Область техники
Настоящее изобретение относится к панелям, в частности стеновым, потолочным или половым панелям, которые снабжены печатным декоративным рисунком, а также к способу печати на таких панелях или плитах.
Предшествующий уровень техники
Из предшествующего уровня техники известен ряд устройств и способов для нанесения декоративного рисунка на поверхности строительных деталей в форме плит, далее обозначаемых как плиты или панели. Нанесение декоративных рисунков на плиты, в частности, широко распространено в мебельной промышленности и при изготовлении напольных покрытий. Например, в качестве напольных покрытий известны так называемые ламинатные панели, которые можно изготавливать относительно дешево и которые хорошо поддаются дальнейшей обработке. Их основой обычно является основная плита из древесного материала, например из MDF (от англ. medium density fiberboard; древесно-волокнистая плита средней плотности) или HDF (от англ. high density fiberboard; древесно-волокнистая плита высокой плотности), на лицевую сторону которой нанесена декоративная бумага с печатным рисунком, пропитанная смолой. Обычно поверх декоративной бумаги размещают так называемую покровную бумагу для увеличения срока службы верхнего слоя. Используемые бумаги пропитаны смолами, например аминосмолами, которые при прессовании отверждаются под действием тепла и давления. Для повышения износоустойчивости поверхностей в смолы часто добавляют износоустойчивые частицы, в частности корунд.
В процессе дальнейшего усовершенствования такого рода ламинатных панелей были разработаны так называемые панели с прямой печатью. В таких панелях с прямой печатью, как правило, не используют бумагу, в частности декоративную бумагу. Декоративное покрытие печатают способом глубокой печати с использованием дисперсионных красок непосредственно на поверхности панели, на которую для этой цели обычно нанесена подходящая грунтовка. При этом грунтовку обычно наносят способом валкового нанесения. После просушивания декоративного покрытия наносят и отверждают несколько слоев смолы. Слои смолы выполняют функцию защитного слоя и износоустойчивой поверхности. И в этом случае для повышения износоустойчивости в слой смолы часто добавляют износоустойчивые частицы, обычно корунд.
В процессе дальнейшего усовершенствования такого рода ламинатных панелей были разработаны так называемые панели с прямой печатью. В таких панелях с прямой печатью, как правило, не используют бумагу, в частности декоративную бумагу. Декоративное покрытие печатают способом глубокой печати с использованием дисперсионных красок непосредственно на поверхности панели или плиты. Для этого поверхность соответствующим образом подготавливают, в частности шлифуют и покрывают подходящим грунтовочным покрытием, которое наносят способом валкового нанесения. После печати и просушивания декоративного покрытия наносят и отверждают несколько полимерных слоев (например, на основе полимеризуемых акрилатных систем). Слои из смол выполняют функцию защитного слоя и износоустойчивой поверхности, причем и в этом случае в них обычно включают износоустойчивые частицы.
Из публикация WO 2008/061791 тех же авторов, содержание которой полностью включено в данную работу посредством ссылки, известно усовершенствование вышеупомянутых полимерных слоев. Сущность усовершенствования состоит в том, что на поверхность панели последовательно наносят два слоя различных жидких полимеров способом «мокрым по мокрому», так что на поверхности раздела происходит частичное смешивание материалов покрытий. Затем оба слоя, нанесенные способом «мокрым по мокрому», совместно отверждают, причем полученное отвержденное покрытие из-за частичного смешивания имеет градиент твердости, при этом твердость покрытия снижается по мере увеличения глубины, начиная от поверхности полученного покрытия.
Из публикации DE 10 2004 009 160 В4 известен способ изготовления половой панели, в котором на верхнюю сторону плиты способом валкового нанесения наносят адгезионную грунтовку, а затем на нее также способом валкового нанесения наносят грунтовочное покрытие. На нем печатают декоративный рисунок, после чего наносят высокоизносостойкий и устойчивый к царапинам слой лака. Таким образом, эта публикация демонстрирует типичный способ, соответствующий предшествующему уровню техники.
Из публикации WO 2011/020755 А1 известен усовершенствованный способ, в котором после нанесения на поверхность плиты грунтовочного покрытия способом валкового нанесения и просушивания грунтовочного покрытия наносят декоративный рисунок посредством цифровой печати.
Хотя, в частности, вышеупомянутая публикация WO 2008/061791 обеспечивает заметный прогресс относительно предшествующего уровня техники, сохраняется потребность в дальнейшем усовершенствовании. Поэтому задачей настоящего изобретения является усовершенствование относительно предшествующего уровня техники и, в частности, обеспечение панели с печатным рисунком, которая содержала бы особенно высококачественное печатное изображение, а также способ получения такого улучшенного печатного изображения. В следующем аспекте настоящего изобретения поставлена задача обеспечения способа, позволяющего повысить прочность сцепления различных слоев, и плиты, которая за счет этого обладала бы особенно высокими характеристиками механической прочности.
Эти и другие задачи, которые будут более точно сформулированы ниже или могут быть очевидными для специалиста в данной области техники, решены за счет панели по пункту 1 формулы изобретения и способа по пункту 4 формулы изобретения.
Сведения, подтверждающие возможность осуществления изобретения
Панель по настоящему изобретению содержит основную плиту, которая снабжена декоративным покрытием. В качестве основной плиты предпочтительны, в частности, плиты из древесных материалов, например MDF (от англ. medium density fiberboard; древесно-волокнистая плита средней плотности) или HDF (от англ. high density fiberboard; древесно-волокнистая плита высокой плотности), древесно-стружечные плиты, OSB-плиты (от англ. Oriented Strand Board; ориентированно-стружечная плита), плиты из натуральной древесины и т.п.Декоративное покрытие может содержать декоративную бумагу, соединенную с основной плитой или представлять собой декоративный рисунок, напечатанный непосредственно на плите. Важно, что декоративный рисунок напечатан посредством цифровой четырехцветной печати и поэтому состоит из множества цветных точек, более 90% которых имеют размер от 1000 мкм2 до 15000 мкм2, при значении dpi (число точек на дюйм; от англ. dots per inch) от 200 до 1200. Термин «значение dpi» известен специалисту в данной области техники и обозначает число цветных точек на дюйм. Значение dpi действительно по меньшей мере в одном направлении (горизонтальном или вертикальном), но предпочтительно, чтобы значение dpi, равное 200-1200, было действительным как в горизонтальном, так и в вертикальном направлении декоративного рисунка. Неожиданно было показано, что при цифровой четырехцветной печати выбор по настоящему изобретению площади цветных точек приводит к получению оптически особенно высококачественных декоративных рисунков. Это, в частности, имеет место, когда декоративный рисунок является имитацией поверхности натуральной древесины, то есть натуральной текстуры древесины. При этом неожиданно было показано, что хорошую имитацию поверхности натуральной древесины невозможно получить, если выбраны особенно маленькие цветные точки или если цветные точки превышают определенный размер. В случае выбора слишком больших цветных точек невозможно получить контрастный и насыщенный деталями рисунок. В случае слишком маленьких цветных точек также возникают нежелательные оптические явления, обусловленные, в частности, растрированием печатного рисунка. В случае мелких цветных точек это неустранимо и при более высоком значении dpi, кроме того, более высокие значения dpi прямо ведут к большим расходам на печать, так как необходимо либо большее число процессов печати, либо более дорогие печатные устройства.
