Изобретение относится к способу формования порций продуктов питания в нескольких приемных приспособлениях.
Устройства для формования порций продуктов питания в различном формовании известны из WO 2007/096363 А1. Этот патент описывает способ для изготовления порций мяса из целых кусков выращенного мяса.
При известных из уровня техники способах в формовочные прессы вносятся, как правило, неравномерно большие порции продуктов питания. Также обычно при разбивке на порции имеют место известные допуски отклонений в весе. Следовательно, при прессовании, формы, в которые должны формоваться порции продуктов питания, заполняются не полностью.
Поэтому задачей изобретения является создание улучшенного устройства формования и способа для формования порции продуктов питания.
Задача решается согласно изобретению посредством устройства формования порций продуктов питания согласно пункту 1, а также способа согласно пункту 6.
Предлагается устройство формования порций продуктов питания, включая гидравлический пресс. Пресс имеет, по меньшей мере, гидравлический источник давления, а также, по меньшей мере, два исполнительных устройства, причем каждый из исполнительных устройств включает рабочий цилиндр. Предпочтительно предусмотрено, что матрица для приема порций продуктов питания имеет, по меньшей мере, два отдельных приемных устройства. Приемные устройства действуют соответственно вместе с пресс-формой, причем пресс-формы могут перемещаться посредством соответственно исполнительного устройства, в частности посредством плунжера.
В смысле изобретения под гидравлической техникой всех способов необходимо понимать ту, в которой энергия передается через поток газа или жидкости, в частности гидравлическая система и пневмоническая система. В последующем будут описаны примеры исполнения гидравлических устройств - они для специалиста могут быть исполнены также пневматически или гидропневматически.
Преимуществом предложенных устройств является то, что порции продуктов питания прессуются равномерно и аккуратно. В особенности при наличии порции продуктов питания, которые имеют различную высоту, когда их вносят в форму, сначала пресс-формы насаживаются на порции продуктов питания. Как только первая пресс-форма получает порцию продуктов питания перед тем, как другие пресс-формы смогут воздействовать на другие порции продуктов питания, через гидравлическое соединение, возникает уравнивание давлений между рабочими цилиндрами. Обратное давление от порции продуктов питания обуславливает то, что через гидравлическое соединение сначала перекачиваемая гидравлическая среда перекачивается в остающиеся рабочие цилиндры, пока не установится во всех рабочих цилиндрах одинаковое давление. Таким образом, порции продуктов питания формуются под одинаковым давлением.
Понятно, что в результате противодействия в трубопроводах между рабочими цилиндрами в процессе формования не все время преобладает идентичное давление в рабочих цилиндрах. Однако посредством выравнивания давлений в процессе формования, выравнивание может реагировать также при внезапных изменениях противодействия, например, через совмещение порций продуктов питания, в особенности без того, чтобы требовались дорогостоящие механизмы регулирования.
Порциями продуктов питания является, например, овощи, крахмалосодержащие продукты, картофель, рис, мясо и/или сладости. Предпочтительно порции продуктов питания являются замороженными, в особенности при температуре примерно от -20°C до примерно -5°C. Поскольку в настоящем изобретении применяется термин "примерно", он указывает на интервал допуска, который специалист, работающий в настоящей области, рассматривает как обычный. В особенности под термином "примерно" должен пониматься интервал допуска от ±20%, предпочтительно до ±10%.
Источник давления сконструирован как гидравлический насос. В следующем варианте исполнения источник давления имеет поршень, который электромеханически приводится в движение.
Исполнительные устройства имеют гидравлические рабочие цилиндры с рабочими поршнями. Рабочие поршни соединены через плунжер с пресс-формой. Пресс-форма вставлена, соответственно, впрессована в приемное устройство, оснащенное матрицей. Предпочтительно в матрице находится соответственно приемное устройство для каждой пресс-формы. В другой конструкции предусмотрено, что несколько или все пресс-формы вставляются в одно приемное устройство, в особенности тогда, когда порции выштамповываются посредством пресс-формы. Также могут быть предусмотрены несколько матриц. В частности, матрицы сконструированы с возможностью замены.
