ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к панели и к способу изготовления такого рода панели, в частности стеновой, потолочной или половой панели, с улучшенным поверхностным покрытием.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Из предшествующего уровня техники известно множество панелей для облицовки стен, потолков или полов. Например, в качестве напольных покрытий в помещениях широко распространены так называемые ламинатные (многослойные) панели. Ламинатные панели являются относительно дешевыми и хорошо поддаются обработке. Их основой обычно является несущая плита (основа) из материала MDF (от англ. medium density fiberboard; древесно-волокнистая плита средней плотности) или HDF (от англ. high density fiberboard; древесно-волокнистая плита высокой плотности), на лицевую сторону которой нанесена декоративная бумага, пропитанная меламиновой смолой. При прессовании смолы отверждаются под действием тепла и давления, так что образуется высокоизносоустойчивая поверхность. Для повышения износоустойчивости на поверхность перед прессованием часто добавляют износоустойчивые частицы, в частности корунд.
В качестве альтернативы ламинатным панелям с некоторых пор известны высококачественные панели на основе ПВХ, которые реализуют под названием LVT («престижная виниловая плитка»; от англ.: Luxury Vinyl Tiles). Например, из публикации DE 102006058655 А1 известна половая панель в форме многослойного прямоугольного ламината с несущей плитой из мягкого поливинилхлорида (ПВХ; PVC; от англ.: polyvinylchloride). На мягкий слой ПВХ или плиту из ПВХ наклеивают полотно декоративной бумаги, чтобы снабдить видимую поверхность ПВХ декоративным рисунком. В качестве альтернативы такого рода полотнам декоративной бумаги, которые наклеивают на несущую плиту из ПВХ, известно применение пленок из полимерных материалов, на которых, например, также может быть напечатан декоративный рисунок.
Из публикации DE 102006029963 А1 известно, например, напольное покрытие из поливинилхлорида, на которое нанесен слой износоустойчивого лака для увеличения срока службы напольного покрытия из ПВХ. Лаковый слой при этом основан на акриловой смоле и отверждается посредством облучения. Ключевым моментом этой публикации является добавление в смолу электропроводящих веществ для придания готовому покрытию антистатических и/или электропроводящих свойств.
В последнее время на рынке появились LVT-панели, которые в качестве основы содержат более твердые ПВХ-плиты с толщиной в диапазоне от 4 мм до 6 мм, на которые нанесен мягкий ПВХ-слой с признаками, указанными выше. В более твердых плитах фрезеруют специальные профили в качестве соединительных средств. Таким способом можно легко укладывать отдельные панели на поверхность.
В процессе дальнейшего усовершенствования вышеописанных ламинатных панелей были разработаны так называемые панели с прямой печатью. В таких панелях с прямой печатью, как правило, не используют бумагу или пленки, в частности декоративную бумагу. Вместо этого декоративный слой печатают способом глубокой печати с использованием дисперсионных красок прямо на поверхности несущей плиты, которую обычно подвергают подходящей предварительной обработке. В частности, перед печатью наносят грунтовочное покрытие способом валкового нанесения. После просушивания декоративного слоя наносят и отверждают несколько слоев смолы. Слои смолы выполняют функцию защитного слоя и износоустойчивой поверхности. И в этом случае для дополнительного повышения износоустойчивости часто добавляют износоустойчивые частицы, обычно корунд.
Из публикации WO 2007/042258 известен, например, способ прямого нанесения покрытия на древесно-стружечные плиты, в котором во время единственной стадии нанесения покрытия на поверхность плиты наносят толстый защитный слой жидкого полимерного материала. Используемый полимерный материал при этом является жидкой полимеризуемой акрилатной системой, которая отверждается в результате полимеризации.
Указанные панели согласно предшествующему уровню техники, в зависимости от их строения, использованного способа изготовления и использованных материалов, обладают своими преимуществами и недостатками. Например, ламинатные панели, как правило, можно легко настелить, они обеспечивают возможность качественно выполнить высококачественные и любые декоративные рисунки и, кроме того, являются очень износоустойчивыми. Недостатками в характерном случае являются акустические свойства ламинатных панелей, которые, в частности, при использовании их в качестве напольных покрытий обуславливают сильные шумы при ходьбе. Ответственным за это является очень твердый слой меламиновой смолы, находящийся на поверхности ламината. Эти меламиновые поверхности, кроме того, воспринимаются как холодные и неприятные. Покрытия на основе ПВХ обладают превосходными акустическими свойствами и вдобавок приятны на ощупь; они воспринимаются как теплые и относительно мягкие, что желательно при многих применениях, например в качестве напольного покрытия в ванной комнате. Однако для получения оптически высококачественных поверхностей такие ПВХ-полы необходимо достаточно трудоемко обрабатывать, и поэтому они значительно дороже, чем стандартные ламинатные панели, если они должны обладать сопоставимым оптическим качеством. Недостатком ПВХ-панелей является то, что на мягких поверхностях при интенсивном использовании быстро возникают глубокие царапины, которые ухудшают оптическую картину. Далее, недостатком является то, что ПВХ-полы не являются безопасными с экологической точки зрения. Они содержат вредные для здоровья пластификаторы, а в случае пожара, как известно, очень опасным является хлор (например, образование хлордиоксинов).
Панели с прямой печатью лишены некоторых недостатков ламинатных панелей и не требуют декоративной бумаги, пропитанной меламиновой смолой, за счет чего можно упростить их изготовление. Однако в том, что касается акустических свойств и тактильных ощущений, они обладают такими же недостатками, что и ламинатные панели.
В свете этих известных панелей или покрытий задачей настоящего изобретения является получение панели, в частности стеновой, потолочной или половой панели, которая обладала бы максимально возможным числом различных преимуществ известных панелей, но при этом у нее были бы предельно минимизированы недостатки, присущие различным панелям. Кроме того, задача состоит в том, чтобы такая панель могла быть изготовлена экономично и относительно простым способом. Следующая задача состоит в получении такого рода панелей, которые обладали бы хорошей износоустойчивостью, и с использованием которых можно было бы реализовать высококачественные декоративные рисунки.
Эти и другие задачи, которые будут указаны в тексте настоящего описания или могут стать очевидными для специалистов в данной области техники, решены за счет способа по пункту 1 формулы изобретения и соответствующей панели по пункту 14 формулы изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению предусмотрен способ изготовления панели, в частности стеновой, потолочной или половой панели, в котором во время первой стадии на несущую плиту, например на плиту из MDF, наносят подслой жидкого отверждаемого облучением акрилата, который после (полного) отверждения имеет твердость по Мартенсу MS1, лежащую в диапазоне от 0,5 Н/мм2 до 120 Н/мм2. Во время следующей стадии этот подслой по меньшей мере частично отверждают. Эти стадии при необходимости повторяют до тех пор, пока не будет достигнута желаемая толщина слоя, причем отдельные подслои наносят способом «мокрым по сухому». В предпочтительном примере осуществления изобретения эти стадии повторяют до тех пор, пока первый эластичный слой S1 не будет иметь толщину, лежащую в диапазоне от 40 мкм до 500 мкм, предпочтительно от 80 мкм до 450 мкм и наиболее предпочтительно от 120 мкм до 240 мкм. На последний отвержденный слой во время следующей стадии наносят промежуточный подслой из жидкого отверждаемого облучением акрилата, а на него - без отверждения этого промежуточного подслоя - следующий подслой из жидкого отверждаемого излучением акрилата с помощью пленки. Другими словами, дополнительный подслой или слой наносят способом «мокрым по мокрому». Согласно настоящему изобретению, за счет этого происходит частичное перемешивание подслоев, причем дополнительный подслой состоит из акрилата, который после отверждения имеет твердость по Мартенсу MS2, причем MS2>MS1. Оба нанесенных способом «мокрым по мокрому» подслоя или слоя затем совместно отверждают, предпочтительно полностью. Отдельные указанные стадии при этом не обязательно должны сразу же следовать друг за другом, могут быть предусмотрены дополнительные промежуточные стадии. Важно лишь то, два последних указанных подслоя или слоя, то есть промежуточный слой и дополнительный слой, наносят способом «мокрым по мокрому». Показано, что таким образом можно получить особенно износоустойчивую систему слоев. Кроме того, полученная при этом панель обладает другими техническими преимуществами, которые будут разъяснены ниже в данном описании.
