Область техники, к которой относится изобретение
Настоящее изобретение относится к нетканому материалу и использующему его абсорбирующему изделию.
Уровень техники, к которой относится изобретение
Разработка абсорбирующих изделий, таких как гигиенические прокладки, прокладки на каждый день и одноразовые подгузники, осуществляют в соответствии с их функциями, применяя, например, листовые материалы, которые содержат выступающие части на одной своей стороне; листовые материалы, которые содержат выступы в форме полосы; и листовые материалы, которые содержат многочисленные мелкие отверстия. Например, патентный документ 1 описывает листовой материал с многочисленными выступающими частями в форме круглого усеченного конуса, выступающими на одной стороне листа.
В связи с этим можно изготовить листовой материал, который обладает подходящими амортизационными свойствами для верхнего листа. Патентные документы 2 и 3 описывают листовые материалы с рядом мелких отверстий на неровном или шероховатом листовом материале. По этой причине улучшаются физические свойства верхнего листа. Кроме того, патентный документ 4 описывает ламинированный лист, в котором одна сторона листового материала содержит выступающие части, продолжающиеся в форме полосы, которые образуют полуцилиндры, имея почти полукруглую форму поперечного сечения. Благодаря этому, ламинированный лист можно использовать, например, в качестве верхнего листа с амортизационными свойствами.
Список цитируемой литературы
Патентные документы
Патентный документ 1: JP-A-2008-289662 (JP-A означает нерассмотренную опубликованную японскую патентную заявку)
Патентный документ 2: JP-A-03-137258
Патентный документ 3: JP-A-08-246321
Патентный документ 4: JP-A-2008-25081
Сущность изобретения
Авторы настоящего изобретения провели всесторонние исследования и разработки, чтобы создать нетканый материал, форма которого отличается от форм, описанных выше, и которому можно придавать нетрадиционные свойства и улучшенные функции. В частности, авторы настоящего изобретения исследовали производство нетканого материала, который содержит выступающие части не только на одной стороне листового материала, но одновременно на верхней и нижней сторонах.
С учетом вышеизложенного, настоящее изобретение предназначено для создания нетканого материала, который имеет хорошие свойства втягивания текучей среды, превосходные свойства предотвращения вытекания, мягкие амортизационные свойства, хорошее восстановление после деформации сжатием, и который можно предпочтительно использовать в качестве верхнего листа, и т.п.
Настоящее изобретение относится к созданию нетканого материала, содержащего первую выступающую часть, выступающую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, выступающую ко второй стороне поверхности как противоположной стороне от первой поверхности, в котором множество первых выступающих частей и вторых выступающих частей, поочередно через стеночные части, является распределенным в двух направлениях: первом направлении и втором направлении, в горизонтальной проекции нетканого материала, причем стеночная часть имеет ориентацию волокон вдоль направления, соединяющего первую выступающую часть и вторую выступающую часть, по существу в любой точке направления поверхности, образованной первым направлением и вторым направлением.
Кроме того, настоящее изобретение относится к созданию нетканого материала, содержащего первую выступающую часть, выступающую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, выступающую ко второй стороне поверхности как противоположной стороне от первой поверхности, в котором множество первых выступающих частей и вторых выступающих частей, поочередно через стеночные части, является распределенным и непрерывным в двух направлениях: первом направлении и втором направлении, в горизонтальной проекции нетканого материала, в котором стеночная часть образует кольцевую структуру, в котором плотность волокон (r1) первой выступающей части ниже, чем плотность волокон (r2) второй выступающей части.
Нетканый материал согласно настоящему изобретению имеет хорошие свойства втягивания текучей среды, превосходные свойства предотвращения вытекания, мягкие амортизационные свойства, хорошее восстановление после деформации сжатием, и который можно предпочтительно применять в качестве верхнего листа, и т.п.
Другие и дополнительные задачи, отличительные особенности и преимущества настоящего изобретения будут представлены более подробно в следующем описании с соответствующими ссылками на сопровождающие чертежи.
Краткое описание чертежей
Фиг. 1 представляет вид в перспективе, схематически иллюстрирующий частичное поперечное сечение верхнего листа в одном варианте осуществления (вариант осуществления 1) нетканого материала согласно настоящему изобретению.
Фиг. 2 представляет вид поперечного сечения, иллюстрирующий область II нетканого материала на фиг. 1 в увеличенном масштабе.
Фиг. 3 представляет вид поперечного сечения, иллюстрирующий поперечное сечение вдоль линии III-III нетканого материала на фиг. 1 в увеличенном масштабе.
Фиг. 4 представляет вид поперечного сечения, иллюстрирующий поперечное сечение вдоль линии IV-IV нетканого материала на фиг. 1 в увеличенном масштабе.
Фиг. 5 представляет пояснительный вид, схематически иллюстрирующий соотношение между первой выступающей частью и второй выступающей частью в горизонтальной проекции.
Фиг. 6 представляет пояснительный вид, схематически иллюстрирующий ориентацию волокон стеночной части в развернутом виде.
Фиг. 7 представляет пояснительный вид, схематически иллюстрирующий ориентацию волокон второй выступающей части в горизонтальной проекции.
Фиг. 8 представляет вид в перспективе, схематически иллюстрирующий нетканый материал, представленный на фиг. 1, с контактной плоской поверхностью, находящейся в контакте.
Фиг. 9 представляет пояснительный вид, схематически иллюстрирующий соотношение между первой выступающей частью и второй выступающей частью в горизонтальной проекции.
Фиг. 10 представляет пояснительный вид, иллюстрирующий схематическое изображение нетканого материала в данном варианте осуществления при сжатии.
Фиг. 11 представляет вид в перспективе, схематически иллюстрирующий подгузник в варианте осуществления настоящего изобретения.
Фиг. 12 представляет заменяющую чертеж фотографию, на которой поперечное сечения листа, изготовленного в примере 8, причем данное поперечное сечение соответствует схематическому виду, представленному на фиг. 2, проиллюстрировано в состоянии воздействия низкого давления (0,5 гс/см2 или 0,05 кПа).
Фиг. 13 представляет заменяющую чертеж фотографию, на которой проиллюстрировано поперечное сечение состояния листа, представленного на фиг. 12, при сжатии в направлении толщины (T).
Фиг. 14 представляет заменяющую чертеж фотографию, на которой лист, изготовленный в примере 8, проиллюстрирован с первой стороны поверхности.
Фиг. 15 представляет заменяющую чертеж фотографию, на которой проиллюстрировано поперечное сечение листа, изготовленного в примере 17, причем данное поперечное сечение соответствует схематическому виду, представленному на фиг. 2.
Фиг. 16 представляет заменяющую чертеж фотографию, иллюстрирующую микроскопическое изображение поперечного сечения исследуемого образца нетканого материала, полученного в примере 22.
Фиг. 17 представляет заменяющую чертеж фотографию, иллюстрирующую микроскопическое изображение поперечного сечения при прикладывании давления к исследуемому образцу нетканого материала, полученного в примере 22.
Описание вариантов осуществления
Далее настоящее изобретение будет подробно описано со ссылкой на чертежи на основании предпочтительных вариантов его осуществления.
Фиг. 1 представляет вид в перспективе частичного поперечного сечения, схематически иллюстрирующий основную часть верхнего листа абсорбирующего изделия, который представляет собой предпочтительный вариант осуществления (вариант осуществления 1) нетканого материала в форме листа согласно настоящему изобретению. Фиг. 2 представляет область II нетканого материала на фиг. 1 в увеличенном масштабе, и фиг. 3 и фиг. 4 представляют увеличенные виды поперечных сечений, иллюстрирующие поперечное сечение вдоль линии III-III и поперечное сечение вдоль линии IV-IV, соответственно. Является предпочтительным, чтобы данный нетканый материал 10 наносили на верхний лист абсорбирующего изделия, такого как гигиеническая прокладка или одноразовый подгузник, и использовали с первой стороной поверхности z1 (см. фиг. 2), обращенной по направлению к поверхности кожи пользователя, и со второй стороной поверхности z2, расположенной на стороне абсорбирующего элемента (не показано на чертеже) изделия. Далее будет представлено разъяснение по отношению к варианту осуществления, в котором использован нетканый материал 10, представленный на вышеупомянутых чертежах, у которого первая сторона поверхности направлена к поверхности кожи пользователя, как описано выше. Однако настоящее изобретение не предназначено для ограничения данным вариантом осуществления.
Нетканый материал 10 в варианте осуществления предпочтительно имеет непрерывную структуру в направлении поверхности. Термин «непрерывный» означает, что отсутствуют прерывающиеся части, и присутствуют мелкие отверстия. Микропоры, такие как поры между волокнами, не рассматриваются как мелкие отверстия. Их можно различать, например, определяя мелкие отверстия как отверстия, у которых эквивалентный диаметр круга составляет 1 мм или более. Хотя вышеупомянутый термин «непрерывный» также распространяется на ламинированный лист, в варианте осуществления, однослойный, то есть неламинированный лист представляет собой пример как предпочтительный вариант осуществления. Кроме того, термин «непрерывный» можно описать как означающий, что поверхность первой стороны поверхности z1 и поверхность второй стороны поверхности z2 нетканого материала являются по существу непрерывными. Здесь термин «по существу непрерывный» означает, что никакие мелкие отверстия не присутствуют, но микропоры, которые меньше, чем мелкие отверстия, могут присутствовать без потери эффектов настоящего изобретения, которые описаны выше.
На первой стороне поверхности в горизонтальной проекции нетканого материала 10 в варианте осуществления многочисленные первые выступающие части продолжаются и расположены в отношении наклонного пересечения в двух направлениях - продольном и поперечном направлениях, на поверхности (далее такое расположение иногда называют термином «наклонное сетчатое расположение»). Сетчатое расположение может быть также прямоугольным (90°), и в этом случае данное расположение можно рассматривать как прямоугольное сетчатое расположение. В варианте осуществления является предпочтительным, чтобы первое направление (x) и второе направление (y) (см. фиг. 5) на поверхности пересекались под углом, составляющим от 30° до 90°. Кроме того, в варианте осуществления образуются многочисленные вторые выступающие части 2, выступающие ко второй стороне поверхности нетканого материала. Вторые выступающие части 2 также имеют наклонное сетчатое расположение, но вместо этого могут также иметь прямоугольное сетчатое расположение. Предпочтительный диапазон углов пересечения определяют в зависимости от первых выступающих частей 1, и таким образом, он является таким же, как описано выше. Первые выступающие части 1 и вторые выступающие части 2 выступают в направлениях, противоположных друг другу, от поверхности листа, и их положения не совпадают ни в горизонтальной проекции, ни в боковой проекции. Другими словами, два типа частей расположены поочередно без перекрывания.
Первые выступающие части 1 и вторые выступающие части 2, которые проходят и ориентируются, соответственно, в первом направлении (направление x) и втором направлении (направление y) на поверхности, как описано выше, являются непрерывными в форме поверхности без нарушения целостности и составляют нетканый материал 10. Здесь термин «непрерывный без нарушения целостности» означает, что когда части определенной формы продолжаются, образуя поверхность, она вся является непрерывной как медленно искривляющаяся поверхность без сгибов или разрывов. Кроме того, конфигурации расположения вышеупомянутых первых выступающих частей и вторые выступающие части не ограничены вышеупомянутыми частями, и они могут иметь любую конфигурацию, которая позволяет частям располагаться таким образом, чтобы конфигурация могла продолжаться без нарушения целостности. Например, шесть вторых выступающих частей могут располагаться в вершинах шестиугольника, также содержащего первую выступающую часть, расположенную в центре, и можно использовать расположение, в котором вышеупомянутый рисунок распространяется на поверхности. В этом случае число вторых выступающих частей больше, чем число первых выступающих частей, и, таким образом, возникает состояние, в котором вторые выступающие части являются смежными друг с другом. Однако поскольку образуется в целом непрерывный лист, на такую конфигурацию расположения также распространяется определение первых выступающих частей и вторых выступающих частей, расположенных «поочередно».
В варианте осуществления первая выступающая часть 1 и вторая выступающая часть 2 присутствуют в форме усеченного конуса или полушария с закругленной вершиной. Более конкретно, выступающая форма первой выступающей части является не заостренной, а представляет собой полушарие. С другой стороны, выступающая форма второй выступающей части является более заостренной и представляет собой круглый конус или усеченный конус с закругленной вершиной. В варианте осуществления выступающие части не ограничиваются вышеупомянутыми формами и могут иметь любую проходящую форму, причем практичными являются, например, разнообразные конические формы (в настоящем описании конические формы определяются в широком смысле как включающие в себя круглый конус, усеченный конус, пирамиду, усеченную пирамиду, наклонный круглый конус и т.п.). В варианте осуществления первая выступающая часть и вторая выступающая часть удерживают внутренние пространства 1k и 2k, которые являются аналогичными их внешним формам и представляют собой усеченный конус или полушарие с закругленной вершиной. Внутренние пространства 1k и 2k отделены друг от друга гофрированной частью 6 и образованы как по существу прерывистое пространство. С другой стороны, стеночная часть 3 находится между первой выступающей частью 1 и второй выступающей частью 2 в направлении толщины листа, и посредством этой стеночной части 3 или вышеупомянутой гофрированной части 6 образуется листовая структура, в которой все выступающие части являются непрерывными. Кроме того, гофрированная или подобная гофрированной форма в настоящем изобретении определяется относительно внутренних пространств 1k первых выступающих частей или внутренних пространств 2k вторых выступающих частей, рассматриваемых как углубления, и означает непрерывный холмообразный выступ между двумя углублениями, и, как правило, ее поверхность ориентирована в направлении, почти совпадающие с направлением поверхности листа нетканого материала.
Далее будут описаны функции, обусловленные основной структурой нетканого материала в варианте осуществления, описанном выше.
Амортизационные свойства
Нетканый материал в варианте осуществления содержит выступающие части не только на одной стороне из верхней и нижней сторон, но на обеих сторонах, и, таким образом, проявляет амортизационные свойства, характерные для его структуры. В случае выступов в форме полосы и выступов на одной стороне, неизбежно проявляется, например, пружинистость в виде линии или поверхности. Однако согласно варианту осуществления, объемные амортизационные свойства, поддерживаемые в точках (поверхностный контакт возникает вследствие изменений давления, и соответствующая контактная площадь увеличивается или уменьшается) на обеих сторонах, представляют следующие равномерные движения в трех измерениях. Кроме того, как будет далее описано более подробно, стеночная часть 3 имеет такую ориентацию волокон, что они ориентированы в восходящем направлении стенки. Следовательно, в этом положении возникает высокая эластичность, и достигаются подходящие амортизационные свойства, причем волокна не разрушаются в направлении толщины. Кроме того, вследствие вышеописанной ориентации волокон стеночной части, даже когда нетканый материал разрушается под действием прижимающего давления, и даже когда состояние упаковки и ее применение сохраняются, начальная амортизационная способность является менее склонной к потере за счет своего большого восстанавливающего усилия.
Абсорбционная способность
Поскольку могут быть обеспечены пространства для временного хранения текучей среды вследствие функции, обусловленной вышеупомянутыми хорошими амортизационными свойствами, можно поддерживать высокую скорость абсорбции и надлежащим образом распределенное давление на абсорбирующий элемент, и, таким образом, уменьшается количество обратно текущей текучей среды из абсорбирующего элемента. Кроме того, поскольку велико восстанавливающее усилие, обеспечивается устойчивость абсорбционной характеристики.
Текстура
Нетканый материал в варианте осуществления содержит первые и вторые выступающие части в направлениях обеих сторон, и их верхние части являются закругленными. Следовательно, в том случае, где нетканый материал используют в качестве верхнего листа, даже если какая-либо из его сторон направлена к поверхности кожи, достигается хорошая текстура, в котором верхний лист мягко вступает в контакт с кожей в данных точках. Кроме того, контактные точки в форме поверхности увеличиваются и уменьшаются в зависимости от давления во время ношения, и в результате этого получается хорошая текстура, можно сохранять на низком уровне деформацию всего верхнего листа под действием давления, и, кроме того, может легко происходить восстановление после деформации под действием давления. Кроме того, нетканый материал в варианте осуществления имеет высокую способность к деформации при слабой нагрузке (сжатие легко происходит под действием малого веса), и вследствие этого можно обеспечивать хорошую текстуру и мягкость. Соответственно, может быть получена функция, вызываемая вышеупомянутыми хорошими амортизационными свойствами, которая в сочетании с динамическим действием вследствие точечного контакта способна обеспечивать особенно хорошую текстуру. Кроме того, когда нетканый материал задерживает экскременты и т.п., сухая текстура также обеспечивается за счет описанного выше эффекта точечного контакта. Для обеспечения сухой текстуры (эффект абсорбционных свойств) стеночная часть 3 имеет ориентацию волокон, которые ориентированы в восходящем направлении стенки, и это означает, что вследствие ориентации волокон в направлении толщины стеночной части текучая среда беспрепятственно движется и течет вдоль волокон, и, таким образом, текучая среда движется к абсорбирующему элементу, и вследствие ориентации волокон стеночной части уменьшается обратное движение текучей среды, и обеспечивается сухая текстура. Кроме того, превосходная воздухопроницаемость самого нетканого волокна за счет сохранения структуры, описанной выше, и эффект точечного контакта являются полезными для предотвращения раздражения кожи.
Свойства задерживания экскрементов
Нетканый материал 10 в варианте осуществления содержит первые выступающие части 1 и вторые выступающие части 2, выступающие к его обеим сторонам. В каждой части существуют первое внутреннее пространство 1k и второе внутреннее пространство 2k, образованные внутри части. Таким образом, в зависимости от физических свойств выделяемой текучей среды и экскрементов, их можно задерживать и нейтрализовать разными способами. Например, как разъясняется в допущении того, что первую сторону z1 поверхности нетканого материала 10 на фиг. 1 используют для поверхности кожи, экскременты с высокой вязкостью и низкой проницаемостью не проникают через верхний лист, и экскременты временно содержатся во внутренних пространствах 2k. С другой стороны, выделяемая текучая среда с низкой вязкостью и высокой проницаемостью проникает через верхний лист и затем задерживается во внутренних пространствах 1k или задерживается на поверхности листа нижнего слоя, если лист расположен ниже. В обоих случаях части, в первую очередь соприкасающиеся с поверхностью кожи, представляют собой верхние части 11 первых выступающих частей, и затруднен контакт с кожей для вышеупомянутых задержанных выделяемых текучих сред или экскрементов. Благодаря этому, даже после того, как выделяются моча, кал, менструальная кровь и вагинальные выделения, они в значительной степени нейтрализуются, и сохраняется предельно хорошая сухая текстура.
В варианте осуществления основная структура и отличительные особенности нетканого материала согласно данному варианту осуществления будут описаны более подробно, причем вышеупомянутые основные структуры, представленные на фиг. 5-7, просто иллюстрируют модельную форму. Нетканый материал в варианте осуществления содержит первую выступающую часть 1 и вторую выступающую часть 2 (показаны штриховой линией), и каждая из них представлена как простой круг на фиг. 5. Размеры кругов слегка различаются для отличия и не совпадают с формами и размерами и т.п., которые представлены на фиг. 1 и т.п. В нетканом материале согласно варианту осуществления первые выступающие части 1 и вторые выступающие части 2 расположены в сетчатом расположении. Другими словами, когда первая линия k1, вторая линия k2 и третья линия k3 рассматриваются в заданном направлении, первые выступающие части 1 и вторые выступающие части 2 на каждой линии расположены поочередно, и когда выступающие части на каждой линии выступают в направлении (направление y) с наклоном к каждой линии на поверхности листа, первые выступающие части и вторые выступающие части перекрываются на линиях, смежных друг с другом. Кроме того, на линии n и на линии n+2 первые выступающие части 1 и вторые выступающие части 2 перекрываются друг с другом. Таким образом, в варианте осуществления, когда первые выступающие части и вторые выступающие части на линии k1 движутся параллельно направлению y, части перекрываются с первыми выступающими частями и вторыми выступающими частями на линии k3. Однако настоящее изобретение не предназначено для ограничения этим, и вышеупомянутые первая выступающая часть и вторая выступающая часть, которые смежны друг с другом, могут иметь промежутки.
Стеночная часть 3 образована между первой выступающей частью 1 и второй выступающей частью 2. При наблюдении от выступающей части 1 в центре, как представлено на фиг. 5, образуются четыре секции 31, 32, 33 и 34 стеночной части, которые являются непрерывными от вторых выступающих частей 2 со всех сторон. Четыре секции 31-34 стеночной части присоединены к секциям 31', 32', 33' и 34'стеночной части в направлении поверхности листа, и они соединяются, составляя кольцевую стеночную часть 3. Краевые линейные части, подобные возвышению, существуют между секциями 31', 32', 33' и 34' стеночной части и первой выступающей частью, смежной с ними на первой стороне поверхности, и данные части представляют собой гофрированные части (соединительные части) 6, которые образуют гофрированные части 61-64, соответствующие каждой из вышеупомянутых секций 31'-34' стеночной части. Термин «кольцевой» в настоящем изобретении не является ограниченным при том условии, что в горизонтальной проекции образуется непрерывная бесконечная форма, и можно принять любую форму, такую как круг, эллипс, прямоугольник или многоугольник в горизонтальной проекции. Чтобы предпочтительно сохранять непрерывное состояние листа предпочтительным является круг или эллипс. Кроме того, термин «кольцевой» в отношении объемных форм включает любые кольцевые структуры, имеющие такие формы как круглый цилиндр, наклонный круглый цилиндр, эллиптический круглый цилиндр, усеченный конус, усеченный наклонный конус, усеченный эллиптический конус, усеченная четырехугольная пирамида и усеченная наклонная четырехугольная пирамида, и чтобы обеспечить непрерывный лист, предпочтительными являются такие формы, как круглый цилиндр, эллиптический круглый цилиндр, усеченный конус и усеченный эллиптический конус. Гофрированная или подобная гофрированной форма в настоящем изобретении означает, что когда внутренние пространства 1k первых выступающих частей или внутренние пространства 2k вторых выступающих частей рассматриваются как углубления, непрерывная часть представляет собой возвышающуюся выступающую часть между двумя углублениями, и обычно она имеет поверхность в направлении, почти совпадающем с направлением поверхности листа нетканого материала.
Фиг. 6(a) представляет вид, иллюстрирующий стеночную часть 3, представленную на фиг. 5, развернутый и выраженный в модели прямоугольника, и проиллюстрированные на чертеже линии g1a и g1b представляют направления ориентации волокон. Чтобы представить положение стеночных частей, когда вышеупомянутую кольцевую стеночную часть рассматривают как круглый цилиндр, наблюдаемый как горизонтальное сечение на поверхности, перпендикулярной к его образующей, добавляя обозначения 31-34, чтобы проиллюстрировать различные положения через каждые 90° относительно центра. Как представлено на фиг. 6(a), стеночная часть 3 в варианте осуществления имеет ориентацию вдоль восходящего направления стеночной части (направление, соединяющее первую выступающую часть и вторую выступающую часть) по существу в любой точке в направлении поверхности, определенном как первое направление и второе направление. Использование термина «по существу» в настоящем документе означает, что можно частично включать положения без ориентации, и ориентацию следует рассматривать как все, что в некоторой степени предпочтительно проявляет каждую функцию, как описано выше. Как правило, это означает исключение случая расположения различных ориентаций в машинном направлении и поперечном направлении, такого как традиционные примеры, описанные ниже, и является предпочтительным, чтобы существовало расположение с вышеупомянутой заданной ориентацией волокон, по меньшей мере, в машинном направлении и поперечном направлении.
В настоящем документе термин «MD» означает направление, в котором листовой материал, такой как нетканый материал, перемещается в процессе производства. Термин «MD» представляет собой сокращение «машинное направление», которое также называют «направление потока». С другой стороны, термин «CD» означает направление, перпендикулярное к машинному направлению. Термин «CD» представляет собой сокращение «поперечное направление».
В варианте осуществления, части, имеющие устойчивую ориентацию (линия g1b), находятся в положении 0° (секция 31 стеночной части) и в положении 180° (секция 33 стеночной части), которые смещены по направлению ко второй стороне поверхности (z2). С другой стороны, части, имеющие устойчивую ориентацию (линия g1a), находятся в положении 90° (секция 32 стеночной части) и в положении 270° (секция 34 стеночной части), которые смещены по направлению к первой стороне поверхности (z1). Хотя секции 31'-34' стеночной части не представлены на чертеже, поскольку это усложняет чертеж, происходит то же самое, и части имеют в целом одинаковую ориентацию волокон. Однако, когда положения стеночной части, иллюстрирующие устойчивую ориентацию, изменяются от 31, до 32, 33, 34, в соответствующих промежуточных положениях, ориентация постепенно изменяется, и в результате этого образуется структурная ориентация кольцевой стеночной части в целом. Вследствие этого возникают определенные амортизационные свойства, как описано выше в варианте осуществления.
С другой стороны, например, в том случае, где в нетканом материале изготовлены полости, образованные путем сплавления волокнистого полотна перед формованием, путем тиснения и т.п., волокна сплавляются друг с другом перед изготовлением полостей, и, таким образом, ориентация волокон не изменяется. Как правило, когда кольцевая стеночная часть (или стеночная часть, которая выступает в форме кольца в проекции Меркатора разделяется через каждые 90° в горизонтальной проекции, как представлено на фиг. 6(b), ориентация волокон листа во время сплавления остается, и, таким образом, ориентации волокон являются различными в каждом разделенном положении. В частности, как представлено на чертеже, волокна ориентированы в восходящем направлении стеночной части (линия g1c) в ее секциях 31 и 33, и при этом ориентированы в перпендикулярном к нему направлении (линия g2) в секциях 32 и 34 стеночной части. Когда изготавливают нетканый материал, волокна, как правило, ориентированы в машинном направлении и непосредственно сплавляются, и, таким образом, волокна стеночной части поперечного сечения в машинном направлении ориентированы в соответствующем восходящем направлении, в то время как для поперечного сечения в поперечном направлении волокна ориентированы в направлении, перпендикулярном к восходящему направлению.
Фиг. 7 представляет направление ориентации (линия g3) волокон в качестве модели с использованием извлечения одной из вторых выступающих частей 2, представленных на фиг. 5. Чтобы определить положение, обозначения для секций стеночной части указаны в соответствующих им положениях. Как представлено на чертеже, вариант осуществления имеет радиальную ориентацию волокон, сходящихся по направлению к верхней части 21 второй выступающей части 2. Другими словами, чтобы одновременно разъяснить взаимосвязь с вышеупомянутой стеночной частью, это показывает, что волокна ориентированы таким образом, что они сходятся по направлению к верхней части 21 второй выступающей части через вторую выступающую часть 2 от стеночной части 3 вдоль направления поверхности листа. Соответственно, за счет присутствия радиальной ориентации волокон по направлению к верхней части 21 второй выступающей части создаются превосходные амортизационные свойства, таким образом, в результате этого получается выступающая часть, менее склонная к разрушению, и форма легко восстанавливается, даже несмотря на то, что возникает деформация.
Далее будет описана первый структурный признак (первый аспект) такого нетканого материала 10 согласно аспекту.
Как описано выше, стеночная часть является кольцевой согласно аспекту, и ориентации волокон различаются между частями стеночной части, которые пересекает виртуальная линия (например, штрихпунктирная линия j1 на фиг. 5), проходящая через центральную точку на ее горизонтальном сечении вдоль первого направления на поверхности, и между частями стеночной части, которые пересекает виртуальная линия (например, штрихпунктирная линия j2 на фиг. 5), проходящая через центральную точку вдоль второго направления на поверхности. Данное различие не вызвано конфигурацией, в которой ориентация нетканого материала сохраняется перед формованием, как в представленном выше традиционном примере, и, таким образом направления ориентации различаются при наблюдении поверхности стенки. Оно вызвано режимом, в котором волокна формуют в состоянии перед закреплением волокон путем сплавления, и т.п. (что представляет собой волокнистое полотно в состоянии переплетения волокон), и, таким образом, ориентация волокон изменяется согласно направлению деформации полотна вместе с окружающими волокнами.
Согласно аспекту, ориентация волокон постепенно изменяется от первой выступающей части или второй выступающей части к стеночной части, в частности, в частях стеночной части, которые пересекает виртуальная линия (например, штрихпунктирная линия j2 на фиг. 5) вдоль второго направления на поверхности. Однако когда образуется состояние постепенных изменений, в частности, структура нетканого материала путем переплетения волокон (или сплавления между волокнами), и в волокнах отсутствует большое отверстие, угол ориентации постепенно изменяется от выступающей части к стеночной части. Предпочтительно волокна находятся в состоянии, в котором размер отверстия как диаметр эквивалентного круга (диаметр круга, когда измеренная площадь считается кругом), вычисляемый по площади каждого отверстия между двумя волокнами путем анализа соответствующего изображения и т.п., составляет 300 мкм или менее, однако угол ориентации вокруг выступающей части представляет собой значение, близкое к 0°, и представляет значение, близкое к 90°, в стеночной части.