В четырехцветной цифровой печати обычно используются четыре основных цвета - голубой, пурпурный, желтый и черный. При этом каждая цветная точка печатного рисунка образована из одной из этих четырех печатных красок. Из четырех цветов четырехцветной печати можно получить практически любой цветной отпечаток, причем число различных цветных точек на поверхности варьируется. При очень большом увеличении отдельные цветные точки еще можно различить под микроскопом. Для человеческого глаза отдельные цветные точки невидимы, вместо этого образуется плоскостной цветной отпечаток. Далее это будет описано более подробно со ссылкой на прилагаемые графические материалы.
Цветные точки предпочтительно имеют размеры, лежащие в диапазоне от 2000 мкм2 до 10000 мкм2, более предпочтительно от 3000 мкм2 до 8000 мкм2, и наиболее предпочтительно от 3500 мкм2 до 5000 мкм2. В этих диапазонах размеров предпочтительно должно лежать 90% цветных точек. В качестве значения dpi в основном предпочтительны значения, лежащие в диапазоне от 280 до 1200, и более предпочтительно от 300 до 400. Значение dpi должно быть задано по меньшей мере в одном направлении (т.е. по горизонтали или по вертикали), однако предпочтительно оно относится к обоим (вертикальному и горизонтальному) направлениям.
Настоящее изобретение также относится к способу нанесения печатного рисунка на плиты, предпочтительно на стеновые, потолочные или половые панели. На первой стадии изготавливают плиту, например указанную выше плиту из древесного материала. На плиту после необязательной предварительной обработки, например посредством нанесения шпаклевочной композиции, шлифования и нанесения адгезионной грунтовочной композиции, наносят грунтовочную композицию. При этом нанесение грунтовочной композиции предпочтительно осуществляют способом налива, то есть с помощью жидкой завесы из материала покрытия, через которую пропускают плиту. После необязательной сушки и/или отверждения грунтовочной композиции и, в случае необходимости, дополнительных стадий промежуточной обработки, таких как шлифование или нанесение грунтовки, поверхность грунтовочной композиции обрабатывают с использованием по меньшей мере одного из следующих способов: обработки коронным разрядом, плазменной обработки и/или, наиболее предпочтительно посредством нанесения масла. После этих стадий обработки и необязательных дополнительных стадий сушки на плиту печатают декоративный рисунок.
Предпочтительно грунтовочная композиция основана на водной дисперсии ((предпочтительно водной акрилатной системе), которая имеет подходящий состав, так что она может быть нанесена способом налива. На предшествующем уровне техники до сих пор грунтовочную композицию обычно наносили на поверхность основной плиты способом валкового нанесения. В способе валкового нанесения материал покрытия (грунтовочная композиция) поступает на поверхности, требующие покрытия, непосредственно с валков или опосредованно с ленты для нанесения покрытия, которую с помощью прессующих валков прижимают к деталям, требующим покрытия. Авторы настоящего изобретения установили, что поверхности, полученные таким способом, в частности в случае печатных рисунков с мелкими деталями, которые обычно необходимы при имитации поверхности натуральной древесины, не обеспечивают ожидаемого разрешения и четкости. В частности, при использовании полимеризуемых печатных красок на печатном рисунке часто возникают мешающие полосы. Авторы настоящего изобретения неожиданно обнаружили, что этих проблем можно избежать, если вместо способа валкового нанесения использовать способ нанесения наливом. Предполагается, что валки в способе валкового нанесения, независимо от того, наносится ли материал покрытия на покрываемую поверхность непосредственно с валков или опосредованно с ленты для нанесения покрытия, из-за их округлой формы создают в наносимом покрытии минимальную волнистость поверхности. Однако гребни и впадины этой волнистой поверхности настолько малы, что на полученных таким образом поверхностях можно успешно печатать стандартными способами глубокой печати. Тем не менее, предполагается, что эта очень небольшая неровность поверхностей с нанесенным таким образом покрытием при использовании цифровой печати может привести к не оптимальному печатному рисунку, возможно из-за разности электрических потенциалов. В любом случае, независимо от способа печати, за счет налива грунтовочной композиции (с использованием жидкой завесы) удается эффективно предотвратить образование нежелательных полос.
Способ нанесения покрытия наливом и соответствующие установки известны специалисту в данной области техники из предшествующего уровня техники (например, из ЕР 1 252 937 А1), так что можно исключить подробное описание их из данной работы. Важно, что в способе нанесения покрытия наливом из материала покрытия получают жидкую завесу, через которую пропускают детали, на которые необходимо нанести покрытие. Нанесения валками не производят.
В качестве материала покрытия для грунтовочного слоя предпочтительно используют дисперсию, в частности водную акрилатную дисперсию. Водные акрилатные дисперсии по существу состоят из растворителя (а именно воды) и связующего в форме синтетических полимеров (акрилатов), которые при испарении растворителя конденсируются и образуют прочный сплошной слой, а также, необязательно, цветных пигментов для достижения желаемой кроющей способности и желаемого цветового оттенка. Отверждение этих дисперсионных красок также осуществляется не за счет полимеризации, а за счет улетучивания растворителя, так как связующие уже являются полимерами. Полимеры, содержащиеся в дисперсии, при испарении растворителя соединяются чисто физическим способом и образуют сплошной слой.
Авторы настоящего изобретения неожиданно обнаружили, что оттиск печатного декоративного рисунка можно улучшить, если после необязательных дополнительных стадий промежуточной обработки произвести особую обработку поверхности грунтовочного слоя. Подходящим способом обработки поверхности является так называемая обработка коронным разрядом. Обработка коронным разрядом - это электрохимический способ модификации поверхности, в частности полимерных материалов, и принципы обработки коронным разрядом известны из предшествующего уровня техники, так что в данной публикации не будет приведено их подробное разъяснение. Важным при обработке коронным разрядом является то, что используют один или несколько высоковольтных электродов, которые располагают на расстоянии, равном нескольким миллиметрам, от поверхностей, подлежащих обработке. Если поверхность проводят мимо высоковольтных электродов, то на поверхности происходят реакции окисления, для которых обычно используется кислород воздуха.
Альтернативно может быть проведена плазменная обработка поверхностей. Способ плазменной обработки поверхностей также хорошо известен из предшествующего уровня техники. Плазменную обработку осуществляют, например, с помощью сопла плазменной горелки, в которой при разрядке образуется электрическая дуга, за счет которой технологический газ переходит в состояние плазмы. Технологический газ, например воздух, через головку сопла направляют на поверхность материала, подлежащего обработке.
