Изобретение относится к области производства листового стекла в регенеративных стекловаренных печах непрерывного действия, а именно к технике принудительного охлаждения огнеупорной кладки варочного бассейна стекловаренных печей.
Известны способ и устройство для охлаждения огнеупорной кладки стекловаренной печи, содержащее щелевые сопла с перфорированной пластиной, воздушный коллектор, воздухоподводящие патрубки, вентилятор. Воздух, нагнетаемый вентилятором через воздушный коллектор, попадает в подающие патрубки и направляется в щелевые сопла, снабженные перфорированными пластинами, и затем подается на охлаждаемую поверхность огнеупорной кладки бассейна (Авторское свидетельство SU №1041525).
Однако влияние наружного обдува на интенсивность высокотемпературных коррозионных процессов, разрушающих огнеупорную кладку стен варочного бассейна, в различные периоды эксплуатации стекловаренных печей проявляется в разной степени: очень слабо в начальный период (при значительной толщине огнеупорной кладки) и очень сильно в конце кампании стекловаренной печи (при минимальной остаточной толщине корродирующего огнеупора). Таким образом, для повышения эффективности наружного обдува необходимо наращивать скорость обдува по мере уменьшения остаточной толщины огнеупорного материала, что не реализуется в данном изобретении, работающем при постоянных скоростях обдува.
Известна также стекловаренная ванная печь с воздушным охлаждением стен бассейна и горелок. Устройство предназначено для охлаждения участков печи, сильно подверженных износу, воздухом, циркулирующим внутри пустотелых элементов кладки этих участков. В ванных печах шамотные брусья заменяются на пустотелые с ребристой внутренней поверхностью, керамическими или металлическими элементами (Авторское свидетельство SU №91253).
Недостатком данного устройства является недостаточная надежность, обусловленная возможностью быстрого разрушения пустотелых элементов кладки под воздействием высокой температуры и приводящая к несанкционированному попаданию охлаждающего воздуха непосредственно в пламенное пространство варочного бассейна стекловаренной печи, которое может вызывать необратимые нарушения технологического режима варки стекломассы и приводить к выпуску бракованной продукции.
Наиболее близкими к предлагаемому изобретению являются способ и устройство для охлаждения огнеупорной кладки Glass furnace (патент US 2845750). Устройство включает в себя варочный бассейн стекловаренной печи, тягодутьевую установку, общий воздушный коллектор и щелевые сопла, расположенные вдоль стен варочного бассейна стекловаренной печи. Способ заключается в равномерной подаче охлаждающего воздуха на поверхность огнеупорной кладки варочного бассейна стекловаренной печи при помощи вентилятора и подводящих сопел.
Недостатками данных способа и устройства являются невозможность оперативного изменения скорости охлаждающей воздушной струи в зависимости от степени коррозии охлаждаемой огнеупорной кладки по причине использования нерегулируемого нагнетательного оборудования, обеспечивающего стационарный режим обдува с постоянной скоростью и расходом воздуха в течение всей кампании стекловаренной печи, что приводит к необоснованно завышенному потреблению электрической энергии на начальном этапе эксплуатации варочного бассейна, когда из-за большой начальной толщины огнеупорной кладки интенсивность наружного теплоотвода слабо влияет на снижение скорости коррозионных процессов в огнеупорах, и недостаточной интенсивности наружного охлаждения в конце кампании, когда при остаточной толщине корродирующей огнеупорной кладки, близкой к минимально допустимому значению, увеличение скорости обдува может существенно снизить скорость коррозии и продлить эксплуатационный ресурс варочного бассейна.
Задачей настоящего изобретения является повышение энергетической эффективности стекловаренных печей за счет энергосбережения в системе наружного охлаждения огнеупорной кладки варочного бассейна.
Техническим результатом является продление эксплуатационного ресурса варочного бассейна стекловаренной печи на основе интенсификации воздушного охлаждения коррозионно-активных зон с одновременным снижением расхода электрической энергии на привод нагнетателей системы наружного обдува.