Согласно аспекту, волокна в стеночной части имеют ориентацию волокон вдоль направления, соединяющего первую выступающую часть и вторую выступающую часть, как описано выше. Таким образом, волокна имеют ориентацию в направлении толщины. В настоящем изобретении, волокна имеют ориентацию в направлении толщины, и это означает, что волокна ориентированы в направлении толщины, и, в частности, означает, что угол ориентации составляет от 50° до 130°, и устойчивость ориентации составляет 1,05 или более при измерении способом, описанным ниже. Угол ориентации волокон стеночной части не является ограниченным, и ориентация волокон имеет предпочтительно большой угол ориентации (70° или более) и предпочтительнее устойчивость ориентации 1,1 или более и угол ориентации от 70 до 110° для использования в качестве верхних листов для гигиенических прокладок, одноразовых подгузников и т.п. для цели абсорбции выделяемых организмом текучих сред, имеющих относительно низкую вязкость.
Согласно аспекту, ориентация волокон (q11) верхней части 11 первой выступающей части и ориентация волокон (q21) верхней части второй выступающей части является различной. Если не определено другое условие, способ измерения ориентации волокон в настоящем изобретении представляет собой способ, проиллюстрированный в примере. Здесь значение термина «ориентация волокон» представляет собой понятие, которое составляют угол ориентации и устойчивость ориентации волокон. Для ориентации волокон обозначение каждой части представлено как подстрочный индекс, и значение с буквой «q» представляет собой ориентацию волокон. Кроме того, плотность волокон (r) и т.п. также выражают согласно вышеупомянутому правилу.
Согласно аспекту, верхняя часть 11 первой выступающей части имеет ориентацию волокон (q11) в направлении толщины, и верхняя часть второй выступающей части не имеет ориентации волокон (q21) в направлении толщины. Ориентация волокон (q11) верхней части первой выступающей части предпочтительно имеет угол ориентации от 50° до 130° и устойчивость ориентации 1,05 или более. Вследствие этого, текучая среда легко движется ко второй выступающей части, и кожа эффективно сохраняется сухой на первой стороне поверхности. Ориентация волокон (q21) верхней части второй выступающей части предпочтительно имеет угол ориентации, составляющий 0° или более и менее чем 50° или более чем 130° и 180° или менее, и устойчивость ориентации менее чем 1,05. Вследствие этого, прочность на растяжение листа нетканого материала в машинном направлении и поперечном направлении можно поддерживать в хорошем балансе, что может предотвратить разрыв и растяжение листа во время его использования. Когда ориентация волокон верхней части первой выступающей части выше, чем ориентация волокон верхней части второй выступающей части (q11>q21), первая выступающая часть легче деформируется под действием давления, чем вторая выступающая часть, и действия свойств превосходной гибкости и деформации проявляются как функция.
Что касается ориентации волокон верхней части 21 второй выступающей части нетканого материала 10 согласно аспекту, ориентация волокон (q21a) первой стороны поверхности и ориентация волокон (q21b) второй стороны поверхности являются по существу одинаковыми. Это показывает, что радиальная ориентация волокон по направлению к верхней части 21 второй выступающей части существует на первой стороне поверхности и второй стороне поверхности, и образующиеся выступающие части менее склонны к разрушению, и улучшается их восстановление после деформации. Кроме того, что касается верхнего листа абсорбирующего изделия, легче происходит перенос текучей среды с верхней стороны на нижнюю сторону.
Согласно аспекту, количество волокон (u1) первой выступающей части и количество волокон (u2) второй выступающей части являются по существу одинаковыми. Если не определено другое условие, способ измерения количество волокон в настоящем изобретении представляет собой способ, описанный ниже. Вследствие этого, искривление менее склонно к возникновению во время деформации под действием давления и т.п., и предпочтительно восстановление формы легко происходит при снятии давления. Кроме того, поскольку количество волокон в нетканом материале является почти одинаковым, значения физических свойств, таких как прочность нетканого материала, являются устойчивыми, и изменения ощущений неровностей и обрывов волокон менее склонны к возникновению, что является предпочтительным.
По существу одинаковые количества волокон могут представлять собой степень, в которой не возникает функционально значимое различие. Количество волокон имеет одинаковое определение как поверхностная плотность или удельный вес, и если не определено другое условие, его измеряют в процессе измерения, используя способ, описанный ниже.
В нетканом материале согласно аспекту плотность волокон (r11) первой выступающей части 1 ниже, чем плотность волокон (r12) второй выступающей части (r11<r12). Если не определено другое условие, способ измерения плотности волокон в настоящем изобретении представляет собой способ, описанный ниже. В качестве справки, также описано измерение количества волокон. Плотность волокон в первой выступающей части составляет предпочтительно от 30 волокон/мм2 до 150 волокон/мм2 и предпочтительнее от 60 волокон/мм2 до 100 волокон/мм2. По вышеупомянутой причине, плотность волокон во второй выступающей части составляет предпочтительно от 150 волокон/мм2 до 600 волокон/мм2 и предпочтительнее от 300 волокон/мм2 до 550 волокон/мм2.
Измерение плотности волокон
Поверхность разреза части нетканого материала наблюдают при высоком увеличении, используя сканирующий электронный микроскоп (увеличение которого регулируется таким образом, что можно измерять поперечные сечения от 30 до 60 волокон (увеличение от 150 до 500 раз) (в данном примере использовали 150-кратное увеличение), измеряют число поперечных сечений волокон и вычисляют площадь поля зрения, в котором измеряют число поперечных сечений волокон. После этого данное значение переводят в число поперечных сечений волокон на 1 мм2, и результат определяют как плотность волокон (волокон/мм2). Измерение осуществляют в трех точках, и среднее значение определяют как плотность волокон образца. Кроме того, в качестве центра наблюдаемой части, выбрана средняя точка 11a и 11b и средняя точка 21a и 21b представленной на фиг. 2 верхней части первой выступающей части, и вторая выступающая часть представляет собой центральную часть.
Сканирующий электронный микроскоп JCM-5100 (торговое наименование), изготовленный фирмой JEOL Ltd.
Измерение количества волокон
- Толщину (S1) верхней части первой выступающей части и толщину (S2) верхней части второй выступающей части представленные на фиг. 2 измеряют путем увеличения до размера, при котором часть, измеренный цифровым микроскопом VHX-1000, изготовленный фирмой KEYENCE Corporation, достаточно входит в поле зрения, и его можно измерять (увеличение от 10 до 100 раз). Измерение осуществляют пять раз, и среднее значение используют в качестве толщины (мм) верхней части первой выступающей части или верхней части второй выступающей части образца.
- Число волокон на 1 мм2 измеряют, используя способ измерения плотности волокон, описанный выше.
- Количество волокон оценивают путем измерения числа волокон (волокна) на толщину (мм) × (на) 1 мм2. Таким образом, когда число волокон на толщину × (на) 1 мм2 верхней части первой выступающей части было почти равным числу волокон верхней части второй выступающей части, количество волокон (волокон/мм3) также определяли равным. Значение термина «почти равный» включает разность в пределах ошибки измерения.
Согласно аспекту, как описано выше, плотность волокон (r11a) на первой стороне поверхности z1 и плотность волокон (r11b) на второй стороне поверхности z2 первой выступающей части 1 находятся в отношении r11a<r11b, и, таким образом, данная часть имеет как гибкость так и способность сохранения формы. Обе эти функции, как правило, с низкой вероятностью существуют в таком нетканом материале, однако за счет создания определенной высокой и низкой плотности волокон, как описано выше, возникает часть со структурной деформацией за счет сжатия извне, и в данной части образуется структура, сохраняющая эту часть, и обеспечиваются вышеупомянутые функции. Например, в верхней части 11 первой выступающей части волокна на второй стороне поверхности являются «плотными», и, таким образом, относительно жесткая часть включается в работу как мостовая опора. Первая сторона поверхности является мягкой, в целом нежесткой и сохраняющей достаточную гибкость.
Плотность волокон на первой стороне поверхности первой выступающей части составляет предпочтительно от 10 волокон/мм2 до 50 волокон/мм2, и плотность волокон на второй стороне поверхности составляет предпочтительно от 20 волокон/мм2 до 100 волокон/мм2. Предпочтительнее плотность волокон (r11a) на первой стороне поверхности первой выступающей части составляет предпочтительно от 15 волокон/мм2 до 30 волокон/мм2, и плотность волокон (r11b) на второй стороне поверхности составляет предпочтительно от 45 волокон/мм2 до 70 волокон/мм2. Что касается эффекта, в котором соотношение (r11b/r11a) между плотностью волокон на первой стороне поверхности и плотностью волокон на второй стороне поверхности первой выступающей части составляет от 2 до 5, в дополнение к гибкости и другим свойствам, описанным выше, можно получать хорошую проницаемость текучей среды вследствие повышения усилия втягивания текучей среды.
Технические условия измерения нетканого материала согласно аспекту будут описаны ниже.
Что касается толщины листа, общая толщина нетканого материала при низком давлении (0,05×103 Па) называется толщиной листа (T) (далее в настоящем документе T означает толщину при низком давлении (0,05×103 Па)), и местная толщина неравномерно изогнутого листа для отличия называется толщиной слоя (S) (см. фиг. 2). Толщину листа (T) можно надлежащим образом регулировать в зависимости от применения, и она составляет предпочтительно от 0,5 мм до 10 мм и предпочтительнее от 1 мм до 5 мм в зависимости от применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий. При соблюдении данного диапазона можно получать предпочтительное ощущение амортизации. Толщина слоя может различаться в каждой части листа, и ее можно надлежащим образом регулировать в зависимости от применения. В случае применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий толщина слоя (S1) верхней части первой выступающей части составляет предпочтительно от 0,2 мм до 3,0 мм и предпочтительнее 0,6 мм до 2,0 мм. Что касается предпочтительного диапазона толщины слоя, диапазон толщины слоя (S2) верхней части второй выступающей части и диапазон толщины слоя (S3) стеночной части являются такими, как указано выше. Отношение значений толщины слоя (S1), (S2) и (S3) предпочтительно представляет собой следующее: S1>S3>S2. Вследствие этого, в первой выступающей части толщина волокнистого слоя является особенно большой на поверхности кожи, и можно обеспечивать хорошее соприкосновение с кожей. С другой стороны, толщина волокнистого слоя стеночной части, второй выступающей части и стеночной части является малой, однако удельный вес является по существу таким же, как у первой выступающей части, и, таким образом, можно получать имеющий высокую плотность нетканый материал, который является менее склонным к разрушению и обладает хорошими амортизационными свойствами без потери формы.
Согласно аспекту, толщину листа (T) делят на три части первая выступающая часть 1, вторая выступающая часть 2 и стеночная часть 3, и долю каждой части определяют, как указано выше, если не определено другое условие. Таким образом, данные значения толщины определяют произвольно в зависимости от толщины листа (T) (P1=P2=P3). Однако когда эксцесс или кривизна верхней части первой выступающей части 1 и второй выступающей части 2 являются различными, относительно узкую часть в форме линии на поперечном сечении рассматривают в качестве стеночной части и 3, и области, которые отгибаются от части и обходят вокруг, можно рассматривать в качестве первой выступающей части 1 и второй выступающей части 2 (см. P1, P'2 и P'3). Согласно последнему определению, толщина (P'2) второй выступающей части 2 в нетканом материале 10 согласно аспекту больше, чем толщина (P1) первой выступающей части 1, и нетканый материал 10 имеет форму, смещенную в направлении толщины в целом. Другими словами, согласно аспекту, радиус кривизны верхней части 11 первой выступающей части 1 больше, чем радиус кривизны верхней части 21 верхней части 2 второй выступающей части 2.
Толщина на середине длины (t1) на первой стороне поверхности и толщина на середине длины (t2) на второй стороне поверхности также являются такими же, как указано выше, и, как правило, линию которую делит пополам толщину листа (T), рассматривают в качестве средней линии (средней поверхности) m, и обе толщины на середине длины (t1, t2) являются равными. Однако когда эксцесс или радиус кривизны верхней части первой выступающей части 1 и второй выступающей части 2 имеют разность, толщину может разделять положение m', принимаемое в качестве центра части в форме линии на поперечном сечении стеночной части и подлежащее определению. Согласно последнему определению, в нетканом материале согласно аспекту, толщина на середине длины t1 на первой стороне поверхности меньше, чем толщина на середине длины t2 на второй стороне поверхности.
Интервал n между линиями (см. фиг. 5), который образуют первая выступающая часть 1 и вторая выступающая часть 2, можно надлежащим образом регулировать в зависимости от применения, и он составляет предпочтительно от 1 мм до 15 мм и предпочтительнее от 2 мм до 8 мм в зависимости от применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий.
Поверхностная плотность нетканого материала согласно аспекту не является ограниченной и составляет предпочтительно от 10 до 100 г/м2 и предпочтительнее 20 до 50 г/м2 как среднее значение всего листа.
В качестве примера способа производства нетканого материала 10 согласно аспекту, включается вариант, описанный ниже. Волокнистое полотно перед сплавлением поступает из кардочесальной машины в устройство для формования полотна таким образом, чтобы был получен заданный удельный вес. Устройство для формования полотна, например, включает основание, которое имеет неровную форму и оборудовано многочисленными вентиляционными отверстиями, их приводным блоком, устройством для продувания горячего воздушного потока почти вертикально на поверхность основания и т.п.
В устройстве для формования полотна вышеупомянутое волокнистое полотно направляется в верхнюю часть основания (не показано на чертеже) с многочисленными выступами и воздухопроницаемостью. После этого горячий воздушный поток продувают в волокнистое полотно на основании при температуре, при которой каждое волокно можно надлежащим образом сплавлять, получая волокнистое полотно вдоль выступов на основании и сплавляя каждое волокно. В качестве формы выступа основания используют сплошную форму, имеющую закругленную треугольную поверхность, ориентированную в поперечном направлении. Кроме того, отверстия, через которые проникает горячий воздушный поток, оборудованы на месте, окруженном двумя выступами. Структура основания, включающая выступы и отверстия, не представляет собой структуру, в которой сочетаются многочисленные компоненты, но предпочтительно используют структуру, которая является единой и не содержит соединений. Можно использовать различные интервалы и высоты выступов основания.
Температура горячего воздушного потока в данном случае составляет предпочтительно от 100 до 180°C, и скорость воздушного потока составляет предпочтительно от 10 до 100 м/с, принимая во внимание обычные волокнистые материалы, используемые для изделий данного типа. Принимая во внимание непрерывное производство, вышеупомянутое основание включает в себя конвейерный тип или барабанный тип, который является пригодным для передачи. После продувания горячего воздушного потока можно осуществлять стадию продувания воздуха при нормальной или пониженной температуре для цели охлаждения и очистки. Используют вариант, в котором подлежащий переносу формованный нетканый материал наматывают на рулон. В нетканом материале согласно аспекту в качестве машинного направления и поперечного направления можно определять любое направление для использования.
Примеры термопластических волокон могут включать в себя полиолефины, такие как полипропилен и полиэтилен, сложные полиэфиры, полиамиды, такие как нейлон 6 и нейлон 66, полиакрилонитрилы и т.п., или двухкомпонентные волокна с центральной жилой и оболочкой или расположенных рядом волокон, состоящие из двух или более данных волокон, и т.п. Когда двухкомпонентное волокно, включающее в себя легкоплавкий компонент и тугоплавкий компонент, используют в качестве термопластического волокна, температура горячего воздушного потока, продуваемого на волокнистое полотно, предпочтительно является равной или более высокой, чем температура плавления легкоплавкого компонента, и менее высокой, чем температура плавления тугоплавкого компонента. Температура горячего воздушного потока, продуваемого на волокнистое полотно, составляет предпочтительно от температуры плавления легкоплавкого компонента + (плюс) 0°C до температуры плавления тугоплавкого компонента - (минус) 10°C, и предпочтительнее от температуры плавления легкоплавкого компонента + (плюс) 5°C до температуры плавления тугоплавкого компонента - (минус) 20°C. Волокнистое полотно и нетканый материал включают в себя термопластическое волокно, составляющее предпочтительно от 30 до 100 мас.% и предпочтительнее от 40 до 80 мас.%. Волокнистое полотно и нетканый материал могут включать волокно, у которого первоначально отсутствуют термоплавкие свойства (например, натуральное волокно, такое как хлопок и целлюлоза, вискозное и ацетатное волокно и т.д.).
Далее представлено описание второй структурной отличительной особенности (второго аспекта) нетканого материала 10 в данном варианте осуществления. Характерная структура как второй аспект нетканого материала 10 не представляет собой структуру, которая независимо и исключительно относится к структурным отличительным особенностям первого аспекта, и если это не приводит к противоречиям, структурные отличительные особенности могут сосуществовать друг с другом, и их можно сочетать надлежащим образом.
Далее будут описаны свойства задерживания экскрементов в качестве отличительной особенности нетканого материала 10 согласно второму варианту осуществления. Нетканый материал согласно данному аспекту является особенно эффективным, когда его используют в качестве верхнего листа для одноразовых подгузников, и он имеет превосходные удерживающие свойства и свойства предотвращения диффузии жидкого стула, имеющего высокую вязкость или находящегося в состоянии суспензии. Это зависит от удерживающих свойств, проявляющихся, в частности, в виде функции внутренних пространств 2k вторых выступающих частей, как описано выше, и в данном случае зависит от функции, согласно которой вторые выступающие части являются менее склонными к деформации при приложении давления, и, таким образом, жидкий стул является менее склонным к протеканию в смежные с ним внутренние пространства, поскольку внутренние пространства 2k разделяют соединительные части (гофрированные части) 6, как описано ниже, и они существуют независимо.
В результате подавляется диффузия жидкого стула, и можно предотвратить, например, ситуацию, в которой жидкий стул вытекает из подгузника. Кроме того, первые выступающие части, которые гибко трансформируются, выступают в качестве частей, поддерживаемых кожей, и эластичность стеночной части своим действием сохраняет независимые внутренние пространства 2k, имеющие сопротивление сжатию. Вследствие этого жидкий стул, задержанный внутренним пространством 2k второй выступающей части, остается задержанным в пространстве, имеющем структуру чашеобразной формы, и чрезмерная диффузия жидкого стула подавляется даже когда, например, ребенок движется и садится на пол. Кроме того, давление, прикладываемое к нетканому материалу, согласно данному аспекту, сначала распределяется по поверхности (ограничивающая давление поверхность) за счет деформации, где контактные точки первой выступающей части на коже распространяются по форме поверхности, и после этого верхняя поверхность части структуры чашеобразной формы соприкасается с кожей, что сразу дополнительно увеличивает ограничивающую давление поверхность, и, таким образом, форма легко сохраняется; кроме того, нетканый материал является мягким и нежным при соприкосновении, и выделяющийся жидкий стул менее склонен прилипать к коже за счет поддерживающей функции первой выступающей части и стеночной части. При ношении отсутствует ощущение липкости, и предпочтительно предотвращается опрелость кожи. Эффекты, за счет которых предотвращается диффузия жидкого стула, и жидкий стул становится менее склонным к прилипанию к коже, выражаются оценкой количества жидкого стула, прилипающего к коже, и площади диффузии жидкого стула, как описано ниже.
За счет вышеупомянутой гофрированной части (соединительной части) 6 первые выступающие части присоединяются друг к другу, и вторые выступающие части отделяются друг от друга. В частности, как представлено на фиг. 5, первые выступающие части присоединяются друг к другу посредством гофрированных частей (соединительных частей) 61-64, образуя внутренние пространства 2k с независимой чашеобразной структурой. С другой стороны, вторые выступающие части отделены друг от друга гофрированными частями (соединительными частями) 61-64, образуя непрерывные внутренние пространства 1k. Вследствие этого переменная текучесть под действием давления улучшается, обеспечивая хорошее ощущение при ношении, и блокирующие свойства последующего удерживания экскрементов являются превосходными, и можно эффективно подавлять и предотвращать их диффузию. Таким образом, когда давление не приложено, внутренние пространства 2k, которые разделяет соединительная часть (гофрированная часть), существуют независимо, и поэтому эффект подавления диффузии является превосходным при выделении стула. Когда прикладывается давление, хотя первая выступающая часть деформируется, эту деформацию останавливает гофрированная часть, и, таким образом, превосходными оказываются блокирующие свойства последующего удерживания экскрементов, диффузию которых можно предотвращать более эффективно. В настоящем изобретении, когда внутреннее пространство 1k первой выступающей части или внутреннее пространство 2k второй выступающей части рассматривают в качестве углубления, термин «гофрированный» «в форме гофра» означает непрерывную часть холмообразного выступа между двумя углублениями, и, как правило, она имеет поверхность, ориентированную почти в том же направлении, как направление поверхности листа нетканого материала.
В нетканом материале согласно аспекту плотность волокон в первой выступающей части ниже, чем плотность волокон во второй выступающей части. Вследствие этого, первая выступающая часть надлежащим образом разрушается под действием сжатия, отсутствует ощущение зуда на коже, и можно обеспечивать мягкое прикосновение к коже. С другой стороны, вторая выступающая часть является менее склонной к разрушению, и обладает превосходными свойствами сохранения формы и последующего удерживания экскрементов, хорошими амортизационными свойствами без потери формы и превосходными свойствами предотвращения диффузии задержанных веществ. Плотность волокон оценивают путем измерения числа волокон на 1 мм2. Таким образом, когда число волокон на 1 мм2 увеличивается, плотность волокон становится высокой.
По вышеупомянутой причине, плотность волокон в первой выступающей части составляет предпочтительно от 30 волокон/мм2 до 130 волокон/мм2 и предпочтительнее от 50 волокон/мм2 до 100 волокон/мм2. По вышеупомянутой причине, плотность волокон во второй выступающей части составляет предпочтительно от 250 волокон/мм2 до 500 волокон/мм2 и предпочтительнее от 300 волокон/мм2 до 450 волокон/мм2. Кроме того, разность между плотностью волокон в первой выступающей части и плотностью волокон во второй выступающей части составляет предпочтительно 150 волокон/мм2 или более.
Согласно аспекту, толщина (Tp) в условиях давления 3,5×103 Па составляет предпочтительно от 20 до 70% и предпочтительнее от 30 до 60% толщины (T) при низком давлении (0,05×103 Па). Когда толщина (Tp) в условиях давления равняется или составляет менее чем вышеупомянутый верхний предел толщины (T) при низком давлении, происходит гибкая деформация, когда носители движутся и садятся, и с малой вероятностью ощущаются затруднения, что является предпочтительным. Кроме того, нетканый материал не полностью разрушается при вышеупомянутом нижнем пределе или более высоком давлении, его объемная форма может сохраняться, и, таким образом, свойства задерживания экскрементов могут проявляться в достаточной степени. Таким образом, согласно аспекту, нетканый материал разрушается не полностью даже в условиях давления, и его объемная форма сохраняется. Таким образом, проявляются его амортизационные свойства, свойства задерживания экскрементов и свойства предотвращения диффузии, как описано выше. Предпочтительный диапазон значений толщины листа (T) будет описан ниже.
Согласно аспекту, как описано выше, волокна стеночной части имеет ориентацию волокон вдоль направления, соединяющего первую выступающую часть и вторую выступающую часть. Таким образом, в стеночной части волокна имеют ориентацию в направлении толщины. В настоящем изобретении выражение «волокна имеют ориентацию в направлении толщины» означает состояние, в котором волокна ориентированы в направлении толщины, и, в частности, означает, что угол ориентации составляет от 50° до 130°, и устойчивость ориентации составляет 1,05 или более при измерении способом, описанным ниже.
Согласно аспекту, волокна также имеют радиальную ориентацию, в которой волокна сходятся по направлению к верхней части 21 второй выступающей части 2, как представлено на фиг. 7. Таким образом, это показывает, что при описании взаимного отношения с вышеупомянутой стеночной частью волокна ориентированы так, что они сходятся по направлению к верхней части 21 второй выступающей части через вторую выступающую часть 2 от стеночной части 3 вдоль направления поверхности соответствующего листа. Соответственно, лист имеет эластичность, и твердый материал сохраняется в условиях давления за счет присутствия радиальной ориентации волокон верхней части 21 второй выступающей части. Таким образом, проявляются амортизационные свойства, свойства задерживания экскрементов и свойства предотвращения диффузии, как описано выше.
Согласно аспекту, ориентация волокон (q21) в направлении толщины в верхней части второй выступающей части ниже, чем ориентация волокон (q3) в направлении толщины стеночной части, и имеет значение, почти равное соответствующему значению обычных нетканых материалов. Вследствие этого прочность на растяжение в машинном направлении и поперечном направлении листа нетканого материала может сохраняться на высоком уровне, что может предотвращать разрыв и растяжение листа в процессе производства. С такой точки зрения является предпочтительным, чтобы угол ориентации q3 составлял от 50° до 130°, и устойчивость ориентации составляла 1,05 или более. Предпочтительно, чтобы угол ориентации q21 составлял 0° или более и менее чем 50° или более чем 130° и 180° или менее, и предпочтительно, чтобы устойчивость ориентации составляла менее чем 1,05.
Согласно аспекту, количество волокон (u1) первой выступающей части и количество волокон (u2) второй выступающей части являются по существу одинаковыми. Если не определено другое условие, способ измерения количества волокон в настоящем изобретении представляет собой способ, описанный ниже. Вследствие этого искривление является менее склонным к возникновению во время деформации под действием давления и т.п., и восстановление формы легко происходит, когда давление исчезает, что является предпочтительным. Кроме того, поскольку количество волокон в нетканом материале является почти одинаковым, значения физических свойств, таких как прочность нетканого материала, являются устойчивыми, и изменения ощущений вследствие неровностей и разрывов волокон являются менее склонными к возникновению, что является предпочтительным.
Кроме того, существенное равенство количества волокон может представлять собой степень, в которой не возникает функционально значимое различие. Кроме того, количество волокон имеет такое же определение, как поверхностная плотность или удельный вес, и если не определено другое условие, его измеряют, используя способ измерения количество волокон, представленный в первом аспекте.
В нетканом материале согласно аспекту число точек сплавления волокон (n1) в первой выступающей части ниже, чем число точек сплавления волокон (n2) во второй выступающей части. Вследствие этого первая выступающая часть надлежащим образом разрушается при сжатии, не создает ощущения зуда на коже, и может проявлять мягкое прикосновение к коже. С другой стороны, вторая выступающая часть является менее склонной к разрушению, обладает превосходными свойствами сохранения формы после удержания экскрементов, хорошими амортизационными свойствами и превосходными свойствами предотвращения диффузии задержанных веществ без потери формы. Число точек сплавления волокон определяют подсчетом числа точек сплавления волокон на 1 мм2. По вышеупомянутой причине, число точек сплавления волокон n1 составляет предпочтительно от 30 точек/мм2 до 130 точек/мм2 и предпочтительнее 50 точек/мм2 до 100 точек/мм2. По вышеупомянутой причине, число точек сплавления волокон n2 составляет предпочтительно от 250 точек/мм2 до 500 точек/мм2 и предпочтительнее от 300 точек/мм2 до 450 точек/мм2.
Технические условия измерения нетканого материала согласно аспекту будут описаны ниже.
Что касается толщины листа, общая толщина нетканого материала при низком давлении (0,05×103 Па) называется толщиной листа (T) (далее в настоящем документе T означает толщину при низком давлении (0,05×103 Па)), и местная толщина неравномерно изогнутого листа для отличия называется толщиной слоя (S) (см. фиг. 2). Толщину листа (T) можно надлежащим образом регулировать в зависимости от применения, и она составляет предпочтительно от 2 мм до 6 мм и предпочтительнее от 3 мм до 5 мм в зависимости от применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий. При соблюдении данного диапазона можно получать предпочтительное ощущение амортизации. Толщина слоя может различаться в каждой части листа, и ее можно надлежащим образом регулировать в зависимости от применения. В случае применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий толщина слоя (S1) верхней части первой выступающей части составляет предпочтительно от 0,2 мм до 3,0 мм и предпочтительнее 0,6 мм до 2,0 мм. Что касается предпочтительного диапазона толщина слоя, диапазон толщины слоя (S2) верхней части второй выступающей части и диапазон толщины слоя (S3) стеночной части являются такими, как указано выше. Отношение значений толщины слоя (S1), (S2) и (S3) предпочтительно представляет собой следующее: S1>S3>S2. Вследствие этого, в первой выступающей части толщина волокнистого слоя является особенно большой на поверхности кожи, и можно обеспечивать хорошее соприкосновение с кожей. С другой стороны, толщина волокнистого слоя стеночной части, второй выступающей части и стеночной части является малой, однако удельный вес является практически таким же, как у первой выступающей части, и, таким образом, можно получить имеющий высокую плотность нетканый материал, который является менее склонным к разрушению и обладает хорошими амортизационными свойствами без потери формы.