С помощью формирующего устройства могут быть отпрессовано за один ход несколько порций. Предпочтительно предусмотрено от двух до десяти плунжеров, которые в частности формуют соответственно одну порцию продуктов питания. Поскольку плунжеры соответственно оказывают одинаковое давление на порции продуктов питания, то обеспечивается постоянное качество сформованных порций продуктов питания.
Устройство согласно конструкции имеет регулирующий блок. Регулирующий блок управляет или регулирует устройство формования через открытый или закрытый контур регулирования. В рамках изобретения термин "регулировка" обозначает открытые, а также закрытые контуры регулирования.
В форме осуществления изобретения предусмотрено, что посредством, по меньшей мере, одного вентиля можно управлять или регулировать гидравлический поток в рабочем цилиндре, соответственно между рабочими цилиндрами. В частности, гидравлический поток может быть прерван. Например, предусмотрено, что гидравлическое соединение между рабочими вентилями прерывается. Так, в соответствии с одной конструкцией предусмотрен вентиль, посредством которого может прерываться гидравлический поток. Согласно другой конструкции предусмотрено, что, по меньшей мере, одно предпочтительно управляемое дозирующее устройство ограничивает поток гидравлической жидкости между рабочими цилиндрами.
Прерывание или дозирование гидравлического сообщения между рабочими цилиндрами, например, может быть использовано для того, чтобы перемещать пресс-формы в приемные устройства независимо друг от друга. Например, возможны управление направлением или управление давлением, которые применяется на практике до одной определенной точки перемещения и/или до определенного подъема давления. При превышении пороговой величины затем открывается гидравлическое соединение между рабочими цилиндрами. Это делает возможным высокое число ходов поршня, поскольку уравнивание давлений между рабочими цилиндрами происходит только к концу цикла формования и пресс до достижения пороговой величины может перемещаться очень быстро.
В предпочтительной конструкции предусмотрено, что устройство имеет, по меньшей мере, один датчик потока, посредством которого можно контролировать гидравлический поток от цилиндра к цилиндру. Предпочтительно предусмотрен датчик потока, посредством которого можно контролировать поток между рабочими цилиндрами. Поток к рабочему цилиндру и между рабочими цилиндрами может дать информацию через противодействие, создаваемое порцией продуктов питания. Также можно определить, движутся ли пресс-формы с одинаковым давлением в приемные устройства. Непредвиденные потоки, например, прохождения потоков сверх времени может, например, указывать на неисправности в работе. Например, таким образом, может быть определено, заполнено ли приемное устройство или размещены ли в приемном устройстве предметы, например кости или части механизмов, которые не предусмотрены для изготовления порций, соответственно для формования.
В другой конструкции формующего устройства предусмотрено, что пресс-формы могут соединяться механически. В особенности предпочтительно предусмотрено реверсное устройство передачи силы между пресс-формами или связанными с ними соединительными частями. Например, формующее устройство может быть спроектировано таким образом, что пресс-формы в исходной позиции предпочтительно арретированы друг к другу. Если пресс управляется, то пресс-формы перемещаются в соединении в направлении приемного приспособления и одновременно, по меньшей мере, частично внутрь него. В определенной точке перемещения предусмотрен разблокирующий механизм, который открывает механическое соединение между пресс-формами. Вследствие этого пресс-формы через сообщающиеся рабочие цилиндры могут соединяться. Эта конструкция делает возможным управление направлениями, предшествующее стадии управления давлением сообщающихся рабочих цилиндров без больших затрат на аппаратуру регулирования.
Далее предлагается способ формования порций продуктов питания, в особенности посредством вышеописанного формующего устройства, причем, по меньшей мере, две порции продуктов питания соответственно вставлены в приемное приспособление матрицы, причем
- по меньшей мере, в приемное устройство матрицы вставлены соответственно две порции продуктов питания,
- для каждого приемного устройства матрицы на порцию продуктов питания насаживается соответственно, по меньшей мере, одна пресс-форма,
- сила пресс-формы на порции продуктов питания таким образом повышается, что все пресс-формы оказывают одинаковое давление на соответствующие порции продуктов питания.
Предпочтительно рабочие цилиндры, воздействующие на пресс-формы, соединены гидравлически.
