ЗАЯВЛЕНИЕ ОТНОСИТЕЛЬНО ФИНАНСИРУЕМЫХ ИЗ ФЕДЕРАЛЬНОГО БЮДЖЕТА ИССЛЕДОВАНИЯ ИЛИ РАЗРАБОТКИ
Правительство Соединенных Штатов имеет права на настоящее изобретение в соответствии с Грантом № NSF DMR0934157 Национального Научного Фонда и Университета Техас-Пан Американ, и по Контракту № DE-AC04-94AL85000 между Министерством энергетики США и Sandia Corporation для работы Сандийских национальных лабораторий.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
Настоящее изобретение в основном относится к области изготовления волокон. Более конкретно, изобретение относится к волокнам с диаметрами микронного и субмикронного размера.
2. Уровень техники
Волокна, имеющие маленькие диаметры (например, от микрометровых («микронных») до нанометровых («нано»)), используются во многих отраслях от швейной промышленности до военных вариантов применения. Например, в биомедицинской отрасли проявляется большой интерес к разработке структур, основанных на нановолокнах, которые создают каркасные конструкции для роста ткани, чтобы эффективно поддерживать живые клетки. Текстильная отрасль весьма заинтересована в нановолокнах, поскольку нановолокна имеют большую площадь поверхности в расчете на единицу массы, чем создают легкие, но имеющие высокую износоустойчивость предметы одежды. В качестве одного из типов, углеродные нановолокна применяются, например, в армированных композитных материалах, для регулирования теплообмена, и в упрочненных эластомерах. Многочисленные потенциальные варианты применения волокон с малыми диаметрами разрабатываются по мере усовершенствования возможностей изготовления и контроля их химических и физических свойств.
Важным свойством твердой поверхности является супергидрофобность, которая может быть продемонстрирована высоким краевым углом («СА») смачивания в контакте с водой, составляющим >150°. Супергидрофобные поверхности, наряду с наличием низкого гистерезиса краевого угла смачивания, обычно менее 10°, будут дополнительно иметь свойства самоочистки. Эти свойства поверхности являются перспективными для ряда вариантов применения, таких как лобовые стекла автомобилей, самоочищающееся оконное стекло, необмерзающие поверхности, текстильные материалы, строительство, краски, микрофлюидные структуры, литий-воздушные батареи, и солнечные элементы, и это только некоторые примеры. Супергидрофобность была достигнута либо декорированием поверхности структурными элементами нано-микро-масштаба из материалов с низкой поверхностной энергией, либо попытками разработать нановолоконные маты или мембраны, составленные из материалов с низкой поверхностной энергией. Для создания таких поверхностей были разработаны разнообразные способы, такие как травление, литография, механические растяжение, технологии послойного ламинирования, фазового разделения, электрохимического осаждения, химического осаждения из паровой фазы, и электропрядения.
В случае формирования волокна из фторполимеров (превосходных кандидатов на получение супергидрофобной поверхности благодаря их исключительно низким поверхностным энергиям), были предприняты разнообразные попытки создания волоконных матов. Фторполимеры квалифицируют как «обрабатываемые без плавления», и, с учетом их чрезвычайно низкой диэлектрической проницаемости, обработка этих материалов была затруднительной. Сведений о стабильном способе получения ультратонких фторполимеров (таких как волокно из чистого Teflon AF) путем электропрядения или любым иным способом не опубликовано. Были предприняты некоторые попытки, разъясняемые ниже.
Был предложен одностадийный способ получения микро- и нановолокон из полимера, который имеет исключительно высокую вязкость расплава, такого как PTFE (политетрафторэтилен), с использованием одностадийной технологии без применения растворителя. Смесь PTFE (порошок PTFE 601А или 7А от фирмы DuPont) и газа под высоким давлением, такого как азот и аргон (до 40%), вдували через нагретое (от 260°С до 360°С) сопло из нержавеющей стали. Результатом процесса было небольшое количество волокнистого материала из чистого PTFE, где наблюдалось минимальное число волокон с диаметрами не менее 30-40 нм и длинами не более 3-4 мм, погруженных внутрь прочих структур. Степень фибриллирования была более высокой в полученных струйным раздувом волокнах, обработанных при температуре выше температуры плавления материала (например, 350°С для порошка PTFE 601А или 7А). Краевой угол смачивания в контакте с водой полученных волокон наблюдался при 147°.
Электропрядение представляет собой общеизвестный способ получения микро- и нановолокон. Первая попытка провести электропрядение PTFE была предпринята в условиях электропрядения водной дисперсии PTFE в дистиллированной воде с неионным смачивающим агентом и стабилизатором. Полученный электропрядением материал осаждали на предметное стекло, покрытое проводящим оксидом олова, легированным фтором, закрепленное на горячей плитке с температурой 150°С. Результатом процесса стало распыление материала вместо формирования непрерывных волокон. Полученный электрораспылением материал PTFE дополнительно нагрели для удаления воды и смачивающего агента. PTFE-покрытие немедленно после напыления было гидрофильным вследствие присутствия смачивающего агента, который затем был удален нагреванием при температуре 265°С на воздухе или 190°С в вакууме. После этого процесса покрытие показало краевой угол смачивания в контакте с водой не выше 167° с углом соскальзывания капли 2°.
В еще одном способе формирования фторполимерных волокон смесь расходной матрицы и желательного фторполимера используют в процессе электропрядения для получения смешанных волокон. Затем удаляют расходную матрицу, оставляя волокна, которые главным образом состоят из фторполимера. Например, электропрядению подвергали эмульсию смеси поливинилового спирта («PVA») и PTFE в деминерализованной воде. PVA удалили спеканием полученного электропрядением материала с образованием фторполимерных волокон. Электропрядение дало некоторые тонкие волокна (300 нм), но в основном неоднородные волокна из PVA/PTFE при массовом соотношении в эмульсии 30:70. Повышение содержания PVA привело к однородным волокнам, но с увеличенным диаметром волокон. Исследования методами DSC (дифференциальной сканирующей калориметрии) и ATR-FTIR (инфракрасной спектрометрии ослабления общего отражения с преобразованием Фурье) до и после спекания подтвердили полное удаление расходного полимера, PVA, из полученного электропрядением материала. Однако после спекания композитные волокна сплавились в местах пересечений, сформировав пористую мембрану. В общем же этим способом волокна как конечный материал не получены.
В еще одном способе фторполимерные волокна могут быть получены в процессе, в котором непрерывно наносят покрытие из фторполимера на пригодный к электропрядению сердцевинный полимерный материал. Например, фторполимер (например, Teflon AF) может быть непрерывно нанесен на пригодный к электропрядению полимер (например, поликапролактон, «PCL»), который используют в качестве сердцевинного материала, с образованием супергидрофобных коаксиальных волокон. В качестве оболочечного материала использовали Teflon AF 2400, 1%-ный раствор в растворителе Fluorinert FC-75 (400-S1-100-1, продаваемый фирмой DuPont), и PCL, растворенный в 2,2,2-трифторэтаноле (TFE, чистота 99,8%), применяли в качестве сердцевинного материала. Однородные коаксиальные волокна с диаметром в пределах ~1-2 мкм были сформированы с 10% по весу PCL в качестве сердцевины при величине расхода подачи 1,5 мл/час и 1% оболочки из Teflon при величине расхода подачи 1 мл/час. Коаксиальное волокно из PCL/Teflon AF проявляло краевой угол смачивания при контакте с водой 158, и краевой угол смачивания при контакте с додеканом около 130, тогда как в таких же условиях значения для волокна только из PCL составляли 125 и 0, соответственно. В качестве сердцевинного материала могут быть использованы другие материалы (например, поливинилиденфторид или полиакрилонитрил).
С методами коаксиального электропрядения связаны многочисленные проблемы. Способы коаксиального электропрядения, как правило, проявляют отсутствие однородности среди наблюдаемых волокон. В дополнение, сердцевина не всегда присутствует как сердцевина, и оболочка в основном не представляет собой однородное покрытие на сердцевинном материале. В дополнение, способ формирования коаксиальных волокон является сложным и расходует значительные количества растворителей. В то время как некоторые немногие попытки были предприняты для получения волокон из чистого фторполимера, ввиду вышеуказанных недостатков нет сведений о попытках простого масштабирования до промышленного применения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Способ получения волокон включает стадию, в которой композицию, которая включает один или более фторполимеров, помещают в корпус устройства для получения волокна. Устройство для получения волокна включает корпус, имеющий одно или более отверстий и соединительный элемент. В корпус устройства для получения волокна поступает материал, перерабатываемый в волокно. Устройство для получения волокна может быть соединено с приводным устройством с помощью соединительного элемента. Для изготовления волокна устройство для получения волокна приводят во вращение со скоростью по меньшей мере около 500 об/мин. Вращение устройства для получения волокна заставляет композицию в корпусе проходить через одно или более отверстий для формирования микроволокон и/или нановолокон, содержащих один или более фторполимеров. Полученные микроволокна и/или нановолокна могут быть собраны и использованы для разнообразных вариантов применения. В отличие от других способов формирования микроволокон и/или нановолокон, содержащих один или более фторполимеров, микроволокна и/или нановолокна создаются без подвергания волокон во время их создания воздействию приложенного извне электрического поля.
В некоторых вариантах исполнения один или более фторполимеров смешивают с растворителем для получения композиции в виде смеси одного или более фторполимеров в растворителе, и помещают композицию в устройство для получения волокна. Один или более фторполимеров могут представлять собой политетрафторэтиленовый полимер. Фторполимеры могут быть, по меньшей мере частично, растворены в растворителе (например, фторированном растворителе).
