Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления клеящегося к телу впитывающего изделия, отличающегося незначительным скручиванием или отсутствием скручивания, и ориентированного в направлении перпендикулярно машинному. Описаны различные способы конструирования индивидуальных, клеящихся к телу впитывающих изделий, которые позволяют уменьшить или исключить остаточное растяжение в оболочке, которое присутствует в местах крепления элементов.
Уровень техники
Было предложено несколько способов изготовления клеящихся к телу впитывающих изделий. Клеящиеся к телу впитывающие изделия в общем состоят из элементов, которые слоями прикреплены к эластичной оболочке, которая в процессе сборки находится, в общем, в напряженном состоянии. При сборке создается композитное полотно для получения индивидуальных впитывающих изделий. Когда отдельные клеящиеся к телу впитывающие изделия штампом вырубают из указанного композитного полотна, индивидуальные изделия скручиваются в направлении эластичного материала оболочки в тех местах, где материал прикреплен к элементам. Это происходит из-за остаточного растяжения, которое присутствует в материале оболочки в области крепления слоев.
Скручивание клеящихся к телу впитывающих изделий нежелательно, поскольку оно может мешать снятию защитной полоски, креплению к телу и способности изделия оставаться прикрепленным к телу. Скручивание изделия в зоне впитывания может также мешать прилеганию и созданию уплотнения посредством изделия. Скрученные изделия также труднее переворачивать, складывать и упаковывать, за счет чего возрастает количество дефектов и время простоя машины.
Соответственно, имеется потребность в способе изготовления клеящихся к телу впитывающих изделий, который уменьшал бы вероятность скручивания или исключал скручивание конечных изделий, и тем самым облегчал бы процесс изготовления и удовлетворял потребителей.
Раскрытие изобретения
Установлено, что скручивание клеящегося к телу впитывающего изделия можно уменьшить или исключить, если селективно уменьшить или исключить упругое натяжение оболочки в тех местах, где должны быть прикреплены компоненты клеящегося к телу впитывающего изделия, такие как пакет переноса липкого слоя или впитывающий компонент, с целью получения композитного полотна, содержащего клеящиеся к телу впитывающие изделия. Соответственно, согласно настоящему изобретению в одном его аспекте, предлагается способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении, перпендикулярном машинному, содержащий этапы, на которых: подают пару клеящих полотен, содержащих липкий слой для фиксации на теле; подают эластичное полотно оболочки, в котором определено продольное и поперечное направление, и имеется пара противолежащих периферических краев, проходящих в продольном направлении; прикрепляют пару клеящих полотен к указанным противолежащим периферическим краям эластичного полотна оболочки; прикрепляют по меньшей мере один компонент, содержащий впитывающую структуру, к полотну оболочки на внутреннем участке между указанными противолежащими периферическими краями, чтобы получить материал в виде композитного полотна; и производят резку материала композитного полотна, чтобы получить клеящееся к телу впитывающее изделие, имеющее заданный размер и форму.
Согласно настоящему изобретению в другом его аспекте, предлагается способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении перпендикулярном машинному, содержащий этапы, на которых: подают активируемое полотно материала оболочки, у которого определено продольное и поперечное направление; прерывисто активируют часть полотна материала оболочки в продольном направлении, чтобы создать активированные и неактивированные участки полотна материала оболочки в поперечном направлении; прикрепляют по меньшей мере один компонент по меньшей мере к одному неактивированному участку полотна материала оболочки, чтобы получить материал в виде композитного полотна; и производят резку материала композитного полотна, чтобы получить клеящееся к телу впитывающее изделие, имеющее заданный размер и форму.
Согласно настоящему изобретению в еще одном его аспекте, предлагается способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении перпендикулярном машинному, содержащий этапы, на которых: подают полотно материала для оболочки, содержащее эластичные и неэластичные зоны; прикрепляют по меньшей мере один компонент к неэластичной зоне полотна материала для оболочки, чтобы получить материал в виде композитного полотна; производят резку материала композитного полотна, чтобы получить клеящееся к телу впитывающее изделие, имеющее заданный размер и форму.
Согласно настоящему изобретению в еще одном его аспекте, предлагается способ изготовления сегментированного, клеящегося к телу впитывающего изделия, содержащий этапы, на которых: подают два полотна активируемого материала для оболочки; производят активацию двух указанных полотен материала для оболочки; прикрепляют полотно, содержащее пакет переноса липкого слоя к двум активированным полотнам материала для оболочки; прикрепляют впитывающий компонент к двум полотнам материала для оболочки, чтобы получить материал в виде композитного полотна; и производят резку материала композитного полотна, чтобы получить сегментированное, клеящееся к телу впитывающее изделие, имеющее заданный размер и форму.
Краткое описание чертежей
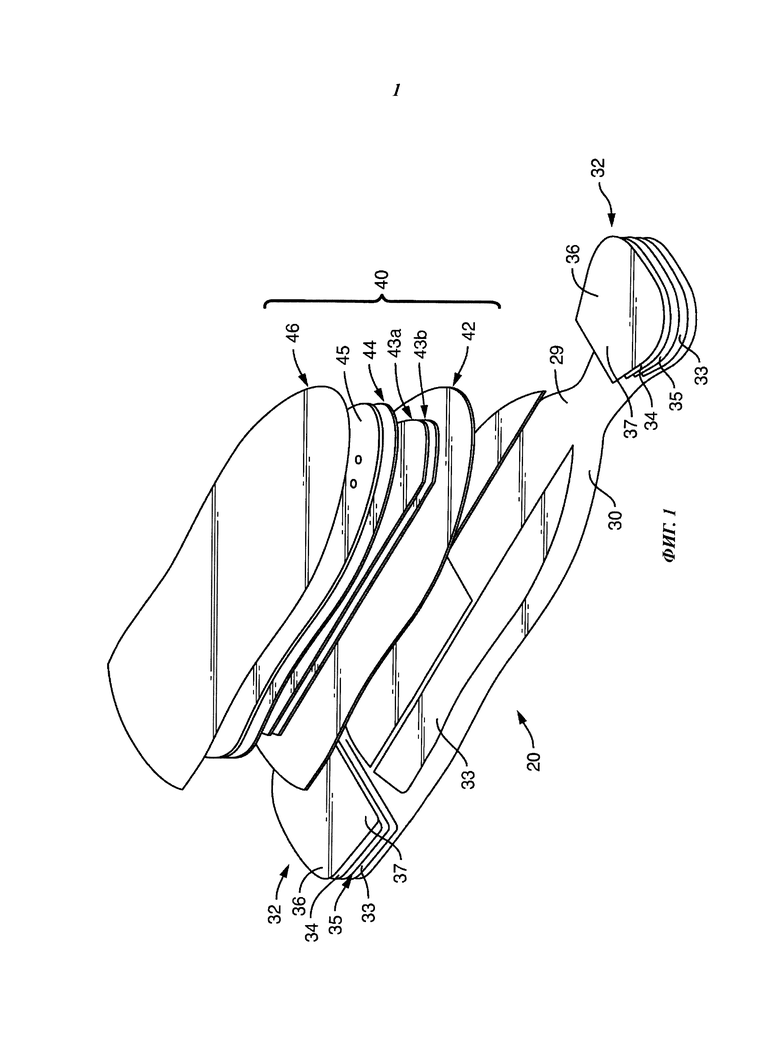
Фиг. 1 в разобранном виде изображает клеящееся к телу впитывающее изделие, соответствующее одному варианту осуществления изобретения.
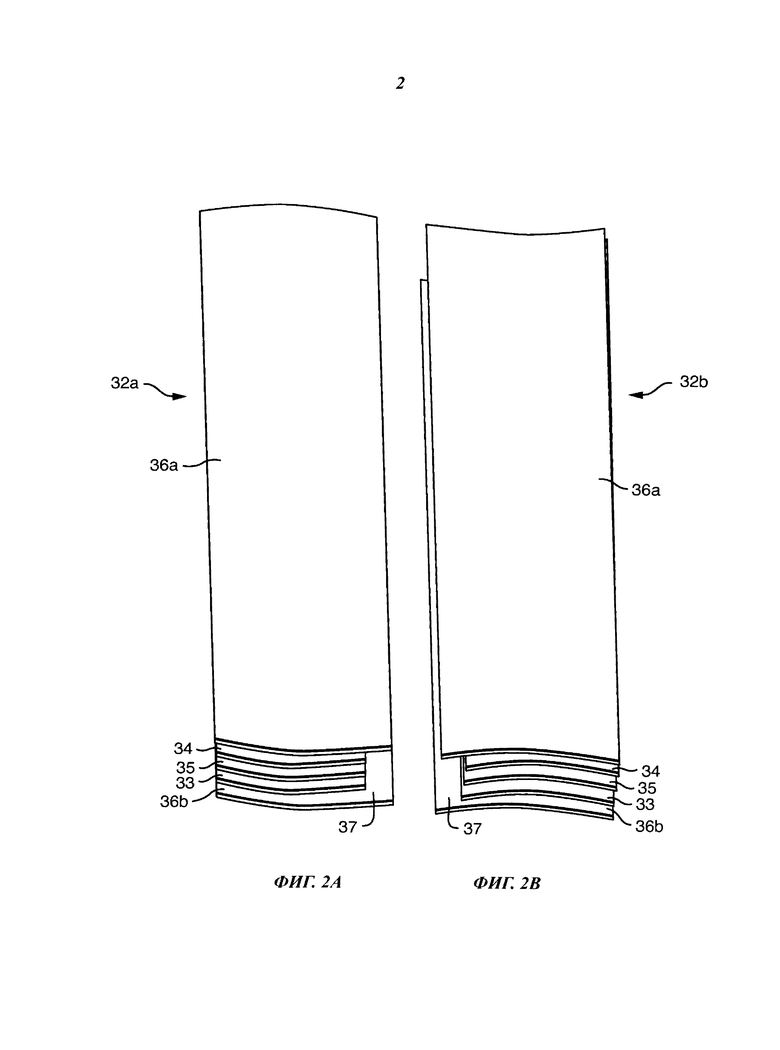
Фиг. 2 изображает разрез клеящегося к телу впитывающего изделия, соответствующего одному варианту осуществления изобретения.
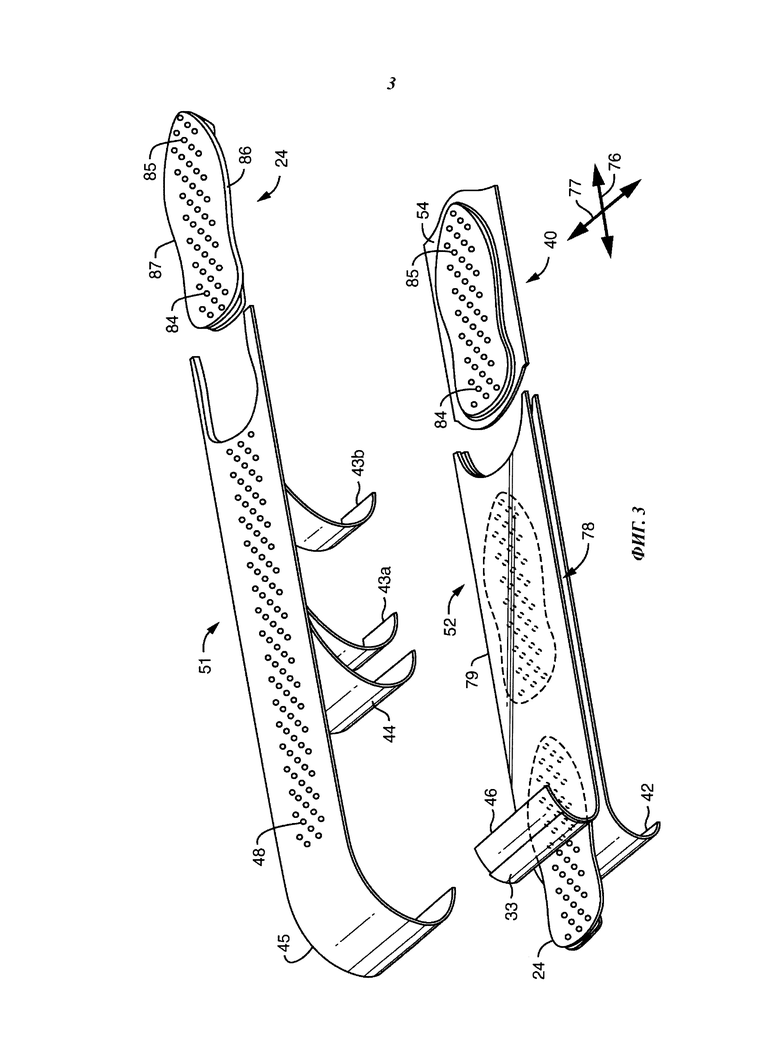
Фиг. 3 изображает один способ изготовления впитывающей структуры и впитывающего компонента, соответствующий одному варианту осуществления изобретения.
