Настоящее изобретение относится к устройству для извлечения или удаления и обработки изделий, формованных в форме установки для формования листовых термопластов из листового термоформуемого материала.
Извлечение групп формованных изделий из матрицы установки для формования листовых термопластов или пресса путем использования плиты с пневмовакуумным поддувом, вставляемой между матрицей и пуансоном на стадии открывания пресс-формы, позволяет удалить изделия из пресс-формы, обычно из матрицы, и передать их от установки для формования листовых термопластов, как показано, например, в патентах Италии NN 1175178 и 1218634, выданных настоящему заявителю, или передать их на конвейер, снабженный оправками, где изделия подвергают определенному количеству операций обработки, как показано в заявке на патент Италии УР 92А 000092, поданной настоящим заявителем.
В том случае, если изделия термопластов получены формованием из быстро охлаждающегося листового материала, время, которое потребуется для извлечения изделий из пресс-формы и передачи их на позицию обработки, такую, как позиция закручивания кромок, может быть чрезмерным в том смысле, что возникает возможность охлаждения изделий ниже порога, выше которого можно обрабатывать материал легко и надежно. Это относится, например, к кристаллическому полистиролу, который быстро становится стекловидным после формования, и поэтому важно, чтобы любая обработка после формования листового термопласта, в частности, закручивание кромок таких изделий, как, например, мензурки, стаканы, чашки и т.п., которое включает в себя пластическую деформацию кромок этих изделий, должна осуществляться быстро, но это также относится и к другим типам обработки, например, сверлению, маркировке, стерилизации и т.п. , за исключением штабелирования.
Помимо упомянутых преимуществ для материалов, которые быстро стабилизируются после термоформования, сам факт обработки формованных изделий из листовых термопластов до их охлаждения ниже порога обрабатываемости будет также иметь преимущество для других термоформуемых материалов, таких, как совместно экструдированные материалы, полипропилен, полиэфиры, полиэтилен и другие, которое заключается в том, что это преимущество может достигаться за счет более простой обработки, тем самым гарантируя более продолжительный срок службы применяемых инструментов.
