Область техники, к которой относится изобретение
[0001]
Настоящее изобретение предлагает трехмерный лист, в котором образуются многочисленные выпуклости, каждая из которых имеет полое внутреннее пространство.
Уровень техники
[0002]
Заявителем ранее был описан трехмерный лист, пригодный для использования в качестве верхнего листа абсорбирующего изделия, такого как одноразовый подгузник. Трехмерный лист включает: соединенные части, которые образуют путем частичного соединения сплавлением первое нетканое полотно и второе нетканое полотно; и многочисленные выпуклости, каждая из которых имеет полое внутреннее пространство, причем каждую выпуклость образует первое нетканое полотно, выступающее в направлении удаления от второго нетканого полотна в каждой несоединенной части, которую окружают соединенные части (см. патентные документы 1 и 2).
[0003]
Патентный документ 1: японская патентная заявка JP 2009-201964A
Патентный документ 2: японская патентная заявка JP 2006-175689A
[0004]
Трехмерный лист, описанный в патентном документе 1, образуется, когда скрепляются первое нетканое полотно и второе нетканое полотно, которые наслаиваются друг на друга, посредством частично ориентированных соединенных частей. Таким образом, когда трехмерный лист используется, например, в качестве верхнего листа абсорбирующего изделия, полые выпуклости с меньшей вероятностью сплющиваются в процессе ношения изделия, по сравнению с однослойными трехмерными листами. Кроме того, площадь контакта между листом и кожей в процессе ношения изделия уменьшается и повторное смачивание (возврат жидкости) также уменьшается, и, таким образом, может предполагаться уменьшение покраснения и сыпи. Кроме того, подавляется распространение мягкого кала и может предполагаться уменьшение прилипания кала к коже.
[0005]
Однако требуется дополнительное уменьшение повторного смачивания и дополнительное уменьшение покраснения и сыпи. Кроме того, требуется дополнительное подавление распространения мягкого кала и дополнительное уменьшение прилипания кала к коже.
[0006]
Трехмерный лист, описанный в патентном документе 2, имеет отверстия в соединенных частях, которые соединяют первое нетканое полотно и второе нетканое полотно. Таким образом, когда данный трехмерный лист используется, например, в качестве верхнего листа абсорбирующего изделия, по сравнению с трехмерным листом, описанным в патентном документе 1, уменьшается остаток жидкости и дополнительное уменьшается повторное смачивание, а также может предполагаться дополнительно уменьшение покраснения и сыпи. Кроме того, дополнительно подавляется распространение мягкого кала и может предполагаться дополнительное уменьшение прилипания кала к коже.
[0007]
К сожалению, трехмерный лист, описанный в патентном документе 2, все же нуждается в дальнейшем усовершенствовании в связи с тем, что оказывается затруднительным достижение прочности соединения в соединенных частях, имеющих отверстия, и, таким образом, первое нетканое полотно и второе нетканое полотно могут расслаиваться в процессе использования.
Сущность изобретения
[0008]
Настоящее изобретение предлагает трехмерный лист, включающий: первое нетканое полотно; второе нетканое полотно; образующие лист соединенные сплавлением части, которые образуют посредством частичного соединения сплавлением первое нетканое полотно и второе нетканое полотно, которые наслаиваются друг на друга; и многочисленные выпуклости, каждая из которых имеет полое внутреннее пространство, причем данные выпуклости образует первое нетканое полотно, выступающее в направлении удаления от второго нетканого полотна в соответствующих не соединенных сплавлением частях, каждую из которых окружают образующие лист соединенные сплавлением части.
Каждое из первого нетканого полотна и второго нетканого полотна представляет собой нетканое полотно, в котором сетка, изготовленная из длинных волокон, скрепляется посредством термически соединенных сплавлением частей. Каждое из длинных волокон представляет собой однокомпонентное волокно, изготовленное в процессе равномерного прядения расплавленного термопластического полимера.
На внутренней стороне своего контура каждая образующая лист соединенная сплавлением часть имеет сквозное отверстие, у которого наружный периферический край имеет форму, аналогичную форме контура.
Первое нетканое полотно и второе нетканое полотно соединяются в секции между контуром каждой образующей лист соединенной сплавлением части и наружным периферическим краем сквозного отверстия.
Краткое описание чертежей
[0009]
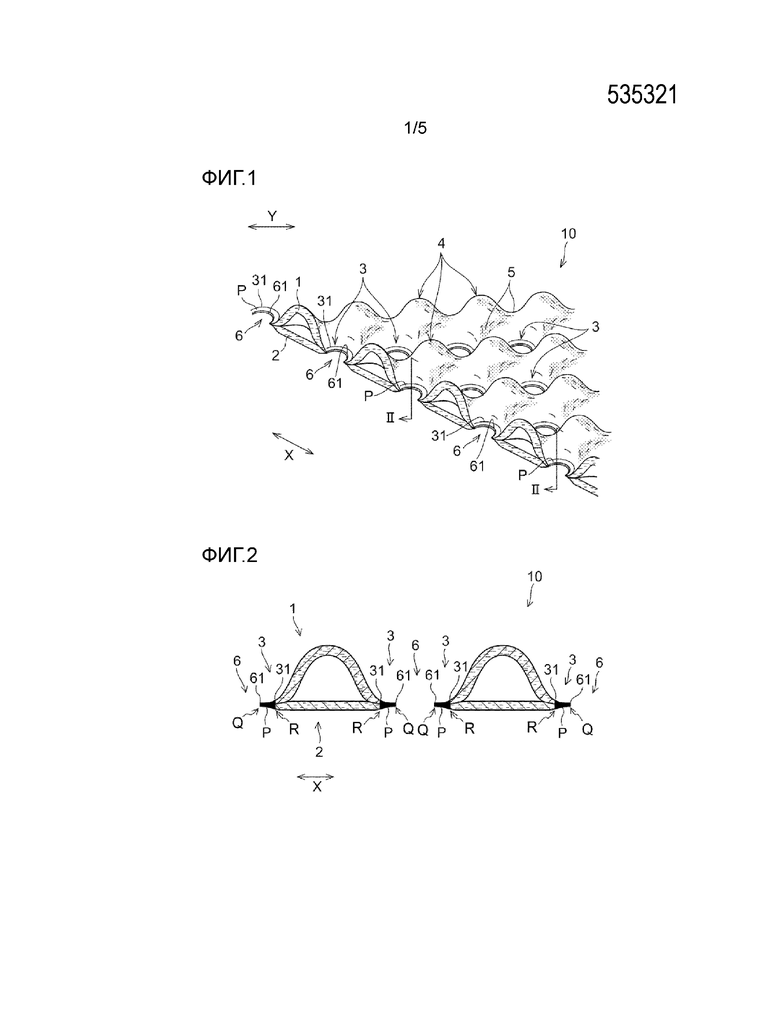
[Фиг. 1] Фиг. 1 представляет перспективное изображение, иллюстрирующее, в увеличенном масштабе, основные части трехмерного листа согласно варианту осуществления настоящего изобретения.
[Фиг. 2] Фиг. 2 представляет изображение поперечного сечения, проведенного вдоль линии II-II на фиг. 1.
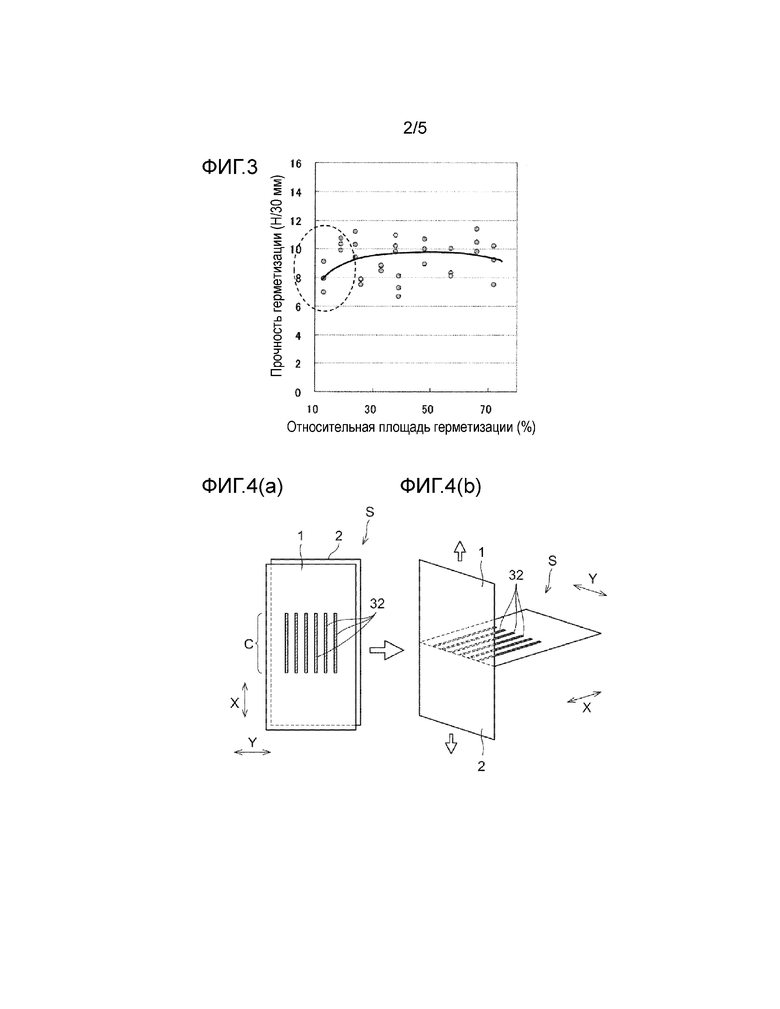
[Фиг. 3] Фиг. 3 представляет график иллюстрирующий соотношение между прочностью герметизации и относительной площадью герметизации в тех случаях, где частично соединяются сплавлением два нетканых полотна, состоящие из термопластических полимеров, представляющих собой один и тот же полимер.
[Фиг. 4] Фиг. 4 представляют диаграммы, разъясняющие способ изготовления образца для измерений и определения соотношения между прочностью герметизации и относительной площадью герметизации, проиллюстрированного на фиг. 3, и способ измерения прочности герметизации с использованием изготовленного образца для измерений.
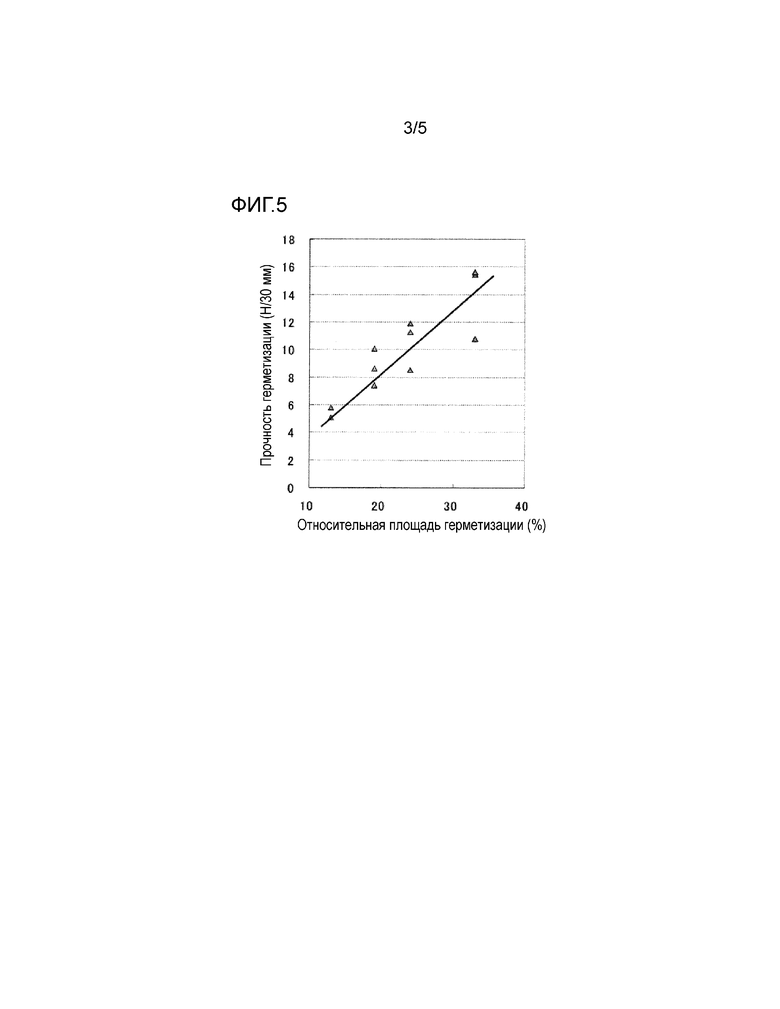
[Фиг. 5] Фиг. 5 представляет график, иллюстрирующий соотношение между прочностью герметизации и относительной площадью герметизации в тех случаях, где частично соединяются сплавлением двух нетканых полотен, которые составляют длинные волокна со структурой, состоящей из сердцевины и оболочки.
