Изобретение относится к самоусиливающейся композитной панели, предназначенной, в частности, для конструкции пола, в частности, но не исключительно для пола летательного аппарата. Панель в соответствии с изобретением позволяет облегчить содержащий ее пол по сравнению с известными техническими решениями.
Как известно пол, например пол летательного аппарата образован опорной конструкцией и настилом. Опорная конструкция образована балками, а настил образован пластинами или плитами, закрепленными на этих балках таким образом, чтобы получить по существу плоскую поверхность. Например, в случае летательного аппарата опорная конструкция образована балками, расположенными поперечно, или поперечинами, соединенными с фюзеляжем указанного летательного аппарата и образующими систему балочного перекрытия. На этих поперечинах закреплены продольные направляющие, которые содержат устройство крепления для соединения с ними элементов мебели, находящихся в фюзеляже, в частности пассажирских кресел или системной мебели или стоек. Направляющие содержат также устройство укладки, которое позволяет укладывать пластины между указанными направляющими с целью получения настила. Согласно другим конструктивным принципам опорная конструкция образована решеткой, содержащей балки, проходящие в поперечном или в продольном направлении, и другие балки, установленные между ними в виде распорок, образуя решетку. Пластины настила укладывают на решетку и крепят на балках. Согласно варианту осуществления, распространенному в области авиации, эти пластины настила или половые панели образованы конструкцией в виде сэндвича, содержащей сотовую структуру, заключенную между двумя пластинами или панелями обшивки. Такие половые панели описаны, например, в документе US-B-7581366. Указанные половые панели передают усилия, действующие на пол, в направлении конструкции фюзеляжа через опорную конструкцию. Эти усилия возникают в результате действия нагрузок: пассажиры во время перемещения, подвижное оборудование, такое как кухни в пассажирском самолете, катящиеся грузы или погрузочно-разгрузочное устройство в транспортном самолете, а также вследствие повышения давления внутри кабины.
Половые панели в виде сэндвича с сотовой прослойкой имеют исключительную жесткость при сжатии или изгибе. Однако эта жесткость при изгибе в основном является результатом зазора между панелями обшивки за счет толщины сотовой прослойки, причем указанная прослойка лишь частично участвует в сопротивлении изгибу. Таким образом, эти панели являются исключительно легкими, и жесткость при изгибе достигается за счет небольшой толщины обшивки. С другой стороны, эта обшивка, если она выполнена из композиционного материала с органической матрицей и волокнистым усилением, обладает очень низким сопротивлением сплющиванию, в частности, на уровне креплений половых панелей на опорной конструкции. Это заставляет прибегать к специальным приспособлениям, в частности называемым английским термином "hard points" или твердыми точками, при которых, в частности, ячейки прослойки заполняют смолой в точках крепления панели на направляющих. Это твердые точки создают разрывы в прохождении потоков усилий в направлении конструкции фюзеляжа и приводят к увеличению массы. Аналогично, локальное сопротивление пробиванию такой половой панели не обеспечивается толщиной обшивки, которая предусмотрена лишь для восприятия напряжений при изгибе. Наконец, механическая прочность этих панелей в значительной степени зависит от качества механического соединения между двумя панелями обшивки, которое зависит от качества сцепления между указанными панелями обшивки и прослойкой, при этом напряжения изгиба передаются от одной панели обшивки к другой через напряжения сдвига границы раздела между обшивкой и прослойкой. Необходимого качества сцепления трудно добиться, учитывая очень небольшую площадь контакта между краями ячеек прослойки и обшивкой. Таким образом, необходимо обращать особое внимание на изготовление прослойки и обшивки, в частности, что касается плоскостности границы раздела, и на условия склеивания. Это требование, относящееся к качеству изготовления, для обеспечения наибольшей эффективности панели в виде сэндвича, приводит к значительным производственным затратам и к увеличению размерных параметров, что сказывается на массе пола.
В документе WO 2008/157075 описана композитная конструктивная панель, предназначенная, в частности, для осуществления пола летательного аппарата, при этом указанную панель получают посредством соединения элементов жесткости в виде профилей, связанных между собой при наложении друг на друга, затем подвергаемых термической обработке вместе с обшивкой, охватывающей элементы жесткости. Выполнение такой панели является сложным и оправдано в основном для цельных половых панелей, когда одна панель перекрывает почти весь пол летательного аппарата. Следовательно, это техническое решение приемлемо только для небольших летательных аппаратов.
Задача изобретения состоит в устранении вышеуказанных недостатков за счет создания панели, в частности, для пола летательного аппарата, при этом указанная панель содержит:
а. первую пластину, выполненную из композиционного материала, усиленного сплошными волокнами;
b. гофрированный лист, выполненный из композиционного материала, усиленного сплошными волокнами, соединенный со стороной, называемой нижней стороной первой пластины;
с. средство локального усиления, соединенное с гофрированным листом.
Таким образом, гофрированный лист и пластина взаимодействуют, придавая панели жесткость при изгибе, при этом пластина имеет достаточную толщину, чтобы противостоять пробиванию, а средство усиления локально обеспечивает сопротивление сплющиванию, в частности, в зонах крепления. Механическое соединение между пластиной и гофрированным листом осуществляют по широким поверхностям контакта, и средство усиления взаимодействует с этой границей раздела для обеспечения распределения напряжений между пластиной и гофрированным листом.