Согласно аспекту, толщину листа (T) делят на три части первая выступающая часть 1, вторая выступающая часть 2 и стеночная часть 3, и долю каждой части определяют, как указано выше, если не определено другое условие. Таким образом, данные значения толщины определяют произвольно в зависимости от толщины листа (T) (P1=P2=P3). Однако когда эксцесс или кривизна верхней части первой выступающей части 1 и второй выступающей части 2 являются различными, относительно узкую часть в форме линии на поперечном сечении рассматривают в качестве стеночной части 3, и области, которые отгибаются от части и обходят вокруг, можно рассматривать в качестве первой выступающей части 1 и второй выступающей части 2 (см. P1, P'2 и P'3). Согласно последнему определению, толщина (P'2) второй выступающей части 2 в нетканом материале 10 согласно аспекту больше, чем толщина (P1) первой выступающей части 1, и нетканый материал 10 имеет форму, смещенную в направлении толщины в целом. Другими словами, согласно аспекту, радиус кривизны верхней части 11 первой выступающей части 1 больше, чем радиус кривизны верхней части 21 верхней части 2 второй выступающей части 2.
Толщина на середине длины (t1) на первой стороне поверхности и толщина на середине длины (t2) на второй стороне поверхности также являются такими же, как указано выше, и, как правило, линию которую делит пополам толщину листа (T), рассматривают в качестве средней линии (средней поверхности) m, и обе толщины на середине длины (t1, t2) являются равными. Однако когда эксцесс или радиус кривизны верхней части первой выступающей части 1 и второй выступающей части 2 имеют разность, толщину может разделять положение m', принимаемое в качестве центра части в форме линии на поперечном сечении стеночной части и подлежащее определению. Согласно последнему определению, в нетканом материале согласно аспекту, толщина на середине длины t1 на первой стороне поверхности меньше, чем толщина на середине длины t2 на второй стороне поверхности.
Интервал n между линиями (см. фиг. 5), который образуют первая выступающая часть 1 и вторая выступающая часть 2, можно надлежащим образом регулировать в зависимости от применения, и он составляет предпочтительно от 1 мм до 15 мм и предпочтительнее от 3 мм до 10 мм в зависимости от применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий.
Поверхностная плотность нетканого материала согласно аспекту не является ограниченной и составляет предпочтительно от 15 до 50 г/м2 и предпочтительнее 20 до 40 г/м2 как среднее значение всего листа.
В качестве примера способа производства нетканого материала 10 согласно аспекту, включается вариант, описанный ниже. Волокнистое полотно перед сплавлением поступает из кардочесальной машины в устройство для формования полотна таким образом, чтобы был получен заданный удельный вес. Устройство для формования полотна, например, включает основание, которое имеет неровную форму и оборудовано многочисленными вентиляционными отверстиями, их приводным блоком, устройством для продувания горячего воздушного потока почти вертикально на поверхность основания.
В устройстве для формования полотна горячий воздушный поток поступает для фиксации вышеупомянутого волокнистого полотна на верхнем основании (не показано на чертеже) с многочисленными выступами 9 (полотно на фиг. 2) и воздухопроницаемостью. В качестве формы выступа основания используют сплошную форму, имеющую закругленную треугольную поверхность, ориентированную в поперечном направлении. Кроме того, отверстия, через которые проникает горячий воздушный поток, оборудованы на месте, окруженном двумя выступами. Структура основания, включающая выступы и отверстия, не представляет собой структуру, в которой сочетаются многочисленные компоненты, но предпочтительно используют структуру, которая является единой и не содержит соединений. Можно использовать разнообразные интервалы и высоты выступов основания.
После этого горячий воздушный поток h (см. фиг. 2) продувают в волокнистое полотно на основание при температуре, при которой каждое волокно можно надлежащим образом сплавлять, образуя волокнистое полотно вдоль выступов 9 на основании и сплавляя каждое волокно. Температура горячего воздушного потока в данном случае превышает предпочтительно на 0-70°C, предпочтительнее на 5-50°C температуру плавления термопластического волокна, составляющего волокнистое полотно. После горячего воздушного потока можно осуществлять стадию продувания воздуха при нормальной или пониженной температуре для цели охлаждения и очистки. Примеры термопластических волокон могут включать в себя полиолефины, такие как полипропилен и полиэтилен, сложные полиэфиры, полиамиды, такие как нейлон 6 и нейлон 66, полиакрилонитрилы и т.п., или двухкомпонентные волокна с центральной жилой и оболочкой или расположенных рядом волокон, состоящих из двух или более данных волокон, и т.п. Когда двухкомпонентное волокно, включающее легкоплавкий компонент и тугоплавкий компонент, используют в качестве термопластического волокна, температура горячего воздушного потока, продуваемого на волокнистое полотно, предпочтительно является равной или более высокой, чем температура плавления легкоплавкого компонента, и менее высокой, чем температура плавления тугоплавкого компонента. Температура горячего воздушного потока, продуваемого на волокнистое полотно, составляет предпочтительно от температуры плавления легкоплавкого компонента + (плюс) 0°C до температуры плавления тугоплавкого компонента - (минус) 10°C, и предпочтительнее от температуры плавления легкоплавкого компонента + (плюс) 5°C до температуры плавления тугоплавкого компонента - (минус) 20°C. Волокнистое полотно и нетканый материал включают термопластическое волокно, составляющее предпочтительно от 30 до 100 мас.% и предпочтительнее от 40 до 80 мас.%. Волокнистое полотно и нетканый материал могут включать волокно, у которого первоначально отсутствуют термоплавкие свойства (например, натуральное волокно, такое как хлопок и целлюлоза, вискозное и ацетатное волокно и т.д.).
При формовании волокнистого полотна скорость горячего воздушного потока с точки зрения возможности формования и ощущения составляет предпочтительно от 20 до 130 м/с и предпочтительнее от 30 до 100 м/с. Когда скорость воздушного потока является равной или превышает нижний предел, объемный эффект становится достаточным, и эффекты амортизационных свойств и свойств задерживания экскрементов проявляются в достаточной степени, что является предпочтительным. Когда скорость воздушного потока является равной или составляющей меньше, чем верхний предел, лист не содержит отверстий, и сохраняется хорошее сопротивление сжатию. Таким образом, эффекты амортизационных свойств и свойств задерживания экскрементов могут проявляться в достаточной степени, что является предпочтительным.
Принимая во внимание непрерывное производство, вышеупомянутое основание включает в себя конвейерный тип или барабанный тип, который является пригодным для передачи. После использования горячего воздушного потока можно осуществлять стадию продувания воздуха для цели охлаждения и очистки.
Режим, в котором подлежащий переносу формованный нетканый материал наматывают на рулон включается. В нетканом материале согласно аспекту, в качестве машинного направления и поперечного направления можно определять любое направление, и является предпочтительным, чтобы продольное направление представляло собой машинное направление в модельной схеме, проиллюстрированной на фиг. 5.
Далее представлено описание третьей структурной отличительной особенности (третьего аспекта) нетканого материала 10 в данном варианте осуществления. Характерная структура как третий аспект нетканого материала 10 не представляет собой структуру, которая независимо и исключительно относится к структурным признакам первого аспекта и второго аспекта, и если это не приводит к противоречиям, структурные отличительные особенности могут сосуществовать друг с другом, и их можно сочетать надлежащим образом.
В нетканом материале 10 будет описан состав как характерная структура и третий аспект, в котором плотность волокон (r11a) на первой стороне поверхности z1 верхней части 11 первой выступающей части 1 ниже, чем плотность волокон (r11b) на второй стороне ее поверхности z2 (r11a<r11b) и соответствующая функция. Если не определено другое условие, в настоящем изобретении способ измерения плотности волокон представляет собой способ, проиллюстрированный в примере. Для плотности волокон обозначение каждой части представлено как подстрочный индекс, и значение с буквой «r» представляет собой плотность волокон. Кроме того, ориентация волокон (q) и т.п. также выражают согласно вышеупомянутому правилу.
Согласно аспекту, как описано выше, плотность волокон (r11a) на первой стороне поверхности z1 и плотность волокон (r11b) на второй стороне поверхности z2 первой выступающей части 1 связаны соотношением r11a<r11b, и, таким образом, в данной части существуют одновременно свойства гибкости и сохранения формы. Обе эти функции, как правило, с низкой вероятностью существуют в таком нетканом материале, однако за счет создания определенной высокой и низкой плотности волокон, как описано выше, возникает часть со структурной деформацией за счет сжатия извне, и в данной части образуется структура, сохраняющая эту часть, и обеспечиваются вышеупомянутые функции. Например, в верхней части 11 первой выступающей части волокна на второй стороне поверхности являются «плотными», и, таким образом, относительно жесткая часть включается в работу как мостовая опора. Первая сторона поверхности является мягкой, в целом нежесткой и сохраняющей достаточную гибкость, и, таким образом, ощущается мягкая текстура при прикосновении. Кроме того, поведение под давлением является различным на первой стороне поверхности, где ниже плотность структуры волокон, как описано выше, и на второй стороне поверхности, которая является более плотной. Вторая сторона поверхности, для которой считают, что волокна плотно уложены вдоль формы первой выступающей части, имеет амортизационные свойства вследствие структурной деформации всей первой выступающей части и способствует свойствам быстрого восстановления структуры. С другой стороны, первая сторона поверхности, для которой считают, что волокна образуют сетчатую структуру, проходящую (восходящую) от изогнутой поверхности первой выступающей части, имеет амортизационные свойства вследствие деформации затрагиваемой части и ее окрестности и способствует гибкости вследствие медленного восстановления структуры. Кроме того, в верхней части 11 первой выступающей части плотность волокон на второй стороне поверхности выше, чем плотность волокон на первой стороне поверхности, и, таким образом, текучие среды организма быстро движутся ко второй стороне поверхности, и кожа, вступающая в контакт на первой стороне поверхности, сохраняется в сухом состоянии.
Что касается плотности волокон в первой выступающей части, r11a составляет предпочтительно от 15 волокон/мм2 до 120 волокон/мм2 и предпочтительнее от 20 волокон/мм2 до 80 волокон/мм2 с точки зрения достаточного проявления вышеупомянутого эффекта. Значение r11b составляет предпочтительно от 20 волокон/мм2 до 150 волокон/мм2 и предпочтительнее от 30 волокон/мм2 до 120 волокон/мм2. Соотношение между r11a и r11b не является ограниченным, и r11a/r11b, составляет предпочтительно от 1,2 или более и 5 или менее и особенно предпочтительно 1,5 или более и 4 или менее.
Согласно аспекту, абсолютное значение (|r11a-r11b|) разности плотности волокон между обеими сторонами поверхности верхней части первой выступающей части выше, чем абсолютное значение (|r21a-r21b|) разности плотности волокон между обеими сторонами поверхности верхней части второй выступающей части. В то же время, плотность волокон (r21a) на первой стороне поверхности и плотность волокон (r21b) на второй стороне поверхности верхней части второй выступающей части являются практически одинаковыми.
Таким образом, соотношение представляет собой следующее: r21a=r21b>r11b>r11a. Вследствие этого текучие среды организма, выделяющиеся на первой стороне поверхности первой выступающей части, движутся ко второй стороне поверхности первой выступающей части, и текучие среды далее движутся ко второй выступающей части, и, таким образом, не только кожа, вступающая в контакт на первой стороне поверхности, сохраняется в более сухом состоянии, но также обратное движение текучей среды является менее склонным к возникновению, даже когда прикладывается нагрузка, когда пользователь садится.
С точки зрения достаточного проявления вышеупомянутого эффекта, плотности волокон (r21a и r21b) во второй выступающей части составляют предпочтительно от 30 волокон/мм2 до 500 волокон/мм2 и предпочтительнее от 50 волокон/мм2 до 200 волокон/мм2. Кроме того, плотности волокон r21a и r21b являются практически одинаковыми, и это может представлять собой степень, в которой функционально значительной разности не возникает, и это означает, например, что |r21a-r21b| составляет 10 волокон/мм2 или менее.
Согласно аспекту, волокна также имеют радиальную ориентацию, в которой волокна сходятся по направлению к верхней части 21 второй выступающей части 2, как представлено на фиг. 7. Таким образом, это показывает, что при описании взаимоотношения с вышеупомянутой стеночной частью волокна ориентированы так, что они сходятся по направлению к верхней части 21 второй выступающей части через вторую выступающую часть 2 от стеночной части 3 вдоль направления поверхности соответствующего листа. Соответственно, за счет присутствия радиальной ориентации волокон верхней части 21 второй выступающей части, увеличивается сопротивление нагрузке в направлении толщины выступающей части, улучшаются амортизационные свойства и свойства сохранения формы, и обратное движение текучей среды является менее склонным к возникновению, даже если прилагается нагрузка, когда пользователь садится. Кроме того, проявляется функция, в которой улучшаются свойства восстановления после снятия нагрузки.
Ориентация волокон (q11) верхней части 11 первой выступающей части и ориентация волокон (q21) верхней части второй выступающей части является различной. Если не определено другое условие, способ измерения ориентации волокон в настоящем изобретении представляет собой способ, проиллюстрированный в примере. Здесь значение ориентации волокон представляет собой понятие, которое составляют угол ориентации и устойчивость ориентации волокон. Угол ориентации волокон представляет собой понятие, показывающее, в каком направлении ориентировано в целом множество волокон, имеющих различную направленность, и форма совокупности волокон выражена в числах. Устойчивость ориентации волокон представляет собой понятие, показывающее количество волокон, проявляющих угол ориентации. Когда устойчивость ориентации составляет менее чем 1,1, волокна имеют слабую ориентацию, и когда устойчивость ориентации составляет 1,1 или более, можно сказать, что волокна имеют сильную ориентацию. Согласно аспекту, однако, ориентация волокон изменяется в зависимости от их положения. Таким образом, во время изменения положения, имеющего угол ориентации, на положение, имеющее другой угол ориентации (во время изменения положения, в котором волокна имеют высокую устойчивость ориентации, на положение, проявляющее высокую устойчивость другой ориентации), данный аспект предусматривает различные состояния, такие как состояние низкой устойчивости ориентации и состояние высокой устойчивости ориентации, путем изменения ориентации. Следовательно, даже если устойчивость ориентации волокон является низкой, является предпочтительным, чтобы угол ориентации волокон изменялся от положения, имеющего один угол сильной ориентации, до положения, имеющего угол ориентации в другом направлении, и является более предпочтительным, чтобы устойчивость ориентации была высокой. В качестве примера устойчивости ориентации согласно аспекту, верхняя часть 11 первой выступающей части предпочтительно имеет угол ориентации, составляющий от 50 до 130° и предпочтительнее от 60 до 120° по отношению к изогнутой поверхностной структуре первой выступающей части 1, и устойчивость ориентации (X11) составляет 1,05 или более и предпочтительнее 1,15 или более. С другой стороны, во второй выступающей части, волокна ориентированы так, что они сходятся по направлению к верхней части 21, как описано выше, и, таким образом, угол ориентации волокон представляет собой угол ориентации от 0 до 40° или от 140° до 180° по отношению к изогнутой поверхностной структуре второй выступающей части 2, и предпочтительнее угол ориентации составляет от 0 до 30° или 150° до 180°, и устойчивость ориентации (X21) верхней части составляет 1,05 или более и предпочтительнее 1,15 или более. За счет различной ориентации волокон верхней части, возникает различное поведение при сжатии, и в верхней части первой выступающей части проявляются амортизационные свойства вследствие деформации затрагиваемой части и ее окрестности. Во второй выступающей части легко возникает структурная деформация, такая как отклонение всей выступающей части, однако вторая выступающая часть имеет структуру волокон, которые сходятся по направлению к вышеупомянутой верхней части, и, таким образом, проявляется действие, в котором подавление деформация и легкое восстановление после деформации обеспечиваются вследствие сопровождающей деформации в различных направлениях для различных положений посредством деформации в определенном направлении при наблюдении от верхней поверхности.
Кроме того, если не определено другое условие, в настоящем изобретении, направление вдоль направления толщины листа представляет угол ориентации, составляющий 90°, и это соответствует направлению Z, представленному на фиг. 2.
Что касается ориентации волокон верхней части 21 второй выступающей части в нетканом материале 10 согласно аспекту, ориентация волокон (q21a) первой стороны поверхности и ориентация волокон (q21b) второй стороны поверхности являются по существу одинаковыми. Вследствие этого, вторая выступающая часть имеет однородную структуру, и таким образом, свойства сохранения формы и свойства восстановления формы являются превосходными, как описано выше, и текучие среды организма легко движутся вследствие ориентации по направлению к верхней части в целом. В настоящем описании практическое совпадение ориентации означает, что разность углов составляет 20° или менее и предпочтительнее 10° или менее, и разность устойчивости ориентации составляет 0,5 или менее и предпочтительнее 0,3 или менее, причем, когда угол ориентации составляет более чем 90°, его пересчитывают в угол от 0 до 90° (угол восхождения от 180°). Интервал устойчивости ориентации между q21a и q21b не является ограниченным, и он составляет предпочтительно 1,05 или более и предпочтительнее 1,15 или более, принимая во внимание свойства сохранения формы и свойства восстановления формы вторых выступающих частей.
Согласно аспекту, количество волокон (u1) первой выступающей части и количество волокон (u2) второй выступающей части являются практически одинаковыми. Если не определено другое условие, способ измерения количества волокон в настоящем изобретении представляет собой способ, описанный ниже. Вследствие этого, искривление является менее склонным к возникновению во время деформации под действием давления и т.п., и восстановление формы легко происходит, когда снимается давление, что является предпочтительным. Кроме того, поскольку количество волокон в нетканом материале является почти одинаковым, значения физических свойств, таких как прочность нетканого материала, являются устойчивыми, и изменения ощущений вследствие неровностей и разрывов волокон являются менее склонными к возникновению, что является предпочтительным.
Кроме того, существенное равенство количества волокон может представлять собой степень, в которой не возникает функционально значимое различие. Кроме того, количество волокон имеет такое же определение, как поверхностная плотность или удельный вес, и если не определено другое условие, его измеряют, используя способ измерения количества волокон, представленный в первом аспекте.
Как описано ниже, толщина первой выступающей части больше, чем толщина второй выступающей части, и, таким образом, может возникать различие степени разреженности волокон. Таким образом, возникает градиент плотности волокон между обеими частями, и текучие среды организма легко перемещаются в абсорбирующий элемент, что является предпочтительным.
Технические условия измерения нетканого материала согласно данному варианту осуществления будут описаны ниже.
Что касается толщины листа, общая толщина нетканого материала при низком давлении (0,05×103 Па) называется толщиной листа (T) (далее в настоящем документе T означает толщину при низком давлении (0,05×103 Па)), и местная толщина неравномерно изогнутого листа для отличия называется толщиной слоя (S) (см. фиг. 2). Толщину листа (T) можно надлежащим образом регулировать в зависимости от применения, и она составляет предпочтительно от 1 мм до 7 мм и предпочтительнее от 1,5 мм до 5 мм в зависимости от применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий. При соблюдении данного интервала можно получать предпочтительное ощущение амортизации. Толщина слоя может различаться в каждой части листа, и ее можно надлежащим образом регулировать в зависимости от применения. В случае применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий толщина слоя (S1) верхней части первой выступающей части составляет предпочтительно от 0,1 мм до 3 мм и предпочтительнее 0,4 мм до 2 мм. Что касается предпочтительного диапазона толщина слоя, диапазон толщины слоя (S2) верхней части второй выступающей части и диапазон толщины слоя (S3) стеночной части являются такими, как указано выше. Отношение значений толщины слоя (S1), (S2) и (S3) предпочтительно является : S1>S3>S2. Вследствие этого, в первой выступающей части степень разреженности волокон является особенно большой на поверхности кожи (разреженная), и можно обеспечивать хорошее соприкосновение с кожей. С другой стороны, степень разреженности волокон в стеночной части, второй выступающей части и в стеночной части является малой (плотная). Можно получить имеющий высокую плотность нетканый материал, который является менее склонным к разрушению и обладает хорошими амортизационными свойствами без потери формы и обладающий превосходной скоростью абсорбции текучих сред тела.
Согласно аспекту, толщину листа (T) делят на три части первая выступающая часть 1, вторая выступающая часть 2 и стеночная часть 3, и долю каждой части определяют, как указано выше, если не определено другое условие. Таким образом, данные значения толщины определяют произвольно в зависимости от толщины листа (T) (P1=P2=P3). Однако когда эксцесс или кривизна верхней части первой выступающей части 1 и второй выступающей части 2 являются различными, относительно узкую часть в форме линии на поперечном сечении рассматривают в качестве стеночной части 3, и области, которые отгибаются от части и обходят вокруг, можно рассматривать в качестве первой выступающей части 1 и второй выступающей части 2 (см. P1, P'2 и P'3). Согласно последнему определению, толщина (P'2) второй выступающей части 2 в нетканом материале 10 согласно аспекту больше, чем толщина (P1) первой выступающей части 1, и нетканый материал 10 имеет форму, смещенную в направлении толщины в целом. Другими словами, согласно аспекту, радиус кривизны верхней части 11 первой выступающей части 1 больше, чем радиус кривизны верхней части 21 верхней части 2 второй выступающей части 2.
Толщина на середине длины (t1) на первой стороне поверхности и толщина на середине длины (t2) на второй стороне поверхности также являются такими же, как указано выше, и, как правило, линию которую делит пополам толщину листа (T), рассматривают в качестве средней линии (средней поверхности) m, и обе толщины на середине длины (t1, t2) являются равными. Однако когда эксцесс или радиус кривизны верхней части первой выступающей части 1 и второй выступающей части 2 имеют разность, толщину может разделять положение m', принимаемое в качестве центра части в форме линии на поперечном сечении стеночной части и подлежащее определению. Согласно последнему определению, в нетканом материале согласно аспекту, толщина на середине длины t1 на первой стороне поверхности меньше, чем толщина на середине длины t2 на второй стороне поверхности.
Интервал n между линиями (см. фиг. 5), который образуют первая выступающая часть 1 и вторая выступающая часть 2, можно надлежащим образом регулировать в зависимости от применения, и он составляет предпочтительно от 1 мм до 10 мм и предпочтительнее от 2 мм до 5 мм в зависимости от применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий.
Поверхностная плотность нетканого материала согласно аспекту не является ограниченной и составляет предпочтительно от 15 до 50 г/м2 и предпочтительнее от 20 до 40 г/м2 как среднее значение всего листа.
В качестве примера способа производства нетканого материала 10 согласно аспекту, включается режим, описанный ниже. Волокнистое полотно перед сплавлением поступает из кардочесальной машины в устройство для формования полотна таким образом, чтобы был получен заданный удельный вес. Устройство для формования полотна, например, включает основание, которое имеет неровную форму и оборудовано многочисленными вентиляционными отверстиями, их приводным блоком, устройством для продувания горячего воздушного потока почти вертикально на поверхность основания.
В устройстве для формования полотна сначала горячий воздушный поток поступает для фиксации вышеупомянутого волокнистого полотна на верхнем основании (не показано на чертеже) с многочисленными выступами 9 (полотно на фиг. 2) и воздухопроницаемостью. В качестве формы выступа основания используют сплошную форму, имеющую закругленную треугольную поверхность, ориентированную в поперечном направлении. Кроме того, отверстия, через которые проникает горячий воздушный поток, оборудованы на месте, окруженном двумя выступами. Структура основания, включающая выступы и отверстия, не представляет собой структуру, в которой сочетаются многочисленные компоненты, но предпочтительно используют структуру, которая является единой и не содержит соединений. Можно использовать разнообразные интервалы и высоты выступов основания.
Температура горячего воздушного потока в данном случае ниже предпочтительно на 0-70°C, предпочтительнее на 5-50°C, чем температура плавления термопластического волокна, составляющего волокнистое полотно, принимая во внимание обычные волокнистые материалы, используемые для изделий данного типа. После продувания горячего воздушного потока можно осуществлять стадию продувания воздуха при нормальной или пониженной температуре для цели охлаждения и очистки. После этого горячий воздушный поток h (см. фиг. 2) продувают в волокнистое полотно на основание при температуре, при которой каждое волокно можно надлежащим образом сплавлять, образуя волокнистое полотно вдоль выступов 9 на основании и сплавляя каждое волокно. Температура горячего воздушного потока в данном случае выше предпочтительно на 0-70°C, предпочтительнее на 5-50°C, чем температура плавления термопластического волокна, составляющего волокнистое полотно, принимая во внимание обычные волокнистые материалы, используемые для изделий данного типа. Примеры термопластических волокон могут включать полиолефины, такие как полипропилен и полиэтилен, сложные полиэфиры, полиамиды, такие как нейлон 6 и нейлон 66, полиакрилонитрилы и т.п., или двухкомпонентные волокна с центральной жилой и оболочкой или расположенных рядом волокон, состоящие из двух или более данных волокон, и т.п. Когда двухкомпонентное волокно, включающее легкоплавкий компонент и тугоплавкий компонент, используют в качестве термопластического волокна, температура горячего воздушного потока, продуваемого на волокнистое полотно, предпочтительно является равной или более высокой, чем температура плавления легкоплавкого компонента, и менее высокой, чем температура плавления тугоплавкого компонента. Температура горячего воздушного потока, продуваемого на волокнистое полотно, составляет предпочтительно от температуры плавления легкоплавкого компонента + (плюс) 0°C до температуры плавления тугоплавкого компонента - (минус) 10°C, и предпочтительнее от температуры плавления легкоплавкого компонента + (плюс) 5°C до температуры плавления тугоплавкого компонента - (минус) 20°C. Волокнистое полотно и нетканый материал включают термопластическое волокно, составляющее предпочтительно от 30 до 100 мас.% и предпочтительнее от 40 до 80 мас.%. Волокнистое полотно и нетканый материал могут включать в себя волокно, у которого первоначально отсутствуют термоплавкие свойства (например, натуральное волокно, такое как хлопок и целлюлоза, вискозное и ацетатное волокно и т.д.). После горячего воздушного потока можно осуществлять стадию продувания воздуха для цели охлаждения и очистки.
При формовании волокнистого полотна скорость горячего воздушного потока с точки зрения возможности формования и ощущения составляет предпочтительно от 20 до 150 м/с и предпочтительнее от 30 до 100 м/с. Когда скорость воздушного потока является равной или превышает нижний предел, объемный эффект становится достаточным, и эффекты амортизационных свойств и свойств задерживания экскрементов проявляются в достаточной степени, что является предпочтительным. Кроме того, обеспечиваются заданные диапазоны плотности волокон и ориентации, и, таким образом, увеличивается скорость абсорбции текучих сред организма, и уменьшается количество обратно текущей текучей среды, что является предпочтительным. Когда скорость воздушного потока является равной или составляющей меньше, чем верхний предел, лист не содержит отверстий, и сохраняется хорошее сопротивление сжатию. Таким образом, эффекты амортизационных свойств и свойств задерживания экскрементов могут проявляться в достаточной степени, что является предпочтительным. Принимая во внимание непрерывное производство, в качестве вышеупомянутого основания используют конвейерный тип или барабанный тип, который является пригодным для передачи, и используют вариант, в котором подлежащий переносу формованный нетканый материал наматывают на рулон. В нетканом материале согласно аспекту, в качестве машинного направления и поперечного направления можно определять любое направление, и является предпочтительным, чтобы продольное направление представляло собой машинное направление в модельной схеме, проиллюстрированной на фиг. 5.
Далее представлено описание четвертой структурной отличительной особенности (четвертого аспекта) нетканого материала 10 в данном варианте осуществления. Характерная структура как четвертый аспект нетканого материала 10 не представляет собой структуру, которая независимо и исключительно относится к структурным отличительным особенностям первого аспекта, второго аспекта и третьего аспекта, и если это не приводит к противоречиям, структурные отличительные особенности могут сосуществовать друг с другом, и их можно сочетать надлежащим образом.
Что касается характерных частей нетканого материала 10 согласно четвертому варианту осуществления, в том случае, где считается, что контактирующие плоские поверхности 71 и 72 (см. фиг. 8) одновременно вступают в контакт с множеством первых выступающих частей 1 и множеством вторых выступающих частей 2 в нетканом материале 10, будут описаны сетчатые пространства, образующиеся на обеих соответствующих сторонах, причем данные пространства проходят в направлении поверхности между контактирующими плоскими поверхностями и нетканым материалом. Фиг. 9 представляет форму, в которой первые выступающие части 1 и вторые выступающие части проходят и ориентируются в первом направлении (x) и втором направлении (y) на поверхности в качестве модели (направление x и направление y включают направления, представленные штрихпунктирными линиями, и направления, в которых они движутся параллельно). Каждая из первых выступающих частей 1 и вторых выступающих частей 2 (прерывистые линии), которые обозначены кругами, схематически представляет положение на горизонтальной проекции, и их центры являются почти идентичными вершинам верхних частей. Как представлено на чертеже, в нетканом материале 10 согласно аспекту вышеупомянутые сетчатые пространства V1 и V2 образуются на первой стороне поверхности и второй стороне поверхности нетканого материала, соответственно. Таким образом, на первой стороне поверхности внешнюю область ограниченного сплошной линией круга первой выступающей части 1 рассматривают как сетчатое пространство (сетчатое пространство на первой стороне поверхности) V1. С другой стороны, на второй стороне поверхности, внешнюю область ограниченного прерывистой линией круга второй выступающей части 2 рассматривают как сетчатое пространство (сетчатое пространство на второй стороне поверхности) V2. Фиг. 10 представляет собой модельный чертеж. Когда при вступлении в контакт плоской поверхности предполагается, что это поверхность состоит из жесткого материала, который не деформируется, ограниченные сплошными линиями круги и ограниченные прерывистыми линиями круги можно рассматривать как контактные поверхности, на которых разрушаются первые выступающие части и вторые выступающие части, причем данные контактные поверхности образуются при прижатии к состоящей из жесткого материала поверхности.