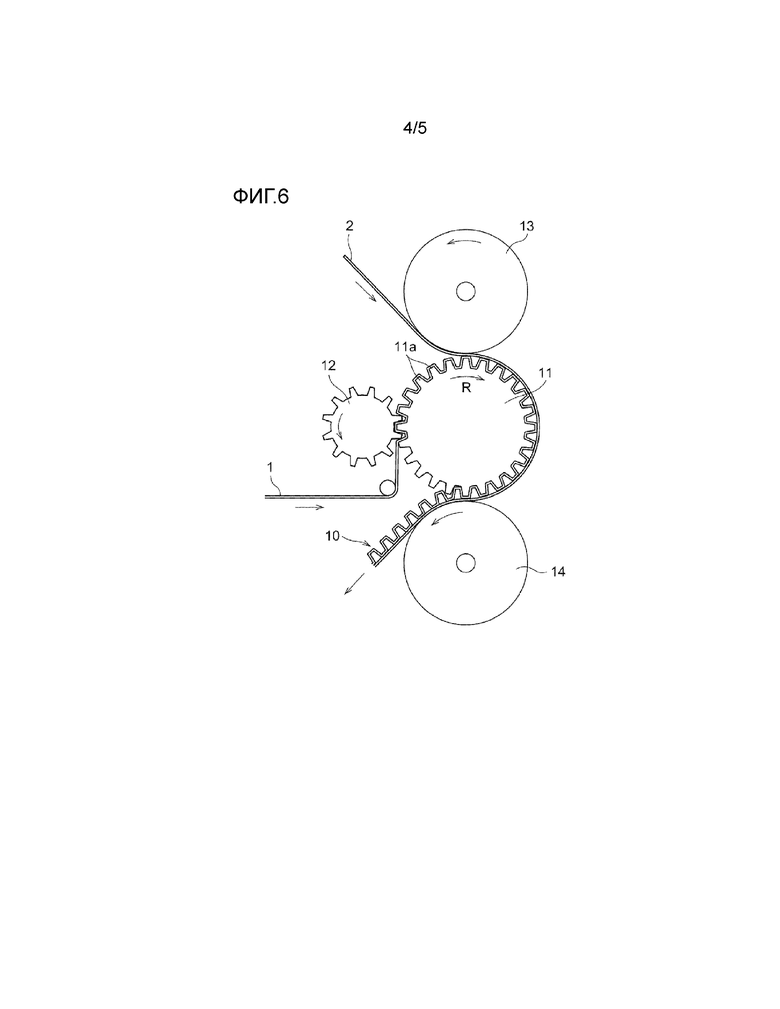
[Фиг. 6] Фиг. 6 представляет схематическую диаграмму, иллюстрирующую производственное устройство, которое соответствующим образом используется для производства трехмерного листа, проиллюстрированного на фиг. 1.
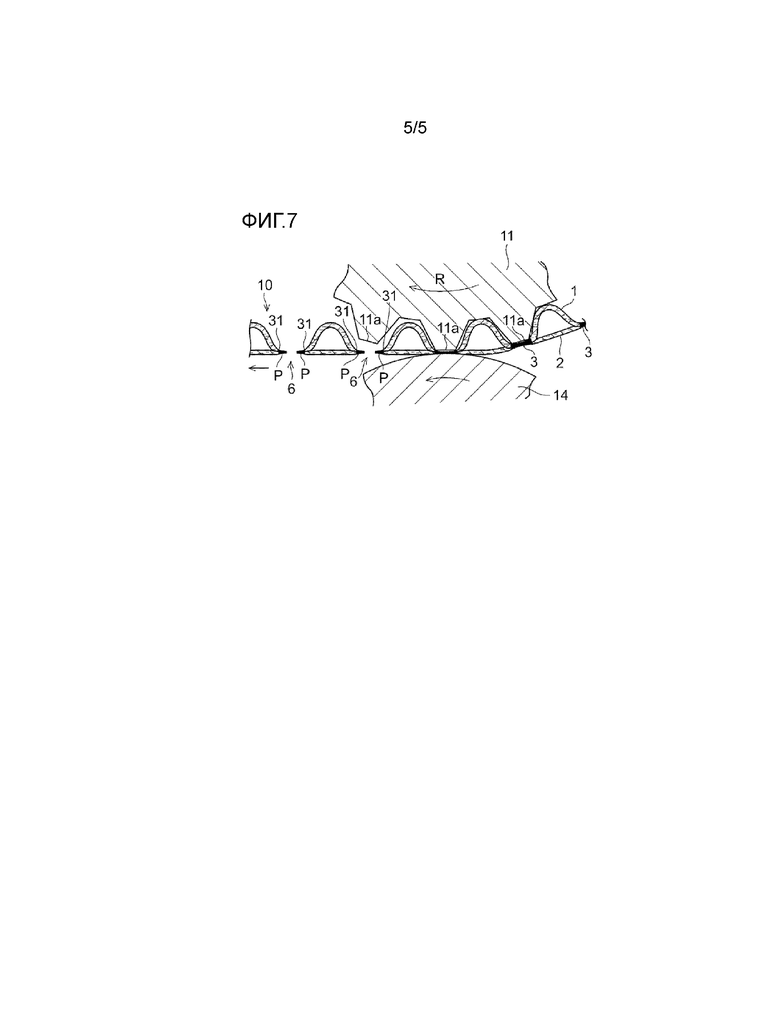
[Фиг. 7] Фиг. 7 представляет диаграмму, иллюстрирующую механизм образования сквозного отверстия в образующей лист соединенной сплавлением части, для которого используются первый ролик и второй нагревательный ролик производственного устройства, проиллюстрированного на фиг. 6.
Описание вариантов осуществления
[0010]
Настоящее изобретение описывается ниже согласно его предпочтительным вариантам осуществления со ссылкой на чертежи. Фиг. 1 и 2 иллюстрируют трехмерный лист согласно варианту осуществления настоящего изобретения. Фиг. 1 представляет перспективное изображение, схематически иллюстрирующее основные части трехмерного листа, частично на изображении поперечного сечения. Фиг. 2 представляет изображение поперечного сечения, проведенного вдоль линии II-II, проиллюстрированной на фиг. 1. Трехмерный лист 10 согласно настоящему варианту осуществления представляет собой трехмерный лист, включающий: первое нетканое полотно 1; второе нетканое полотно 2; образующие лист соединенные сплавлением части 3, которые образуют посредством частичного соединения сплавлением первое нетканое полотно 1 и второе нетканое полотно 2, которые наслаиваются друг на друга; и многочисленные выпуклости 4, каждая из которых имеет полое внутреннее пространство, причем выпуклости 4 образует первое нетканое полотно 1, выступающее в направлении удаления от второго нетканого полотна 2 в соответствующих не соединенных сплавлением частях, каждую из которых окружают образующие лист соединенные сплавлением части 3. Первое нетканое полотно 1 и второе нетканое полотно 2 частично соединяются сплавлением, и в результате этого образуются многочисленные образующие лист соединенные сплавлением части 3. Первое нетканое полотно 1 выступает в направлении удаления от поверхности второго нетканого полотна 2 в секциях, не представляющих собой образующие лист соединенные сплавлением части 3, и, таким образом, образуются многочисленные выпуклости 4, каждая из которых имеет полое внутреннее пространство. Таким образом, в трехмерном листе 10 поверхность на стороне второго нетканого полотна 2 является практически плоской и в значительной степени волнообразные выпуклости и углубления образуются на стороне первого нетканого полотна 1. Когда трехмерный лист 10 используется, например, в качестве верхнего листа абсорбирующего изделия, выпуклости 4 на стороне первого нетканого полотна 1 ориентируются в направлении, в котором они выступают в сторону кожи пользователя.
[0011]
Трехмерный лист 10 имеет продольное направление X и поперечное направление Y, перпендикулярное по отношению к продольному направлению X. в трехмерном листе 10 согласно настоящему варианту осуществления, учитывая направление ориентации, в котором ориентируются, главным образом, составляющие волокна основного материала первого листа 11 и основного материала второго листа 12, продольное направление X трехмерного листа 10 соответствует машинному направлению (MD) вдоль направления ориентации волокон, а поперечное направление Y трехмерного листа 10 соответствует поперечному направлению (CD), которое является перпендикулярным по отношению к машинному направлению. Кроме того, машинное направление (направление X) представляет собой направление перемещения трехмерного листа 10 в процессе его производства.
[0012]
Периферию каждой выпуклости 4, которая представляет собой не соединенную сплавлением часть, окружают многочисленные образующие лист соединенные сплавлением части 3, которые отделяются друг от друга. В трехмерном листе 10, который проиллюстрирован на фиг. 1, периферию каждой выпуклости окружают четыре образующие лист соединенные сплавлением части 3. Следует отметить, что число образующих лист соединенных сплавлением частей 3, которые окружают выпуклость 4, не ограничивается четырьмя и могут присутствовать, например, две, три, пять, шесть, семь или более образующих лист соединенных сплавлением частей. Предпочтительно каждую выпуклость 4 окружают четыре или более, предпочтительнее пять или более и предпочтительно восемь или менее, предпочтительнее шесть или менее образующих лист соединенных сплавлением частей 3.
[0013]
Далее расположение выпуклостей 4 описывается более подробно. Как проиллюстрировано на фиг. 1, выпуклости 4 располагаются в продольном направлении X таким образом, что они образуют ряд с заданными интервалами между ними и такие многочисленные ряды образуются в поперечном направлении Y. Кроме того, выпуклости 4 располагаются в поперечном направлении Y таким образом, что они образуют ряд с заданными интервалами между ними и такие многочисленные ряды образуются в продольном направлении X. В трехмерном листе 10 согласно настоящему варианту осуществления, при рассмотрении одного определенного ряда из рядов, проходящих в продольном направлении X, выпуклости 4, которые составляют этот определенный ряд, сдвинуты на половину шага от выпуклостей 4, которые составляют другой ряд, прилегающий к этому определенному ряду в поперечном направлении Y. Кроме того, при рассмотрении одного определенного ряда из рядов, проходящих в поперечном направлении Y, выпуклости 4, которые составляют этот определенный ряд, сдвинуты на половину шага от выпуклостей 4, которые составляют другой ряд, прилегающий к этому определенному ряду в продольном направлении X.
[0014]
Выпуклости 4, имеющие полое внутреннее пространство, не являются отдельными и независимыми друг от друга; напротив, если рассматривается одна произвольный выпуклость 4, эта выпуклость 4 соединяется по всей своей периферии с прилегающими к ней выпуклостями 4. Соединительная часть 5 между выпуклостями 4 имеет меньшую высоту, чем высота верхней части каждой выпуклости 4, хотя верхняя часть каждой соединительной части 5 занимает более высокое положение, чем образующие лист соединенные сплавлением части 3. Образующие лист соединенные сплавлением части 3 располагаются в центре соответствующих углублений состоящей из выпуклостей и углублений структуры трехмерного листа 10, и углубления являются отдельными и независимыми друг от друга.