Изобретение можно реализовать в предпочтительных вариантах осуществления, которые представлены ниже и которые можно рассматривать отдельно или в любой технически возможной комбинации.
Согласно первому варианту осуществления заявленной панели средство локального усиления выполнено в виде вставки, установленной в пространстве, заключенном между нижней стороной первой пластины и внутренними стенками рельефа гофрированного листа. Таким образом, указанные вставки находятся только в местах, где они являются необходимыми, в частности в точках крепления панели на опорной конструкции. Гофрированный лист может полностью накрывать поверхность пластины.
Согласно второму варианту осуществления заявленной панели средство локального усиления содержит пластину, выполненную из композиционного материала, усиленного сплошными волокнами. Согласно этому варианту осуществления часть гофрированного листа, содержащая гофры, может не накрывать зону, накрытую усилительной пластиной. С другой стороны, эта усилительная пластина обеспечивает механическое соединение на более обширной поверхности и лучшую передачу нагрузок между пластиной и гофрированным листом.
Эти два варианта осуществления можно комбинировать в одной панели.
Согласно предпочтительной версии второго варианта осуществления заявленной панели рельефы гофр гофрированного листа прерываются за пределами периметра, называемого периметром укладки, заключенного внутри краев первой пластины. Таким образом, панель содержит по своему контуру зону, не содержащую гофр, что уменьшает ее высоту на опорной конструкции пола.
Предпочтительно, согласно этому же варианту осуществления толщина панели является постоянной в пространстве, заключенном между краем первой пластины и периметром укладки. Этот отличительный признак облегчает укладку и крепление панели на опорной конструкции.
Предпочтительно средство усиления в этом случае располагают между периметром укладки и краем первой пластины.
Независимо от варианта осуществления, пластина, гофрированный лист и средство усиления выполнены из материалов, содержащих термопластическую матрицу. Таким образом, можно осуществлять эффективное соединение, в частности, при помощи сварки. Кроме того, эти материалы имеют повышенную ударную прочность и сопротивление сплющиванию по сравнению с термореактивными смолами, обычно применяемыми для этого назначения, что позволяет выиграть в размерности.
Предпочтительно пластина, гофрированный лист и средство усиления выполнены из материалов, содержащих матрицу из полиэфирэфиркетона. Это выполнение позволяет повысить огнеупорность и термостойкость, являющиеся свойствами, особенно востребованными в области авиации.
Согласно предпочтительному отличительному признаку первого варианта осуществления заявленной панели она содержит запорную раму по контуру указанной панели. Эта запорная рама препятствует попаданию влаги в полые пространства, заключенные между нижней стороной пластины и внутренними стенками рельефов гофрированного листа.
Заявленную панель можно адаптировать для накрывания любой опорной конструкции, выполненной в виде решетки, плоской или имеющей более сложную форму, при этом заявленной панели можно придавать форму до или после соединения пластины и гофрированного листа.
Объектом изобретения является также пол, в частности для летательного аппарата, при этом указанный пол содержит опорную конструкцию и панель согласно описанным выше вариантам осуществления, закрепленную на указанной опорной конструкции. Такой пол имеет меньшую массу и требует меньших производственных затрат по сравнению с известными решениями. Заявленную панель можно использовать для накрывания всей или части поверхности пола. Например, в случае летательного аппарата известные половые панели типа сэндвича можно использовать в частях, находящихся под пассажирскими креслами, а панели по одному из вариантов осуществления изобретения можно использовать в зонах, подверженных более значительным нагрузкам, например в зонах перемещения закусок.
Согласно первому варианту осуществления указанный пол содержит панель согласно второму варианту осуществления заявленной панели, при этом указанная панель закреплена на опорной конструкции через зону, заключенную между периметром укладки и краем первой пластины. Этот вариант осуществления позволяет уменьшить высоту пола и, следовательно, выиграть в полезном объеме, ограниченном указанным полом.
Согласно второму варианту осуществления указанный пол содержит панель согласно первому варианту осуществления заявленной панели, закрепленную на опорной конструкции креплениями, проходящими сквозь вставки. Этот вариант осуществления представляет особый интерес при замене известной половой панели на заявленную половую панель.
Объектом изобретения является также летательный аппарат, содержащий пол согласно одному из вышеуказанных вариантов осуществления. Площадь пола в летательном аппарате может достигать нескольких сот квадратных метров. Таким образом, выигрыш в массе, обеспечиваемый каждой заявленной панелью, дает в совокупности значительный выигрыш, который сказывается на расходе топлива указанного летательного аппарата.
Объектом изобретения является также исключительно экономичный способ изготовления панели по оному из вариантов осуществления, в котором применяют элементы, выполненные из материалов, содержащих термопластическую матрицу, при этом указанный способ содержит следующие этапы:
i. производят горячую штамповку предварительно усиленной пластины для получения гофрированного листа;
ii. гофрированный лист крепят сваркой на первой пластине;
iii. с узлом, полученным таким образом, соединяют средства усиления.
Применение горячей штамповки позволяет получить гофрированный лист из пластины, усиленной сплошными волокнами согласно процессу, адаптированному для серийного производства. Применение сварки обеспечивает отличное сцепление поверхности соединения между гофрированным листом и первой пластиной.