Микроволокна и/или нановолокна могут быть получены при комнатной температуре. В отличие от других способов формирования фторполимерных волокон, волокна могут быть сформированы из композиции, которая состоит по существу из одного или более фторполимеров в растворителе (например, не включает сердцевинного или расходного полимера). Микроволокна и/или нановолокна, выполненные из фторполимеров, могут быть использованы для формирования тканей или в качестве гидрофобного покрытия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Преимущества настоящего изобретения станут очевидными квалифицированным специалистам в этой области технологии, имеющим благоприятную возможность располагать нижеследующим подробным описанием вариантов исполнения и с привлечением сопроводительных чертежей, в которых:
Фиг.1А изображает вид сверху одного варианта исполнения устройства для получения волокна, которое включает одиночную тарелку с многочисленными периферийными отверстиями;
Фиг.1В изображает вид сбоку одного варианта исполнения устройства для получения волокна, которое включает одиночную тарелку с многочисленными периферийными отверстиями;
Фиг.1С изображает перспективный вид одного варианта исполнения устройства для получения волокна, которое включает одиночную тарелку с многочисленными периферийными отверстиями;
Фиг.2 изображает один вариант исполнения устройства для сбора волокна;
Фиг.3А показывает вид сверху установки для получения волокна, которая включает устройство для получения волокна, изображенное в фиг.1, и накопительную стенку;
Фиг.3В показывает перспективный вид установки для получения волокна, которая включает устройство для получения волокна, изображенное в фиг.1, и накопительную стенку;
Фиг.4 изображает один вариант исполнения стержня для сбора волокна;
Фиг.5А показывает вид сверху установки для получения волокна, которая включает устройство для получения волокна, изображенное в фиг.1, накопительную стенку и сборные стержни;
Фиг.5В показывает перспективный вид установки для получения волокна, которая включает устройство для получения волокна, изображенное в фиг.1, накопительную стенку и сборные стержни;
Фиг.6А показывает, частично в разрезе, перспективный вид одного варианта исполнения системы для получения волокна;
Фиг.6В изображает вид в разрезе системы для получения волокна;
Фиг.7А показывает, частично в разрезе, перспективный вид одного варианта исполнения герметизированной системы для получения волокна;
Фиг.7В изображает вид в разрезе герметизированной системы для получения волокна;
Фиг.8А показывает, частично в разрезе, перспективный вид одного варианта исполнения системы для получения волокна, имеющей клапаны, размещенные во впускных/выпускных отверстиях;
Фиг.8В изображает вид в разрезе системы для получения волокна, имеющей клапаны, размещенные во впускных/выпускных отверстиях;
Фиг.9А показывает, частично в разрезе, перспективный вид одного варианта исполнения системы для получения волокна, имеющей клапаны, которая включает термоэлектрический охладитель;
Фиг.9В изображает вид в разрезе системы для получения волокна, имеющей клапаны, которая включает термоэлектрический охладитель;
Фиг.10А показывает, частично в разрезе, перспективный вид одного варианта исполнения системы для получения волокна, имеющей сборные устройства;
Фиг.10В изображает вид в разрезе системы для получения волокна, имеющей сборные устройства;
Фиг.11А показывает перспективный вид одного варианта исполнения устройства для получения волокна, которое включает три тарелки с многочисленными периферийными отверстиями;
Фиг.11В показывает вид сверху одного варианта исполнения устройства для получения волокна, которое включает три тарелки с многочисленными периферийными отверстиями;
Фиг.11С показывает вид сбоку одного варианта исполнения устройства для получения волокна, которое включает три тарелки с многочисленными периферийными отверстиями;
Фиг.12А показывает вид сверху установки для получения волокна, которая включает устройство для получения волокна, как изображенное в фиг.11, и накопительную стенку;
Фиг.12В показывает перспективный вид установки для получения волокна, которая включает устройство для получения волокна, как изображенное в фиг.11, и накопительную стенку;
Фиг.13 изображает один вариант исполнения устройства для получения волокна, которое включает шприц, поршень и разнообразные иглы, а также опорное устройство шприца;
Фиг.14А изображает перспективный вид одного варианта исполнения устройства для получения волокна, которое включает шприц, закрепленный на опорном устройстве шприца, где шприц оснащен иглой и поршнем;
Фиг.14В изображает вид снизу одного варианта исполнения устройства для получения волокна, которое включает шприц, закрепленный на опорном устройстве шприца, где шприц оснащен иглой и поршнем;
Фиг.15А изображает перспективный вид одного варианта исполнения опорного устройства шприца;
Фиг.15В изображает вид снизу одного варианта исполнения опорного устройства шприца;
Фиг.16 изображает один вариант исполнения, который включает шприц, закрепленный на опорном устройстве шприца, где шприц оснащен иглой и поршнем;
Фиг.17 изображает альтернативный вариант исполнения опорного устройства шприца;
Фиг.18А показывает вид сверху установки для получения волокна, которая включает устройство для получения волокна на основе шприца и накопительную стенку;
Фиг.18В показывает перспективный вид установки для получения волокна, которая включает устройство для получения волокна на основе шприца и накопительную стенку;
Фиг.19А показывает, частично в разрезе, перспективный вид одного варианта исполнения системы для получения волокна, имеющей устройство для получения волокна на основе шприца;
Фиг.19В изображает вид в разрезе системы для получения волокна, имеющей устройство для получения волокна на основе шприца;
Фиг.20А изображает перспективный вид одного варианта исполнения устройства для получения волокна, которое включает вогнутый резервуар;
Фиг.20В изображает вид сверху одного варианта исполнения устройства для получения волокна, которое включает вогнутый резервуар;
Фиг.20С изображает вид сбоку одного варианта исполнения устройства для получения волокна, которое включает вогнутый резервуар;
Фиг.21А показывает вид сверху установки для получения волокна, которая включает устройство для получения волокна, имеющее вогнутый резервуар;
Фиг.21В изображает перспективный вид установки для получения волокна, которая включает устройство для получения волокна, имеющее вогнутый резервуар;
Фиг.22А изображает перспективный вид одного варианта исполнения устройства для получения волокна, которое включает верхнюю тарелку и нижнюю тарелку, где верхняя и нижняя тарелки разделены микросетчатым материалом;
Фиг.22В изображает вид сверху одного варианта исполнения устройства для получения волокна, которое включает верхнюю тарелку и нижнюю тарелку, где верхняя и нижняя тарелки разделены сетчатым материалом;
Фиг.22С изображает вид сбоку одного варианта исполнения устройства для получения волокна, которое включает верхнюю тарелку и нижнюю тарелку, где верхняя и нижняя тарелки разделены сетчатым материалом;
Фиг.23А показывает вид сверху установки для получения волокна, которая включает устройство для получения волокна, имеющее сетчатый материал;
Фиг.23В показывает перспективный вид установки для получения волокна, которая включает устройство для получения волокна, имеющее сетчатый материал;
Фиг.24 изображает альтернативный вариант устройства для получения волокна на основе шприца;
Фиг.25 изображает устройство для получения волокна, которое включает многочисленные концы шприцов;
Фиг.26А-26D показывают полученные с использованием сканирующего электронного микроскопа (SEM) изображения наноразмерных PTFE-волокон, изготовленных центрифугальным прядением;
Фиг.27А показывает капли воды на предметном стекле, покрытом PTFE-нановолоконным матом;
Фиг.27В показывает увеличенное изображение водяных капель из фиг.25А;
Фиг.27С показывает замороженные водяные капли на предметных стеклах с PTFE-нановолоконным матом; и
Фиг.28 изображает установку для сбора волокна в пряжу.
В то время как изобретение может быть восприимчиво к разнообразным модификациям и альтернативным формам, конкретные варианты его осуществления показаны в качестве примера в чертежах и будут здесь подробно описаны. Чертежи могут быть не в масштабе. Однако должно быть понятно, что чертежи и подробное описание их не предполагают ограничения изобретения конкретными раскрытыми формами, но, напротив, изобретение охватывает все модификации, эквиваленты и альтернативные варианты, попадающие в пределы смысла и области изобретения, как определяемых пунктами прилагаемой патентной формулы.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Должно быть понятно, что настоящее изобретение не ограничивается конкретными устройствами или способами, которые, конечно, могут варьировать. Также должно быть понятно, что используемая здесь терминология предназначена только для цели описания конкретных вариантов исполнения, и не предполагается быть ограничивающей. Как применяемые в этом описании и пунктах прилагаемой патентной формулы, формы единственного числа «a», «an» и «the» включают объекты в единственном и множественном числе, если содержание конкретно не оговаривает иного. Кроме того, слово «может» используется на всем протяжении настоящей заявки в рекомендательном смысле (то есть, имеющим потенциал в отношении чего-то, способным на что-то), но не в обязательном смысле (то есть, «должен»). Термин «включать», и его производные, означает «включающий, но не ограничивающийся». Термин «связанный» означает непосредственно или косвенно соединенный.
Термины «заключать в себе» (и любая форма слова «заключать в себе», такая как «заключает в себе» и «заключающий в себе»), «иметь» (и любая форма слова «иметь», такая как «имеет» и «имеющий»), «включать» (и любая форма слова «включать», такая как «включает» и «включающий»), и «содержать» (и любая форма слова «содержать», такая как «содержит» и «содержащий»), являются неограничивающими глаголами-связками. В качестве способа или устройства, который(-ое) «заключает в себе», «имеет», «включает» или «содержит» одну или более стадий или один или более элементов, располагает этими одной или более стадиями или одним или более элементами, но не ограничивается обладанием только этими одной или более стадиями или одним или более элементами. Подобным образом, один элемент устройства, который «заключает в себе», «имеет», «включает» или «содержит» один или более признаков, обладает этими одним или более признаками, но не ограничивается обладанием только этими одним или более признаками.
Здесь описаны устройства и способы создания фторполимерных волокон, таких как микроволокна и нановолокна. В обсуждаемых здесь способах обработки фторполимеров используются центробежные силы. Также описаны устройства, которые могут быть применены для создания фторполимерных волокон. Некоторые подробности относительно создания волокон с использованием центробежных сил можно найти в следующих опубликованных Патентных Заявках США: 2009/0280325; 2009/0269429; 2009/0232920; и 2009/0280207, все из которых включены здесь ссылкой.