[0015]
Предпочтительная форма поперечного сечения каждой выпуклости 4 представляет собой, например, куполообразную форму, форму плоского прямоугольного параллелепипеда или форму усеченной квадратной пирамиды, которая имеет, в целом, гладкие закругленные ребра. В трехмерном листе 10 согласно настоящему варианту осуществления каждая выпуклость 4 имеет закругленную куполообразную форму, как проиллюстрировано на фиг. 1.
[0016]
Предпочтительная форма горизонтальной проекции каждой образующей лист соединенной сплавлением части 3 представляет собой, например, круг, прямоугольник, овал или правильный многоугольник. В трехмерном листе 10 согласно настоящему варианту осуществления каждая образующая лист соединенная сплавлением часть является круглой, как проиллюстрировано на фиг. 1.
[0017]
В трехмерном листе 10, как проиллюстрировано на фиг. 1 и 2, каждая образующая лист соединенная сплавлением часть 3 имеет, на внутренней стороне своего контура 31, сквозное отверстие 6, у которого наружный периферический край 61 имеет форму, аналогичную форме контура 31. Каждое сквозное отверстие 6 образуется на внутренней стороне образующей лист соединенной сплавлением части 3 как единственное отверстие, пронизывающее первое нетканое полотно 1 и второе нетканое полотно 2. Форма горизонтальной проекции сквозного отверстия 6 имеет равномерно уменьшенную в масштабе форму, аналогичную форме образующей лист соединенной сплавлением части 3; в трехмерном листе 10 согласно настоящему варианту осуществления сквозное отверстие 6 является круглым, как проиллюстрировано на фиг. 1.
[0018]
В трехмерном листе 10 сквозное отверстие 6 располагается на внутренней стороне каждой образующей лист соединенной сплавлением части 3. Таким образом, как проиллюстрировано на фиг. 2, в трехмерном листе 10 первое нетканое полотно 1 и второе нетканое полотно 2 соединяются в секции P между контуром 31 каждой образующей лист соединенной сплавлением части 3 и наружным периферическим краем 61 сквозного отверстия 6. На изображении поперечного сечения внутренняя краевая часть Q секции P, которая располагается на стороне наружного периферического края 61 сквозного отверстия 6, находится в состоянии, в котором не присутствует форма волокна для длинных волокон, составляющих первое нетканое полотно 1 и второе нетканое полотно 2, как описано далее. Более конкретно, как проиллюстрировано на фиг. 2, секция P представляет собой секцию, имеющую определенную ширину между контуром 31 образующей лист соединенной сплавлением части 3 и наружным периферическим краем 61 сквозного отверстия 6, и она образуется в форме кольца. Такая кольцеобразная секция P имеет внутреннюю краевую часть Q, которая располагается на стороне наружного периферического края 61 сквозного отверстия 6, и наружную краевую часть R, которая располагается на стороне контура 31 образующей лист соединенной сплавлением части 3. Во внутренней краевой части Q секции P длинные волокна равномерно плавятся, и внутренняя краевая часть Q находится в состоянии пленки, в которой больше не присутствует форма волокна. С другой стороны, на изображении поперечного сечения, наружная краевая часть R секции P находится в состоянии, в котором присутствует форма волокна для длинных волокон, составляющих первое нетканое полотно 1 и второе нетканое полотно 2, т.е. наблюдается состояние, в котором часть R не полностью превращается в пленку. Степень, в которой кольцеобразная секция P превращается в пленку, уменьшается от стороны внутренней краевой части Q по направлению к стороне наружной краевой части R, т.е. по направлению к секциям, концентрически удаленным от центра. Более конкретно, в кольцеобразной секции P, на изображении поперечного сечения, разделяющее волокна расстояние для длинных волокон, составляющих первое нетканое полотно 1 и второе нетканое полотно 2, постепенно увеличивается от стороны внутренней краевой части Q по направлению к стороне наружной краевой части R, и секция P образует ступенчатую структуру. Вопрос о том, что секция P образует ступенчатую структуру, решается следующим образом. Образец трехмерного листа 10 погружается в жидкий азот и замораживается в достаточной степени. Аналогичным образом, имеющееся в продаже лезвие в достаточной степени погружается в жидкий азот. С помощью этого лезвия секция в окрестности наружной краевой части R и секция в окрестности внутренней краевой части Q вырезаются в направлении толщины. Чтобы предотвращать воздействие резания лезвием на форму поверхности среза, резание осуществляется моментально, например, посредством удара молотком по противоположной режущей кромке поверхности лезвия. Поверхность среза наблюдается с помощью электронного микроскопа, и измеряется толщина каждой из этих секций. При сравнении толщины в окрестности внутренней краевой части Q и толщины в окрестности наружной краевой части R, в тех случаях, где толщина в окрестности наружной краевой части R составляет более чем толщина в окрестности внутренней краевой части Q, считается, что секция P "образует ступенчатую структуру".
[0019]
Каждое из первого нетканого полотна 1 и второго нетканого полотна 2 представляет собой нетканое полотно, в котором сетка, изготовленная из длинных волокон, скрепляется посредством термически соединенных сплавлением частей, и в качестве нетканого полотна, может использоваться, например, фильерное нетканое полотно, полученное аэродинамическим способом из расплава нетканое полотно или многослойное нетканое полотно, включающее фильерное слой и полученный аэродинамическим способом из расплава слой.
[0020]
Каждое из длинных волокон, которые составляют первое нетканое полотно 1 и второе нетканое полотно 2, представляет собой однокомпонентное волокно, изготовленное в процессе равномерного прядения расплавленного термопластического полимера. Согласно настоящему изобретению "однокомпонентное волокно" не относится к типу волокон, имеющих концентрическую или эксцентрическую структуру из сердцевины и оболочки, или структуру с параллельным расположением компонентов, но представляет собой волокно, которое изготавливается в процессе прядения и имеет однородную однослойную структуру. Линейная плотность волокна в случае длинных волокон составляет предпочтительно 0,5 дтекс или более, предпочтительнее 0,8 дтекс или более и предпочтительно 5,0 дтекс или менее, предпочтительнее 4,0 дтекс или менее.
[0021]
Примеры термопластического полимера, который составляет первое нетканое полотно 1 и второе нетканое полотно 2, представляют собой полимеры на полиолефиновой основе, полимеры на сложнополиэфирной основе, полимеры на полиамидной основе, полимеры на акрилонитрильной основе, полимеры на виниловой основе и полимеры на винилиденовой основе. Примерные полимеры на полиолефиновой основе представляют собой полиэтилен, полипропилен и полибутилен. Примерные полимеры на сложнополиэфирной основе представляют собой полиэтилентерефталат и полибутилентерефталат. Примерный полимер на полиамидной основе представляет собой нейлон. Примерный полимер на виниловой основе представляет собой поливинилхлорид. Примерный полимер на винилиденовой основе представляет собой поливинилиденхлорид. Полимер одного из этих типов может использоваться индивидуально, или полимеры двух или более типов могут использоваться в смеси. Могут использоваться модифицированные продукты на основе этих полимеров. Оказывается предпочтительным, что каждый из этих полимеров представляет собой полимер, включающий от 50 до 100 мас.%, по меньшей мере, одного из гомополимера, статистического сополимера или блочного сополимера. В качестве альтернативы, каждый из этих полимеров может представлять собой полимер, который образуют посредством смешивания гомополимер, статистический сополимер или блочный сополимер. С точки зрения улучшения сопротивления расслаиванию между первым нетканым полотном 1 и вторым нетканым полотном 2, оказывается предпочтительным, что первое нетканое полотно 1 и второе нетканое полотно 2 составляет один и тот же термопластический полимер.
[0022]
Кроме того, с точки зрения получения сопротивления расслаиванию между первым нетканым полотном 1 и вторым нетканым полотном 2, которое выдерживает условия фактического применения, оказывается предпочтительным, что термопластический полимер, составляющий первое нетканое полотно 1 и второе нетканое полотно 2, представляет собой единственный полимер. Согласно настоящему изобретению примеры единственного полимера представляют собой полиэтиленовый полимер, состоящий из гомополимера, полипропиленовый полимер, состоящий из гомополимера, и полиэтилентерефталат полимер, состоящий из гомополимера; с точки зрения пригодности для прядения, оказывается предпочтительным полипропиленовый полимер, состоящий из гомополимера. Вышеупомянутые точки зрения представлены на основании обнаружения авторами настоящего изобретения того, что посредством использования одного и того же полимера в качестве термопластического полимера, составляющего первое нетканое полотно 1 и второе нетканое полотно 2, практически постоянная прочность может быть достигнута в отношении сопротивления расслаиванию между первым нетканым полотном 1 и вторым нетканым полотном 2, независимо от площади герметизации.
[0023]
Фиг. 3 представляет на графике соотношение между прочностью герметизации и относительной площадью герметизации в тех случаях, где частично соединяются сплавлением первое нетканое полотно 1 и второе нетканое полотно 2, которые составляет термопластический полимер, представляющий собой один и тот же полимер. Более конкретно, как проиллюстрировано на фиг. 4(a), образец для измерений S получают, осуществляя: изготовление первого и второго нетканых полотен 1, 2, каждое из которых имеет длину 200 мм в продольном направлении X и ширину 50 мм в поперечном направлении Y; наслаивание нетканых полотен друг на друга; и (герметическое) соединение нетканых полотен друг с другом посредством расположения в центральной части C наслоенного образца многочисленных линий герметического соединения сплавлением 32, которые разделяют заданные интервалы (шаги) в поперечном направлении Y, причем каждая линия герметического соединения сплавлением 32 имеет длину 30 мм в продольном направлении X и ширину герметизации 2 мм. Такие многочисленные образцы для измерений S изготавливают, изменяя интервалы (шаги) в поперечном направлении Y между линиями герметического соединения сплавлением, и получаются образцы для измерений, имеющие различные относительные площади герметизации. Далее, как проиллюстрировано на фиг. 4(b), прочность (герметического) соединения каждого изготовленного образца для измерений S определяют, осуществляя: прикрепление каждого образца к зажимам (расстояние между зажимами составляет 10 мм) прибора для испытания при растяжении (например, прибор для испытания при растяжении Tensilon RTA-100 от компании Orientec Co., Ltd.), таким образом, что направление X совпадает с направлением растяжения; растяжение образца при скорости растяжения 300 мм/мин; и измерение уровня максимальной нагрузки (прочности герметизации) в момент разрыва образца для измерений. Фиг. 3 представляет на графике соотношение между относительной площадью герметизации и прочностью герметизации, измеряемое, как описано выше. С другой стороны, фиг. 5 представляет на графике соотношение между прочностью герметизации и относительной площадью герметизации в тех случаях, где частично соединяются сплавлением первое и второе нетканые полотна, изготовленные из длинных волокон, имеющих структуру, состоящую из сердцевины и оболочки, которые составляют полиэтилентерефталатный полимер и полиэтиленовый полимер.
Что касается измерения для фиг. 5, образцы для измерений изготавливаются и их прочность герметизации измеряется таким же образом, как на фиг. 3.