Поставленная задача решается тем, что в способе охлаждения стекловаренной печи, включающем обдув наружной поверхности кладки варочного бассейна печи в зоне квельпункта на уровне зеркала стекломассы, согласно предлагаемому техническому решению в процессе обдува измеряют наружную температуру огнеупорной поверхности на уровне зеркала стекломассы, определяют остаточную толщину огнеупорной поверхности и регулируют скорость обдува в зависимости от остаточной толщины кладки. Устройство для охлаждения стекловаренной печи, включающее нагнетатель с электроприводом, воздушный коллектор, подводящие воздуховоды и щелевые сопла, согласно предлагаемому техническому решению содержит датчики температуры обдуваемой поверхности, сумматор сигнала, программирующее устройство, вычислитель и частотный регулятор электропривода, позволяет своевременно оценить степень износа огнеупорной кладки и изменить интенсивность наружного обдува, тем самым увеличить эксплуатационный ресурс варочного бассейна и сократить энергопотребление системы.
За счет использования частотного преобразователя электропривода развиваемое нагнетателем давление (а следовательно, и скорость охлаждающего воздуха) возможно изменять по заданному закону в зависимости от остаточной толщины огнеупорного бруса, которая при любой текущей скорости обдува является однозначной функцией температуры обдуваемой поверхности и определяется вычислителем по суммарному сигналу датчиков температуры, установленных в характерных точках обдуваемой поверхности. Таким образом, появляется возможность снижать потребление электрической энергии в начальный момент эксплуатации варочного бассейна, когда наружный обдув не столь существенно влияет на скорость высокотемпературной коррозии, и увеличивать интенсивность обдува в конце кампании с целью максимального продления эксплуатационного ресурса стекловаренных печей.
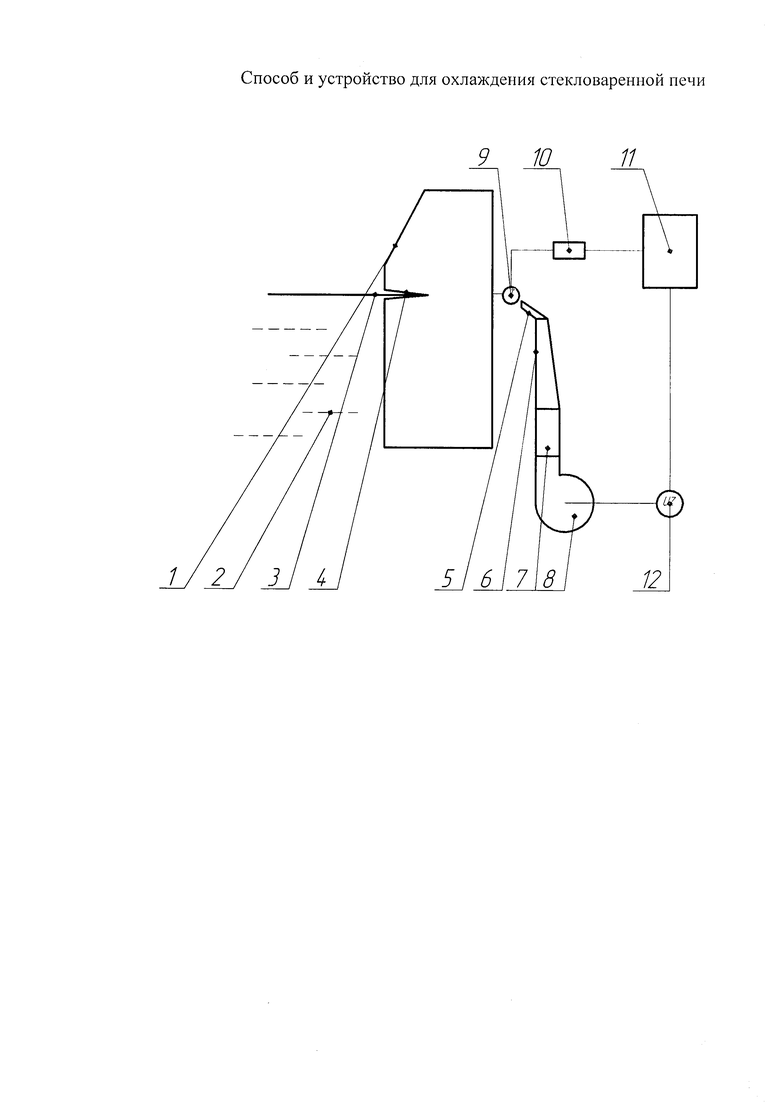
Предлагаемое изобретение поясняется чертежом, на котором представлено устройство для охлаждения стекловаренной печи,
где 1 - фрагмент огнеупорной кладки стены варочного бассейна;
2 - расплав стекломассы в бассейне;
3 - уровень зеркала расплава стекломассы;
4 - коррозионная полость, разрушающая огнеупорный брус на уровне зеркала расплава стекломассы;
5 - щелевые сопла;
6 - подводящие воздуховоды;
7 - воздушный коллектор;
8 - нагнетатель (высоконапорный дутьевой вентилятор);
9 - датчики температуры;
10 - сумматор сигнала;
11 - программирующее устройство с вычислителем;
12 - частотный преобразователь электропривода.
Устройство для охлаждения стекловаренной печи содержит нагнетатель 8 - высоконапорный дутьевой вентилятор, например, марки BP или ВНД в зависимости от требуемых параметров обдува, подающий охлаждающий воздух в воздушный коллектор 7, выполненный в виде воздуховода с круглым либо прямоугольным сечением различного диаметра в зависимости от производительности и требуемых параметров. Воздушный коллектор 7 посредством подводящих воздуховодов 6 связан с щелевыми соплами 5, расположенными с наружной стороны вдоль стены варочного бассейна стекловаренной печи. На