Предпочтительно этап сварки осуществляют с приложением давления на гофрированный лист в горячем состоянии, при этом между гофрированным листом и первой пластиной устанавливают удаляемые стержни внутри рельефов указанного гофрированного листа. Таким образом, сварку осуществляют посредством одной операции.
Изобретение представлено описанием предпочтительных, но неограничивающих вариантов осуществления со ссылками на фиг.1-10.
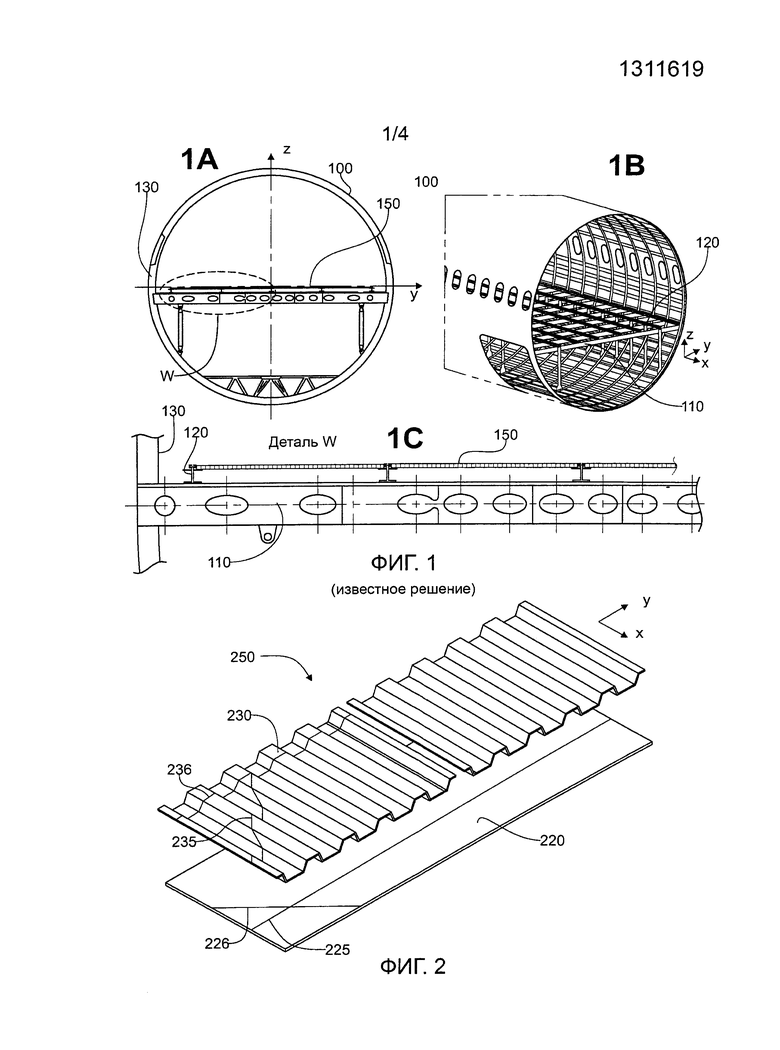
На фиг.1 показано известное решение, при этом на фиг.1A изображен фюзеляж летательного аппарата в поперечном разрезе, на фиг.1B представлен вид в перспективе и с торца участка фюзеляжа, и на фиг.1C показан детальный вид в поперечном разрезе, иллюстрирующий установку пола в указанном фюзеляже;
на фиг.2 показаны два элемента заявленной панели, а именно: первой пластины и гофрированного листа, соединяемого с этой пластиной, вид в перспективе сверху;
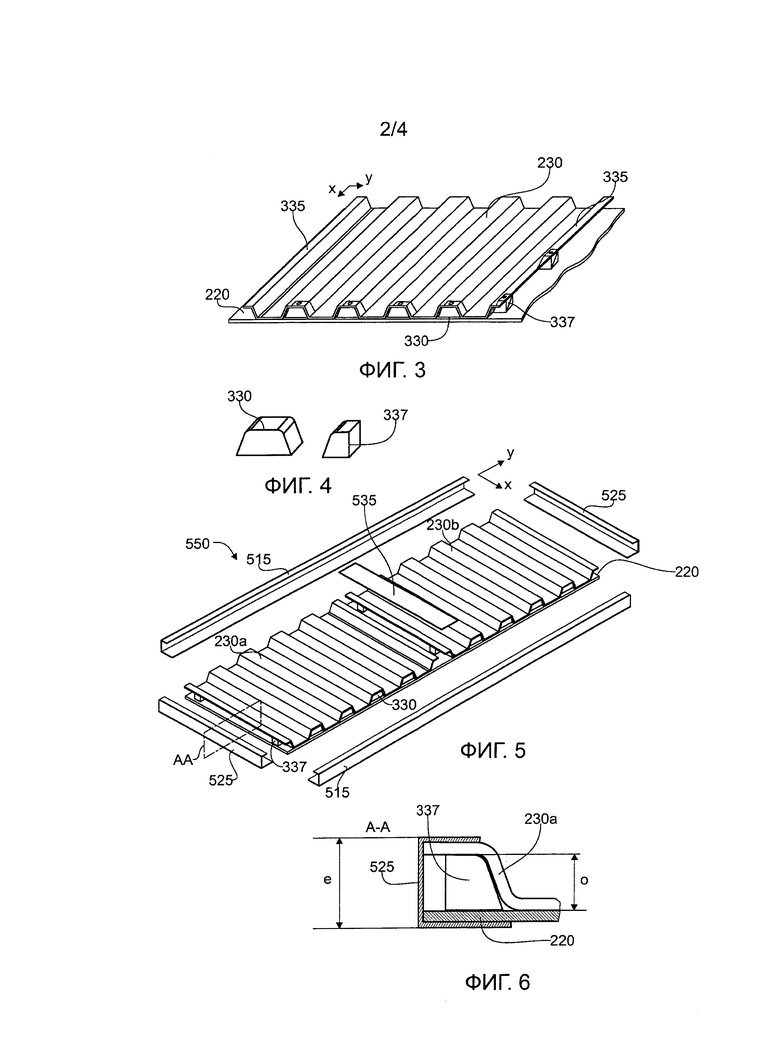
на фиг.3 показана панель согласно примеру осуществления, соответствующему первому варианту осуществления изобретения, вид в перспективе спереди вдоль продольного конца панели;
на фиг.4 представлены примеры вставок, применяемых в качестве средств локального усиления панели согласно первому варианту осуществления изобретения, вид в перспективе спереди;
на фиг.5 показано соединение панели согласно примеру первого варианта осуществления изобретения, вид с пространственным разделением деталей;
на фиг.6 показан поперечный конец панели согласно примеру первого варианта осуществления изобретения, вид в сечении по плоскости АА, изображенной на фиг.5;
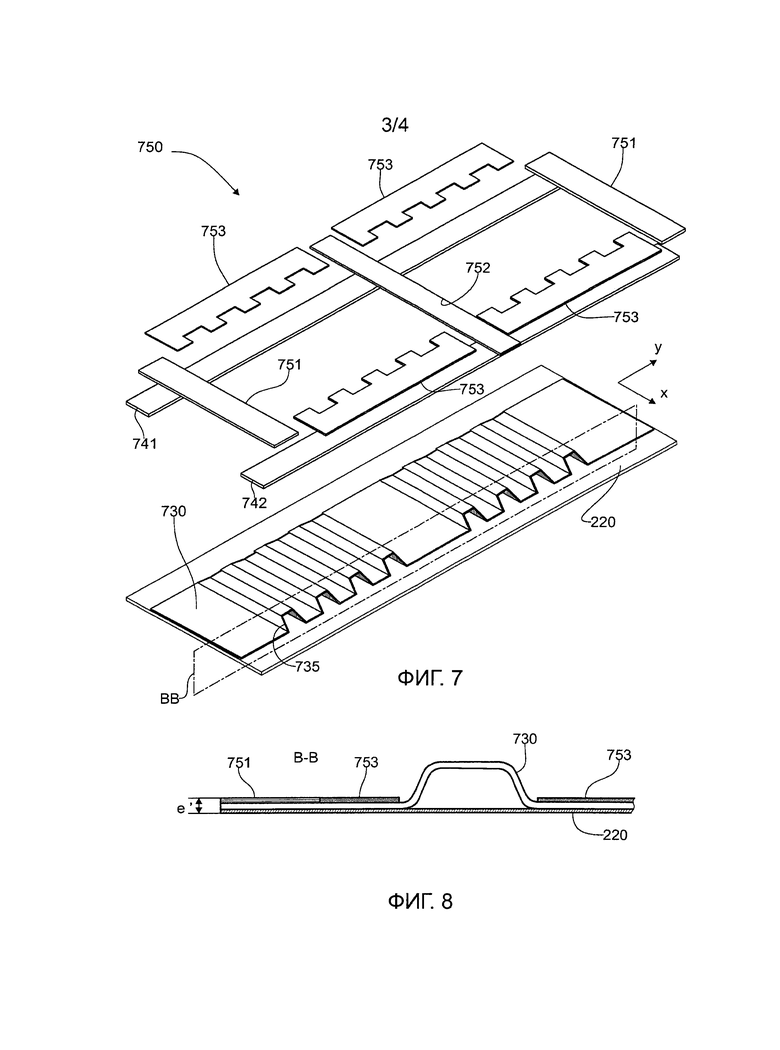
на фиг.7 показано соединение панели согласно примеру второго варианта осуществления изобретения, вид в перспективе с пространственным разделением деталей;