[0024]
Как правило, прочность герметизации увеличивается, когда увеличивается относительная площадь герметизации, как проиллюстрировано на фиг. 5. Причина этого явления рассматривается ниже. Когда нетканое полотно, имеющее структуру, состоящую из сердцевины и оболочки, (герметически) соединяется сплавлением, происходит пленкообразование в (герметически) соединенных сплавлением частях. Однако на изображении поперечного сечения все же присутствует имеющее высокую температуру плавления волокно, которое образует сердцевину, причем форма волокна остается неповрежденной, и, таким образом, первое нетканое полотно и второе нетканое полотно, которые составляют (герметически) соединенные сплавлением части, не подвергаются значительному повреждению, когда нагреваются (герметически) соединенные сплавлением части. Таким образом, считается, что когда осуществляется расслаивание, как проиллюстрировано на фиг. 4, это расслаивание происходит на границе раздела между первым нетканым полотном и вторым нетканым полотном, и, таким образом, в результате этого увеличивается сопротивление расслаиванию по отношению к площади герметизации. С другой стороны, как проиллюстрировано на фиг. 3, авторы настоящего изобретения обнаружили, что когда соединяются сплавлением первое нетканое полотно 1 и второе нетканое полотно 2, которые составляет термопластический полимер, представляющий собой один и тот же полимер, прочность герметизации оказывается практически постоянной, независимо от относительной площади герметизации, как проиллюстрировано на фиг. 3. причина этого явления рассматривается ниже. Поскольку составляющие волокна образует один и тот же полимер, считается, что волокна больше не способны сохранять волокнистую структуру в (герметически) соединенных сплавлением частях и что на первое и второе нетканые полотна, которые составляют (герметически) соединенные сплавлением части, в значительной степени воздействует нагревание, когда части (герметически) соединяются сплавлением. Обычно считается, что когда осуществляется расслаивание, как проиллюстрировано на фиг. 4, в тех случаях, где на нетканые полотна в значительной степени воздействует нагревание, поврежденные соединенные части немедленно разрываются и отсутствует прочность герметизации (или проявляется лишь чрезвычайно низкая прочность герметизации). Однако авторы настоящего изобретения обнаружили, что в тех случаях, где каждая (герметически) соединенная сплавлением часть имеет определенную ширину, как, например, секция P между контуром 31 каждой образующей лист соединенной сплавлением части 3 и наружным периферическим краем 61 сквозного отверстия 6, на слабо соединенную сплавлением часть воздействует нагревание, когда (герметическое) соединение сплавлением образуется на стороне наружной краевой части R, которая располагается на стороне контура 31 образующей лист соединенной сплавлением части 3, и соединенная сплавлением часть, в которой длинные волокна оказываются расплавленными и теряют свою волокнистую форму, превращаясь в пленку, образуется на стороне внутренней краевой части Q, которая располагается на стороне наружного периферического края 61 сквозного отверстия 6'. Кроме того, авторы настоящего изобретения обнаружили следующее: в слабо соединенной сплавлением части на стороне наружной краевой части R, длинные волокна остаются частично соединенными сплавлением, не теряя своей волокнистой формы; и, таким образом, при расслаивании, когда эта часть служит в качестве исходной точки, первое соединение сплавлением секции P само испытывает разрыв, а затем испытывают разрыв первое и второе нетканые полотна. Таким образом, в тех случаях, где соединяются сплавлением первое и второе нетканые полотна 1, 2, которые составляет термопластический полимер, представляющий собой один и тот же, сопротивление расслаиванию не представляет собой сопротивление расслаиванию (герметически) соединенных сплавлением частей, но ему соответствует сопротивление разрыву каждого из нетканых полотен, составляющих (герметически) соединенные сплавлением части. Таким образом, считается, что прочность является практически постоянной независимо от площади герметизации.
Соответственно, предполагается, что когда используется один и тот же полимер в качестве термопластического полимера, который составляет первое нетканое полотно 1 и второе нетканое полотно 2, практически постоянная прочность может быть получена независимо от площади герметизации, и первое нетканое полотно 1, и второе нетканое полотно 2 могут иметь сопротивление расслаиванию, которое может выдерживать условия фактического применения, даже в тех случаях, где первое нетканое полотно 1 и второе нетканое полотно 2 соединяются только посредством секции P между контуром 31 каждой образующей лист соединенной сплавлением части 3 и наружного периферического края 61 сквозного отверстия 6. На основании изложенного выше, в качестве первого нетканого полотна 1 и второго нетканого полотна 2 предпочтительно используется фильерное нетканое полотно, изготовленное с использованием полипропиленового полимера, состоящего из гомополимера, который представляет собой единственный полимер.
[0025]
Далее способ изготовления трехмерного листа 10 согласно настоящему варианту осуществления будет описан со ссылкой на фиг. 6 и 7.
Настоящий способ изготовления трехмерного листа 10 составляют: формообразующая стадия создания выпуклостей и углублений на первом нетканом полотне 1 посредством направления первого нетканого полотна в секцию зацепления между первым роликом 11, имеющим форму периферийной поверхности, включающей выпуклости и углубления, и вторым роликом 12, имеющим форму периферийной поверхности, включающей выпуклости и углубления, которые зацепляются с выпуклостями и углублениями первого ролика; и следующая после стадии формообразования стадия соединения сплавлением/открытия отверстий, на которой формируются образующие лист соединенные сплавлением части 3, а также формируются сквозные отверстия 6 в соответствующих образующих лист соединенные сплавлением частях 3, когда соединяются с использованием первого нагревательного ролика 13 и второго нагревательного ролика 14 второе нетканое полотно 2 и первое нетканое полотно 1, расположенное на соответствующих выпуклостях 11a первого ролика 11. Второй ролик 12, первый нагревательный ролик 13 и второй нагревательный ролик 14 располагаются напротив первого ролика 11, причем они располагаются по отношению к периферийной поверхности первого ролика 11 в данной последовательности по направлению от стороны впуска к стороне выпуска в направлении вращения R первого ролика 11. Что касается первого ролика 11 и второго ролика 12, каждый из которых имеет периферийную поверхность, форма которой включает выпуклости и углубления, могут быть использованы, например, ролики, описанные в японской патентной заявке JP 2004-174234A, которая представляет собой предшествующую заявку заявителя настоящей заявки. Первый нагревательный ролик 13 и второй нагревательный ролик 14 представляют собой плоские опорные ролики, каждый из которых имеет периферийную поверхность без выпуклостей и углублений.
[0026]
Сначала первое нетканое полотно 1 разматывается из рулона (не проиллюстрированного на чертеже) исходного первого нетканого полотна 1. Отдельно второе нетканое полотно 2 разматывается из рулона (не проиллюстрированного на чертеже) исходного второго нетканого полотна 2.
Затем, как проиллюстрировано на фиг. 6, выпуклости и углубления создаются в первом нетканом полотне 1 посредством направления размотанного первого нетканого полотна 1 в секцию зацепления между первым роликом 11 и вторым роликом 12.
[0027]
Далее, как проиллюстрировано на фиг. 6, в состоянии, в котором первое нетканое полотно 1 остается прикрепленным и удерживается на периферийной поверхности первого ролика 11, второе нетканое полотно 2 наслаивается на первое нетканое полотно 1. Затем наслоенные первое и второе нетканые полотна соединяются друг с другом и сжимаются между первым роликом 11 и первым нагревательным роликом 13, имеющим плоскую гладкую периферийную поверхность. Здесь до заданно температуры нагреваются одновременно первый ролик 11 и первый нагревательный ролик 13, или нагревается только первый нагревательный ролик 13. Таким образом, первое нетканое полотно 1 и второе нетканое полотно 2, расположенное на выпуклостях 11a первого ролика 11, т.е. на соответствующих зубьях шестерни, соединяются друг с другом посредством соединения сплавлением, и в результате этого получаются образующие лист соединенные сплавлением части 3.
[0028]
Далее, как проиллюстрировано на фиг. 6 и 7, наслоенные первое и второе нетканые полотна 1, 2, которые соединяются посредством соединения сплавлением, перемещаются в состоянии, в котором наслоенные первое и второе нетканые полотна остаются прикрепленными и удерживаются на периферийной поверхности первого ролика 11, а затем наслоенные первое и второе нетканые полотна соединяются друг с другом и сжимаются между первым роликом 11 и вторым нагревательным роликом 14, имеющим плоскую гладкую периферийную поверхность. Здесь до заданной температуры нагреваются одновременно первый ролик 11 и второй нагревательный ролик 14, или нагревается только второй нагревательный ролик 14. Таким образом, термопластический полимер, составляющий первое нетканое полотно 1 и второе нетканое полотно 2, затем расплавляется в образующих лист соединенных сплавлением частях 3, которые располагаются на соответствующих выпуклостях 11a первого ролика 11, т.е. на соответствующих зубьях шестерни, и в результате этого расплавленный полимер перемещается в направлении периферии каждой выпуклости 11a и образуется каждое сквозное отверстие 6. Более конкретно, расплавленный полимер постепенно перемещается от центра каждой выпуклости 11a концентрически наружу в направлении секций, удаленных от центра, и в результате этого образуется сквозное отверстие 6 в каждой образующей лист соединенной сплавлением части 3. При этом в кольцеобразной секции P, имеющей определенную ширину между контуром 31 каждой образующей лист соединенной сплавлением части 3 и наружным периферическим краем 61 сквозного отверстия 6, внутренняя краевая часть Q на стороне наружного периферического края 61 приводится в состояние пленки, в котором у составляющих волокон больше не присутствует форма волокна, в то время как наружная краевая часть R на стороне контура 31 приводится в состояние, в котором у составляющих волокон присутствует форма волокна, т.е. состояние, в котором часть R не полностью превращается в пленку. Поскольку сквозные отверстия 6 образуются таким способом в соответствующих образующих лист соединенных сплавлением частях 3, оказывается возможным непрерывное производство трехмерных листов 10, в которых первое нетканое полотно 1 и второе нетканое полотно 2 соединяются только посредством секций P, каждая из которых располагается между контуром 31 каждой образующей лист соединенной сплавлением части 3 и наружным периферическим краем 61 сквозного отверстия 6.
[0029]
Трехмерный лист 10 согласно представленному выше варианту осуществления используется в качестве верхнего листа абсорбирующего изделия, такого как одноразовый подгузник, гигиеническая салфетка, прокладка для нижнего белья (для вагинальных выделений) или прокладка для страдающих недержанием, таким образом, что первое сторона нетканого полотна 1 обращена к коже пользователя. Другими словами, когда трехмерный лист 10 используется в качестве верхнего листа абсорбирующего изделия, первое нетканое полотно 1 образует поверхность, обращенную к коже пользователя (т.е. направленную к коже поверхность), а второе нетканое полотно 2 образует поверхность, обращенную к абсорбирующему элементу, составляющему абсорбирующее изделие (т.е. не направленную к коже поверхность).
[0030]
Далее описываются эффекты, достигаемые посредством использования трехмерного листа 10 согласно настоящему варианту осуществления в качестве верхнего листа абсорбирующего изделия.
Как проиллюстрировано на фиг. 1, трехмерный лист 10 согласно настоящему варианту осуществления образуется, когда соединяются первое нетканое полотно 1 и второе нетканое полотно 2, которые наслаиваются друг на друга, посредством частичного расположения образующих лист соединенные сплавлением частей 3. Таким образом, когда трехмерный лист используется в качестве верхнего листа абсорбирующего изделия, полые выпуклости 4 с меньшей вероятностью сплющиваются в процессе ношения изделия, по сравнению с однослойными трехмерными листами. Кроме того, каждое из длинных волокон, которые составляют первое нетканое полотно 1 и второе нетканое полотно 2, представляет собой однокомпонентное волокно, изготовленное в процессе равномерного прядения расплавленного термопластического полимера. Таким образом, каждая образующая лист соединенная сплавлением часть 3 имеет высокое сопротивление расслаиванию, и в результате этого с меньшей вероятностью происходит расслаивание между слоями в процессе использования. Кроме того, в присутствии выпуклостей 4 уменьшается площадь контакта между листом и кожей в процессе ношения изделия, а также уменьшается повторное смачивание (возврат жидкости), и, таким образом, может предполагаться уменьшение покраснения и сыпи. Кроме того, подавляется распространение мягкого кала, и может предполагаться уменьшение прилипания кала к коже. Кроме того, поскольку сквозные отверстия 6 образуются в соответствующих образующих лист соединенных сплавлением частях 3, уменьшается остаток жидкости и уменьшается повторное смачивание дополнительное, а также может предполагаться уменьшение покраснения и сыпи. Кроме того, дополнительно подавляется распространение мягкого кала и может предполагаться дополнительное уменьшение прилипания кала к коже.