В конструкции формования порций продуктов питания завершается, когда все порции продуктов питания в матрице достигают требуемого формования. Предпочтительно пресс-формы движутся вверх до тех пор, пока они через определенное время будут оказывать определенное максимальное давление на порции продуктов питания. Максимальное давление определяется, например, в гидравлической системе пресса. Для различных продуктов питания и величин порций предусмотрены различные максимальные давления и длительности прессования. В особенности измерение давления комбинируется с определением направления движения поршня, в особенности каждой отдельной пресс-формы.
Преимущества предложенного способа заключаются в том, что исключено неполное формование порций продуктов питания. В особенности имеется цель при формовании порций продуктов питания заполнить приемное устройство полностью, по меньшей мере, в вертикальном направлении к направлению прессования. В известных из уровня техники способах встречается часто при слишком маленьких, соответственно маловесных порциях (которые, однако лежат в интервале допуска соответствующего продукта) то, что приемное устройство не полностью заполняется. Требуемая форма при этом не достигается. Часто продукт выглядит надкушенным. Аналогичные проблемы возникают при формовании известных из уровня техники способах и устройствах также при слишком больших порциях или порциях со слишком большим весом. В противоположность этому посредством предложенного способа также маленькие порции продуктов питания, которые наряду с большими порциями продуктов питания размещены в матрице, особенно в различных приемных устройствах, гарантировано прессуются в нужную форму. Предложенный способ позволяет отныне обрабатывать одновременно большой интервал допусков масс и/или размеров порций продуктов питания за один рабочий ход пресса. Одновременно требуется только один источник давления, который приводит в движение исполнительные устройства.
Один вариант способа предусматривает, что пресс-формы вносят определенный объем на матрицу или определенный объем вносят в приемные устройства перед тем, как рабочие цилиндры будут соединены гидравлически. Предпочтительно предусмотрено управление направлением, предшествующим уравниванию давлениями в рабочих цилиндрах. В другом варианте конструкции предусмотрено, что рабочие цилиндры управляются таким образом, что они вибрируют к определенному моменту, что означает, что порции продуктов питания через ударяющее движение посредством пресс-форм вбиваются в приемное устройство. В другой конструкции предложено, что пресс управляется таким образом, что пресс-формы размягчают порции продуктов питания в форму. В смысле изобретения под термином "размягчают" понимается вращательное и/или волнообразное движение пресс-формы в контакте с порцией продуктов питания.
В другом варианте предусмотрено, что пресс-формы соединены механически. Предпочтительно механическое соединение между пресс-формами размыкается при переходе пресс-формой выше определенной точки. Альтернативно или дополнительно в конструкции при коммуникации рабочих цилиндров предусмотрено, по меньшей мере, одно временное прерывание или ограничение. Например, плунжеры пресса независимо друг от друга входят в приемные устройства и только на одном, например, завершающем этапе, который происходит перед тем, как пресс-формы снова движутся вверх, открывается коммуникация между рабочими цилиндрами. Пресс-формы движутся снова вверх, то есть в их состояние покоя, когда все пресс-формы прошли определенный путь в приемные устройства, определенное давление пресса достигается через определенное время и/или принижена или превышена определенная пороговая величина потока в гидравлической системе устройства.
В особенности предусмотрено, что в зависимости от, по меньшей мере, одного рабочего параметра устройства пресса регулируется гидравлический поток в рабочем цилиндре и/или между рабочими цилиндрами. Регулировка гидравлического потока включает, в частности, включение вентиля, который управляет коммуникацией между рабочими цилиндрами. Важными рабочими параметрами могут быть, например, диапазон перемещения плунжера пресса, давление на, по меньшей мере, одном месте гидравлической системы и/или поток гидравлического вещества на, по меньшей мере, одном месте в гидравлической системе.
Далее будет предложена порция продуктов питания, которая формована с помощью выше описанного способа.
Другая предпочтительная конструкция вытекает из последующего чертежа. Представленное там усовершенствование изложено не ограничено, более того описанные там особенности комбинируются с выше описанными особенностями для других конструкций. Кроме того, необходимо указать, что приведенные обозначения в описании чертежа не ограничивают защитную область представленного изобретения, а только указывают на показанные на чертежах примеры исполнения.