Основной целью настоящего изобретения является создание устройства для извлечения или удаления и обработки, посредством которого можно удалить группу изделий, формованных из листового термопласта из пространства между пуансоном и матрицей установки для формования листовых термопластов, чтобы можно было осуществить одну или несколько операций обработки на них во время одного или более циклов работы установки для формования, непосредственно следующих за циклом их удаления.
Другой целью настоящего изобретения является создание устройства для извлечения и обработки, которое можно использовать в установке для формования листовых термопластов с матрицей, расположенной сверху или снизу пуансона.
Еще одной целью настоящего изобретения является создание высоконадежного и высокопроизводительного устройства для извлечения и обработки изделий.
Эти и другие цели, которые станут более понятными дальше, достигаются посредством устройства для извлечения и обработки формованных из листовых термопластов изделий из установки для формования листовых термопластов, которое содержит извлекающую плиту, предназначенную для перемещения синхронно с установкой для формования листовых термопластов между позицией удаления, на которой удаляют группу формованных из листовых термопластов изделий, когда установка для формования листовых термопластов находится в положении, при котором открываются пресс- формы, и по меньшей мере одной позицией обработки или манипулирования указанными изделиями во время остальной части одного или более полных циклов работы установки для формования листовых термопластов.
Преимущественно каждая рабочая позиция включает в себя устройство любого соответствующего типа для закручивания кромок, которое установлено для загиба кромок изделий, все еще сохраняющих тепло, когда им служит опорой извлекающая плита.
Заявленное изобретение охарактеризовано совокупностью признаков, раскрытых в пунктах 1-11 формулы изобретения.
Другие преимущества настоящего изобретения станут более понятными из последующего подробного описания некоторых вариантов его выполнения, которые представлены в качестве неограничивающих примеров со ссылкой на приложенные чертежи, на которых:
фиг. 1 - схематический вид сбоку в вертикальной проекции и в поперечном сечении установки для формования листовых термопластов и устройства для извлечения и обработки формованных из листового термопласта изделий, обслуживающего установку для формования и имеющего извлекающую плиту, перемещаемую к устройству для обработки группы формованных из листовых термопластов изделий, которые были только что удалены из установки для формования листовых термопластов;