Далее будут представлены функции, обусловленные характерной структурой нетканого материала согласно описанному выше аспекту.
Воздухопроницаемость
В нетканом материале согласно аспекту сетчатые пространства существуют как на первой стороне поверхности так и на второй стороне поверхности, и, таким образом, диффундирует влага, выделяемая носителями, и также может эффективно диффундировать пар, выделяющийся из абсорбирующего элемента.
Абсорбционная способность (свойства диффузии текучей среды, проницаемость текучей среды)
В нетканом материале согласно аспекту сетчатые пространства существуют одновременно на первой стороне поверхности и на второй стороне поверхности, и, таким образом, когда текучая среда абсорбируется, текучая среда быстро диффундирует в сетчатые пространства, и контакт текучей среды с кожей является ограниченным. Подходящие пространства также существуют в волокнистой структуре нетканого материала, и проникновение текучей среды в сторону абсорбирующего элемента может также надлежащим образом осуществляться, равно как и диффузия текучей среды. Кроме того, когда текучая среда вытекает из абсорбирующего элемента вследствие превышения предела абсорбции и т.п., текучая среда соответствующим образом диффундирует в другие абсорбирующие части, сохраняющие абсорбирующую способность, через сетчатые пространства.
Твердость при сжатии (LC), требуемая для сохранения соответствующей мягкости и абсорбционной способности составляет предпочтительно от 0,01 до 0,35, предпочтительнее от 0,05 до 0,3 и еще предпочтительнее от 0,1 до 0,25. Нетканый материал согласно аспекту имеет твердость при сжатии (LC) в вышеупомянутом диапазоне, и, таким образом, данный материал может содержать подходящие свободные пространства, и может обеспечиваться высокая абсорбционная способность при сохранении гибкости.
Фиг. 10 представляет пояснительный вид, схематически иллюстрирующий состояние деформации нетканого материала, прижатого заданным давлением, в предположении контакта плоской поверхности, состоящей из жесткого материала, как описано выше (например, металлическое основание и прижимная плита), или при его практическом использовании. Поле зрения является таким же, как поперечное сечение, представленное на фиг. 2, и оно просто показано. В нетканом материале 10 согласно аспекту, даже в том случае, где нетканый материал прижимают в направлении поверхности при давлении 50 гс/см2 недеформируемой прижимающей поверхности, является предпочтительным, чтобы сохранялись сетчатые пространства V1 и V2 между прижимающей поверхностью и нетканым материалом. Такие свойства сохранения сетчатых пространств могут существовать только на первой стороне поверхности или на второй стороне поверхности. Таким образом, это показывает, что даже когда приложено соответствующее давление, возникает надлежащее восстановление после деформации, и нетканый материал проявляет хорошие амортизационные свойства. Давление 50 гс/см2 соответствует, например, давлению, которое возникает, когда ребенок садится, в том случае, где материал использован для действующего абсорбирующего изделия. Если не определено другое условие, измерение давления в настоящем изобретении осуществляют, используя способ, представленный в примере, который описан ниже.
Кроме того, что касается нетканого материала 10 согласно аспекту, в том случае, где нетканый материал прижимают в направлении поверхности давлением 0,5 гс/см2 недеформируемой прижимающей поверхности, соотношение (S0,5/Sa) между контактной площадью S0,5 прижимающей поверхности и нетканого материала и единичной общей площадью Sa прижимающей поверхности (когда существует пространство с площадью 1 мм2 или более в направлении поверхности, данное пространство исключается) составляет от 0,1 до 0,4, предпочтительно от 0,12 до 0,35 и особенно предпочтительно от 0,15 до 0,3. В таком диапазоне контактная площадь S0,5 меньше, чем единичная общая площадь при сжатии, и это означает, что сетчатые пространства V1 и V2 сохраняются даже при условиях сжатия, представленных на фиг. 10(b), а также означает, что нетканый материал обеспечивает превосходные ощущения, такие как мягкость или гладкость, при прикосновении. Давление, составляющее 0,5 гс/см2, соответствует, например, давлению в состоянии контакта нетканого материала и кожи, когда пользователь не садится, в том случае, если материал используют для действующего абсорбирующего изделия.
Соотношение контактной площади, которое описано выше, предпочтительно получено одновременно на первой стороне поверхности и второй стороне поверхности, но может быть получено на одной стороне. Кроме того, что касается соотношения между вышеупомянутой единичной общей площадью Sa и контактной площадью S0,5, как представлено на фиг. 9, единичная общая площадь Sa может представлять собой любую область в горизонтальной проекции нетканого материала, и предпочтительно область, включающую множество первых выступающих частей и вторых выступающих частей в равном количестве. С другой стороны, когда ограниченные сплошными линиями круги на чертеже рассматривают как контактные части первых выступающих частей и прижимающей поверхности, контактная площадь S0,5 первых выступающих частей в вышеупомянутой единичной общей площади Sa представляет собой сумму площадей заштрихованных областей. Это соотношение представляет собой вышеупомянутое соотношение контактной площади (S0,5/Sa).
Согласно аспекту, при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхности соотношение (S50/Sa) между контактной площадью S50 прижимающей поверхности и нетканого материала и единичной общей площадью Sa прижимающей поверхности составляет от 0,3 до 0,9, предпочтительно от 0,4 до 0,85 и особенно предпочтительно от 0,5 до 0,8.
В таком диапазоне контактная площадь S50 меньше, чем единичная общая площадь при сжатии (см. фиг. 10(c)), и это означает, что даже при приложении давления, например, даже когда пользователь садится, структура нетканого материала содержит пространства, и сохраняются абсорбционная способность и воздухопроницаемость. Соотношение контактной площади, как описано выше предпочтительно обеспечивается одновременно на первой стороне поверхности и на второй стороне поверхности, но может существовать только на одной стороне. Способ определения соотношения контактной площади (S50/Sa) является таким же, как в случае вышеупомянутого соотношения контактной площади (S0,5/Sa), за исключением того, что верхняя и нижняя поверхности являются другими.
Кроме того, в нетканом материале 10 согласно аспекту соотношение (T50/T0,5) между толщиной листа T50 при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхности и толщиной листа T0,5 при сжатии давлением 0,5 гс/см2 таким же образом, как описано выше, составляет предпочтительно от 0,1 до 0,4 и предпочтительнее от 0,15 до 0,35. При создании нетканого материала, имеющего эластичность в направлении толщины листа, такой нетканый материал обладает превосходными амортизационными свойствами и увеличивает абсорбционную способность в отношении быстро капающих текучих сред, а также уменьшает обратное движение текучей среды.
Согласно аспекту, волокна также имеют радиальную ориентацию, в которой волокна сходятся по направлению к верхней части 21 второй выступающей части 2, как представлено на фиг. 7. Таким образом, это показывает, что при описании соотношения с вышеупомянутой стеночной частью волокна ориентированы так, что они сходятся по направлению к верхней части 21 второй выступающей части через вторую выступающую часть 2 от стеночной части 3 вдоль направления поверхности соответствующего листа. Соответственно, проявляются функции, такие как однородность внешнего вида, свойства сохранения формы и высокой абсорбционный способности, за счет присутствия радиальной ориентации волокон верхней части 21 второй выступающей части.
Технические условия измерения нетканого материала согласно данному варианту осуществления будут описаны ниже.
Что касается толщины листа, общая толщина нетканого материала 10 при низком давлении называется толщиной листа (T) (далее в настоящем документе T означает толщину при низком давлении, и местная толщина неравномерно изогнутого листа для отличия называется толщиной слоя (S) (см. фиг. 2). Толщину листа (T) можно надлежащим образом регулировать в зависимости от применения, и она составляет предпочтительно от 1,8 мм до 4,5 мм и предпочтительнее от 2,2 мм до 4,2 мм в зависимости от применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий.
При соблюдении данного диапазона можно получать предпочтительное ощущение амортизации. Толщина слоя может различаться в каждой части листа, и ее можно надлежащим образом регулировать в зависимости от применения. В случае применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий толщина слоя (S1) верхней части первой выступающей части составляет предпочтительно от 0,1 мм до 1 мм и предпочтительнее 0,2 мм до 0,8 мм. Что касается предпочтительного диапазона толщины слоя, диапазон толщины слоя (S2) верхней части второй выступающей части и диапазон толщины слоя (S3) стеночной части являются такими, как указано выше.
В нетканом материале 10 согласно данному варианту осуществления толщина слоя S1 первой выступающей части 1, толщина слоя S2 второй выступающей части и толщина слоя S3 стеночной части являются по существу одинаковыми. Здесь термин «по существу одинаковый» означает, что при наблюдении каждого поперечного сечения они имеют почти одинаковую толщину. Изготавливая нетканый материал, имеющий такую форму, можно предпочтительно получать однородность внешнего вида, устойчивую абсорбционную способность и амортизационные свойства.
Является предпочтительным, чтобы толщина нетканого материала согласно аспекту практически не изменялась при переходе из сухого состояния во влажное состояние. Таким образом, коэффициент изменения толщины, описанный ниже, составляет предпочтительно от 85 до 115% и предпочтительнее от 90 до 110%.
Коэффициент изменения толщины (%) = толщина во влажном состоянии (мм) / толщина в сухом состоянии (мм) × 100 (численная формула 1)
Толщина в сухом состоянии
Толщина листа после выдерживания в течение 24 часов в условиях нормальной температуры (23°C) и относительной влажности 50%.
Толщина во влажном состоянии
Лист выдерживают в течение 24 часов в условиях нормальной температуры (23°C) и относительной влажности 50%. Очищенную ионным обменом воду наливают в плоский контейнер, который больше, чем лист, до высоты 10 мм. Лист помещают в контейнер и извлекают из него через один час. Эту толщину листа рассматривают в качестве толщины во влажном состоянии.
Согласно аспекту, толщину листа (T) делят на три части первая выступающая часть 1, вторая выступающая часть 2 и стеночная часть 3, и долю каждой части определяют, как указано выше, если не определено другое условие. Таким образом, данные значения толщины определяют произвольно в зависимости от толщины листа (T) (P1=P2=P3). Однако когда эксцесс или кривизна верхней части первой выступающей части 1 и второй выступающей части 2 являются различными, относительно узкую часть в форме линии на поперечном сечении рассматривают в качестве стеночной части 3, и области, которые отгибаются от части и обходят вокруг, можно рассматривать в качестве первой выступающей части 1 и второй выступающей части 2 (см. P1, P'2 и P'3). Согласно последнему определению, толщина (P'2) второй выступающей части 2 в нетканом материале 10 согласно аспекту больше, чем толщина (P1) первой выступающей части 1, и нетканый материал 10 имеет форму, смещенную в направлении толщины в целом. Другими словами, согласно аспекту, радиус кривизны верхней части 11 первой выступающей части 1 больше, чем радиус кривизны верхней части 21 второй выступающей части 2.
Толщина на середине длины (t1) на первой стороне поверхности и толщина на середине длины (t2) на второй стороне поверхности также являются такими же, как указано выше, и, как правило, линию, которая делит пополам толщину листа (T), рассматривают в качестве средней линии (средней поверхности) m, и обе толщины на середине длины (t1, t2) являются равными. Однако когда эксцесс или радиус кривизны верхней части первой выступающей части 1 и второй выступающей части 2 имеют разность, толщину может разделять положение m', принимаемое в качестве центра части в форме линии на поперечном сечении стеночной части и подлежащее определению. Согласно последнему определению, в нетканом материале согласно аспекту, толщина на середине длины t1 на первой стороне поверхности меньше, чем толщина на середине длины t2 на второй стороне поверхности.
Интервал n между линиями (см. фиг. 5), который образуют первая выступающая часть 1 и вторая выступающая часть 2, можно надлежащим образом регулировать в зависимости от применения, и он составляет предпочтительно от 1 мм до 12 мм и предпочтительнее от 2,5 мм до 6 мм в зависимости от применения в качестве верхнего листа для подгузников, гигиенических прокладок и подобных изделий.
В качестве примера способа производства нетканого материала 10 согласно аспекту, включается вариант, описанный ниже. Волокнистое полотно перед сплавлением поступает из кардочесальной машины в устройство для формования полотна таким образом, чтобы был получен заданный удельный вес. Устройство для формования полотна, например, включает основание, которое имеет неровную форму и оборудовано многочисленными вентиляционными отверстиями, их приводным блоком, устройством для продувания горячего воздушного потока почти вертикально на поверхность основания и т.п.
В устройстве для формования полотна сначала воздух при нормальной температуре (23°C) поступает для фиксации вышеупомянутого волокнистого полотна на верхнем основании (не показано на чертеже) с многочисленными выступами 9 (см. фиг. 2) и воздухопроницаемостью. После этого горячий воздушный поток h (см. фиг. 2) продувают в волокнистое полотно на основание при температуре, при которой каждое волокно можно надлежащим образом сплавлять, образуя волокнистое полотно вдоль выступов 9 на основании и сплавляя каждое волокно. В качестве формы выступа основания используют сплошную форму, имеющую закругленную треугольную поверхность, ориентированную в поперечном направлении. Кроме того, отверстия, через которые проникает горячий воздушный поток, оборудованы на месте, окруженном двумя выступами. Структура основания, включающая выступы и отверстия, не представляет собой структуру, в которой сочетаются многочисленные компоненты, но предпочтительно используют структуру, которая является единой и не содержит соединений. Можно использовать разнообразные интервалы и высоты выступов основания.
Температура горячего воздушного потока в данном случае составляет предпочтительно от 130 до 160°C, и скорость воздушного потока составляет предпочтительно от 20 до 80 м/с, принимая во внимание обычные волокнистые материалы, используемые для изделий данного типа. Принимая во внимание непрерывное производство, вышеупомянутое основание включает конвейерный тип, который является пригодным для передачи. После горячего воздушного потока можно осуществлять стадию продувания воздуха для цели охлаждения и очистки. Используют вариант, в котором подлежащий переносу формованный нетканый материал наматывают на рулон. В нетканом материале согласно аспекту, в качестве машинного направления и поперечного направления можно определять любое направление, и является предпочтительным, чтобы продольное направление представляло собой машинное направление в модельной схеме, проиллюстрированной на фиг. 5.
Примеры термопластических волокон могут включать полиолефины, такие как полипропилен и полиэтилен, сложные полиэфиры, полиамиды, такие как нейлон 6 и нейлон 66, полиакрилонитрилы и т.п., или двухкомпонентные волокна с центральной жилой и оболочкой или расположенных рядом волокон, состоящие из двух или более данных волокон, и т.п. Когда двухкомпонентное волокно, включающее легкоплавкий компонент и тугоплавкий компонент, используют в качестве термопластического волокна, температура горячего воздушного потока, продуваемого на волокнистое полотно, предпочтительно является равной или более высокой, чем температура плавления легкоплавкого компонента, и менее высокой, чем температура плавления тугоплавкого компонента. Температура горячего воздушного потока, продуваемого на волокнистое полотно, составляет предпочтительно от температуры плавления легкоплавкого компонента + (плюс) 0°C до температуры плавления тугоплавкого компонента - (минус) 10°C, и предпочтительнее от температуры плавления легкоплавкого компонента + (плюс) 5°C до температуры плавления тугоплавкого компонента - (минус) 20°C. Волокнистое полотно и нетканый материал включают термопластический волокно, составляющее предпочтительно от 30 до 100 мас.% и предпочтительнее от 40 до 80 мас.%. Волокнистое полотно и нетканый материал могут включать волокно, у которого первоначально отсутствуют термоплавкие свойства (например, натуральное волокно, такое как хлопок и целлюлоза, вискозное и ацетатное волокно и т.д.).
Как описано выше, когда присутствует характерная структура согласно четвертому аспекту, описанному выше, нетканый материал 10 имеет хорошую воздухопроницаемость, превосходные амортизационные свойства и деформационные свойства, не прилипает и является нежным по отношению к коже, и его можно предпочтительно использовать в качестве верхних листов, средних листов и т.п. для носимых изделий. В частности, когда нетканый материал используют в качестве среднего листа, можно получать высокое соответствие движениям вследствие превосходных амортизационных свойств и определенных свойств объемной деформации.
Волокнистые материалы, которые можно использовать для нетканого материала согласно настоящему изобретению, не являются ограниченными определенным образом. В частности, они включают следующие волокна: полиолефиновые волокна, такие как полиэтиленовые (PE) волокна и полипропиленовые (PP) волокна; волокна, изготовленные с использованием одного термопластического полимера, такого как полиэтилентерефталат (PET) или полиамид; двухкомпонентные волокна, имеющие структуру такого типа, как центральная жила и оболочка или два примыкающих волокна; например, предпочтительно используют волокна со структурой типа центральной жилы и оболочки, в которой компонент оболочки представляет собой полиэтилен или легкоплавкий полипропилен, и типичные примеры волокон со структурой типа центральной жилы и оболочки представляют собой волокна, в структуре которых используют PET (центральная жила)/PE(оболочка), PP (центральная жила)/PE(оболочка) или PP (центральная жила)/легкоплавкий PP (оболочка). Более конкретно, вышеупомянутые составляющие волокна предпочтительно представляют собой полиолефиновые волокна, такие как полиэтиленовые волокна, полипропиленовые волокна, полиэтиленовые двухкомпонентные волокна или полипропиленовые двухкомпонентные волокна. Здесь двухкомпонентный состав полиэтиленового двухкомпонентного волокна представляет собой полиэтилентерефталат/полиэтилен, и двухкомпонентный состав полипропиленового двухкомпонентного волокна предпочтительно представляет собой полиэтилентерефталат/легкоплавкий полипропилен, и более конкретные примеры включают PET (центральная жила)/PE (оболочка) и PET (центральная жила)/легкоплавкий PP (оболочка). Кроме того, для изготовления нетканого материала данные волокна можно использовать индивидуально, и два или более типов волокон можно использовать в сочетании.
Фиг. 11 представляет собой вид в перспективе с частичным разрезом, который схематически иллюстрирует одноразовый подгузник, в котором использован верхний лист 10 согласно данному варианту осуществления. Подгузник, проиллюстрированный на чертеже, представляет собой ленточный тип одноразового подгузника для детей, который изображен в состоянии плоского открытия в слегка согнутом виде при наблюдении изнутри (контактирующая с кожей сторона поверхности). Не стоит и говорить, что верхние листы 20, 30 и 40 (аспект 2, 3 и 4) можно использовать для одноразового подгузника 100 в варианте осуществления вместо верхнего листа 10 (данный вариант осуществления).
Одноразовый подгузник 100 в варианте осуществления содержит проницаемый для текучей среды верхний лист (нетканый материал) 10, расположенный на контактирующей с кожей стороне поверхности, непроницаемый для текучей среды нижний лист 71, расположенный на не контактирующей с кожей стороне поверхности, и расположенный между двумя этими листами абсорбирующий элемент 73 (см. фиг. 11). В качестве верхнего листа используют нетканые материалы 10 согласно вышеупомянутым вариантам осуществления, и первую выступающую сторону поверхности используют в качестве контактирующей с кожей поверхности. В варианте осуществления абсорбирующий элемент 73 расположен между нижним листом 71 и верхним листом 10. Нижний лист 71 в открытом состоянии имеет напоминающую песочные часы конфигурацию, в которой оба боковых края сужаются в центральной части c в продольном направлении, причем можно использовать один лист или множество листов. В варианте осуществления предусмотрены боковые листы 75 как предотвращающие боковое протекание оборки 72, в результате чего становится возможным эффективно предотвращать боковое вытекание текучей среды и т.п. в месте тазобедренного сустава ребенка, которое возникает вследствие движения и т.п. В подгузнике согласно варианту осуществления можно дополнительно предусмотреть функциональную структурную часть, листовой материал, и т.п. На фиг. 11 расположение и границы каждого компонента представлены не строгим образом, и данная структура не является ограниченной при том условии, что она представляет собой обычную форму подгузников такого типа.
Проиллюстрированный подгузник согласно данному варианту осуществления относится к ленточному типу, и фиксирующая лента 76 предусмотрена в клапанной части на задней стороне r. Лента 76 прикреплена к фиксирующей ленту части (не показано на чертеже), предусмотренную на клапанной части со стороны живота f, в результате чего подгузник можно носить и фиксировать. В данном случае, центральная часть c подгузника слегка отогнута внутрь, причем абсорбирующий элемент 73 расположен от части бедра до низа живота ребенка, в результате чего выделяемое вещество можно надлежащим образом абсорбировать и удерживать, используя абсорбирующий элемент 73. При его использовании в такой форме продемонстрирована хорошая текстура, амортизационные свойства и свойства задерживания экскрементов, что определенно обусловлено применением нетканого материала 10 согласно данному варианту осуществления в качестве верхнего листа. В частности, можно обеспечивать свойства задерживания экскрементов с чрезвычайно высокой эффективностью, которую невозможно получить, используя традиционный верхний лист, имеющий линейные выступы, и лист, имеющий мелкие отверстия. Например, кожа ребенка может быть предпочтительно защищена от опрелости вследствие стула в случае диареи, жидкого стула и т.п.
Нетканый материал согласно настоящему изобретению можно использовать для разнообразных применений, например, его можно предпочтительно использовать в качестве верхнего листа для абсорбирующих изделий, таких как описанные выше одноразовые подгузники, гигиенические прокладки, прокладки на каждый день, и урологические прокладки. Кроме того, включены также формы, которые используют как листы для очистки, подслои (вторые листы) для абсорбирующих изделий, впитывающих листов для ягодиц, фильтров и подобных изделий. Для них, когда нетканый материал имеет характерную структуру согласно четвертому аспекту, воздухопроницаемость, свойства диффузии текучей среды, деформационные характеристики при сжатии давлением и т.п., которые обусловлены сетчатыми структурами на обеих сторонах листа, являются превосходными, и, таким образом, нетканый материал предпочтительно используют в качестве прослойки между верхним листом и абсорбирующим элементом для подгузников, гигиенических прокладок и подобных изделий, и также включены дополнительные формы, которые используют как верхние листы, оборки, внешние листы и крылышки.
Далее настоящее изобретение будет описано для следующих вариантов осуществления, связанных с вышеупомянутыми вариантами осуществления.
1. Нетканый материал, содержащий первую выступающую часть, проходящую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, проходящую ко второй стороне поверхности как противоположной стороне от первой поверхности, в котором множество первых выступающих частей и вторых выступающих частей, поочередно через стеночные части, являются распределенным в двух направлениях - первом направлении и втором направлении, в горизонтальной проекции нетканого материала, в котором стеночная часть имеет ориентацию волокон вдоль направления, соединяющего первую выступающую часть и вторую выступающую часть, практически в любой точке в направлении поверхности, определенном как первое направление и второе направление.
2. Нетканый материал, содержащий первую выступающую часть, проходящую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, проходящую ко второй стороне поверхности как противоположной стороне от первой поверхности, в котором множество первых выступающих частей и вторых выступающих частей, поочередно через стеночные части, является распределенным и непрерывным в двух направлениях - первом направлении и втором направлении, в горизонтальной проекции нетканого материала, в котором стеночная часть образует кольцевую структуру, где плотность волокон (r1) первой выступающей части ниже, чем плотность волокон (r2) второй выступающей части.
3. Нетканый материал по п. 1 или 2, в котором первая выступающая часть и вторая выступающая часть не занимают одинаковое положение как в горизонтальной проекции так и боковой проекции, то есть обе части расположены поочередно без перекрывания.
4. Нетканый материал по любому из п.п. 1-3, в котором выступающая форма первой выступающей части представляет собой форму полушария, и выступающая форма второй выступающей части является более заостренной, чем первая выступающая часть, и представляет собой форму круглого конуса или круглого усеченного конуса с закругленной вершиной.
5. Нетканый материал по любому из п.п. 1-4, в котором первые выступающие части 1 и вторые выступающие части 2 расположены в сетчатом расположении.
6. Нетканый материал по любому из п.п. 1-5, в котором угол ориентации стеночной части составляет от 50° до 130°, и устойчивость ориентации составляет 1,05 или более, и предпочтительно устойчивость ориентации составляет 1,1 или более, и угол ориентации составляет от 70° до 110°.
7. Нетканый материал по любому из п.п. 1-6, в котором ориентация волокон (q21) верхней части второй выступающей части имеет угол ориентации, составляющий 0° или более и менее чем 50°, или более чем 130° и 180° или менее, и устойчивость ориентации менее чем 1,05.
8. Нетканый материал по любому из п.п. 1-7, в котором все первые выступающие части, которые прилегают друг к другу, и вторые выступающие части, которые прилегают друг к другу, соединенный гофрированными соединительными частями.
9. Нетканый материал по любому из п.п. 1-8, в котором плотность волокон r11 в верхней части первой выступающей части ниже, чем плотность волокон r12 в верхней части второй выступающей части.
10. Нетканый материал по любому из п.п. 1-9, в котором стеночная часть является кольцевой, и ориентации волокон различаются между частями стеночной части, которые пересекает виртуальная линия, проходящая через центральную точку на ее горизонтальном сечении вдоль первого направления на поверхности, и между частями стеночной части, которые пересекает виртуальная линия, проходящая через центральную точку вдоль второго направления на поверхности.
11. Нетканый материал по любому из п.п. 1-10, в котором ориентация волокон постепенно изменяется от первой выступающей части или второй выступающей части к стеночной части.
12. Нетканый материал по любому из п.п. 1-11, содержащий первую выступающую часть, проходящую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, проходящую ко второй стороне поверхности как противоположной стороне от первой поверхности, в котором множество первых выступающих частей и вторых выступающих частей, поочередно через стеночную часть, является распределенным в двух направлениях - первом направлении и втором направлении, в горизонтальной проекции нетканого материала, в котором плотность волокон (r11a) на первой стороне поверхности верхней части первой выступающей части ниже, чем плотность волокон (r11b) на второй стороне ее поверхности (r11a<r11b).
13. Нетканый материал по любому из п.п. 1-12, в котором плотность волокон на первой стороне поверхности первой выступающей части составляет от 10 волокон/мм2 до 50 волокон/мм2, и плотность волокон на второй стороне поверхности составляет от 20 волокон/мм2 до 100 волокон/мм2 и предпочтительнее плотность волокон (r11a) на первой стороне поверхности первой выступающей части составляет от 15 волокон/мм2 до 30 волокон/мм2, и плотность волокон (r11b) на второй стороне поверхности составляет от 45 волокон/мм2 до 70 волокон/мм2.
14. Нетканый материал по любому из п.п. 1-13, в котором абсолютное значение (|r11a-r11b|) разности плотности волокон на обеих сторонах поверхности верхней части первой выступающей части выше, чем абсолютное значение (|r21a-r21b|) разности плотности волокон на обеих сторонах поверхности верхней части второй выступающей части.
15. Нетканый материал по любому из п.п. 1-14, в котором соотношение (r11b/r11a) между плотностями волокон на первой стороне поверхности и второй стороне поверхности первой выступающей части составляет от 2 до 5.
16. Нетканый материал по любому из п.п. 1-15, в котором ориентация волокон (q11) верхней части первой выступающей части и ориентация волокон (q21) верхней части второй выступающей части являются различными.
17. Нетканый материал по любому из п.п. 1-16, в котором ориентация волокон верхней части первой выступающей части выше, чем ориентация волокон верхней части второй выступающей части (q11>q21).
18. Нетканый материал по любому из п.п. 1-17, в котором в ориентации волокон верхней части второй выступающей части ориентация волокон (q21a) на первой стороне поверхности и ориентация волокон (q21b) на второй стороне поверхности являются практически одинаковыми.
19. Нетканый материал по любому из п.п. 1-18, в котором количество волокон (u1) первой выступающей части и количество волокон (u2) второй выступающей части являются по существу одинаковыми.
20. Нетканый материал по любому из п.п. 1-19, в котором первое направление и второе направление на поверхности листа пересекаются под углом от 30° до 90°.
21. Нетканый материал по любому из п.п. 1-20, в котором первое направление и второе направление на поверхности листа пересекаются под прямым углом.
22. Нетканый материал по любому из п.п. 1-21, в котором внутренние части как первой выступающей части так и второй выступающей части являются полостями.
23. Нетканый материал по любому из п.п. 1-22, в котором как первая выступающая часть так и вторая выступающая часть являются выступающими частями в форме полушария или в форме конуса с закругленной вершиной.
24. Нетканый материал по любому из п.п. 1-23, в котором во второй выступающей части, волокна ориентированы таким образом, что они сходятся по направлению к верхней части выступающей части.
25. Нетканый материал по любому из п.п. 1-24, в котором плотность волокон в первой выступающей части составляет от 30 волокон/мм2 до 150 волокон/мм2 и предпочтительнее от 60 волокон/мм2 до 100 волокон/мм2.
26. Нетканый материал по любому из п.п. 1-25, в котором плотность волокон во второй выступающей части составляет от 150 волокон/мм2 до 600 волокон/мм2 и предпочтительно от 300 волокон/мм2 до 550 волокон/мм2.