на фиг.8 показан поперечный конец панели согласно примеру второго варианта осуществления изобретения, вид в сечении по плоскости ВВ, показанной на фиг.7;
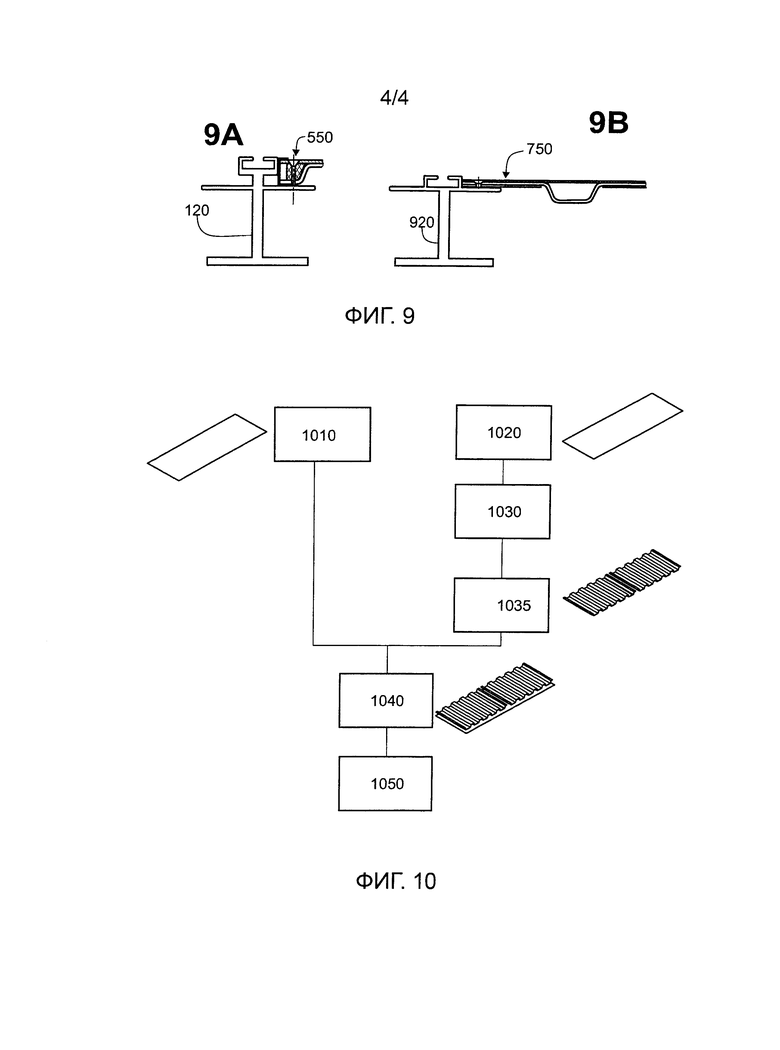
на фиг.9 показаны два варианта соединения панелей согласно примерам осуществления изобретения с опорной конструкцией пола, при этом фиг.9A соответствует первому примеру осуществления изобретения, а фиг.9B - второму примеру осуществления изобретения, вид в сечении;
на фиг.10 представлена блок-схема примера осуществления заявленного способа.
На всех фигурах поперечное направление обозначено у, и продольное направление обозначено х. Согласно примеру осуществления, представленному на фиг.1, продольные и поперечные оси соответствуют продольным и поперечным осям фюзеляжа, причем этот пример ни в коем случае не является ограничивающим, и специалист может ориентировать панель в зависимости от нагрузки, действующей на нее в ходе эксплуатации, чтобы получить необходимую жесткость.
На фиг.1B представлен пример осуществления пола для летательного аппарата, который содержит опорную конструкцию, содержащую поперечины 110, проходящие поперечно в фюзеляже 100 указанного летательного аппарата. На поперечинах 110 установлены направляющие 120, которые проходят в фюзеляже 100 в продольном направлении. Как показано на фиг.1A, поперечины 110 закреплены на шпангоутах 130, которые образуют каркас фюзеляжа. Как показано на фиг.1C, на направляющих 120 установлены половые панели 150, образующие настил. Таким образом, половые панели передают усилия, действующие на настил, в направлении фюзеляжа 100 через направляющие 120 и поперечины 110. На указанные половые панели 150 действуют напряжения изгиба вдоль шпангоутов, параллельных продольным x и поперечным y осям, которые стремятся деформировать указанные половые панели с прогибом вдоль вертикальной оси z. В известных решениях половые панели 150 представляют собой панели в виде сэндвича, содержащие две панели обшивки, разделенные прослойкой в виде сотовой структуры.