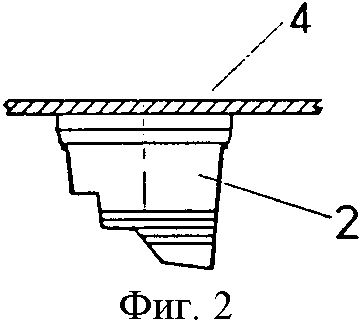
фиг. 2 показывает деталь фиг. 1 в увеличенном масштабе;
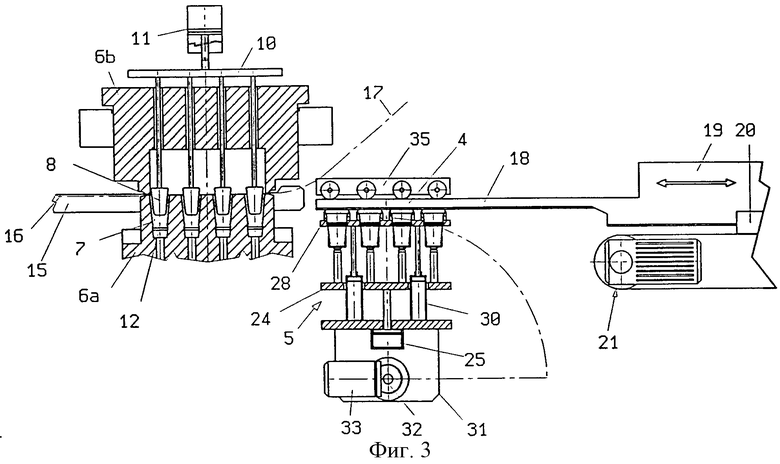
фиг. 3 представляет вид, подобный фиг. 1, во время осуществления установкой для формования листовых термопластов остальной части ее рабочего цикла, т.е. формования следующей группы изделий, при этом устройство для извлечения и обработки взаимодействует в осуществлении обработки изделий из непосредственно предшествующей группы изделий;
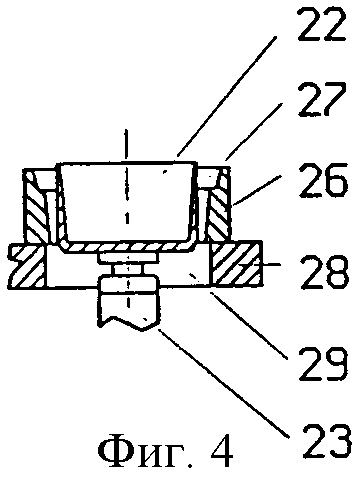
фиг. 4 показывает деталь фиг. 3 в поперечном сечении и в увеличенном масштабе;
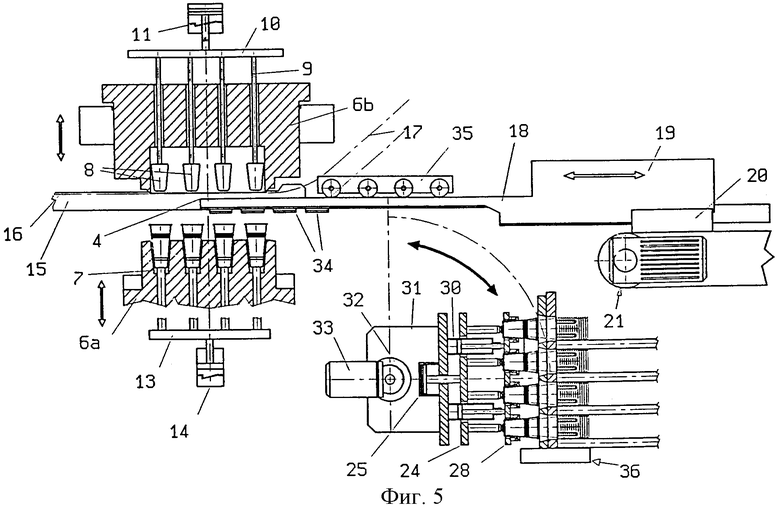
фиг. 5 показывает схематический вид сбоку в вертикальной проекции, частично в поперечном сечении, иллюстрирующий начало нового рабочего цикла как установки для формования листовых термопластов, так и обслуживающего ее устройства для извлечения и обработки изделий;
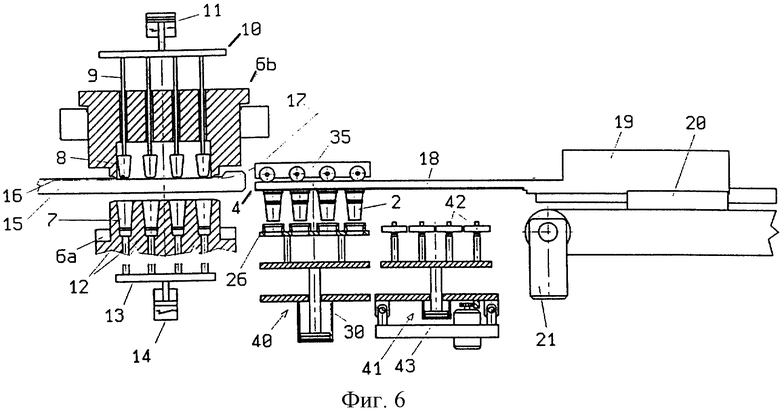
фиг. 6 - схематический вид сбоку в вертикальной проекции, частично в поперечном сечении, другого варианта осуществления устройства для извлечения и обработки, обслуживающего установку для формования листовых термопластов и содержащего две последовательные позиции для обработки групп изделий, поддерживаемых и транспортируемых извлекающей плитой, которая удаляет их из установки для формования листовых термопластов;
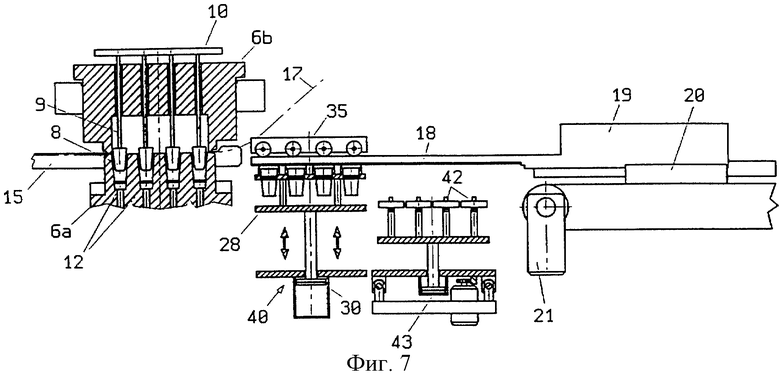
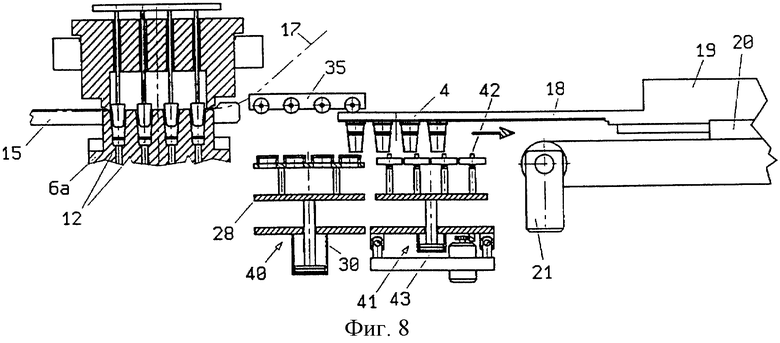
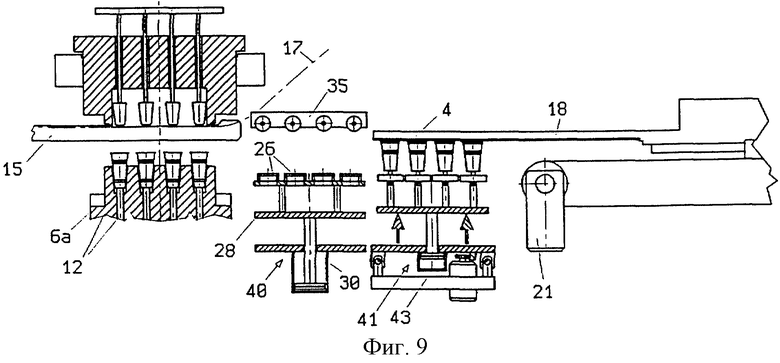
фиг. 7, 8 и 9 представляют собой виды, подобные фиг. 6, которые иллюстрируют последовательные стадии обработки группы изделий, поддерживаемых и транспортируемых извлекающей плитой, которая удаляет их из установки для формования листовых термопластов;
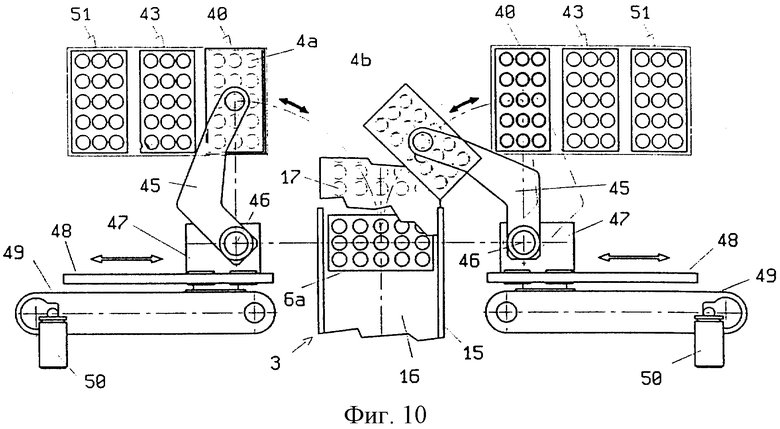
фиг. 10 - схематический вид сверху машины для формования листовых термопластов и устройства для извлечения и обработки групп изделий, которое оснащено парой плит для удаления, создания опоры и транспортировки изделий, причем эти плиты должны работать поочередно;
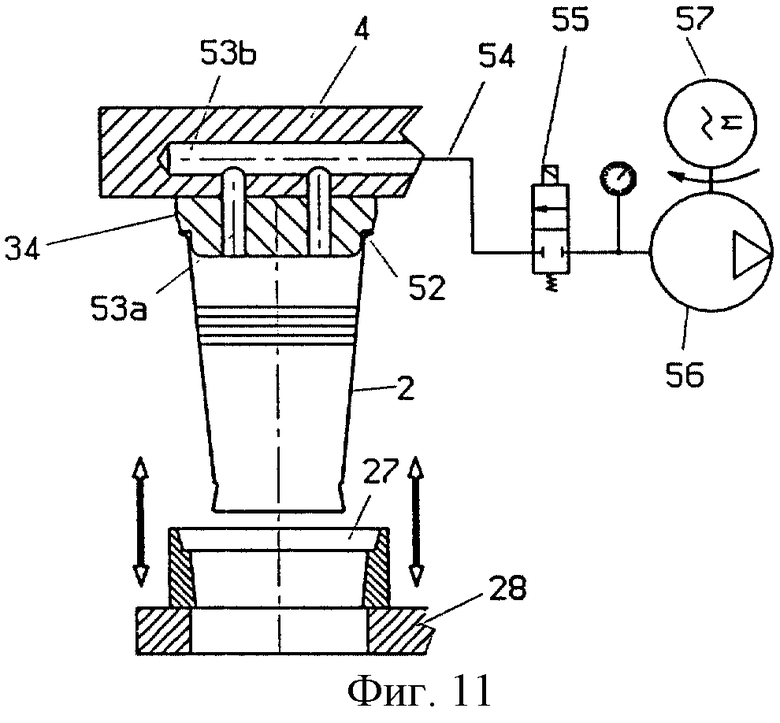
фиг. 11 представляет собой вид в поперечном сечении и в увеличенном масштабе формованного из листового термопласта изделия, захваченного соответствующей оправкой на извлекающей плите с пневмовакуумным поддувом, на которой может осуществляться закручивание кромок изделия;