Хотя промежуточная обработка коронным разрядом и плазменным разрядом обеспечивает заметное улучшение поверхности, тем не менее нанесение масла, предпочтительно разбавленного водой, является особо предпочтительным. Показано, что при нанесении масла можно получить особо высококачественные печатные рисунки без необходимости плазменной обработки или обработки коронным разрядом, требующих дорогого оборудования. Предполагается, что жирные кислоты масла присоединяются к полярным группам нанесенного способом налива грунтовочного материала и при этом снижают поверхностное натяжение, так что происходит хорошее смачивание поверхности капельками чернил. При использовании ненасыщенных жирных кислот двойные связи после необязательного нанесения полимерного покрытия и инициированной УФ-излучением полимеризации могут вступать в химическую реакцию, за счет которой образуются особенно стабильные соединения различных слоев на плите. Маслом может быть любое масло, однако наилучшие результаты все же получают при использовании натуральных масел, таких как льняное масло, пальмовое масло, подсолнечное масло или масло канолы. При этом показано, что к особенно хорошим результатам приводит, в частности, высокое содержание ненасыщенных жирных кислот. Во-первых, высокое содержание жирных кислот улучшает зрительное впечатление от печатного рисунка, во-вторых, ненасыщенные жирные кислоты совместно с нанесенным позже полимерным слоем могут приводить к поверхностям с особенно хорошим сцеплением. Поэтому, в целом, предпочтительно, чтобы масло содержало большую массовую долю ненасыщенных жирных кислот, в частности не менее 20%, предпочтительно не менее 30%, более предпочтительно не менее 50%, и наиболее предпочтительно не менее 80%.
Вместо масляной эмульсии могут быть нанесены и другие соединения, действующие сходным образом и оказывающие хороший эффект на результат печати. Так, сопоставимый результат можно получить, если на грунтовочный слой способом валкового нанесения нанести алифатический полиуретанакрилат в количестве, лежащем в диапазоне от 1 г/м2 до 20 г/м2, предпочтительно от 3 г/м2 до 6 г/м2, на этом слое произвести цифровую печать, после чего нанести еще одну олигомерную композицию. Полиуретанакрилат с одной стороны водородными мостиками присоединяется к акрилатной матрице грунтовочного слоя, а с другой стороны двойными связями к полимерной сети, состоящей из полиуретанакрилата, полимеризуемых печатных красок и последующих олигомерных слоев.
Специалисту в данной области техники понятно, что указанные соединения приведены только в качестве примеров. Если обобщить, то полученные данные свидетельствуют: особенно подходящими для улучшения печатного рисунка являются соединения, обладающие тремя основными признаками: функциональными группами, которые могут присоединяться к грунтовочному слою связями побочных валентностей; неполярной основой, которая при поляризации соответствует полярности печатной краски; и двойными связями, которые при полимеризации под действием излучения могут встраиваться в полимерный слой. Эти соединения по меньшей мере должны обладать двумя признаками: функциональными группами, которые могут достаточно прочно закрепляться через связи побочных валентностей, и неполярной основой, которая обеспечивает полярность, соответствующую полярности печатной краски.
Экспериментальные исследования показали, что необходимо нанесение очень небольшого количества масла на м2 поверхности. Предпочтительно при этом следует наносить примерно от 0,1 г до 10 г масла на м2, более предпочтительно от 1,0 г/м2 до 5 г/м2, еще более предпочтительно от 1,5 г/м2 до 3 г/м2, и наиболее предпочтительно от 1,6 г/м2 до 2,5 г масла/м2 поверхности, на которую нужно нанести покрытие. Нанесение желаемого количества масла лучше всего удается дозировать, если масло наносят, разбавив его водой. Разбавление водой в массовых частях предпочтительно должно быть произведено так, чтобы на одну часть масла приходилось от 1 до 30 частей воды, предпочтительно на одну часть масла от 3 до 15 частей воды, более предпочтительно на одну часть масла от 4 до 10 частей воды, и наиболее предпочтительно на одну часть масла от 5 до 7 частей воды. Это означает, что при соотношении в смеси, равном одной части масла на 8 частей воды с 1 г масла смешивают 8 г воды. Если нанесено масло, разбавленное водой, то перед печатью на поверхности предпочтительно должна быть осуществлена стадия сушки, например можно выждать соответствующее время, прежде чем начать печать. При этом специалисту в данной области техники очевидно что испарение или высыхание происходит очень быстро, так как на м2 поверхности нанесено лишь очень малое количество масла в абсолютных единицах, то есть абсолютное количество масла является исключительно малым.
В целом, декоративный рисунок предпочтительно наносят посредством цифровой печати и особо предпочтительно посредством цифровой четырехцветной печати, как описано выше. Другими словами, приведенные выше данные относительно среднего размера цветных точек, значения dpi и т.д. могут быть выгодно использованы и в способе по настоящему изобретению.
Предпочтительно панели или плиты поверх декоративного слоя или декоративного рисунка содержат отвержденный полимерный слой в качестве слоя износа, который предпочтительно обладает градиентом твердости, согласно вышеупомянутой публикации WO 2008/061791. Полимерный слой предпочтительно наносят в форме полимеризуемой акрилатной системы, и он содержит, например, 1,6-гександиолдиакрилат, полиэфиракрилат, сложный эфир полиуретана и акриловой кислоты или дипропиленгликольдиакрилат. Предпочтительные значения толщины полимерного слоя (слоя износа) лежат в диапазоне от 20 мкм до 300 мкм, более предпочтительно от 40 мкм до 250 мкм, еще более предпочтительно от 50 мкм до 220 мкм, и наиболее предпочтительно от 60 мкм до 180 мкм. Под отверждением полимерного слоя или полимеризуемой акрилатной системы при этом понимают химическую реакцию, которая имеет место при полимеризации, в частности реакцию поликонденсации. От этого следует отличать высыхание такого рода слоев, при котором лишь испаряется растворитель, например вода, содержащаяся в полимерных слоях, или содержание воды снижается чисто физическим способом.
Нанесение полимерного слоя осуществляют после печати декоративного рисунка на поверхности плиты или панели. Необязательно после печати декоративного рисунка могут быть проведены другие технологические стадии и стадии обработки, например нанесение грунтовки и т.п. Как уже упомянуто выше, в целом предпочтительно, чтобы нанесенный полимерный (слой износа) имел градиент твердости, то есть, чтобы твердость полимерного слоя по существу непрерывно снижалась по мере увеличения глубины, начиная от поверхности полимерного слоя. Как правило, такой градиент твердости удается создать за счет того, что во время первой стадии на поверхность наносят первый материал покрытия (первый олигомер), а во время второй стадии на еще влажный первый материал покрытия наносят по меньшей мере один второй жидкий материал покрытия (второй олигомер). За счет нанесения способом «мокрым по мокрому» на поверхности раздела происходит частичное смешивание. Во время следующей стадии материал покрытия или оба нанесенных материала покрытий совместно отверждают, предпочтительно посредством облучения. Для получения градиента твердости оба соединенных материала первого и второго слоев должны быть разными и, в частности, содержать различные доли двойных С-С связей, чтобы после отверждения из-за частичного смешивания возник градиент твердости. Технические подробности известны специалисту в данной области техники из упомянутой выше публикации WO 2008/061791, так что в данной работе можно избежать их подробного изложения.