Один вариант исполнения устройства для получения волокна показан в фиг.1. Устройство 100 для получения волокна включает верхнюю тарелку 101, которая связана с нижней тарелкой 103. Нижняя тарелка 103 действует как резервуар, в который может быть помещен материал. Покровная тарелка 105 резервуара может быть размещена поверх нижней тарелки 103 для регулирования разбрызгивания, и также для создания отверстий 106, чтобы текучая среда вытекала из резервуара. Покровная тарелка 105 резервуара имеет круглое отверстие, чтобы обеспечить возможность введения предназначенного для прядения материала. В этом типе устройства для получения волокна типичные количества материала варьируют от 50-100 мл, но могут быть использованы количества меньше этих, а также количества больше этих, так как размер резервуара и устройства для получения волокна в каждом случае может варьировать. Облицовка периметра нижней тарелки 103 представляет собой канал 104 для выхода материала. В то время как устройство для получения волокна находится в быстром вращении, материал будет в основном следовать по этому каналу. Материал выходит из устройства для получения волокна через одно или более отверстий 106 и покидает устройство для получения волокна вдоль канала 104. Иначе говоря, верхняя тарелка 101 и/или нижняя тарелка 103 имеют одно или более периферийных отверстий 106 вдоль периметра резервуара, как показано. В некоторых вариантах исполнения одно или более периферийных отверстий 106 включают многочисленные периферийные отверстия.
В одном альтернативном варианте исполнения между верхней тарелкой 101 и нижней тарелкой 103 может присутствовать периферийный зазор, через который вытекает материал в нижней тарелке. Размер периферийного зазора может быть отрегулирован изменением расстояния между верхней тарелкой 101 и нижней тарелкой 103. Этим путем, когда устройство 100 для получения волокна вращается, материал может проходить через периферийный зазор и перемещаться вдоль канала 104, через который материал может выходить из устройства для получения волокна.
Отверстие 107 конфигурировано для присоединения к приводному устройству, такого как посредством универсального резьбового соединения. Подходящие приводные устройства включают имеющиеся в продаже на рынке электрические двигатели с регулируемым числом оборотов, такие как бесколлекторный двигатель постоянного тока. Ось 108 вращения устройства 100 для получения волокна проходит по центру и вертикально через отверстие 107, перпендикулярно верхней тарелке 101. Устройство 100 для получения волокна может быть использовано для прядения из расплава или прядения из раствора. В определенных вариантах исполнения устройство 100 для получения волокна вращается в течение 300-2000 секунд для формирования микроволокон и/или нановолокон. Устройство 100 для получения волокна также может работать в непрерывном режиме в течение более длительных периодов времени.
Волокна, созданные с использованием описываемых здесь устройств для получения волокна, могут быть собраны с помощью разнообразных устройств для сбора волокон. Разнообразные примерные устройства для сбора волокон обсуждаются ниже, и каждое из этих устройств может быть скомбинировано с еще одним устройством.
Простейшим способом сбора волокон является сбор волокон на внутренней поверхности накопительной стенки, которая окружает устройство для получения волокна (например, см. накопительную стенку 200, показанную в фиг.2). Волокна обычно собирают с накопительных стенок, подобных накопительной стенке 200, в виде несотканных волокон.
Конструкция устройства для получения волокна определяется аэродинамическими условиями течения внутри камеры (например, высота накопительной стенки или стержня; их местоположение). Аэродинамические условия потока могут быть проанализированы, например, с помощью компьютерного моделирования, такого как Вычислительная Динамика Текучих Сред (CFD). Вращающееся устройство для получения волокна создает аэродинамическое течение, локализованное внутри описываемых здесь устройств. Это течение может обусловливаться, например, скоростью, размером и формой устройства для получения волокна, а также местоположением, формой и величиной устройства для сбора волокна. Промежуточная стенка, размещенная снаружи накопительной стенки, также может оказывать влияние на аэродинамические условия течения. Промежуточная стенка может влиять на аэродинамические условия течения, например, созданием турбулентности в потоке. Размещение промежуточной стенки может быть необходимым, чтобы обеспечивать накопление волокон на устройстве для сбора волокна. В определенных вариантах исполнения расположение промежуточной стенки может быть определено экспериментальным путем. В одном варианте исполнения устройство для получения волокна действует в присутствии устройства для сбора волокна и промежуточной стенки, под наблюдением, собираются ли или нет волокна на устройстве для сбора волокна. Если волокна не собираются надлежащим образом на устройстве для сбора волокна, положение промежуточной стенки перемещают (например, делая ее диаметр меньшим или бульшим, или делая промежуточную стенку более длинной или более короткой), и опять проводят эксперимент, чтобы увидеть, достигнут ли надлежащий сбор волокон. Этот процесс может быть повторен до тех пор, пока волокна не будут надлежащим образом собираться на устройстве для сбора волокна.
Застойная зона может возникать, например, в месте вращения устройства для получения волокна (таком как центральная часть вращающегося устройства для получения волокна). Устройство для получения волокна обычно конструируют таким образом, чтобы не нарушалась застойная зона. Если устройство для получения волокна не сконструировано правильно в отношении застойной зоны, то, как правило, волокна с желательными характеристиками не образуются.
Обычно волокна собираются на накопительной стенке или оседают на другой(-гих) предназначенной(-ных) для этого структуре(-рах) в застойной зоне. Температура также играет роль в отношении размера и морфологии сформированных волокон. Если, например, накопительная стенка является относительно более горячей, чем температура окружающей среды, то волокна, собранные на накопительной стенке, могут объединяться, приводя к образованию пучков и/или свариванию отдельных волокон. В некоторых вариантах исполнения температуру промежуточной стенки можно регулировать, например, таким путем, как продувание газа (например, воздуха, азота, аргона, гелия) между промежуточной стенкой и накопительной стенкой. Путем регулирования величины расхода потока, типа и температуры этого продувочного газа можно контролировать температуру и морфологию волокон. Параметры стенки (например, высота, местоположение, и т.д.) также могут влиять на морфологию волокон.
Промежуточная стенка также может быть использована для регулирования, корректирования и/или влияния на аэродинамические условия течения внутри устройства. Аэродинамический поток обычно направляет волокна для оседания их на одном или более устройствах для сбора волокна. Если при формировании несвязанные волокна плавают в установке (вследствие своей очень маленькой массы) без оседания на одно или более устройств для сбора волокна, есть вероятность того, что, например, промежуточная стенка позиционирована неправильно, или расположено(-ны) неправильно устройство(-ва) для сбора волокна, и/или аэродинамические условия течения неправильно поняты. Промежуточная стенка обычно является более высокой, чем любая накопительная стенка, которая может быть применена (например, на величину от около 1,1 до около 3 раз выше, чем накопительная стенка). Промежуточная стенка может окружать накопительную стенку на расстоянии от около 1 дюйма до около 5 дюймов (25,4-127 мм), или от около 2 дюймов до около 4 дюймов (50,8-101,6 мм), или около 3 дюймов (76,2 мм). Промежуточная стенка может быть больше на величину от около 10% до около 30% (например, больше на 20%), чем накопительная стенка. Промежуточная стенка может быть сегментированной, и может иметь одно или более отверстий в ней.
Фиг.3А показывает вид сверху установки для получения волокна, которая включает устройство для получения волокна, как изображенное в фиг.1, и накопительную стенку 200. Фиг.3В показывает перспективный вид установки для получения волокна, которая включает устройство для получения волокна, как изображенное в фиг.1, и накопительную стенку 200. Как изображено, устройство 100 для получения волокна вращается по часовой стрелке вокруг оси вращения, и материал выходит из отверстий 106 устройства для получения волокна в виде волокон 320 по разнообразным траекториям 310. Волокна собираются на внутренней стороне окружающей накопительной стенки 200.
Если цель состоит в сборе однонаправленных и длинных волокон, на надлежащем расстоянии от устройства для получения волокна может быть предусмотрен и размещен сборный стержень. Одним примером тому является сборный стержень 400, как показанный в фиг.4. Один или более сборных стержней (подобных стержню 400) обычно размещают на расстоянии от около 1 дюйма до около 10 дюймов (25,4-254 мм), или от около 5 дюймов до около 7 дюймов (127-177,8 мм), или около 6 дюймов (152,4 мм) от центра устройства для получения волокна. Один или более сборных стержней могут быть позиционированы вдоль периметра внутренней стороны накопительной стенки. Сборный стержень может быть неподвижным во время сбора волокон, или может вращаться во время сбора. Стержни такой природы могут быть выполнены из любого подходящего материала, который будет придавать им значительную жесткость, такого как жесткие полимеры (например, поликарбонаты) или металлы (например, алюминий или нержавеющая сталь). В некоторых вариантах исполнения, где сборный стержень или стержни должны вращаться, стержни могут быть закреплены на конструкции типа пластины, которая, вместе с устройством для получения волокна, присоединена к приводному устройству. Несущая стержни пластина и устройство для получения волокна могут быть сопряжены друг с другом таким образом, чтобы обеспечивать возможность вращения в одном и том же направлении или в противоположных направлениях, в результате вращения единственного приводного устройства. Диаметр стержня может составлять от около 0,1 дюйма до около 1 дюйма (2,54-25,4 мм), или от около 0,2 дюйма до около 0,5 дюйма (5,08-12,7 мм), или может составлять около 0,25 дюйма (6,35 мм), но могут быть использованы многочисленные другие размеры, в зависимости от конфигурации устройства для получения волокна. Например, стержень может вращаться со скоростью от около 50 до около 250 об/мин. Сборные стержни могут быть использованы в сочетании с накопительными стенками и промежуточными стенками для максимизации сбора волокон.