27. Нетканый материал по любому из п.п. 1-26, в котором разность между плотностью волокон в первой выступающей части и плотностью волокон во второй выступающей части составляет 150 волокон/мм2 или более.
28. Нетканый материал по любому из п.п. 1-27, в котором интервал n между линиями, которые образуют первая выступающая часть 1 и вторая выступающая часть 2, составляет от 1 мм до 15 мм и предпочтительно от 2 мм до 8 мм.
29. Нетканый материал по любому из п.п. 1-28, в котором среднее значение поверхностной плотности всего листа составляет от 10 до 100 г/м2 и предпочтительно от 20 до 50 г/м2.
30. Нетканый материал по любому из п.п. 1-29, в котором при толщине листа (T) нетканого материала при низком давлении (0,05×103 Па) толщина (Tp) в условиях давления 3,5×103 Па составляет от 20 до 70% толщины (T) перед приложением давления.
31. Нетканый материал по любому из п.п. 1-30, в котором ориентация волокон (r21) в направлении толщины в верхней части второй выступающей части ниже, чем ориентация волокон (r3) в направлении толщины стеночной части.
32. Нетканый материал по любому из п.п. 1-31, в котором число точек сплавления волокон первой выступающей части (n1) меньше, чем число точек сплавления волокон второй выступающей части (n2).
33. Нетканый материал по любому из п.п. 1-32, в котором число точек сплавления волокон первой выступающей части (n1) составляет от 30 точек/мм2 до 130 точек/мм2 и предпочтительно от 50 точек/мм2 до 100 точек/мм2, и число точек сплавления волокон второй выступающей части (n2) составляет от 250 точек/мм2 до 500 точек/мм2 и предпочтительно от 300 точек/мм2 до 450 точек/мм2.
34. Нетканый материал по любому из п.п. 1-33, в котором отношение между толщиной слоя (S1) верхней части первой выступающей части, толщиной слоя (S2) верхней части второй выступающей части и толщиной слоя (S3) стеночной части является таким, что S1>S3>S2.
35. Нетканый материал по любому из п.п. 1-34, в котором твердость при сжатии составляет от 0,01 до 0,35, причем данный нетканый материал содержит первую выступающую часть, проходящую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, проходящую ко второй стороне поверхности как противоположной стороне относительно первой поверхности, где множество первых выступающих частей и вторых выступающих частей, поочередно через стеночную часть, является распределенным в двух направлениях первом направлении и втором направлении, в горизонтальной проекции нетканого материала, в котором при допуске одновременного сцепления контактирующих плоских поверхностей с множеством первых выступающих частей и множеством вторых выступающих частей нетканого материала на обеих сторонах образуются сетчатые пространства, распространяющиеся в направлении поверхности между контактирующими плоскими поверхностями и нетканым материалом.
36. Нетканый материал по любому из п.п. 1-35, где нетканый материал представляет собой волокнистое полотно, и его составляющие волокна сплавляются при нагревании.
37. Нетканый материал по любому из п.п. 1-36, в котором, при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхности сохраняются сетчатые пространства между прижимающей поверхностью и нетканым материалом.
38. Нетканый материал по любому из п.п. 1-37, где при сжатии нетканого материала в направлении поверхности давлением 0,5 гс/см2) недеформируемой прижимающей поверхности соотношение (S0,5/Sa) между контактной площадью S0,5 прижимающей поверхности и нетканого материала и единичной общей площадью Sa прижимающей поверхности составляет от 0,1 до 0,4.
39. Нетканый материал по любому из п.п. 1-38, где при сжатии нетканого материала в направлении поверхности давлением 0,5 гс/см2 недеформируемой прижимающей поверхности соотношение (S0,5/Sa) между контактной площадью S0,5 прижимающей поверхности и нетканого материала и единичной общей площадью Sa прижимающей поверхности составляет от 0,12 до 0,35 и предпочтительно от 0,15 до 0,3.
40. Нетканый материал по любому из п.п. 1-39, где при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхности соотношение (S50/Sa) между контактной площадью S50 прижимающей поверхности и нетканого материала и единичной общей площадью Sa прижимающей поверхности составляет от 0,3 до 0,9.
41. Нетканый материал по любому из п.п. 1-40, в котором соотношение (S50/Sa) между контактной площадью S50 прижимающей поверхности и нетканого материала и единичной общей площадью Sa прижимающей поверхности составляет от 0,4 до 0,85 и предпочтительно от 0,5 до 0,8.
42. Нетканый материал по любому из п.п. 1-41, в котором соотношение (T50/T0,5) между толщиной листа T50 при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхности и толщиной листа T0,5 при сжатии давлением 0,5 гс/см2 (таким же образом, как указано выше, составляет от 0,1 до 0,4.
43. Нетканый материал по любому из п.п. 1-42, в котором соотношение (T50/T0,5) между толщиной листа T50 при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхности и толщиной листа T0,5 при сжатии давлением 0,5 гс/см2) таким же образом, как указано выше, составляет от 0,15 до 0,35.
44. Нетканый материал по любому из п.п. 1-43, в котором толщина слоя первой выступающей части, толщина слоя второй выступающей части и толщина слоя стеночной части нетканого материала являются практически одинаковыми.
45. Нетканый материал по любому из п.п. 1-44, в котором описанный ниже коэффициент изменения толщины составляет от 85 до 115% и предпочтительно от 90 до 110%:
Коэффициент изменения толщины (%) = толщина во влажном состоянии (мм)/толщина в сухом состоянии (мм) × 100 (численная формула 1).
46. Нетканый материал по любому из п.п. 1-45, который расположен между верхним материалом и абсорбирующим элементом, образуя абсорбирующее изделие.
47. Абсорбирующее изделие, в котором нетканый материал по любому из п.п. 1-46 наносят на верхний лист, причем его первые выступающие части направлены в сторону кожи.
Примеры
Далее настоящее изобретение будет описано более подробно на основании следующих примеров, но настоящее изобретение не предназначено для ограничения данными примерами.
Примеры и сравнительные примеры по отношению к первому аспекту
Пример 1
Содержащее центральную жилу и оболочку двухкомпонентное волокно, имеющее плотность 2,4 дтекс и длину 51 мм, причем двухкомпонентное волокно включает полиэтилентерефталат в качестве центральной жилы и полиэтилен в качестве оболочки, подавали из кардочесальной машины в устройство для формования полотна таким образом, чтобы удельный вес составлял 27 г/м2. В устройстве для формования полотна вышеупомянутое волокнистое полотно фиксировали на основании (шаг 8 мм в машинном направлении, шаг 4 мм в поперечном направлении), имеющем многочисленные выступы и обладающем воздухопроницаемостью. Форма выступов основания представляла собой твердую форму с закругленной треугольной поверхностью, ориентированную в поперечном направлении и снабженную отверстиями, через которые поступал горячий воздушный поток, на месте, окруженном двумя выступами, и структура основания, включающая выступы и отверстия, представляла собой не структуру, в которой сочетались многочисленные компоненты, а структуру, которая была единой, и в которой не содержались используемые соединения. Ширина выступов в поперечном направлении составляла 1,5 мм, ширина (длина) в машинном направлении составляла 2,5 мм, и высота выступа составляла 3 мм. Горячий воздушный поток (температура 145°C, скорость воздушного потока 37 м/с) затем продували в волокнистое полотно на основание, чтобы сформовать волокнистое полотно вдоль выступов на основании и сплавить каждое из волокон со структурой типа центральной жилы и оболочки. Нетканый материал, изготовленный таким образом в результате термоплавления, извлекали и использовали как исследуемый образец нетканого материала 1.
Пример 2
Исследуемый образец нетканого материала 2 изготавливали таким же образом, как в примере 1, за исключением того, что условия горячего воздушного потока представляли собой температуру 140°C и скорость воздушного потока 37 м/с.
Пример 3
Исследуемый образец нетканого материала 3 изготавливали таким же образом, как в примере 1, за исключением того, что условия горячего воздушного потока представляли собой температуру 140°C и скорость воздушного потока 50 м/с.
Пример 4
Исследуемый образец нетканого материала 4 изготавливали таким же образом, как в примере 1, за исключением того, что условия горячего воздушного потока представляли собой температуру 145°C и скорость воздушного потока 50 м/с.
Пример 5
Исследуемый образец нетканого материала 5 изготавливали таким же образом, как в примере 1, за исключением того, что условия горячего воздушного потока представляли собой температуру 150°C и скорость воздушного потока 30 м/с.
Пример 6
Исследуемый образец нетканого материала 6 изготавливали таким же образом, как в примере 1, за исключением того, что условия горячего воздушного потока представляли собой температуру 150°C и скорость воздушного потока 37 м/с.
Пример 7
Исследуемый образец нетканого материала 7 изготавливали таким же образом, как в примере 1, за исключением того, что условия горячего воздушного потока представляли собой температуру 150°C и скорость воздушного потока 50 м/с.
Сравнительный пример 1
Используя способ, описанный в примере 1 патентной заявки JP-A-2008-25081, изготавливали исследуемый образец нетканого материала c1 с изменением поверхностной плотности. Исследуемый образец нетканого материала c1 отличался отсутствием независимых вогнутых частей вследствие наличия неровной формы в виде полосы, а также вследствие наличия отверстий. Подгузник изготавливали, используя исследуемый образец нетканого материала c1 вместо исследуемого образца нетканого материала 1 в примере.
Сравнительный пример 2
Таким же образом, как в примере 1 патентной заявки JP-A-03-137258, изготавливали нетканый материал, имеющий отверстия. Подробности описаны следующим образом.
Полотно, содержащее волокна с центральной жилой и оболочкой, имеющие размеры 2,4 дтекс × 51 мм изготавливали из полиэтилентерефталата и полиэтилена, используя кардочесальную машину традиционным способом. Полотно затем зажимали между неравномерной сеткой и сеткой простого плетения, которые обладали воздухопроницаемостью, и воздух вводили со стороны сетки простого плетения. Полотно вдавливали в вогнутые части неравномерной сетки, и изготавливали полотно, имеющее неплотные и плотные части волокон, которые были расположены с заданным шагом. После этого полотно в таком состоянии пропускали через горячий воздух при 140°C для сплавления в полиэтиленовой части и соединения. В результате этого изготавливали исследуемый образец нетканого материала c2, имеющий неровность с заданным шагом и отверстия в вогнутых деталях.
Сравнительный пример 3
Таким же образом, как в примере 1 патентной заявки JP-A-08-246321, изготавливали нетканый материал, имеющий отверстия. Далее следует подробное описание.
Полотно, содержащее волокна с центральной жилой и оболочкой, имеющие размеры 3,3 дтекс × 51 мм, изготавливали из полиэтилентерефталата и полиэтилена, используя кардочесальную машину традиционным способом. Полотно на сетке простого плетения с воздухопроницаемостью затем пропускали через горячий воздух при 140°C для сплавления в полиэтиленовой части и соединения, и получали исследуемый образец нетканого материала c3 в форме листа. После этого отверстия изготавливали, используя шпильки.
Сравнительный пример 4
Исследуемый образец нетканого материала c4 изготавливали таким же способом, как в примере 1 патентной заявки JP-A-2008-289662. Исследуемый образец нетканого материала c4 отличается наличием независимых выпуклых форм и используется как листовой материал, имеющий амортизационные свойства, достаточные для верхнего листа.
Используя вышеупомянутые исследуемые образцы нетканого материала, осуществляли следующие измерительные испытания.
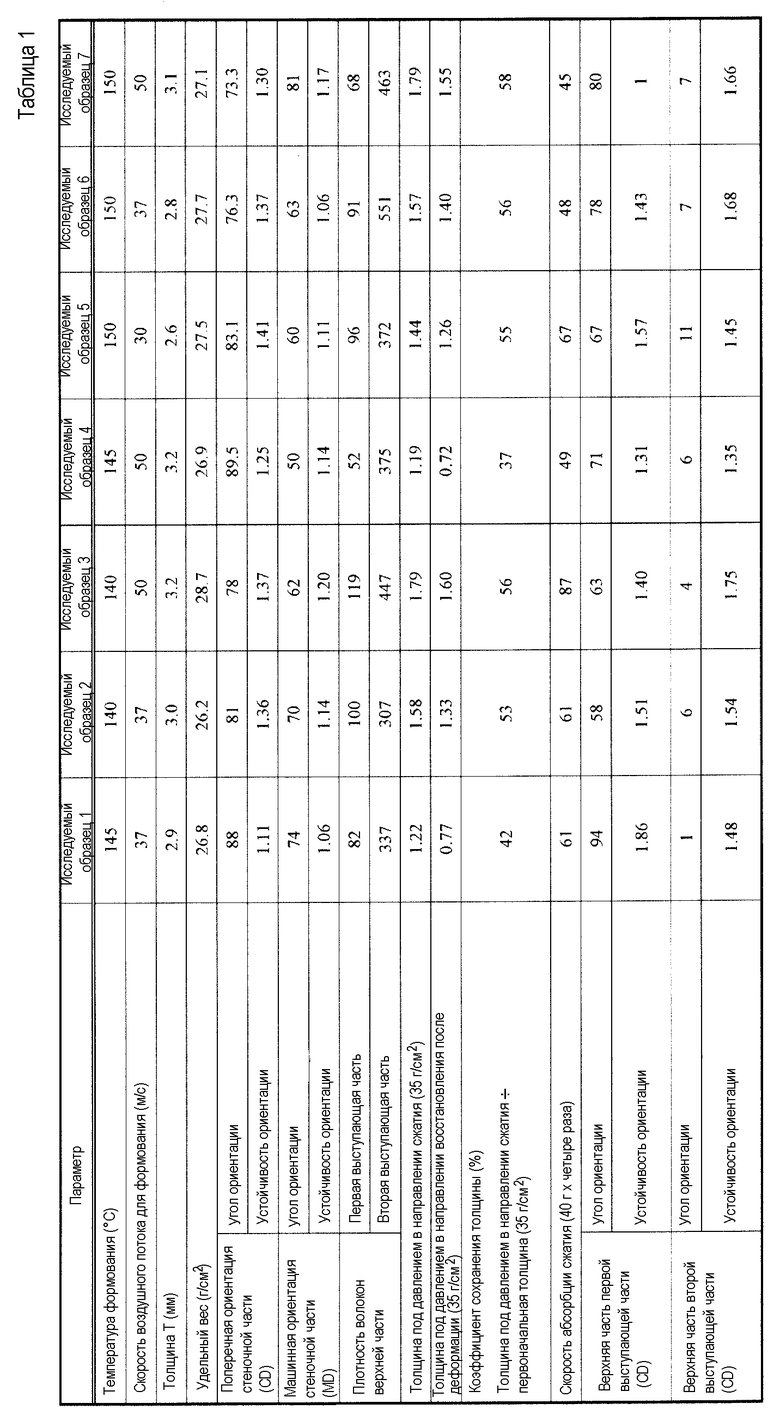
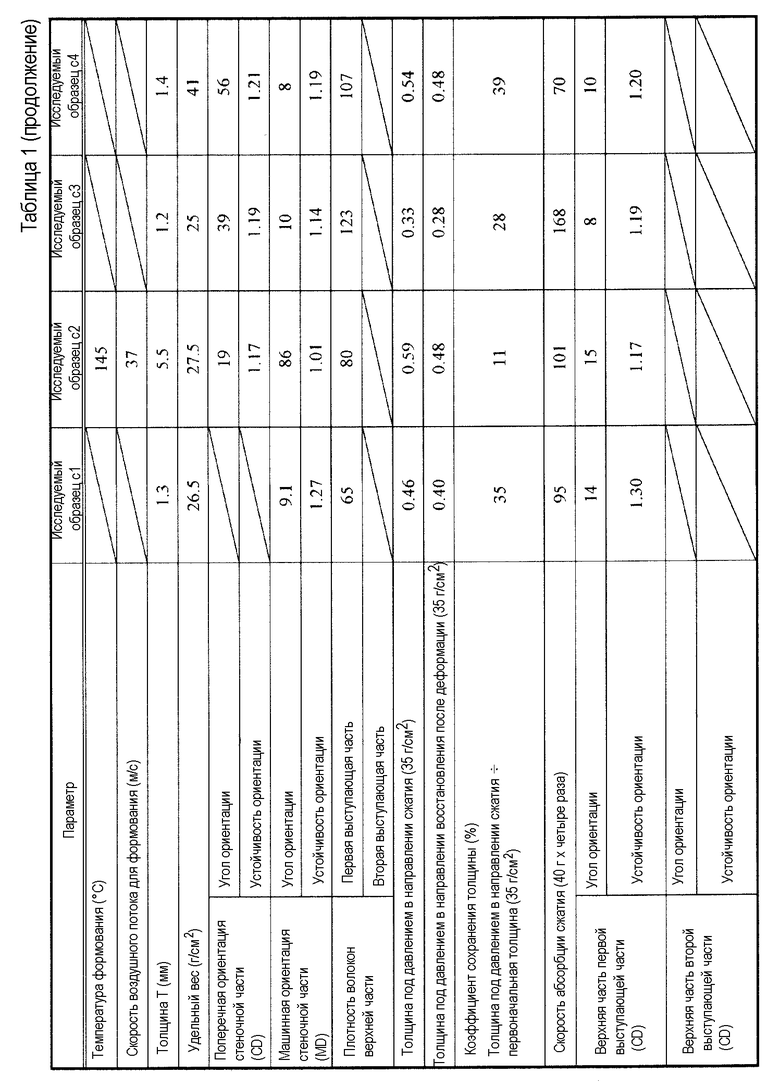
Согласно представленным выше результатам, нетканый материал (исследуемый образец 1) в предпочтительном варианте осуществления настоящего изобретения имел высокую ориентацию волокон в восходящем направлении стеночной части, и, кроме того, ориентация волокон сохранялась на протяжении всей кольцевой стеночной части. Толщина была ограничена, и удельный вес был подходящим, но получали чрезвычайно высокое значение KES WE. Оказалось, что в дополнение к ориентации волокон вышеупомянутой стеночной части можно получить чрезвычайно хорошие амортизационные свойства.
Способы измерения оценочных параметров, включая осуществленные в вышеупомянутых примерах, были такими, как описано ниже.
Удельный вес
Удельный вес нетканого материала измеряли следующим способом. Сначала нетканый материал разрезали на образцы, имеющие размеры 250 мм × 200 мм, и их использовали в качестве исследуемых образцов. Исследуемый образец помещали на электронные весы (независимо от производителей). В таком состоянии измеряли массу, и эту массу делили на площадь. После этого полученное значение использовали как удельный вес (г/см2). Измерение осуществляли в трех точках, и среднее значение принимали как измеренное значение.
Оценка прибором для испытания при сжатии KES
Используя прибор для испытания при сжатии KES (торговое наименование KES FB-3), изготовленный фирмой KATO TECH Co., Ltd., характеристики при сжатии нетканого материала вплоть до 5,0×103 Па оценивали в нормальном режиме, и считывали способность сжатия, описанную ниже.
Измерение толщины листа (T)
Используя прибор для испытания при сжатии KES (KES FB-3, изготовленный фирмой KATO 25 TECH Co., Ltd.), характеристики при сжатии нетканого материала вплоть до 5,0×103 Па оценивали в нормальном режиме, и толщину (T) при приложении низкого давления (0,05×103 Па) считывали из таблиц. Измерения осуществляли в трех точках, и среднее значение принимали как измеренное значение.
Измерение толщины под давлением в направлении сжатия
Используя прибор для испытания при сжатии KES (KES FB-3), изготовленный фирмой KATO TECH Co., Ltd., характеристики при сжатии нетканого материала вплоть до 5,0×103 Па оценивали в нормальном режиме, и толщину при приложении давления 3,5×103 Па считывали из таблицы. Измерения осуществляли в трех точках, и среднее значение принимали как измеренное значение. Данное значение составляло предпочтительно от 0,8 до 2,0.
Измерение толщины под давлением в направлении восстановления после деформации
Используя прибор для испытания при сжатии KES (KES FB-3), изготовленный фирмой KATO TECH Co., Ltd., характеристики при сжатии нетканого материала вплоть до 5,0×103 Па оценивали в нормальном режиме, и толщину при приложении давления 3,5×103 Па при восстановлении после деформации сжатием считывали из таблицы. Измерения осуществляли в трех точках, и среднее значение принимали как измеренное значение. Данное значение составляло предпочтительно от 0,6 до 1,8.
Измерение амортизационных свойств
Используя прибор для испытания при сжатии KES (KES FB-3, изготовленный фирмой KATO 20 TECH Co., Ltd.), характеристики при сжатии нетканого материала вплоть до 5,0×103 Па оценивали в нормальном режиме, и толщину при приложении давления 3,5×103 Па считывали из таблицы. Значение делили на толщину T, и полученное значение использовали для оценки амортизационных свойств. Измерения осуществляли в трех точках, и среднее значение принимали как измеренное значение. Данное значение составляло предпочтительно от 37 до 80%.
Измерение ориентации волокон
Используя сканирующий электронный микроскоп JCM-5100 (торговое наименование), изготовленный фирмой JEOL Ltd., образец устанавливали таким образом, чтобы направление оси z на фиг. 1 проходило сверху вниз, и печатали изображение, снятое в направлении, перпендикулярном измеряемой поверхности образца (увеличение, при котором можно измерять 10 или более измеряемых волокон, представляло собой увеличение от 50 до 300 раз), и волокна наблюдали на прозрачном полиэтилентерефталатном (PET) листе. Изображение передавали в компьютер и преобразовывали в двоичную форму, используя автономную версию программного обеспечения для обработки изображений Nexus New Qube (торговое наименование), выпускаемого фирмой Nexus Corporation. После этого, используя программное обеспечение для анализа ориентации волокон Fiber Orientation Analysis 8.13 Single (наименование программного обеспечения), угол ориентации и устойчивость ориентации получали из изображения в двоичной форме. Результаты измерений каждого исследуемого образца представлены в таблице 1. Угол ориентации представляет собой угол, при котором волокна являются наиболее ориентированными, и устойчивость ориентации представляет устойчивость при угле ориентации. При измерении стеночной части значение, близкое к 90°, показывает ориентацию волокон в восходящем направлении. Большее значение устойчивости ориентации показывает, что направления волокон являются одинаковыми. Когда устойчивость ориентации составляет 1,05 или более, волокна считаются ориентированными.
Для объяснения с использованием фиг. 5, когда часть 32 (или 34) стеночной части в предполагаемом машинном направлении (линия j1) рассматривают в качестве стеночной части (MD), часть 31 (или 33) стеночной части в предполагаемом поперечном направлении (линия j2) является стеночной частью (CD), и в данном отношении измеряли ориентацию волокон двух частей. Измерение осуществляли в трех точках, и среднее значение принимали как измеренное значение.
Измерение времени абсорбции (для справки)
Верхний лист извлекали из имеющегося в продаже воздухопроницаемого детского подгузника среднего размера (торговое наименование Merries Sara-Sara Air-Through M Size), изготовленного фирмой Kao Corporation, и вместо него накладывали исследуемый образец нетканого материала, имеющего размеры 100×250 мм, и его периметр фиксировали, получая детский подгузник для оценки. Нагрузку 20 г/см2 равномерно прикладывали к вышеупомянутому исследуемому образцу нетканого материала. Трубку, имеющую площадь поперечного сечения 1000 мм2, помещали приблизительно на центр исследуемого образца, и искусственную мочу выливали из трубки. В качестве искусственной мочи использовали физиологический соляной раствор, и искусственную мочу выливали три раза по 40 г каждые 10 минут. Измеряли время (в секундах) до полной абсорбции.
Примеры, базисные примеры и сравнительные примеры согласно второму аспекту
Пример 8
(1) Изготовление верхнего листа
Содержащее центральную жилу и оболочку двухкомпонентное волокно размерами 2,4 дтекс × 51 мм, где двухкомпонентное волокно включало полиэтилентерефталат в качестве центральной жилы и полиэтилен в качестве оболочки, направляли из кардочесальной машины в устройство для формования полотна таким образом, чтобы поверхностная плотность составляла 27 г/м2. В устройстве для формования полотна вышеупомянутое волокнистое полотно фиксировали на основании (шаг составлял 10 мм в машинном направлении, и шаг составлял 5 мм в поперечном направлении), имеющем многочисленные выступы и воздухопроницаемость. Форма выступов основания представляла собой твердую форму с закругленной треугольной поверхностью, ориентированную в поперечном направлении и снабженную отверстиями, через которые поступал горячий воздушный поток, на месте, окруженном двумя выступами, и структура основания, включающая выступы и отверстия, представляла собой не структуру, в которой сочетались многочисленные компоненты, но структуру, которая была единой, и в которой не содержались используемые соединения. Ширина выступов в поперечном направлении составляла 1,5 мм, ширина (длина) в машинном направлении составляла 4,8 мм, и высота выступа составляла 10,5 мм. Горячий воздушный поток (температура 160°C, скорость воздушного потока 40 м/с) затем продували в волокнистое полотно на основание, чтобы изготовить волокнистое полотно вдоль выступов на основании и сплавить каждое из волокон со структурой типа центральной жилы и оболочки. Нетканый материал, изготовленный таким способом путем термоплавления, извлекали и использовали в качестве исследуемого образца нетканого материала 8. Поперечное сечение исследуемого образца нетканого материала 8 при низком давлении (0,05×103 Па) наблюдали, используя цифровой микроскоп VHX-1000, изготовленный фирмой KEYENCE Corporation, при 20-кратном увеличении, и полученная заменяющая чертеж фотография представлена на фиг. 12. Фиг. 13 представляет форму поперечного сечения листа при сжатии давлением 3,5×103 Па. Кроме того, фотографию данного исследуемого образца 8 снимали с первой стороны поверхности, и она представлена на фиг. 14. На фотографии фиг. 12 верхняя часть представляет собой сторону первых выступающих частей, и нижняя часть представляет собой сторону вторых выступающих частей. В данном примере изготавливали исследуемый образец 8, в котором машинное направление ориентировано по направлению x, представленному на фиг. 5.
(2) Изготовление подгузников
Верхний лист удаляли из имеющегося в продаже детского подгузника (торговое наименование Merries Sara-Sara Air-Through M Size), изготовленного фирмой Kao Corporation, и вместо него ламинировали исследуемый образец нетканого материала 8, и его периметр фиксировали, чтобы изготовить детский подгузник для оценки.
Пример 9
Исследуемый образец нетканого материала 9 изготавливали таким же образом, как в примере 8, за исключением того, что поверхностная плотность составляла 25 г/м2. Подгузник изготавливали, используя исследуемый образец нетканого материала 9 вместо исследуемого образца нетканого материала 8 в примере.
Пример 10
Исследуемый образец нетканого материала 10 изготавливали таким же образом, как в примере 8, за исключением того, что поверхностная плотность составляла 30 г/м2. подгузник изготавливали, используя исследуемый образец нетканого материала 10 вместо исследуемого образца нетканого материала 8 в примере.
Пример 11
Исследуемый образец нетканого материала 11 изготавливали таким же образом, как в примере 8, за исключением того, что условия горячего воздушного потока представляли собой температуру 140°C и скорость воздушного потока 40 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 11 вместо исследуемого образца нетканого материала 8 в примере.
Пример 12
Исследуемый образец нетканого материала 12 изготавливали таким же образом, как в примере 8, за исключением того, что условия горячего воздушного потока представляли собой температуру 180°C и скорость воздушного потока 40 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 12 вместо исследуемого образца нетканого материала 8 в примере.
Пример 13
Исследуемый образец нетканого материала 13 изготавливали таким же образом, как в примере 8, за исключением того, что условия горячего воздушного потока представляли собой температуру 160°C и скорость воздушного потока 20 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 13 вместо исследуемого образца нетканого материала 8 в примере.
Пример 14
Исследуемый образец нетканого материала 14 изготавливали таким же образом, как в примере 8, за исключением того, что условия горячего воздушного потока представляли собой температуру 160°C и скорость воздушного потока 80 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 14 вместо исследуемого образца нетканого материала 8 в примере.
Пример 15
Исследуемый образец нетканого материала 15 изготавливали таким же образом, как в примере 8, за исключением того, что условия горячего воздушного потока представляли собой температуру 160°C и скорость воздушного потока 100 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 15 вместо исследуемого образца нетканого материала 8 в примере.
Пример 16
Исследуемый образец нетканого материала 16 изготавливали таким же образом, как в примере 8, за исключением того, что условия горячего воздушного потока представляли собой температуру 200°C и скорость воздушного потока 80 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 16 вместо исследуемого образца нетканого материала 8 в примере.
Эталонный пример 1
Исследуемый образец нетканого материала s1 изготавливали таким же образом, как в примере 8, за исключением того, что условия горячего воздушного потока представляли собой температуру 160°C и скорость воздушного потока 10 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала s1 вместо исследуемого образца нетканого материала 8 в примере.
Эталонный пример 2
Исследуемый образец нетканого материала s2 изготавливали таким же образом, как в примере 8, за исключением того, что условия горячего воздушного потока представляли собой температуру 160°C и скорость воздушного потока 150 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала s2 вместо исследуемого образца нетканого материала 8 в примере.