Первые слои, которые наносят способом «мокрым по сухому», предпочтительно наносят с помощью устройства для валкового нанесения. Только дополнительный слой, который наносят на промежуточный слой способом «мокрым по мокрому», по настоящему изобретению наносят с помощью пленки, например с использованием каландра для накатывания пленки. Нанесение материалов покрытий с помощью пленок в принципе известно специалистам в данной области техники. При использовании пленок материал покрытия подходящим способом переносят на пленку (также называемую пленкой для нанесения покрытия), например с помощью валков для нанесения покрытий. Пленку с нанесенным на нее материалом покрытия затем накладывают на основу, подлежащую нанесению покрытия, или прижимают к ней, за счет чего материал покрытия переносится на основу. После этого пленку можно удалить, тогда как материал покрытия преимущественно или полностью остается на основе. Соответствующие устройства предпочтительно работают по поточному принципу. Основные принципы более подробно описаны в публикациях WO 2007/059805, WO 2007/059967 или WO 2008/061765 тех же авторов, содержание которых полностью включено в данную публикацию посредством ссылки.
Кроме того, согласно настоящему изобретению предусмотрена панель, например стеновая, потолочная и, в частности, половая панель, которая содержит несущую плиту с лицевой стороной и обратной стороной, причем по меньшей мере на лицевой стороне предусмотрена система слоев, которую получают способом по настоящему изобретению. Под лицевой стороной в контексте настоящего изобретения следует понимать ту сторону, которая в уложенном состоянии панели, например в форме пола, представляет собой используемую сторону, которая обращена к наблюдателю. Несущие плиты необязательно могут быть разделены на панели. Своими боковыми кромками панели могут быть соединены через соединительные средства, в частности в форме элементов типа пазов и гребней (выступов), известных из области половых ламинатных панелей.
Особенно подходящие пазогребневые элементы позволяют соединение нескольких одинаковых панелей в направлениях, параллельных лицевой стороне и перпендикулярных лицевой стороне, посредством геометрического замыкания. Естественно, что панели могут быть подвергнуты последовательности стадий способа по отдельности, хотя такой образ действий является менее экономичным.
Согласно настоящему изобретению, система слоев, начиная от лицевой стороны, содержит первый эластичный слой, который состоит из полимерного материала и в дальнейшем обозначен как слой S1. Этот первый полимерный слой по настоящему изобретению имеет толщину, лежащую в диапазоне от 20 мкм до 600 мкм, и твердость по Мартенсу MS1, лежащую в диапазоне от 0,5 Н/мм2 до 120 Н/мм2, предпочтительно в диапазоне от 2 Н/мм2 до 50 Н/мм2 и наиболее предпочтительно в диапазоне от 2 Н/мм2 до 40 Н/мм2, при этом он является мягкоэластичным.
Предпочтительно твердость эластичного слоя S1 является по существу постоянной по всей его толщине, и, в частности, различия твердости внутри слоя составляют менее 20 Н/мм2, предпочтительно менее 15 Н/мм2 и более предпочтительно менее 10 Н/мм2.
Над этим первым эластичным слоем предусмотрен второй слой S2, который имеет толщину, лежащую в диапазоне всего лишь от 10 мкм до 200 мкм, и твердость по Мартенсу MS2, которая больше, чем твердость по Мартенсу первого эластичного слоя, то есть MS2>MS1. Твердость по Мартенсу MS2, определенная на поверхности панели, лежит в диапазоне от 5 Н/мм2 до 300 Н/мм2, предпочтительно в диапазоне от 5 Н/мм2 до 80 Н/мм2 и еще более предпочтительно в диапазоне от 10 Н/мм2 до 60 Н/мм2. В другой форме осуществления после отверждения твердость по Мартенсу MS2 лежит в диапазоне от 5 Н/мм2 до 300 Н/мм2, предпочтительно от 15 Н/мм2 до 150 Н/мм2, более предпочтительно от 20 Н/мм2 до 100 Н/мм2 и наиболее предпочтительно от 25 Н/мм2 до 90 Н/мм2. Между этими слоями S1 и S2 существует промежуточная область (переходная область) с твердостью по Мартенсу MZB, причем MS2>MZB≥MS1. Эту промежуточную область предпочтительно получают за счет применения способа по настоящему изобретению, и она автоматически возникает при применении способа по настоящему изобретении, а именно за счет частичного перемешивания нанесенного способом «мокрым по мокрому» промежуточного подслоя на поверхности раздела с дополнительным подслоем. Поэтому промежуточная область, образующаяся за счет частичного перемешивания промежуточного подслоя с дополнительным подслоем, не имеет однородной твердости, а твердость изменяется по направлению к слою S2. Другими словами, твердость по Мартенсу MZB промежуточной области не является постоянной, а увеличивается по направлению от слоя S1 к слою S2. Промежуточная область, во-первых, улучшает механическую прочность системы слоев и, во-вторых, улучшает акустические свойства панелей. Система слоев по настоящему изобретению или система слоев, полученная по настоящему изобретению, обеспечивают заметно улучшенное акустическое подавление шумов, по меньшей мере на 5 дБ и, в зависимости от толщины и мягкости первого слоя S2, даже более чем на 9 дБ, по сравнению с соответствующим ламинатным полом с покрытием из меламиновой смолы и толщиной плиты, равной 8 мм.
Таким образом, в одном из аспектов настоящее изобретение предусматривает панель, в частности стеновую, потолочную или половую панель, содержащую несущую плиту с лицевой стороной и обратной стороной, причем несущая плита по меньшей мере на лицевой стороне содержит систему слоев, которая, начиная от лицевой стороны, содержит:
первый эластичный слой S1, состоящий из алифатического полимера, который имеет толщину, лежащую в диапазоне от 20 мкм до 600 мкм, и твердость по Мартенсу MS1, лежащую в диапазоне от 0,5 Н/мм2 до 120 Н/мм2;
второй слой S2, состоящий из полимера, который имеет толщину, лежащую в диапазоне от 10 мкм до 180 мкм, и твердость по Мартенсу MS2, причем MS2>MS1;
и между слоями S1 и S2 имеется промежуточная область с твердостью по Мартенсу MZB, причем MS2>MZB≥MS1.
В одном из вариантов осуществления MS2 может лежать в диапазоне от 5 Н/мм2 до 300 Н/мм2, предпочтительно от 15 Н/мм2 до 150 Н/мм2, более предпочтительно от 20 Н/мм2 до 100 Н/мм2 и наиболее предпочтительно от 25 Н/мм2 до 90 Н/мм2.
Следствием структуры по настоящему изобретению системы слоев панели является то, что поверхность панелей с нанесенным таким способом покрытием - независимо от материала несущей плиты - также воспринимается как относительно мягкая и вызывает теплое тактильное ощущение, приятное для восприятия человека. В частности, наличие толстого эластичного слоя S1 обеспечивает значительные акустические преимущества. По сравнению с эталонным ламинатным полом, система слоев по настоящему изобретению приводит к значительному эффекту подавления шумов, возникающих при ходьбе. Так, согласно методике IHD-W 431 для ламинатного эталонного пола определена громкость, равная 26 сонам (sone). Пол, снабженный эластичным слоем S1, слоем S2 и расположенной между ними промежуточной областью, обеспечивает уровень улучшения, лежащий в диапазоне от 15% до 70%, по сравнению с этим эталонным полом. Для ПВХ (LVT)-пола был измерен уровень улучшения, по сравнению с эталоном, равный 40%.
Описанный выше способ нанесения «мокрым по мокрому» имеет перед обычным послойным нанесением и желатинизацией (то есть частичным отверждением) отдельных УФ-отверждаемых акрилатных подслоев ряд существенных преимуществ:
С помощью пленки можно включить во влажный слой общепринятые декоративные структурные элементы, например синхронную структуру дубовой древесины, и произвести отверждение. При этом за счет дизайна пленки удается установить любой уровень глянца. За счет нанесения способом «мокрым по мокрому» больших количеств материала можно получить очень глубокие структуры, например до 150 мкм. При классическом последовательном нанесении и желатинизации отдельных слоев можно получить лишь очень ограниченные и очень плоские структуры. Регулирование различных уровней глянца является при этом достаточно дорогостоящим.
В случае пола с описанной структурой самый верхний слой S2 должен иметь очень высокую износоустойчивость, в противном случае пол будет иметь лишь средние потребительные свойства. Преимущество структурирования теоретически можно получить и в том случае, если наносить толстый влажный слой S2 на сухой слой S1 при помощи структурированной пленки. Однако специалисту в данной области техники понятно, что при этом ограничивается спектр применимых акрилатных компонентов. Если выбрать слишком высокую твердость слоя S2, то будет утрачен желаемый шумоподавляющий эффект, и может случиться так, что через некоторое время в поверхности возникнут усадочные трещины из-за напряжений в лаке. Если твердость слоя S2 снизить, то снизится и износоустойчивость поверхности при ее использовании. За счет описанного нанесения способом «мокрым по мокрому» эти недостатки уменьшаются или устраняются. Принципиально слой S1 после отверждения является мягкоэластичным. За счет слоя S2 обеспечивается желаемая износоустойчивость (например, устойчивость против трещин и микротрещин, устойчивость против истирания. За счет промежуточной области, которая обладает соответствующим градиентом твердости, устраняют напряжения материала и связанную с ними склонность к образованию трещин.
