Изобретение относится к конструкциям многослойных панелей на основе термопластичных композиционных материалов (КМ) и может быть использовано в домостроении, транспортном машиностроении, производстве упаковочной тары и т.п.
Известны многослойные панели с обшивками и сыпучим заполнителем, используемые в строительстве. Сыпучий заполнитель выполняет функции утеплителя. В качестве обшивок могут быть использованы листовые древесные материалы, фанера и др. (1).
Наиболее близким решением является многослойная панель, состоящая из наружной и внутренней обшивок, выполненных из листового алюминия или стеклопластика и расположенного между ними заполнителя (пенопласта и ребер, плитного минераловатного и др.).
Недостатками данной конструкции панелей являются высокая материалоемкость для обеспечения требуемой жесткости конструкции (в случае стеклопластиковых обшивок) малая твердость и легкая повреждаемость при транспортировке, ограниченность применения алюминиевых обшивок в связи с их дефицитностью и высокой стоимостью, недостаточно высокие тепло- и звукоизоляционные свойства.
Задачей изобретения является снижение материалоемкости и энергоемкости производства панелей, повышение технологичности изготовления и сборки, а также удельных значений прочности и жесткости панелей, тепло- и звукоизоляционных свойств.
Поставленная задача достигается тем, что в многослойной панели, преимущественно для домостроения, включающей наружную и внутреннюю обшивки, между которыми расположен заполнитель, каждая обшивка образована двумя листами из термопластичного композиционного материала, между которыми размещен ячеистый или гофрированный заполнитель.
На внешнюю поверхность по крайней мере одной из обшивок может быть нанесен защитный слой, например, из керамики, металла, дерева или строительных смесей (растворов) на основе цемента, клея или облицовочный слой, например, в виде пластика, бумаги, искусственного или натурального шпона, или гидроизоляционный или устойчивый к атмосферным воздействиям слой, например, из фольги или напыленного порошка, наполненного порошком полимера, а также керамики.
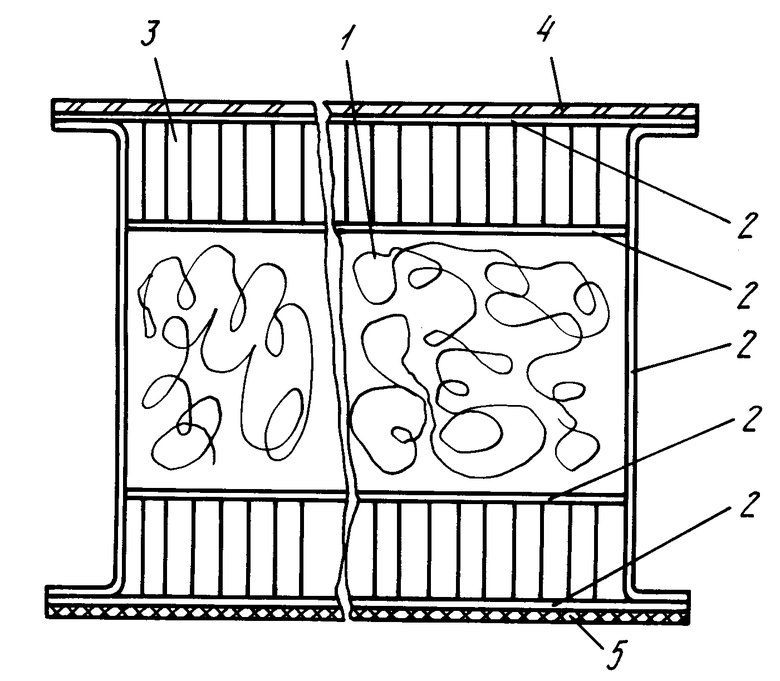
На чертеже изображена многослойная панель, поперечный разрез.
Термопластичные композиционные материалы, используемые для получения панелей, могут быть армированы непрерывными (ткани, жгуты, ленты и т.п.) короткими волокнами и дисперсными наполнителями (порошки, микросферы и др. ).