[0031]
Когда используется одинаковый термопластический полимер в качестве материала, составляющего первое нетканое полотно 1 и второе нетканое полотно 2 в трехмерном листе 10 согласно настоящему варианту осуществления, улучшается совместимость, и, таким образом, увеличивается сопротивление расслаиванию (прочность герметизации). Таким образом, даже несмотря на то, что первое нетканое полотно 1 и второе нетканое полотно 2 соединяются только посредством секций P, каждая из которых располагается между контуром 31 каждой образующей лист соединенной сплавлением части 3 и наружный периферический край 61 сквозного отверстия 6, расслаивание между слоями дополнительно подавляется в процессе использования. В частности, когда термопластический полимер в трехмерном листе 10 согласно настоящему варианту осуществления представляет собой единственный полимер, упрощается образование сквозных отверстий 6 и прочность герметизации становится практически постоянной независимо от относительной площади герметизации, как проиллюстрировано на фиг. 3; таким образом, сопротивление расслаиванию между первым нетканым полотном 1 и вторым нетканым полотном 2 достигает такого уровня, чтобы выдерживать условия фактического применения, и расслаивание между слоями дополнительно подавляется в процессе использования. Более конкретно, когда в качестве первого нетканого полотна 1 и второго нетканого полотна 2 используется фильерное нетканое полотно, изготовленное посредством использования полипропиленового полимера, состоящего из гомополимера, который представляет собой единственный, сквозные отверстия 6 могут легко открываться под давлением в соответствующих образующих лист соединенных сплавлением частях 3, и, таким образом, уменьшается повторное смачивание (возврат жидкости) и может предполагаться уменьшение покраснения и сыпи.
[0032]
С точки зрения еще более надежного достижения вышеупомянутых эффектов, оказывается предпочтительным, что трехмерный лист 10 имеет следующую конфигурацию.
[0033]
Высота каждой выпуклости 4 составляет предпочтительно от 1 мм до 20 мм включительно, предпочтительнее от 3 мм до 15 мм включительно.
Оказывается предпочтительным, что присутствуют от одной до пятнадцати выпуклостей 4, предпочтительнее от трех до двенадцати выпуклостей 4, на единицу площади (1 см2) трехмерного листа 10.
Оказывается предпочтительным, что присутствуют от одного до пятидесяти сквозных отверстий 6, предпочтительнее от четырех до тридцати сквозных отверстий 6, на единицу площади (1 см2) трехмерного листа 10.
[0034]
Площадь основания (S1) каждой выпуклости 4 составляет предпочтительно от 1 мм2 до 400 мм2 включительно, предпочтительнее от 4 мм2 до 300 мм2 включительно. Площадь (S2) каждой образующей лист соединенной сплавлением части 3 составляет предпочтительно от 1 мм2 до 50 мм2 включительно, предпочтительнее от 1 м2 до 36 мм2 включительно. Согласно настоящему изобретению площадь (S2) каждой образующей лист соединенной сплавлением части 3 означает площадь области, которую окружает контур 31 образующей лист соединенной сплавлением части 3.
[0035]
Площадь отверстия (S3) для каждого сквозного отверстия 6 составляет предпочтительно от 1 мм2 до 100 мм2 включительно, предпочтительнее от 2 мм2 до 50 мм2 включительно. Согласно настоящему изобретению площадь отверстия (S3) сквозного отверстия 6 площадь области, которую окружает наружный периферический край 61 сквозного отверстия 6.
[0036]
Длина каждого сквозного отверстия 6 составляет предпочтительно от 1 мм до 10 мм включительно, предпочтительнее от 2 мм до 7 мм включительно. Длина каждой образующей лист соединенной сплавлением части 3 предпочтительно составляет приблизительно от 0,1 мм до 5 мм включительно. Согласно настоящему изобретению "длина каждого сквозного отверстия 6" означает длину в положении наибольшей ширины сквозного отверстия 6 и "длина каждой образующей лист соединенной сплавлением части 3" означает длину в положении наибольшей ширины образующей лист соединенной сплавлением части 3.
[0037]
Ширина кольцеобразной секции P (длина в направлении X на фиг. 2) по отношению к длине образующей лист соединенной сплавлением части 3 составляет предпочтительно от 3% до 20% включительно, предпочтительнее от 5% до 15% включительно. Более конкретно, ширина секции P составляет предпочтительно приблизительно от 0,5 мм до 5 мм включительно.
Способ определения ширины кольцеобразной секции P описывается ниже. Трехмерный лист 10 погружается в жидкий азот и замораживается в достаточной степени. Аналогичным образом, имеющееся в продаже лезвие в достаточной степени погружается в жидкий азот. С помощью этого холодного лезвия кольцеобразная секция P вырезается в направлении толщины. Чтобы предотвращать воздействие резания лезвием на форму поверхности среза, резание осуществляется моментально, например, посредством удара молотком по противоположной режущей кромке поверхности лезвия. Вырезанная секция наблюдается с помощью микроскопа при кратности увеличении, составляющей приблизительно 100; область, в которой может визуально обнаруживаться состояние волокна, определяется как наружная краевая часть R, а область, которая находится в состоянии пленки и в которой волокна не могут быть визуально обнаружены, определяется как внутренняя краевая часть Q и расстояние между R и Q рассматривается как ширина секции P.
[0038]
Сопротивление расслаиванию между первым нетканым полотном 1 и вторым нетканым полотном 2 трехмерного листа 10 составляет предпочтительно 0,2 Н/30 мм или более, предпочтительнее 0,5 Н/30 мм или более. Следует отметить, что верхний предел сопротивления расслаиванию не ограничивается определенным образом и повышенное сопротивление расслаиванию является более предпочтительным; однако в достаточной степени удовлетворительный эффект может быть достигнут, когда верхний предел составляет приблизительно 3 Н/30 мм. Сопротивление расслаиванию измеряют следующим образом: изготавливают вырезанный образец, разрезая трехмерный лист 10 на полоски, размеры которых составляют 200 мм в продольном направлении X и 30 мм в поперечном направлении Y; и измеряют сопротивление расслаиванию между первым нетканым полотном 1 и вторым нетканым полотном 2 данного вырезанного образца, прикрепляя образец к зажимам (расстояние между зажимами составляет 10 мм) прибора для испытания при растяжении (например, прибор для испытания при растяжении Tensilon RTA-100 от компании Orientec Co., Ltd.), таким образом, что направление X соответствует направлению растяжения, а затем растягивают образец при скорости растяжения 300 мм/мин и измеряют уровень максимальной нагрузки (сопротивление расслаиванию) в момент разрыва образца для измерений.
[0039]
Оказывается предпочтительным, что второе нетканое полотно 2, которое составляет трехмерный лист 10, имеет более высокую гидрофильность, чем гидрофильность первого нетканого полотна 1, составляющего трехмерный лист 10. Согласно настоящему изобретению "гидрофильность" определяется в зависимости от краевого угла волокна, который измеряется следующим способом. Более конкретно, малый краевой угол смачивания означает, что гидрофильность является высокой, а большой краевой угол смачивания означает, что гидрофильность является низкой.
[0040]
Способ измерения краевого угла смачивания
Волокно извлекается из заданной секции первого нетканого полотна 1 или второго нетканого полотна 2, которые составляют трехмерный лист 10, и измеряется краевой угол смачивания этого волокна водой. В качестве измерительного устройства используется автоматический прибор для измерения краевого угла смачивания MCA-J от компании Kyowa Interface Science Co., Ltd. Для измерения краевого угла смачивания используется дистиллированная вода. Количество жидкости, выпускаемой из струйного водяного капельного эжектора (импульсный инжектор CTC-25, имеющий выпускное отверстие диаметром 25 мкм от компании Cluster Technology Co., Ltd.), устанавливается на уровне 20 пл, и капля воды наносится точно на волокно. Процесс нанесения капли записывается с помощью высокоскоростного регистрирующего устройства, с которым соединена горизонтально установленная камера. Регистрирующее устройство предпочтительно представляет собой персональный компьютер, имеющий высокоскоростное устройство регистрации изображений, которое позволяет затем анализировать записанные изображения. Для настоящего измерения изображения записываются каждые 17 мсек. Первое изображение в записанном процессе, который показывает нанесение капли воды на волокно, извлеченное из нетканого полотна, анализируется с использованием установленного программного обеспечения FAMAS (версия программного обеспечения: 2.6.2; технология анализа: технология неподвижной капли; метод анализа: метод θ/2; алгоритм обработки изображений: неотражающий; режим обработки изображений: рамочный; пороговый уровень: 200; поправка на кривизну: отсутствует), и вычисляется угол, который образуют между собой волокно и граница раздела капли воды и воздуха, который рассматривается как краевой угол смачивания. Волокно, извлеченное из первого нетканого полотна 1 или второго нетканого полотна 2, разрезается на отрезки длиной 1 мм, и отрезок волокна помещается на держатель для образцов прибора для измерения краевого угла смачивания и удерживается на нем в горизонтальном положении. Краевой угол смачивания измеряется в двух различных точках одного отрезка волокна. Краевые углы смачивания для пяти отрезков волокна измеряются с точностью до первого десятичного знака, и среднее значение (округленное до первого десятичного знака) результатов измерения, полученных для всех десяти точек, определяется как краевой угол смачивания.
[0041]
Оказывается предпочтительным, что второе нетканое полотно 2, составляющего трехмерный лист 10, имеет более высокую поверхностную плотность, чем поверхностная плотность первого нетканого полотна 1, составляющего трехмерный лист 10. Более конкретно, поверхностная плотность второго нетканого полотна 2 составляет предпочтительно 8 г/м2 или более, предпочтительнее 10 г/м2 или более и предпочтительно 25 г/м2 или менее, предпочтительнее 20 г/м2 или менее, и, в частности, предпочтительно от 8 г/м2 до 25 г/м2 включительно, предпочтительнее от 10 г/м2 до 20 г/м2 включительно. Поверхностная плотность первого нетканого полотна 1 составляет предпочтительно 8 г/м2 или более, предпочтительнее 10 г/м2 или более и предпочтительно 20 г/м2 или менее, предпочтительнее 18 г/м2 или менее, и, в частности, предпочтительно от 8 г/м2 до 20 г/м2 включительно, предпочтительнее от 10 г/м2 до 18 г/м2 включительно.
[0042]
Настоящее изобретение было описано выше согласно его предпочтительным вариантам осуществления, но настоящее изобретение не ограничивается представленными выше вариантами осуществления. Например, согласно описанному выше способу изготовления трехмерного листа 10, образующие лист соединенные сплавлением части 3 и сквозные отверстия 6 образуются непрерывно, но они могут образовываться в периодическом режиме.
[0043]
Кроме того, согласно описанному выше способу изготовления трехмерного листа 10, образующие лист соединенные сплавлением части 3 образуются первым роликом 11 и первым нагревательным роликом 13 на стороне впуска, а затем сквозные отверстия 6 образуются первым роликом 11 и вторым нагревательным роликом 14 на стороне выпуска.
Однако образующие лист соединенные сплавлением части 3 и сквозные отверстия 6 могут образовываться только первым роликом 11 и первым нагревательным роликом 13 на стороне впуска. Более конкретно, сквозные отверстия 6 могут образовываться в процессе изготовления образующих лист соединенных сплавлением частей 3, в наслоенных первом и втором нетканых полотнах 1, 2 посредством регулирования сжимающего давления, температуры и других параметров первого ролика 11 и первого нагревательного ролика 13 на стороне впуска.
[0044]
В отношении представленных выше вариантов осуществления, далее описываются следующие трехмерные листы.