В качестве материалов для несущей плиты может рассматриваться множество различных материалов, так как соответствующие физические свойства панелей по настоящему изобретению по существу определяются нанесенной системой слоев. В целом, предпочтительно несущая плита панели по настоящему изобретению является, например, MDF-плитой, HDF-плитой, PVC-плитой, цементно-волокнистой плитой, WPC-плитой (плитой из древесно-полимерного композита; от англ.: wood powder composite), плитой из вторичных отходов термопластичных материалов, деревянной плитой, фанерной плитой или паркетной доской, например готовой паркетной доской. Как указано выше, несущие плиты предпочтительно можно соединить боковыми сторонами за счет соединительных средств в форме пазогребневых элементов, так что панели по настоящему изобретению можно легко уложить, например на пол, с получением покрытия.
Предпочтительно на лицевую сторону панели (10) не нанесены бумажная лента или полимерная пленка.
В целом, для слоев S1 и S2, а также для промежуточного слоя (и слоя S3, если он имеется) предпочтительны материалы, являющиеся акрилатными системами или основанные на акрилатах. Под акрилатной системой в контексте настоящего изобретения понимают способную к полимеризации смесь содержащих двойные связи моно-, ди- и полифункциональных соединений на основе акриловой кислоты. Типичными представителями являются, например, дипропиленгликольдиакрилат, 1,6-гександиолдиакрилат, сложный эфир полиуретана и акриловой кислоты, сложные эфиры полиэфиров и акриловой кислоты, которые имеются на рынке в производственной программе компании BASF под торговыми названиями Laromer™ различных типов.
Слой S1 предпочтительно является полимером на основе олигомера, способного к радикальной полимеризации, и/или смеси таких олигомеров. Предпочтительно он основан на акрилатных олигомерах, отверждаемых облучением. Олигомеры выбирают таким образом, чтобы слой обладал как можно более выраженными шумоподавляющими свойствами, характеризующимися твердостью по Мартенсу, предпочтительно лежащей в диапазоне от 0,5 Н/мм2 до 120 Н/мм2, особо предпочтительно от 2 Н/мм2 до 50 Н/мм2. Такая олигомерная композиция состоит, например, из одного или нескольких ненасыщенных акрилатов, которые содержат сложнополиэфирные, простые полиэфирные и/или полиуретановые структуры с функциональностью, лежащей в диапазоне от 1 до 4, предпочтительно меньше 2.
Предпочтительно твердость эластичного слоя S1 является по существу постоянной по всей его толщине, и, в частности, различия твердости внутри слоя составляют менее 20 Н/мм2, предпочтительно менее 15 Н/мм2 и более предпочтительно менее 10 Н/мм2.
Коммерчески доступными примерами являются Laromer РО 43 F, Laromer UA 9033 или Laromer UA 19 Т производства компании BASF. Смесь олигомеров также может содержать низковязкий сложный эфир акриловой кислоты с функциональностью, лежащей в диапазоне от 1 до 4, предпочтительно с функциональностью, лежащей в диапазоне от 1 до 2. Коммерчески доступными примерами являются Laromer LR 8887, Laromer DPGDA, Laromer TPGDA производства компании BASF. Для отверждения посредством УФ-облучения используют фотоинициаторы, например моно- или бисацилфосфиноксид, альфагидроксикетон, производные бензофенона, бензилдиметилкеталь или фенилглиоксилат. Композиция может содержать другие добавки, такие как смачивающие средства, пеногасители, неорганические или органические наполнители. В качестве добавок могут быть использованы, например, полиакрилаты, силиконы, тальк, сульфат бария, мел, кремниевая кислота или производные полимочевины.
Материал для второго слоя S2 предпочтительно основан на радикально полимеризуемом акрилатном мономере (акрилатной системе) или на смеси радикально полимеризуемых акрилатов, состоящей из одного или более ненасыщенных акрилатов (акрилатных систем), содержащих сложнополиэфирную, простую полиэфирную и/или полиуретановую структуру, с функциональностью, лежащей в диапазоне от 1 до 8, предпочтительно от 3 до 6. Примерами являются Laromer РЕ 9074, Laromer 8863 или Laromer LR 8987 как сырьевые материалы для лаков производства компании BASF. Предпочтительно эти смеси акрилатов дополнительно содержат низковязкий сложный эфир акриловой кислоты с функциональностью, лежащей в диапазоне от 1 до 6, предпочтительно с функциональностью, лежащей в диапазоне от 2 до 4. Например, могут быть использованы следующие сырьевые материалы производства компании BASF с торговыми названиями Laromer HDDA, Laromer TMPTA, Laromer PPTTA. В случае сшиваемых УФ-излучением систем добавляют фотоинициаторы, например моно- или бисацилфосфиноксид, альфагидроксикетон, производные бензофенона, бензилдиметилкеталь или фенилглиоксилат. Кроме того, могут быть добавлены другие добавки, такие как смачивающие средства, пеногасители, матирующие средства, а также неорганические или органические наполнители, например полиакрилаты, силиконы, тальк, сульфат бария, мел, кремниевая кислота или производные полимочевины. Олигомеры выбирают таким образом, чтобы твердость поверхности лежала в желаемом диапазоне. Кроме того, выбор сырьевого материала осуществляют таким образом, чтобы слой S2, кроме шумоподавляющих свойств, прежде всего обладал высокой износоустойчивостью (устойчивость против царапин, устойчивость против микроцарапин, устойчивость против истирания).
Материал для промежуточного слоя предпочтительно основан на тех же базовых материалах, что и оба слоя S1 и S2. Наиболее предпочтительно использовать в качестве промежуточного слоя тот же или по меньшей мере сходный материал, что и для слоя S1; однако он в любом случае должен отличаться от исходного материала для слоя S2. В готовом отвержденном изделии автоматически из-за нанесения способом «мокрым по мокрому» на промежуточный слой возникает промежуточная область за счет проникновения компонентов материалов в пограничную область соприкасающихся друг с другом влажных слоев. Это означает, образно говоря, следующее: если в качестве промежуточного слоя служит последнее нанесение S1, то полученная промежуточная область после отверждения основы (то есть вблизи от несущей плиты) имеет структуру олигомера из слоя S1; выше по направлению к поверхности раздела происходит возрастающее смешивание структур олигомеров слоев S1 и S2. Выше поверхности раздела смешивание снова снижается и на поверхности находится структура, определяемая олигомером слоя S2. Свойства этой промежуточной области зависят от химического состава S1 и S2 и от параметров способа при соединении обоих слоев в каландре для накатывания пленки, которые влияют на смешивание.
Предпочтительно панель не содержит износоустойчивых частиц, в частности частиц оксида алюминия.
Толщина несущей плиты предпочтительно лежит в диапазоне от 3 мм до 20 мм, более предпочтительно от 4 мм до 15 мм, еще более предпочтительно от 3 мм до 12 мм и наиболее предпочтительно от 4 мм до 10 мм. В зависимости от назначения и нанесенного декоративного рисунка (если он есть) возможны различные формы. Например, если панель должна имитировать структуру натуральной древесины и укладываться в качестве половой или стеновой панели, то предпочтительна прямоугольная базовая форма несущей плиты или панели, например форма прямоугольника с длиной, лежащей в диапазоне от 1,5 м до 2 м, и шириной, лежащей в диапазоне от 10 см до 30 см.
Как указано выше, соответствующие физические свойства поверхности панели по настоящему изобретению по существу определяются системой слоев по настоящему изобретению. Первый толстый эластичный слой S1 определяет акустические свойства панели. Как правило, особо предпочтительные значения твердости по Мартенсу для слоя S1 при этом лежат, как указано выше, в диапазоне от 0,5 Н/мм2 до 120 Н/мм2, предпочтительно от 2 Н/мм2 до 50 Н/мм2 и наиболее предпочтительно от 2 Н/мм2 до 40 Н/мм2. Второй слой S2 должен в любом случае иметь большую твердость, чем первый слой, и, как указано выше, она может предпочтительно лежать в диапазоне от 5 Н/мм2 до 300 Н/мм2, более предпочтительно от 5 Н/мм2 до 80 Н/мм2 и еще более предпочтительно от 10 Н/мм2 до 60 Н/мм2. Напротив, материал для промежуточного слоя предпочтительно должен быть выбран из материалов, которые (после отверждения) имеют меньшую твердость, чем слой S2, то есть подходящей является следующая твердость по Мартенсу MZ:MS2>MZ≥MS1. От этого следует отличать твердость по Мартенсу MZB образующейся промежуточной области, которая возникает из-за частичного смешивания материалов промежуточного слоя и слоя или подслоя S2 и поэтому лежит в промежутке между твердостью слоя S2 и твердостью промежуточного слоя. За счет частичного смешивания по настоящему изобретению промежуточного слоя со следующим слоем, который образует слой S2, обеспечиваются особенно хорошие свойства сцепления системы слоев. Специалистам в данной области техники очевидно, что, даже если указанные данные о диапазонах предпочтительных значений твердости MS1 и MS2 частично превышены, то по существу все определяется тем, что MS2>MS1.