внешней стороне огнеупорной кладки печи (в центре каждого огнеупорного бруса) на уровне зеркала стекломассы установлены датчики температуры 9, в качестве которых могут быть использованы термопары марки ТХА. Датчики температуры 9 по токоведущим линям связаны с сумматором сигнала 10, в качестве которого может быть использован, например, специализированный сумматор сигнала с термопар AD595ADZOУ. Сумматор 10 оптоволоконным кабелем связан с программирующим устройством с вычислителем 11, представляющим собой компьютер с установленной на нем вычислительной программой. Программирующее устройство 11 посредством токоведущих линий связано с частотным преобразователем электропривода 12, например, марки Р (рассчитанным на питание от 3 фаз и напряжения 380 В), осуществляющим регулирование создаваемого напора нагнетателя за счет изменения частоты вращения электродвигателя.
Устройство работает следующим образом. Коррозионно-активный расплав стекломассы 2, контактирующий с внутренней поверхностью огнеупорной кладки 1, в результате высокотемпературной коррозии постепенно разрушает огнеупорный брус, образуя в нем коррозионную полость 4 на уровне зеркала расплава стекломассы 3, что способствует быстрому выходу из строя варочного бассейна и приводит к необходимости останова стекловаренной печи на холодный ремонт. При этом по мере увеличения глубины коррозионной полости повышается локальная температура наружной поверхности огнеупорной кладки на уровне зеркала расплава стекломассы вдоль всего периметра стен варочного бассейна. Датчики температуры 9, установленные на внешней поверхности огнеупорной кладки вдоль линии зеркала расплава, формируют первичные сигналы о температуре наружной поверхности. Сигналы со всех датчиков поступают на сумматор 10, где формируется интегральный сигнал, поступающий в программирующее устройство с вычислителем 11. В этом устройстве, на основе предварительно запрограммированной функциональной зависимости (1), формируется сигнал управляющего воздействия, подаваемый на частотный преобразователь электродвигателя 12, изменяющий режим работы нагнетателя (вентилятора) 8 за счет изменения частоты вращения электродвигателя. При этом требуемая скорость обдува нагнетателем определяется из формулы

где υmax, υmin - максимальное и минимальное значение скорости в диапазоне регулирования, м/с; n, m - степенные показатели функциональной зависимости; δi - остаточная толщина огнеупорного материала, м, которая определяется как δi=δi-1-ω·Δτ, где ω - скорость высокотемпературной коррозии огнеупорного материала, зависящий от типа и марки огнеупора и технологии варки стекломассы, мм/сут, Δτ - временной отрезок замера значений температуры, сут; δi-1 - остаточная толщина огнеупорной кладки в i-1 шаг расчета, которая определяется как δi-1=R·λог(i-1), где R - термическое сопротивление огнеупорной кладки м2·°С/Вт, λог(i-1) - теплопроводность огнеупорного материала, из которого выполнена кладка печи, которая является функцией вида λог=f(tвн, tн), где tвн, tн - температура внутренней и наружной поверхностей огнеупорной кладки печи соответственно, °С.