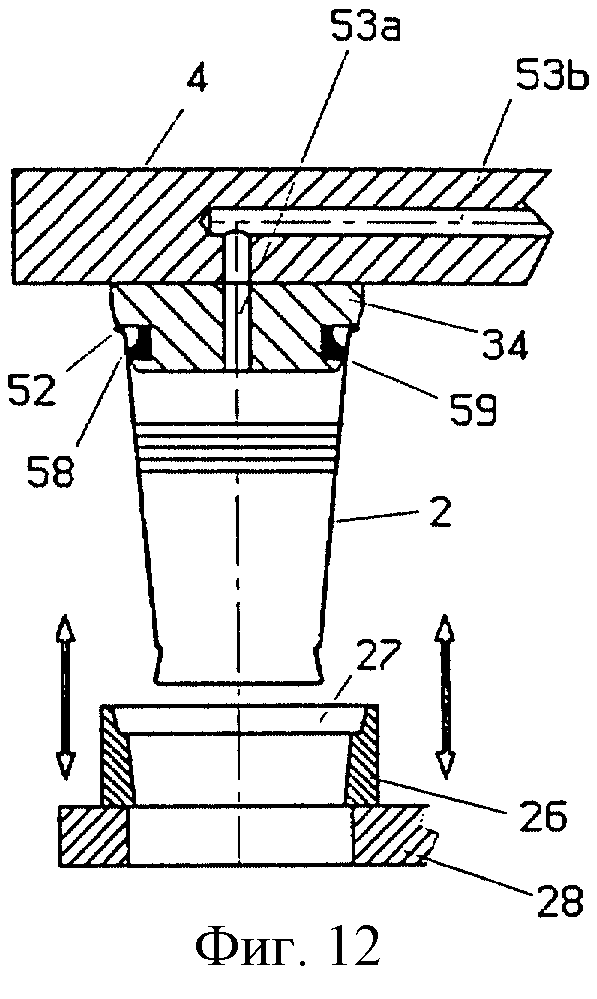
фиг. 12 - вид, подобный фиг. 11, который показывает соответствующую оправку, снабженную упругим удерживающим кольцом, которая действует на внутреннюю поверхность изделия;
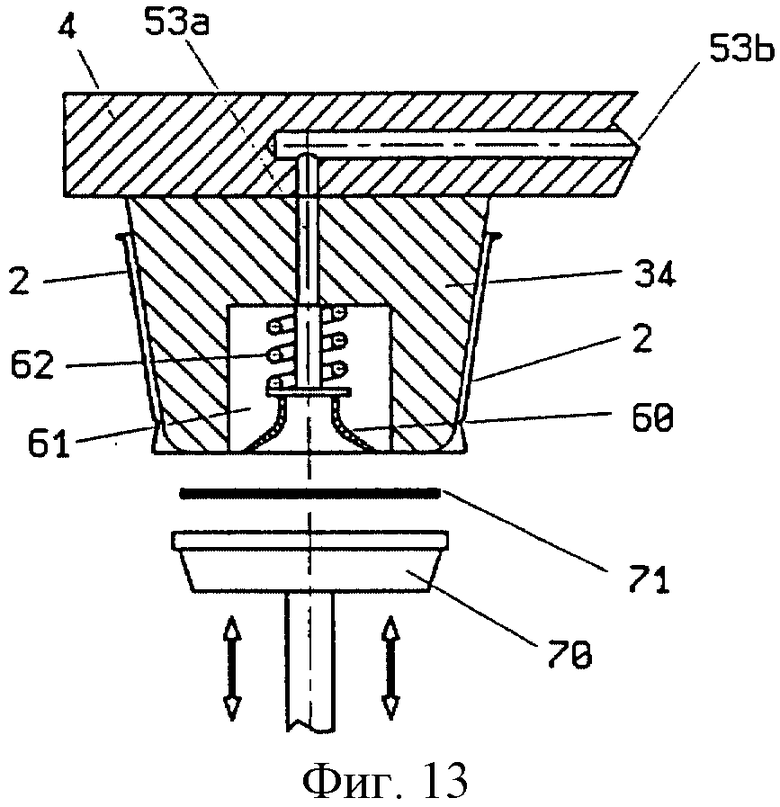
фиг. 13 - вид, подобный изображенному на фиг. 12, показывающий оправку, снабженную средством с пневмовакуумным поддувом для удерживания формованного из листового термопласта изделия;
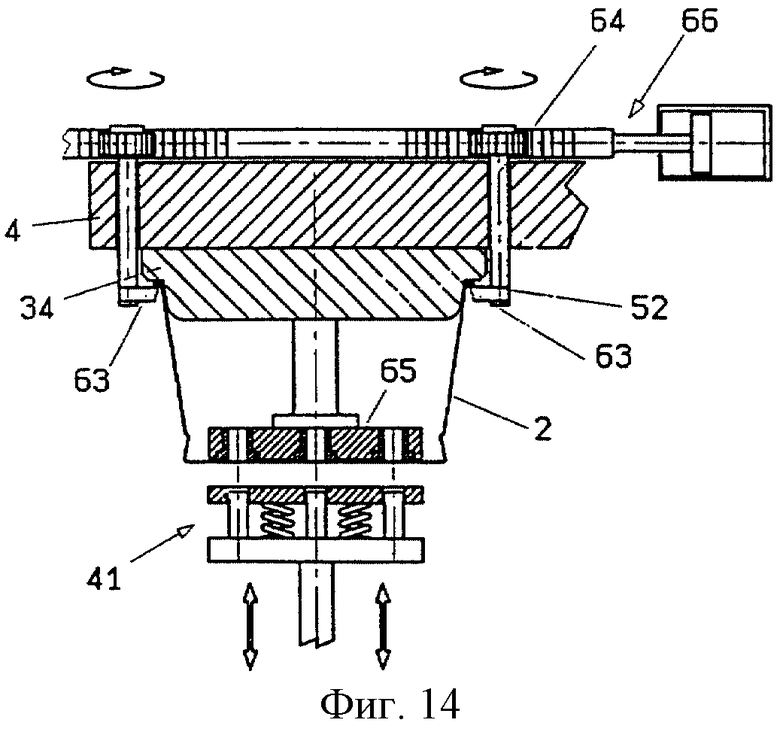
фиг. 14 показывает вид в поперечном сечении формованного из листового термопласта изделия, удерживаемого в заданном положении на извлекающей плите удерживающими средствами, которые воздействуют на наружную поверхность изделия, чтобы можно было осуществлять операцию сверления на его поверхности.
На фигурах, представленных на приложенных чертежах, идентичные или подобные детали - элементы обозначены одними и теми же номерами позиций.
Со ссылкой сначала на вариант исполнения, показанный на фиг. 1-5, следует отметить, что обозначенное в целом поз. 1 устройство для извлечения и обработки изделий 2 (в основном полых контейнеров со сплошным донышком, например, химических стаканов, поддонов, чашек, кофейных чашек и т.п.), которые были получены формованием в установке или прессе 3 для формования листовых термопластов, содержит извлекающую плиту 4, которая предназначена для перемещения синхронно с установкой 3 для формования листовых термопластов между позицией удаления, в которой она удаляет группу формованных из листового термопласта изделий 2, когда установка 3 для формования листовых термопластов находится в положении, в котором ее пресс-формы открыты (фиг. 1 и 5), и позицией 5 обработки, на которой всю группу обрабатывают или перемещают (фиг. 1 и 2) во время остальной части полного цикла установки 4 для формования листовых термопластов, обслуживаемой или взаимодействующей с извлекающей плитой 1.
Установка 3 для формования листовых термопластов представляет собой пресс, имеющий простую или двойную матрицу 6a, которая расположена, например, в нижнем положении, как хорошо известно в данной области техники, и соответствующей верхний пуансон 6b, по меньшей мере, один из которых закреплен таким образом, что он может перемещаться вертикально, таким образом обе формы могут перемещаться вместе в закрытое положение и разделяться циклически в положении, в котором они открыты и находятся на некотором расстоянии друг от друга.