Определение твердости по Мартенсу в принципе известно специалистам в данной области техники. При разработке настоящего изобретения для этого использовали испытательный прибор Taber Abraser 5151 производства компании Taber Industries. После каждых 200 оборотов шлифовальной бумаги S-41 определяли твердость и глубину следов на образцах. Определение твердости по Мартенсу (зарегистрированное испытание на твердость под воздействием испытательной силы) проводили согласно стандарту DIN EN ISO 14577. В качестве испытательного прибора использовали «Fischerscope Н100» производства компании Helmut Fischer GmbH. Использовали следующие параметры испытания: максимальная сила 50/30 мН, длительность измерения: 20 секунд. Определение глубины следов осуществляли с помощью механического контактного профилометра. В качестве испытательного прибора использовали пертометр S3P производства компании Perthen.
При измерении образцов оказалось, что (по-видимому, из-за использованных относительно мягких материалов) имелись большие или меньшие различия твердости при заданной толщине слоя. Поэтому необходимо проводить измерения в нескольких точках, чтобы получить убедительные, репрезентативные данные посредством расчета среднего значения. В ходе выполненных измерений значения твердости и глубины следов после 200 оборотов шлифовальной бумаги каждый раз измеряли в четырех точках. Показано, что четыре точки измерения в большинстве случаев обеспечивали достаточную точность. Само собой разумеется, что еще более точные результаты измерения можно получить, если использовать более четырех точек измерения, например восемь.
Толщина эластичного слоя S1 предпочтительно лежит в диапазоне от 20 мкм до 600 мкм, более предпочтительно от 80 мкм до 450 мкм и наиболее предпочтительно от 120 мкм до 240 мкм. Второй слой S2 независимо от толщины первого слоя предпочтительно имеет толщину, лежащую в диапазоне от 10 мкм до 180 мкм, более предпочтительно от 20 мкм до 100 мкм и наиболее предпочтительно от 30 мкм до 80 мкм. При этом специалисту в данной области техники очевидно, что чем более толстым выбран первый эластичный слой S1, тем более эластичными могут быть свойства поверхности панели с таким покрытием. Слой S1 предпочтительно наносят в ходе нескольких последовательных стадий с использованием нескольких систем валков с соответствующей желатинизацией после нанесения каждой системой валков. Под желатинизацией в контексте настоящего изобретения следует понимать, что в каждом слое инициируют радикальную полимеризацию посредством облучения, например, УФ-излучением, но эту полимеризацию быстро прекращают для обеспечения лучшего сцепления со следующими слоями. Альтернативно, можно нанести слой S1 и в ходе одной стадии, в частности, если желателен тонкий вариант слоя S1.
Между лицевой стороной и слоем S1 предпочтительно предусмотрен декоративный слой, который содержит печатную краску (чернила) или состоит из этой печатной краски. Термин «печатная краска» в контексте настоящего изобретения используют в его родовом значении, и он обозначает не одну печатную краску, а печатную краску в общем смысле: при цифровой четырехцветной печати печатная краска состоит, например, из четырех различных красок (голубой, пурпурный, желтый, черный), из которых получают цветное изображение за счет смешивания цветов распыленных капелек красок. При непрямой глубокой печати декоративный рисунок, как известно, получают с помощью вращающегося печатного цилиндра. С помощью печатных цилиндров наносят специфические для данного рисунка смешанные краски. В случае настоящего изобретения в целом предпочтительно, чтобы слои были по существу прозрачными и могли служить защитой для расположенного под ними декоративного слоя.
На предшествующем уровне техники в качестве печатных красок обычно использовали дисперсионные краски, в частности акриловые краски. Эти дисперсионные краски регулярно используют в стандартном способе глубокой печати. Дисперсионные краски - это краски, которые, как правило, состоят из трех основных компонентов, а именно: а) растворителя (обычно воды), б) связующего в форме полимерных материалов, которые при испарении растворителя конденсируются и образуют прочный слой, и в) цветных пигментов для достижения желаемой кроющей способности и желаемого цветового оттенка. Отверждение таких дисперсионных красок также происходит не за счет полимеризации, а за счет испарения растворителя, так как связующие уже являются полимерами. Содержащиеся в дисперсии полимеры при конденсации связующего соединяются чисто физическим способом и образуют прочный сплошной слой.
В связи с настоящим изобретением неожиданно было обнаружено, что улучшенных свойств сцепления в системах слоев по настоящему изобретению можно достичь, если вместо стандартных дисперсионных красок использовать полимеризуемые печатные краски. Положительный эффект особенно выражен, если печатную краску декоративного слоя и по меньшей мере часть первого эластичного слоя S1 отверждают или полимеризуют совместно (если декоративный слой нанесен способом прямой печати, например цифровой печати, то декоративный слой состоит по существу из печатной краски). Под отверждением полимерного слоя или полимеризуемой печатной краски в контексте настоящего изобретения следует понимать химическую реакцию, которая имеет место при полимеризации. От этого следует отличать высушивание такого рода слоев, при котором только испаряется растворитель, например вода, содержащаяся в дисперсионной краске, или содержание растворителя снижают чисто физическим способом. За счет совместного отверждения полимеризуемой печатной краски и материалов первого эластичного слоя происходит, по-видимому, химическое сшивание на поверхности раздела обоих слоев, которое, как полагают, ответственно за улучшенное сцепление слоев друг с другом. Обычно используемые дисперсионные краски не содержат полимеризуемых акрилатных систем, так что не может происходить такое химическое сшивание между печатной краской, то есть декоративным слоем, и эластичным слоем.
Поэтому, в целом, печатные краски, используемые в настоящем изобретении, предпочтительно являются полимеризуемыми печатными красками и, в частности, полимеризуемыми акрилатными системами. Полимеризуемые печатные краски в качестве основных составных частей содержат связующие, а именно смолы, содержащие химически активные двойные связи; мономеры или олигомеры, например акрилатные мономеры и акрилатные олигомеры; необязательно фотоинициаторы для печатных красок, отверждаемых облучением; добавки, например пеногасители, технологические добавки и т.п.; цветные пигменты и наполнители для достижения определенных физико-технических свойств. В целом, предпочтительно, чтобы используемые в настоящем изобретении печатные краски были печатными красками, отверждаемыми облучением, в частности, печатными красками, отверждаемыми посредством облучения УФ-излучением. Особо предпочтительная печатная краска основана на полимеризуемом акрилате и/или N-винилкапролактаме.
В следующем варианте осуществления настоящего изобретения на лицевой стороне под декоративным слоем предусмотрен третий эластичный слой S3, который имеет твердость по Мартенсу MS3, причем твердость третьего эластичного слоя предпочтительно равна или меньше твердости первого эластичного слоя S1, то есть MS3≤MS1. Таким способом можно получить особенно толстые системы слоев с соответственно хорошими эластическими свойствами. При этом слой S3 предпочтительно должен иметь толщину, лежащую в диапазоне от 10 мкм до 300 мкм, более предпочтительно от 30 мкм до 150 мкм и наиболее предпочтительно от 60 мкм до 120 мкм. Для слоя S3 используют радикально полимеризуемую смесь акрилатов, которая описана для слоя S1. В эту смесь олигомеров перед нанесением предпочтительно добавляют пигменты, чтобы сообщить слою кроющий цвет в качестве грунта для печати; это значит, что слой S3 предпочтительно не должен быть прозрачным для обеспечения удовлетворительного качества печати. Декоративный слой, необязательно содержащий необходимые слои грунтовок (грунтовочных лаков, красок) и грунтовочных покрытий, затем наносят на этот предварительно нанесенный слой S3. Преимущество этого третьего слоя S3 состоит в том, что всю систему слоев можно сделать очень толстой, не ухудшая при этом оптическое впечатление от необязательно имеющегося декоративного слоя, так как между наблюдателем и декоративным слоем находятся только первый эластичный слой S1 и второй слой S2 с промежуточной областью.