Фиг.5А показывает вид сверху установки для получения волокна, которая включает устройство для получения волокна, как изображенное в фиг.1, накопительную стенку и сборные стержни. фиг.5В показывает перспективный вид установки для получения волокна, которая включает устройство для получения волокна, как изображенное в фиг.1, накопительную стенку и сборные стержни. Как изображено, устройство 100 для получения волокна вращается по часовой стрелке вокруг оси вращения, и материал выходит из отверстий 106 устройства для получения волокна в виде волокон 510 по разнообразным траекториям 520. Волокна собираются на внутренней стороне окружающей накопительной стенки 200 и на сборных стержнях 400.
Условия среды, в которой создаются волокна, могут оказывать влияние на разнообразные свойства этих волокон. Например, некоторые металлические волокна, такие как железные волокна, реагируют с окружающим воздухом (становясь покрытыми оксидами железа). Для таких вариантов применения является предпочтительным замещение окружающего воздуха инертным газом (например, азотом, гелием, аргоном). Условия влажной среды могут оказывать вредное влияние на поверхности многих полимерных волокон, таких как волокна из полиэтиленоксида (РЕО). Поэтому для обработки некоторых материалов является предпочтительным снижение уровней влажности. Подобным образом, для разработки лекарственных средств могут потребоваться стерильные условия, которое не поддерживаются в условиях окружающей среды, поэтому в таких ситуациях предпочтительна стерильная среда.
«Среда» имеет отношение к внутреннему пространству, определяемому корпусом, которой окружает компоненты устройства для получения волокна. Для определенных вариантов применения среда может представлять собой просто атмосферный воздух. При желании воздух может вдуваться в среду. Для других вариантов применения в среде могут быть созданы условия низкого давления, такие как от около 1 мм рт.ст. до около 760 мм рт.ст. (133,3 Па - 101,3 кПа), или с давлением в любом производном из этого диапазоне, с использованием, например, вакуумного насоса. В альтернативном варианте, в среде может быть создано высокое давление, такое как условия, варьирующие от 761 мм рт.ст. (101,46 кПа) до 4 атм (0,405 МПа) или выше, с использованием, например, высоконапорного насоса. Температура среды может быть снижена или повышена, как желательно, применением систем нагревания и/или охлаждения, которые описываются ниже. Уровень влажности среды может быть изменен с использованием увлажнителя, и может варьировать от 0% до 100%-ной влажности. Для определенных вариантов применения, таких как разработка лекарственного препарата, среда может быть сделана стерильной. Если каждый из компонентов устройства изготовлен, например, из нержавеющей стали, то все детали могут быть стерилизованы по отдельности и собраны, например, в чистом помещении в условиях, которые обеспечивают стерильность устройства.
Некоторые типы источников нагревания и охлаждения могут быть использованы в устройствах и способах, как обсуждаемых здесь, для независимого контроля температуры, например, устройства для получения волокна, накопительной стенки, промежуточной стенки, материала и/или среды внутри установки. Примеры источников тепла, которые могут быть использованы, включают резистивные нагреватели, индукционные нагреватели и ИК-нагреватели (инфракрасные). Для целей нагревания и/или охлаждения могут быть применены устройства на основе эффекта Пельтье, или Термоэлектрического Охлаждения (ТЕС). Для целей охлаждения или нагревания в среду также может нагнетаться холодный газ или нагретый газ (например, воздух или азот). Для нагревания и охлаждения разнообразных компонентов установки могут быть использованы механизмы теплопередачи путем теплопроводности, конвекции или лучеиспускания.
Фиг.6А показывает, частично в разрезе, перспективный вид одного варианта исполнения системы 600 для получения волокна. фиг.6В изображает вид в разрезе системы 600 для получения волокна. Система 600 включает устройство 601 для получения волокна, которое имеет периферийные отверстия, как изображено, например, в фиг.1, и связано с резьбовым соединением 603, таким как универсальное резьбовое соединение, которое, в свою очередь, связано с двигателем 604 через вал 605. Двигатель 604, такой как электрический двигатель с регулируемым числом оборотов, поддерживается опорными пружинами 606 и окружен виброизоляцией 607 (например, высокочастотной виброизоляцией). Корпус 608 двигателя заключает в себе двигатель 604, опорные пружины 606 и виброизоляцию 607. Нагревательный элемент 609 заключен внутри оболочки 610 (например, теплоотражательной стенки), которая имеет отверстия 610а, которые направляют теплоту (тепловую энергию) к устройству 601 для получения волокна. В показанном варианте исполнения нагревательный элемент 609 размещен на термоизоляции 611. Оболочку 610 окружает накопительная стенка 612, которая, в свою очередь, окружена промежуточной стенкой 613. Корпус 614, посаженный на уплотнение 615, заключает в себе устройство 601 для получения волокна, нагревательную оболочку 610, накопительную стенку 612 и промежуточную стенку 613. Отверстие 616 в корпусе 614 обеспечивает возможность введения текучих сред (например, газов, таких как воздух, азот, гелий, аргон, и т.д.) во внутреннюю среду установки, или позволяет откачивать текучие среды из внутренней среды установки. Нижняя половина системы окружена стенкой 617, которая опирается на основание 618. Отверстие 619 в стенке 617 обеспечивает возможность дополнительного регулирования условий внутренней среды установки. Индикаторы 620 питания и электронного оборудования 621 позиционированы на наружной стороне стенки 617, как и контрольные переключатели 622 и блок 623 управления.
Система 622 управления установкой позволяет пользователю изменять определенные параметры (например, число оборотов в минуту, температуру и условия среды) для влияния на свойства волокна. При желании может быть изменен один параметр, тогда как другие параметры удерживаются постоянными. Один или более блоков управления в установке могут обеспечивать разнообразные регулировки этих параметров, или определенные параметры могут регулироваться другими средствами (например, открыванием вручную клапана, присоединенного к корпусу, чтобы позволить газу проходить через корпус и в среду установки). Следует отметить, что система управления может быть встроена в установку (как показано в фиг.6А и 6В), или может быть отдельной от установки. Например, система управления может быть модульной с подходящими электрическими соединениями с установкой.
Компоненты установок могут быть изготовлены из разнообразных материалов. В определенных вариантах исполнения компоненты установки могут быть сделаны из нержавеющей стали. Например, каждый компонент из устройства для получения волокна, накопительной стенки и корпуса может быть выполнен из нержавеющей стали. В этой ситуации компоненты могут быть использованы, например, для металлов с низкой температурой плавления, таких как олово (232°С), цинк (420°С), серебро (962°С), и их сплавы. В определенных вариантах исполнения керамические компоненты могут быть применены для сплавов с высокой температурой плавления, таких как золото (1064°С) и никель (1453°С). Действия со сплавами, имеющими высокую температуру плавления, могут потребовать создания защитной атмосферы в окружающей компоненты среде из инертного газа, такого как азот или гелий, при надлежащей герметизации корпуса.
В определенных описываемых здесь способах материал, перерабатываемый в пряжу в устройстве для получения волокна, может быть подвергнут деформационному воздействию с различными скоростями, где материал выдерживается в виде расплава или раствора. Поскольку скорость деформации изменяет механическое растяжение создаваемых волокон, конечные размер и морфология волокон могут значительно изменяться в зависимости от прилагаемой величины деформирующего усилия. На скорости деформации влияют, например, форма, размер, тип и число оборотов в минуту устройства для получения волокна. Изменение вязкости материала таким путем, как повышением или снижением его температуры, или введением добавок (например, разбавителя), также может обусловливать скорость деформации. Скорости деформации могут регулироваться переменной скоростью вращения устройства для получения волокна. Прилагаемые к материалу деформирующие нагрузки могут варьировать, например, вплоть до 50-кратной величины (например, от 500 об/мин до 25000 об/мин).
Температуры материала, устройства для получения волокна и среды могут регулироваться независимо с помощью системы управления. Типично используемые значение температуры или температурный диапазон зависят от предполагаемого варианта применения. Например, для многих вариантов применения температуры материала, устройства для получения волокна и среды обычно варьируют от -4°С до 400°С. Температуры могут варьировать от уровня, например, не менее -20°С до столь высокой, например, как 2500°С. Для прядения из раствора обычно применяют температуры среды, окружающей устройство для получения волокна. В исследованиях по разработке лекарственных препаратов диапазон температур устройства для получения волокна может составлять, например, между 4°С и 80°С. Когда получают керамические или металлические волокна, используемые температуры могут быть значительно более высокими. Для более высоких температур типично будет необходимо производить надлежащие изменения в материалах корпуса установки и/или внутренних деталей (например, замену пластика металлом), или в самой установке (например, добавление изоляции). Такие изменения также могут способствовать устранению нежелательных реакций, таких как окисление.
Один пример того, как можно контролировать и регулировать обсуждаемые здесь переменные параметры для создания конкретных волокон, относится к разработке лекарственных препаратов. В разработке систем доставки лекарственных средств (лекарственных форм) двумя ключевыми факторами являются растворимость и стабильность лекарственного средства. Оба из этих параметров могут одновременно регулироваться с использованием описываемых здесь способов и установок. Растворимость лекарственного препарата зачастую значительно улучшается регулированием его размера: то есть, чем мельче размер, тем лучше растворимость. Например, волокна микронного размера из оптически активных бета-лактамов могут быть сформированы из их кристаллов (например, смотри Пример 5). Как ожидается, при такой значительно уменьшенной величине проявится существенное улучшение растворимости лекарственного средства в воде по сравнению с более крупными частицами лекарственного средства благодаря его увеличенной удельной площади поверхности. В дополнение, можно растворить лекарственный препарат в подходящем растворителе, который затем испаряют, оставляя после этого волокно, состоящее из лекарственного средства. Также можно использовать обсуждаемые здесь способы и устройства для инкапсулирования такого лекарственного препарата в материале, который также подвергают прядению, формируя тем самым волокно, в котором инкапсулирован лекарственный препарат. Для содействия стабильности определенных лекарственных препаратов часто необходимо снижать температуру среды ниже условий окружающей среды. Поскольку корпус установки может быть спроектирован с должной изоляцией, температуры могут быть снижены, насколько необходимо, например, до -10°С или ниже.