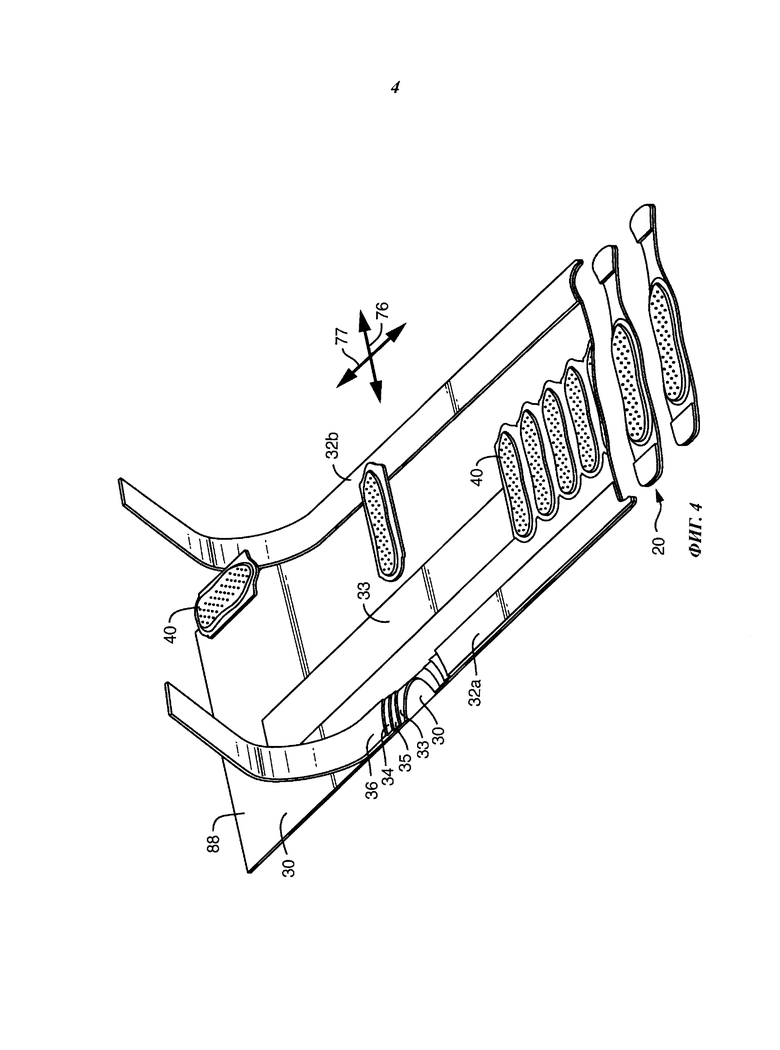
Фиг. 4 изображает способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении перпендикулярном машинному, в соответствии с одним вариантом осуществления изобретения.
Фиг. 5 представляет вид сверху полотна клеящихся к телу впитывающих изделий в соответствии с еще одним вариантом осуществления изобретения.
Фиг. 6 представляет вид сверху полотна клеящихся к телу впитывающих изделий в соответствии с еще одним вариантом осуществления изобретения.
Фиг. 7 представляет вид сверху полотна клеящихся к телу впитывающих изделий в соответствии с еще одним вариантом осуществления изобретения.
Фиг. 8 изображает способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении перпендикулярном машинному, в соответствии с одним вариантом осуществления изобретения.
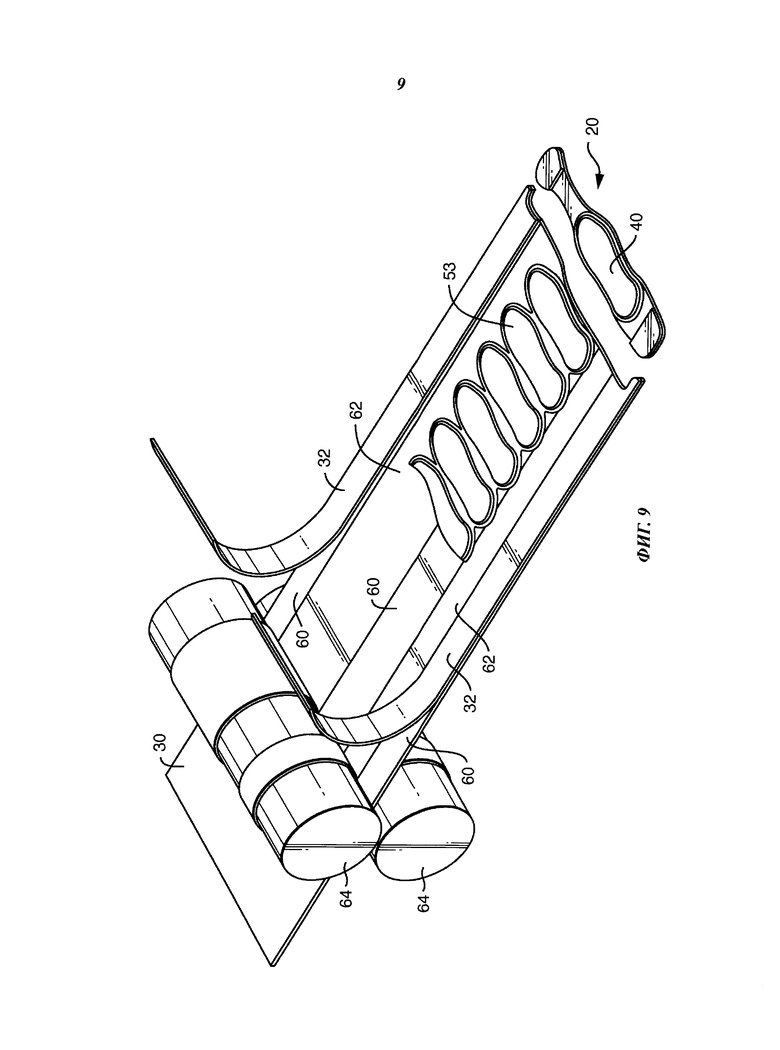
Фиг. 9 изображает способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении перпендикулярном машинному, в соответствии с другим вариантом осуществления изобретения.
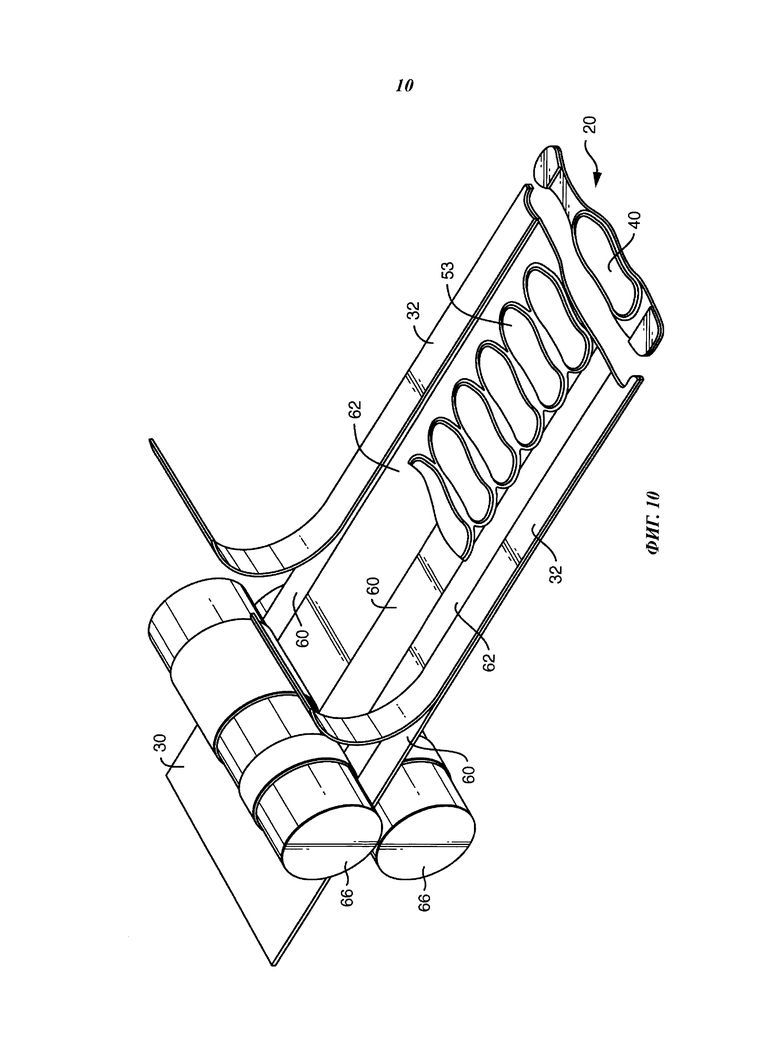
Фиг. 10 изображает способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении перпендикулярном машинному, в соответствии с еще одним вариантом осуществления изобретения.
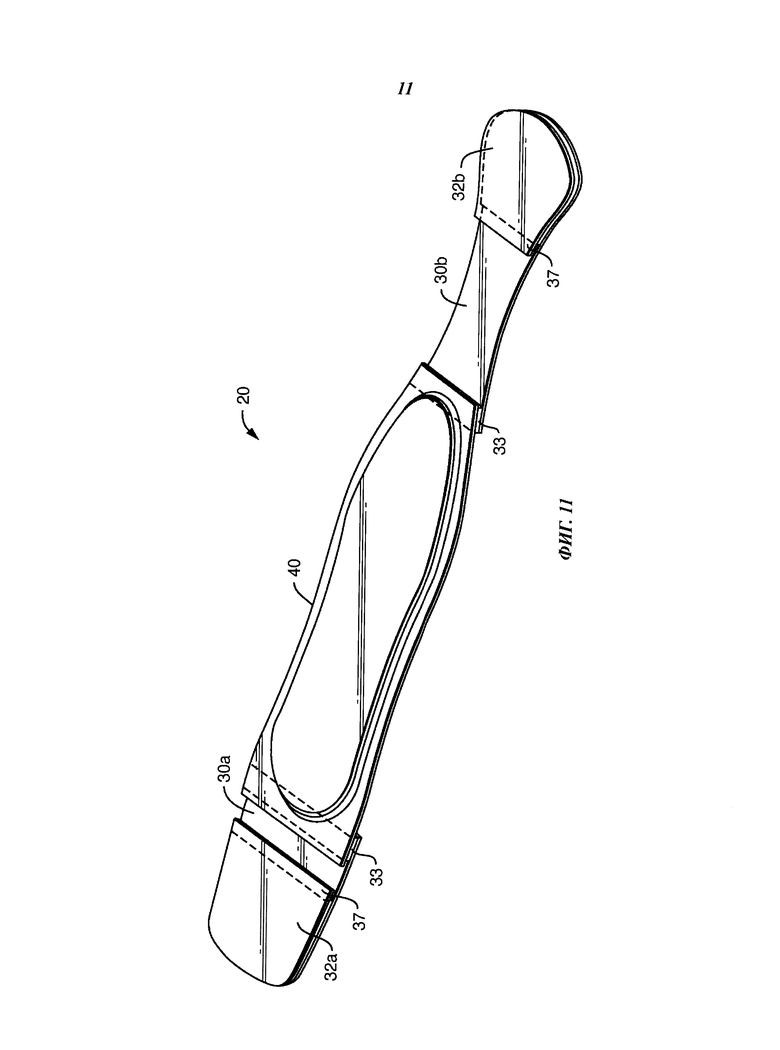
Фиг. 11 в аксонометрии изображает клеящееся к телу впитывающее изделие, в целях уменьшения скручивания содержащее сегментированную оболочку.
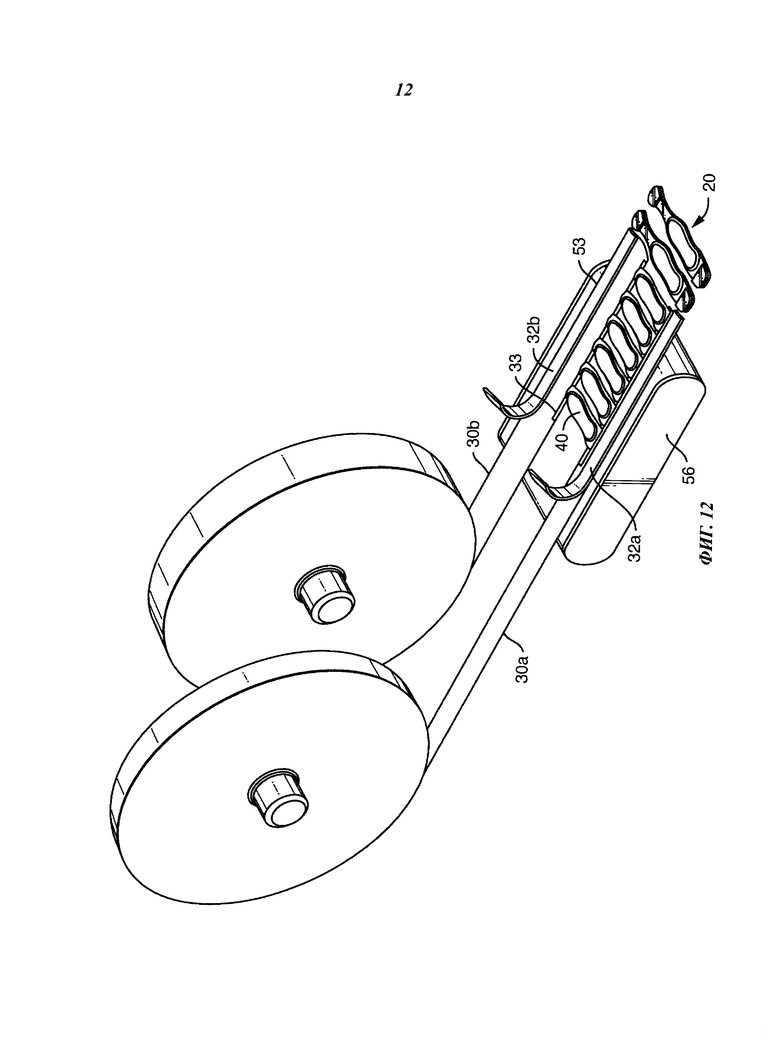
Фиг. 12 изображает способ изготовления клеящихся к телу впитывающих изделий с сегментированной оболочкой, ориентированных в направлении перпендикулярном машинному, в соответствии с еще одним вариантом осуществления изобретения.