В предпочтительном варианте осуществления настоящего изобретения используемая печатная краска основана на полимеризуемом акрилате. На предшествующем уровне техники обычно в качестве печатной краски (чернил) использовали дисперсионные краски, в частности акриловые краски. Эти дисперсионные краски регулярно используют в обычно используемом способе глубокой печати. Дисперсионные краски - это печатные краски, которые, как правило, состоят из трех основных составных частей, а именно: а) растворителя (в настоящее время обычно воды), (b) связующего в форме синтетических полимеров (акрилатов), которые при испарении растворителя конденсируются и образуют прочный слой, и (с) цветных пигментов для достижения желаемой кроющей способности и желаемого цветового оттенка. Отверждение этих дисперсионных красок также осуществляется не за счет полимеризации, а за счет улетучивания или испарения растворителя, так как сами связующие уже являются полимерами. Полимеры, содержащиеся в дисперсии, при конденсации связующего соединяются чисто физическим способом и образуют сплошной слой.
Авторы настоящего изобретения неожиданно обнаружили, что можно достичь улучшенных адгезионных свойств системы слоев, если использовать не стандартные дисперсионные краски, а полимеризуемые печатные краски. Это особенно выгодно, в частности при предпочтительном применении с полимерным слоем, в частности с градиентом твердости, как будет разъяснено далее. Позитивный эффект особенно выражен, если печатная краска декоративного покрытия (если декоративное покрытие наносят посредством прямой печати, как, например, при цифровой печати, то декоративный слой почти исключительно состоит из печатной краски) и полимерный слой (или слои) совместно отверждаются или полимеризуются. За счет совместного отверждения (полимеризации/поликонденсации) акрилатной системы печатной краски и полимерного слоя происходит химическое сшивание на поверхности раздела обоих слоев, которое считается ответственным за значительно лучшее сцепление слоев. Обычно используемые дисперсионные печатные краски не содержат полимеризуемой акрилатной системы, так что не происходит такого химического сшивания между печатной краской, то есть декоративным покрытием, и полимерным покрытием. Предпочтительными для использования полимеризуемыми печатными красками являются, в частности, полимеризуемые акрилатные системы. Полимеризуемые печатные краски в качестве основных составных частей содержат связующие, а именно смолы, содержащие химически активные двойные связи, а также мономеры или олигомеры, например акрилатные мономеры и акрилатные олигомеры; необязательно фотоинициаторы для печатных красок, отверждаемых излучением; и дополнительно добавки, например пеногасители, технологические добавки, загустители и небольшое количество цветных пигментов. В целом, предпочтительно, чтобы используемые в настоящем изобретении полимеризуемые печатные краски были печатными красками, полимеризуемыми излучением, в частности печатными красками, отверждаемыми УФ-излучением (УФ-отверждаемыми печатными красками). Поэтому в особо предпочтительном варианте осуществления настоящего изобретения использованная печатная краска является УФ-отверждаемой, полимеризуемой акрилатной системой.
Предпочтительно в качестве материала покрытия для грунтовочного слоя не используют УФ-отверждаемый лак. Опыт показывает, что, в частности, при использовании масел для обработки поверхности грунтовочного слоя прочность сцепления таких лаков может снизиться.
Далее настоящее изобретение будет описано более подробно в форме не ограничивающего примера.
В качестве плиты использована основная плита HDF-типа (древесно-волокнистая плита высокой плотности) толщиной 8 мм, на которую изначально в установке для валкового нанесения покрытий нанесли грунтовочное покрытие на основе коммерчески доступной водной акрилатной дисперсии. Затем плиту выровняли с использованием шпаклевочной композиции. После предварительного просушивания нанесли грунтовочное покрытие способом налива. Грунтовочное покрытие основано на водной акрилатной дисперсии с добавлением наполнителей и цветных пигментов. После каждой из этих стадий нанесения покрытия осуществляли промежуточную сушку при температурах, лежавших в диапазоне от 80°С до 200°С. На грунтовочное покрытие в установке для валкового нанесения покрытий нанесли масло канолы, в восемь раз разбавленное водой. Наносимое количество было отрегулировано таким образом, чтобы на 1 м2 поверхности наносилось примерно 2 г (чистого) масла канолы. Затем с помощью цифрового печатного устройства напечатали декоративный рисунок. Для этого использовали печатные краски для цифровой печати, отверждаемые УФ- излучением, причем было использовано количество краски, равное примерно 2 г/м2. После этого нанесли полимерный слой в форме содержащего двойные связи отверждаемого излучением олигомера с добавлением фотоинициаторов. На этот влажный полимерный слой нанесли второй полимерный слой из содержавшего двойные связи отверждаемого излучением олигомера, так что два слоя на поверхности их раздела могли частично смешиваться. Затем все три слоя, то есть полимеризуемую печатную краску, первый полимерный слой и второй полимерный слой совместно полимеризовали, т.е. отверждали, с использованием УФ-излучения. Готовые декоративные плиты с покрытием на следующих стадиях процесса можно разделить на панели, которые могут быть снабжены известными соединительными элементами, так что несколько панелей можно соединить с получением полового покрытия.
За счет совместного отверждения полимерных слоев и полимеризуемой печатной краски образуются химические связи между печатной краской и полимерными слоями (слоями износа) с включением двойных связей жирных кислот нанесенного масла, что, по мнению авторов настоящего изобретения, приводит к особенно хорошим значениям механической прочности панелей или плит с таким покрытием. На предшествующем уровне техники сцепление обеспечивалось по существу только физическими процессами, так как не осуществлялось совместное отверждение, то есть полимеризация, печатной краски и нанесенных полимерных слоев.
Краткое описание графических материалов
Далее настоящее изобретение будет разъяснено более подробно со ссылками на прилагаемые графические материалы.