Связующими в указанных материалах могут быть термопластичные полимеры: полиэтилен, полипропилен, полиамиды, полиэтилентерефталат фторины, полисульфон и т.п.
Получение термопластичных композиционных материалов может производиться с использованием полуфабрикатов, получаемых по растворной, расплавной, электронно-ионной, пленочной и волоконной технологиям. Наиболее распространенными среди названных технологий являются расплавленная, пленочная и волоконная.
Многослойная панель включает наружную и внутреннюю обшивки и размещенный между ними заполнитель 1. Каждая из обшивок выполнена из двух листов 2 из термопластичного композиционного материала, между которыми размещен ячеистый или гофрированный заполнитель 3. На внешнюю поверхность по крайней мере одной из обшивок может быть нанесен защитный 4 или облицовочный 5, или гидроизоляционный слой.
Процесс изготовления многослойных панелей из термопластичных КМ состоит из следующих операций: раскроя заготовок обшивок из полуфабрикатов (ткань, нетканое полотно, плетеная заготовка, лента, трикотаж и т.п.), сборки пакета заготовки в соответствии с чертежем, выкладки пакета на формообразующей оснастке и прессования или формования (автоклавное, пневматическое или вакуумное) при температуре плавления связующего. Охлаждение полученных обшивок осуществляют при сохранении давления прессования (формования).
Ячеистый заполнитель изготавливают из пластика, получаемого по рулонной технологии на каландрах. Затем пластик разрезают на ленточки, ширина которых соответствует высоте заполнителя, и на специальном автомате термоформуют и сваривают.
Гофрированный заполнитель может быть получен как из полуфабриката (тканого, нетканого, трикотажного и т.п.), так и из предварительно изготовленного из него пластика.
Из полученных обшивок и заполнителя собирают пакет заготовки панели в соответствии с чертежом, затем выкладывают на формообразующую оснастку и термоформуют при температуре выше температуры плавления связующего термопластичных композиционных материалов.
В зависимости от функционального назначения полученной сэндвич-панели, которая в дальнейшем будет являться обшивкой многослойной панели, на ее поверхность наносят защитный или декоративно-отделочный слой. При этом нанесение указанных слоев может быть совмещено с процессом изготовления обшивок или представлять отдельную операцию. Первый случай характерен для таких материалов, как натуральный и искусственный шпон, пластики, бумага и т. п. , соединение происходит за счет приформовки, термосварки слоев между собой.
Во втором случае происходит напыление, нанесение, соединение с помощью клеев, например нанесение металлического порошка методом газотермического напыления, распыление с помощью пневмоинструмента так называемой фасадной отделки - строительного раствора на основе цемента, клея ПВА, пигментов и добавок или соединение керамических плиток с помощью клеев и др.
Многослойные панели представляют собой модульные блоки, состоящие из сэндвич-панелей и уложенного между ними тепло- и звукоизолирующего заполнителя. Стяжку блоков осуществляют с помощью металлического или выполненного из термопластичных КМ крепежа.
Для иллюстрации предлагаемого изобретения приведены конкретные примеры получения панелей для домостроения, обшивки которых выполнены в виде многослойных панелей из термопластичных КМ с ячеистым или гофрированным заполнителем.
Конструктивные особенности многослойных панелей и сравнительные данные физико-механических свойств известных и предлагаемых панелей представлены в таблице.
П р и м е р 1. Стеновая панель имеет габаритные размеры 2800х1400х100 мм и состоит из обшивок в виде трехслойных панелей высотой 17 мм и минераловатного заполнителя.
Трехслойные панели (обшивки) выполнены из полиамидного стеклопластика на основе нетканого иглопробивного материала в виде полотна из стеклянных и капроновых волокон. Обшивки трехслойных панелей имеют толщину 1 мм, гофрированный заполнитель имеет гофры 15 мм.