Показано:
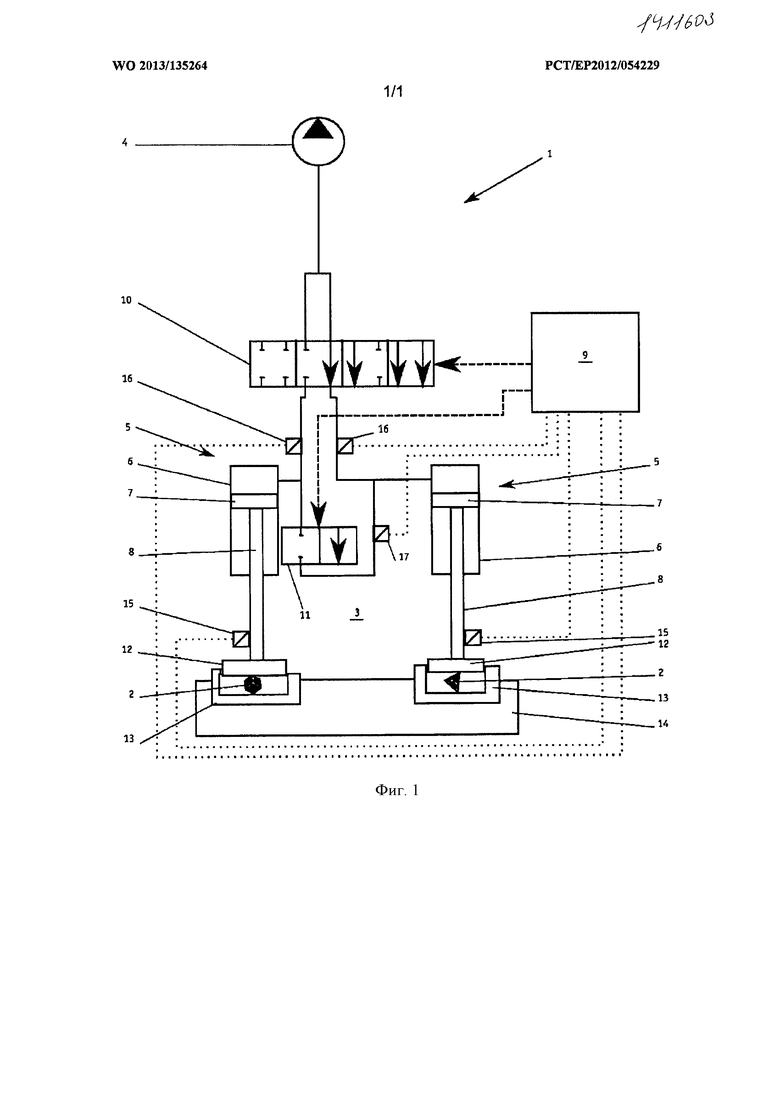
фиг. 1 представляет схематически формующее устройство.
Фиг. 1 показывает схематически устройство 1 для формования порций 2 продуктов. Устройство 1 имеет пресс 3. Пресс 3 включает источник 4 давления, который в показанной конструкции сконструирован как гидравлический насос. Далее пресс 3 включает, по меньшей мере, два исполнительных устройства 5, которые имеют рабочий цилиндр 6, поршень 7, а также плунжер 8. Устройство 1 имеет далее управляющее устройство 9, посредством которого управляется пресс 3. Изображение на фиг. 4 сильно упрощено и должно описывать только основополагающий принцип. Так, из чертежа только вытекает работа исполнительных устройств 5 в одном направлении. Для специалиста понятно, что другие меры приняты, чтобы, например, плунжер 8 мог повторно двигаться обратно.
Исполнительные устройства 5 приводятся в движение источником 4 давления. Между источником 4 давления и исполнительными устройствами 5, соответственно, рабочими цилиндрами 6 размещен вентиль 10. Посредством вентиля 10 могут управляться отдельно или совместно оба исполнительных устройства 5.
Между рабочими цилиндрами 6 размещен другой вентиль 11. Посредством вентиля 11 может устанавливаться гидравлическое соединение между рабочими цилиндрами 6. Как вентиль 10, так и вентиль 11 управляются управляющим устройством 9.