Матрица или матрицы 6a снабжены множеством гнезд 7, которые расположены соосно с соответствующим формообразующим элементом 8, который удерживается с возможностью аксиального перемещения внутри пуансона 6b и предназначен для введения в гнездо 7, когда форма закрыта (фиг. 3). Каждый формообразующий элемент 8 опирается на соответствующую тягу управления 9, которая соединена сверху с блоком управления 10 посредством одного или более исполнительных механизмов, каждый из которых содержит, например, линейный исполнительный механизм, например механизм 11 из гидравлически управляемого поршня и цилиндра.
Каждое гнездо 7 в матрице или матрицах 6а также снабжено соответствующим выталкивателем/подъемным элементом 12, который приводится, например, вместе с остальными посредством рамы 13 с помощью соответствующего линейного исполнительного механизма 14, предназначенного для подъема формованного из листового термопласта изделия 2 над соответствующим гнездом 7 во время открывания пресс-формы (фиг. 1).
Рядом с матрицами 6a и 6b расположена пара продольных элементов 15 питателя/конвейера, например, цепного типа, который предназначен для подачи листа термоформуемого материала 16, отходы 17 которого после каждого формования перемещаются вверх для удаления из пресса 3.
Выталкивающая плита 4 может быть любого соответствующего типа, например типа раскрытой в заявке на патент Италии VR 94А000082, поданной 14.09.1994 на имя данного заявителя, которая использует либо удерживающий эффект отрицательного давления (вакуума) на изделия во время каждого формования или средства механического крепления.
Более конкретно выталкивающая плита 4 закреплена, например, консольно на одном конце кронштейна или кронштейнов 18, другой конец которого присоединен к каретке или ползуну 19 или выполнен за одно целое с кареткой или ползуном 19, установленным с возможностью скольжения или качения по направляющим средствам, обозначенным в целом поз. 20, например, реечного типа, управление которыми осуществляется редукторным электродвигателем 21, предназначенным для сообщения циклического возвратно-поступательного движения синхронно с рабочим циклом пресса 3 между позицией удаления, когда матрицы 6a и 6b открыты, и рабочей позицией 5, расположенной рядом с прессом.