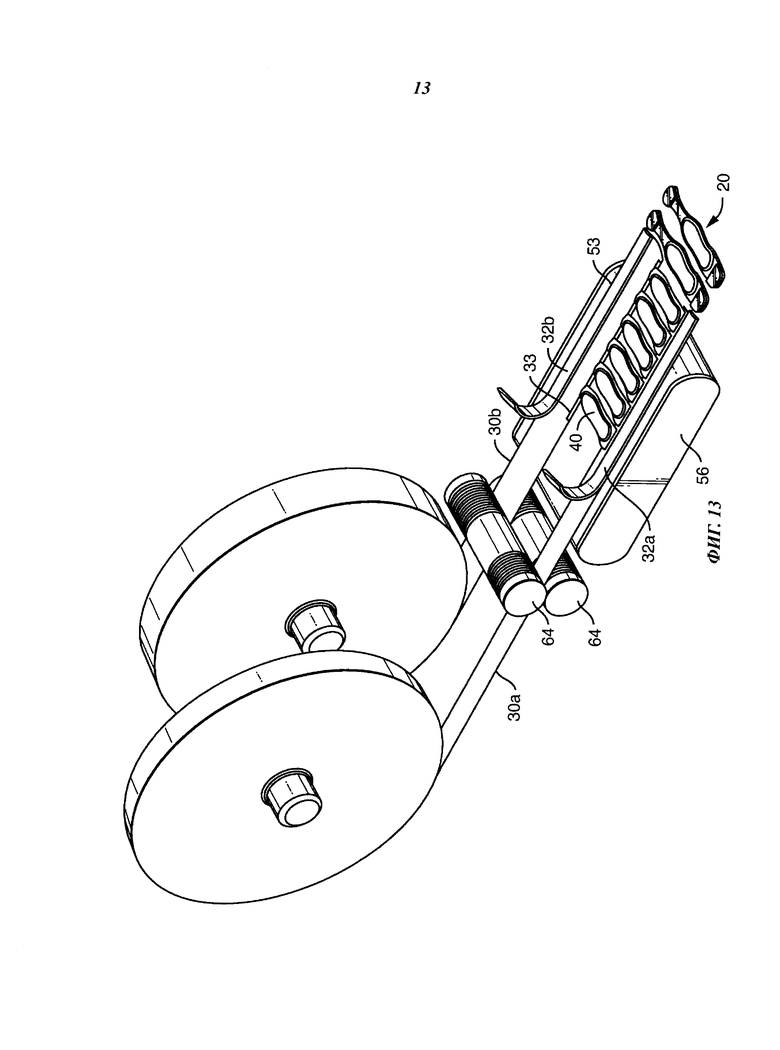
Фиг. 13 изображает способ изготовления клеящихся к телу впитывающих изделий с сегментированной оболочкой, ориентированных в направлении перпендикулярном машинному, в соответствии с еще одним вариантом осуществления изобретения.
Определения
Следует отметить, что использованные в настоящем описании термины «содержит», «содержащий» и другие производные от глагола «содержать» подразумевают, что в перечне, который они описывают, допускается присутствие и других неуказанных признаков, элементов, целых чисел, этапов или компонентов, и не исключают возможности присутствия или добавления одного или более иных признаков, элементов, целых чисел, этапов или компонентов.
Понятие «впитывающая структура» относится к средней части впитывающего изделия, которая работает с жидкостью, и может включать в себя, помимо других возможных, один или более следующих компонентов: пух целлюлозы, супервпитывающий материал, коформ (coform), впитывающий губчатый материал, материал, тормозящий выброс жидкости, или влагоотводящий материал, но не включает верхний изолирующий лист или задний изолирующий лист.
Понятие «впитывающий компонент» может включать в себя, помимо других возможных, один или более следующих компонентов: вышеописанную впитывающую структуру, проницаемый для жидкости верхний изолирующий лист, непроницаемый для жидкости задний изолирующий лист, или фиксирующий клеящий состав.
Термин «пакет переноса липкого слоя», в том смысле, в каком он употребляется в настоящем описании, в целом относится к клеевому участку клеящегося к телу впитывающего изделия, который обеспечивает приклеивание изделия к потребителю. В определенных предпочтительных вариантах осуществления изобретения, пакет переноса липкого слоя содержит нижнюю снимаемую полоску, слой конструкционного клеящего состава, липкий слой для фиксации на теле, нетканую основу и верхнюю снимаемую полоску.
Термин «прикреплять» и его производные, в том смысле, в каком они употребляются в настоящем описании, относятся к соединению, склеиванию, сочленению, связыванию, сшиванию и т.п. вместе двух элементов. Два элемента следует считать скрепленными друг с другом, когда они образуют друг с другом одно целое, или связаны друг с другом непосредственно или косвенно, когда каждый непосредственно соединен с промежуточными элементами. Понятие «прикреплять» и его производные включают варианты неразборного крепления, разборного крепления или возможности многократного крепления. Кроме того, прикрепление может окончательно осуществляться в процессе изготовления изделия или это может осуществлять конечный потребитель.
Термин «обращенная к телу», в том смысле, в каком он употребляется в настоящем описании, означает поверхность или сторону изделия, которая, как задумано, должна быть ориентирована в направлении тела или расположена с примыканием к телу того, кто будет носить изделие в ходе обычного применения. Термин «обращенная к одежде» означает поверхность или сторону, которая по отношению к обращенной к телу поверхности расположена на противоположной стороне изделия. Обращенная к одежде поверхность это наружная поверхность изделия, которая, как задумано, в ходе обычного применения должна быть ориентирована в сторону от тела. Обращенная к одежде поверхность в процессе ношения изделия в общем ориентирована в направлении белья или расположена с примыканием к белью или одежде потребителя.
Термин «соединенный», в том смысле, в каком он употребляется в настоящем описании, подразумевает непосредственное соединение или косвенное соединение. Предполагается, что при непосредственном соединении элементы находятся в контакте друг с другом, или скреплены друг с другом. При косвенном соединении предполагается, что между двух элементов находятся один или более промежуточных элементов, которые скреплены или «соединены» вместе. Промежуточные элементы могут быть присоединенными.
Термины «эластичный» и «высокоэластичный», а также «эластомерный», в том смысле, в каком они употребляются в настоящем описании, в общем относятся к такому свойству материала или композита, благодаря которому материал стремится восстановить свой первоначальный размер и форму после снятия усилия, вызывающего деформацию. Эластичный материал это материал, обладающий способностью к удлинению и свойством восстанавливать свой размер и форму. Предпочтительно, чтобы способный к эластичному удлинению материал демонстрировал удлинение по меньшей мере на 25% первоначальной длины в ненапряженном состоянии (процентное удлинение относится к увеличению первоначальной длины ненапряженного материала, т.е. 0% относится к первоначальной длине ненапряженного материала) в направлении приложенной силы, и при снятии приложенной силы восстанавливал по меньшей мере 10% от своего удлинения. В общем предпочтительно, чтобы эластомерный материал или композит был способен к удлинению на величину приблизительно от 25% первоначальной длины в ненапряженном состоянии (т.е. его длина увеличивалась на 25% от длины в ненапряженном состоянии) до 200% первоначальной длины в ненапряженном состоянии; например, предпочтительно, чтобы удлинение составляло по меньшей мере приблизительно 50-100% первоначальной длины в ненапряженном состоянии.
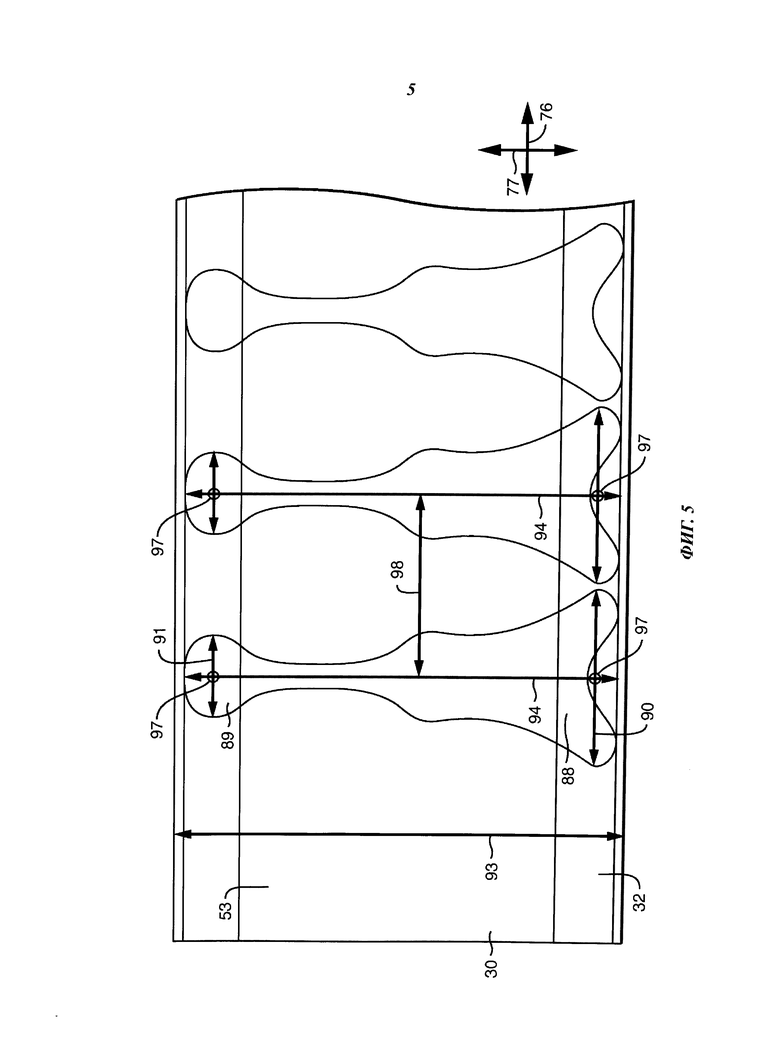
Термин «ориентированный в направлении поперечном машинному направлению», в том смысле, в каком он употребляется в настоящем описании, в общем относится к ориентации изготовленных впитывающих изделий. Например, в соответствии с фиг. 5, где наибольший размер 94 впитывающего изделия ориентирован по существу перпендикулярно направлению движения полотна 30, можно сказать, что изготовление впитывающего изделия происходит в направлении поперечном машинному направлению, и само изделие «ориентировано в направлении поперечном машинному направлению». И наоборот, если бы наибольший размер впитывающего изделия был ориентирован по существу параллельно направлению движения полотна, то можно было бы сказать, что изготовление впитывающего изделия происходит в «машинном направлении».
Термин «ненапряженное» «ненатянутое», в том смысле, в каком он употребляется в настоящем описании, для характеристики состояния полотна материала, не означает, что напряжение или натяжение отсутствует вообще. Чтобы работать с движущимся полотном, какая-то умеренная величина натяжения необходима, чтобы удерживать полотно или материал на месте. Соответственно, «ненатянутое» полотно или материал имеет натяжение достаточное, чтобы обрабатывать материал, но меньшее того натяжения, какое требуется для существенной деформации материала (например, его сужения)
Осуществление изобретения
В целом, настоящее изобретение относится к способам изготовления клеящегося к телу впитывающего изделия, ориентированного в направлении перпендикулярном машинному, и отличающегося незначительным скручиванием или отсутствием скручивания. Ниже рассмотрены различные способы конструирования индивидуальных, клеящихся к телу впитывающих изделий, которые уменьшают величину остаточного растяжения или исключают остаточное растяжение оболочки, к которой крепятся такие компоненты, как впитывающая структура или пакет переноса липкого слоя. Исключение скручивания важно для облегчения пользования клеящимся к телу впитывающим изделием, особенно в местах, где изделие фиксируется на теле потребителя. За счет исключения скручивания может быть улучшено как прилегание, так и действие клеящегося к телу впитывающего изделия.