Пресс-формы 12 размещены на плунжерах 8. За каждой пресс-формой 12 закреплено приемное устройство 13 в матрице 14. В приемные устройства 13 вносятся, предпочтительно замороженные, порции 2 продуктов питания. После внесения порций 2 продуктов питания в приемные устройства 13 вентиль 10 управляется таким образом, что рабочие цилиндры 6 подвергаются давлению. В зависимости от ожидаемых порций 2 продуктов питания и для достижения соответствующих формований в соответствующих приемных устройствах исполнительные устройства 5 таким образом управляются, что они будут приводиться в движение одновременно или со смещением по времени. Предпочтительно исполнительные устройства 5 таким образом управляются, что плунжер 8 на первом этапе проходит фиксированный путь. Датчики 15 сообщают управляющему устройству 9 пройденный плунжером 8 путь или достижение какого-то положения. Альтернативно или дополнительно положение может быть определено потоком гидравлической жидкости, который, например, регистрируется посредством датчика 16 потока. Если определенное положение превышается, то открывается вентиль 11 и происходит уравнивание давлений между рабочими цилиндрами 6. Теперь движутся все пресс-формы 12 с оказанием одинакового давления на порции 2 продуктов питания. Если одна порция 2 продуктов питания меньше, чем все другие, размещенные в матрице порции, то пресс-форма 12 продвигается глубже в приемное устройство 13 до тех пор, пока на все порции продуктов питания не будет воздействовать одинаковое давление. Таким образом, гарантируется, что формование всех порций продуктов питания 2 происходит полностью.
Датчик 17 потока контролирует поток между рабочими цилиндрами 6. Если определяются отклонения от нормы, которые могут быть связаны с неисправностью, то управляющее устройство выдает сигнал тревоги. Далее рабочий ход завершается, и пресс-формы 12 движутся снова из полости наружу, если удерживалось определенное максимальное давление в течение определенного времени, причем в это время поток не обнаруживался или обнаруживался поток ниже определенной пороговой величины между рабочими цилиндрами 6.
Обозначения
1 Устройство
2 Порция продуктов питания
3 Пресс
4 Источник давления
5 Исполнительное устройство
6 Рабочий цилиндр
7 Поршень
8 Плунжер
9 Устройство управления
10 Вентиль
11 Вентиль
12 Пресс-форма
13 Приемное устройство
14 Матрица
15 Датчик
16 Датчик потока
17 Датчик потока
Изобретение относится к пищевой промышленности и может быть использовано при формовании порций продуктов питания. Формование осуществляют с помощью устройства, содержащего гидравлический пресс, имеющий по меньшей мере один гидравлический источник давления и по меньшей мере два исполнительных устройства с рабочими цилиндрами. Рабочие цилиндры соединены гидравлически. В устройстве предусмотрена матрица, которая имеет по меньшей мере два отдельных приемных устройства для приема порций продуктов питания. По меньшей мере две порции продуктов питания вносят в приемные устройства. В каждое приемное устройство вставляют по меньшей мере одну пресс-форму на порцию продуктов питания. Усилие воздействия пресс-форм на порции продуктов питания повышают с обеспечением оказания всеми пресс-формами одинакового давления на соответствующие порции. В результате повышается качество полученных порций продуктов питания. 7 з.п. ф-лы, 1 ил.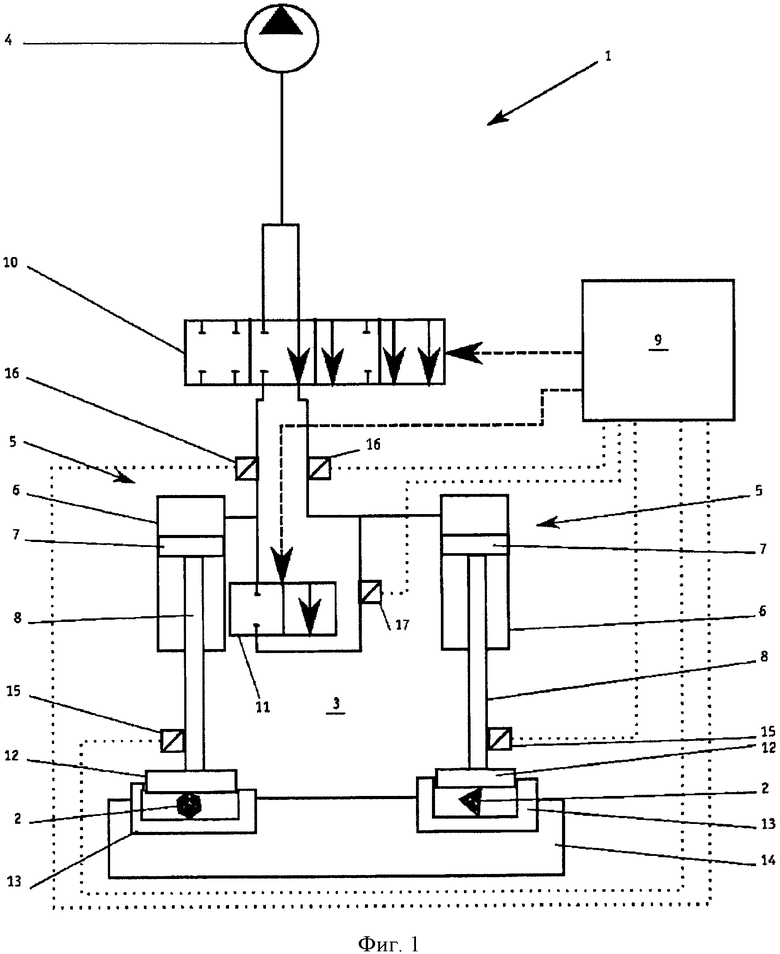