Перспективный вид, частично в разрезе, одного альтернативного варианта исполнения системы 700 для получения волокна показан в фиг.7А. фиг.7В изображает вид в разрезе системы 700 для получения волокна. Система 700 включает устройство 701 для получения волокна, которое имеет периферийные отверстия, как изображенные, например, в фиг.1, и связано с резьбовым соединением 703, таким как универсальное резьбовое соединение, которое, в свою очередь, связано с двигателем 704 через вал 705. Двигатель 704, такой как электрический двигатель с регулируемым числом оборотов, поддерживается опорными пружинами 706 и окружен виброизоляцией 707. Корпус 708 двигателя заключает в себе двигатель 704, опорные пружины 706 и виброизоляцию 707 (например, высокочастотную виброизоляцию). Нагревательный элемент 709 заключен внутри оболочки 710 (например, теплоотражательной стенки), которая имеет отверстия 710а, которые направляют теплоту (тепловую энергию) к устройству 701 для получения волокна. В показанном варианте исполнения нагревательный элемент 709 размещен на термоизоляции 711. Оболочку 710 окружает накопительная стенка 712, которая, в свою очередь, окружена промежуточной стенкой 713. Корпус 714 заключает в себе устройство 701 для получения волокна, нагревательную оболочку 710, накопительную стенку 712 и промежуточную стенку 713. Нижняя половина системы окружена стенкой 717. Индикаторы 720 питания и электронного оборудования 721 позиционированы на наружной стороне стенки 717, как и контрольные переключатели 722 и блок 723 управления.
Перспективный вид, частично в разрезе, одного альтернативного варианта исполнения системы 800 для получения волокна показан в фиг.8А. фиг.8В изображает вид в разрезе системы 800 для получения волокна. Система 800 включает устройство 801 для получения волокна, которое имеет периферийные отверстия, как изображенные, например, в фиг.1, и связано с резьбовым соединением 803, таким как универсальное резьбовое соединение, которое, в свою очередь, связано с двигателем 804 через вал 805. Двигатель 804, такой как электрический двигатель с регулируемым числом оборотов, поддерживается опорными пружинами 806 и окружен виброизоляцией 807. Корпус 808 двигателя заключает в себе двигатель 804, опорные пружины 806 и виброизоляцию 807 (например, высокочастотную виброизоляцию). Нагревательный элемент 809 заключен внутри оболочки 810 (например, теплоотражательной стенки), которая имеет отверстия 810а, которые направляют теплоту (тепловую энергию) к устройству 801 для получения волокна. В показанном варианте исполнения нагревательный элемент 809 размещен на термоизоляции 811. Оболочку 810 окружает накопительная стенка 812, которая, в свою очередь, окружена промежуточной стенкой 813. Корпус 814 заключает в себе устройство 801 для получения волокна, нагревательную оболочку 810, накопительную стенку 812 и промежуточную стенку 813. Отверстие 816 в корпусе 814 позволяет вводить текучие среды (например, газы, такие как воздух, азот, гелий, аргон, и т.д.) во внутреннюю среду установки, или позволяет выкачивать текучие среды из внутренней среды установки. Нижняя половина системы окружена стенкой 817. Отверстие 819 в стенке 817 позволяет дополнительно регулировать условия внутренней среды в установке. Клапаны 830 показаны занимающими отверстия 816 и 819. Клапаны 830 позволяют регулировать введение и выведение текучих сред (например, газов) во внутреннюю среду установки и из нее. Индикаторы 820 питания и электронного оборудования 821 позиционированы на наружной стороне стенки 817, как и контрольные переключатели 822 и блок 823 управления.
Перспективный вид, частично в разрезе, одного альтернативного варианта исполнения системы 900 для получения волокна показан в фиг.9А. фиг.9В изображает вид в разрезе системы 900 для получения волокна. Система 900 включает устройство 901 для получения волокна, которое имеет периферийные отверстия, как изображенные, например, в фиг.1, и связано с резьбовым соединением 903, таким как универсальное резьбовое соединение, которое, в свою очередь, связано с двигателем 904 через вал 905. Двигатель 904, такой как электрический двигатель с регулируемым числом оборотов, поддерживается опорными пружинами 906 и окружен виброизоляцией 907. Корпус 908 двигателя заключает в себе двигатель 904, опорные пружины 906 и виброизоляцию 907 (например, высокочастотную виброизоляцию). Нагревательный элемент 909 заключен внутри оболочки 910 (например, теплоотражательной стенки), которая имеет отверстия 910а, которые направляют теплоту (тепловую энергию) к устройству 901 для получения волокна. В показанном варианте исполнения нагревательный элемент 909 размещен на термоизоляции 911. Система 900 также включает систему 930 охлаждения, которая может охлаждать внутреннюю среду установки. В одном варианте исполнения система 930 охлаждения представляет собой систему термоэлектрического охлаждения. Оболочку 910 окружает накопительная стенка 912, которая, в свою очередь, окружена промежуточной стенкой 913. Корпус 914 заключает в себе устройство 901 для получения волокна, нагревательную оболочку 910, накопительную стенку 912 и промежуточную стенку 913. Система 930 охлаждения связана с корпусом 914 и может быть использована для охлаждения внутренности корпуса. Нижняя половина системы окружена стенкой 917. Индикаторы 920 питания и электронного оборудования 921 позиционированы на наружной стороне стенки 917, как и контрольные переключатели 922 и блок 923 управления.
Фиг.10А показывает, частично в разрезе, перспективный вид одного варианта исполнения системы 1000 для получения волокна. фиг.10В изображает вид в разрезе системы 1000 для получения волокна. Система 1000 включает устройство 1001 для получения волокна, которое имеет периферийные отверстия, как изображенные, например, в фиг.1, и связано с двигателем 1004 через вал 1005. Двигатель 1004, такой как электрический двигатель с регулируемым числом оборотов, поддерживается опорными пружинами 1006 и окружен виброизоляцией 1007 (например, высокочастотной виброизоляцией). Корпус 1008 двигателя заключает в себе двигатель 1004, опорные пружины 1006 и виброизоляцию 1007. Нагревательный элемент 1009 заключен внутри оболочки 1010 (например, теплоотражательной стенки), которая имеет отверстия 1010а, которые направляют теплоту (тепловую энергию) к устройству 1001 для получения волокна. В показанном варианте исполнения нагревательный элемент 1009 размещен на термоизоляции 1011. Оболочку 1010 окружает накопительная стенка 1012, которая, в свою очередь, окружена промежуточной стенкой 1013. Корпус 1014 заключает в себе устройство 1001 для получения волокна, нагревательную оболочку 1010, накопительную стенку 1012 и промежуточную стенку 1013. Отверстие 1016 в корпусе 1014 позволяет вводить текучие среды (например, газы, такие как воздух, азот, гелий, аргон, и т.д.) во внутреннюю среду установки, или позволяет выкачивать текучие среды из внутренней среды установки. Нижняя половина системы окружена стенкой 1017, которая поддерживается основанием 1018. Отверстие 1019 в стенке 1017 позволяет дополнительно регулировать условия внутренней среды в установке. Индикаторы 1020 питания и электронного оборудования 1021 позиционированы на наружной стороне стенки 1017, как и контрольные переключатели 1022 и блок 1023 управления. Система 1000 также включает один или более сборных стержней 1030. Сборные стержни могут быть использованы в сочетании с накопительной стенкой для сбора волокон, или сборное устройство каждого типа может быть применено по отдельности, в зависимости от типа волокон, которые должны быть собраны.
Для изготовления волокон могут быть использованы альтернативные варианты исполнения устройств для получения волокна. Например, еще один вариант исполнения устройства 1100 для получения волокна изображен в фиг.11А-11С. Устройство 1100 для получения волокна включает покровную тарелку 1101, базовую тарелку 1102 и крепежную тарелку 1103, последняя из которых показана навинченной на винт 1104 крепежной тарелки. Покровная тарелка отличается отверстиями 1105, через которые могут быть пропущены скрепляющие тарелки винты 1106 для прочного соединения трех тарелок друг с другом, наряду со скрепляющими тарелки гайками 1107. Покровная тарелка также отличается впускным каналом 1108 для нагнетания материала. Резервуар 1109 в базовой тарелке 1102 для содержания материала соединен с многочисленными каналами 1110 таким образом, что материал, удерживаемый в резервуаре 1109, может выходить из устройства для получения волокна через отверстия 1111. В устройстве для получения волокна этого типа типичное количество материала варьирует от около 5 мл до около 100 мл, но могут быть применены количества меньше этих, а также количества больше этих, так как размеры резервуара и устройства для получения волокна в каждом случае могут варьировать. Ось 1112 вращения устройства 1100 для получения волокна проходит по центру и вертикально через резервуар 1109, перпендикулярно каждой из трех тарелок 1101, 1102 и 1103. В определенных вариантах исполнения устройство для получения волокна этого типа приводят во вращение в течение от около 10 секунд до около 500 секунд для формирования волокон. Устройство для получения волокна этого типа также может работать в непрерывном режиме в течение более длительных периодов времени.
Фиг.12А показывает вид сверху установки для получения волокна, которое включает устройство для получения волокна, как изображенное в фиг.11, и накопительную стенку 200. Фиг.12В показывает перспективный вид установки для получения волокна, которая включает устройство для получения волокна, как изображенное в фиг.11, и накопительную стенку 200. Как изображено, устройство 1100 для получения волокна вращается по часовой стрелке вокруг оси вращения, и материал выходит из отверстий 1111 устройства для получения волокна в виде волокон 1120 по разнообразным траекториям 1130. Волокна собираются на внутренней стороне окружающей накопительной стенки 200.