[0045]
[1] Трехмерный лист, включающий: первое нетканое полотно; второе нетканое полотно; образующие лист соединенные сплавлением части, которые образуют посредством частичного соединения сплавлением первое нетканое полотно и второе нетканое полотно, которые наслаиваются друг на друга; и многочисленные выпуклости, каждая из которых имеет полое внутреннее пространство, причем данные выпуклости образует первое нетканое полотно, выступающее в направлении удаления от второго нетканого полотна в соответствующих не соединенных сплавлением частях, каждую из которых окружают образующие лист соединенные сплавлением части, в котором:
каждое из первого нетканого полотна и второго нетканого полотна представляет собой нетканое полотно, в котором сетка, изготовленная из длинных волокон, скрепляется посредством термически соединенных сплавлением частей; каждое из длинных волокон представляет собой однокомпонентное волокно, изготовленное в процессе равномерного прядения расплавленного термопластического полимера;
на внутренней стороне своего контура каждая образующая лист соединенная сплавлением часть имеет сквозное отверстие, у которого наружный периферический край имеет форму, аналогичную форме контура; и
первое нетканое полотно и второе нетканое полотно соединяются в секции между контуром каждой образующей лист соединенной сплавлением части и наружным периферическим краем сквозного отверстия.
[0046]
[2] Трехмерный лист по пункту [1], в котором первое нетканое полотно и второе нетканое полотно составляет один и тот же термопластический полимер.
[3] Трехмерный лист по пункту [1] или [2], в котором термопластический полимер представляет собой единственный полимер.
[4] Трехмерный лист по любому из пунктов [1]-[3], в котором сопротивление расслаиванию между первым нетканым полотном и вторым нетканым полотном составляет 0,2 Н/30 мм или более.
[5] Трехмерный лист по любому из пунктов [1]-[4], в котором, на изображении поперечного сечения, форма волокна для длинных волокон не присутствует во внутренней краевой части, на стороне наружного периферического края сквозного отверстия, секции между контуром каждой образующей лист соединенной сплавлением части и наружным периферическим краем сквозного отверстия.
[6] Трехмерный лист по любому из пунктов [1]-[5], в котором второе нетканое полотно имеет более высокую гидрофильность, чем гидрофильность первого нетканого полотна.
[7] Трехмерный лист по любому из пунктов [1]-[6], в котором:
второе нетканое полотно имеет более высокую поверхностную плотность, чем поверхностная плотность первого нетканого полотна; и
поверхностная плотность первого нетканого полотна составляет 8 г/м2 или более.
[8] Трехмерный лист по любому из пунктов [1]-[7], причем в данном трехмерном листе поверхность на стороне второго нетканого полотна является практически плоской и в значительной степени волнообразные выпуклости и углубления образуются на стороне первого нетканого полотна.
[0047]
[9] Трехмерный лист по любому из пунктов [1]-[8], в котором:
периферию каждой выпуклости, которая не представляет собой соединенную сплавлением часть, окружают многочисленные образующие лист соединенные сплавлением части, которые отделены друг от друга; и
присутствуют четыре или более, предпочтительно пять или более и восемь или менее, предпочтительно шесть или менее образующих лист соединенных сплавлением частей, окружающих каждую выпуклость.
[10] Трехмерный лист по любому из пунктов [1]-[9], в котором:
выпуклости располагаются в продольном направлении X таким образом, что они образуют ряд с заданными интервалами между ними и такие многочисленные ряды образуются в поперечном направлении Y;
выпуклости также располагаются в поперечном направлении Y таким образом, что они образуют ряд с заданными интервалами между ними и такие многочисленные ряды образуются в продольном направлении X;
при рассмотрении одного определенного ряда из рядов, проходящих в продольном направлении X, выпуклости, составляющие этот определенный ряд, сдвинуты на половину шага относительно выпуклостей, составляющих другой ряд, прилегающий к этому определенному ряду, в поперечном направлении Y; и
при рассмотрении одного определенного ряда из рядов, проходящих в поперечном направлении Y, выпуклости, составляющие этот определенный ряд, сдвинуты на половину шага относительно выпуклостей, составляющих другой ряд, прилегающий к этому определенному ряду, в продольном направлении X.
[11] Трехмерный лист по любому из пунктов [1]-[10], в котором:
при рассмотрении одной произвольной выпуклости среди выпуклостей, каждая из которых имеет полое внутреннее пространство, данная выпуклость соединяется по всей своей периферии с прилегающими к ней выпуклостями;
выпуклости, имеющие полое внутреннее пространство, не являются отдельными и независимыми друг от друга и соединительная часть между выпуклостями имеет меньшую высоту, чем высота верхней части каждой выпуклости;
верхняя часть каждой соединительной части занимает более высокое положение, чем образующие лист соединенные сплавлением части;
образующие лист соединенные сплавлением части располагаются в центре соответствующих углублений состоящей из выпуклостей и углублений структуры трехмерного листа; и
углубления являются отдельными и независимыми друг от друга.
[12] Трехмерный лист по любому из пунктов [1]-[11], в котором:
форма поперечного сечения каждой выпуклости представляет собой куполообразную форму, форму плоского прямоугольного параллелепипеда или форму усеченной квадратной пирамиды, которая имеет, в целом, гладкие закругленные ребра; и
форма горизонтальной проекции каждой образующей лист соединенной сплавлением части является круглой, прямоугольной или овальной.
[13] Трехмерный лист по любому из пунктов [1]-[12], в котором:
сквозное отверстие в каждой образующей лист соединенной сплавлением части образуется на внутренней стороне образующей лист соединенной сплавлением части как единственное отверстие, пронизывающее первое нетканое полотно и второе нетканое полотно; и
форма горизонтальной проекции сквозного отверстия имеет равномерно уменьшенную в масштабе форму, аналогичную форме образующей лист соединенной сплавлением части, и является круглой.
[14] Трехмерный лист по любому из пунктов [1]-[13], в котором:
первое нетканое полотно и второе нетканое полотно в трехмерном листе соединяются в секции P между контуром каждой образующей лист соединенной сплавлением части и наружным периферическим краем сквозного отверстия;
на изображении поперечного сечения внутренняя краевая часть Q секции P, которая располагается на стороне наружного периферического края сквозного отверстия, находится в состоянии, в котором не присутствует форма волокна для длинных волокон, составляющих первое нетканое полотно и второе нетканое полотно;
внутренняя краевая часть Q секции P находится в состоянии пленки, где отсутствует форма волокна; на изображении поперечного сечения, часть R секции P, удаленная от сквозного отверстия, находится в состоянии, в котором присутствует форма волокна для длинных волокон, составляющих первое нетканое полотно и второе нетканое полотно, и часть R не полностью превращается в пленку; и
степень, в которой секция P превращается в пленку, уменьшается от центра сквозного отверстия по направлению к секциям, концентрически удаленным от центра.
[15] Трехмерный лист по любому из пунктов [1]-[14], в котором в секции P между контуром каждой образующей лист соединенной сплавлением части и наружным периферическим краем сквозного отверстия, когда секция P рассматривается как изображение поперечного сечения в направлении толщины, разделяющее волокна расстояние для длинных волокон, составляющих первое нетканое полотно и второе нетканое полотно, постепенно увеличивается от стороны внутренней краевой части Q по направлению к стороне наружной краевой части R и секция P образует ступенчатую структуру.
[16] Трехмерный лист по любому из пунктов [1]-[15], в котором, при сравнении толщины в окрестности внутренней краевой части Q и толщины в окрестности наружной краевой части R, толщина в окрестности наружной краевой части R составляет более чем толщина в окрестности внутренней краевой части Q.
[17] Трехмерный лист по любому из пунктов [1]-[16], в котором:
каждое из первого нетканого полотна и второго нетканого полотна представляет собой нетканое полотно, в котором сетка, изготовленная из длинных волокон, скрепляется посредством термически соединенных сплавлением частей; и
нетканое полотно представляет собой фильерное нетканое полотно, полученное аэродинамическим способом из расплава нетканое полотно или многослойное нетканое полотно, включающее фильерный слой и полученный аэродинамическим способом из расплава слой.
[18] Трехмерный лист по любому из пунктов [1]-[17], в котором:
длинные волокна, составляющие каждое из первого нетканого полотна и второго нетканого полотна, представляет собой однокомпонентное волокно, изготовленное в процессе равномерного прядения расплавленного термопластического полимера; и
однокомпонентное волокно не относится к типу волокон, имеющих концентрическую или эксцентрическую структуру из сердцевины и оболочки, или структуру с параллельным расположением компонентов и представляет собой волокно, изготовленное в процессе прядения и имеющее однородную однослойную структуру.
[19] Трехмерный лист по любому из пунктов [1]-[18], в котором:
термопластический полимер, составляющий первое нетканое полотно и второе нетканое полотно, представляет собой полимер на полиолефиновой основе, полимер на сложнополиэфирной основе, полимер на полиамидной основе, полимер на акрилонитрильной основе, полимер на виниловой основе, или полимер на винилиденовой основе;
полимер на полиолефиновой основе представляет собой полиэтилен, полипропилен, или полибутилен;
полимер на сложнополиэфирной основе представляет собой полиэтилентерефталат или полибутилентерефталат;
полимер на полиамидной основе представляет собой нейлон;
полимер на виниловой основе представляет собой поливинилхлорид;
полимер на винилиденовой основе представляет собой поливинилиденхлорид;
полимер одного из этих типов используется индивидуально, или полимеры двух или более типов используются в виде смеси; и
каждый из этих полимеров представляет собой полимер, включающий от 50 до 100 мас.%, по меньшей мере, одного из гомополимера, статистического сополимера или блочного сополимера, или представляет собой полимер, который образуют при смешивании гомополимер, статистический сополимер или блочный сополимер.
[20] Трехмерный лист по любому из пунктов [1]-[19], в котором:
каждое из первого нетканого полотна и второго нетканого полотна представляет собой фильерное нетканое полотно, в котором сетка, изготовленная из длинных волокон, скрепляется посредством термически соединенных сплавлением частей; и
термопластический полимер, составляющий первое нетканое полотно и второе нетканое полотно, представляет собой полипропиленовый полимер, состоящий из гомополимера.
[21] Трехмерный лист по любому из пунктов [1]-[20], в котором:
высота каждой выпуклости составляет от 1 мм до 20 мм включительно, предпочтительно 3 мм до 15 мм включительно;
присутствуют от одной до пятнадцати, предпочтительно от трех до двенадцати выпуклостей на единицу площади (1 см2) трехмерного листа; и
присутствуют от одного до пятидесяти, предпочтительно от четырех до тридцати сквозных отверстий на единицу площади (1 см2) трехмерного листа.
[22] Трехмерный лист по любому из пунктов [1]-[21], в котором:
площадь основания (S1) каждой выпуклости составляет от 1 мм2 до 400 мм2 включительно, предпочтительно от 4 мм2 до 300 мм2 включительно; и
площадь (S2) каждой образующей лист соединенной сплавлением части составляет от 1 мм2 до 50 мм2 включительно, предпочтительно от 1 мм2 до 36 мм2 включительно.
[23] Трехмерный лист по любому из пунктов [1]-[22], в котором:
площадь отверстия (S3) для каждого сквозного отверстия 6 составляет от 1 мм2 до 100 мм2 включительно, предпочтительно от 2 мм2 до 50 мм2 включительно;
длина каждого сквозного отверстия 6 составляет от 1 мм до 10 мм включительно, предпочтительно от 2 мм до 7 мм включительно; и
длина каждой образующей лист соединенной сплавлением части 3 составляет от 0,1 мм до 5 мм включительно.
[24] Трехмерный лист по любому из пунктов [1]-[23], в котором сопротивление расслаиванию между первым нетканым полотном и вторым нетканым полотном трехмерного листа составляет 0,2 Н/30 мм или более, предпочтительно 0,5 Н/30 мм или более, причем верхний предел сопротивления расслаиванию составляет 3 Н/30 мм.