Рабочая позиция 5 включает в себя устройство любого соответствующего типа для закручивания кромок изделий 2, полученных путем формования, которые все еще горячие от пресса, при этом они поддерживаются выталкивающей плитой 4.
Для этой цели рабочая позиция 4 имеет множество гнезд 22, которые принимают и служат опорой нижней части каждого изделия 2, полученного формованием, которое захватывается выталкивающей плитой 4. Каждое приемное гнездо 22 опирается на одном конце на соответствующий стержень 23, причем другие концы различных стержней 23, входящих в гнезда 22, прикреплены к общей раме 24, управляемой линейным исполнительным механизмом, например поршень-цилиндровым устройством 25 с гидравлическим или пневматическим приводом, предназначенным для их перемещения между выдвинутым и отведенным положениями.
Кольцеобразный элемент 26, один из передних концов которого имеет кольцеобразную спиральную (закругленную) форму или конфигурацию 27 (фиг. 4), может продольно перемещаться коаксиально вокруг оси каждого приемного гнезда 22, тогда как другой конец кольцеобразного элемента 26 прикреплен к опорной плите 23, имеющей в зоне (месте), соответствующей каждому приемному гнезду, сквозное отверстие 29 такого диаметра, чтобы соответствующее гнездо 22 могло свободно проходить через него. Поверхность опорной плиты 28, обращенная в сторону рамы 24, соединена с одним или более соответствующими исполнительными механизмами, например, с парой поршень-цилиндровых устройств 30 с гидроприводом или пневмоприводом, опирающихся на опорную конструкцию, обозначенную в целом поз. 31, которая также несет устройство 25 с гидроприводом или пневмоприводом.
В свою очередь опорная конструкция 31 может быть повернута, например, на 90o вокруг оси 32 перпендикулярно направлению осей стержней 23 при помощи редукторного электродвигателя 33 (фиг. 5).
На поверхности извлекающей плиты 4, обращенной в сторону матрицы 6а и, следовательно, в сторону рабочей позиции 5, расположены соответствующие оправки 34 для загиба кромки, каждая из которых может входить в соответствующий кольцеобразный формообразующий элемент 27 для загиба кромки. Они предназначены прежде всего для входа в контакт с внутренней поверхностью края соответствующего изделия, извлеченного из матрицы 6а, когда плита 4 находится в позиции удаления изделия, затем они взаимодействуют с соответствующими кольцеобразными элементами 26, которые упираются в них за счет действия устройств 30 с гидроприводом или пневмоприводом для образования загнутого края или кромки изделия на рабочей позиции 5.
Для противодействия осевому усилию устройств 30 с гидроприводом или пневмоприводом извлекающую плиту 4 размещают рядом, например, с кареткой 35 на рабочей позиции 5, и эта каретка, хотя она и преодолевает осевое усилие во время закручивания или загиба кромки, не образует никакого препятствия для движения извлекающей плиты 4 между позицией удаления и рабочей позицией 5.
Цикл работы описанного средства извлечения достаточно прост. Во время стадии, на которой пуансон 6b и матрица 6a открыты, выталкиватели 12 освобождают формованные изделия 2 из соответствующих гнезд 7 матрицы, тогда как извлекающая плита 4 начинает перемещаться в позицию удаления (фиг. 5). Когда пресс полностью открыт, изделия 2 уже надеты на соответствующие оправки 34 для загиба кромки, и они передаются на рабочую позицию 5, при этом одновременно удаляются отходы 17, и пресс начинает закрываться (фиг. 1).
На рабочей позиции 5 приводятся в действие устройства 25 и 30 с гидроприводом или пневмоприводом для перемещения гнезд 22 в сторону оснований изделий 2 так, чтобы каждое изделие могло разместиться глубоко на его соответствующей оправке 34 и чтобы кольцеобразные элементы 26 могли переместиться в осевом направлении вдоль изделий таким образом, чтобы формообразующие элементы 27 оказались у наружной кромки изделий 2, охватив эту кромку по кругу, при этом изделия 2 закреплены на соответствующих оправках 34, чтобы действовать вместе с последними для загиба или закручивания кромки за счет пластической деформации в горячем состоянии, позволяющей использовать способность термопластичного материала, из которого сделаны изделия, поддаваться обработке в горячем состоянии, а также использования преимущества остаточного от термоформования тепла, сохраненного в значительном количестве (в любом случае значительно превышающем пороговое значение способности поддаваться обработке в горячем состоянии) в изделиях 2, тогда как сами изделия удерживаются прикрепленными к извлекающей плите 4 на таком же расстоянии друг от друга, как и в матрице 6a (фиг. 3).
После завершения операции по загибу кромки изделий 2 они удаляются с извлекающей плиты, например, соответствующей струей воздуха или другим соответствующим отсоединяющим средством и захватываются приемными гнездами 22, затем благодаря действию устройства 25 с гидроприводом или пневмоприводом они снимаются с извлекающей плиты вместе с кольцеобразными элементами 26 за счет действия устройств 30 с гидравлическим приводом или пневмоприводом, и после поворота конструкции 31 на 90o в результате действия редукторного электродвигателя 32 они передаются в штабелер, обозначенный в целом поз. 36 (фиг. 5), для укладки в стопу, как это обычно делают в данной области техники.