Фиг.13 показывает еще один вариант исполнения устройства для получения волокна. Устройство 1300 для получения волокна включает шприц 1301, оснащенный поршнем 1302 и разнообразными иглами 1303, которые необязательно могут быть соединены со шприцем 1301 у отверстия 1304. Шприц 1301 может быть размещен поверх опорного устройства 1305 шприца. Опорное устройство 1305 шприца также может служить в качестве устройства для сбора волокна, как обсуждаемого здесь. Клин 1306 необязательно может быть позиционирован между шприцем 1301 и опорным устройством 1305 шприца, чтобы изменять угол, под которым материал выталкивается из шприца 1301. Резьбовое соединение 1307, такое как универсальное резьбовое соединение, показано присоединенным к опорному устройству 1305 шприца.
Фиг.14А изображает перспективный вид одного варианта исполнения устройства для получения волокна, которое включает шприц, закрепленный на опорном устройстве шприца, где шприц оснащен иглой и поршнем. Фиг.14В изображает вид снизу одного варианта исполнения устройства для получения волокна, которое включает шприц, закрепленный в опорном устройстве шприца, где шприц оснащен иглой и поршнем. Устройство 1400 для получения волокна включает шприц 1301, оснащенный поршнем 1302 и иглой 1303, закрепленный в опорном устройстве 1404 шприца с использованием двух хомутов 1405. Как правило, в шприц помещают от около 10 мл до около 500 мл материала, но это количество может варьировать в зависимости от размера шприца. Опорное устройство шприца включает две стенки 1406 и основание 1407. Стенки 1406 могут быть прямыми или цилиндрическими (изогнутыми). Волокна могут собираться на наружной стороне стенок 1406, когда они выходят из устройства 1400 для получения волокна, и тем самым это опорное устройство шприца также может действовать как устройство для сбора волокна. Резьбовое соединение 1408, такое как универсальное резьбовое соединение, показано присоединенным к опорному устройству 1404 шприца у отверстия 1409. Ось 1410 вращения этого устройства для получения волокна проходит по центру и вертикально через отверстие 1409. Это устройство для получения волокна может быть использовано для прядения из раствора. В определенных вариантах исполнения устройство для получения волокна этого типа вращается в течение от около 30 секунд до около 1000 секунд для формирования волокон. Устройство 1400 для получения волокна также может действовать в непрерывном режиме в течение более длительных периодов времени.
Одно альтернативное опорное устройство 1500 шприца, которое также может действовать в качестве устройства для сбора волокна, показано в фиг.5А и 5В. Опорное устройство 1500 шприца включает две стенки 1501 и основание 1502, на котором может быть размещен шприц. Стенки 1501 могут быть цилиндрическими (изогнутыми). Основание 1502 включает отверстие 1503, и конфигурировано для присоединения к приводному устройству таким образом, как через универсальное резьбовое соединение. Волокна могут собираться на наружной стороне стенок 1501, когда они выходят из шприца, соединенного с опорным устройством шприца, тем самым стенки действуют как устройство для сбора волокна.
Фиг.16 показывает устройство 1600 для получения волокна, которое включает шприц 1301, оснащенный поршнем 1302 и иглой 1403. Шприц 1301 может удерживаться в опорном устройстве 1604 шприца в результате напряженного состояния между противолежащими цилиндрическими стенками 1605. Неограничивающие механизмы присоединения могут включать защелкивающуюся посадку или клеевое соединение. Опорное устройство 1604 шприца также может действовать как устройство для сбора волокна, собирая волокна, когда они выходят из устройства 1600 для получения волокна, таким образом, как на наружной стороне стенок 1605. Резьбовое соединение 1606, такое как универсальное резьбовое соединение, показано присоединенным к опорному устройству 1604 шприца через отверстие 1607. Ось 1608 вращения этого устройства для получения волокна проходит по центру и вертикально через отверстие 1607. Устройство 1600 для получения волокна может быть использовано для прядения из раствора. Обычно в шприц помещают от около 10 мл до около 500 мл материала, но это количество может варьировать в зависимости от размера шприца. В определенных вариантах исполнения устройство 1600 для получения волокна вращается в течение от около 10 секунд до около 1000 секунд для формирования волокон. Это устройство для получения волокна также может действовать в непрерывном режиме в течение более длительных периодов времени.
Фиг.24 изображает один альтернативный вариант исполнения устройства для получения волокна на основе шприца. Устройство 2400 для получения волокна на основе шприца включает первую шприцевую соединительную втулку 2410 и вторую шприцевую соединительную втулку 2420, присоединенные к корпусу 2430. Как первая шприцевая соединительная втулка 2410, так и вторая шприцевая соединительная втулка 2420 включают соответствующие соединительные детали для разъемного присоединения иглы к корпусу 2430. Корпус 2430 включает отверстие 2450, через которое подлежащий прядению материал может быть введен в корпус 2430. Устройство 2400 для получения волокна на основе шприца может удерживаться в опоре шприца, как описано в любой из фиг.13-17.
Фиг.25 изображает один альтернативный вариант исполнения устройства для получения волокна. Устройство 2500 для получения волокна включает многочисленные шприцевые соединительные втулки 2510, соединенные с корпусом 2520. Шприцевые соединительные втулки 2510 включают соединительные детали, которые позволяют разъемно присоединять иглы к корпусу 2520. Корпус 2520 включает отверстие 2550, через которое подлежащий прядению материал может быть введен в корпус. В одном варианте исполнения корпус 2520 является по существу цилиндрическим, и шприцевые соединительные втулки 2510 по существу равномерно размещены вокруг корпуса. В то время как фиг.25 изображает восемь шприцевых соединительных втулок 2510, должно быть понятно, что с корпусом 2520 может быть соединено большее или меньшее число шприцевых соединительных втулок. Корпус 2520 включает соединительную деталь 2530, которая может быть использована для присоединения корпуса к приводному устройству, которое способно вращать корпус.
Фиг.17 показывает опорное устройство 1700 шприца, которое может действовать как устройство для сбора волокна. Опорное устройство 1700 шприца включает противолежащие дуговидные (изогнутые) стенки 1701, конфигурированные для контакта с цилиндрической наружной стенкой шприца, и основание 1702, которое включает отверстие 1703. Волокна могут собираться на наружной стороне стенок 1701, когда они выходят из устройства 1700 для получения волокна, так что опорное устройство шприца также может действовать как устройство для сбора волокна.
Устройство для получения волокна на основе шприца может быть использовано для сбора волокнистого мата. Если волокна не собираются в мат, одной причиной может быть то, что в устройстве для получения волокна нарушена застойная зона. Таким образом, в отношении вариантов исполнения согласно фиг.13-17 было определено, что для минимизации нарушения застойной зоны опорное устройство шприца/устройство для сбора волокна должно иметь примерно размер шприца, ±20% (в отношении как диаметра, так и длины). В определенных вариантах исполнения с использованием шприцов, конструкция опорного устройства шприца может быть выполнена с учетом этого параметра.
Фиг.18А показывает вид сверху системы для получения волокна, которая включает устройство 1400 для получения волокна, как изображенное в фиг.14А и 14В, и накопительную стенку 200. Фиг.18В показывает перспективный вид системы для получения волокна, которая включает устройство 1400 для получения волокна, как изображенное в фиг.14А и 14В, и накопительную стенку 200. Как изображено, устройство 1400 для получения волокна вращается по часовой стрелке вокруг оси вращения, и материал выходит из иглы 1403 шприца 1301 в виде волокон 1810 по разнообразным траекториям 1820. Волокна собираются на внутренней стороне окружающей накопительной стенки 200, а также на устройстве 1400 для получения волокна, так что опорное устройство шприца также действует как устройство для сбора волокна.
Фиг.19А показывает, частично в разрезе, перспективный вид одного варианта исполнения системы 1900 для получения волокна, имеющей устройство 1901 для получения волокна на основе шприца. Фиг.19В изображает вид в разрезе системы 1900 для получения волокна. Система 1900 включает устройство 1901 для получения волокна на основе шприца, которое включает шприц 1902, опору 1904 шприца и иглу 1903, и связано с двигателем 1907 через вал 1905. Двигатель 1904, такой как электрический двигатель с регулируемым числом оборотов, поддерживается опорными пружинами 1906 и окружен виброизоляцией 1907 (например, высокочастотной виброизоляцией). Корпус 1908 двигателя заключает в себе двигатель 1904, опорные пружины 1906 и виброизоляцию 1907. Нагревательный элемент 1909 заключен внутри оболочки 1910 (например, теплоотражательной стенки), которая имеет отверстия (не показаны), которые направляют теплоту (тепловую энергию) к устройству 1901 для получения волокна. В показанном варианте исполнения нагревательный элемент 1909 размещен на термоизоляции 1911. Оболочку 1910 окружает накопительная стенка 1912, которая, в свою очередь, окружена промежуточной стенкой 1913. Корпус 1914, посаженный на уплотнение 1915, заключает в себе устройство 1901 для получения волокна, нагревательную оболочку 1910, накопительную стенку 1912 и промежуточную стенку 1913. Корпус 1914, посаженный на уплотнение 1915, заключает в себе устройство 1901 для получения волокна, нагревательную оболочку 1910, накопительную стенку 1912 и промежуточную стенку 1913. Отверстие 1916 в корпусе 1914 позволяет вводить текучие среды (например, газы, такие как воздух, азот, гелий, аргон, и т.д.) во внутреннюю среду установки, или позволяет выкачивать текучие среды из внутренней среды установки. Нижняя половина системы окружена стенкой 1917, которая поддерживается основанием 1918. Отверстие 1919 в стенке 1917 позволяет дополнительно регулировать условия внутренней среды в установке. Индикаторы 1920 питания и электронного оборудования 1921 позиционированы на наружной стороне стенки 1917, как и контрольные переключатели 1922 и блок 1923 управления.