Сравнительный пример 5
Плоский исследуемый образец нетканого материала c5 изготавливали без использования основания с выступами согласно примеру 8. Подгузник изготавливали, используя исследуемый образец нетканого материала c5 вместо исследуемого образца нетканого материала 8 в примере.
Сравнительный пример 6
Таким же образом, как в примере 1 патентной заявки JP-A-03-137258, изготавливали объемный нетканый материал, который отличается содержанием независимых вогнутых частей и наличием отверстий, а также тем, что плотность волокон (r1) первой выступающей части выше, чем плотность волокон (r2) второй выступающей части. Далее следует подробное описание.
Изготавливали полотно, используя содержащее центральную жилу и оболочку двухкомпонентное волокно размерами 2,4 дтекс × 51 мм, причем двухкомпонентное волокно содержащее полиэтилентерефталат в качестве центральной жилы и полиэтилен в качестве оболочки, и применяя кардочесальную машину традиционным способом. Полотно затем зажимали между неравномерной сеткой и сеткой простого плетения, которые обладали воздухопроницаемостью, и воздух вводили со стороны сетки простого плетения. Полотно вдавливали в вогнутые части неравномерной сетки, и изготавливали полотно, имеющее неплотные и плотные части волокон, которые были расположены с заданным шагом. После этого полотно в таком состоянии пропускали через горячий воздух при 140°C для сплавления в полиэтиленовой части и соединения. В результате этого изготавливали исследуемый образец нетканого материала c6, имеющий неровность с заданным шагом и отверстия в вогнутых деталях. Подгузник изготавливали, используя исследуемый образец нетканого материала c6 вместо исследуемого образца нетканого материала 8 в примере.
Сравнительный пример 7
Исследуемый образец нетканого материала c7 представлял собой нетканый материал, изготовленный способом, описанным в патентной заявке JP-A-08-246321, и содержал независимые вогнутые части и отверстия. Подгузник изготавливали, используя исследуемый образец нетканого материала c7 вместо исследуемого образца нетканого материала 8 в примере.
Сравнительный пример 8
Согласно способу, описанному в примере 1 патентной заявки JP-A-2008-25081, изготавливали исследуемый образец нетканого материала c8 с изменением поверхностной плотности. Исследуемый образец нетканого материала c4 отличается отсутствием независимых вогнутых частей вследствие наличия неровной формы в виде полоски и присутствия отверстий. Подгузник изготавливали, используя исследуемый образец нетканого материала c8 вместо исследуемого образца нетканого материала 8 в примере.
Используя вышеупомянутый подгузник, осуществляли следующие измерительные испытания.
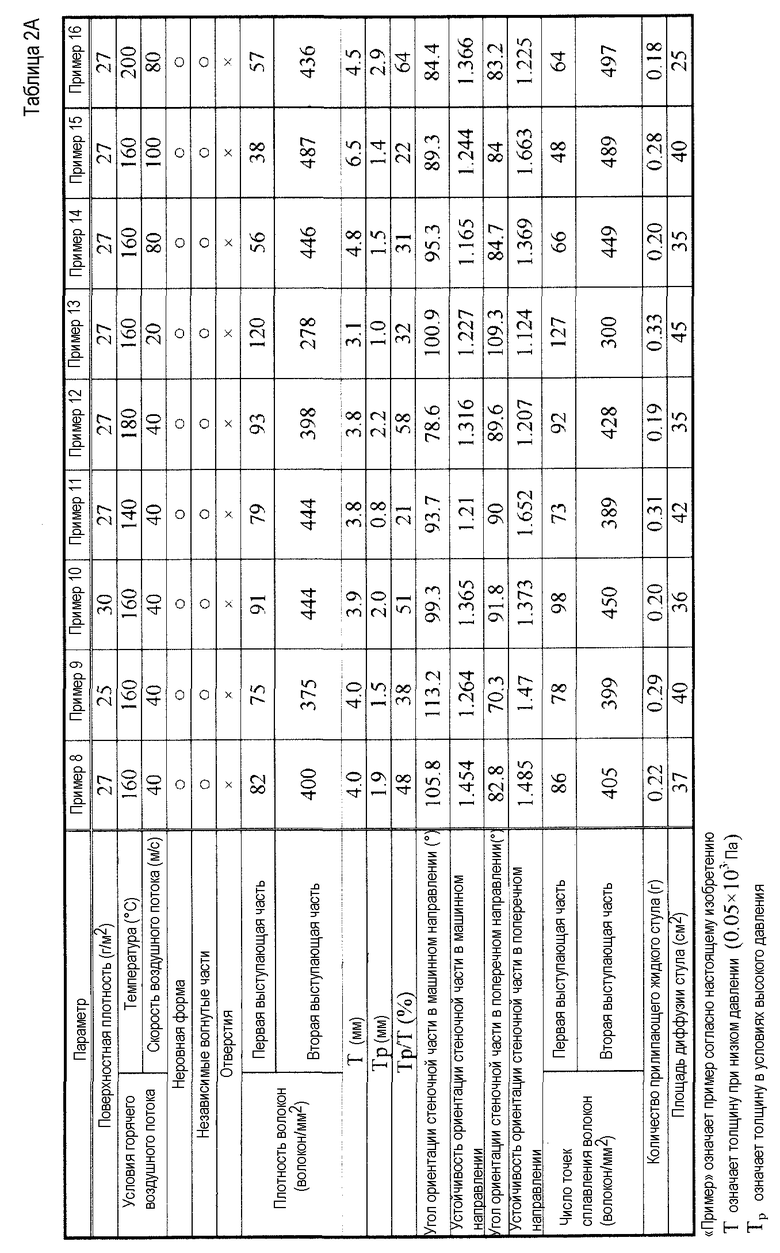
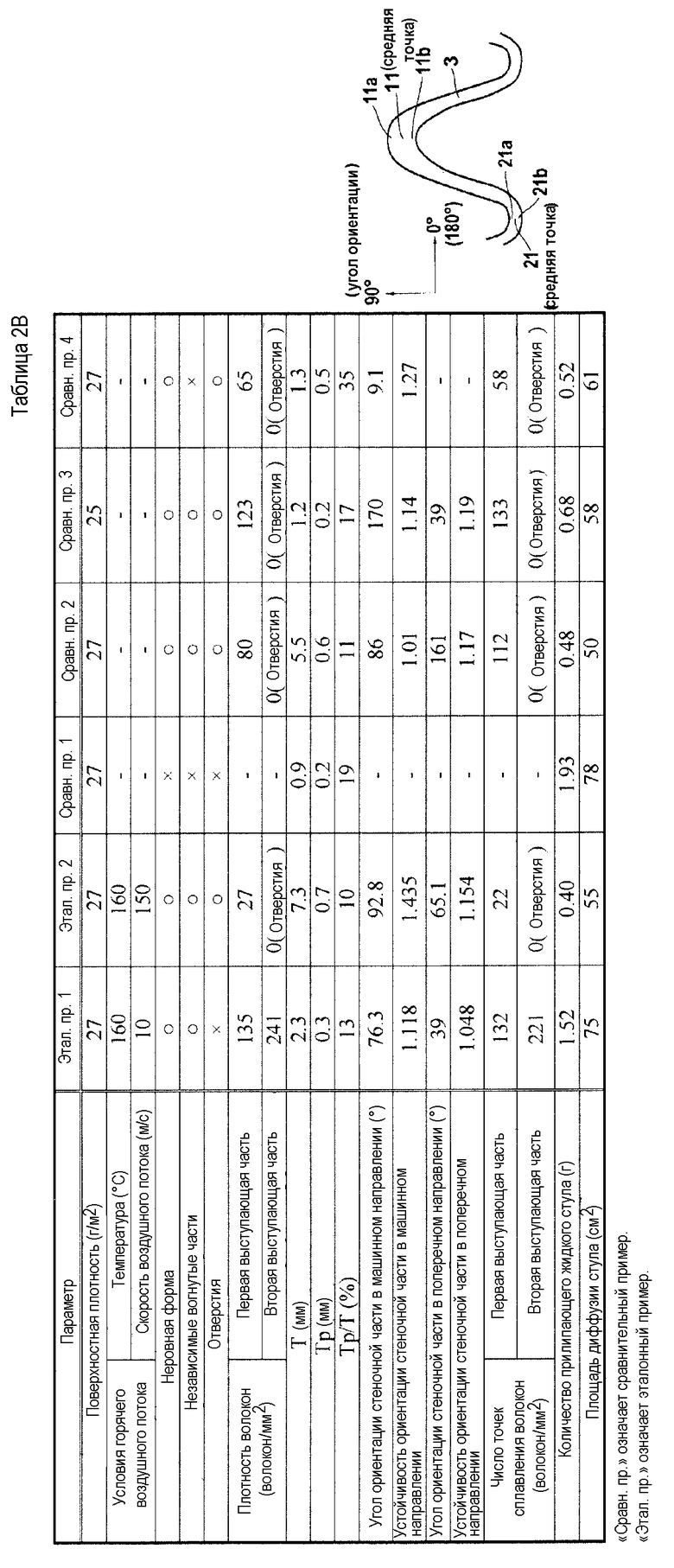
Согласно приведенным выше результатам, жидкий стул задерживался точно в чашеобразных пространствах нетканых материалов (исследуемые образцы 8-16) в предпочтительном варианте осуществления настоящего изобретения, и диффузия стула эффективно ограничивалась. Кроме того, обнаружено, что материалы не вступали в контакт с кожей на плоскости, и текстура является хорошей, и, кроме того, даже после того, как удерживающие экскременты материалы вступали в контакт с кожей в точках, ощущение зуда не возникало, и можно было обеспечивать чрезвычайно хорошее ощущение при ношении. Эталонные примеры 1 и 2 представляют ситуацию, в которой условия производства были изменены в значительной степени. В исследуемом образце s1 объемный эффект являлся недостаточным, и эффекты амортизационных свойств и свойств задерживания экскрементов не могли проявляться в достаточной степени. Было обнаружено, что лист исследуемого образца s2 содержал отверстия, сопротивление сжатию ухудшалось, и, таким образом эффекты амортизационных свойств и свойств задерживания экскрементов не могли проявляться в достаточной степени.
С другой стороны, в сравнительных примерах исследуемый образец c1 был плоским, и, таким образом, эффекты амортизационных свойств и свойств задерживания экскрементов не могли проявляться в достаточной степени. Исследуемый образец c2 и исследуемый образец c3 содержали отверстия, сопротивление сжатию ухудшалось, и, таким образом, эффекты амортизационных свойств и свойств задерживания экскрементов не могли проявляться в достаточной степени. Было обнаружено, что исследуемый образец c4 имел неровную форму в виде полосы, в нем не содержались независимые вогнутые части, и, таким образом, диффузию жидкого стула нельзя было ограничить, и эффект свойств задерживания экскрементов не мог проявляться в достаточной степени.
Способы измерения оценочных параметров, включая осуществленные в вышеупомянутых примерах, применяли, как описано ниже.
Неровная форма
Вышеупомянутый нетканый материал помещали в горизонтальное положение и определяли существование неровности на поверхности нетканого материала.
O: неровные формы
×: нет неровных форм
Независимые вогнутые части
Вышеупомянутый нетканый материал помещали в горизонтальное положение и определяли отделение вогнутой части нетканого материала от прилегающей вогнутой части и ее независимость.
O: независимые вогнутые части
×: нет независимых вогнутых частей
Отверстия
Вышеупомянутый нетканый материал помещали в горизонтальное положение и определяли наличие отверстий в независимой вогнутой части нетканого материала.
O: отверстия
×: нет отверстий
Измерение толщины листа (T) и толщины листа (Tp) при приложении давления
Используя прибор для испытания при сжатии KES (KES FB-3), изготовленный фирмой KATO TECH Co., Ltd., характеристики при сжатии нетканого материала вплоть до 5,0×103 Па оценивали в нормальном режиме, и толщину (T) при приложении низкого давления (0,05×103 Па) и толщину (Tp) при приложении давления 3,5×103 Па считывали из таблиц.
Способы оценки
Детский подгузник (исследуемый образец) помещали в горизонтальное положение, 10 г искусственного жидкого стула (бентонит, глицерин, воду EMULGEN 130 K (торговое наименование, поверхностно-активное вещество, изготовленное фирмой Kao Corporation) смешивали в соотношении 28:14:114:14, и вязкость полученной смеси доводили до 300 мПа•с) выливали в центральную часть (точка мочеиспускания) без давления при скорости 2 г/с, и полученный подгузник выдерживали в течение 5 минут. После этого прозрачный полиэтилентерефталатный лист аккуратно помещали на поверхность верхнего листа, и затем устанавливали вес на прозрачный полиэтилентерефталатный лист, создавая давление 3,5×103 Па, которое выдерживали в течение 5 минут. После этого снимали давление и извлекали прозрачный полиэтилентерефталатный лист. Массу искусственного жидкого стула, прилипшего к прозрачному полиэтилентерефталатному листу, вычисляли путем измерения массы прозрачного полиэтилентерефталатного листа до и после приложения давления, и данную массу рассматривали как количество жидкого стула, прилипающего к коже. Кроме того, измеряли площадь, на которой распространялся искусственный жидкий стул после приложения давления, и данную площадь рассматривали как площадь диффузии жидкого стула.
Измерение плотности волокон
Поверхность разреза части нетканого материала наблюдали при увеличении, используя сканирующий электронный микроскоп (увеличение которого регулируется таким образом, что можно измерять от 30 до 60 поперечных сечений волокон (увеличение от 150 до 500 раз) (в данном примере использовали 150-кратное увеличение); измеряли число поперечных сечений волокон и вычисляли площадь поля зрения, в котором измеряли число поперечных сечений волокон. После этого значение пересчитывали в число поперечных сечений волокон на 1 мм2, и данное значение использовали как плотность волокон (волокон/мм2). Измерение осуществляли в трех точках, и среднее использовали в качестве плотности волокон образца. Кроме того, что касается центра наблюдаемой части, средняя точка между 11a и 11b или средняя точка между 21a и 21b представленной на фиг. 2 верхней части каждый первой выступающей части или второй выступающей части представляла собой центральную часть.
- Сканирующий электронный микроскоп JCM-5100 (торговое наименование), изготовленный фирмой JEOL Ltd.
Первую сторону поверхности 11a верхней части первой выступающей части и вторую сторону поверхности 11b верхней части первой выступающей части, первую сторону поверхности 21a верхней части второй выступающей части, и вторую сторону поверхности 21b верхней части второй выступающей части можно функционально рассматривать согласно настоящему изобретению. Для определения места измерения, как описано выше, когда соответствующую точку наблюдают в направлении толщины листа T, середину толщины (среднюю точку) рассматривают в качестве средней точки из двух, и 11a и 21a рассматривают как первую сторону соответствующей поверхности, и 11b и 21b рассматривают как вторую сторону соответствующей поверхности.
Измерение ориентации волокон
Используя сканирующий электронный микроскоп JCM-5100 (торговое наименование), изготовленный фирмой JEOL Ltd., образец устанавливали таким образом, чтобы направление оси z на фиг. 1 проходило сверху вниз, и печатали изображение, снятое в направлении, перпендикулярном измеряемой поверхности образца (увеличение, при котором можно измерять 30-60 или более измеряемых волокон, представляло собой увеличение от 50 до 300 раз), и волокна наблюдали на прозрачном полиэтилентерефталатном (PET) листе. Изображение передавали в компьютер и преобразовывали в двоичную форму, используя автономную версию программного обеспечения для обработки изображений Nexus New Qube (торговое наименование), выпускаемого фирмой Nexus Corporation. После этого, используя программное обеспечение для анализа ориентации волокон Fiber Orientation Analysis 8.13 Single (наименование программного обеспечения), угол ориентации и устойчивость ориентации получали из изображения в двоичной форме. Угол ориентации представляет собой угол, при котором волокна являются наиболее ориентированными, и устойчивость ориентации представляет устойчивость при угле ориентации. При измерении стеночной части, значение, близкое к 90°, показывает ориентацию волокон в восходящем направлении. Большее значение устойчивости ориентации показывает, что направления волокон являются одинаковыми. Когда устойчивость ориентации составляет 1,05 или более, волокна считаются ориентированными. Измерение осуществляли в трех точках, и средние значения использовали как угол ориентации и устойчивость ориентации образца.
Измерение количества волокон
- Толщину (S1) верхней части первой выступающей части и толщину (S2) верхней части второй выступающей части представленные на фиг. 2 измеряли путем увеличения до размера при котором площадь, измеренная цифровым микроскопом VHX-1000, изготовленным фирмой KEYENCE Corporation, в достаточной степени входит в поле зрения, и ее можно измерять (увеличение от 10 до 100 раз). Измерение осуществляли пять раз, и среднее значение использовали в качестве толщины (мм) верхней части первой выступающей части или верхней части второй выступающей части образца.
- Число волокон на 1 мм2 измеряли, используя описанный выше способ измерения плотности волокон.
- Количество волокон оценивали путем измерения числа волокон (волокна) на толщину (мм) × (на) 1 мм2. Таким образом, когда число волокон на толщину × (на) 1 мм2 верхней части первой выступающей части было почти равным числу волокон верхней части второй выступающей части, количество волокон (волокон/мм3) также определяли равным. Значение термина «почти равный» включает разность в пределах ошибки измерения.
Измерение числа точек сплавления волокон
Поверхность разреза части нетканого материала наблюдали при увеличении, используя сканирующий электронный микроскоп (увеличение которого регулируется таким образом, что можно измерять от 30 до 60 точек сплавления волокон; увеличение составляло от 150 до 500 раз), и считали число точек сплавления волокон на определенной площади. Кроме того, что касается центра наблюдаемой части, средняя точка между 11a и 11b или средняя точка между 21a и 21b представленный на фиг. 2 верхней части каждой из первой выступающей части или второй выступающей части представляла собой центральную часть. После этого значение пересчитывали в число точек сплавления волокон на 1 мм2, и данное число использовали как число точек сплавления волокон (точек/мм2). Измерение осуществляли в трех точках, и среднее использовали в качестве числа точек сплавления волокон образца.
- Сканирующий электронный микроскоп JCM-5100 (торговое наименование), изготовленный фирмой JEOL Ltd.
Примеры и сравнительные примеры по отношению к третьему варианту осуществления
Пример 17
Содержащее центральную жилу и оболочку двухкомпонентное волокно с размерами 2,4 дтекс × 51 мм, где двухкомпонентное волокно содержит полиэтилентерефталат в качестве центральной жилы и полиэтилен в качестве оболочки, направляли из кардочесальной машины в устройство для формования полотна таким образом, чтобы поверхностная плотность составляла 30 г/м2. В устройстве для формования полотна горячий воздушный поток направляли при температуре 130°C и скорости воздушного потока 47,5 м/с, чтобы фиксировать вышеупомянутое волокнистое полотно на основании (шаг составлял 8 мм в машинном направлении, и шаг составлял 5 мм в поперечном направлении), имеющем многочисленные выступы и воздухопроницаемость. Форма выступов основания представляла собой твердую форму с закругленной треугольной поверхностью, ориентированную в поперечном направлении и снабженную отверстиями, через которые поступал горячий воздушный поток, на месте, окруженном выступом и выступом, и структура основания, включающая выступы и отверстия, представляла собой не структуру, в которой сочетались многочисленные компоненты, а структуру, которая была единой, и в которой не содержались используемые соединения. Ширина выступов в поперечном направлении составляла 1,5 мм, ширина (длина) в машинном направлении составляла 3,5 мм, и высота выступа составляла 3 мм. Горячий воздушный поток (температура 145°C, скорость воздушного потока 5 м/с) затем продували в волокнистое полотно на основание, чтобы изготовить волокнистое полотно вдоль выступов на основании и сплавить каждое из волокон со структурой типа центральной жилы и оболочки. Нетканый материал, изготовленный таким способом путем термоплавления, извлекали и использовали в качестве исследуемого образца нетканого материала 17. Поперечное сечение исследуемого образца нетканого материала 17 наблюдали, используя цифровой микроскоп VHX-1000, изготовленный фирмой KEYENCE Corporation, при 20-кратном увеличении, и полученная заменяющая чертеж фотография представлена на фиг. 15. На фотографии фиг. 15 верхняя часть представляет собой сторону первых выступающих частей, и нижняя часть представляет собой сторону вторых выступающих частей.
(2) Изготовление подгузников
Верхний лист извлекали из имеющегося в продаже воздухопроницаемого детского подгузника среднего размера (торговое наименование Merries Sara-Sara Air-Through M Size), изготовленного фирмой Kao Corporation, и вместо него помещали исследуемый образец нетканого материала 17, у которого первая сторона проходила по направлению к поверхности кожи, его периметр фиксировали, и получали детский подгузник для оценки.
Пример 18
Исследуемый образец нетканого материала 18 изготавливали таким же образом, как в примере 17, за исключением того, что условия горячего воздушного потока представляли собой температуру 130°C и скорость воздушного потока 50 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 18 вместо исследуемого образца нетканого материала 17 в примере.
Пример 19
Исследуемый образец нетканого материала 19 изготавливали таким же образом, как в примере 17, за исключением того, что условия горячего воздушного потока представляли собой температуру 130°C и скорость воздушного потока 52,5 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 19 вместо исследуемого образца нетканого материала 17 в примере.
Пример 20
Исследуемый образец нетканого материала 20 изготавливали таким же образом, как в примере 17, за исключением того, что условия горячего воздушного потока представляли собой температуру 125°C и скорость воздушного потока 50 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 20 вместо исследуемого образца нетканого материала 17 в примере.
Пример 21
Исследуемый образец нетканого материала 21 изготавливали таким же образом, как в примере 17, за исключением того, что условия горячего воздушного потока представляли собой температуру 135°C и скорость воздушного потока 50 м/с. Подгузник изготавливали, используя исследуемый образец нетканого материала 21 вместо исследуемого образца нетканого материала 17 в примере.
Сравнительный пример 9
Таким же образом, как в примере 1 патентной заявки JP-A-2008-25081, изготавливали ламинированный нетканый материал с выступами в виде полосы. Далее следует подробное описание.
В качестве первого волокнистого слоя использовали волокно A, которое имело структуру типа центральной жилы и оболочки из полиэтилена низкой плотности (температура плавления 110°C) и полиэтилентерефталата, в котором средняя тонина составляла 3,3 дтекс, и средняя длина волокна составляла 51 мм, и которое было покрыто гидрофильным веществом. С другой стороны, использовали волокнистый слой, в котором волокно A было смешано с волокном B, которое имело структуру типа центральной жилы и оболочки из полиэтилена высокой плотности (температура плавления 135°C) и полиэтилентерефталата, в котором средняя тонина составляла 3,3 дтекс, и средняя длина волокна составляла 51 мм, и которое было покрыто гидрофобным веществом. Волокно A и волокно B содержались в смеси в соотношении 70:30, и удельный вес составлял 15 г/м2.
В качестве второго волокнистого слоя использовали волокнистый слой, который на 100% состоял из волокна, которое имело структуру типа центральной жилы и оболочки из полиэтилена высокой плотности и полиэтилентерефталата, у которого средняя тонина составляла 4,4 дтекс, и средняя длина волокна составляла 38 мм, и которое было покрыто гидрофильным веществом. Удельный вес этого волокнистого слоя составлял 25 г/м2.
Используя такое же устройство, как на фиг. 8 и фиг. 9 в патентной заявке JP-A-2008-25081, осуществляли ламинирование волокон, как описано выше, и горячий воздушный поток продували из воздуходувной части вышеупомянутого устройства в условиях температуры 105°C и скорости потока воздуха 1200 л/мин, и затем изготавливали исследуемый образец нетканого материала c9.
Сравнительный пример 10
Нетканый материал изготавливали таким же способом, как в примере 1 патентной заявки JP-A-03-137258.
Сначала полотно, включающее волокна с центральной жилой и оболочкой, имеющие размеры 2,4 дтекс × 51 мм изготавливали из полиэтилентерефталата и полиэтилена, используя кардочесальную машину традиционным способом. Полотно затем зажимали между неравномерной сеткой и сеткой простого плетения, которые обладали воздухопроницаемостью, и воздух вводили со стороны сетки простого плетения. Полотно вдавливали в вогнутые части неравномерной сетки, и изготавливали полотно, имеющее неплотные и плотные части волокон, которые были расположены с заданным шагом. После этого полотно в таком состоянии пропускали через горячий воздух при 140°C для сплавления в полиэтиленовой части и соединения. В результате этого изготавливали исследуемый образец нетканого материала c10, имеющий неровность с заданным шагом и отверстия в вогнутый части.
Сравнительный пример 11
Исследуемый образец нетканого материала c3 представлял собой нетканый материал, изготовленный способом, описанным в примере 1 патентной заявки JP-A-08-246321, путем нагревания стержневого ролика при 120°C и установления поверхностной плотности 25 г/см2, причем данный нетканый материал содержал независимые вогнутые части и отверстия. Подгузник изготавливали, используя исследуемый образец нетканого материала c11 вместо исследуемого образца нетканого материала 17 в примере.
Используя вышеупомянутые образцы нетканого материала, осуществляли следующие измерительные испытания.
Измерение толщины листа
Используя прибор для испытания при сжатии KES (KES FB-3), изготовленный фирмой KATO TECH Co., Ltd., характеристики при сжатии нетканого материала вплоть до 5,0×103 Па оценивали в нормальном режиме, и толщину (T) при приложении низкого давления (0,05×103 Па) считывали из таблиц.
Измерение плотности волокон
Поверхность разреза части из нетканого материала наблюдали при увеличении, используя сканирующий электронный микроскоп (увеличение которого регулируется таким образом, что можно измерять приблизительно от 30 до 60 поперечных сечений волокон; увеличение составляло от 150 до 500 раз), и считали число поперечных сечений срезанных волокон на определенной площади (около 0,5 мм2) поверхности среза. Кроме того, что касается центра наблюдаемой части, средние точки 11 и 12 представленных на фиг. 2 верхних частей первой выступающей части и второй выступающей части представляли собой центральную часть. Данное значение затем пересчитывали в число поперечных сечений волокон на 1 мм2, и это число использовали в качестве плотности волокон. Измерение осуществляли в трех точках, и среднее использовали в качестве плотности волокон образца.
- Сканирующий электронный микроскоп JCM-5100 (торговое наименование), изготовленный фирмой JEOL Ltd.
Измерение ориентации волокон
Используя сканирующий электронный микроскоп JCM-5100 (торговое наименование), изготовленный фирмой JEOL Ltd., печатали изображение, снятое в направлении, перпендикулярном измеряемой поверхности образца (увеличение, при котором можно измерять 30-60 или более измеряемых волокон, представляло собой увеличение от 50 до 300 раз), и волокна наблюдали на листе для проектора с верхним источником света (OHP). Лист для проектора с верхним источником света передавали в компьютер и преобразовывали в двоичную форму, используя автономную версию программного обеспечения для обработки изображений Nexus New Qube (торговое наименование), выпускаемого фирмой Nexus Corporation. Изображение в двоичной форме подвергали преобразованию Фурье, используя программное обеспечение для анализа ориентации волокон Fiber Orientation Analysis 8.13 Single (торговое наименование программного обеспечения), таким образом, чтобы получать энергетический спектр, и угол ориентации и устойчивость ориентации получали из карты распределения приблизительного эллипса. Угол ориентации представляет собой угол, при котором волокна являются наиболее ориентированными, и устойчивость ориентации представляет устойчивость при угле ориентации. Большее значение устойчивости ориентации показывает, что направления волокон являются одинаковыми.
Угол ориентации и устойчивость ориентации q11 представляют собой результаты измерений волокон, находящихся приблизительно в центральной части в направлении толщины верхней части 11 первой выступающей части.
Измерение времени абсорбции
Верхний лист извлекали из имеющегося в продаже детского подгузника (торговое наименование Merries Sara-Sara Air-Through M Size), изготовленного фирмой Kao Corporation, и вместо него накладывали исследуемый образец нетканого материала, имеющего размеры 100×250 мм, и его периметр фиксировали, получая детский подгузник для оценки. Нагрузку 20 г/см2 равномерно прикладывали к вышеупомянутому исследуемому образцу нетканого материала. Трубку, имеющую площадь поперечного сечения 1000 мм2, помещали приблизительно на центр исследуемого образца, и искусственную мочу выливали из трубки. В качестве искусственной мочи использовали физиологический соляной раствор, и искусственную мочу выливали три раза по 40 г каждые 10 минут. Измеряли время (в секундах) до полной абсорбции. Результаты измерений каждого исследуемого образца представлены в таблице 3, приведенной ниже.
Измерение количества обратно текущей текучей среды
Верхний лист извлекали из имеющегося в продаже детского подгузника (торговое наименование Merries Sara-Sara Air-Through M Size), изготовленного фирмой Kao Corporation, и вместо него накладывали исследуемый образец нетканого материала, имеющего размеры 100×250 мм, и его периметр фиксировали, получая детский подгузник для оценки. Нагрузку 20 г/см2 равномерно прикладывали к вышеупомянутому исследуемому образцу нетканого материала. Трубку, имеющую площадь поперечного сечения 1000 мм2, помещали приблизительно на центр исследуемого образца, и искусственную мочу выливали из трубки. В качестве искусственной мочи использовали физиологический соляной раствор, и искусственную мочу выливали три раза по 40 г каждые 10 минут, и затем снимали нагрузку 20 г/см2. Фильтровальную бумагу, к которой прилагали нагрузку 4,9 кПа, помещали на исследуемый образец нетканого материала и выдерживали в течение 2 минут, а затем изменения массы фильтровальной бумаги использовали как количество обратно текущей текучей среды (г). Результаты измерений каждого исследуемого образца представлены в таблице 3, приведенной ниже.