Система слоев по настоящему изобретению также имеет преимущество, состоящее в том, что на лицевой стороне панели или несущей плиты не нужны дополнительные бумажные слои или полимерные пленки, которые были необходимыми во многих применениях на предшествующем уровне техники. Поэтому покрытия на панели можно нанести в процессе прохождения их через одну установку, и они не должны вступать в контакт с предварительно изготовленными бумажными полотнами или полимерными пленками и быть склеенными с ними.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример 1
Во время первой стадии несущую плиту из HDF толщиной 8 мм с помощью устройства для валкового нанесения покрыли слоем грунтовки на основе коммерчески доступной водной акрилатной дисперсии с плотностью покрытия, равной 10 г/м2. Во время следующей стадии осуществили выравнивание плиты с помощью устройства для валкового нанесения с использованием шпаклевочной массы на основе высоконаполненной водной акрилатной дисперсии с плотностью покрытия, равной 25 г/м2. Затем способом налива (то есть посредством пропускания через жидкую завесу) нанесли грунт для печати (грунтовочное покрытие) на основе водной акрилатной дисперсии с добавлением наполнителей и цветных пигментов в количестве, равном 70 г/м2. После каждой из этих стадий нанесения покрытий осуществили промежуточную сушку при температурах, лежавших в диапазоне от 80°С до 200°С. Обработанные таким образом плиты подавали в печатную машину, состоявшую по существу из гравированного вала и резинового валика для переноса печатного рисунка с гравированного цилиндра на плиту. Печатный рисунок наносили тремя расположенными последовательно печатными устройствами, причем каждое печатное устройство наносило свою дисперсионную печатную краску, состоявшую из цветных пигментов и водной акрилатной дисперсии. Например, при имитации темной древесины орехового дерева нанесли 5 г/м2 печатной краски. На слой печатной краски на следующей стадии способа с помощью устройства для валкового нанесения нанесли коммерчески доступную УФ-грунтовку. С помощью следующего устройства для валкового нанесения нанесли слой из смеси (1) радикально полимеризуемых акрилатных олигомеров в количестве, равном 80 г/м2. Эта смесь (1) олигомеров содержала 70 частей Laromer РЕ 9032 и 25 частей Laromer ТВСН производства компании BASF, а также 5 частей других добавок (бензилметилкеталя как фотоинициатора, алифатического уретанакрилата с функциональностью, равной 3). С помощью УФ-излучателя осуществили желатинизацию этого слоя. С помощью следующего устройства для валкового нанесения на этот частично отвержденный слой повторно нанесли ту же смесь (1) олигомеров в количестве, равном 80 г/м2. Промежуточный слой в мокром состоянии, то есть без желатинизации, подали в каландр для накатывания пленки. Затем способом «мокрым по мокрому» с помощью структурированной несущей пленки нанесли следующий слой из следующего содержащего двойные связи отверждаемого облучением олигомера с добавлением фотоинициаторов в количестве, равном 50 г/м2, и полимеризовали посредством облучения УФ-излучением совместно с нанесенным до этого промежуточным слоем. Структурированная пленка, используемая для этой цели, является проницаемой для УФ-излучения, так что можно производить облучение через наложенную пленку. Олигомер (2) состоял из смеси 75 частей Laromer РЕ 9074, 20 частей Laromer HDDA производства компании BASF и 5% других добавок (среди прочего, фенилглиоксилата как фотоинициатора). После УФ-отверждения пленку удалили и получили готовую декоративную плиту с покрытием, которую в следующем процессе можно разделить на панели, причем на этих панелях можно выполнить известные соединительные элементы. За счет частичного смешивания промежуточного слоя со следующим слоем в готовом изделии на поверхности раздела обоих слоев образуется промежуточная область, которая не имеет однородной твердости.
Пример 2
Панели, на которые печатный рисунок нанесен печатными красками, отверждаемыми облучением
В этом случае также использовали несущую плиту из HDF толщиной 8 мм, и так же, как описано в Примере 1, на нее нанесли водную грунтовку, шпаклевочную массу и грунтовочное покрытие для печати. На обработанную таким образом плиту с помощью цифрового печатного устройства нанесли такой же декоративный рисунок, как в Примере 1. Однако при этом использовали не дисперсионные краски, а печатные краски для цифровой печати, отверждаемые облучением. Для получения печатного рисунка потребовалось количество краски, равное примерно 2 г/м2. Вначале краску зафиксировали излучением с удельной энергией на единицу площади, равной 150 мДж/см2 (от ртутной лампы). Затем осуществили нанесение на нее 2 г/м2 коммерчески доступной УФ-грунтовки. На этой слой, не подвергнутый облучению, нанесли содержащий двойные связи олигомер (1) с добавлением фотоцинициаторов, как в Примере 1, и этот слой отвердили совместно с печатной краской, то есть полимеризовали посредством облучения УФ-излучением. Затем нанесли следующие слои, как описано в Примере 1. Полученный при этом полимерный слой включал печатную краску и все вышележащие слои. Панели, изготовленные на этой основе, также были подвергнуты лабораторному испытанию.
Пример 3
Несущую плиту из HDF подвергли стадиям способа, включая пропускание через печатную машину, как в Примере 1. На высушенную печатную краску нанесли коммерчески доступный водную УФ-грунтовку. Плиту на предшествующей стадии способа нагрели до температуры поверхности, лежавшей в диапазоне от 50°С до 60°С, так что вода из грунтовки быстро испарилась с поверхности, и таким образом грунтовку зафиксировали. Затем нанесли смесь (1) олигомеров, как описано в Примере 1, в количестве, равном 50 г/м2, с помощью устройства для валкового нанесения и желатинизировали ее посредством УФ-облучения. Затем осуществили второе валковое нанесение 50 г/м2 этой смеси (1) олигомеров с последующей желатинизацией, и в заключение осуществили третье нанесение (1) в количестве, равном 50 г/м2, с последующей желатинизацией. После этого с помощью следующего устройства для валкового нанесения на этот частично отвержденный слой, который соответствовал слою S1, повторно нанесли ту же смесь (1) олигомеров в количестве, равном 80 г/м2, а на нее способом «мокрым по мокрому» с помощью каландра для накатывания пленки нанесли следующий слой в количестве, равном 30 г/м2, и отвердили его посредством УФ-облучения. Дальнейшую переработку плит в половые панели осуществляли так, как описано в Примере 1.
Пример 4
Во время первой стадии несущую плиту из HDF толщиной 8 мм с помощью устройства для валкового нанесения покрыли грунтовкой на основе коммерчески доступной водной акрилатной дисперсии с поверхностной плотностью, равной 10 г/м2. Во время следующей стадии осуществили выравнивание плиты с помощью устройства для валкового нанесения с использованием шпаклевочной массы на основе высоконаполненной водной акрилатной дисперсии с поверхностной плотностью, равной 25 г/м2. Затем с помощью устройства для валкового нанесения нанесли массу, отверждаемую УФ-облучением, в количестве, равном 40 г/м2. Эта масса, отверждаемая облучением, состояла из 65 массовых частей смеси (1) олигомеров из Примера 1 и 35% тонко диспергированного диоксида титана. Затем массу желатинизировали посредством УФ-облучения. С помощью следующего устройства для валкового нанесения осуществили второе нанесение 40 г/м2 этой массы с последующей желатинизацией. Нанесенный таким образом слой соответствует слою S1. Затем выполнили цифровую печать, как описано в Примере 2. Далее нанесли коммерчески доступный УФ-праймер в количестве, равном 3 г/м2, посредством валкового нанесения. Дальнейшее нанесение покрытий осуществили так, как описано в Примере 1, так же, как и изготовление панелей из исходных плит.
Пример 5
Выполнили стадии способа из Примера 4, включая цифровую печать и последующее нанесение УФ-праймера. Нанесение последующих слоев выполнили так, как описано в Примере 3. Полученные таким способом исходные плиты также переработали в панели.
Далее указаны некоторые измеренные свойства материалов для настила полов, полученных в Примерах с 1 по 5:
а) Определение шума во время хождения согласно методике IHD-W 431 (редакция от 14.05.2012)
Параметры были определены без учета спектров по наибольшей и наименьшей громкости (с коррекцией выпадающих значений согласно IHD-W431).
Результат был представлен как разность общего уровня звукового давления по шкале А и громкости исследованного варианта по сравнению с эталонным полом. Изменение линейной величины громкости (N) выражали в процентах по сравнению со стандартом следующим образом:
Изменение в процентах:
((Nreƒ-Nƒ)*100%)/Nreƒ
Полученное значение означает повышение в процентах (отрицательное значение) или уменьшение (положительное значение) восприятия громкости. Эталоном является стандартный ламинатный пол с покрытием из меламиновой смолы и толщиной плиты, равной 8 мм.