1. Способ формования порций (2) продуктов питания посредством устройства (1), содержащего гидравлический пресс (3), который имеет по меньшей мере один гидравлический источник (4) давления и по меньшей мере два исполнительных устройства (5), каждое из которых имеет рабочий цилиндр (6), при этом рабочие цилиндры (6) исполнительных устройств (5) соединены гидравлически, и матрицу (14), которая имеет по меньшей мере два отдельных приемных устройства (13) для приема порций (2) продуктов питания, причем обеспечивают действие приемных устройств (13) соответственно совместно с пресс-формами (12), которые перемещают посредством исполнительных устройств (5), при котором
- по меньшей мере две порции (2) продуктов питания вносят соответственно в приемные устройства (13) матрицы (14),
- в каждое приемное устройство (13) матрицы (14) вставляют соответственно по меньшей мере одну пресс-форму (12) на порцию (2) продуктов питания,
- усилие пресс-форм (12) на порции (2) продуктов питания повышают с обеспечением оказания всеми пресс-формами (12) одинакового давления на соответствующие порции (2) продуктов питания.
2. Способ по п. 1, в котором рабочие цилиндры (6) исполнительных устройств (5), воздействующих на пресс-формы (12), соединяют гидравлически.
3. Способ по п. 1 или 2, в котором посредством пресс-форм (12) вносят определенный объем продуктов питания на матрицу или в приемные устройства (13) перед тем, как рабочие цилиндры (6) будут соединены гидравлически.
4. Способ по п. 3, в котором пресс-формы (12) соединяют механически.
5. Способ по п. 4, в котором механическое соединение пресс-форм (12) размыкают при переходе пресс-форм (12) через определенную точку перемещения.
6. Способ по любому из пп. 1, 2, 4, 5, в котором в зависимости от по меньшей мере одного рабочего параметра устройства формования (1) регулируют поток в рабочем цилиндре (6) и/или между рабочими цилиндрами (6).
7. Способ по п. 1, в котором с помощью по меньшей мере одного вентиля (11) устройства (1) управляют или регулируют поток между рабочими цилиндрами (6).
8. Способ по п. 1, в котором с помощью датчика (16, 18) потока устройства (1) определяют поток от одного рабочего цилиндра к другому рабочему цилиндру (6).
| КЕРАМИЧЕСКИЙ ПИГМЕНТ СИНИЙ | 2006 |
|
RU2329205C1 |
| Гидравлический компенсатор к прессам | 1936 |
|
SU50474A1 |
| Гидравлический ротационный пресс для брикетирования пищевых продуктов | 1955 |
|
SU111106A1 |
| Устройство для прессования порошковых материалов | 1991 |
|
SU1834811A3 |