Нагнетатель подает охлаждающий воздух в воздушный коллектор 7, затем в подводящие воздуховоды 6 и щелевые сопла 5, через которые воздух истекает на охлаждаемую поверхность со скоростью, регулируемой в зависимости от остаточной толщины огнеупорной кладки стекловаренной печи. Программирующее устройство с вычислителем 11 и частотный регулятор 12 позволяют задавать и реализовывать различные законы изменения скорости обдува наружной поверхности.
В результате сравнительного анализа эффективности использования системы регулируемого воздушного охлаждения по критерию чистого дисконтированного дохода (ЧДД) было установлено, что параметры оптимальных режимов регулирования скорости обдува могут существенно различаться в зависимости от температуры варки стекломассы, марки огнеупоров в стеновых конструкциях варочного бассейна и толщины корродирующих стен (начальной и конечной). На конкретном примере линии ЛТФ-1 ОАО «Саратовстройстекло» расчетами было подтверждено, что при температуре варки tвн=1450°С наивысшее значение ЧДД может быть достигнуто в случае использования системы регулируемого воздушного охлаждения огнеупорных стен варочного бассейна, выполненных из огнеупора марки Zirkosit-Y, при ширине плоского сопла, равной 5 мм, благодаря установленному высоконапорному нагнетателю, позволяющему достигать скоростей обдува до 127 м/с, и изменению регулируемых скоростей обдува по оптимальному закону (2) от υ=20 до 127 м/с по мере уменьшения остаточной толщины корродирующего огнеупора от δ=250 до 30 мм:

Численные значения степенных показателей функциональной зависимости (1) n=0,8 и m=1,9 были получены в результате многовариантных расчетов, выполненных на математической модели варочного бассейна по условию достижения максимальной величины чистого дисконтированного дохода от продления эксплуатационного ресурса стекловаренной печи.
При реализации данного варианта прогнозный эксплуатационный ресурс варочного бассейна может быть продлен не менее чем в 3 раза по сравнению с существующим. Однако следует заметить, что при других технологических режимах варки стекломассы и теплофизических характеристиках огнеупорных материалов стен варочного бассейна численные значения переменных функциональной зависимости (1) будут отличаться от приведенных выше.