На фиг. 1 изображен вариант осуществления клеящегося к телу впитывающего изделия 20. Клеящееся к телу изделие 20 содержит клеящуюся к телу оболочку 29 и компонент 40 впитывающего изделия. Строение клеящейся к телу оболочки 29 может быть разным в зависимости от способа изготовления. Например, как будет более подробно рассмотрено ниже, способ изготовления содержит выборочную активацию полотна путем обработки одной или более определенных областей полотна в целях увеличения растяжимости указанных областей, при этом материал полотна или оболочки может содержать ламинат с латентной эластичностью, который при активации может быть растянут по меньшей мере приблизительно на 25%, или по меньшей мере приблизительно на 100%, или по меньшей мере приблизительно на 200%, а при восстановлении может сократиться по меньшей мере приблизительно на 5%, или по меньшей мере приблизительно на 15%, или по меньшей мере приблизительно на 25% его длины в растянутом состоянии. Другие подходящие материалы для оболочки будут рассмотрены ниже.
Клеящаяся к телу оболочка 29 также содержит липкий слой для фиксации на теле, например, Пакет Переноса Липкого Слоя ППЛС (ATL) 32. На фиг. 2А и 2В представлено предпочтительное строение ППЛС (ATL) 32. В данном варианте осуществления, ППЛС (ATL) 32 выполнен так, что включает в себя левую часть 32а и соответственно правую часть 32b, и состоит из нижней снимаемой полоски 36b, конструкционного клеящего состава 33, липкого слоя 34 для фиксации на теле, нетканой основы 35, и верхней снимаемой полоски 36а. Конструкционный клеящий состав 33 может представлять собой, например, материал Easymelt 34-5610 (от компании Nation Starch Chemical Co., Bridgewater, NJ), липкий слой для фиксации на теле, может представлять собой материал BMS gel 4a (от компании Biomed Sciences, Inc., Allentown, PA), нетканая основа 35 может быть выполнена, например, из нетканого полотна из вискозы/полиэстера, изготовленного по технологии Спанлейс (Spunlace) (от компании Biomed Sciences, Inc., Allentown, PA), а снимаемая полоска 36 может быть, например, из разделительной бумаги 24KSA (от компании Tekkote Co., Leonia, NJ).
Согласно одному варианту осуществления изобретения, ППЛС (ATL) 32, содержащий снимаемую полоску 36, липкий слой 34 для фиксации на теле, и нетканую основу 35, может быть изготовлен способом, при котором подготавливают полотно нетканой основы 35, подготавливают полотно снимаемой полоски 36а, наносят липкий слой 34 для фиксации на теле на снимаемую полоску 36а, и вулканизируют липкий слой 34, например, путем облучения его ультрафиолетовым светом. Как только произойдет вулканизация липкого слоя 34, его наслаивают на нетканую основу 35. В предпочтительном варианте осуществления изобретения, липкий слой для фиксации на теле более узок, чем снимаемая полоска 36a, и он может быть более узким, чем снимаемая полоска 36a и нетканая основа 35. Это приводит к тому, что на боковых внутренних краях ППЛС (ATL) 32a и 32b образуется язычок 37, который потребитель может захватывать пальцами. В наиболее предпочтительном варианте осуществления изобретения, ППЛС (ATL) 32 изготовляют с несколькими значениями ширины, разрезают на индивидуальные полосы и наматывают на сердечники.
Согласно другому варианту осуществления изобретения, ППЛС (ATL) 32, содержащий нижнюю снимаемую полоску 36b, конструкционный клеящий состав 33, нетканую основу 35, липкий слой 34 для фиксации на теле и верхнюю снимаемую полоску 36a, может быть изготовлен способом, при котором подготавливают полотно нижней снимаемой полоски 36b, подготавливают полотно нетканой основы 35, наносят конструкционный клеящий состав 33 на нетканую основу 35, и наслаивают нетканую основу 35 со конструкционным клеящим составом 33 на нижнюю снимаемую полоску 36b. Подготавливают полотно верхней снимаемой полоски 36a, наносят на верхнюю снимаемую полоску 36а липкий слой 34 для фиксации на теле, и производят его вулканизацию. Верхнюю снимаемую полоску 36a с вулканизированным липким слоем 34 для фиксации на теле наслаивают на многослойную структуру, состоящую из нетканой основы 35, конструкционного клеящего состава 33 и нижней снимаемой полоски 36b.
Согласно еще одному варианту осуществления изобретения, ППЛС (ATL) 32, содержащий нижнюю снимаемую полоску 36b, конструкционный клеящий состав 33, нетканую основу 35, липкий слой 34 для фиксации на теле и верхнюю снимаемую полоску 36a, может быть изготовлен способом, при котором подготавливают полотна нижней снимаемой полоски 36b и нетканой основы 35, которые подают в технологический процесс, при этом на нетканую основу 35 наносят конструкционный клеящий состав 33, и композит, состоящий из нетканой основы 35 и конструкционного липкого состава, наслаивают на нижнюю снимаемую полоску 36b. Подготавливают полотно верхней снимаемой полоски 36a, на указанное полотно в виде отдельных участков наносят липкий слой 34 для фиксации на теле, и производят вулканизацию слоя 34. Верхнюю снимаемую полоску с отдельными участками вулканизированного липкого слоя 34 для фиксации на теле наслаивают на многослойную структуру, состоящую из нетканой основы 35, конструкционного клеящего состава 33 и нижней снимаемой полоски 36b. В данном варианте осуществления изобретения, отдельные участки липкого слоя для фиксации на теле позволяют сформировать поперечные участки 37, предназначенные для захвата пальцами потребителем. Нижняя снимаемая полоска 36b и конструкционный клеящий состав 33 пакета ППЛС (ATL) 32 могут требоваться, а могут и не требоваться в зависимости от способа изготовления клеящегося к телу впитывающего изделия.
Согласно еще одному варианту осуществления изобретения, ППЛС (ATL) 32, содержащий нижнюю снимаемую полоску 36b, конструкционный клеящий состав 33, нетканую основу 35, липкий слой 34 для фиксации на теле и верхнюю снимаемую полоску 36а, может быть изготовлен способом, при котором подготавливают полотна нетканой основы 35 и снимаемой полоски 36а, которые подают в технологический процесс. Снимаемую полоску 36а C-образно складывают саму с собой, формируя участок 37 для захватами пальцами. Липкий слой 34 для фиксации на теле наносят на снимаемую полоску 36а, вулканизируют, и полоску 36а со слоем 34 наслаивают на многослойную структуру, состоящую из нетканой основы 35, конструкционного клеящего состава 33 и нижней снимаемой полоски 36b.
Помимо материала 30 оболочки и ППЛС (ATL) 32, клеящееся к телу впитывающее изделие может содержать впитывающий компонент 40, который в общем прикреплен к первой стороне материала 30 оболочки. Крепление может быть несъемным, то есть не предполагающим снятия впитывающего компонента 40 потребителем изделия 20. В ином варианте, конструкция впитывающего компонента 40 может предусматривать возможность ее съема потребителем, то есть потребитель изделия 20 может снимать впитывающий компонент 40 и заменять его другим впитывающим компонентом 40 или вообще ничего не ставить на его место. В соответствии с некоторыми аспектами изобретения, когда предусмотрено несъемное крепление впитывающего компонента 40 к материалу 30 оболочки, то есть не предполагается, что потребитель будет снимать впитывающий компонент 40, могут быть использованы различные средства крепления, например такие как конструкционный клеящий состав 33. Примерами применимых конструкционных клеящих составов 33 могут служить любые клеи, которые будут эффективно удерживать впитывающий компонент 40 на месте, то есть, чтобы он не отделялся от материала 30 оболочки. Предлагаемые на рынке конструкционные клеящие составы, пригодные для применения в настоящем изобретении, включают, например, клеи Rextac™, выпускаемые компанией Huntsman Polymers, Houston, TX. Для удержания впитывающего компонента 40 на материале 30 оболочки могут быть использованы и другие средства, среди которых - способы соединения, известные в данной области техники, помимо других возможных включающие соединение давлением, клеевое соединение, соединение адгезионным клеем, соединение когезионным клеем, термическую сварку, ультразвуковую сварку, соединение тиснением, соединение обжатием, соединение пневмоперепутыванием, соединение плавлением, соединение типа Velcro и т.п., а также комбинации указанных средств.
Когда предпочтительным является съемное крепление впитывающего компонента 40, указанный компонент удерживают на материале 30 оболочки такими средствами, которые позволяют потребителю снимать впитывающий компонент 40. Одним таким средством, позволяющим удерживать впитывающий компонент 40, является использование контактного клея. Подходящие контактные клеи включают, помимо других возможных, и любые контактные клеи, предлагаемые на рынке. Примерами подходящих контактных клеев, пригодных для съемного крепления впитывающего компонента 40 к материалу 30 оболочки, могут служить контактные клеи, поставляемые компанией National Starch, Bridgewater, NJ.
Согласно определенным вариантам осуществления изобретения, может быть полезным, чтобы впитывающий компонент 40 содержал задний изолирующий лист 42, а в более предпочтительном варианте - задний изолирующий лист непроницаемый для жидкостей. Задний изолирующий лист может обеспечивать впитывающему компоненту 40 непроницаемость в отношении жидкостей, так чтобы любые жидкости, поступающие во впитывающую структуру 24, не проникали сквозь нее в одежду потребителя. Один пример из предлагаемых на рынке изолирующих листов - это заградительный материал ХР-3473a, поставляемый компанией Huntsman Packaging Corporation, Houston, TX. Впитывающая структура 24 может также содержать влагоотводящие слои 43a и 43b, которые могут быть выполнены из микроволокна, полученного по технологии «meltblown», например, материала плотностью 50 г/м2, поставляемого на рынок компанией Yuhan-Kimberly Ltd., Korea. Впитывающий компонент 40 также содержит сорбирующий слой 44, впускной слой 45 и верхний изолирующий лист 46. Сорбирующий слой 44 может содержать один или несколько слоев поглощающих материалов, таких как волоконные материалы и/или, например, супервпитывающие материалы. В каждом из слоев могут содержаться одни и те же материалы или разные материалы. Материалы, которые могут быть использованы для изготовления сорбирующего слоя 44, включают те материалы, которые традиционно используются во впитывающих изделиях, а именно такие материалы как, например, целлюлоза, распушенная целлюлоза, вискоза, хлопок, и полимеры, полученные по технологии «meltblown», такие как полиэстер, полипропилен или коформ (coform). Коформ представляет собой комбинированное волокно, полученное путем раздува расплавленных полимеров, таких как полипропилен, а также поглощающих штапельных волокон, таких как целлюлоза. Желательным материалом является распушенная целлюлоза, поскольку она имеет низкую стоимость, сравнительно легко получается и обладает хорошей поглощающей способностью.
В предпочтительном варианте осуществления изобретения, клеящееся к телу впитывающее изделие 20 содержит снимаемую полоску 36, которая может выступать в поперечном направлении 77 за пределы липкого слоя 34 для фиксации на теле, образуя участок, который потребитель может захватывать пальцами, и который также известен, как язычок 37. Наличие язычка 37 дает потребителю возможность захватывать снимаемую полоску, помещая большой палец под неприкрепленный участок снимаемой полоски, и зажимая язычок 37 между большим и указательным пальцами. Потребитель изделия прикладывает отрывающее усилие для удаления передней и тыльной снимаемых полосок 36.
На фиг. 3 изображен один способ изготовления впитывающих компонентов 40. В способе определено машинное направление 76 и направление перпендикулярное машинному - поперечное направление 77. Способ состоит из операции сборки полотна 51 с впитывающей структурой, вырубки из полотна 51 штампом индивидуальных впитывающих структур 24, клеевого наслаивания на индивидуальные впитывающие структуры 24 полотен материалов верхнего изолирующего листа 46 и заднего изолирующего листа 42 и получения композитного полотна 52, и вырубки штампом из композитного полотна 52 индивидуальных впитывающих компонентов 40. У впитывающих компонентов 40 имеется передняя часть 84 и тыльная часть 85. Передняя часть 84 при использовании изделия рассчитана на совмещение с передней стороной тела, а тыльная часть 85 рассчитана на совмещение с ягодичной стороной тела.
Полотно 51 с впитывающей структурой может содержать один или более слоев поглощающих материалов, таких, например, как волоконные материалы и/или супервпитывающие материалы. В каждом из слоев могут содержаться одни и те же материалы или разные материалы. Согласно определенному варианту осуществления изобретения, полотно 51 с впитывающей структурой может быть получено способом, при котором подготавливают полотно 45 впускного слоя, в полотне 45 впускного слоя формируют отверстия 48, подают полотно 44 сорбирующего слоя и прикрепляют его к полотну 45 впускного слоя на стороне 89, обращенной к одежде, подают одно или более полотен 43а и 43b влагоотводящего материала, и прикрепляют указанные полотна к композиту, состоящему из полотна впускного слоя и полотна сорбирующего слоя, получая таким образом законченное полотно 51 с впитывающей структурой.