[25] Трехмерный лист по любому из пунктов [1]-[24], в котором:
второе нетканое полотно, составляющее трехмерный лист, имеет более высокую поверхностную плотность, чем поверхностная плотность первого нетканого полотна, составляющего трехмерный лист;
поверхностная плотность второго нетканого полотна составляет 8 г/м2 или более, предпочтительно 10 г/м2 или более и 25 г/м2 или менее, предпочтительно 20 г/м2 или менее и предпочтительно от 8 г/м2 до 25 г/м2 включительно, предпочтительнее от 10 г/м2 до 20 г/м2 включительно; и
поверхностная плотность первого нетканого полотна составляет 8 г/м2 или более, предпочтительно 10 г/м2 или более и 20 г/м2 или менее, предпочтительно 18 г/м2 или менее и предпочтительно от 8 г/м2 до 20 г/м2 включительно, предпочтительнее от 10 г/м2 до 18 г/м2 включительно.
[0048]
[26] Абсорбирующее изделие, в котором трехмерный лист по любому из пунктов [1]-[25] используется в качестве верхнего листа абсорбирующего изделия, таким образом, что сторона первого нетканого полотна обращена к коже пользователя.
[27] Абсорбирующее изделие по пункту [26], в котором абсорбирующее изделие представляет собой одноразовый подгузник.
[28] Способ изготовления трехмерного листа по любому из пунктов [1]-[25], причем данный способ включает:
разматывание первого нетканого полотна из рулона исходного первого нетканого полотна и отдельное разматывание второе нетканое полотно из рулона исходного второго нетканого полотна;
затем создание выпуклостей и углублений на первом нетканом полотне посредством направления размотанного первого нетканого полотна в секцию зацепления между первым роликом и вторым роликом;
затем в состоянии, в котором первое нетканое полотно остается прикрепленным и удерживается на периферийной поверхности первого ролика, наслаивание второго нетканого полотна на первое нетканое полотно;
помещение и сжатие наслоенных первого и второго нетканых полотен между первым роликом и первым нагревательным роликом, имеющим плоскую гладкую периферийную поверхность, в состоянии, в котором одновременно нагреваются первый ролик и первый нагревательный ролик, или нагревается только первый нагревательный ролик;
затем перемещение наслоенных первого и второго нетканых полотен, которые соединяются посредством соединения сплавлением, в состоянии, в котором наслоенные первое и второе нетканые полотна остаются прикрепленными и удерживаются на периферийной поверхности первого ролика; и
помещение и сжатие наслоенных первого и второго нетканых полотен между первым роликом и вторым нагревательным роликом, имеющим плоскую гладкую периферийную поверхность, в состоянии, в котором одновременно нагреваются первый ролик и второй нагревательный ролик, или нагревается только второй нагревательный ролик, и далее плавление термопластический полимер, составляющий первое нетканое полотно и второе нетканое полотно, в образующих лист соединенных сплавлением частях, расположенных на соответствующих зубьях шестерни, которые представляют собой выпуклости первого ролика, чтобы таким способом заставить расплавленный полимер перемещаться в направлении периферии каждой выпуклости и образовывать каждое сквозное отверстие.
[29] Способ изготовления трехмерного листа по пункту [28], в котором:
образующие лист соединенные сплавлением части образуются первым роликом и первым нагревательным роликом на стороне впуска, и затем сквозные отверстия образуются первым роликом и вторым нагревательным роликом на стороне выпуска; или
образующие лист соединенные сплавлением части и сквозные отверстия образуются первым роликом и первым нагревательным роликом на стороне впуска, то есть сквозные отверстия образуются, и при этом создаются образующие лист соединенные сплавлением части в наслоенных первом и втором нетканых полотнах посредством регулирования сжимающего давления, температуры и других параметров первого ролика и первого нагревательного ролика на стороне впуска.
Примеры
[0049]
Далее настоящее изобретение описывается более подробно согласно соответствующим примерам. Однако объем настоящего изобретения не ограничивается следующими примерами.
[0050]
{Пример 1}
Трехмерный лист, который проиллюстрирован на фиг. 1, изготавливали посредством частичного соединения сплавлением, используя производственное устройство, которое проиллюстрировано на фиг. 6, первое нетканое полотно и второе нетканое полотно, состоящие из волокон, имеющих линейную плотность 2,0 дтекс и изготовленных из полипропиленового полимера, который представлял собой единственный полимер. Присутствовали три выпуклости на единицу площади (1 см2) трехмерного листа, и присутствовали двенадцать сквозных отверстий на единицу площади (1 см2) трехмерного листа. Площадь основания (S1) каждой выпуклости составляла 9 мм2, площадь (S2) каждой образующей лист соединенной сплавлением части составляла 5 мм2, и площадь отверстия (S3) для каждого сквозного отверстия составляла 2 мм2. Длина каждого сквозного отверстия составляла 1 мм, и длина каждой образующей лист соединенной сплавлением части составляла 0,5 мм. Сопротивление расслаиванию трехмерного листа, измеренное согласно вышеупомянутому способу измерения, составляло 1,2 Н/30 мм.
[0051]
{Пример 2}
Трехмерный лист в примере 2 изготавливали таким же способом, как в примере 1, за исключением того, что использовали первое нетканое полотно и второе нетканое полотно, состоящие из волокон, имеющих линейную плотность 2,2 дтекс и изготовленных из полиэтилентерефталатного полимера, который представлял собой единственный полимер. Сопротивление расслаиванию трехмерного листа в примере 2 составляло 1,0 Н/30 мм.
[0052]
{Сравнительный пример 1}
Трехмерный лист в сравнительном примере 1 изготавливали таким же способом, как в примере 1, за исключением того, что использовали первое нетканое полотно и второе нетканое полотно, состоящие из сопряженных волокон, имеющих структуру из сердцевины и оболочки, линейную плотность 2,6 дтекс и длину 51 мм, причем полиэтилен использовался в качестве сердцевины и полиэтилентерефталатный полимер использовался в качестве оболочки. Сопротивление расслаиванию трехмерного листа в сравнительном примере 1 составляло 0,13 Н/30 мм.
[0053]
{Оценка эксплуатационных характеристик}
Из изделия Merries (зарегистрированное товарное наименование, изделие 2013 г.) от компании Kao Corporation удаляли верхний лист, и одноразовый подгузник изготавливали используя вместо верхнего листа трехмерный лист согласно примеру 1 или 2 или трехмерный лист согласно сравнительному примеру 1, причем сторона первого нетканого полотна была обращена к коже пользователя. Следующее испытание пригодности для ношения было проведено для каждого одноразового подгузника, в котором в качестве верхнего листа использовался трехмерный лист согласно примеру 1 или 2 или трехмерный лист согласно сравнительному примеру 1, чтобы оценить возникновение/отсутствие расслаивания между первым нетканым полотном и вторым нетканым полотном.
{Условия испытания}
Среда испытания: температура: 27°C; относительная влажность: 60%.
Пользователь (пользователи): от одного до трех детей, начинающих ходить.
Для каждого одноразового подгузника возникновение/отсутствие расслаивания между первым нетканым полотном и вторым нетканым полотном после ношения подгузника в течение 5 часов оценивали согласно следующим критериям. Полученные результаты представлены в таблице 1.
[0054]
Возникновение/отсутствие расслаивания между первым нетканым полотном и вторым нетканым полотном оценивали по следующей трехбалльной шкале.
A: Абсолютное отсутствие расслаивания соединенных сплавлением частей между первым нетканым полотном и вторым нетканым полотном.
B: Незначительное расслаивание соединенных сплавлением частей между первым нетканым полотном и вторым нетканым полотном.
C: Расслаивание соединенных сплавлением частей между первым нетканым полотном и вторым нетканым полотном.
[0055]
[0056]
Из результатов, представленных в таблице 1, стало понятным, что одноразовые подгузники, в которых используются трехмерные листы согласно примерам 1 и 2 в качестве верхнего листа, проявляли меньшую склонность к расслаиванию соединенных сплавлением частей между первым нетканым полотном и вторым нетканым полотном по сравнению с одноразовым подгузником, в котором используется трехмерный лист согласно сравнительному примеру 1 в качестве верхнего листа. Таким образом, одноразовые подгузники, в которых используются трехмерные листы согласно примерам 1 и 2 в качестве верхнего листа, проявляют меньшую склонность к расслаиванию соединенных сплавлением частей между первым нетканым полотном и вторым нетканым полотном в процессе использования, и, кроме того, могут предполагаться уменьшение повторного смачивания (возврат жидкости) и уменьшение покраснения и сыпи.
Промышленная применимость
[0057]
Как подробно описывается выше, согласно настоящему изобретению расслаивание между слоями происходит с меньшей вероятностью в процессе использования, полые выпуклости с меньшей вероятностью сплющиваются в процессе ношения изделия, повторное смачивание (возврат жидкости) дополнительное уменьшается, и, таким образом, может предполагаться дополнительное уменьшение покраснения и сыпи. Кроме того, дополнительно подавляется распространение мягкого кала и может предполагаться дополнительное уменьшение прилипания кала к коже.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДМЕТ ОДЕЖДЫ ТИПА НИЖНЕГО БЕЛЬЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2614608C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ И АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2015 |
|
RU2684806C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636371C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА И ОДНОРАЗОВЫЙ ПОДГУЗНИК С ИСПОЛЬЗОВАНИЕМ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА | 2015 |
|
RU2673328C2 |
| ТРЕХМЕРНЫЙ ЛИСТ И ИСПОЛЬЗУЮЩЕЕ ЕГО АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2690149C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2656084C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК В ФОРМЕ ТРУСОВ | 2014 |
|
RU2639962C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2015 |
|
RU2664372C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2670053C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2015 |
|
RU2680241C2 |
Изобретение относится к химической технологии полимерных волокнистых материалов и касается трехмерного верхнего листа абсорбирующего изделия. Лист включает первое нетканое полотно и второе нетканое полотно, причем каждое из них представляет собой нетканое полотно, в котором сетка, изготовленная из длинных волокон, скрепляется посредством термически соединенных сплавлением участков. Каждое из длинных волокон представляет собой однокомпонентное волокно, изготовленное в процессе равномерного прядения расплавленного термопластического полимера. Образующие лист соединенные сплавлением участки образуют посредством частичного соединения сплавлением первое нетканое полотно и второе нетканое полотно, и каждый образующий лист соединенный сплавлением участок имеет на внутренней стороне своего контура сквозное отверстие, у которого наружный периферический край имеет форму, подобную форме контура. Первое нетканое полотно и второе нетканое полотно соединяются в секции между контуром каждого образующего лист соединенного сплавлением участка и наружным периферическим краем сквозного отверстия. Изобретение позволяет уменьшить остаток жидкости в адсорбирующем изделии и уменьшить его повторное смачивание. 3 н. и 23 з.п. ф-лы, 7 ил., 1 табл., 3 пр.
1. Трехмерный верхний лист абсорбирующего изделия, включающий: первое нетканое полотно, второе нетканое полотно, соединенные сплавлением участки, образующие лист и образованные посредством частичного соединения сплавлением первого нетканого полотна и второго нетканого полотна, наслаиваемых друг на друга, и множество выпуклостей, каждая из которых имеет полое внутреннее пространство, причем выпуклости образованы первым нетканым полотном, выступающим в направлении от второго нетканого полотна на соответствующих не соединенных сплавлением участках, каждый из которых окружен образующими лист соединенными сплавлением участками, при этом:
каждое из первого нетканого полотна и второго нетканого полотна представляет собой нетканое полотно, в котором сетка, изготовленная из длинных волокон, скрепляется посредством соединенных термическим сплавлением участков;
каждое из длинных волокон представляет собой однокомпонентное волокно, изготовленное в процессе равномерного прядения расплавленного термопластического полимера, выполненного из одного полимера;
на внутренней стороне своего контура каждый образующий лист соединенный сплавлением участок имеет сквозное отверстие, у которого наружный периферический край имеет форму, аналогичную форме контура; и
первое нетканое полотно и второе нетканое полотно соединены в секции между контуром каждого образующего лист соединенного сплавлением участка и наружным периферическим краем сквозного отверстия;
первое нетканое полотно и второе нетканое полотно в трехмерном листе соединены в секции P между контуром каждого образующего лист соединенного сплавлением участка и наружным периферическим краем сквозного отверстия;
на виде в поперечном сечении внутренний краевой участок Q секции P, который располагается на стороне наружного периферического края сквозного отверстия, находится в состоянии, в котором отсутствует форма волокон для длинных волокон, составляющих первое нетканое полотно и второе нетканое полотно; внутренний краевой участок Q секции P находится в состоянии пленки, где отсутствует форма волокон; на виде в поперечном сечении участок R секции P, отходящий от сквозного отверстия, находится в состоянии, в котором форма волокна для длинных волокон, составляющих первое нетканое полотно и второе нетканое полотно, присутствует, и участок R не полностью превращен в пленку; и
степень, в которой секция P превращена в пленку, уменьшается от центра сквозного отверстия к секциям, концентрически удаляющимся от центра.