При этом:
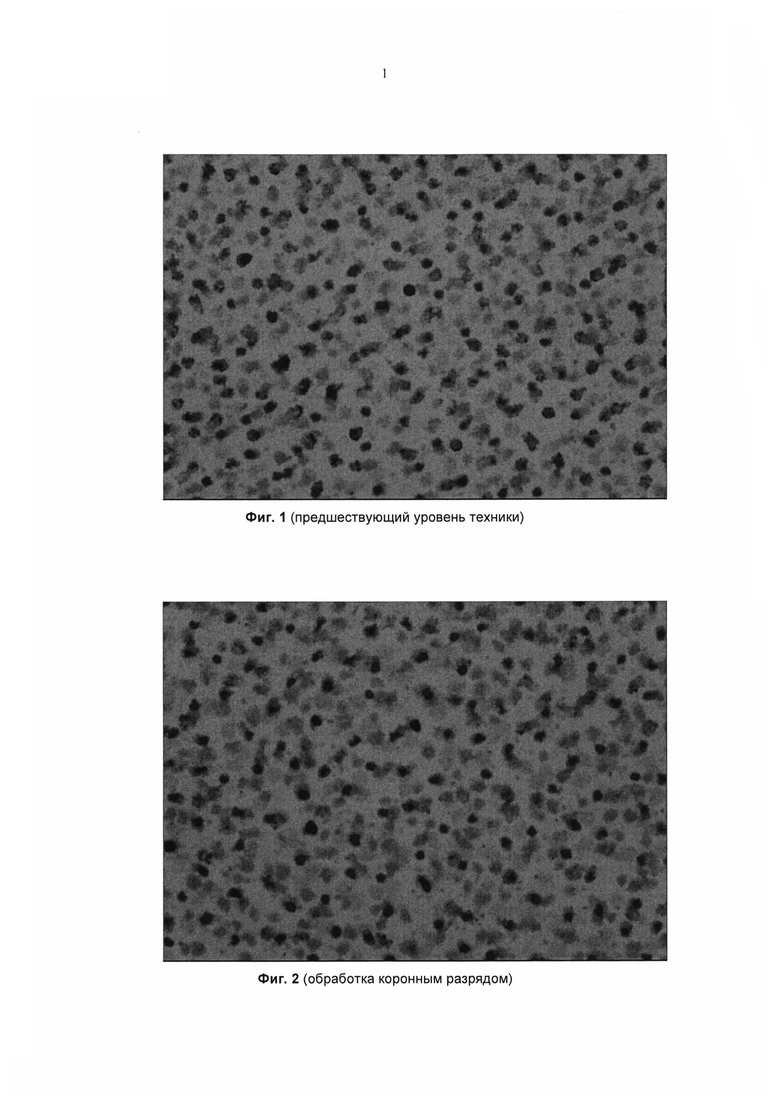
Фиг. 1 является микроскопическим снимком печатного рисунка согласно предшествующему уровню техники;
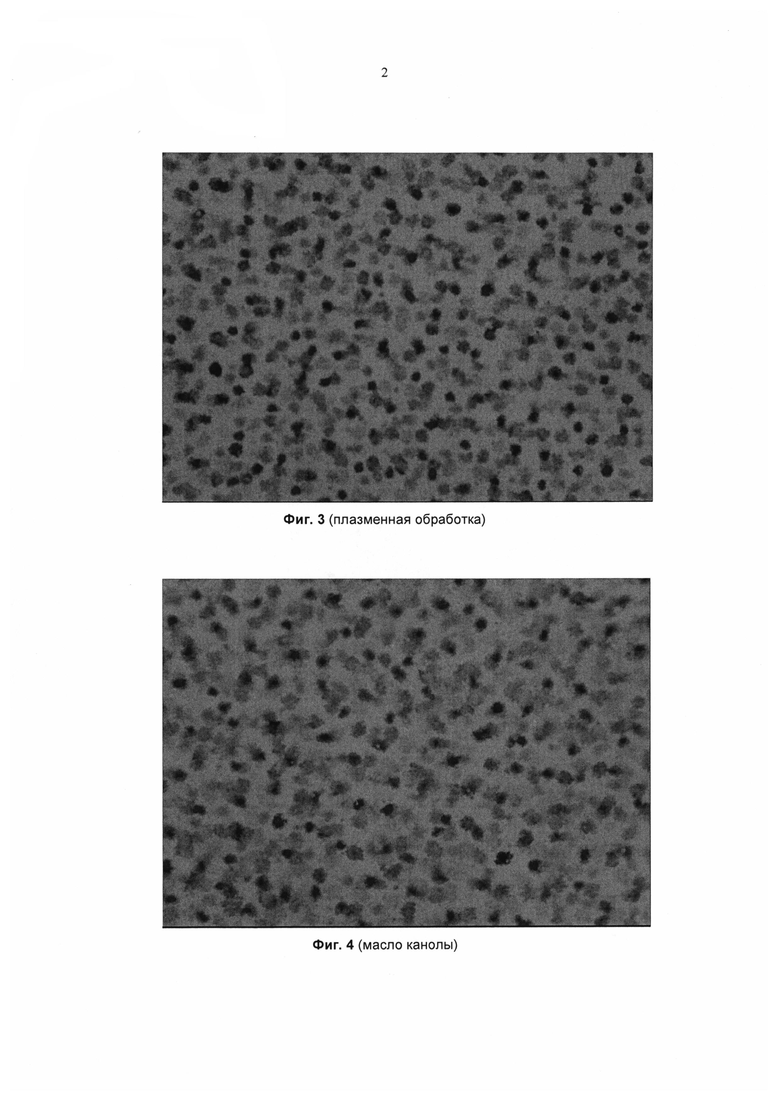
Фиг. 2 является микроскопическим снимком печатного рисунка после предварительной обработки коронным разрядом;
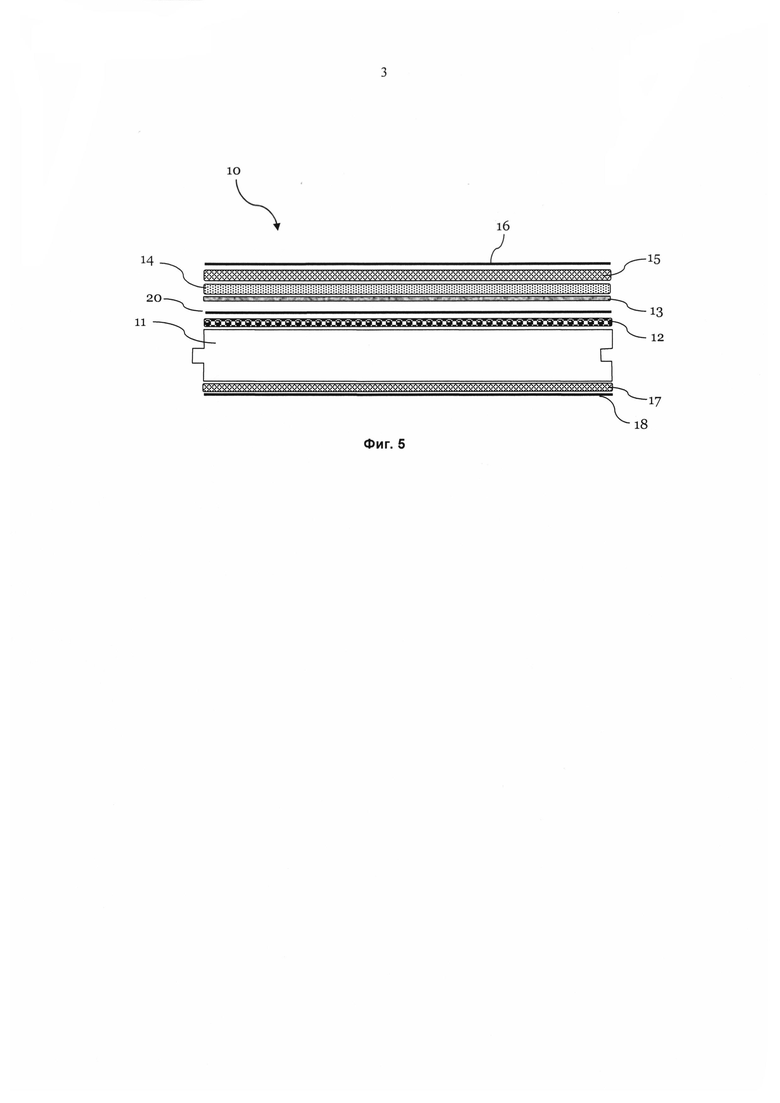
Фиг. 3 является микроскопическим снимком печатного рисунка после предварительной плазменной обработки;
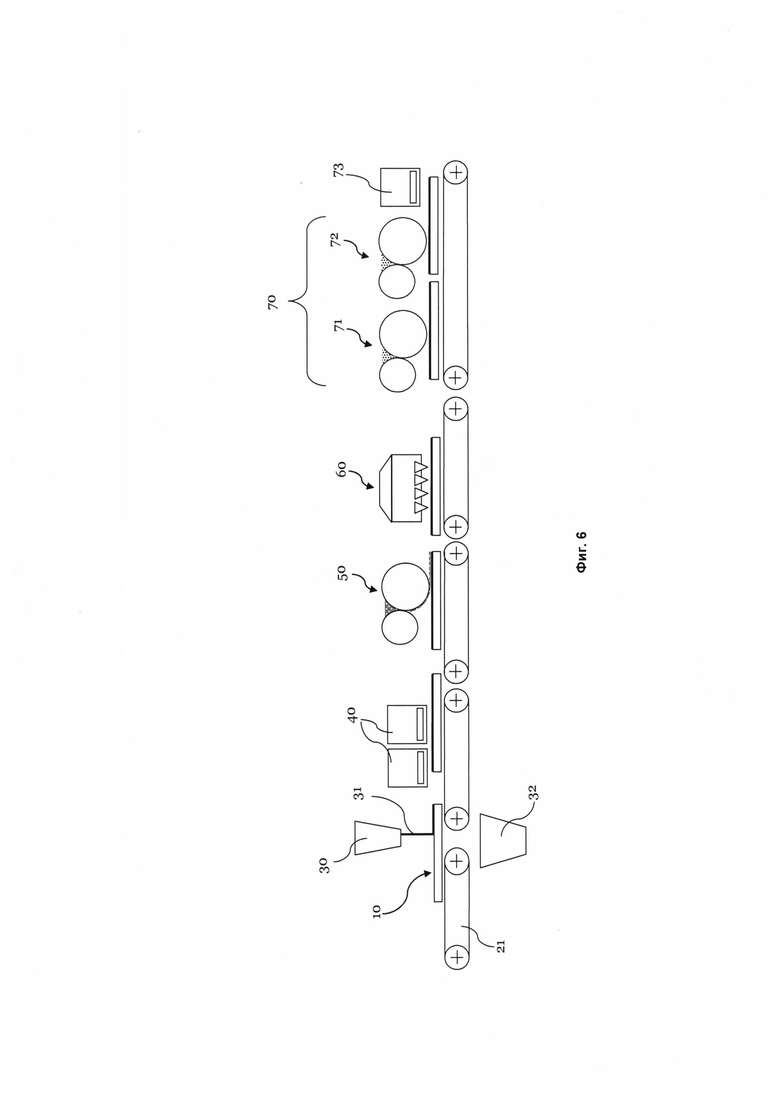
Фиг. 4 является микроскопическим снимком печатного рисунка после предварительной обработки разбавленным маслом канолы;
Фиг. 5 изображает пример строения слоев; и
Фиг. 6 является схематическим изображением установки для осуществления способа по настоящему изобретению.
На Фиг. 1-4 представлены различные микроскопические увеличения печатных рисунков, полученных способом четырехцветной цифровой печати. Увеличения относятся к печатному рисунку, изображающему текстуру натуральной древесины. Как можно видеть на фотографиях, декоративный рисунок состоит из множества цветных точек. При микроскопическом увеличении можно видеть, что цветные точки представляют собой дискретные, отделенные друг от друга точки. Без увеличения это невозможно увидеть невооруженным глазом. Фиг. 1-4 являются черно-белыми, однако можно видеть, что размеры и расположение отдельных цветных точек на фотографиях различаются. На Фиг. 1 при этом изображен печатный рисунок, полученный способом четырехцветной цифровой печати согласно предшествующему уровню техники. Цифровая печать была произведена сразу же после нанесения грунтовочного покрытия. Отдельные цветные точки явно отграничены друг от друга, что, в сущности, желательно при этой технике печати. На самом деле, изображенный на Фиг. 1 печатный рисунок согласно предшествующему уровню техники с технической точки зрения является очень качественным. Однако на практике оказалось, что, в частности при воспроизведении рисунков натуральной древесины, этот точно ограниченный и технически высококачественный печатный рисунок не оптимально подходит для имитации поверхности