В варианте осуществления, показанном на фиг. 6-9, рабочая позиция 5 заменена сдвоенной позицией или позицией 40 для загиба кромки, содержащей множество кольцеобразных элементов 26 для загиба кромки, управляемых, например, устройством 30 с гидроприводом или пневмоприводом и, например, позицией 41 для просверливания оснований изделий 2.
Итак, после захвата изделий извлекающая плита 4 делает первую остановку с изделиями 2, прикрепленными к ней, на рабочей позиции 40, где на всех группах изделий загибают кромки, пока они все еще прикреплены к извлекающей плите 4 (фиг. 6 и 7), и вторую остановку на позиции сверления 41, где множество инструментов 42 (по одному для каждого изделия в формованной группе) просверливают основания изделий в результате осевого усилия линейного исполнительного механизма, например устройства 43 с гидроприводом или пневмоприводом (фиг. 8 и 9).
После просверливания извлекающая плита 4 освобождает изделие 2 и возвращается на позицию извлечения для начала другого рабочего цикла. В свою очередь просверленные изделия 2 удаляются с рабочей позиции 41 соответствующим образом для их штабелирования или иной обработки.
Фиг. 10 показывает вариант исполнения, в котором пресс 3 обслуживается двумя извлекающими плитами 4a и 4b, перемещаемыми попеременно на позицию извлечения и удерживающими формованные изделия 2, прикрепленные к ним таким образом, три последовательные операции обработки изделий можно осуществлять непосредственно после их удаления из пресс-формы, в то время как они остаются прикрепленными к ним на протяжении всех трех операций.
Для этой цели каждая извлекающая плита 4a и 4b поддерживается одним концом опорного рычага 45, другой конец которого прикреплен болтом 46, продольная ось которого расположена перпендикулярно плоскости, в которой расположена соответствующая извлекающая плита. Болт 46 управляется исполнительным механизмом, например редукторным электродвигателем 47 так, чтобы осуществлять угловые перемещения для смещения соответствующей извлекающей плиты между позицией извлечения и первой рабочей позицией, например позицией 40 загиба или завивания кромки. Каждый редукторный электродвигатель 47 с соответствующим элементом 46 установлен с возможностью перемещения по направляющей 48 посредством линейного исполнительного механизма, содержащего, например, отрезок цепи 49, приводимой редукторным электродвигателем 50.
В такой конструкции каждая извлекающая плита 4a, 4b установлена с возможностью (предназначена для) перемещения в позицию извлечения для захвата группы или комплекта формованных изделий 2 из матрицы 6a, для передачи изделий на первую рабочую позицию 40 посредством поворота ее соответствующего рычага 45, и затем, перемещаясь по соответствующей направляющей 48, она перемещается на вторую рабочую позицию, например позицию сверления 43, тогда как другая извлекающая плита смещается в позицию извлечения, и на третью рабочую позицию, например на позицию 51 маркировки снаружи.
Фиг. 11-14 показывают различные варианты исполнения извлекающей плиты 4.
Фиг. 11 показывает извлекающую плиту 4, снабженную оправками или вставками 34, каждая из которых имеет периферийный выступ 52, в который может упираться кромка термоформованного изделия 2. Каждая оправка 34 имеет одно или более аксиальных отверстий 53a, сообщающихся с основными отверстиями 53b, образованными, например, в корпусе извлекающей плиты 4, которые можно установить в положение, при котором они будут сообщаться через трубопровод 54 с всасывающим насосом 56, управляемым электродвигателем 57, причем трубопровод 54 можно перекрыть, например, посредством клапана 55 с электромагнитным управлением.
Когда во время стадии извлечения плита 4 смещается к изделиям 2, оправки 34 устанавливаются в положение, при котором они сообщаются с всасывающим насосом 56, чтобы способствовать частичному насаживанию каждого изделия для размещения его у упора 52 его соответствующей оправки. Как только изделия 2 будут переданы на рабочую позицию, запрограммированный блок управления, который не показан на чертежах, приводит в действие клапан 55 с электромагнитным управлением, который устанавливает трубопровод 54 в положение, при котором трубопровод 54 сообщается с окружающей атмосферой и таким образом прекращается действие удерживающей силы, создаваемой отрицательным давлением, образованным ранее внутри каждого изделия, в результате этого изделия можно освободить и удалить с удерживающей плиты 4.
В варианте исполнения, показанном на фиг. 12, выступ 52 каждой вставки или оправки 34 выполнен с кольцевой канавкой 58, которая действует в качестве гнезда для упругой уплотнительной манжеты 59, которая предназначена для ввода ее в контакт с внутренней поверхностью изделий 2 с возможностью отсоединения. В этом случае отсутствует необходимость в создании отрицательного давления внутри изделий 2 для их удержания на их соответствующих оправках, и насос 56 будет представлять собой насос нагнетательного типа для подачи струи воздуха в конце операции обработки изделий с целью удаления их с извлекающей плиты 4.