2. Трехмерный лист по п. 1, в котором первое нетканое полотно и второе нетканое полотно образованы одним и тем же термопластическим полимером.
3. Трехмерный лист по п. 1, в котором сопротивление расслаиванию между первым нетканым полотном и вторым нетканым полотном составляет 0,2 Н/30 мм или более.
4. Трехмерный лист по п. 1, в котором на виде в поперечном сечении форма волокна для длинных волокон отсутствует со стороны наружного периферического края сквозного отверстия на внутреннем краевом участке секции между контуром каждой образующей лист соединенной сплавлением части и наружным периферическим краем сквозного отверстия.
5. Трехмерный лист по п. 1, в котором второе нетканое полотно имеет более высокую гидрофильность, чем гидрофильность первого нетканого полотна.
6. Трехмерный лист по п. 1, в котором:
второе нетканое полотно имеет более высокую поверхностную плотность, чем поверхностная плотность первого нетканого полотна; и
поверхностная плотность первого нетканого полотна составляет 8 г/м2 или более.
7. Трехмерный лист по п. 1, в котором поверхность на стороне второго нетканого полотна является по существу плоской и значительно волнообразные выпуклости и углубления образованы на стороне первого нетканого полотна.
8. Трехмерный лист по п. 1, в котором:
периферия каждой выпуклости, которая не является соединенным сплавлением участком, окружена множеством образующих лист соединенных сплавлением участков, которые отделены друг от друга; и
имеется от четырех до восьми образующих лист соединенных сплавлением участков, окружающих каждую выпуклость.
9. Трехмерный лист по п. 1, который имеет продольное направление X и перпендикулярное ему поперечное направление Y;
при этом выпуклости расположены в продольном направлении X таким образом, что они образуют ряд с заданными интервалами между ними и множество таких рядов образовано в поперечном направлении Y;
выпуклости также расположены в поперечном направлении Y таким образом, что они образуют ряд с заданными интервалами между ними и множество таких рядов образовано в продольном направлении X;
причем если смотреть на один определенный ряд из рядов, проходящих в продольном направлении X, выпуклости, составляющие этот определенный ряд, сдвинуты на половину шага относительно выпуклостей, составляющих другой ряд, прилегающий к этому определенному ряду, в поперечном направлении Y; и
если смотреть на один определенный ряд из рядов, проходящих в поперечном направлении Y, выпуклости, составляющие этот определенный ряд, сдвинуты на половину шага относительно выпуклостей, составляющих другой ряд, прилегающий к этому определенному ряду, в продольном направлении X.
10. Трехмерный лист по п. 1, в котором:
если смотреть на одну отдельную выпуклость среди выпуклостей, каждая из которых имеет полое внутреннее пространство, то эта выпуклость соединена по всей своей периферии с прилегающими к ней выпуклостями;
соединительный участок между выпуклостями имеет меньшую высоту, чем высота верхней части каждой выпуклости;
верхний участок каждого соединительного участка расположен на большей высоте, чем образующие лист соединенные сплавлением участки;
образующие лист соединенные сплавлением участки расположены в центре соответствующих углублений состоящей из выпуклостей и углублений структуры трехмерного листа; и
углубления являются отдельными и независимыми друг от друга.
11. Трехмерный лист по п. 1, в котором:
форма поперечного сечения каждой выпуклости является либо куполообразной формой, либо формой плоского прямоугольного параллелепипеда, либо формой усеченной квадратной пирамиды, которая имеет в целом гладкие закругленные ребра; и
форма горизонтальной проекции каждого образующего лист соединенного сплавлением участка является круглой, прямоугольной или овальной.
12. Трехмерный лист по п. 1, в котором:
сквозное отверстие на каждом образующем лист соединенном сплавлением участке образовано на внутренней стороне образующего лист соединенного сплавлением участка как единственное отверстие, пронизывающее первое нетканое полотно и второе нетканое полотно; и
форма горизонтальной проекции сквозного отверстия имеет равномерно уменьшенную в масштабе форму, аналогичную форме образующего лист соединенного сплавлением участка, и является круглой.
13. Трехмерный лист по п. 1, в котором в секции P между контуром каждого образующего лист соединенного сплавлением участка и наружным периферическим краем сквозного отверстия, если смотреть на секцию P как на поперечное сечение в направлении толщины, расстояние между длинными волокнами, составляющими первое нетканое полотно и второе нетканое полотно, постепенно увеличивается от стороны внутреннего краевого участка Q к стороне наружного краевого участка R, и секция P образует ступенчатую структуру.
14. Трехмерный лист по п. 1, в котором при сравнении толщины вблизи внутреннего краевого участка Q и толщины вблизи наружного краевого участка R толщина вблизи наружного краевого участка R превышает толщину вблизи внутреннего краевого участка Q.
15. Трехмерный лист по п. 1, в котором:
каждое из первого нетканого полотна и второго нетканого полотна представляет собой нетканое полотно, в котором сетка, изготовленная из длинных волокон, скреплена термически соединенными сплавлением участками; и
нетканое полотно представляет собой либо фильерное нетканое полотно, либо полученное аэродинамическим способом из расплава нетканое полотно, либо многослойное нетканое полотно, включающее фильерный слой и слой, полученный аэродинамическим способом из расплава.
16. Трехмерный лист по п. 1, в котором:
каждое из длинных волокон, составляющих первое нетканое полотно и второе нетканое полотно, представляет собой однокомпонентное волокно, изготовленное в процессе равномерного прядения расплавленного термопластического полимера; и
однокомпонентное волокно относится к типу волокон, не имеющих концентрическую или эксцентрическую структуру из сердцевины и оболочки или структуру с параллельным расположением компонентов, и представляет собой волокно, изготовленное в процессе прядения и имеющее однородную однослойную структуру.
17. Трехмерный лист по п. 1, в котором:
термопластический полимер, составляющий первое нетканое полотно и второе нетканое полотно, представляет собой полимер на полиолефиновой основе, полимер на сложнополиэфирной основе, полимер на полиамидной основе, полимер на акрилонитрильной основе, полимер на виниловой основе или полимер на винилиденовой основе; при этом
полимер на полиолефиновой основе представляет собой полиэтилен, полипропилен, или полибутилен;
полимер на сложнополиэфирной основе представляет собой полиэтилентерефталат или полибутилентерефталат;
полимер на полиамидной основе представляет собой нейлон;
полимер на виниловой основе представляет собой поливинилхлорид;
полимер на винилиденовой основе представляет собой поливинилиденхлорид;
полимер одного из этих типов используется индивидуально, или полимеры двух или более типов используются в виде смеси; и
каждый из этих полимеров представляет собой полимер, включающий от 50 до 100 мас. %, по меньшей мере, одного из гомополимера, статистического сополимера или блочного сополимера, или представляет собой полимер, который образуют при смешивании гомополимер, статистический сополимер или блочный сополимер.
18. Трехмерный лист по п. 1, в котором:
каждое из первого нетканого полотна и второго нетканого полотна представляет собой фильерное нетканое полотно, в котором сетка, изготовленная из длинных волокон, закреплена посредством термически соединенных сплавлением участков; и
термопластический полимер, составляющий первое нетканое полотно и второе нетканое полотно, представляет собой полипропиленовый полимер, состоящий из гомополимера.
19. Трехмерный лист по п. 1, в котором:
высота каждой выпуклости составляет от 1 мм до 20 мм включительно;
имеются от одной до пятнадцати выпуклостей на 1 см2 трехмерного листа; и
имеются от одного до пятидесяти сквозных отверстий на 1 см2 трехмерного листа.
20. Трехмерный лист по п. 1, в котором:
площадь основания S1 каждой выпуклости составляет от 1 мм2 до 400 мм2 включительно; и
площадь S2 каждого образующего лист соединенного сплавлением участка составляет от 1 мм2 до 50 мм2 включительно.
21. Трехмерный лист по п. 1, в котором:
площадь отверстия S3 для каждого сквозного отверстия составляет от 1 мм2 до 100 мм2 включительно;
длина каждого сквозного отверстия составляет от 1 мм до 10 мм включительно; и
длина каждого образующего лист соединенного сплавлением участка составляет от 0,1 мм до 5 мм включительно.
22. Трехмерный лист по п. 1, в котором сопротивление расслаиванию между первым нетканым полотном и вторым нетканым полотном трехмерного листа составляет от 0,2 Н/30 мм до 3 Н/30 мм.
23. Трехмерный лист по п. 1, в котором:
второе нетканое полотно, составляющее трехмерный лист, имеет более высокую поверхностную плотность, чем поверхностная плотность первого нетканого полотна, составляющего трехмерный лист; причем
поверхностная плотность второго нетканого полотна составляет от 8 г/м2 до 25 г/м2 включительно; и
поверхностная плотность первого нетканого полотна составляет от 8 г/м2 до 20 г/м2 включительно.
24. Абсорбирующее изделие, в котором его трехмерный верхний лист по п. 1 использован таким образом, что сторона первого нетканого полотна обращена к коже пользователя.
25. Абсорбирующее изделие по п. 24, которое представляет собой одноразовый подгузник.
26. Способ изготовления трехмерного верхнего листа абсорбирующего изделия по п. 1, согласно которому:
разматывают первое нетканое полотно из рулона исходного первого нетканого полотна и отдельно разматывают второе нетканое полотно из рулона исходного второго нетканого полотна;
затем выполняют выпуклости и углубления на первом нетканом полотне посредством направления размотанного первого нетканого полотна в секцию взаимодействия между первым роликом и вторым роликом;
затем в состоянии, в котором первое нетканое полотно еще присосано к периферийной поверхности первого ролика и удерживается на ней, накладывают второе нетканое полотно на первое нетканое полотно;
помещают и сжимают наложенные первое и второе нетканые полотна между первым роликом и первым нагревательным роликом, имеющим плоскую гладкую периферийную поверхность, в состоянии, в котором одновременно нагревают первый ролик и первый нагревательный ролик или нагревают только первый нагревательный ролик;
затем перемещают наложенные первое и второе нетканые полотна, которые были соединены посредством соединения сплавлением, в состоянии, в котором наложенные первое и второе нетканые полотна все еще присосаны к периферийной поверхности первого ролика и удерживаются на ней; и
помещают и сжимают наложенные первое и второе нетканые полотна между первым роликом и вторым нагревательным роликом, имеющим плоскую гладкую периферийную поверхность, в состоянии, в котором одновременно нагревают первый ролик и второй нагревательный ролик или нагревают только второй нагревательный ролик, и дополнительно расплавляют термопластический полимер, составляющий первое нетканое полотно и второе нетканое полотно, на образующих лист соединенных сплавлением участках, расположенных на соответствующих зубьях шестерни, которые являются выпуклостями первого ролика, чтобы таким образом заставить расплавленный полимер перемещаться в направлении периферии каждой выпуклости и образовывать каждое сквозное отверстие,
при этом на верхней по потоку стороне формируют образующие лист соединенные сплавлением участки с помощью первого ролика и первого нагревательного ролика и затем на нижней по потоку стороне формируют сквозные отверстия с помощью первого ролика и второго нагревательного ролика.
| JP 2006175689 A, 06.07.2006 | |||
| JP 8246232 A, 24.09.1996 | |||
| JP 2009201964 A, 10.09.2009 | |||
| JP 1080445 A, 31.03.1998. |