натуральной древесины. Авторы настоящего изобретения обнаружили, что для человеческого глаза можно получить более высококачественные печатные рисунки, если поверхность перед печатью обработать с использованием одного из следующих способов: обработки коронным разрядом; плазменной обработки; и наиболее предпочтительно нанесения масла, предпочтительно в виде водной эмульсии.
На Фиг. 2 изображен печатный рисунок в микроскопическом увеличении, где перед печатью грунтовочный слой был подвергнут обработке коронным разрядом. Как можно видеть из Фиг. 2, отдельные цветные точки расположены несколько чаще и поэтому покрывают большую часть поверхности. Столь же хорошие результаты можно получить с использованием плазменной обработки, как видно из Фиг. 3.
Однако наилучшие результаты неожиданно были получены, когда после нанесения грунтовочного покрытия и необязательной сушки и/или отверждения грунтовочного покрытия на эти поверхности наносили масло в форме водной эмульсии. В изображенном примере было использовано масло канолы, которое наносили в разведении водой в соотношении одна часть масла на 8 частей воды. При этом наносили 2 г масла на м2 (то есть примерно 18 г/м2 масляно-водной эмульсии). Отдельные цветные точки цифрового четырехцветного печатного рисунка, как можно видеть из микроскопического увеличения, расположены часто и обеспечивают хорошее покрытие основы.
Хотя обычно такое расположение точек является нежелательным, неожиданно было показано, что для человеческого глаза такой печатный рисунок создает особенно высококачественное впечатление, в частности при изображении рисунка натуральной древесины. Как можно видеть из рисунков, не все цветные точки имеют одинаковую величину. При этом на печатном рисунке, изображенном на Фиг. 4, большинство цветных точек имеют размер, лежащий в диапазоне от 2000 мкм2 до 3500 мкм2. Кроме того, в горизонтальном направлении обнаруживается примерно 360 цветных точек на дюйм (360 dpi). Аналогичное значение обнаруживается в вертикальном направлении, в котором также насчитывается примерно 360 цветных точек на дюйм (360 dpi).