Согласно примеру осуществления, представленному на фиг.2, заявленный пол содержит пластину 220, выполненную из композиционного материала, усиленного сплошными волокнами 225, 226, то есть указанные волокна проходят от одного края к другому краю указанной пластины 220. Жесткость панели усилена для повышения сопротивления напряжениям изгиба посредством добавления гофрированного листа 230, тоже выполненного из композиционного материала, усиленного сплошными волокнами 235, 236. Указанный гофрированный лист 230 соединен с пластиной при помощи клея, сварки или совместной термической обработки в зависимости от природы применяемых материалов. Гофрированный лист 230 содержит чередование гофр в поперечном направлении с двух сторон от средней плоскости в виде профиля по существу в виде Ω (греческая буква омега), который после соединения гофрированного листа 230 с пластиной 220 создает проходящие в продольном направлении элементы жесткости. Согласно предпочтительному примеру осуществления пластина 220 и гофрированный лист 230 выполнены из слоистого композита, полученного из однонаправленных слоев APC-2/AS4, содержащих 66% углеродных волокон, предварительно пропитанных термопластической смолой из полиэфирэфиркетона или ПЭЭК. Пластина 220 содержит 6 слоев, ориентированных в последовательности 0/90/45-45/90/0 и имеющих после уплотнения толщину 0,828 мм. Гофрированный лист 230 выполнен из такого же материала и из набора 8 слоев в последовательности 0/90-45/45/-45/45/90/0 толщиной 1,1 мм после уплотнения. Направление 0° соответствует поперечному направлению у. Этот материал обладает высокой жесткостью и повышенной механической прочностью с учетом содержания волокон. Кроме того, смола ПЭЭК является исключительно ударопрочной и огнеупорной, поэтому отвечает самым строгим требованиям, в частности, в области авиации.