Композитное полотно для изготовления впитывающих изделий может быть получено способом, при котором впитывающие структуры 24, ориентированные так, что продольная осевая линия каждой структуры параллельна машинному направлению, поочередно с определенным интервалом подают в продольном направлении, при этом тыльные части 85 всех впитывающих структур 24 примыкают к передним частям 84 следующих за ними впитывающих структур 24; подают полотно материала заднего изолирующего листа 42, при этом, в определенном варианте осуществления, на поверхность заднего изолирующего листа, обращенную к телу, может быть нанесен конструкционный клеящий состав; и подают полотно материала верхнего изолирующего листа 46, при этом, в определенном варианте осуществления, на поверхность верхнего изолирующего листа 46 может быть нанесен конструкционный клеящий состав 33. Тогда следующие друг за другом впитывающие структуры 24 оказываются помещенными между задним изолирующим листом 42 и верхним изолирующим листом, и прикрепленными по меньшей мере к одному из указанных листов, и на этом заканчивается формирование композитного полотна 52 для изготовления впитывающих изделий. Согласно предпочтительному варианту осуществления изобретения, впитывающая структура 24, являющаяся составной частью впитывающего изделия, по своей протяженности не равна области верхнего изолирующего листа 46 и заднего изолирующего листа 42, примыкающей к периферическому краю впитывающей структуры 24, которую закатывают вместе с листами так, что при вырубке впитывающего компонента 40 из полотна 52 периферический край формируется свободным от впитывающей структуры 24. Композитное полотно 52 затем может быть подвергнуто операции вырубки с целью получения индивидуальных впитывающих компонентов 40. Согласно предпочтительному варианту осуществления изобретения, впитывающие структуры 24 по своей протяженности не равны верхнему изолирующему листу 46 и заднему изолирующему листу 42, однако имеется периферический край 54, который герметично запечатывает и удерживает впитывающие структуры внутри конверта из верхнего изолирующего листа 46 и заднего изолирующего листа 42.
Верхний изолирующий лист 46 должен обладать способностью принимать различные выделения организма в зависимости от типа изделия. В случае изделий женской гигиены, часто слой, обращенный к телу, или верхний изолирующий лист 46 должен быть способен принимать менструальные выделения и мочу. В определенных вариантах осуществления изобретения, верхний изолирующий лист 46 может содержать слой, выполненный из какого-либо функционально специализированного материала, или может представлять собой композитный материал. Например, слой, обращенный к телу или соприкасающийся с телом, может содержать тканый материал, нетканый материал, полимерную пленку, ламинат в виде пленки и нетканого материала, и т.п., а также комбинацию указанных материалов.
Подходящие конструктивные клеевые составы включают, например, клеи RextacTM, а также клеи, поставляемые компанией Bostik Findley Inc., Wauwatosa, WI.
Задний изолирующий лист 42 может представлять собой полотно непроницаемое для жидкостей. С другой стороны, в качестве заднего изолирующего листа 42 можно использовать и полотно проницаемое для жидкостей. Задний изолирующий лист 42 может, например, содержать полимерную пленку, тканый материал, нетканый материал, и т.п., а также комбинацию указанных материалов или композитный материал. Например, задний изолирующий лист 42 может содержать полимерную пленку, наложенную слоем на тканый или нетканый материал. Полимерная пленка, в частности, может состоять из полиэтилена, полипропилена, полиэстера и т.п., а также представлять комбинацию указанных материалов.
Согласно фиг. 4, процесс изготовления клеящегося к телу впитывающего изделия продолжается этапом подачи полотна материала 30 оболочки, у которого имеется сторона 88, обращенная к телу, и сторона 89, обращенная к одежде. Как говорилось выше, материал 30 оболочки может содержать полимерную пленку, тканый материал, нетканый материал, вспененный материал и т.п., а также сочетание указанных материалов или композитный материал. Согласно некоторым аспектам изобретения, материал оболочки может содержать многослойную структуру, например, полимерную пленку, нанесенную слоем на тканый или нетканый материал. Точный состав материала 30 оболочки может меняться в зависимости от способа изготовления, что будет более подробно рассмотрено ниже. В определенных вариантах осуществления изобретения, полотно 30 оболочки подвергают обработке коронным разрядом для улучшения его адгезионных свойств. С другой стороны, материал 30 может быть заранее обработан коронным разрядом. Заранее подготовленное многослойное композитное полотно 32, которое именуется Пакетом Переноса Липкого Слоя или ППЛС (ATL), содержащее несущую основу 35, липкий слой 34 для фиксации на теле, и снимаемую полоску 36, подают и приклеивают к полотну материала 30 оболочки, чтобы получить композитное полотно 53 оболочки.
Процесс изготовления продолжается этапом приготовления композитного полотна 53 оболочки для прикрепления впитывающего компонента 40. В композитном полотне 53 производят первоначальную вырубку, чтобы удалить часть материала, которая будет покрыта впитывающим компонентом 40. В другом варианте осуществления, как показано на фиг. 4, вырубку штампом можно исключить, если впитывающие компоненты 40 располагать внутри или по существу конгруэнтно с индивидуальной, клеящейся к телу оболочкой 29. Затем на композитное полотно 53 оболочки наносят средства прикрепления, такие как клеящий состав 33. В других вариантах осуществления изобретения, средства прикрепления можно наносить на композитное полотно 52 впитывающих компонентов. Данные средства прикрепления можно исключить, если впитывающий компонент 40 содержит собственные средства крепления для его присоединения к клеящейся к телу оболочке 29. Средства прикрепления могут представлять собой однокомпонентную систему, например, конструкционный клеящий состав 33 для прикрепления впитывающего компонента 40 к клеящейся к телу оболочке 29. В ином варианте, средства прикрепления могут представлять собой двухкомпонентную систему (не показана), например, застежку типа Velcro, соединитель, основанный на молекулярном сцеплении, защелки, кнопки и т.п, где одна часть двухкомпонентного средства прикрепления располагается на клеящейся к телу оболочке 29, а вторая часть средства 21 прикрепления располагается на впитывающем компоненте 40.
Затем впитывающие компоненты 40 подают, повернув на 90°, и прикрепляют к поверхности 88 композитного полотна 53, которая будет обращена к телу, так что барьерный слой 42 впитывающего компонента 40 примыкает к указанной поверхности 88. В данном варианте осуществления изобретения для прикрепления используют конструкционный клеящий состав 33. Однако специалисту должно быть понятно, что термин «прикреплять» относится к любому способу соединения, склеивания, сочленения, связывания, сшивания и т.п. двух элементов. Два элемента следует считать скрепленными вместе, когда они вместе образую одно целое, когда они связаны друг с другом непосредственно или косвенно, когда, например, каждый элемент непосредственно связан с промежуточными элементами, и образует наразборное соединение, разборное соединение или соединение, предусматривающее возможность многократной фиксации. Процесс изготовления продолжается операцией вырубки штампом индивидуальных, клеящихся к телу впитывающих изделий 20.
Клеящиеся к телу впитывающие изделия 20 могут быть изготовлены при размещении выкроек либо с уплотнением, либо без уплотнения. Схемы размещения выкроек с уплотнением (вложением) особенно предпочтительны, поскольку они сокращают количество исходного материала, необходимого для изготовления изделия. На фиг. 5 показано полотно, на котором клеящиеся к телу впитывающие изделия 20 размещены без уплотнения, и у них имеется передняя часть 88 с максимальным размером 90 по ширине, и тыльная часть 89 с максимальным размером 91 по ширине в машинном направлении. Изделия 20 имеют размер 94 в направлении перпендикулярном машинному, который представляет собой размер изделия 20, взятый по линии, проходящей через средние точки линий 90 и 91. Композитное полотно 53 имеет размер 93 в направлении ширины перпендикулярно машинному направлению, который больше или равен размеру 94. Длина композитного полотна 53 в машинном направлении, необходимая для изготовления одного изделия 20 при размещении выкроек без уплотнения равна размеру 98. Площадь композитного полотна 53, необходимая для изготовления одного изделия 20 при размещении выкроек без уплотнения равна размеру 98, умноженному на размер 93. Например, для изделия 20 на фиг.5 размер 98 составляет 112 мм, а размер 93-314 мм. Площадь композитного полотна 53, необходимая для изготовления одного изделия 20 при размещении выкроек без уплотнения, равна 41448 мм2. Схему размещения выкроек называют схемой «с уплотнением», если площадь композитного полотна 53, необходимая для изготовления одного изделия 20, меньше, чем произведение размеров 90 и 94. В данном примере размер 90 равен 126 мм, а размер 94 равен 302 мм, что дает площадь 38052 мм2.
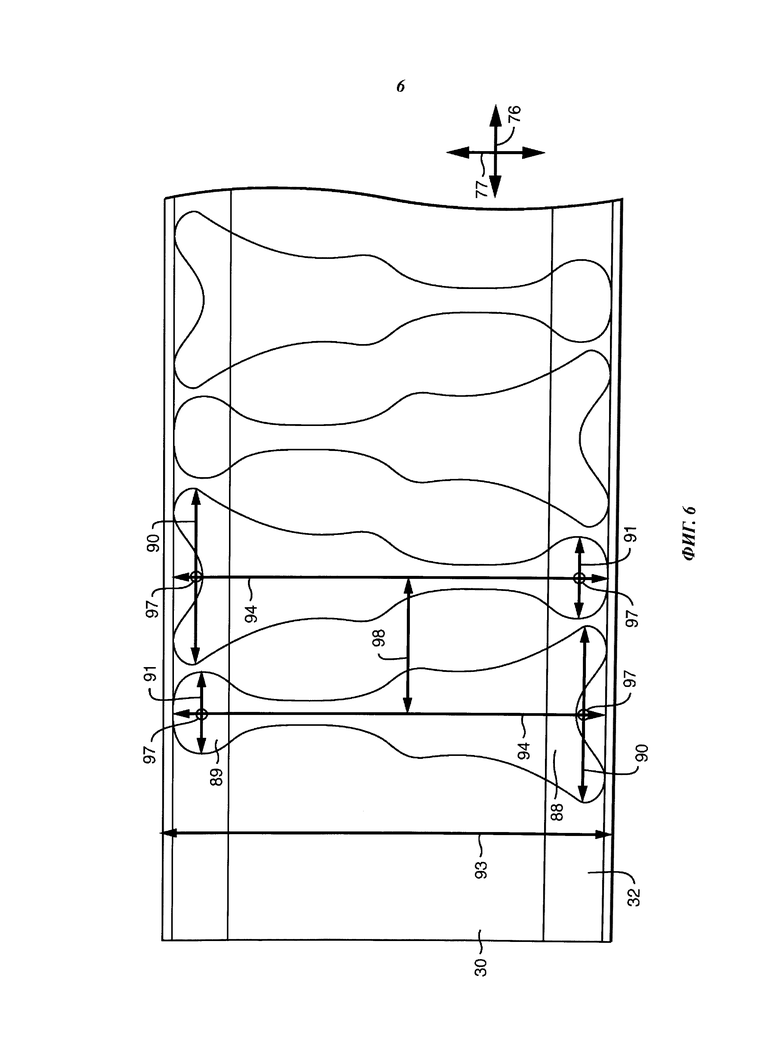
На фиг. 6 показаны выкройки клеящихся к телу впитывающих изделий 20, размещенные по уплотненной схеме. При таком варианте осуществления, длина композитного полотна 53 в машинном направлении, необходимая для изготовления одного изделия 20, равна размеру 98, а ширина композитного полотна 53 в поперечном направлении, необходимая для изготовления одного изделия 20, равна размеру 93. Площадь композитного полотна 53, необходимая для изготовления одного изделия 20 равна размеру 98, умноженному на размер 93. К примеру, в данном случае размер 98 составляет 67 мм, а размер 93 составляет 379 мм. Площадь композитного полотна 53, необходимая для изготовления одного изделия 20, равна 25393 мм2, что на 39% меньше по сравнению со схемой размещения без уплотнения, показанной на фиг. 5.