Примеры показывают, что при наличии покрытия по настоящему изобретению удается достичь значимых уровней снижения шума при ходьбе. Снижение на 10 дБ воспринимается ухом человека как уменьшение громкости в два раза. Для того чтобы обеспечить прямую сопоставимость, в качестве несущих плит в Примерах с 1 по 5 использовали только несущие плиты из HDF. При использовании альтернативных несущих плит возможны дальнейшие заметные снижения шума.
КРАТКОЕ ОПИСАНИЕ чертежей
Далее настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи. При этом:
Фиг. 1а и 1b демонстрируют примеры строения слоев в схематическом изображении; и
Фиг. 2 демонстрирует пример установки для изготовления панелей по настоящему изобретению в схематическом изображении.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
На Фиг. 1а схематически изображено строение слоев в панели 10 по настоящему изобретению. Изображение является чисто схематическим и выполнено без соблюдения масштаба. В частности, несущая плита 11 значительно толще, чем другие слои 12-18, толщина которых составляет несколько сотен микрометров. Кроме того, для облегчения понимания отдельные слои представлены с пространственным разделением, тогда как в реальном случае они непосредственно граничат друг с другом или расположены прямо друг на друге.
В изображенном примере показана несущая плита 11 толщиной около 8 мм, изготовленная из HDF-материала. На обратной стороне несущей плиты 11 наклеен барьер 13 для влаги в форме подходящей полимерной пленки. Этот барьер для влаги является необязательным и зависит от материала несущей плиты 11 и желаемой области применения. Кроме того, несущая плита 11 содержит соединительные средства в форме пазов 15 и гребневых 14 элементов, которые на Фиг. 1а (и Фиг. 1b) обозначены лишь схематически. Подходящие соединительные средства в форме пазогребневых элементов, которые обеспечивают возможность соединения нескольких одинаковых панелей в направлениях, параллельных лицевой стороне и перпендикулярных лицевой стороне, посредством геометрического замыкания, известны специалистам в данной области техники. Обычно на четырех сторонах прямоугольных или четырехугольных несущих плит для этого предусмотрены противолежащие комплементарные соединительные средства. Подробности относительно такого рода соединительных средств или фиксирующих профилей известны специалистам в данной области техники из технологии производства ламинатных полов, например из публикаций WO 01/88306 или WO 01/48332 того же заявителя, содержание которых полностью включено в данную работу посредством ссылки.
В изображенной системе слоев панели 10 предусмотрен грунтовочный слой 16 с толщиной, лежащей, например в диапазоне от 50 мкм до 200 мкм, который основан на водной акрилатной системе. Под грунтовочным слоем могут быть нанесены дополнительные очень тонкие слои грунтовок и/или слои шпаклевки, которые известны специалистам в данной области техники из области панелей с прямой печатью. На грунтовочном слое 16 напечатан декоративный слой или декоративный рисунок 18. Декоративный рисунок 18 или декоративный слой 18 наносят, например, с использованием полимеризуемой печатной краски посредством цифровой четырехцветной печати. Над декоративным слоем 18 расположен первый эластичный слой S1 с толщиной, равной 200 мкм, и твердостью по Мартенсу MS, равной 15 Н/мм2. На этот первый эластичный слой S1 нанесен второй слой S2, который имеет толщину, равную 80 мкм, и твердость по Мартенсу, равную примерно 25 Н/мм2. Между слоями S1 и S2 имеется промежуточная область ZB, которая образуется из-за того, что промежуточный слой и слой S2 нанесли способом «мокрым по мокрому», так что на поверхности раздела подслоев или слоев происходит частичное смешивание жидких исходных материалов. На рисунках это схематически показано как различная плотность точек.
Пример из Фиг. 1b соответствует примеру из Фиг. 1а с отличием, состоящим в том, что между грунтовочным слоем 16 и декоративным слоем 18 предусмотрен дополнительный эластичный слой S3. Слой S3 при этом предпочтительно имеет твердость по Мартенсу MS3, которая меньше твердости по Мартенсу слоя S1, то есть MS3≤MS1. В примере из Фиг. 1b первый слой S1 может быть сформирован несколько более тонким, чем в примере из Фиг. 1а, что на обоих рисунках схематически обозначено как различные толщины слоев.
Далее со ссылкой на Фиг. 2 описан пример изготовления панели по настоящему изобретению. На Фиг. 2 схематически изображена установка для нанесения покрытий на несущие плиты 100. После нанесения покрытий несущие плиты обрезают и профилируют в отдельной профилирующей линии (не показана). Несущие плиты 100 имеют толщину, лежащую, например, в диапазоне от 3 мм до 20 мм, длину (в направлении транспортировки в установке из Фиг. 2), лежащую в диапазоне от 150 см до 200 см, и ширину, лежащую в диапазоне от 125 см до 210 см. Однако можно использовать любые другие размеры несущих плит, которые в конце процесса будут обрезаны до желаемой формы и желаемой величины. Изображенные на Фиг. 2 блоки установки не следует считать окончательными, они служат лишь примерами для разъяснения способа по настоящему изобретению. Перед указанными блоками, после них и между ними могут быть предусмотрены дополнительные блоки обработки, например дополнительные сушильные блоки, блоки для нанесения грунтовок, блоки для нанесения шпаклевочной массы, контрольные и наблюдательные устройства, и т.п. Несущие плиты 100 транспортируют через установку для нанесения покрытий, например, с помощью роликовых транспортеров 20.
В первом изображенном блоке 30 на лицевую сторону (основную сторону) несущих плит 100 наносят грунтовочную массу с использованием жидкой завесы 31 из материала покрытия. Жидкая завеса 31 распространяется на всю ширину плиты, и плиты транспортируются через эту завесу, и при этом на них наносится покрытие. Под устройством 30 для подачи завесы находится приемный резервуар 32, в который падает жидкая завеса, если через завесу не пропускают плиту, например во время перерыва между двумя следующими друг за другом плитами. В качестве материала покрытия для грунтования предпочтительно используют жидкую акрилатную дисперсию. В расположенном далее сушильном блоке 40 нанесенное грунтовочное покрытие просушивают горячим воздухом, то есть из водной акрилатной дисперсии удаляют воду. После сушки грунтовочного покрытия на грунтовочное покрытие с помощью устройства 45 для цифровой печати наносят декоративный слой. Этот декоративный слой может, например, имитировать древесину, однако в настоящее время коммерчески доступные устройства для цифровой печати способны нанести практически любой декор или рисунок на плиты. В печатном устройстве 45 предпочтительно используют печатную краску, которая полимеризуется облучением, то есть печатную краску, которая основана на полимеризуемом акрилате и/или N-винилкапролактаме. Специалисту в данной области техники очевидно, что изображение устройства 45 для цифровой печати является чисто схематическим, и что такие печатные устройства, как правило, состоят из нескольких блоков. После печати желаемого декоративного рисунка в первом устройстве 50 для нанесения покрытия наносят первый подслой, состоящий из жидкого алифатического акрилата, отверждаемого облучением. Материал выбирают таким образом, чтобы после отверждения он имел твердость по Мартенсу MS1, лежащую в диапазоне от 0,5 Н/мм2 до 120 Н/мм2. Устройство 50 является устройством для валкового нанесения покрытия и способно за один рабочий ход наносить слой с толщиной, лежащей в диапазоне от примерно 40 мкм до примерно 100 мкм. В расположенном далее блоке 60 нанесенный подслой, состоящий из жидкого алифатического акрилата, отверждаемого облучением, по меньшей мере частично отверждают посредством облучения УФ-излучением. Затем следует второе устройство (блок) 50' для нанесения второго подслоя, состоящего из того же жидкого алифатического акрилата, отверждаемого облучением, что и первый подслой. И в этом случае блок 50' является блоком для валкового нанесения, который обычно способен наносить слои, толщина которых лежит в диапазоне от 30 мкм до 100 мкм. В блоке 60' этот второй подслой по меньшей мере частично отверждают посредством облучения УФ-излучением. Два отвержденных слоя образуют слой S1.