Как показано на фиг.3, согласно первому варианту осуществления заявленной половой панели, гофрированный лист 230 накрывает всю поверхность пластины 220. Для облегчения укладки указанной панели гофрированный лист 230 заканчивается на поперечных краях панели полугофрами 335, выступающими относительно пластины 220. Полученную таким образом половую панель укладывают и крепят ее краями на опорной конструкции. Учитывая профиль в виде полугофры 335 на поперечных концах гофрированного листа 230, его толщина является постоянной по всему его периметру. Для обеспечения этого крепления между пластиной 220 и гофрированным листом 230 устанавливают вставки 330, 337 внутри профилей гофр в зонах, где должны находиться крепления. На уровне этих вставок выполняют отверстия для прохождения креплений.
На фиг.4 представлены два типа вставок. Полные вставки 330 имеют сечение по существу трапециевидной формы, соответствующей внутренней форме профиля гофры гофрированного листа. На поперечных концах панели в профили 335 в виде полугофры гофрированного листа вставляют половинчатые вставки 337. Предпочтительно вставки 330, 337 соединяют с панелью при помощи сварки, клея или совместной термической обработки в зависимости от природы применяемых материалов. Согласно вышеуказанному примеру осуществления, в котором половая панель выполнена из композита ПЭЭК APC-2/AS4, указанные вставки предпочтительно выполнены из полиэфирэфиркетоновой смолы с наполнителем из коротких усилительных волокон посредством литья под давлением или посредством экструзии.
Как показано на фиг.5, согласно примеру половой панели 550, являющейся объектом первого варианта осуществления изобретения, с пластиной 220 соединяют два гофрированных листа 230a, 230b, расположенных рядом друг с другом в поперечном направлении. Таким образом, два конца в виде полугофр указанных гофрированных листов 230a, 230b оказываются друг против друга на уровне поперечной половины указанной панели. Предпочтительно половую панель крепят на направляющих опорной конструкции или на опорной конструкции в виде решетки по всей ее периферии и в этой центральной зоне. После установки вставок 330 в профили гофр на продольных концах панели и половинчатых вставок на поперечных концах гофрированных листов 230a, 230b по всему периметру панели приклеивают запорные профили 515, 525, образующие запорную раму. Запорные профили 535 приклеивают также на центральной части панели. Запорные профили 515 для продольных концов и запорные профили 525 для поперечных концов имеют сечение по существу U-образной формы и проходят по всей длине конца панели. Запорный профиль 535 центральной части представляет собой простой лист, закрывающий пространство между концами двух гофрированных листов 230a, 230b. Согласно примеру осуществления эти запорные профили 515, 525, 535 выполнены из композита, содержащего полиэфирэфиркетоновую матрицу, усиленную двумя слоями стекловолокон толщиной 0,4 мм. Эти запорные профили завершают закрывание профилей гофр, уже частично произведенное при помощи вставок 330 и, в частности, на поперечных концах половой панели. Таким образом, они препятствуют попаданию влаги, в частности конденсата или жидкостей, в профили гофр и не приводят к увеличению массы.
Как показано на фиг.6, высоту о гофры определяют в зависимости от требований жесткости, а также таким образом, чтобы толщина готовой панели была по существу эквивалентной толщине известной панели с центральной сотовой прослойкой. Таким образом, заявленную панель можно легко установить вместо известной половой панели.
Как показано на фиг.7, где представлен второй вариант осуществления заявленной половой панели 750, она содержит первую пластину 220, с которой соединяют гофрированный лист 730, накрывающий ее поверхность полностью в поперечном направлении, но частично в продольном направлении. Указанный гофрированный лист 730 не содержит гофр по ширине своих поперечных концов и, в случае необходимости, в центральной части. В зонах продольных концов, не накрытых гофрированным листом 730, с пластиной 220 соединяют две подкладки 741, 742. Предпочтительно эти подкладки 741, 742 имеют толщину, по существу эквивалентную толщине гофрированного листа. Таким образом, на поверхности панели имеется периметр, называемый периметром укладки, и между этим периметром и краями панели нет никаких гофрированных рельефов. После соединения подкладок 741, 742 толщина панели является постоянной за пределами этого периметра, в результате чего получают плоскость укладки. Предпочтительно концы 735 профилей гофр гофрированного листа 730 выполняют скошенными посредством обрезания, чтобы они не мешали укладке панели на опорную конструкцию. Усилительные средства 751, 752, 753 в виде обрезанных по заданному профилю пластин соединяют с панелью при помощи клея, сварки или совместной термической обработки в зоне укладки, заключенной между периметром укладки и краями указанной панели. Согласно примеру осуществления указанные усилительные средства содержат две концевые пластины 751, располагаемые на поперечных концах панели, центральную пластину 752, располагаемую в центральной зоне, где гофрированный лист 730 не имеет гофр, и четыре пластины 753 с шипами, располагаемые на продольных концах панели между концевыми пластинами 751 и центральной пластиной 752. Пластины 753 с шипами обрезаны по зубчатому профилю, при этом каждый зубчатый элемент охватывает конец выступающего профиля гофры гофрированного листа 730. Таким образом, они обеспечивают эффективную передачу моментов поперечного изгиба от зон укладки на продольных концах в направлении гофрированного листа 730. Согласно примеру осуществления подкладки 741, 742 выполнены из композита ПЭЭК APC-2/AS4, содержащего 8 слоев, а усилительные средства получают из пластины ПЭЭК APC-2/AS4, содержащей 6 слоев.