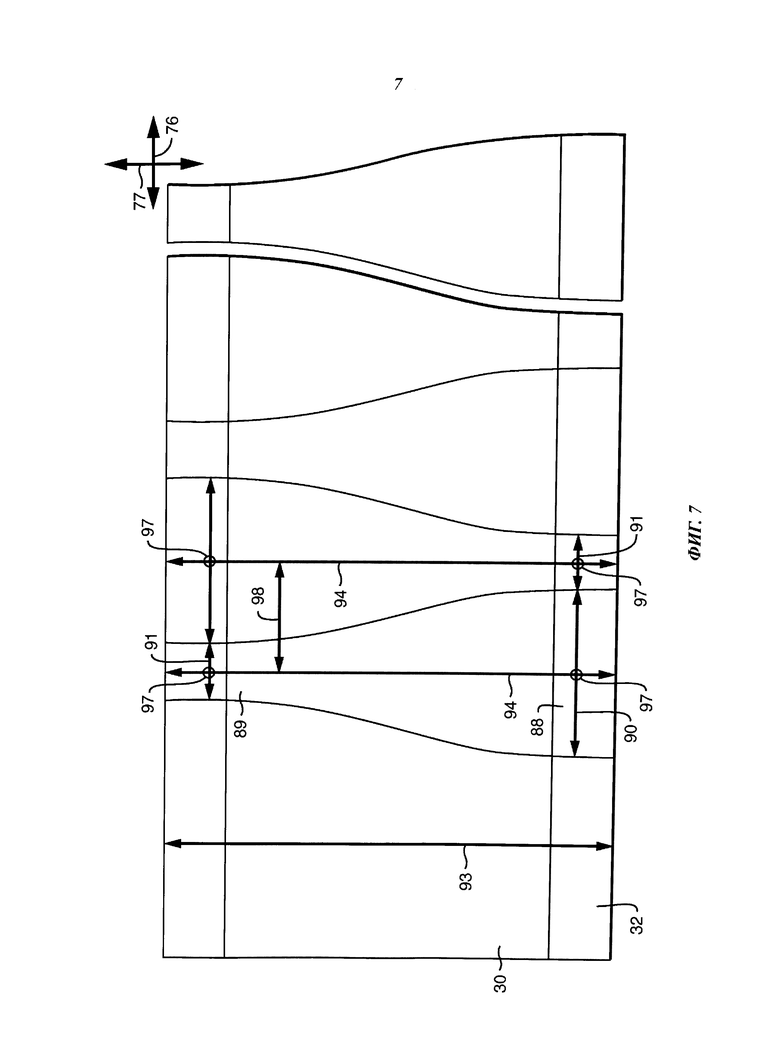
На фиг. 7 показана еще одна схема размещения выкроек клеящихся к телу впитывающих изделий 20 с полным уплотнением. Преимущество схемы с полным уплотнением заключается в том, что отсутствуют обрезки, которые должны идти в отходы. При таком варианте осуществления, длина композитного полотна 53 в машинном направлении, необходимая для изготовления одного изделия 20, равна размеру 98, а ширина композитного полотна 53 в поперечном направлении, необходимая для изготовления одного изделия 20, равна размеру 93. Площадь композитного полотна 53, необходимая для изготовления одного изделия 20 равна размеру 98, умноженному на размер 93. К примеру, в данном случае размер 98 составляет 77 мм, а размер 93 составляет 303 мм. Площадь композитного полотна 53, необходимая для изготовления одного изделия 20, равна 23331 мм2, что на 44% меньше по сравнению со схемой размещения без уплотнения, показанной на фиг. 5.
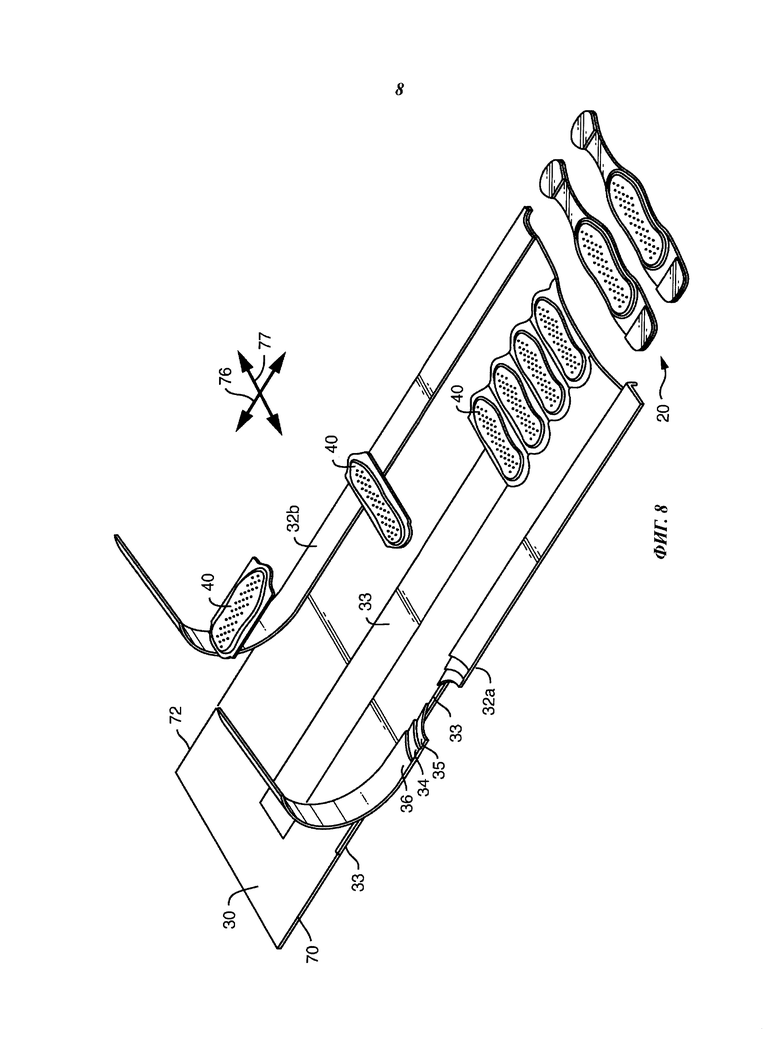
На фиг. 8 представлен способ изготовления клеящегося к телу впитывающего изделия 20 с пониженным скручиванием, и с использованием поперечного направления. В данном варианте осуществления изобретения, подготавливают полотно материала 30 оболочки, обладающего растяжением в направлении 77 перпендикулярном машинному. Элементы, такие как пакеты ППЛС (ATL) 32a и 32b, прикрепляют соответственно к периферическим левому и правому краям 70 и 72 материала 30 оболочки, в то время как другие элементы, такие как впитывающие компоненты 40 прикрепляют к внутреннему участку материала оболочки. Благодаря тому, что материал оболочки обладает способностью к растяжению преимущественно в поперечном направлении, а полотно не находится под поперечным натяжением, компоненты, которые прикрепляют к полотну оболочки, будут в области крепления иметь незначительное остаточное растяжение, или не будут иметь растяжения вовсе. В результате риск скручивания индивидуального, клеящегося к телу впитывающего изделия 20 снижается или исключается вообще.
Полотно материала 30 оболочки, обладающее способностью к растяжению в поперечном направлении, предпочтительно должно демонстрировать растяжение приблизительно 50-200% в направлении перпендикулярном машинному, и менее 20% в машинном направлении, а более предпочтительно должно демонстрировать растяжение в машинном направлении приблизительно 0-10%. В число подходящих материалов для полотна оболочки, обладающих способностью к растяжению в поперечном направлении, входят, например, многослойные материалы, состоящие по меньшей мере из одной эластичной вспененной пленки, слоя тканого или нетканого материала, нетканого полотна, растяжимого в поперечном направлении, такого как нетканое полотно, подвергнутое сужению (necked unwoven web). В предпочтительном варианте, указанное нетканое полотно представляет собой полотно, полученное по технологии «спанбонд» (spunbond), или многослойный материал, в состав которого входит полотно «спанбонд». Такое нетканое полотно подвергают растяжению или удлинению в машинном направлении, создавая сужение полотна в поперечном направлении. В то время как полотно находится в удлиненном или суженном состоянии, его соединяют с листом эластичного материала, чтобы получить многослойный нетканый материал, который обладает способностью к растяжению в направлении параллельном направлению создания сужения, и который обладает способностью полного или частичного восстановления после снятия растягивающего усилия. Суженое нетканое полотно термически сваривают с эластичным внутренним слоем. Также могут быть использованы и другие способы соединения, включая, помимо других возможных, сварку давлением, склеивание и ультразвуковую сварку.
Компоненты, такие как ППЛС (ATL) 32, прикрепляют к периферическим участкам полотна материала 30 оболочки, обладающего способностью к растяжению в поперечном направлении. Прикреплять указанные компоненты можно любым известным способом, например, сваркой давлением, склеиванием, термической сваркой и ультразвуковой сваркой. Например, как показано на фиг. 8, полотна пакетов ППЛС (ATL) 32 прикрепляют, используя конструкционный клеящий состав 33, нанесенный на периферические края 70 и 72 полотна материала 30 оболочки, обладающего способностью к растяжению в поперечном направлении. После прикрепления указанных компонентов и образования композитного полотна 53 производят вырубку индивидуальных, клеящихся к телу впитывающих изделий из композитного полотна 53. После вырубки материал оболочки будет обладать незначительным остаточным натяжением или вообще не будет иметь натяжения, и тем самым будет уменьшено или исключено скручивание клеящегося к телу впитывающего изделия, находящегося в спокойном, ненапряженном состоянии.
На фиг. 9 представлен другой вариант осуществления процесса изготовления клеящихся к телу впитывающих изделий, ориентированных в поперечном направлении. Как показано на фиг. 9, полотно материала 30 оболочки механически активируют путем механического воздействия на один или более выбранных участков 62 полотна в одном или более выбранных направлениях, за счет чего можно управлять способностью материала к растяжению в определенном направлении, и существенно увеличивать эту способность на участках, которые подвергаются такому механическому воздействию. Например, эластичность материала с начальной способностью к растяжению в поперечном направлении приблизительно 0-25% может быть увеличена до значений приблизительно 50-200% при помощи машинной обработки, ориентированной в машинном направлении. За счет механического воздействия на материал 30 оболочки может быть получено эластичное полотно, обладающее способностью к растяжению в поперечном направлении в определенных зонах. Например, путем механического воздействия на полотно в направлении параллельном машинному получают обработанные участки или зоны 62 материала, так что при приложении растягивающего усилия в поперечном направлении обработанные зоны 62 будут растягиваться или продемонстрируют увеличенное растяжение, в то время как зона, на которые воздействия не было - необработанные зоны 60 растянутся незначительно или не обнаружат никакого дополнительного растяжения.
Соответственно, полотно, у которого имеются механически активированные и неактивированные зоны, может быть приготовлено известными способами, например, такими, какие раскрыты в патентах США 4834741 и 5366782, содержание которых включено в настоящее описание способом, который соответствует настоящему изобретению. Например, полотно, такое как перфорированное полотно из полиолефина или пленка из полиэтилена низкой плотности, которые по существу являются неэластичными, пропускают в продольном направлении через ролики 64 механизма раскатки, изображенного на фиг. 9, для получения полотна, у которого имеются активированные и неактивированные зоны. Ролики 64 состоят из зубчатых поясов, которые отделены друг от друга одинаковыми промежутками. Промежутки между поясами зубьев можно изменять, чтобы создавать активированные и неактивированные зоны различной ширины и с различными расстояниями между ними.
При раскатке полотна 30 оболочки происходит ступенчатое растяжение и, тем самым, пластическая деформация множества лучеподобных элементов в поперечном направлении. Растяжение лучеподобных элементов происходит ступенями, поперек ширины полотна (в поперечном направлении), по мере того как концы зубьев сжимают пленку, и пленка растягивается на величину, которая пропорциональна шагу и глубине контакта. Когда глубину контакта роликов 64 увеличивают, ступенчатое растяжение и пластическая деформация лучеподобных элементов также увеличиваются.
В предпочтительном варианте осуществления изобретения, полотно оболочки представляло бы собой композит из полотен, обращенных наружу, таких как полотно, полученное по технологии «спанбонд» (spunbond), полотно SM, SMS или BCW, которые демонстрируют текучесть при пропускании через механизм раскатки, при этом срединный слой представляет собой эластичную пленку или эластичный нетканый материал, который при пропускании через механизм испытывает растяжение. После прохождения через механизм зональной раскатки полотно сокращается, но приобретает эластичность на участках, где нетканый материал испытал текучесть.
После формирования активированных участков 62 и неактивированных участков 60 к неактивированным участкам 60 прикрепляют компоненты, такие как ППЛС (ATL) 32 или впитывающие компоненты 40. Указанные компоненты могут быть прикреплены любым известным способом, например, приклеиванием, термической сваркой и ультразвуковой сваркой. После того, как компоненты оказываются прикрепленными и получено композитное полотно 53, из композитного полотна штампом вырубают индивидуальные, клеящиеся к телу впитывающие изделия 20. В результате такой схемы процесса, компоненты оказываются наложенными на неактивированные участки полотна, не обладающие способностью к растяжению, так что, когда индивидуальные, клеящиеся к телу впитывающие изделия 20 вырубают из композитного полотна, в оболочке на участках ламинирования, где прикреплены пакеты ППЛС (ATL) 32 или впитывающие компоненты 40, будет присутствовать незначительное остаточное растяжение или же вообще такое растяжение будет отсутствовать, и тем самым скручивание в индивидуальных, клеящихся к телу впитывающих изделиях 20 будет уменьшено или исключено.
На фиг. 10 изображен другой вариант осуществления процесса изготовления индивидуальных, клеящихся к телу впитывающих изделий, ориентированных в направлении перпендикулярном машинному. Как показано на фиг. 10, полотно 30 активируют путем воздействия на один или более выбранных участков 62 полотна 30 в одном или более выбранных направлениях, за счет чего можно управлять способностью материала к растяжению в определенном направлении, и существенно увеличивать эту способность на участках, которые подвергаются такому механическому воздействию. Например, эластичность материала, который исходно демонстрировал способность к растяжению в поперечном направлении приблизительно 0-25%, может быть увеличена до значений приблизительно 100-200% при селективном воздействии на материал в машинном направлении. Путем селективной обработки материала 30 оболочки в машинном направлении может быть получено эластичное полотно, обладающее способностью к растяжению в поперечном направлении в определенных зонах. Например, за счет тепловой обработки полотна в направлении параллельном машинному получают обработанные участки или зоны 62 материала, так что при приложении растягивающего усилия в поперечном направлении обработанные зоны 62 продемонстрируют растяжение или увеличенное растяжение, в то время как необработанные зоны 60 обнаружат незначительное растяжение или не обнаружат растяжения вообще.