Затем в третьем устройстве 70 для нанесения покрытия наносят промежуточный подслой, состоящий из того же жидкого акрилата, отверждаемого облучением, который был использован в блоках 50 и 60. Однако этот промежуточный подслой не отверждают, а мокрым подают в каландр 80 для накатывания пленки. Специалисту в данной области техники понятно, что каландр 80 для накатывания пленки изображен на Фиг. 2 лишь схематично, чтобы наглядно показать отдельные стадии способа. В каландре 80 для накатывания пленки вокруг валков 81 перемещается структурированная пленка 82. Несущие плиты 100 пропускают под пленкой 82, так что пленка 80 накладывается на лицевую сторону плит 100. По желанию, пленка 82 с помощью прижимающих валков может быть прижата к лицевым сторонам плит 100. Блок 83 для нанесения покрытий подает на пленку 82 материал 84 покрытия, который должен быть нанесен на лицевую сторону плит 100, или который мокрым наносится на еще мокрый или влажный промежуточный подслой, нанесенный блоком 70, так что на поверхности раздела происходит частичное смешивание обоих подслоев. За счет этого смешивания получаемое позже изделие содержит промежуточную область, в которой твердость MZB является не постоянной, а увеличивается по направлению от слоя S1 к слою S2. В блоке 90 оба слоя как можно более полно отверждают посредством облучения УФ-излучением. Для этой цели пленка 82 является прозрачной для УФ-излучения, так что - как схематически изображено на Фиг. 2 - отверждение слоев осуществляют еще при наложенной на них пленке. Так как пленка предпочтительно имеет трехмерную структуру, на отвержденных подслоях или на отвержденном слое S2 отпечатывается и фиксируется негативное изображение этой структуры. Так, например, можно сообщить готовым панелям трехмерную структуру древесины, чтобы обеспечить реалистичную имитацию поверхности натуральной древесины. На выходе из каландра 80 для накатывания пленки пленку 82 удаляют с поверхности плит, а материал 84 покрытия остается на плитах в виде отвержденного слоя S2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ С ПРЯМОЙ ПЕЧАТЬЮ, ИМЕЮЩАЯ ДВУХСЛОЙНУЮ СТРУКТУРУ | 2013 |
|
RU2637559C2 |
| ПАНЕЛЬ С ПОКРЫТИЕМ, ПОЛУЧЕННАЯ МЕТОДОМ ПРЯМОЙ ПЕЧАТИ | 2012 |
|
RU2604855C2 |
| ПАНЕЛЬ ИЗ ПВХ ПОЛИМЕРА | 2017 |
|
RU2725658C1 |
| ПАНЕЛЬ ИЗ ПВХ ПОЛИМЕРА, ПОДВЕРГНУТАЯ ТЕПЛОВОЙ ОБРАБОТКЕ | 2018 |
|
RU2741588C1 |
| МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ ДЛЯ ВНУТРЕННИХ И НАРУЖНЫХ РАБОТ | 2014 |
|
RU2655364C2 |
| ПЛАСТИКОВАЯ ПАНЕЛЬ ИЗ ПОЛИВИНИЛХЛОРИДА | 2012 |
|
RU2587552C2 |
| НАПОЛЬНАЯ ПАНЕЛЬ ДЛЯ НАРУЖНОГО ПРИМЕНЕНИЯ | 2012 |
|
RU2598437C1 |
| ПАНЕЛЬ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПОКРЫТИЕМ | 2016 |
|
RU2712992C1 |
| СПОСОБ ПЕЧАТИ НА ПЛИТАХ | 2012 |
|
RU2598308C2 |
| ЛЕГКАЯ ПАНЕЛЬ, ИЗГОТОВЛЕННАЯ С ПРИМЕНЕНИЕМ ПРЯМОЙ ПЕЧАТИ | 2011 |
|
RU2543394C2 |


Настоящее изобретение относится к панели и к способу изготовления панели, в частности стеновой, потолочной или половой панели. Способ изготовления панелей включает: (a) изготовление несущей плиты; (b) нанесение слоя жидкого отверждаемого облучением акрилата, который после отверждения имеет твердость по Мартенсу MS1, лежащую в диапазоне от 0,5 Н/мм2 до 120 Н/мм2; (c) по меньшей мере частичное отверждение нанесенного на стадии (b) слоя жидкого отверждаемого облучением акрилата посредством облучения. Кроме того, способ включает (d) необязательное повторение стадий (b) и (с) до получения первого эластичного слоя S1 с толщиной, лежащей в диапазоне от 20 мкм до 600 мкм; (e) нанесение промежуточного слоя из жидкого отверждаемого облучением акрилата на по меньшей мере частично отвержденный слой; (f) нанесение следующего слоя S2 из жидкого отверждаемого облучением акрилата с помощью пленки на предварительно нанесенный неотвержденный промежуточный слой, так что происходит частичное смешивание слоев, причем следующий слой состоит из акрилата, который после отверждения имеет твердость по Мартенсу MS2, причем MS2>MS1. Затем осуществляют (g) совместное отверждение слоев, нанесенных по меньшей мере на стадиях (е) и (f), посредством облучения. Панель (10) содержит несущую плиту (11) с лицевой стороной и обратной стороной. Несущая плита (11) по меньшей мере на лицевой стороне содержит систему слоев, которая, начиная от лицевой стороны, содержит: первый эластичный слой S1, состоящий из алифатического полимера, который имеет толщину, лежащую в диапазоне от 20 мкм до 600 мкм, и твердость по Мартенсу MS1, лежащую в диапазоне от 0,5 Н/мм2 до 120 Н/мм2. Система слоев также содержит второй слой S2, состоящий из полимера, который имеет толщину, лежащую в диапазоне от 10 мкм до 180 мкм, и твердость по Мартенсу MS2, причем MS2>MS1. Между слоями S1 и S2 имеется промежуточная область с твердостью по Мартенсу MZB, причем MS2>MZB≥MS1. Техническим результатом изобретения является упрощение изготовления панелей, повышение экономичности процесса изготовления, повышение износоустойчивости панелей и обеспечение возможности получения высококачественных декоративных рисунков. 2 н. и 32 з.п. ф-лы, 3 ил., 2 табл., 5 пр. 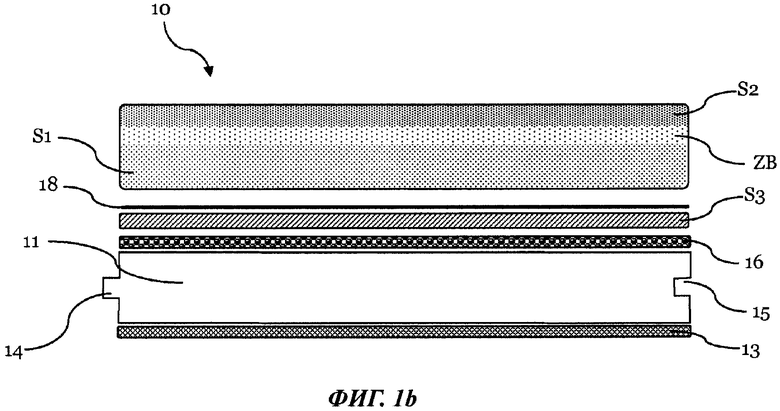
1. Способ изготовления панелей, в частности стеновых, потолочных или половых панелей, включающий следующие стадии в указанной последовательности:
(a) изготовление несущей плиты;
(b) нанесение слоя жидкого отверждаемого облучением акрилата, который после отверждения имеет твердость по Мартенсу MS1, лежащую в диапазоне от 0,5 Н/мм2 до 120 Н/мм2;
(c) по меньшей мере частичное отверждение нанесенного на стадии (b) слоя жидкого отверждаемого облучением акрилата посредством облучения;
(d) необязательное повторение стадий (b) и (с) до получения первого эластичного слоя S1 с толщиной, лежащей в диапазоне от 20 мкм до 600 мкм;
(e) нанесение промежуточного слоя из жидкого отверждаемого облучением акрилата на по меньшей мере частично отвержденный слой;
(f) нанесение следующего слоя S2 из жидкого отверждаемого облучением акрилата с помощью пленки на предварительно нанесенный неотвержденный промежуточный слой, так что происходит частичное смешивание слоев, причем следующий слой состоит из акрилата, который после отверждения имеет твердость по Мартенсу MS2, причем MS2>MS1;
(g) совместное отверждение слоев, нанесенных по меньшей мере на стадиях (е) и (f), посредством облучения.
2. Способ по п. 1, отличающийся тем, что перед стадией (b) наносят грунтовочный слой и на нем печатают декоративный слой.
3. Способ по любому из пп. 1, 2, отличающийся тем, что твердость эластичного слоя S1 является по существу постоянной по всей его толщине, и, в частности, различия твердости внутри слоя составляют менее 20 Н/мм2, предпочтительно менее 15 Н/мм2 и более предпочтительно менее 10 Н/мм2.
4. Способ по п. 1, отличающийся тем, что перед стадией (b) печатают декоративный рисунок с использованием полимеризуемой печатной краски, в частности, основанной на полимеризуемом акрилате и/или N-винилкапролактаме.
5. Способ по п. 4, отличающийся тем, что печатную краску и по меньшей мере первый нанесенный слой жидкого отверждаемого облучением акрилата совместно отверждают посредством облучения.
6. Способ по любому из пп. 1, 2, 4 и 5, отличающийся тем, что после отверждения MS1 лежит в диапазоне от 2 Н/мм2 до 50 Н/мм2, предпочтительно от 2 Н/мм2 до 40 Н/мм2 и наиболее предпочтительно от 2 Н/мм2 до 30 Н/мм2.
