ-краской.
24. Система по п. 1, отличающаяся тем, что по меньшей мере одна струйная головка (302) выполнена с возможностью нанесения указанной невидимой печати, при этом указанная печать видна под действием ультрафиолетового излучения на печатный материал (204) и при этом система дополнительно содержит по меньшей мере одно ультрафиолетовое сушильное устройство (303), выполненное с возможностью сушки указанной печати.
25. Система по п. 1, отличающаяся тем, что по меньшей мере одна струйная головка (305) в указанной секции флуоресцентной печати выполнена с возможностью нанесения фосфорной и флуоресцентной УФ-краски на печатный материал (204), при этом система дополнительно содержит по меньшей мере одно ультрафиолетовое сушильное устройство (306), выполненное с возможностью сушки нанесенной краски.
26. Система по п. 1, отличающаяся тем, что содержит одну дополнительную головку, при этом по меньшей мере одна струйная головка (308) и указанная дополнительная головка выполнены с возможностью печати гильошированных защитных узоров с использованием двух дополнительных цветов и с использованием светло-голубого и пурпурно-красного цвета соответственно на печатном материале (204), при этом система дополнительно содержит по меньшей мере одно ультрафиолетовое сушильное устройство (309), выполненное с возможностью последующей сушки указанных узоров.
27. Система по п. 1, отличающаяся тем, что дополнительно содержит систему цилиндрической печати, выполненную с возможностью нанесения указанного лака для покрытия на печатный материал (204), и, в случае использования УФ-лака, по меньшей мере одно ультрафиолетовое сушильное устройство (406), выполненное с возможностью сушки УФ-лака, или, в случае использования лака на водной основе, по меньшей мере одно устройство (408 и 409) для сушки горячим воздухом и по меньшей мере одну ИК-систему (410) воздушной сушки, выполненные с возможностью сушки лака на водной основе.
28. Система по п. 1 или 27, отличающаяся тем, что секция (400) нанесения лака дополнительно содержит медный валик (403) с хромовым покрытием, который погружен в лоток (405), содержащий лак и антибактериальный материал, и выполнен с возможностью переноса веществ из указанного лотка на анилоксовый цилиндр (402) системы цилиндрической печати.
29. Система по п. 28, отличающаяся тем, что внутри указанного лотка с веществами установлен нож (404) для обеспечения равномерности нанесения лака и антибактериального лака на указанный медный валик (403) с хромовым покрытием.
30. Система по п. 28, отличающаяся тем, что по меньшей мере одно устройство (408 и 409) для сушки горячим воздухом выполнено с возможностью сушки нанесенного антибактериального лака.
31. Система по п. 1, отличающаяся тем, что указанная секция печати красками OVI содержит устройство (501) для ротационной шелкографии, которое выполнено с возможностью нанесения полученного от компьютера (900) рисунка с помощью вращающегося барабана (503) для ризографической печати и системы (502) изготовления офсетной формы с использованием по меньшей мере одной термоголовки на бумагу и полимеризованную офсетную форму (506), склеенные друг с другом, и закрепления их на поверхности барабана (509).
32. Система по п. 31, отличающаяся тем, что секция печати красками OVI дополнительно содержит скребковый роликовый нож (508), который выполнен с возможностью пропускания краски с давлением через указанную офсетную форму и переноса ее на печатный материал (204).
33. Система по п. 32, отличающаяся тем, что секция печати красками OVI дополнительно снабжена устройством (510) для сушки горячим воздухом.
34. Система по п. 1, отличающаяся тем, что для вызова реакции наноразмерных пигментов с материалом (204) и создания рельефного отпечатка с регулируемой толщиной, в секции подачи (700) дополнительно содержится по меньшей мере одно ИК-устройство (701) для сушки горячим воздухом.
35. Система по п. 1 или 32, отличающаяся тем, что дополнительно содержит по меньшей мере один нагнетатель (703) холодного воздуха, выполненный с возможностью выдувания сухого и холодного воздуха на поверхность печатного материала (204).
36. Способ печати документов и ценных бумаг с защитой от подделки,
отличающийся тем, что все нижеперечисленные этапы выполняют в одной системе, и характеризующийся следующими особенностями:
печатный материал поступает в систему защитной печати через устройство подачи,
затем с помощью по меньшей мере одной головки цифровой струйной печати на указанном материале УФ-краской печатают рисунок, который вместе с голографической фольгой высушивают под источником УФ-излучения,
на следующем этапе по меньшей мере тремя головками струйной печати печатают по меньшей мере один рисунок невидимой при естественном освещении краской, один рисунок фосфорной краской и основной фоновый рисунок,
после этого с помощью системы цилиндрической печати на печатный материал наносят нанопокрытие на водной основе,
затем с помощью системы цифровой шелкографии выполняют струйную печать красками OVI,
затем после печати рисунка УФ-краской с помощью головки струйной печати порошковые пигменты рельефной печати наносят на печатный материал с помощью системы переноса и распределения воздуха, после чего закрепляют горячим и холодным воздухом соответственно,
управление всеми упомянутыми этапами осуществляется оператором с помощью компьютерной системы.
37. Способ по п. 36, отличающийся тем, что указанные перенос и распределение порошковых пигментов обеспечиваются воздушным потоком, создаваемым системой центрифуги, которая подает красящие вещества после прохождения турбины в по меньшей мере одну форсунку первого этапа, оснащенную по меньшей мере одной лопаткой прерывателя давления, после чего красящие вещества поступают в по меньшей мере одну форсунку второго этапа и затем выбрасываются на поверхность печатного материала.
38. Способ по п. 37, отличающийся тем, что красящие пигменты, не закрепившиеся на сухих участках печатного материала, удаляют по меньшей мере одной парой мягких щеточных валиков и с помощью всасывающей силы системы центрифуги и потока воздуха, выдуваемого по меньшей мере из одной форсунки, взвешивают в воздухе для возврата в цикл печати.
| Способ струйной печати бесцветными золь-гель чернилами радужных голографических изображений на голографической бумаге или на микроэмбоссированной поверхности и печатное изделие с радужным голографическим изображением | 2016 |
|
RU2616151C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛОК ПРОДУКЦИИ, ПОТОЧНЫЙ СПОСОБ ПЕЧАТИ И МЕТАЛЛИЧЕСКАЯ ПЕЧАТНАЯ КРАСКА | 2009 |
|
RU2456164C2 |
| WO 2019211606 A1, 07.11.2019 | |||
| МЕМБРАННАЯ КЛАВИАТУРА | 1991 |
|
RU2006093C1 |
| CN 107379790 B, 19.06.2020 | |||
| CN 103879138 B, 19.01.2018. | |||