На Фиг. 5 приведена схема строения слоев в случае панели или плиты по настоящему изобретению. Изображение является чисто схематическим и не строго соответствует масштабу. В частности, настоящая основная плита 11 значительно толще, чем остальные слои 12-16, толщина которых лежит в диапазоне нескольких мм. Изображенная основная плита 11 является HDF-плитой толщиной около 8 мм. На нижней стороне основной плиты 11 расположены звукоизолирующий слой 17 и нанесенный на него влагозащитный слой 18. На верхней стороне, т.е. на основной поверхности плиты, нанесен грунтовочный слой 12. На грунтовочном слое 12 расположен декоративный слой или декоративный рисунок 13. Декоративный рисунок 13 нанесен посредством цифровой четырехцветной печати с использованием полимеризуемой печатной краски. Над декоративным слоем 13 находятся два полимерных слоя, которые по существу обеспечивают защиту панели от износа. Полимерные слои 14 и 15 основаны на акрилатной системе и имеют градиент твердости. Для повышения износостойкости поверхности в полимерные слои могут быть добавлены износостойкие частицы, в частности частицы корунда, как известно специалисту в данной области техники. Самым верхним слоем является слой 16 защитного лака. Между отдельными слоями, в частности между поверхностью плиты 11 и грунтовочным слоем 12, могут быть предусмотрены дополнительные слои, в частности слой грунтовки для обеспечения лучшего сцепления.
Согласно настоящему изобретению на грунтовочный слой 12 нанесено масло в виде водной эмульсии, которое образует масляный слой 20.
Далее со ссылками на Фиг. 6 будет описан способ по настоящему изобретению. На Фиг. 6 схематически изображена установка для нанесения покрытий, предназначенная для нанесения покрытий на плиты или панели 10. Плиты 10, которые могут быть, например, плитами из массива дерева, MDF-, РВА- или древесно-стружечными плитами, с помощью роликового транспортера 21 проводятся через различные станции установки для нанесения покрытий. Изображенные станции установки для нанесения покрытий не следует понимать как имеющие окончательный характер, они служат исключительно для раскрытия способа по настоящему изобретению. Перед показанными станциями, после них и между ними могут быть предусмотрены другие станции обработки, например дополнительные сушильные станции, станции для нанесения грунтовок, станции для нанесения шпаклевочных композиций и т.п.В первой изображенной станции 30 грунтовку с использованием жидкой завесы 31 из материала покрытия наносят на основную поверхность плиты 10. Жидкая завеса 31 проходит через всю ширину плиты, и плиты транспортируются через эту завесу и при этом покрываются покрытием. Под устройством 30 для формирования завесы находится приемный резервуар 32, в который падает жидкая завеса, если через завесу не проводится плита, например в перерыве между двумя следующими друг за другом плитами. В качестве материала покрытия для грунтовочного слоя предпочтительно используют водную акрилатную дисперсию. В следующей сушильной станции 40 нанесенный грунтовочный слой просушивают горячим воздухом, то есть из водной акрилатной дисперсии удаляют воду. В станции 50 на грунтовочное покрытие с помощью валков наносят масло, разбавленное водой. Маслом предпочтительно является натуральное масло, например льняное масло, пальмовое масло, подсолнечное масло или масло канолы, и его наносят в количестве, лежащем в диапазоне от 1 г/м2 до 5 г/м2.
В станции 60 посредством цифровой печати на обработанную таким образом грунтовку наносят декоративный рисунок, в частности декоративный рисунок натуральной древесины. Необязательно между станциями 50 и 60 может быть предусмотрена стадия сушки. После печати в станции 70 для нанесения покрытия наносят полимерный слой. Полимерный слой наносят с градиентом твердости, так что твердость полимерного слоя с увеличением глубины, начиная от поверхности полимерного слоя, по существу непрерывно снижается. С этой целью в первом блоке 71 для нанесения покрытия наносят первый полимерный слой на основе полимеризуемой акрилатной системы. На этот первый полимерный слой в станции 72 наносят второй полимерный слой способом «мокрым по мокрому». Второй полимерный слой содержит, например, большую долю двойных связей, как подробно описано в вышеупомянутой публикации, посвященной градиентам твердости. Два полимерных слоя в станциях 71 и 72 наносят способом «мокрым по мокрому», так что на поверхности раздела обоих слоев происходит частичное смешивание. В станции 73 оба полимерных слоя совместно отверждают под действием УФ-излучения.
Станция 60 предпочтительно является станцией цифровой печати, и в ней используют печатную краску на основе полимеризуемого акрилата. В этом случае предпочтительно, чтобы между станциями 60 и 70 не происходило отверждения печатной краски, допустима лишь стадия промежуточной сушки, во время которой из полимеризуемого акрилата печатной краски удаляется некоторое количество влаги. Затем в станции 73 отверждения печатную краску и первый и второй полимерные слои совместно отверждают, что приводит к получению особенно износостойкой поверхности.
На Фиг. 6 показано, что в установке 50 для нанесения покрытий производится нанесение масла, разбавленного водой. Альтернативно или дополнительно здесь могут быть также предусмотрены станции для обработки коронным разрядом или для плазменной обработки. Например, между станциями 40 и 50 может быть предусмотрена дополнительная станция для обработки коронным разрядом, и нанесение масла, разбавленного водой, в этом случае производят после обработки коронным разрядом в станции 50.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИКОВАЯ ПАНЕЛЬ ИЗ ПОЛИВИНИЛХЛОРИДА | 2012 |
|
RU2587552C2 |
| ПАНЕЛЬ С ПРЯМОЙ ПЕЧАТЬЮ, ИМЕЮЩАЯ ДВУХСЛОЙНУЮ СТРУКТУРУ | 2013 |
|
RU2637559C2 |
| НАПОЛЬНАЯ ПАНЕЛЬ ДЛЯ НАРУЖНОГО ПРИМЕНЕНИЯ | 2012 |
|
RU2598437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПРЯМОЙ ПЕЧАТЬЮ | 2013 |
|
RU2644857C2 |
| ПАНЕЛЬ ИЗ ПВХ ПОЛИМЕРА | 2017 |
|
RU2725658C1 |
| ПАНЕЛЬ С ПОКРЫТИЕМ, ПОЛУЧЕННАЯ МЕТОДОМ ПРЯМОЙ ПЕЧАТИ | 2012 |
|
RU2604855C2 |
| ПАНЕЛЬ ИЗ ПВХ ПОЛИМЕРА, ПОДВЕРГНУТАЯ ТЕПЛОВОЙ ОБРАБОТКЕ | 2018 |
|
RU2741588C1 |
| ОТВЕРЖДАЕМАЯ УФ ИЗЛУЧЕНИЕМ ПЕРЕВОДНАЯ ПЛЕНКА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2009 |