В соответствии с вариантом исполнения, показанным на фиг. 13, предусмотрено средство для удерживания изделий 2 на соответствующих оправках 34, которые содержат одну или более присосок 60, расположенных в передней выемке 61 в каждой соответствующей вставке или оправке 34, и могут перемещаться против направления усилия, создаваемого пружиной 62. Каждая присоска сообщается с насосом 56 по существу так же, как в варианте осуществления по фиг. 11.
Под изделием 2, удерживаемым на извлекающей плите 4, показана плита 70, которая может перемещаться в сторону изделия 2 и от него для размещения этикетки, обозначенной в целом поз. 71 на внешней стороне основания.
Фиг. 14 показывает вариант исполнения средства для удержания изделий 2 на соответствующих оправках 34, содержащего, по меньшей мере, два выступа 63, выступающих из соответствующего элемента управления 64, который установлен с возможностью поворота на извлекающей плите 4 и может управляться (например, посредством реечного механизма, приводимого соответствующим линейным исполнительным механизмом типа обозначенного в целом поз. 66) для осуществления частичных угловых смещений в обоих направлениях, тем самым перемещая соответствующие выступы либо в сторону выступа 52 на оправке в позицию контакта или от выступа 52 в позицию отсоединения. Такая конструкция особенно предпочтительна для удержания изделий 2 на извлекающей плите 4 снаружи. На этой фигуре схематически показано устройство 41 для сверления основания изделий, при котором каждая оправка также служит опорой соответствующей головке 65, выполненной с аксиальными отверстиями, соответствующими каждому отверстию, которое должно быть образовано в основаниях изделий, причем головка 65 предназначена для того, чтобы упираться в основания изделий, служа в качестве упорного диска для предотвращения деформации оснований изделий и в качестве направляющей для сверл.
Следует отметить, что описанное устройство для извлечения и обработки изделий позволяет просто и надежно выполнять одну или более операций обработки на группе или на ряде изделий, формованных из листовых термопластов в пресс-форме, во время одного или более циклов формования на установке для формования листовых термопластов сразу же после удаления изделий из пресса.
Описанное выше устройство для извлечения и обработки изделий может быть выполнено со многими модификациями и изменениями в рамках объема защиты, определенного формулой настоящего изобретения.
Так, например, то же самое устройство может также обслуживать пресс, в котором матрица установлена сверху, а пуансон снизу, и в котором обе части пресс-формы перемещаются в горизонтальной плоскости.
Изобретение относится к устройствам для извлечения или удаления и обработки изделий, формованных в форме для формования листовых термопластов. Устройство для удаления формованных из листового термопласта изделий из установки для формования листовых термопластов и обработки данных изделий содержит один или ряд узлов или рабочих позиций для обработки формованных из листового термопласта изделий, изготовленных в установке для формования термопластов, причем указанные узлы или рабочие позиции расположены последовательно непосредственно за установкой для формования листовых термопластов, и, по меньшей мере, одну извлекающую плиту, предназначенную для синхронного перемещения с установкой для формования листовых термопластов между позиций, в которой плита захватывает группу изделий и удаляет ряд формованных из листового термопласта изделий из установки для формования листовых термопластов, и положением, в котором плита, по меньшей мере, установлена в одной рабочей позиции, предназначенной для обработки или манипулирования удаленными изделиями и удерживания их закрепленными на ней во время соответствующей обработки или манипулирования. Устройство обеспечивает использование его в установке для формования с матрицей, расположенной сверху или снизу пуансона. 10 з.п.ф-лы, 14 ил.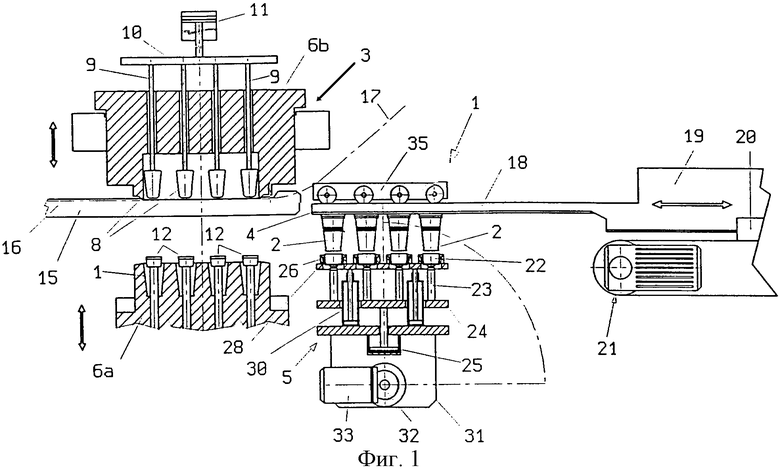
| СПОСОБ ПЕРЕЭТЕРИФИКАЦИИ ЖИРА И/ИЛИ МАСЛА БИОЛОГИЧЕСКОГО ПРОИСХОЖДЕНИЯ ПУТЕМ АЛКОГОЛИЗА | 2000 |
|
RU2263660C2 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Приспособление для удаления изделий с формовочного устройства | 1984 |
|
SU1378778A3 |
| DE 3928301 A1, 28.02.1991 | |||
| DE 3724178 C1, 09.06.1988 | |||
| US 4560339 A, 24.12.1985 | |||
| Устройство для удаления резиновых изделий из пресс-формы | 1983 |
|
SU1154093A1 |