Еще один дополнительный вариант исполнения устройства для получения волокна показан в фиг.20А-20С. Устройство 2000 для получения волокна включает резервуар 2001 в форме вогнутой полости, выполненной по центру внутри стенки 2002. В резервуар обычно помещают от около 100 мл до около 1000 мл материала, но могут быть применены количества меньше этих, а также количества больше этих, так как размеры резервуара и устройства для получения волокна в каждом случае могут варьировать. Устройство 2000 для получения волокна также включает крышку 2003, которая включает отверстия 2004 с резьбой, которые позволяют прикрепить крышку 2003 к резервуару с использованием одного или более винтов 2005. Для крепления крышки к резервуару 2001 требуется использовать не каждое отверстие 2004 с резьбой, по меньшей мере одно отверстие 2004 также может действовать как отверстие, через которое материал может выходить во время прядения. В определенных вариантах исполнения материал может выходить из резервуара 2001 через зазор между крышкой 2003 и резервуаром. Резьбовое соединение 2006, такое как универсальное резьбовое соединение, показано присоединенным к основанию устройства для получения волокна. Ось 2007 вращения этого устройства для получения волокна проходит по центру и вертикально через резервуар 2001. Устройство 2000 для получения волокна может быть использовано для прядения из расплава или прядения из раствора. В определенных вариантах исполнения устройство 2000 для получения волокна вращается в течение от около 10 секунд до около 5000 секунд для формирования волокон. Устройство 2000 для получения волокна также может работать в непрерывном режиме в течение более длительных периодов времени.
Фиг.21А показывает вид сверху установки для получения волокна, которое включает устройство 2000 для получения волокна, как изображенное в фиг.20А и 20В, и накопительную стенку 200. Фиг.18В показывает перспективный вид установки для получения волокна, которое включает устройство 2000 для получения волокна, как изображенное в фиг.20А и 20В, и накопительную стенку 200. Как изображено, устройство 2000 для получения волокна вращается по часовой стрелке вокруг оси вращения, и материал выходит из отверстий 2004 в виде волокон 2110 по разнообразным траекториям 2120. Волокна собираются на внутренней стороне окружающей накопительной стенки 200.
Еще один вариант исполнения устройства для получения волокна показан в фиг.22А-22С. Устройство 2200 для получения волокна включает верхнюю тарелку 2201 и нижнюю тарелку 2202, разделенные сетчатым материалом 2203. Сетчатый материал может быть сформирован из полимера, металла (например, нержавеющей стали), или металло-полимерной комбинации. Такие сетчатые материалы могут быть получены из промышленных источников, таких как фирма MSC Industrial Supply Co. (каталожный номер 52431418). Расстояние, перекрываемое сеткой 2203 между верхней тарелкой 2201 и нижней тарелкой 2202, может варьировать, например, между около 1 дюймом до около 10 дюймов (25,4-254 мм), или иметь любое значение или диапазон из них. Расстояние, перекрываемое сеткой 2203 между верхней тарелкой 2201 и нижней тарелкой 2202, может составлять 1 дюйм (25,4 мм), 2 дюйма (50,8 мм), 3 дюйма (76,2 мм), 4” дюйма (101,6 мм), 5 дюймов (127 мм), 6 дюймов (152,4 мм), 7 дюймов (177,8 мм), 8 дюймов (203,2 мм), 9 дюймов (228,6 мм), или 10 дюймов (254 мм). Отверстие 2204 в нижней тарелке 2202, которое проходит через нижний соединительный элемент 2205, обеспечивает возможность стягивания с помощью резьбового соединения, такого как универсальное резьбовое соединение. Устройство 2200 для получения волокна обычно используют для прядения из расплава. Частицы материала (например, полимерные частицы/гранулы) могут быть помещены в нижнюю тарелку 2202, которая действует скорее как хранилище, нежели как резервуар, как в определенных других устройствах для получения волокна. Однако можно модифицировать нижнюю тарелку 2202 так, чтобы она действовала как резервуар для жидкого материала, если сделать более высокой сплошную стенку этой тарелки. При такой модификации можно использовать это устройство для получения волокна для прядения из раствора. Ось 2206 вращения этого устройства для получения волокна проходит по центру и вертикально через отверстие 2204. Устройство 2200 для получения волокна может работать в непрерывном режиме, в котором материал непрерывно подается на нижнюю тарелку 2202.
Фиг.22А показывает вид сверху установки для получения волокна, которое включает устройство 2200 для получения волокна, как изображенное в фиг.21А и 21В, и накопительную стенку 200. Фиг.22В показывает перспективный вид установки для получения волокна, которое включает устройство 2200 для получения волокна, как изображенное в фиг.21А и 21В, и накопительную стенку 200. Как изображено, устройство 2200 для получения волокна вращается по часовой стрелке вокруг оси вращения, и материал выходит через сетку 2203 в виде волокон 2310 по разнообразным траекториям 2320. Волокна собираются на внутренней стороне окружающей накопительной стенки 200.
В одном варианте исполнения в устройство для получения волокна могут быть помещены один или более фторполимеров, чтобы изготовить микроволокна и/или нановолокна, состоящие из одного или более фторполимеров. Термин «фторполимер» имеет отношение к полимеру, который включает один или более атомов фтора, связанных с атомами углерода по меньшей мере в части повторяющихся структурных единиц полимера. В то время как фторполимеры в основном состоят из углерода, фтора и водорода, фторуглероды также могут включать атомы хлора и кислорода. Примеры фторполимеров включают, но не ограничиваются таковыми, поливинилфторид (PVF); поливинилиденфторид (PVDF); политетрафторэтилен (PTFE); полихлортрифторэтилен (PCTFE); перфторалкоксиполимер (PFA); фторированный этилен-пропилен (FEP); полиэтилентетрафторэтилен (ETFE); полиэтиленхлортрифторэтилен (ECTFE); перфторированный эластомер; фторуглерод [хлортрифторэтиленвинилиденфторид]); и простой перфторэфир (PFPE).
Фторполимерные волокна могут быть созданы с использованием метода прядения из раствора. В одном варианте исполнения смесь одного или более фторполимеров может быть растворена и/или суспендирована в подходящем растворителе. Примеры подходящих растворителей для растворения фторполимеров включают фторированные растворители и нефторированные органические растворители. Примеры фторированных растворителей включают, но не ограничиваются таковыми, фторированные углеводороды (например, перфторгексан, перфтордекалин, и перфтороктан), фторированные простые эфиры (например, перфтортетрагидрофуран, перфторбутилтетрагидрофуран, метил-нонафторбутиловый простой эфир, метил-нонафторизобутиловый простой эфир, FC-77, Novec® 7100, Novec® 7200), растворители FluorinertTM (производимые фирмой 3М, Сент-Пол, Миннесота). Одним примером нефторированного органического растворителя является диметилформамид. Для достижения желательной вязкости может быть выбрана смесь фторполимера и растворителя. Определенные материалы могут быть добавлены для придания дополнительной функциональности (такой как характеристики антиоксидантной активности или окрашивания) желательных волокон. Как используемый здесь, термин «растворитель» имеет отношение к жидкости, которая, по меньшей мере частично, растворяет материал, который смешан с растворителем.
Когда материал выбрасывается из вращающегося устройства для получения волокна, тонкие струи материала одновременно растягиваются и высыхают в окружающей среде. Взаимодействия между материалом и средой при высокой скорости деформации (вследствие растяжения), которые могут сопровождаться испарением растворителя, ведут к затвердеванию материала с образованием фторполимерных волокон. Вариацией температуры и скорости деформации можно контролировать вязкость материала, чтобы регулировать размер и морфологию фторполимерных волокон, которые создаются. При надлежащем регулировании среды и процесса можно формировать фторполимерные волокна с разнообразными конфигурациями, такими как непрерывные, прерывистые, собранные в мат, хаотичные волокна, однонаправленные волокна, тканые и нетканые, а также с формами волокна, такими как круглые, эллиптические и прямоугольные (например, ленточные). Также возможны прочие формы. Полученные волокна могут быть одноканальными или многоканальными.
Регулированием параметров процесса могут быть изготовлены волокна микронного, субмикронного и наномасштабного размера, и их комбинации. Как правило, созданные волокна будут иметь относительно узкое распределение волокон по диаметру. Некоторые вариации диаметра и конфигурации поперечного сечения могут возникать вдоль длины индивидуальных волокон и среди волокон.
Вообще говоря, устройство для получения волокна помогает контролировать разнообразные свойства волокон, такие как форма поперечного сечения и величина диаметра волокон. Более конкретно, все такие параметры, как скорость вращения и температура устройства для получения волокна, а также форма поперечного сечения, величина диаметра и угол наклона выпускных каналов в устройстве для получения волокна, могут содействовать регулированию формы поперечного сечения и величины диаметра волокон. Выбором устройства для получения волокна также можно оказывать влияние на длины получаемых волокон.
Скорость, с которой вращается устройство для получения волокна, также может влиять на свойства волокна. Скорость вращения устройства для получения волокна может быть фиксированной в то время, как устройство для получения волокна вращается, или может корректироваться во время вращения устройства для получения волокна. Те устройства для получения волокна, скорость вращения которых может быть скорректирована, в определенных вариантах исполнения могут быть охарактеризованы как «устройства для получения волокна с переменной скоростью». В описываемых здесь способах конструкция, которая содержит материал, может вращаться со скоростью от около 500 об/мин до около 25000 об/мин, или в любом производном из этого диапазоне. В определенных вариантах исполнения конструкция, которая содержит материал, может вращаться со скоростью не более, чем около 50000 об/мин, около 45000 об/мин, около 40000 об/мин, около 35000 об/мин, около 30000 об/мин, около 25000 об/мин, около 20000 об/мин, около 15000 об/мин, около 10000 об/мин, около 5000 об/мин, или около 1000 об/мин. В определенных вариантах исполнения конструкция, которая содержит материал, вращается со скоростью от около 5000 об/мин до около 25000 об/мин.
В одном варианте исполнения материал может быть размещен в резервуаре устройства для получения волокна. Резервуар может быть, например, сформирован вогнутой полостью устройства для получения волокна. В определенных вариантах исполнения устройство для получения волокна включает одно или более отверстий в сообщении с вогнутой полостью. Волокна экструдируются через отверстие в то время, как устройство для получения волокна вращается вокруг оси вращения. Одно или более отверстий имеют ось отверстия, которая не параллельна оси вращения. Устройство для получения волокна может включать корпус, который включает вогнутую полость и крышку, размещенную выше корпуса так, что между крышкой и корпусом существует зазор, и нановолокно создается в результате выхода вращающегося материала из вогнутой полости через зазор.