Как показано на фиг.8, зона укладки является плоской и имеет постоянную толщину. Согласно предыдущему примеру осуществления эта зона укладки содержит общий набор из 20 слоев при общей толщине е′ 2,75 мм.
Как показано на фиг.9, если первый вариант осуществления половой панели 550 согласно изобретению позволяет заменить известные панели с сохранением направляющих 120 существующей опорной конструкции, то второй вариант осуществления заявленной панели 750 позволяет, за счет уменьшения высоты пространства укладки, использовать направляющие 920 меньшей высоты и уменьшить, таким образом, массу указанных направляющих.
Согласно примеру осуществления способа изготовления заявленной панели, представленному на фиг.10, этот способ включает в себя два первых этапа подготовки-обрезания усиленных пластин из композиционного материала. Этап подготовки 1010 предназначен для выполнения первой пластины 220. Другой этап подготовки 1020, осуществляемый параллельно с первым, состоит в выполнении и в обрезании усиленной пластины, предназначенной для получения гофрированного листа 230, 730. Предпочтительно эти пластины получают посредством наложения и уплотнения слоев углеродных волокон, пропитанных термопластической смолой, такой как полиэфирэфиркетон. Во время этапа штамповки 1030 пластину, полученную на предыдущем этапе 1020, деформируют посредством штамповки между пуансоном и матрицей после нагрева указанной пластины до температуры, близкой к температуре плавления термопластической смолы. При этой температуре плавления смолы сплошные усилительные волокна могут проскальзывать относительно друг друга для получения нужной формы. Независимо от рассматриваемого варианта осуществления, профиль гофрированного листа является развертываемым. Таким образом, штамповка не представляет собой каких-либо трудностей, поскольку на всей поверхности листовой заготовки обеспечивается однородная температура. В альтернативном варианте гофрированный лист можно также получить путем наложения и уплотнения слоев по конечному размеру. После штамповки на промежуточном этапе 1035 производят обрезание гофрированного листа, чтобы убрать слабо уплотненные края, на которых проявляется относительное проскальзывание слоев. Во время этого же промежуточного этапа 1035 обрезают также концы 735 профилей гофр. Такое обрезание производят при помощи абразивной водяной струи высокого давления или при помощи режущего инструмента. Во время этапа соединения 1040 соединяют первую пластину и гофрированный лист. В случае когда эти два элемента выполнены из композита с термопластической матрицей, это соединение предпочтительно осуществляют посредством сварки. Эту сварку производят путем нагрева пластины и гофрированного листа до температуры, близкой к температуре плавления смолы, и прикладывая к ним давление, стремящееся прижать их друг к другу. Эту операцию можно осуществлять в автоклаве или на автономном инструменте. Предпочтительно внутрь профилей гофр гофрированного листа вставляют извлекаемые стержни, чтобы они не продавливались под действием прикладываемого давления. В альтернативном варианте сварку можно производить при помощи средств непрерывной сварки, при которой соединяемую зону локально нагревают соответствующим генератором тепла, таким как лазер, сонотрод, сопротивление или индуктор, и указанный генератор перемещают вдоль соответствующей линии сварного шва. Этот способ соединения посредством непрерывно сварки является более гибким, но менее производительным, чем предыдущий. После соединения первой пластины и гофрированного листа на этапе завершения 1050 присоединяют усилительные средства при помощи описанных выше способов. Предпочтительно, согласно варианту осуществления во время этого этапа завершения устанавливают запорные профили. Изготовление панели можно завершить сверлением отверстий, предназначенных для ее крепления на опорной конструкции, обрезанием и зачисткой заусенцев для получения точных размеров, или операциями поверхностной обработки для облегчения сцепления покрытия на указанной панели. Таким образом, выполнение заявленной панели основано на оригинальной комбинации испытанных способов, при которых обеспечение качества вытекает из параметров, легко измеряемых в ходе процесса. В частности, способ соединения с приложением давления и при помощи сварки обеспечивает сцепление комплекса и эффективное механическое соединение между первой пластиной и гофрированным листом, обеспечивающим ее жесткость, в том числе при большой площади сцепления между гофрированным листом и указанной пластиной.
В известных решениях вес половой панели с прослойкой в виде сот, выполненной из алюминиевого сплава, выпускаемого компанией ТЕКЛАМ Корп., 1121 Олимпик Корона, Калифорния 92881, США, составляет 4,42 кг·м-2 при толщине 10 мм (0,4″). При этой же толщине половой панели с сотовой прослойкой из NOMEX® поверхностная плотность составляет 3,8 кг·м-2. Половая панель в соответствии с изобретением имеет поверхностную плотность 3,65 кг·м-2 при, по меньшей мере, эквивалентных механических и эксплуатационных характеристиках.