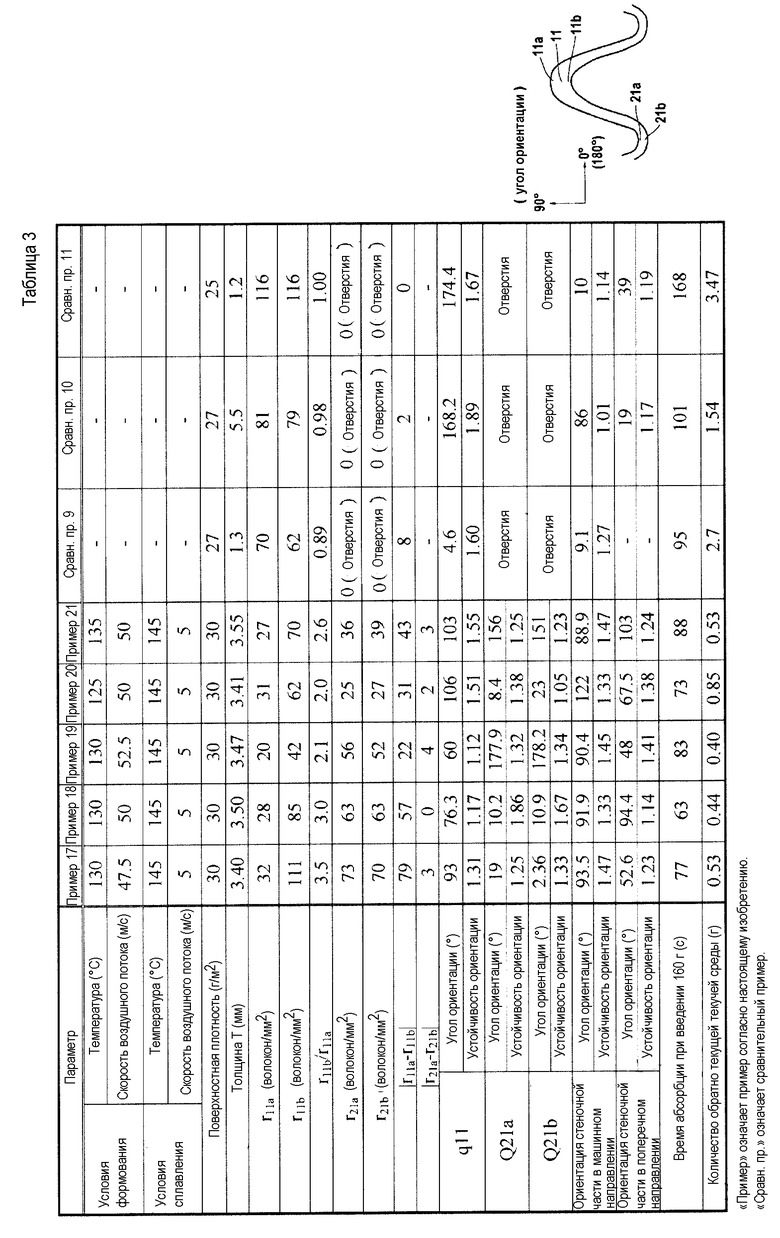
Согласно приведенным выше результатам, было обнаружено, что у нетканых материалов (исследуемые образцы 17-21) в предпочтительных вариантах осуществления настоящего изобретения плотность волокон в верхней части определенной выступающей части была подходящей, и ориентация волокон верхней части другой выступающей части также была подходящей. Таким образом, было обнаружено, что нетканые материалы проявляли превосходные свойства, включая короткое время абсорбции и малое количество обратно текущей текучей среды, в качестве верхнего листа и т.п. для абсорбирующего изделия. В исследуемых образцах c1-c3 плотность волокон и ориентация волокон не были подходящими, и, таким образом, данные эффекты не могли проявляться в достаточной степени.
Примеры и сравнительные примеры по отношению к четвертому варианту осуществления
Пример 22
Содержащее центральную жилу и оболочку двухкомпонентное волокно размерами 2,2 дтекс × 51 мм, где двухкомпонентное волокно содержало полиэтилентерефталат в качестве центральной жилы и полиэтилен в качестве оболочки, направляли из кардочесальной машины в устройство для формования полотна таким образом, чтобы поверхностная плотность составляла 27 г/м2. В устройстве для формования полотна горячий воздушный поток направляли при нормальных температурах, чтобы фиксировать вышеупомянутое волокнистое полотно на основании с большим числом выступов и воздухопроницаемостью. Форма выступов основания представляла собой твердую форму с закругленной треугольной поверхностью, ориентированную в поперечном направлении и снабженную отверстиями, через которые поступал горячий воздушный поток, на месте, окруженном двумя выступами, и структура основания, включающая выступы и отверстия, представляла собой не структуру, в которой сочетались многочисленные компоненты, а структуру, которая была единой, и в которой не содержались используемые соединения. Шаг выступов основания (расстояние между центрами выступов в горизонтальной проекции) составлял 4 мм. Ширина выступов в поперечном направлении составляла 1,5 мм, ширина (длина) в машинном направлении составляла 3,5 мм, и высота выступа восставляла 8 мм. После этого горячий воздушный поток (температура 130°C, скорость воздушного потока 50 м/с) продували в волокнистое полотно на основание, и волокнистое полотно формовалось вдоль выступов основания; и, изменяя условия горячего воздушного потока до температуры 145°C и скорости воздушного потока 5 м/с, сплавляли каждое волокно со структурой типа центральной жилы и оболочки. Скорость линии составляла 100 м/мин. Нетканый материал, изготовленный таким способом путем термоплавления, извлекали и использовали в качестве исследуемого образца нетканого материала 22. Представлены изображения поперечного сечения (фиг. 16) нетканого волокнистого исследуемого образца, полученного в примере 22, и изображение поперечного сечения (фиг. 17) под давлением 0,5 г/см2.
Пример 23
Исследуемый образец нетканого материала 23 получали таким же образом, как в вышеупомянутом примере 22, за исключением того, что шаг выступов основания составлял 5 мм.
Сравнительный пример 12
Таким же образом, как в примере 1 патентной заявки JP-A-2008-25081, нетканый материал c1 в форме гармоники. Далее следует подробное описание.
В качестве первого волокнистого слоя использовали волокно A, которое имело структуру типа центральной жилы и оболочки из полиэтилена низкой плотности (температура плавления 110°C) и полиэтилентерефталата, в котором средняя тонина составляла 3,3 дтекс, и средняя длина волокна составляла 51 мм, и которое было покрыто гидрофильным веществом; и волокно B, которое имело структуру типа центральной жилы и оболочки из полиэтилена высокой плотности (температура плавления 135°C) и полиэтилентерефталата, в котором средняя тонина составляла 3,3 дтекс, и средняя длина волокна составляла 51 мм, и которое было покрыто гидрофобным веществом. Волокно A и волокно B содержались в смеси в соотношении 70:30, и удельный вес составлял 15 г/м2.
В качестве второго волокнистого слоя использовали волокнистый слой, который на 100% состоял из волокна, которое имело структуру типа центральной жилы и оболочки из полиэтилена высокой плотности и полиэтилентерефталата, у которого средняя тонина составляла 4,4 дтекс, и средняя длина волокна составляла 38 мм, и которое было покрыто гидрофильным веществом. Удельный вес этого волокнистого слоя составлял 25 г/м2.
Используя такое же устройство, как на фиг. 8 и фиг. 9 в патентной заявке JP-A-2008-25081, осуществляли ламинирование волокон, как описано выше, и горячий воздушный поток продували из воздуходувной части вышеупомянутого устройства в условиях температуры 105°C и скорости потока воздуха 1200 л/мин, и затем изготавливали исследуемый образец нетканого материала c12, имеющий форму гармоники.
Сравнительный пример 13
Таким же образом, как в примере 1 патентной заявки JP-A-03-137258, изготавливали нетканый материал, имеющий отверстия. Далее следует подробное описание.
Изготавливали полотно, включающее волокна с центральной жилой и оболочкой, имеющие размеры 3 ден × 51 мм из полиэтилентерефталата и полиэтилена, используя кардочесальную машину традиционным способом. Полотно затем зажимали между неравномерной сеткой и сеткой простого плетения, которые обладали воздухопроницаемостью, и воздух вводили со стороны сетки простого плетения. Полотно вдавливали в вогнутые части неравномерной сетки, и изготавливали полотно, в котором неплотные и плотные части волокон с заданным шагом изготавливали. После этого полотно в таком состоянии пропускали через горячий воздух при 140°C, чтобы сплавить их в полиэтиленовой части. В результате этого изготавливали неровность с заданным шагом, и получали исследуемый образец нетканого материала c13 с отверстиями в вогнутых деталях.
Используя вышеупомянутые образцы нетканого материала, осуществляли следующие измерительные испытания.
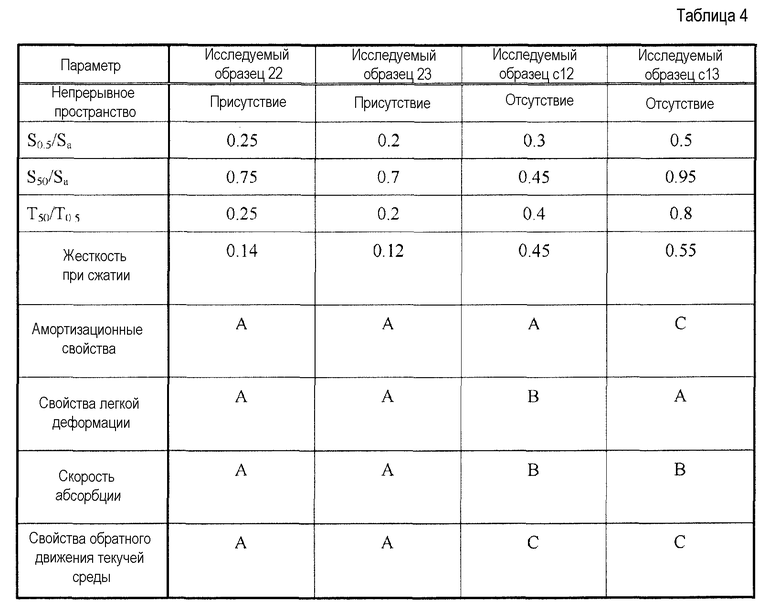
Согласно приведенным выше результатам, было обнаружено, что нетканые материалы (примеры) в предпочтительных вариантах осуществления настоящего изобретения имели превосходные характеристики, включая хорошую воздухопроницаемость, превосходные амортизационные свойства и деформационные свойства, высокую скорость абсорбции, а также не прилипали и были нежными для кожи при сравнении со сравнительными примерами.
Способы измерения оценочных параметров, включая осуществленные в вышеупомянутых примерах, были такими, как описано ниже.
Толщина
Изготавливали алюминиевый диск, имеющий диаметр от 50 до 60 мм и нагрузку 0,5 гс/см2. Толщину листа, на который помещали данный алюминиевый диск, измеряли, используя лазерный измеритель перемещений. Измерения осуществляли в пяти точках любой области листа (при том условии, что области, на которые помещены алюминиевые диски, не перекрывались, и среднее значение использовали в качестве толщины листа T0,5. Кроме того, когда нагрузка алюминиевого диска составляла 50 гс/см2, данное значение использовали в качестве толщины T50.
Контактная площадь
Изготавливали прозрачную акриловую пластину с нагрузкой 0,5 гс/см2. Прозрачную акриловую пластину помещали на лист. Область центральной части, размеры которой составляли 5 см или более × 5 см или более (площадь Sa), наблюдали, используя микроскоп VHX-1000 (торговое наименование), изготовленный фирмой KEYENCE Corporation, при пятикратном увеличении, и каждую область, на которой прозрачная акриловая пластина вступала в контакт с листом, окружали, используя функцию плавной линии микроскопа VHX-900, и измеряли окруженную область. Сумму площадей измеренных областей контакта использовали в качестве S0,5.
Кроме того, прозрачную акриловую пластину помещали на лист, и затем по краям прозрачной акриловой пластины устанавливали нагрузки, которые регулировали таким образом, чтобы равномерная нагрузка на лист составляла 50 гс/см2. После этого измеряли площадь каждой области контакта таким же образом, как указано выше. Сумму площадей измеренных областей контакта использовали в качестве S50.
Твердость при сжатии (LC)
Твердость при сжатии (LC) нетканого материала измеряли, используя систему для измерения текстуры KES-FB3-AUTO-A (торговое наименование, изготовленную фирмой KATO TECH Co., Ltd. Условия, установленные для измерения, включали уровень чувствительности 2, скорость сжатия 50 мм/с, интервал ввода данных 0,1 с, площадь приложения давления 2 см2 (прикрепленный зажим); размеры измеряемого листа составляли 15 см × 15 см, и лист располагали в центре столика для измерений. Используя измерительный прибор в стандартных условиях, измерение осуществляли в трех точках и среднее значение использовали в качестве измеренного значения.
Амортизационные свойства
Когда испытатель рукой прижимал и отпускал лист, он оценивал свое ощущение. При участии трех испытателей использовали больше мнений в качестве результатов оценки листа.
Принимая во внимание практические требования, оценки результатов измерений определяли следующим образом.
A: когда лист прижимали и отпускали, его поведение при восстановлении после деформации было подобно пружине.
B: когда лист прижимали и отпускали, его поведение при восстановлении после деформации было подробно пружине, но проявлялось в слабой степени. В качестве альтернативы, поведение листа при восстановлении после деформации было подобно пружине только в процессе его прижатия или освобождения.
C: когда лист прижимали и отпускали, у него отсутствовало подобное пружине поведение при восстановлении после деформации.
Свойства легкой деформации
Когда испытатель сгибал лист, он оценивал свое ощущение. При участии трех испытателей использовали больше мнений в качестве результатов оценки листа.
Принимая во внимание практические требования, оценки результатов измерений определяли следующим образом.
A: когда лист сгибали, он производил ощущение мягкости. В качестве альтернативы, лист сгибался самопроизвольно.
B: когда лист сгибали, он производил ощущение легкой жесткости. В качестве альтернативы, когда лист сгибали, появлялась линия сгиба.
C: когда лист сгибали, он производил ощущение жесткости. В качестве альтернативы, когда лист сгибали, появлялась линия сгиба.
Скорость абсорбции
Вырезанный исследуемый образец нетканого материала, имеющий размеры 280×160 мм, помещали на целлюлозный абсорбирующий элемент через промежуточный слой (воздухопроницаемый нетканый материал, изготовленный путем ламинирования полотна, имеющего поверхностную плотность 20 г/м2 и содержащего двухкомпонентное волокно с центральной жилой и оболочкой с линейной плотностью 3,3 дтекс, причем данное двухкомпонентное волокно включало полиэтилентерефталат в качестве центральной жилы и полиэтилен в качестве оболочки, как составляющее волокно; и полотна, имеющего поверхностную плотность 20 г/м2 и включающего двухкомпонентное волокно с центральной жилой и оболочкой с линейной плотностью 7,8 дтекс, причем данное двухкомпонентное волокно содержало полиэтилентерефталат в качестве центральной жилы и полиэтилен в качестве оболочки, как составляющее волокно). Нагрузку 20 г/см2 равномерно прикладывали к вышеупомянутому нетканому материалу. Трубку с внутренним диаметром 36 мм помещали приблизительно на центр исследуемого образца, и физиологический соляной раствор выливали из трубки. После этого физиологический соляной раствор выливали три раза по 40 г, каждый раз в течение 10 минут, и после того, как раствор выливали в третий раз, измеряли время (в секундах) до полной абсорбции раствора. Результаты измерений каждого исследуемого образца представлены в приведенной выше таблице 4.
Принимая во внимание практические требования, оценки результатов измерений определяли следующим образом.
A: время до полной абсорбции раствора составляет в пределах 180 с.
B: время до полной абсорбции раствора составляет от 180 до 300 с.
C: время до полной абсорбции раствора составляет 300 с или более.
Свойства обратно текущей текучей среды