|
RU2503548C2 |
| Способ получения художественного декоративного покрытия на поверхности плоских пробковых панелей | 2019 |
|
RU2729759C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ НА ПОВЕРХНОСТЬ ПЛОСКИХ ПРОБКОВЫХ ПАНЕЛЕЙ | 2016 |
|
RU2630759C1 |
Настоящее изобретение относится к усовершенствованному печатному изображению для декоративной отделки панелей, при этом декоративный рисунок напечатан способом четырехцветной цифровой печати и состоит из множества цветных точек, более 90% которых имеют размер от 1000 мкм2 до 15000 мкм2, при значении dpi (число точек на дюйм; от англ. dots per inch) от 200 до 1200. Кроме того, изобретение относится к способу печати на плитах, в частности на стеновых, потолочных или половых панелях. При этом способ включает следующие стадии: (i) изготовления панели (11); (ii) нанесения грунтовочного покрытия (12) на основную поверхность панели с использованием жидкой завесы из материалов покрытий; (iii) необязательной сушки и/или отверждения грунтовочного покрытия; (iv) обработки поверхности грунтовочного покрытия по меньшей мере одним из следующих способов: а) обработка коронным разрядом; b) плазменная обработка; с) нанесение масла (20) в водном разбавителе; и (v) нанесение декоративного рисунка (13). 18 з.п. ф-лы, 6 ил.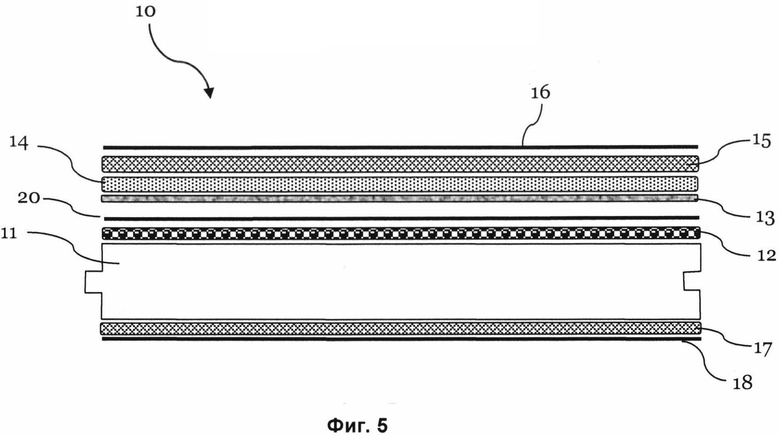
1. Способ печати на плитах, в частности на стеновые, потолочные или половые панели, включающий следующие стадии в указанной последовательности:
(i) изготовление плиты;
(ii) нанесение грунтовочного слоя с использованием жидкой завесы из материала покрытия на основную поверхность плиты;
(iii) необязательно, сушка и/или отверждение грунтовочного покрытия;
(iv) обработка поверхности грунтовочного покрытия посредством нанесения масла, разбавленного водой;
(v) нанесение декоративного покрытия.
2. Способ печати на плитах по п. 1, отличающийся тем, что материал покрытия для грунтовочного слоя основан на водной акрилатной дисперсии.
3. Способ печати на плитах по п. 1 или 2, отличающийся тем, что между стадиями (i) и (ii) и/или между стадиями (iii) и (iv) наносят грунтовочное покрытие.
4. Способ печати на плитах по п. 1, отличающийся тем, что масло является натуральным маслом, в частности льняным маслом, пальмовым маслом, подсолнечным маслом или маслом канолы.
5. Способ печати на плитах по п. 1, отличающийся тем, что масло содержит большую массовую долю ненасыщенных жирных кислот, в частности по меньшей мере 20%, предпочтительно по меньшей мере 30%, более предпочтительно по меньшей мере 50%, и наиболее предпочтительно по меньшей мере 80%.
6. Способ печати на плитах по п. 1, отличающийся тем, что масло наносят в количестве от 0,1 г до 10 г на м2, предпочтительно от 1 г/м2 до 5 г/м2, более предпочтительно от 1,5 г/м2 до 3 г/м2 и наиболее предпочтительно от 1,6 г/м2 до 2,5 г/м2.
7. Способ печати на плитах по п. 1, отличающийся тем, что в водном разбавлении на 1 массовую часть масла приходится от 1 до 30 массовых частей воды, предпочтительно на 1 массовую часть масла приходится от 3 до 15 массовых частей воды, более предпочтительно на 1 массовую часть масла приходится от 4 до 10 массовых частей воды, и наиболее предпочтительно на 1 массовую часть масла приходится от 5 до 7 массовых частей воды.
8. Способ печати на плитах по п. 1, отличающийся тем, что декоративный рисунок печатают на основной поверхности плиты.
9. Способ печати на плитах по п. 1, отличающийся тем, что декоративный рисунок печатают на основной поверхности плиты способом цифровой печати, предпочтительно способом цифровой четырехцветной печати.
10. Способ печати на плитах по п. 1, отличающийся тем, что декоративный рисунок печатают на основной поверхности плиты способом цифровой четырехцветной печати, причем декоративный рисунок состоит из множества цветных точек, более 90% которых имеют размер от 1000 мкм2 до 15000 мкм2, при значении dpi от 200 до 1200.
11. Способ печати на плитах по п. 10, отличающийся тем, что более 90% цветных точек имеют размер в диапазоне от 2000 мкм2 до 10000 мкм2, предпочтительно от 3000 мкм2 до 8000 мкм2, наиболее предпочтительно от 3500 мкм2 до 5000 мкм2.
12. Способ печати на плитах по п. 11, отличающийся тем, что значение dpi лежит в диапазоне от 280 до 1200, предпочтительно от 300 до 400.
13. Способ печати на плитах по п. 1, отличающийся тем, что декоративный рисунок печатают на основной поверхности плиты и для печати используют полимеризуемую печатную краску, а также тем, что во время следующей стадии (vii) наносят полимерный слой (74), который предпочтительно имеет градиент твердости, так что твердость полимерного слоя по существу непрерывно снижается с увеличением глубины, начиная от поверхности полимерного слоя.
14. Способ печати на плитах по п. 13, отличающийся тем, что печатная краска основана на полимеризуемом акрилате.
15. Способ печати на плитах по любому из пп. 13 или 14, отличающийся тем, что полимерный слой основан на одном или более из следующих акрилатов: 1,6-гександиолдиакрилат, полиэфиракрилат, сложный эфир полиуретана и акриловой кислоты или дипропиленгликольдиакрилат.
16. Способ печати на плитах по п. 15, отличающийся тем, что полимерный слой (74) имеет толщину в диапазоне от 20 мкм до 300 мкм, предпочтительно от 40 мкм до 250 мкм, более предпочтительно от 50 мкм до 220 мкм, и наиболее предпочтительно от 60 мкм до 180 мкм.
17. Способ печати на плитах по п. 16, отличающийся тем, что печатную краску и полимерный слой отверждают совместно, предпочтительно посредством облучения.
18. Способ печати на плитах по п. 1, отличающийся тем, что материалом покрытия для грунтовочного слоя не является УФ-отверждаемый лак.
19. Способ печати на плитах по п. 1, отличающийся тем, что плита является плитой из древесного материала, в частности плитой из массива дерева, MDF (древесно-волокнистая плита средней плотности), HDF (древесно-волокнистая плита высокой плотности) или древесно-стружечной плитой.
| US 20020061389 A1, 23.05.2002 | |||
| Устройство для гидропескоструйной перфорации скважин | 1983 |
|
SU1170125A1 |
| US 4581255 A, 08.04.1986 | |||
| СПОСОБ ВЗВЕШИВАНИЯ ГРУЗОВ НА РЫЧАЖНЫХ ВЕСАХ И ВЕСОИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 2006 |
|
RU2308678C1 |