Наружная трехслойная панель имеет на лицевой поверхности защитное покрытие, выполненное с помощью фасадной отделки, в составе которой клей ПВА, портландцемент, кварцевый песок, известковое тесто, слюда дробленая, гидрофобизирующие добавки и атмосферощелочно-стойкие пигменты. Внутренняя трехслойная панель имеет декоративный облицовочный слой, выполненный из натурального березового шпона.
П р и м е р 2. Потолочная панель нижнего этажа, которая одновременно является половой панелью верхнего этажа коттеджа, имеет габаритные размеры 2800х1400х120 мм и состоит из обшивки в виде трехслойных панелей высотой Н= 17 мм и минераловатного заполнителя.
Трехслойные панели выполнены из полиамидного стеклопластика на основе тканого полуфабриката из нитей СВМ и капрона. Обшивки трехслойных панелей имеют толщину: потолочная 1,0 мм, половая 2,0 мм. Заполнитель: сотопласт из указанного выше материала высотой Н = 15 мм с ячейкой 10 мм.
Потолочная трехслойная панель с лицевой стороны окрашена водоэмульсионной краской. Панель пола облицована с одной стороны паркетной плиткой толщиной δ = = 10 мм.
П р и м е р 3. Внутренняя перегородка имеет габаритные размеры 2700х1400х50 и состоит из обшивок в виде трехслойных панелей высотой Н = 12 мм и звукоизолирующего заполнителя.
Трехслойные панели выполнены из ламинированной бумаги "Флора" с двустронним полиэтиленовым покрытием. Обшивки имеют толщину δ = 1,0 мм, заполнитель - сотопласт из указанного выше материала высотой Н = 10 мм с ячейкой 10 мм. наружные поверхности трехслойных панелей облицованы искусственным шпоном светлого тона или обоями "под дерево".
П р и м е р 4. Кровельная панель имеет габаритные размеры 4000х1400х140 мм и состоит из обшивок в виде трехслойных панелей выстой 17 мм и минераловатного заполнителя.
Трехслойные панели выполнены из полиамидного базальтопластика на основе нетканого иглопробивного материала в виде полотна из базальтовых и капроновых волокон. Обшивки трехслойных панелей имеют толщину 1 мм.
Заполнитель гофрированный имеет гофры высотой Н = 15 мм. Наружная поверхность кровельной панели гофрирована и имеет гидроизолирующий и отражающий слой из алюминиевой фольги.
Внутренняя трехслойная панель, являющаяся потолочной панелью мансарды, имеет декоративный облицовочный слой, выполненный из натурального деревянного шпона.
Замена обшивок многослойной панели, выполненных из листовых пластиков, сэндвич-панелями из термопластичных композиционных материалов с ячеистым или гофрированным заполнителем позволяет существенно в 1,5-2,5 раза снизить материалоемкость панелей при одновременном повышении их жесткости, исключив при этом подкрепляющие элементы, повысить тепло- и звукоизоляционные свойства, вибростойкость, а также снизить трудоемкость изготовления панелей при высокой технологичности.
Кроме того, необходимо отметить экологическую чистоту производства и продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2040403C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1995 |
|
RU2097503C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2415012C1 |
| СЛОИСТАЯ ПАНЕЛЬ | 1992 |
|
RU2029037C1 |
| Трёхслойная панель | 2022 |
|
RU2779909C1 |
| РАДИОПРОЗРАЧНОЕ УКРЫТИЕ ДЛЯ АНТЕНН, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И КРЕПЛЕНИЯ | 2009 |
|
RU2419927C1 |
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |
| АРМИРОВАННЫЙ ТЕХНОПРОФИЛЬ МНОГОСЛОЙНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2473756C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |

Использование: в многослойной панели, преимущественно для домостроения, каждая из ошибок образована двумя листами из термопластичного композиционного материала, между которыми размещен ячеистый или гофрированный заполнитель. На внешнюю поверхность по крайней мере одной из обшивок панели нанесен защитный, облицовочный ил гидроизоляционный слой. 6 з.п. ф-лы, 1 ил. , 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зубарев Г.Н | |||
| Конструкции из дерева и пластмасс | |||
| М.: Высшая школа, 1990, с.250-256. | |||