Перспективность использования регулируемого обдува с постепенным увеличением скорости в зависимости от остаточной толщины корродирующих огнеупорных конструкций подтверждается тем, что применение такого режима работы позволяет не только продлить эксплуатационный ресурс варочного бассейна, но и сократить потребление электрической энергии на привод нагнетателей (вентиляторов) в 1,2-1,8 раза по сравнению с режимом работы на постоянных скоростях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стекловаренная ванная печь | 1981 |
|
SU992433A1 |
| Ванная стекловаренная печь | 1980 |
|
SU925879A1 |
| Стекловаренная ванная печь | 1982 |
|
SU1077854A1 |
| Ванная стекловаренная печь | 1980 |
|
SU1013420A1 |
| Стекловаренная ванная печь | 1981 |
|
SU962217A1 |
| Стекловаренная ванная печь | 1981 |
|
SU962218A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2014 |
|
RU2581590C1 |
| Стекловаренная ванная печь | 1983 |
|
SU1121242A1 |
| Ванная стекловаренная печь | 1981 |
|
SU1016260A1 |
| Способ продления кампании стекловаренной печи | 1985 |
|
SU1284951A1 |
Изобретение относится к области производства листового стекла в регенеративных стекловаренных печах непрерывного действия, а именно к технике принудительного охлаждения огнеупорной кладки варочного бассейна стекловаренных печей. Техническим результатом настоящего изобретения является повышение энергетической эффективности стекловаренных печей за счет энергосбережения в системе наружного охлаждения огнеупорной кладки варочного бассейна. Способ охлаждения стекловаренной печи включает обдув наружной огнеупорной поверхности варочного бассейна печи в зоне квельпункта. В процессе обдува измеряют наружную температуру огнеупорной поверхности на уровне зеркала стекломассы, определяют остаточную толщину огнеупорной поверхности, а скорость обдува регулируют исходя из максимального и минимального значения скорости в диапазоне регулирования с учётом степенных показателей функциональной зависимости и остаточной толщины огнеупорного материала. Способ охлаждения стекловаренной печи реализуется с помощью устройства, включающего нагнетатель с электроприводом, воздушный коллектор, подводящие воздуховоды, щелевые сопла, расположенные вдоль стен варочного бассейна печи. Также устройство содержит датчики температуры, расположенные вдоль периметра стен варочного бассейна с внешней стороны на уровне зеркала стекломассы, сумматор сигнала с датчиков температур, связанный с ними токоведущими линиями. Устройство включает программирующее устройство с вычислителем, связанное по оптоволоконному кабелю с сумматором, с возможностью преобразования сигнала с сумматора в числовое значение скорости обдува огнеупорной кладки стекловаренной печи, частотный преобразователь электропривода нагнетателя, связанный с программирующим устройством с вычислителем при помощи кабеля, позволяющего передавать цифровой или аналоговый сигнал. 2 н.п. ф-лы, 1 ил.
1. Способ охлаждения стекловаренной печи, включающий обдув наружной огнеупорной поверхности варочного бассейна печи в зоне квельпункта, отличающийся тем, что в процессе обдува измеряют наружную температуру огнеупорной поверхности на уровне зеркала стекломассы, определяют остаточную толщину огнеупорной поверхности, а скорость обдува регулируют исходя из соотношения
 ,
,
где υmax, υmin - максимальное и минимальное значение скорости в диапазоне регулирования, м/с; n, m - степенные показатели функциональной зависимости; δi - остаточная толщина огнеупорного материала, м.
2. Устройство для охлаждения стекловаренной печи, включающее нагнетатель с электроприводом, воздушный коллектор, подводящие воздуховоды, щелевые сопла, расположенные вдоль стен варочного бассейна печи, отличающееся тем, что содержит датчики температуры, расположенные вдоль периметра стен варочного бассейна с внешней стороны на уровне зеркала стекломассы, сумматор сигнала с датчиков температур, связанный с ними токоведущими линиями, программирующее устройство с вычислителем, связанное по оптоволоконному кабелю с сумматором, с возможностью преобразования сигнала с сумматора в числовое значение скорости обдува огнеупорной кладки стекловаренной печи, частотный преобразователь электропривода нагнетателя, связанный с программирующим устройством с вычислителем при помощи кабеля, позволяющего передавать цифровой или аналоговый сигнал.
| US 2845750 A, 05.08.1958 | |||
| Система управления тепловым режимом стекловаренной печи | 1978 |
|
SU753793A1 |
| Устройство для охлаждения огнеупорной кладки стекловаренной печи | 1982 |
|
SU1041525A1 |
| RU 95107883 A, 20.12.1997 | |||
| Устройство для регулирования стекловаренной печи | 1986 |
|
SU1392033A1 |