Соответственно, согласно одному варианту осуществления изобретения, материал 30 полотна оболочки может содержать многослойный материал (ламинат) со скрытой (латентной) эластичностью, который при активировании может быть надлежащим образом растянут в поперечном направлении 77 по меньшей мере приблизительно на 25%, или по меньшей мере приблизительно на 100%, или по меньшей мере приблизительно на 200%, и может быть способен восстанавливаться, сокращаясь по меньшей мере приблизительно на 5%, или по меньшей мере приблизительно на 15%, или по меньшей мере приблизительно на 25% от его длины в растянутом состоянии. Материалы с латентной эластичностью могут иметь вес основы приблизительно 2-60 г/м2, или приблизительно 5-30 г/м2, или приблизительно 5-15 г/м2. Среди подходящих материалов с латентной эластичностью присутствует, например, материал, раскрытый в патенте США 7820001, содержание которого включено в настоящее описание способом, который соответствует настоящему изобретению. В предпочтительном варианте осуществления, ламинат с латентной эластичностью получают в виде пленочного полотна, содержащего множество сегментов, у которого имеются области или зоны, которые могут быть активированы тепловой энергией, причем один или более сегментов такой многосегментной пленки представляют собой эластичные сегменты, при этом желательно, чтобы любые дополнительные накладываемые слои содержали материал или ткань растяжимую в поперечном направлении. В этом отношении, упомянутый дополнительный слой или слои могут, к примеру, содержать способные к растяжению нетканые материалы (например, крепированные нетканые материалы или нетканые материалы, содержащие сильно извитые волокна), нетканые материалы, подвергнутые сужению, ячеистые ткани, рыхлые ткани, эластичные композитные материалы или иные подобные материалы. Предпочтительно, чтобы полотно содержало один или более слоев термопластичных волокон, которые являются эластичными, обладают природной способностью к растяжению, или которые были обработаны с целью придания им способности к растяжению и эластичности, и чтобы полотно также было подобно ткани в отношении обращения с ним и защитных свойств. Состав термопластичного полимера может быть выбран, как требуется, чтобы получить материал, обладающий требуемыми физическими качествами, например, такими, как эластичность, удобство обращения, прочность при растяжении, стоимость и т.п. Кроме того, наружный, нетканый слой может быть подвергнут обработке, например, тиснению, гидроперепутыванию, растяжению с сужением, механическому умягчению, набивке, антистатической обработке, или обработке каким-то иным способом с целью получения требуемых эстетических и/или функциональных характеристик.
Согласно одному варианту осуществления, для активирования ламината с латентной эластичностью ламинат нагревают по меньшей мере до температуры размягчения полимера, обладающего латентной эластичностью. Когда указанный полимер размягчается, эластичные компоненты получают возможность сокращаться и собирать основу в складки, что приводит к получению структуры, которая собрана в складки и обладает эластичностью. Тепловая активация скрытой эластичности может быть произведена при температурах приблизительно 70-290°C, или приблизительно 70-200°C, главным образом в зависимости от температуры стеклования полимера с латентной эластичностью, а также от основной массы полимера и ламината, и также от времени выдерживания. Например, тепловая активация латентной эластичности может быть совершена при температуре приблизительно 140-160°C и времени выдерживания приблизительно 5-10 с, или при температуре приблизительно 70-160°C и времени выдерживания 1-10 с.
Соответственно, согласно одному варианту осуществления, передающий ролик подает в блок тепловой активации полотно 30, у которого имеются эластичные зоны, которые могут быть активированы при помощи тепла. Блок тепловой активации может содержать, например, пару роликов (два ролика 66 показаны на фиг. 10). В предпочтительном варианте данные ролики выполнены с возможностью зонального нагрева полотна, когда полотно движется через зону контакта (захвата). Например, ролики могут иметь такую конструкцию, при которой у них имеются как нагреваемые, так и ненагреваемые участки, так что, когда полотно проходит через зону контакта, оно либо нагревается с верхней и нижней поверхности посредством нагретых участков роликов, либо не нагревается или нагревается незначительно от ненагреваемых участков роликов. В ином варианте, ролики могут быть нагреты равномерно, но при этом могут содержать выступающие элементы, которые при встречном расположении создают нагретый контакт, который селективно активирует полотно. Расстоянием до активируемого полотна, а также временем контакта, необходимым для совершения тепловой активации, можно управлять путем изменения конструкции и скорости вращения роликов 66.
В определенных предпочтительных вариантах осуществления, при активировании, полотну материала 30 оболочки дают возможность сокращаться при наружной температуре, когда полотно входит в блок тепловой активации и выходит из него. Это сокращение может происходить после выхода полотна из первого вакуумного конвейера в нагревательной секции и его перемещения к любому последующему конвейеру, а предпочтительно к другому вакуумному конвейеру в секции быстрого охлаждения. После того, как произойдет это дополнительное сокращение, полотно может быть подвергнуто охлаждению на вакуумных валках быстрого охлаждения, чтобы сохранить это сокращенное состояние, когда полотно будет проходить дальнейшую обработку. Во время тепловой активации, полотно материала 30 оболочки, как правило, может подвергаться сокращению приблизительно на 15-55%. В предпочтительном варианте, полотно материала 30 оболочки может подвергаться сокращению приблизительно на 25-45%. В оптимальном варианте, полотно материала 30 оболочки может подвергаться сокращению приблизительно на 35%. Сокращение может происходить между одним или более роликов 66.
После тепловой активации, компоненты, такие как пакеты ППЛС (ATL) 32 или впитывающие компоненты 40 прикрепляют к неэластичным участкам 60 полотна. Указанные компоненты могут быть прикреплены любым известным способом, например, приклеиванием, термической сваркой и ультразвуковой сваркой. После того, как компоненты оказываются прикрепленными и получено композитное полотно 53, из композитного полотна штампом вырубают индивидуальные, клеящиеся к телу впитывающие изделия 20. В результате такой схемы процесса, компоненты оказываются наложенными на неактивированные участки полотна, не обладающие способностью к растяжению, так что, когда индивидуальные, клеящиеся к телу впитывающие изделия 20 вырубают из композитного полотна, в оболочке на участках ламинирования будет присутствовать незначительное остаточное растяжение или же вообще такое растяжение будет отсутствовать, и тем самым скручивание в индивидуальных, клеящихся к телу впитывающих изделиях 20 будет уменьшено или исключено.
Согласно иному варианту осуществления способа, индивидуальные, клеящиеся к телу впитывающие изделия 20 можно изготавливать так, как было рассмотрено выше, однако, прикрепление компонентов, таких как пакеты ППЛС (ATL) 32 или впитывающие компоненты 40, к полотну 30 оболочки, у которого имеются эластичные зоны, активируемые при помощи тепла, можно производить до операции активирования. Указанные компоненты могут быть прикреплены любым известным способом, например, приклеиванием, термической сваркой и ультразвуковой сваркой. После того, как компоненты оказываются прикрепленными и получено композитное полотно 53, области между компонентами подвергают тепловой активации. После активации из композитного полотна 53 штампом вырубают индивидуальные, клеящиеся к телу впитывающие изделия 20. В результате такой схемы процесса, компоненты оказываются наложенными на неактивированные участки полотна, не обладающие способностью к растяжению, так что, когда индивидуальные, клеящиеся к телу впитывающие изделия 20 вырубают из композитного полотна 53, в оболочке на участках ламинирования будет присутствовать незначительное остаточное растяжение или же вообще такое растяжение будет отсутствовать, и тем самым скручивание в индивидуальных, клеящихся к телу впитывающих изделиях 20 будет уменьшено или исключено.
Согласно еще одному варианту осуществления способа, клеящиеся к телу впитывающие изделия 20 можно изготавливать с использованием пленочного полотна, состоящего из множества сегментов, у которого имеются чередующиеся эластичные и неэластичные области. Среди примеров пленочных полотен, содержащих множество сегментов - полотна, приготовленные так, как рассмотрено в патентной заявке США 12/649427, поданной 30 декабря 2009 г., содержание которой включено в настоящее описание способом, который соответствует настоящему изобретению. Например, может быть подготовлено многосегментное пленочное полотно, содержащее сегменты, которые растягиваются в поперечном направлении 77 на величину приблизительно 0-25%, и другие сегменты, которые растягиваются в поперечном направлении 77 на величину приблизительно 50-100%. Предпочтительно, чтобы каждый сегмент обладал незначительной или нулевой растяжимостью в машинном направлении. Расположение сегментов предпочтительно должно быть таким, чтобы периферия полотна содержала сегменты, способные к растяжению в поперечном направлении на величину приблизительно 50-100%, с то время как внутренняя область полотна содержала один или более сегментов, способных к растяжению в поперечном направлении 77 на величину приблизительно 0-25%.
Предпочтительно, чтобы многосегментная пленка представляла собой многослойный материал, содержащий два или более слоев пленки и/или тканевого материала. Например, многосегментная пленка может быть присоединена к нетканому полотну, которое может представлять собой либо однослойное нетканое полотно, либо многослойное нетканое полотно - ламинат, который включает в себя по меньшей мере один слой нетканого полотна, или ряд слоев нетканого полотна, к примеру - трехслойный ламинат, содержащий слои из материалов, изготовленных по технологиям «спанбонд/мелтблоун/спанбонд» (spunbond/meltblown/spunbond). Выбор конкретного состава любых дополнительных слоев, прикрепляемых к многосегментной пленке, может быть сделан из соображений достижения требуемых характеристик, таких как эстетический вид, прочность и долговечность. Многосегментная пленка и другие тканые материалы наслоены друг на друга средствами, которые известны специалистам, такими, например, как сварка давлением, термическая сварка, ультразвуковая сварка, склеивание и т.п.
В случае, когда один или более сегментов в многосегментной пленке представляют собой эластичные сегменты, предпочтительно, чтобы любые другие накладываемые дополнительные слои содержали материал или ткань, обладающие способностью к растяжению в поперечном направлении. В этом отношении дополнительный слой или слои могут представлять собой растяжимые нетканые материалы (например, крепированные нетканые материалы или нетканые материалы, содержащие сильно извитые волокна), нетканые материалы, подвергнутые сужению, ячеистые ткани, рыхлые ткани, эластичные композитные материалы или иные подобные материалы. Предпочтительно, чтобы полотно содержало один или более слоев термопластичных волокон, которые являются эластичными, обладают природной способностью к растяжению, или которые были обработаны с целью придания им способности к растяжению и эластичности, и чтобы полотно также было подобно ткани в отношении обращения с ним и защитных свойств. Состав термопластичного полимера может быть выбран, как требуется, чтобы получить материал, обладающий требуемыми физическими качествами, например, такими, как эластичность, удобство обращения, прочность при растяжении, стоимость и т.п. Кроме того, наружный, нетканый слой может быть подвергнут обработке, например, тиснению, гидроперепутыванию, растяжению с сужением, механическому умягчению, набивке, антистатической обработке, или обработке каким-то иным способом с целью получения требуемых эстетических и/или функциональных характеристик.
Компоненты, такие как ППЛС (ATL) или впитывающий компонент, прикрепляют к неэластичным участкам полотна оболочки. Указанные компоненты могут быть прикреплены любым известным способом, например, приклеиванием, термической сваркой и ультразвуковой сваркой. После того, как компоненты оказываются прикрепленными и получено композитное полотно, из композитного полотна 53 штампом вырубают индивидуальные, клеящиеся к телу впитывающие изделия. В результате такой схемы процесса, компоненты оказываются наложенными на неактивированные участки полотна, не обладающие способностью к растяжению, так что, когда индивидуальные, клеящиеся к телу впитывающие изделия 20 вырубают из композитного полотна 53, в оболочке на участках ламинирования будет присутствовать незначительное остаточное растяжение или же вообще такое растяжение будет отсутствовать, и тем самым скручивание в индивидуальных, клеящихся к телу впитывающих изделиях будет уменьшено или исключено.
На фиг. 11 представлен еще один вариант осуществления клеящегося к телу впитывающего изделия 20, содержащего сегментированную оболочку, которое можно изготавливать, обеспечивая пониженное скручивание. Как показано на фиг.12, клеящееся к телу впитывающее изделие может быть изготовлено способом, при котором подают два полотна материала 30a и 30b для оболочки, обладающего способностью растяжения в поперечном направлении, так что между внутренними периферическими краями указанных полотен имеется определенный промежуток. Полотна ППЛС (ATL) 32a и 32b прикрепляют рядом с наружными краями полотен 30a и 30b оболочки. Затем подают впитывающие компоненты 40, и прикрепляют к внутренним периферическим краям полотен 30a и 30b оболочки, формируя композитное полотно 53. Затем из композитного полотна 53 штампом вырубают индивидуальные, клеящиеся к телу впитывающие изделия 20. Благодаря тому, что материал оболочки обладает способностью к растяжению преимущественно в поперечном направлении, и поскольку полотно в поперечном направлении не натянуто, компоненты, которые крепятся к полотну 30 оболочки и само полотно оболочки в местах прикрепления будут иметь незначительное остаточное растяжение, или не будут иметь растяжения вообще. В результате, скручивание индивидуального, клеящегося к телу впитывающего изделия 20 уменьшается или исключается.