7. Способ по любому из пп. 1, 2, 4 и 5, отличающийся тем, что после отверждения MS2 лежит в диапазоне от 5 Н/мм2 до 300 Н/мм2, предпочтительно от 15 Н/мм2 до 150 Н/мм2, более предпочтительно от 20 Н/мм2 до 100 Н/мм2 и наиболее предпочтительно от 25 Н/мм2 до 90 Н/мм2.
8. Способ по любому из пп. 1, 2, 4 и 5, отличающийся тем, что стадии (b) и (с) повторяют до тех пор, пока первый эластичный слой S1 не будет иметь толщину, лежащую в диапазоне от 40 мкм до 500 мкм, предпочтительно от 80 мкм до 450 мкм и наиболее предпочтительно от 120 мкм до 240 мкм.
9. Способ по любому из пп. 1, 2, 4 и 5, отличающийся тем, что нанесение на стадиях (b) и (е) осуществляют с использованием валков.
10. Способ по любому из пп. 1, 2, 4 и 5, отличающийся тем, что пленка для нанесения дополнительного подслоя, состоящего из жидкого отверждаемого облучением акрилата, является структурированной пленкой.
11. Способ по любому из пп. 1, 2, 4 и 5, отличающийся тем, что промежуточный слой, нанесенный на стадии (е), состоит из акрилата, который после отверждения имеет твердость по Мартенсу MZ, причем MS2>MZ≥MS1.
12. Способ по любому из пп. 1, 2, 4 и 5, отличающийся тем, что несущая плита (11) является MDF-плитой (древесно-волокнистой плитой средней плотности), HDF-плитой (древесно-волокнистой плитой высокой плотности), PVC-плитой (плитой из поливинилхлорида), цементно-волокнистой плитой, WPC-плитой (плитой из древесно-полимерного композита), плитой из вторичных отходов термопластичных материалов, деревянной плитой, фанерной плитой или паркетной доской.
13. Способ по любому из пп. 1, 2, 4 и 5, отличающийся тем, что акрилаты являются алифатическими акрилатами, в частности алифатическими уретанакрилатами.
14. Панель (10), в частности стеновая, потолочная или половая панель, содержащая несущую плиту (11) с лицевой стороной и обратной стороной, причем несущая плита (11) по меньшей мере на лицевой стороне содержит систему слоев, отличающаяся тем, что система слоев, начиная от лицевой стороны, содержит:
первый эластичный слой S1, состоящий из алифатического полимера, который имеет толщину, лежащую в диапазоне от 20 мкм до 600 мкм, и твердость по Мартенсу MS1, лежащую в диапазоне от 0,5 Н/мм2 до 120 Н/мм2;
второй слой S2, состоящий из полимера, который имеет толщину, лежащую в диапазоне от 10 мкм до 180 мкм, и твердость по Мартенсу MS2, причем MS2>MS1;
и между слоями S1 и S2 имеется промежуточная область с твердостью по Мартенсу MZB, причем MS2>MZB≥MS1.
15. Панель по п. 14, отличающаяся тем, что MS1 лежит в диапазоне от 2 Н/мм2 до 50 Н/мм2, более предпочтительно от 2 Н/мм2 до 40 Н/мм2 и наиболее предпочтительно от 2 Н/мм2 до 30 Н/мм2.
16. Панель по п. 14 или 15, отличающаяся тем, что MS2 лежит в диапазоне от 5 Н/мм2 до 300 Н/мм2, предпочтительно от 15 Н/мм2 до 150 Н/мм2, более предпочтительно от 20 Н/мм2 до 100 Н/мм2 и наиболее предпочтительно от 25 Н/мм2 до 90 Н/мм2.
17. Панель по любому из пп. 14 и 15, отличающаяся тем, что первый эластичный слой S1 имеет толщину, лежащую в диапазоне от 40 мкм до 500 мкм, предпочтительно от 80 мкм до 450 мкм и наиболее предпочтительно от 120 мкм до 240 мкм.
18. Панель по любому из пп. 14 и 15, отличающаяся тем, что второй слой S2 имеет толщину, лежащую в диапазоне от 10 мкм до 180 мкм, предпочтительно от 20 мкм до 100 мкм и наиболее предпочтительно от 30 мкм до 80 мкм.
19. Панель по любому из пп. 14 и 15, отличающаяся тем, что несущая плита (11) на своих боковых сторонах содержит соединительные средства в форме пазогребневых элементов, которые обеспечивают соединение нескольких одинаковых панелей в направлениях, параллельных лицевой стороне и перпендикулярных лицевой стороне, посредством геометрического замыкания.
20. Панель по любому из пп. 14 и 15, отличающаяся тем, что полимер слоя S1 основан на алифатическом уретанакрилате.
21. Панель по п. 14, отличающаяся тем, что между лицевой стороной и слоем S1 предусмотрен дополнительный декоративный слой (18), содержащий печатную краску.
22. Панель по п. 21, отличающаяся тем, что между лицевой стороной и декоративным слоем предусмотрен третий эластичный слой S3, который имеет твердость по Мартенсу MS3, причем MS3≤MS1.
23. Панель по п. 22, отличающаяся тем, что слой S3 имеет толщину, лежащую в диапазоне от 10 мкм до 300 мкм, предпочтительно от 30 мкм до 150 мкм и наиболее предпочтительно от 60 мкм до 120 мкм.
24. Панель по любому из пп. 21-23, отличающаяся тем, что печатная краска основана на полимеризуемом акрилате и/или N-винилкапролактаме.
25. Панель по любому из пп. 21-23, отличающаяся тем, что печатную краску декоративного слоя (18) и по меньшей мере часть слоя S1 отверждают совместно, предпочтительно посредством облучения.
26. Панель по любому из пп. 21-23, отличающаяся тем, что декоративный слой (18) наносят посредством цифровой печати.
27. Панель по любому из пп. 14, 15, 21-23, отличающаяся тем, что полимер слоя S2 основан на одном или более из следующих акрилатов: 1,6-гександиолдиакрилате, сложном полиэфиракрилате, сложном эфире полиуретана и акриловой кислоты и дипропиленгликольдиакрилате.
28. Панель по любому из пп. 14, 15, 21-23, отличающаяся тем, что несущая плита (11) имеет толщину, лежащую в диапазоне от 3 мм до 20 мм, предпочтительно от 4 мм до 15 мм, более предпочтительно от 3 мм до 12 мм и наиболее предпочтительно от 4 мм до 10 мм.
29. Панель по любому из пп. 14, 15, 21-23, отличающаяся тем, что несущая плита (11) является MDF-плитой (древесно-волокнистой плитой средней плотности), HDF-плитой (древесно-волокнистой плитой высокой плотности), PVC-плитой (плитой из поливинилхлорида), цементно-волокнистой плитой, WPC-плитой (плитой из древесно-полимерного композита), плитой из вторичных отходов термопластичных материалов, деревянной плитой, фанерной плитой или паркетной доской.
30. Панель по любому из пп. 14, 15, 21-23, отличающаяся тем, что на лицевую сторону панели (10) не нанесены бумажная лента или полимерная пленка.
31. Панель по любому из пп. 14, 15, 21-23, отличающаяся тем, что исходными материалами для слоев S1, S2 и S3 являются материалы, отверждаемые облучением.
32. Панель по любому из пп. 14, 15, 21-23, отличающаяся тем, что панель (10) не содержит износоустойчивых частиц, в частности частиц оксида алюминия.
33. Панель по любому из пп. 14, 15, 21-23, отличающаяся тем, что система слоев обеспечивает шумопоглощение, равное по меньшей мере 5 дБ, предпочтительно по меньшей мере 8 дБ и наиболее предпочтительно по меньшей мере 9 дБ по сравнению с несущей плитой без покрытия по результатам измерения согласно стандарту EPLF (Ассоциации европейских производителей ламинатных напольных покрытий - Association of European Producers of Laminate Flooring).
34. Панель по любому из пп. 14, 15, 21-23, отличающаяся тем, что твердость эластичного слоя S1 является по существу постоянной по всей его толщине, и, в частности, различия твердости внутри слоя составляют менее 20 Н/мм2, предпочтительно менее 15 Н/мм2 и более предпочтительно менее 10 Н/мм2.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| WO 2007042258 A1, 19.04.2007 | |||
| ПАНЕЛЬ ПОЛА С НЕСУЩИМ СЛОЕМ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2009 |
|
RU2483177C2 |
| СТЕНОВОЙ БЛОК (ВАРИАНТЫ), МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ | 2011 |
|
RU2465415C1 |
| ПАНЕЛЬ С ДЕКОРАТИВНЫМ СЛОЕМ | 2005 |
|
RU2392402C2 |