Представленное выше описание и примеры осуществления показывают, что изобретение обеспечивает технический результат, в частности позволяет получать самоусиливющиеся панели, предназначенные, в частности, для осуществления пола летательного аппарата, являющиеся более легкими и более экономичными, чем известные панели аналогичного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гофрированная композитная панель обшивки | 2024 |
|
RU2832780C1 |
| ПАНЕЛИ И ФЮЗЕЛЯЖИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ ИЗ КОМПОЗИТНЫХ СТРУКТУР | 2013 |
|
RU2634853C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ КРИВОЛИНЕЙНОЙ ФОРМЫ С ЗИГЗАГООБРАЗНЫМ ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2262439C1 |
| КОНСТРУКЦИЯ ПАНЕЛИ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2015 |
|
RU2693141C2 |
| Оболочка турбореактивного двухконтурного двигателя с многослойными панелями и системой водоотвода | 2019 |
|
RU2716802C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ, ФЮЗЕЛЯЖ И СПОСОБ ДРЕНИРОВАНИЯ ФЮЗЕЛЯЖА | 2005 |
|
RU2297948C2 |
| Трёхслойная панель | 2022 |
|
RU2779909C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| АЭРОДИНАМИЧЕСКОЕ ТЕЛО И СПОСОБ СОЗДАНИЯ ЛАМИНАРНОГО ПОТОКА С ИСПОЛЬЗОВАНИЕМ ТАКОГО ТЕЛА | 2017 |
|
RU2732160C2 |
| Теплозвукоизоляционная панель | 1985 |
|
SU1342987A1 |
Изобретение относится к самоусиливающейся композитной панели, предназначенной, в частности для конструкции пола, в частности, для пола летательного аппарата. Панель содержит первую пластину, выполненную из композиционного материала, усиленного сплошными волокнами. Гофрированный лист выполнен из композиционного материала, усиленного сплошными волокнами, соединенный со стороной, называемой нижней стороной первой пластины. Средство локального усиления соединено с гофрированным листом. Изобретение обеспечивает повышение физико-механических свойств конструкции пола. 4 н. и 11 з.п. ф-лы, 10 ил.
1. Панель (250, 550, 750), в частности, для пола летательного аппарата, характеризующаяся тем, что содержит первую пластину (220), выполненную из композиционного материала, усиленного сплошными волокнами (225, 226), гофрированный лист (230, 230а, 230b, 730), выполненный из композиционного материала, усиленного сплошными волокнами (235, 236), соединенный со стороной, называемой нижней стороной первой пластины (220), и средство (330, 337, 751, 753, 752) локального усиления, соединенное с гофрированным листом (230, 230а, 230b, 730).
2. Панель (550) по п.1, характеризующаяся тем, что средство локального усиления выполнено в виде вставки (330, 335), установленной в пространстве, заключенном между нижней стороной первой пластины (220) и внутренними стенками рельефа гофрированного листа (230а, 230b).
3. Панель (750) по п.1, характеризующаяся тем, что средство локального усиления содержит пластину (751, 752, 753), выполненную из композиционного материала, усиленного сплошными волокнами.
4. Панель (750) по п.3, характеризующаяся тем, что рельефы гофр гофрированного листа (730) прерываются за пределами периметра, называемого периметром укладки, заключенного внутри краев первой пластины.
5. Панель (750) по п.4, характеризующаяся тем, что толщина панели является постоянной в пространстве, заключенном между краем первой пластины (220) и периметром укладки.
6. Панель (750) по п.5, характеризующаяся тем, что средство (751, 752, 753) усиления расположено между периметром укладки и краем первой пластины (220).
7. Панель (250, 750, 550) по п.1, отличающаяся тем, что пластина (220), гофрированный лист (230, 230а, 230b, 730) и средство усиления выполнены из материалов, содержащих термопластическую матрицу.
8. Панель по п.7, характеризующаяся тем, что пластина (220), гофрированный лист (230, 730, 230а, 230b) и средство (751, 752, 753, 330, 337) усиления выполнены из материалов, содержащих матрицу из полиэфирэфиркетона.
9. Панель по п.2, характеризующаяся тем, что содержит раму, состоящую из запорных профилей (515, 525, 535) по контуру указанной панели.
10. Пол, в частности, для летательного аппарата, характеризующийся тем, что содержит опорную конструкцию (110, 220) и панель по п.1, закрепленную на указанной опорной конструкции.
11. Пол по п.10, характеризующийся тем, что содержит панель по п.6, закрепленную на опорной конструкции через зону, заключенную между периметром укладки и краем первой пластины (220).
12. Пол по п.10, характеризующийся тем, что содержит панель по п.9, закрепленную на опорной конструкции креплениями, проходящими сквозь вставки (330, 337).
13. Летательный аппарат, характеризующийся тем, что содержит пол по любому из пп.10-12.
14. Способ изготовления панели по п.7, характеризующийся тем, что содержит этапы, на которых производят (1020) горячую штамповку предварительно усиленной пластины для получения гофрированного листа, крепят (1040) этот гофрированный лист сваркой на первой пластине, соединяют (1050) средства усиления с полученным таким образом узлом.
15. Способ по п.14, характеризующийся тем, что этап сварки (1040) осуществляют с приложением давления на гофрированный лист в горячем состоянии, при этом между гофрированным листом и первой пластиной устанавливают удаляемые стержни внутри рельефов указанного гофрированного листа.
| US 2007054087 A1, 08.03.2007 | |||
| WO 2008157075 A1, 24.12.2008 | |||
| US 2008210820 A1, 04.09.2008 | |||
| RU 94042096 A1, 20.09.1996 | |||
| МНОГОСЛОЙНАЯ ПАНЕЛЬ, ФЮЗЕЛЯЖ И СПОСОБ ДРЕНИРОВАНИЯ ФЮЗЕЛЯЖА | 2005 |
|
RU2297948C2 |