В вышеупомянутой оценке скорости абсорбции через 10 минут после выливания третьего раствора, рассматривая залитую часть в качестве центра, на нее помещали 20 листов фильтровальной бумаги 4A, изготовленный фирмой Advantec Toyo Kaisha, Ltd., (размер 100 мм × 100 мм), а затем прикладывали нагрузку 3,5 кПа (3,5 кг, размер 100 мм × 100 мм). Фильтровальную бумагу удаляли через 2 минуты после прикладывания нагрузки. Разность между первоначальной массой фильтровальной бумаги и ее массой после приложения давления измеряли как количество обратно текущей текучей среды.
Принимая во внимание практические требования, оценки результатов измерений определяли следующим образом.
A: количество обратно текущей текучей среды составляет 0,5 г или менее.
B: количество обратно текущей текучей среды составляет от 0,5 до 1 г.
C: количество обратно текущей текучей среды составляет 1 г или более.
После описания настоящего изобретения по отношению к данным вариантам осуществления авторы предполагают, что настоящее изобретение не ограничивается какими-либо подробностями приведенного описания, если не определено другое условие, но истолковывается в широком смысле в пределах своей идеи и объема, как определено в сопровождающей формуле изобретения.
Настоящая заявка испрашивает приоритет патентной заявки № 2010-288535, поданной в Японии 24 декабря 2010 г., патентной заявки № 2010-288536, поданной в Японии 24 декабря 2010 г., патентной заявки № 2010-288537, поданной в Японии 24 декабря 2010, патентной заявки № 2010-288538, поданной в Японии 24 декабря 2010 г., и патентной заявки № 2011-271648, поданной в Японии 12 декабря 2011 г., причем каждая из них во всей своей полноте включена в настоящий документ посредством ссылки.
Описание условных обозначений
1 - Первая выступающая часть
11 - Верхняя часть первой выступающей части
11a - Первая сторона поверхности верхней части первой выступающей части
11b - Вторая сторона поверхности верхней части первой выступающей части
1k - Внутренние пространства первой выступающей части
2 - Вторая выступающая часть
21 - Верхняя часть второй выступающей части
21a - Первая сторона поверхности верхней части второй выступающей части
21b - Вторая сторона поверхности верхней части второй выступающей части
2k - Внутренние пространства второй выступающей части
3 - Стеночная часть
6 - Гофрированная часть
9 - Выступ
10 - Нетканый материал
T - Толщина листа
S (S1, S2, S3) - Толщина слоя
71 - Нижний лист
72 - Боковая оборка
73 - Абсорбирующий элемент
75 - Боковой лист
76 - Фиксирующая лента
100 - Одноразовый подгузник
V1, V2 - Сетчатое непрерывное пространство
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ МАТЕРИАЛ И ИСПОЛЬЗУЮЩЕЕ ЕГО АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2642033C1 |
| НЕТКАНОЕ ПОЛОТНО | 2013 |
|
RU2637404C2 |
| НЕТКАНОЕ ПОЛОТНО | 2013 |
|
RU2575448C1 |
| ГИДРОПЕРЕПУТАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭТОТ МАТЕРИАЛ | 2006 |
|
RU2393279C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2015 |
|
RU2680241C2 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2018 |
|
RU2736266C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2018 |
|
RU2721351C1 |
| ТРЕХМЕРНЫЙ ЛИСТ | 2014 |
|
RU2624300C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2013 |
|
RU2617985C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2573950C1 |
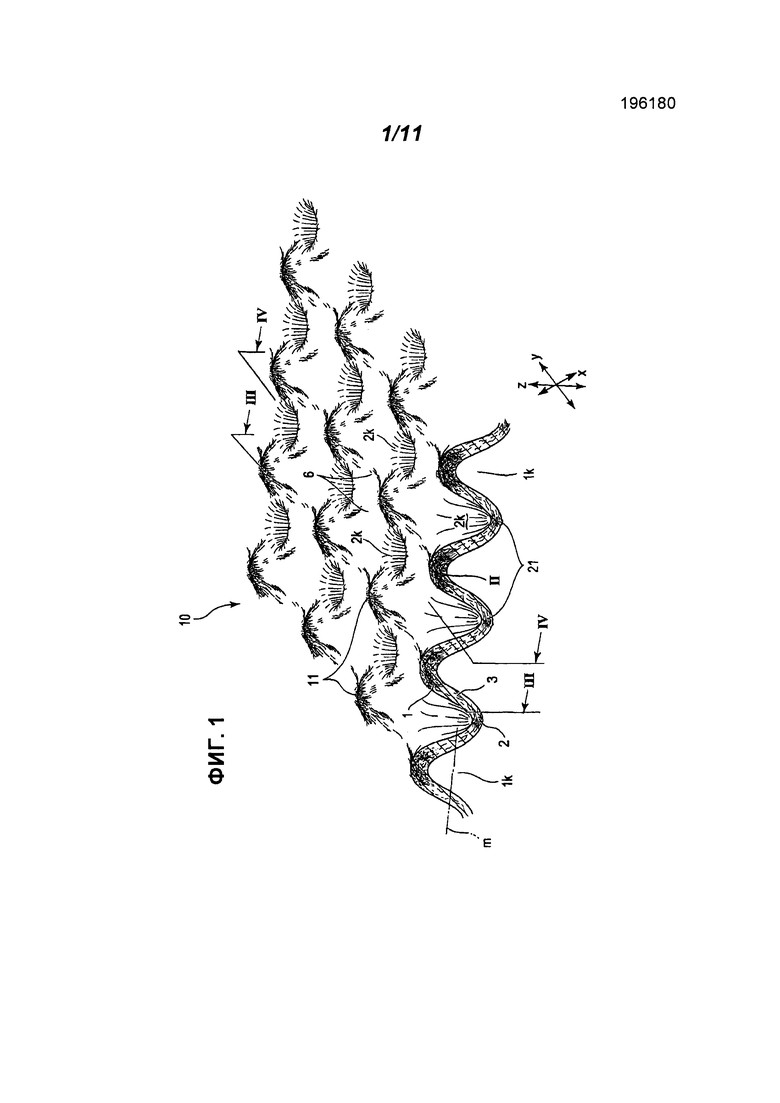
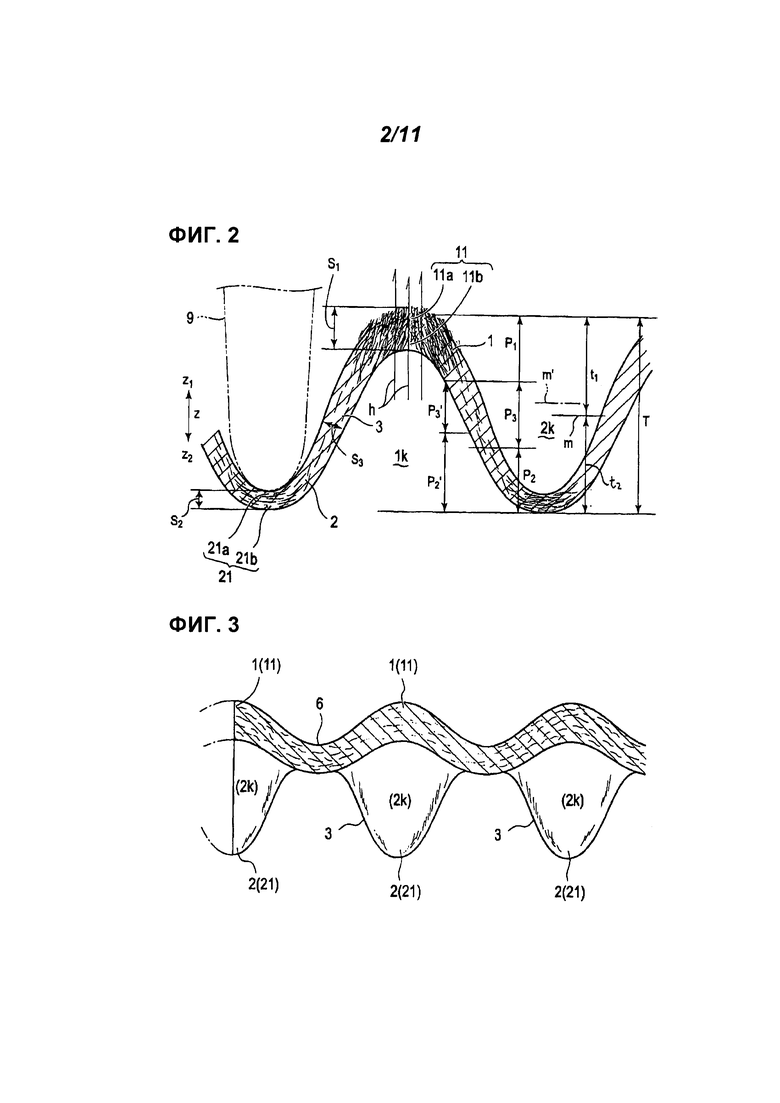
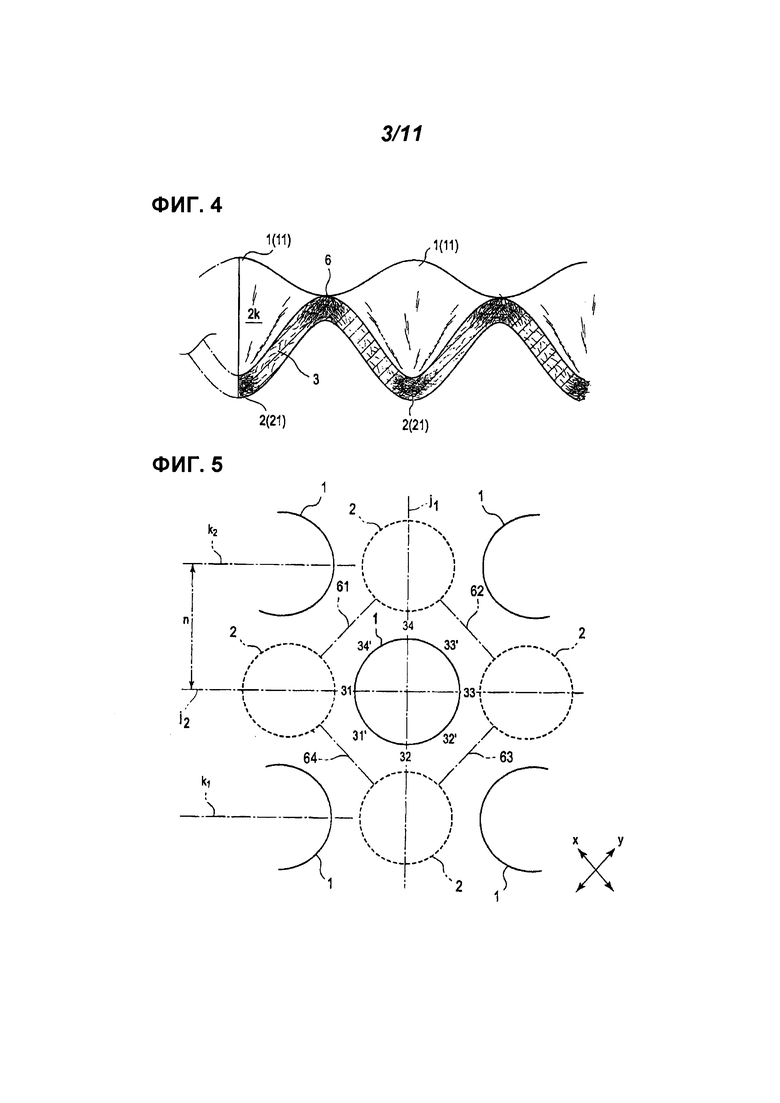
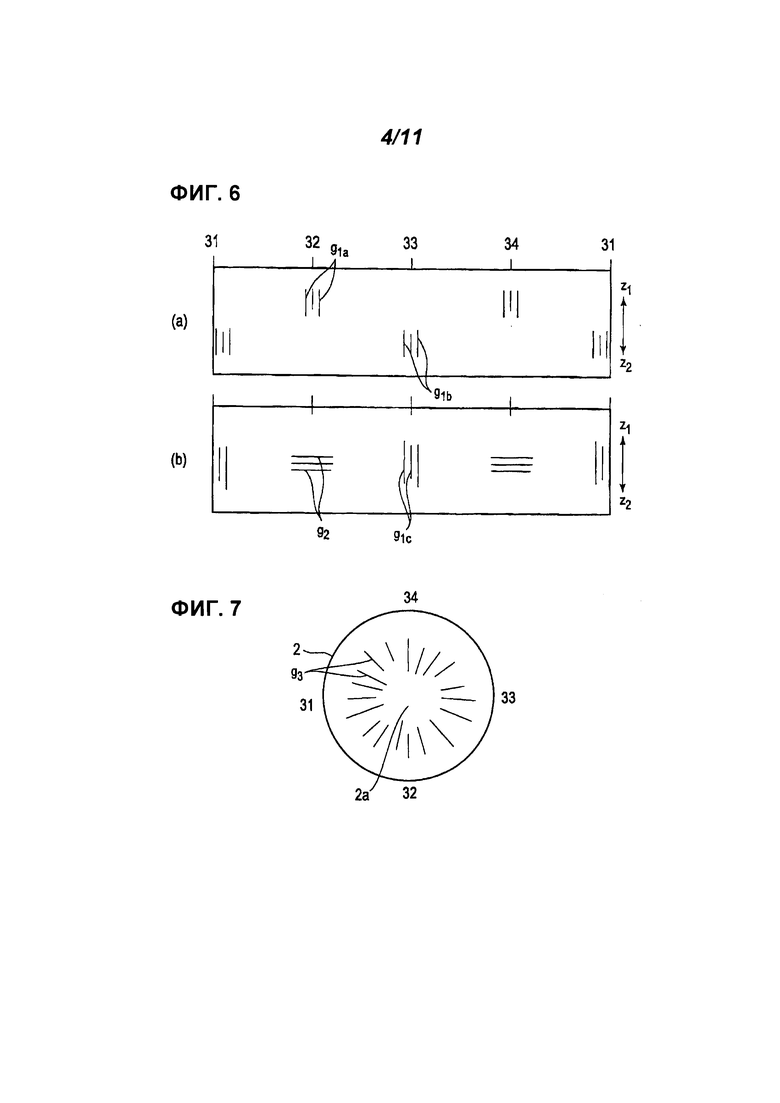
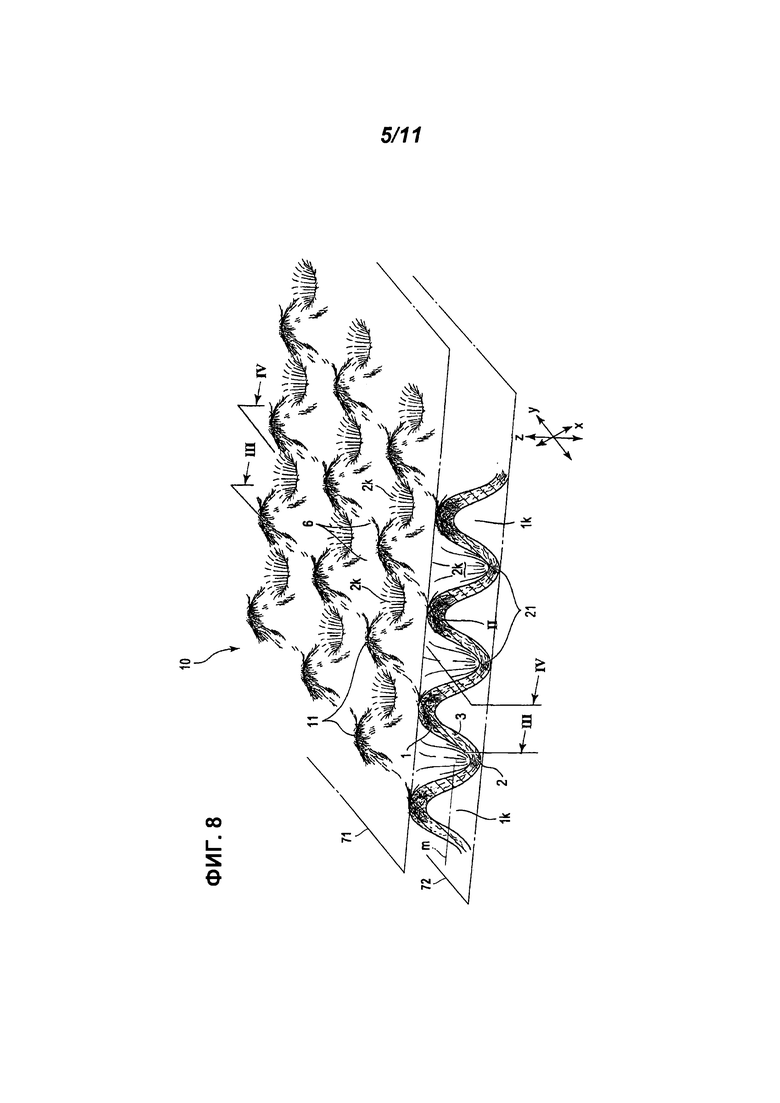
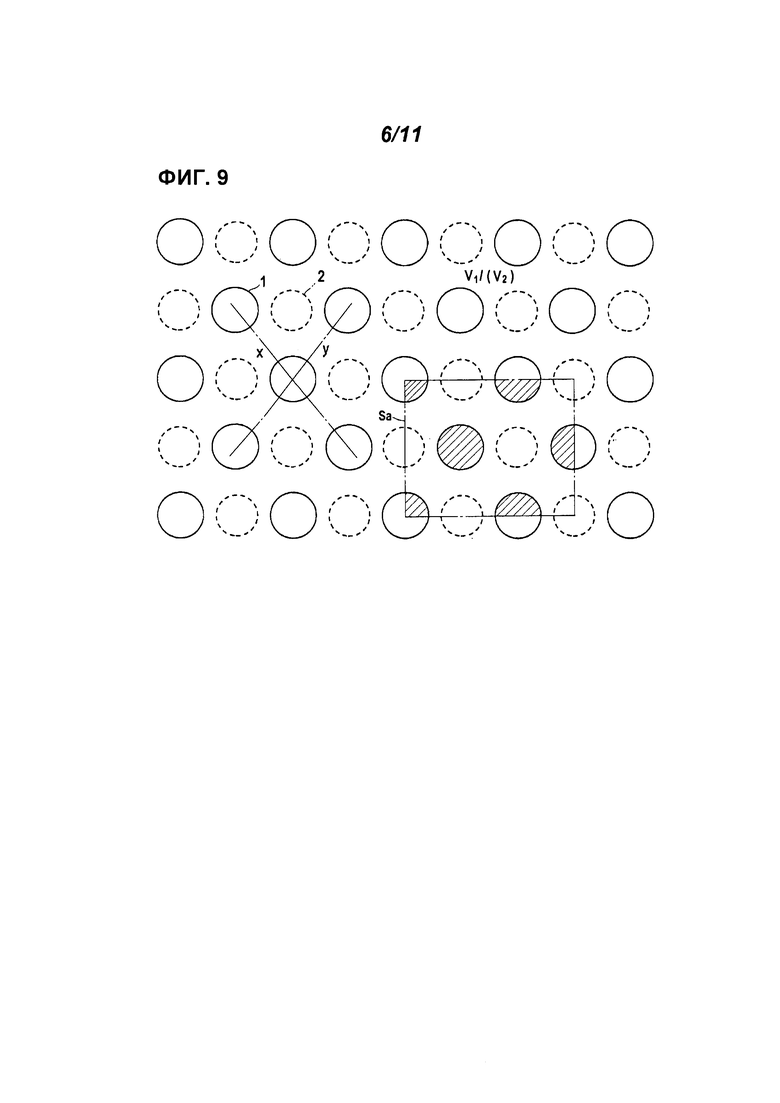
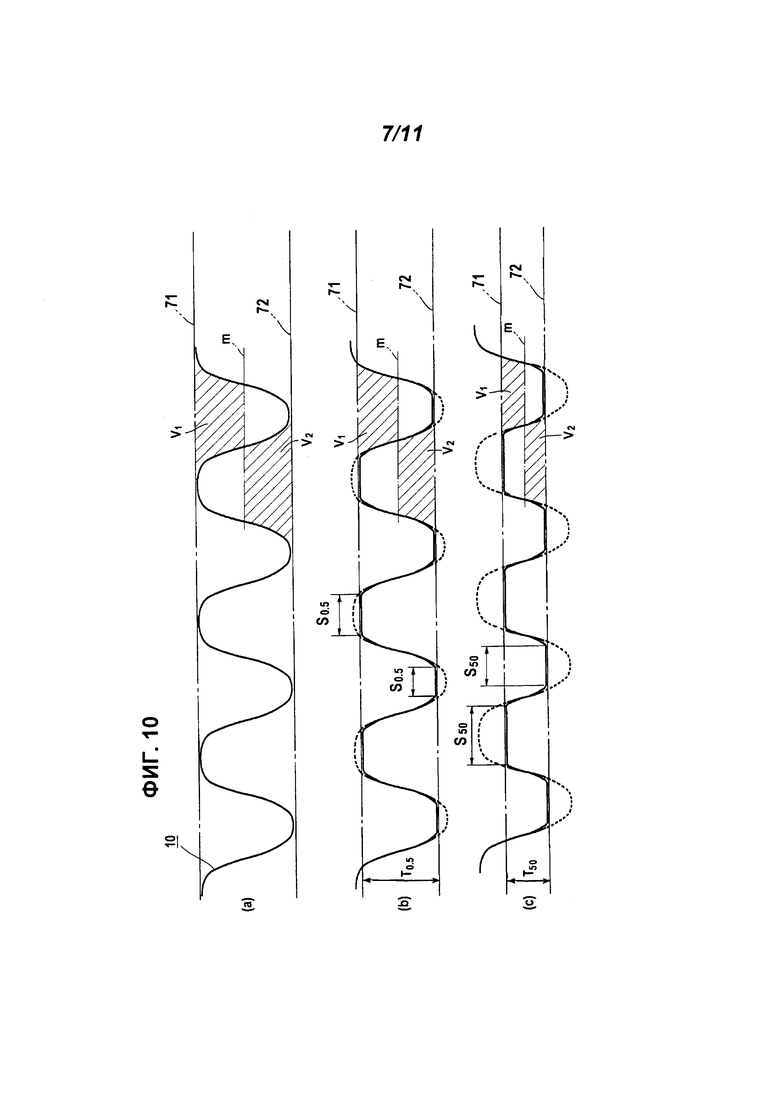
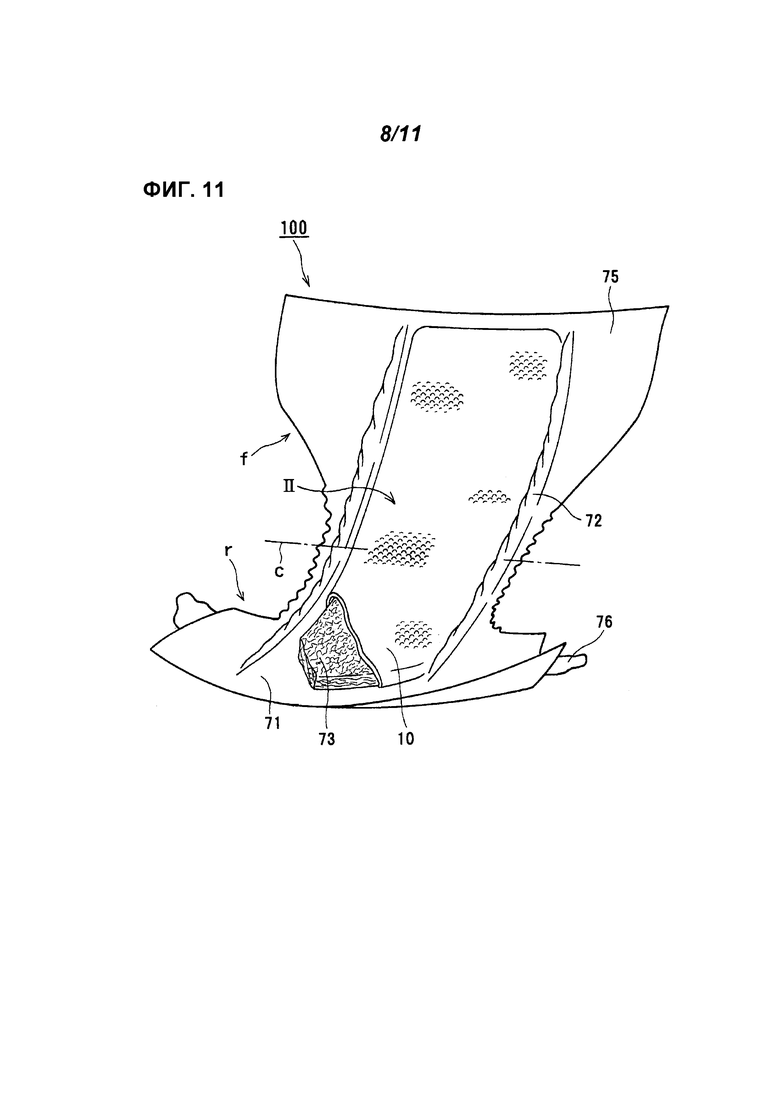
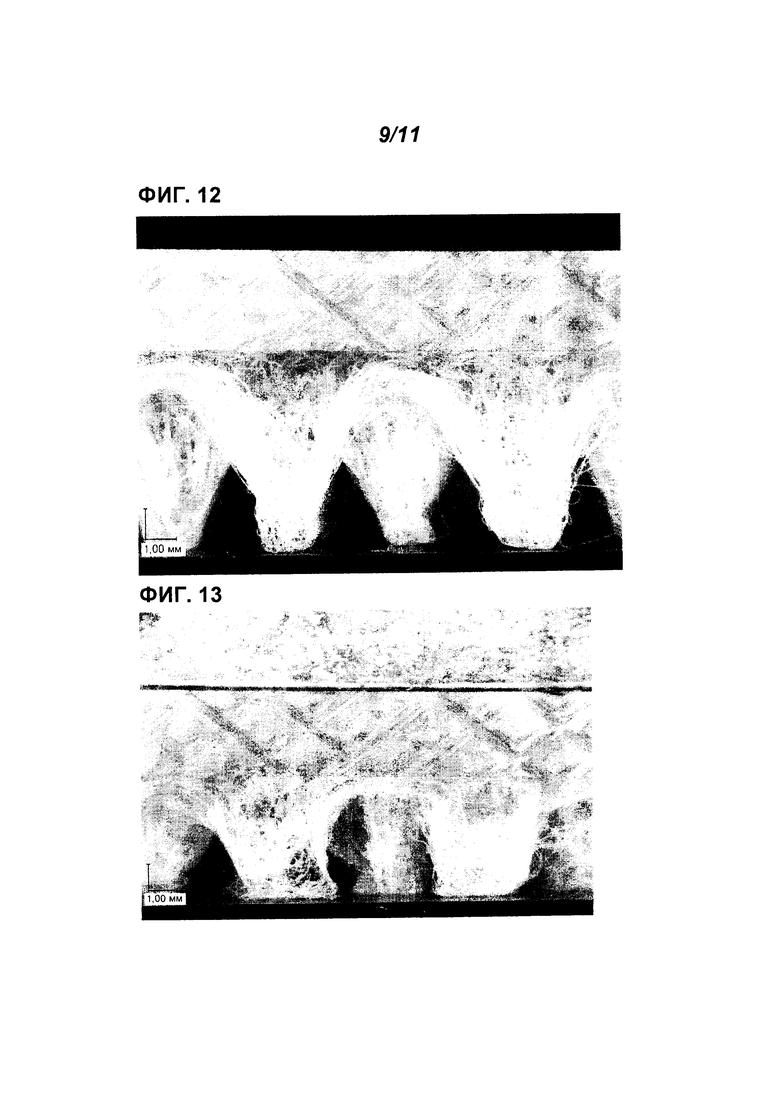
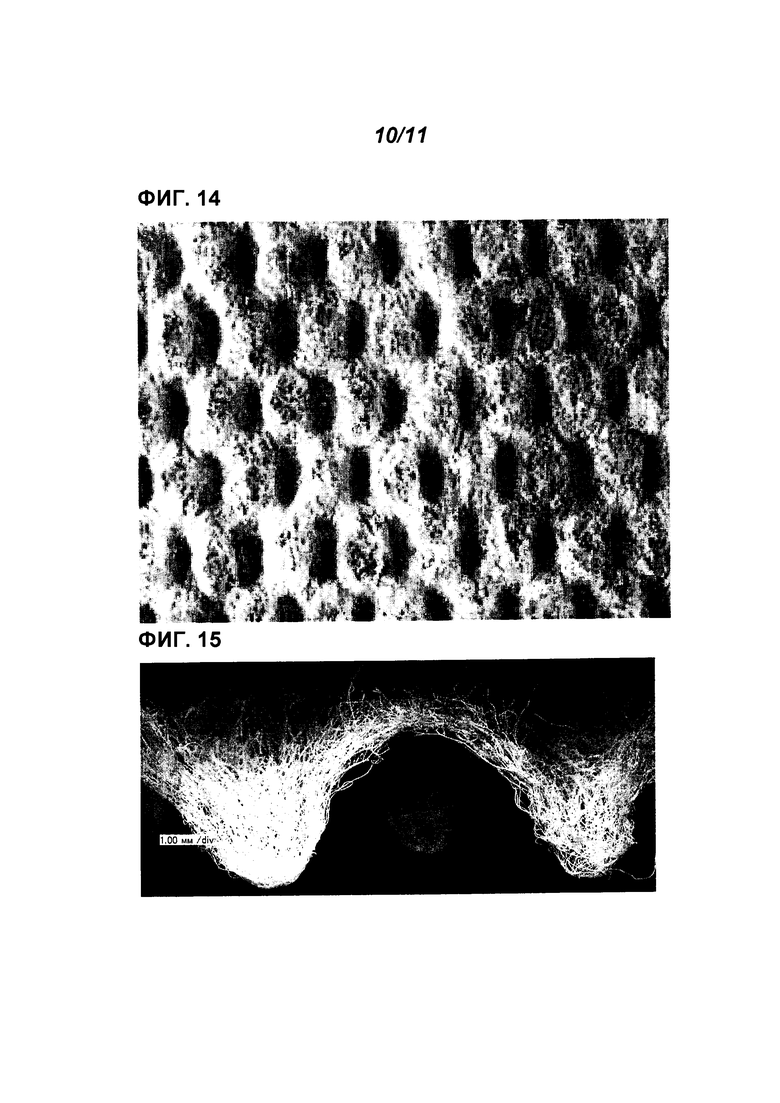
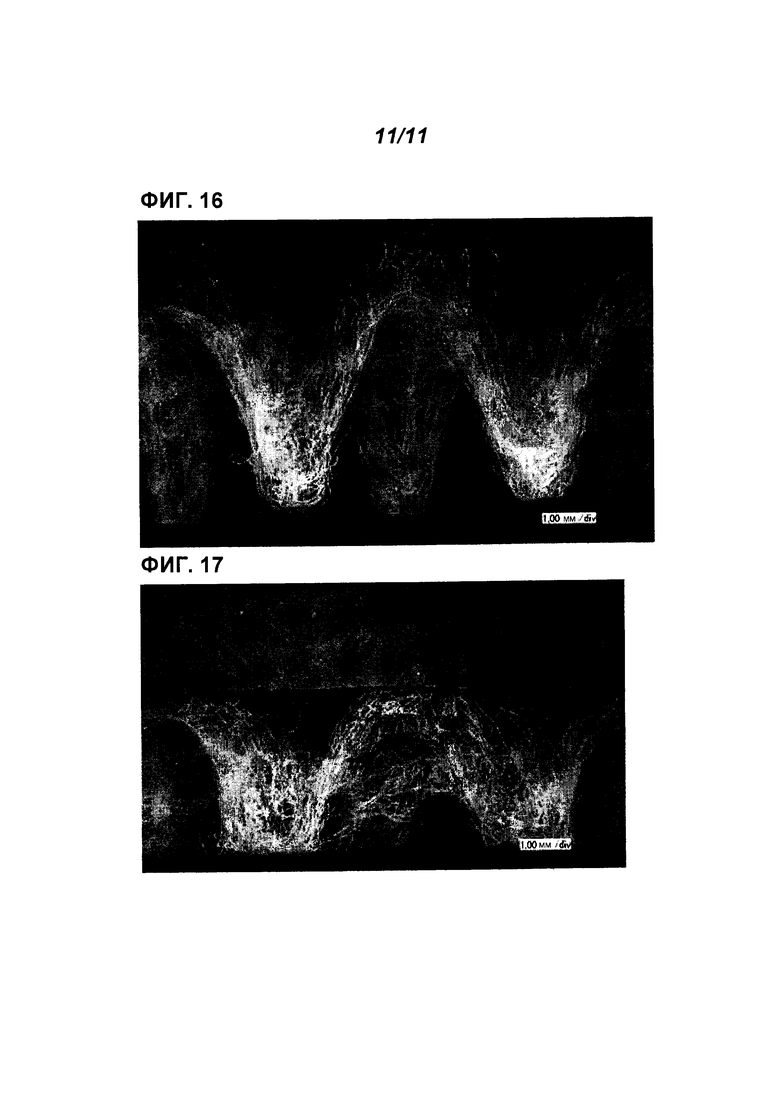
Нетканый материал, содержащий первую выступающую часть, выступающую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, выступающую ко второй стороне поверхности как противоположной стороне от первой поверхности, причем множество первых выступающих частей и вторых выступающих частей, поочередно через стеночные части, распределены в двух направлениях из первого направления и второго направления, в горизонтальной проекции нетканого материала, при этом стеночная часть имеет радиальную ориентацию волокон, сходящихся по направлению к верхней части второй выступающей части, по существу в любой точке в направлении поверхности, образованном как первое направление и второе направление. 2 н. и 23 з.п. ф-лы, 17 ил., 5 табл.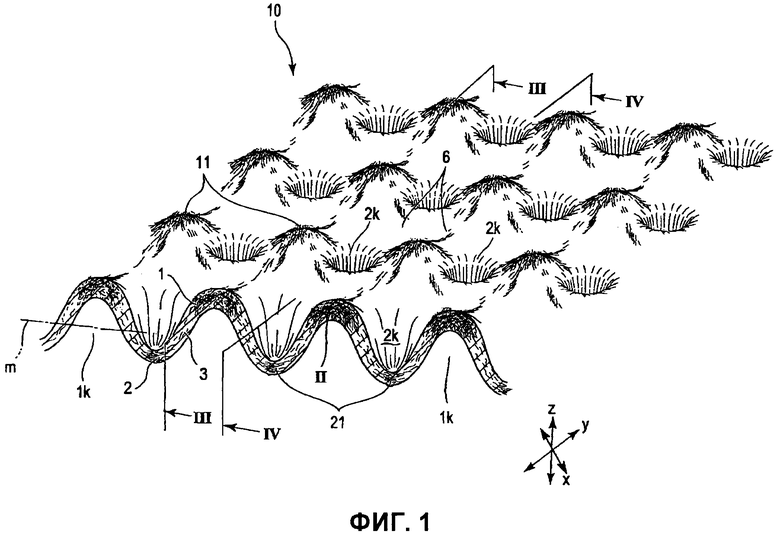
1. Нетканый материал, содержащий первую выступающую часть, выступающую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, выступающую ко второй стороне поверхности как противоположной стороне от первой поверхности, причем множество первых выступающих частей и вторых выступающих частей, поочередно через стеночные части, распределены в двух направлениях из первого направления и второго направления, в горизонтальной проекции нетканого материала, при этом стеночная часть имеет радиальную ориентацию волокон, сходящихся по направлению к верхней части второй выступающей части, по существу в любой точке в направлении поверхности, образованном как первое направление и второе направление.
2. Нетканый материал по п. 1, в котором первые выступающие части, которые смежны друг другу, и вторые выступающие части, которые смежны друг другу, соединены гофрированными соединительными частями.
3. Нетканый материал по п. 1, в котором плотность волокон r11 в верхней части первой выступающей части ниже, чем плотность волокон r12 в верхней части второй выступающей части.
4. Нетканый материал по п. 1, в котором стеночная часть является кольцевой и ориентации волокон различаются между частями стенки, которые пересекаются виртуальной линией, проходящей через центральную точку на ее горизонтальном сечении вдоль первого направления на поверхности, и в частях стеночной части, которые пересекаются виртуальной линией, проходящей через центральную точку вдоль второго направления на поверхности.
5. Нетканый материал по п. 1, в котором ориентация волокон постепенно изменяется от первой выступающей части или второй выступающей части к стеночной части.
6. Нетканый материал по п. 1, содержащий первую выступающую часть, выступающую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, выступающую ко второй стороне поверхности как противоположной стороне от первой поверхности, причем множество первых выступающих частей и вторых выступающих частей, поочередно через стеночную часть, распределены в двух направлениях: первом направлении и втором направлении, в горизонтальной проекции нетканого материала, при этом плотность волокон (r11a) на первой стороне поверхности верхней части первой выступающей части ниже, чем плотность волокон (r11b) на его второй стороне поверхности (r11a<r11b).
7. Нетканый материал по п. 1, в котором абсолютное значение  разности плотности волокон на обеих сторонах поверхности верхней части первой выступающей части выше, чем абсолютное значение
разности плотности волокон на обеих сторонах поверхности верхней части первой выступающей части выше, чем абсолютное значение  разности плотности волокон на обеих сторонах поверхности верхней части второй выступающей части.
разности плотности волокон на обеих сторонах поверхности верхней части второй выступающей части.
8. Нетканый материал по п. 1, в котором ориентация волокон (q11) верхней части первой выступающей части и ориентация волокон (q21) верхней части второй выступающей части являются различными.
9. Нетканый материал по п. 1, в котором в ориентации волокон верхней части второй выступающей части ориентация волокон (q21a) на первой стороне поверхности и ориентация волокон (q21b) на второй стороне поверхности являются по существу одинаковыми.
10. Нетканый материал по п. 1, в котором первое направление и второе направление на поверхности листа пересекаются под прямым углом.
11. Нетканый материал по п. 1, в котором внутренние части как первой выступающей части, так и второй выступающей части являются полостями.
12. Нетканый материал по п. 1, в котором как первая выступающая часть, так и вторая выступающая часть являются выступающими частями в форме полушария или в форме конуса с закругленной вершиной.
13. Нетканый материал по п. 1, в котором во второй выступающей части волокна ориентированы так, что они сходятся по направлению к верхней части выступающей части.
14. Нетканый материал по п. 1, в котором при толщине листа (Т) нетканого материала при низком давлении (0,05×103 Па) толщина (Tp) в условиях давления 3,5×103 Па составляет от 20 до 70% толщины (Т) перед прикладыванием давления.
15. Нетканый материал по п. 1, в котором ориентация волокон (r21) в направлении толщины верхней части второй выступающей части ниже, чем ориентация волокон (r3) в направлении толщины стеночной части.
16. Нетканый материал по п. 1, в котором количество точек сплавления волокон первой выступающей части (n1) меньше, чем количество точек сплавления волокон второй выступающей части (n2).
17. Нетканый материал по п. 1, в котором твердость при сжатии составляет от 0,01 до 0,35, причем нетканый материал содержит первую выступающую часть, выступающую к первой стороне поверхности в горизонтальной проекции нетканого материала в форме листа, и вторую выступающую часть, выступающую ко второй стороне поверхности как противоположной стороне относительно первой поверхности, причем множество первых выступающих частей и вторых выступающих частей, поочередно через стеночную часть, распределены в двух направлениях: первом направлении и втором направлении, в горизонтальной проекции нетканого материала, причем при контакте плоских поверхностей допускают зацепление множества первых выступающих частей и множества вторых выступающих частей нетканого материала, причем на обеих сторонах образованы сетчатые пространства, распространенные в направлении поверхности между контактирующими плоскими поверхностями и нетканым материалом.
18. Нетканый материал по п. 1, в котором нетканый материал представляет собой волокнистое полотно и его составляющие волокна сплавляются при нагревании.
19. Нетканый материал по п. 1, в котором при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхностью сохраняются сетчатые пространства между прижимающей поверхностью и нетканым материалом.
20. Нетканый материал по п. 1, в котором при сжатии нетканого материала в направлении поверхности давлением 0,5 гс/см2 недеформируемой прижимающей поверхностью соотношение (S0,5/Sa) между контактной площадью S0,5 прижимающей поверхности и нетканого материала и единичной общей площадью Sa прижимающей поверхности составляет от 0,1 до 0,4.
21. Нетканый материал по п. 1, в котором при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхностью соотношение (S50/Sa) между контактной площадью S50 прижимающей поверхности и нетканого материала и единичной общей площадью Sa прижимающей поверхности составляет от 0,3 до 0,9.
22. Нетканый материал по п. 1, в котором соотношение (Т50/Т0,5) между толщиной листа Т50 при сжатии нетканого материала в направлении поверхности давлением 50 гс/см2 недеформируемой прижимающей поверхностью и толщиной листа Т0,5 при сжатии давлением 0,5 гс/см2 таким же образом, как указано выше, составляет от 0,1 до 0,4.
23. Нетканый материал по п. 1, в котором толщина слоя первой выступающей части, толщина слоя второй выступающей части и толщина слоя стеночной части нетканого материала являются по существу одинаковыми.
24. Нетканый материал по п. 1, который расположен между верхним материалом и абсорбирующим элементом, образуя абсорбирующее изделие.
25. Абсорбирующее изделие, в котором нетканый материал по любому из пп. 1-24 наносят на верхний лист, причем его первые выступающие части направлены в сторону кожи.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| ГИГИЕНИЧЕСКОЕ ИЗДЕЛИЕ | 1995 |
|
RU2175861C2 |