На фиг. 13 представлен еще один вариант осуществления процесса изготовления клеящегося к телу впитывающего изделия 20, содержащего сегментированную оболочку, в котором обеспечивается пониженное скручивание. Как показано на фиг. 13, клеящееся к телу впитывающее изделие может быть изготовлено способом, при котором подают два полотна активируемого материала 30a и 30b оболочки, так что между внутренними периферическими краями указанных полотен имеется определенный промежуток. Полотна 30a и 30b оболочки затем пропускают через процесс активации, например, процесс механической активации, такой, как ранее описанная раскатка. Затем, полотна ППЛС (ATL) 32a и 32b прикрепляют рядом с наружными краями активированных полотен 30a и 30b оболочки. Далее подают впитывающие компоненты 40, и прикрепляют к внутренним периферическим краям активированных полотен 30a и 30b оболочки, формируя композитное полотно 53. Затем из композитного полотна 53 штампом вырубают индивидуальные, клеящиеся к телу впитывающие изделия 20. Благодаря тому, что активированный материал 30 оболочки обладает способностью к растяжению преимущественно в поперечном направлении, и поскольку полотно в поперечном направлении не натянуто, компоненты, которые крепятся активированному к полотну 30 оболочки и само полотно оболочки в местах прикрепления будут иметь незначительное остаточное растяжение, или не будут иметь растяжения вообще. В результате, скручивание индивидуального, клеящегося к телу впитывающего изделия 20 уменьшается или исключается.
Должно быть понятно, что детали вышеприведенных примеров, приведенных в целях иллюстрации, не следует толковать, как ограничения идеи и объема настоящего изобретения. Хотя подробно были раскрыты только несколько примеров осуществления изобретения, специалистам должно быть понятно, что в приведенные примеры может быть внесено множество изменений, не выводящих за границы идеи и объема изобретения. Например, признаки, раскрытые в отношении одного примера, могут быть включены в любой другой пример осуществления изобретения.
Соответственно, предполагается, что все такие изменения должны быть включены в объем изобретения, который определен последующей формулой изобретения и всеми эквивалентами. Кроме того, следует признать, что может быть задумано много вариантов осуществления, в которых не достигаются все преимущества некоторых других вариантов, особенно предпочтительных вариантов осуществления изобретения, тем не менее, отсутствие определенного преимущества не обязательно означает, что такой вариант осуществления выходит за границы объема изобретения. Поскольку в вышеприведенные конструкции могли бы быть внесены различные изменения, не выводящие за границы идеи и объема изобретения, предполагается, что весь материал, содержащийся в вышеприведенном описании, следует толковать, как иллюстративный, а не приведенный в целях ограничения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЯЩЕГОСЯ К ТЕЛУ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПОНИЖЕННЫМ СКРУЧИВАНИЕМ, КОТОРОЕ ИМЕЕТ ОРИЕНТАЦИЮ В МАШИННОМ НАПРАВЛЕНИИ | 2012 |
|
RU2605188C2 |
| ПЕРЕНОСНОЙ КЛЕЕВОЙ СЛОЙ ДЛЯ ПРИМЕНЕНИЯ В ПРИКЛЕИВАЕМОМ К ТЕЛУ АБСОРБИРУЮЩЕМ ИЗДЕЛИИ | 2012 |
|
RU2601272C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТОМЕРНЫМ МАТЕРИАЛОМ | 2003 |
|
RU2326639C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТОМЕРНЫМ МАТЕРИАЛОМ | 2003 |
|
RU2328258C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ В ВИДЕ ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ В ВИДЕ ТРУСОВ | 2007 |
|
RU2413487C2 |
| СПОСОБ НАЛОЖЕНИЯ ЧАСТИ ЗАСТЕЖКИ НА ПОДГУЗНИК | 2002 |
|
RU2303970C2 |
| КЛЕЙКОЕ КРЕПЕЖНОЕ СРЕДСТВО | 1996 |
|
RU2180547C2 |
| ПРЕДПОЧТИТЕЛЬНО РАСТЯЖИМЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ С ПЕРФОРИРОВАННЫМИ СЛОЯМИ | 2003 |
|
RU2325282C2 |
| МЕХАНИЧЕСКАЯ СИСТЕМА КРЕПЛЕНИЯ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2002 |
|
RU2305530C2 |
| ВПИТЫВАЮЩИЙ ПРЕДМЕТ ОДЕЖДЫ ТИПА ТРУСОВ, СОДЕРЖАЩИЙ ИЗОГНУТЫЕ МАНЖЕТЫ ДЛЯ НОГ | 2001 |
|
RU2271186C2 |
В настоящем изобретении предложен способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении, перпендикулярном машинному, и отличающихся пониженным скручиванием или отсутствием скручивания. Изготовление указанных изделий с пониженным скручиванием осуществляют путем селективного уменьшения или исключения упругого напряжения оболочки в местах, где должны быть прикреплены компоненты клеящегося к телу впитывающего изделия с целью получения композитного полотна впитывающих изделий. Согласно определенным аспектам клеящиеся к телу впитывающие изделия изготовляют путем подачи эластичного полотна материала для оболочки, у которого определено продольное и поперечное направления и который обладает растяжимостью только в поперечном направлении, прикрепления по меньшей мере одного компонента с целью получения композитного полотна, и резки композитного материала с целью получения клеящегося к телу впитывающего изделия. 4 н. и 16 з.п. ф-лы, 13 ил.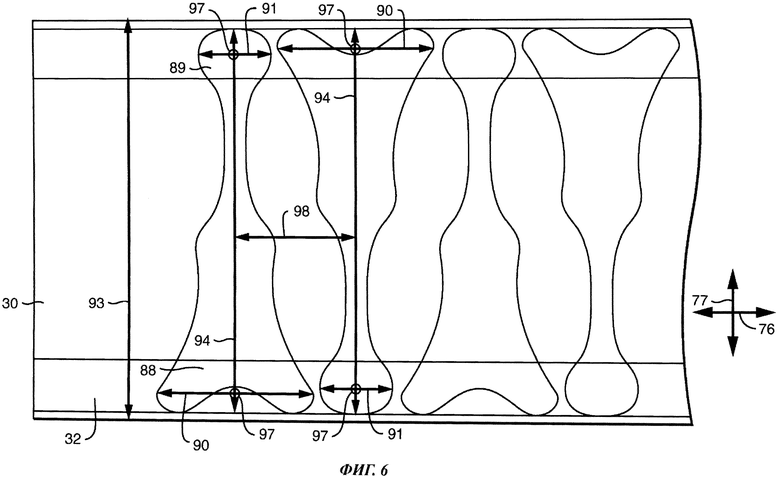
1. Способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении, перпендикулярном машинному, содержащий этапы, на которых:
a. подают пару клеящих полотен, содержащих липкий слой для фиксации на теле;
b. подают эластичное полотно оболочки, в котором определено продольное и поперечное направление, и имеется пара противолежащих периферических краев, проходящих в продольном направлении;
c. прикрепляют пару клеящих полотен к указанным противолежащим периферическим краям эластичного полотна оболочки;
d. прикрепляют по меньшей мере один компонент, содержащий впитывающую структуру, к полотну оболочки на внутреннем участке между указанными противолежащими периферическими краями, чтобы получить материал в виде композитного полотна; и
e. производят резку материала композитного полотна, чтобы получить клеящееся к телу впитывающее изделие, имеющее заданный размер и форму.
2. Способ по п. 1, отличающийся тем, что указанные компоненты впитывающего изделия выбирают из группы, в которую входят: композитная впитывающая структура, барьерный слой, липкий слой для фиксации на теле, а также впитывающий компонент.
3. Способ по п. 1, отличающийся тем, что этапы прикрепления содержат операции ламинирования, клеевого соединения, термической сварки, сварки давлением или ультразвуковой сварки.
4. Способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении, перпендикулярном машинному, содержащий этапы, на которых:
a. подают активируемое полотно материала оболочки, у которого определено продольное и поперечное направление;
b. прерывисто активируют часть полотна материала оболочки в продольном направлении, чтобы создать активированные и неактивированные участки полотна материала оболочки в поперечном направлении;
c. прикрепляют по меньшей мере один компонент по меньшей мере к одному неактивированному участку полотна материала оболочки, чтобы получить материал в виде композитного полотна; и
d. производят резку материала композитного полотна, чтобы получить клеящееся к телу впитывающее изделие, имеющее заданный размер и форму.
5. Способ по п. 4, отличающийся тем, что по меньшей мере один указанный компонент выбирают из группы, в которую входят: пакет переноса липкого слоя, впитывающая структура, барьерный слой, липкий слой для фиксации на теле, а также впитывающий компонент.
6. Способ по п. 4, отличающийся тем, что активируемое полотно материала для оболочки представляет собой механически активируемое полотно.
7. Способ по п. 6, отличающийся тем, что механически активируемое полотно материала для оболочки представляет собой композит, содержащий по меньшей мере один неэластичный материал и по меньшей мере один эластичный материал.
8. Способ по п. 4, отличающийся тем, что активируемое полотно материала для оболочки представляет собой механически активируемое полотно, при этом этап активации заключается в механической активации полотна материала для оболочки путем пропускания указанного полотна через пару связанных друг с другом профилированных валков.
9. Способ по п. 4, отличающийся тем, что активируемое полотно материала для оболочки представляет собой полотно, активируемое путем нагревания.
10. Способ по п. 9, отличающийся тем, что активируемое полотно материала для оболочки представляет собой полотно, активируемое путем нагревания, при этом этап активации заключается в прерывистом нагревании полотна материала для оболочки.
11. Способ по п. 9, отличающийся тем, что этап активации заключается в пропускании полотна материала для оболочки через устройство, выполненное с возможностью нагревания со сжатием полотна материала для оболочки в определенных зонах.
12. Способ по п. 4, отличающийся тем, что указанный этап прикрепления содержит операции ламинирования, приклеивания, термической сварки, сварки давлением или ультразвуковой сварки.
13. Способ изготовления клеящихся к телу впитывающих изделий, ориентированных в направлении, перпендикулярном машинному, содержащий этапы, на которых:
a. подают полотно материала для оболочки, содержащее эластичные и неэластичные зоны;
b. прикрепляют по меньшей мере один компонент к неэластичной зоне полотна материала для оболочки, чтобы получить материал в виде композитного полотна; и
c. производят резку материала в виде композитного полотна, чтобы получить клеящееся к телу впитывающее изделие, имеющее заданный размер и форму.
14. Способ по п. 13, отличающийся тем, что по меньшей мере один указанный компонент выбирают из группы, в которую входят: впитывающая структура, пакет переноса липкого слоя, барьерный слой, липкий слой для фиксации на теле, а также впитывающий компонент.
15. Способ по п. 13, отличающийся тем, что указанный этап прикрепления содержит операции ламинирования, приклеивания, термической сварки, сварки давлением или ультразвуковой сварки.
16. Способ изготовления сегментированного, клеящегося к телу впитывающего изделия, содержащий этапы, на которых:
a. подают два полотна активируемого материала для оболочки;
b. производят активацию двух указанных полотен материала для оболочки;
c. прикрепляют полотно, содержащее пакет переноса липкого слоя к двум активированным полотнам материала для оболочки;
d. прикрепляют впитывающий компонент к двум полотнам материала для оболочки, чтобы получить материал в виде композитного полотна; и
e. производят резку материала в виде композитного полотна, чтобы получить сегментированное, клеящееся к телу впитывающее изделие, имеющее заданный размер и форму.
17. Способ по п. 16, отличающийся тем, что впитывающий компонент выбирают из группы, в которую входят: впитывающая структура, пакет переноса липкого слоя, барьерный слой, липкий слой для фиксации на теле, а также впитывающий компонент.
18. Способ по п. 16, отличающийся тем, что активируемое полотно материала для оболочки представляет собой механически активируемое полотно, при этом этап активации заключается в механической активации полотна материала для оболочки путем пропускания указанного полотна через пару связанных друг с другом профилированных валков.
19. Способ по п. 16, отличающийся тем, что активируемое полотно материала для оболочки представляет собой полотно, которое может быть активировано путем нагревания, при этом этап активации заключается в прерывистом нагревании полотна материала для оболочки.
20. Способ по п. 16, отличающийся тем, что указанный этап прикрепления впитывающего компонента содержит операции ламинирования, приклеивания, термической сварки, сварки давлением или ультразвуковой сварки.
| US 2010057034 A1, 04.03.2010 | |||
| US 2008004584 A1, 03.01.2008 | |||
| US 20060161125 A1, 20.07.2006. |