В одном варианте исполнения устройство для получения волокна включает шприц, который соединен с приводным устройством. Шприцы имеются в продаже на рынке и поступают в широком ассортименте размеров. Поршень типично используют для удержания материала в шприце, хотя для этой цели могут быть применены другие заглушки. На конце, противоположном поршню или заглушке, имеется отверстие: это отверстие может быть снабжено резьбой, и к отверстию может быть присоединена игла. В продаже на рынке имеются разнообразные иглы, в том числе иглы с разнообразными длинами и калибрами. С единственным шприцем могут быть использованы различные иглы путем их замены. Шприц обычно закрепляют в опорном устройстве шприца таким образом, что шприц и опорное устройство шприца вращаются совместно.
Например, устройство для получения волокна может включать шприц и поршень. Может быть использован любой шприц, оснащенный поршнем, как известно квалифицированным специалистам в этой области технологии. Материал может быть помещен в шприц. Более того, вместо поршня может быть применен еще один предмет, который предотвращает нежелательную утечку материала из шприца. В определенных вариантах исполнения шприц дополнительно содержит иглу, которая присоединена к шприцу. Калибр (G) иглы может варьировать, например, от 16 G (1,194 мм) до 25 G (0,241 мм). В определенных вариантах исполнения шприц и поршень вращаются со скоростью от около 500 об/мин до около 25000 об/мин, или в любом производном из этого диапазоне. В определенных вариантах исполнения в шприц помещают по меньшей мере от около 10 мл до около 500 мл материала, и шприц и поршень вращаются со скоростью от около 500 об/мин до около 25000 об/мин в течение от около 10 секунд до около 1000 секунд. В конкретных вариантах исполнения шприц поддерживается опорным устройством шприца. Опорное устройство шприца, например, может иметь удлиненную конструкцию с открытыми концами и открытым верхом.
Еще одна переменная характеристика устройства для получения волокна включает материал(-лы), используемый(-мые) для изготовления устройства для получения волокна. Устройства для получения волокна могут быть изготовлены из разнообразных материалов, включающих металлы (например, латунь, алюминий, нержавеющую сталь), и/или полимеры. Выбор материала зависит, например, от температуры материала, который должен быть нагрет, или от того, желательны ли стерильные условия.
Определенные устройства для получения волокна имеют отверстия, через которые материал выбрасывается во время прядения. Таким отверстиям могут быть приданы разнообразные формы (например, круглая, эллиптическая, прямоугольная, квадратная, треугольная, или тому подобная) и размеры: (например, являются типичными величины диаметра 0,01-0,80 мм). Угол наклона отверстия может варьировать между ±15 градусами. Отверстия могут быть снабжены резьбой. Одно отверстие, такое как отверстие с резьбой, может удерживать иглу, где игла может иметь разнообразные формы, длины и величины калибра. Резьбовые отверстия также могут быть использованы для закрепления крышки поверх полости в корпусе устройства для получения волокна. Крышка может быть позиционирована над корпусом таким образом, чтобы между крышкой и корпусом существовал зазор, и волокно создается в результате выхода вращающего материала из полости через зазор. Устройства для получения волокна также могут быть конфигурированы таким образом, что одно устройство для получения волокна может быть заменено еще одним внутри одной и той же установки без необходимости в любой корректировке в этом отношении. Универсальное резьбовое соединение, связанное с разнообразными устройствами для получения волокна, может упрощать эту замену. Устройства для получения волокна также могут быть конфигурированы для работы в непрерывном режиме.
Любой описываемый здесь способ может дополнительно включать стадию, в которой проводят сбор по меньшей мере некоторых из микроволокон и/или нановолокон, которые созданы. Как применяемый здесь, «сбор» волокон имеет отношение к волокнам, прекратившим движение относительно устройства для получения волокна. После того, как волокна собраны, волокна могут быть извлечены из устройства для получения волокна человеком или роботом. Для сбора волокон могут быть использованы многообразные способы и устройства для сбора волокна (например, нановолокна). Например, в отношении нановолокон, может быть применена накопительная стенка, которая собирает по меньшей мере некоторые из нановолокон. В определенных вариантах исполнения по меньшей мере некоторые из нановолокон собирает сборный стержень. Сборный стержень может быть неподвижным во время сбора, или сборный стержень может вращаться во время сбора. Например, в определенных вариантах исполнения сборный стержень может вращаться со скоростью от 50 об/мин до около 250 об/мин. В определенных вариантах исполнения удлиненная конструкция с открытыми концами и открытым верхом собирает по меньшей мере некоторые из нановолокон. Как было отмечено выше, удлиненную конструкцию с открытыми концами и открытым верхом может включать опорное устройство шприца. В определенных вариантах исполнения опорное устройство шприца также собирает волокна, такие как нановолокна.
Что касается волокон, которые собраны, то в определенных вариантах исполнения по меньшей мере некоторые из волокон, которые собраны, являются непрерывными, прерывистыми, составляющими мат, ткаными, неткаными, или представляют собой смесь этих конфигураций. В некоторых вариантах исполнения волокна после их создания не связываются в пучки с конической формой. В некоторых вариантах исполнения волокна во время их создания не связываются в пучки с конической формой. В конкретных вариантах исполнения волокна не формируют конкретную конфигурацию, такую как коническая форма, с использованием воздуха, такого как окружающий воздух, который вдувают на волокна, когда они создаются, и/или после того, как они созданы.
Настоящие способы могут дополнительно включать, например, стадию, в которой в корпус вводят газ через впускной канал, где корпус окружает по меньшей мере устройство для получения волокна. Газ может представлять собой, например, азот, гелий, аргон или кислород. В определенных вариантах исполнения может быть использована смесь газов.
Для среды, в которой создаются волокна, могут быть предусмотрены разнообразные условия. Например, любое обсуждаемое здесь волокно может быть создано в стерильной среде. Как используемый здесь, термин «стерильная среда» имеет отношение к среде, где удалено более 99% живых зародышей и/или микроорганизмов. В определенных вариантах исполнения «стерильная среда» имеет отношение к среде, по существу не содержащей живых зародышей и/или микроорганизмов. Например, волокно может быть создано в вакууме. Например, давление внутри системы для получения волокна может быть меньшим, чем давление в окружающей среде. В некоторых вариантах исполнения давление внутри системы для получения волокна может варьировать от около 1 миллиметра (мм) ртутного (Hg) столба (133,3 Па) до около 700 мм рт.ст. (93,31 кПа). В других вариантах исполнения давление внутри системы для получения волокна может быть равным давлению окружающей среды или близким к нему. В других вариантах исполнения давление внутри системы для получения волокна может превышать давление окружающей среды. Например, давление внутри системы для получения волокна может варьировать от около 800 мм рт.ст. (106,6 кПа) до около 4 атмосфер (атм) (0,405 МПа) давления, или быть в любом производном из этого диапазоне.
В определенных вариантах исполнения волокно создают в среде с влажностью 0-100%, или в любом производном из этого диапазоне. Температура среды, в которой создают волокно, может варьировать в широких пределах. В определенных вариантах исполнения температура среды, в которой создают волокно, может быть отрегулирована до выполнения операции (например, перед вращением) с использованием источника теплоты и/или источника холода. Кроме того, температура среды, в которой создают волокно, может быть скорректирована во время работы с использованием источника теплоты и/или источника холода. Температура среды может быть настроена на уровни ниже температуры замерзания, такие как -20°С, или ниже. Температура среды может быть столь высокой, как, например, 2500°С.
Волокна могут быть созданы, например, с длиной в один микрон (1 мкм) или длиннее. Например, созданные волокна могут быть с длинами, которые варьируют от около 1 мкм до около 50 см, от около 100 мкм до около 10 см, или от около 1 мм до около 1 см. В некоторых вариантах исполнения волокна могут иметь узкое распределение по длине. Например, длина волокон может составлять между около 1 мкм до около 9 мкм, между около 1 мм до около 9 мм, или между около 1 см до около 9 см. В некоторых вариантах исполнения, когда способы исполняют в непрерывном режиме, могут быть сформированы волокна с длиной вплоть до около 10 метров, до около 5 метров, или до около 1 метра.
В определенных вариантах исполнения поперечное сечение волокна может быть круглым, эллиптическим или прямоугольным. Также возможны прочие формы. Волокно может представлять собой одноканальное полое волокно или многоканальное волокно.
В еще одном варианте исполнения способа создания волокна, способ включает стадии, в которых: проводят прядение материала для создания волокна; где, когда волокно создается, волокно не подвергают воздействию приложенного извне электрического поля или подводимого снаружи газа; и волокно не падает в жидкость после того, как создано.
Обсуждаемые здесь волокна представляет собой класс материалов, которые проявляют аспектное отношение по меньшей мере 100 или выше. Термин «микроволокно» имеет отношение к волокнам, которые имеют минимальный диаметр в диапазоне от 10 микрон (10 мкм) до 700 нанометров, или от 5 микрон (5 мкм) до 800 нанометров, или от 1 микрона (1 мкм) до 700 нанометров. Термин «нановолокно» имеет отношение к волокнам, которые имеют минимальный диаметр в диапазоне от 500 нанометров до 1 нанометра; или от 250 нанометров до 10 нанометров, или от 100 нанометров до 20 нанометров.
Волокна могут быть проанализированы с помощью любых методов, известных квалифицированным специалистам в этой области технологии. Например, для измерения размеров данного волокна может быть использована Сканирующая Электронная Микроскопия (SEM). Для определения физических и материальных характеристик могут быть применены такие способы, как дифференциальная сканирующая калориметрия (DSC), термический анализ (ТА) и хроматография.
Нижеследующие примеры включены, чтобы продемонстрировать предпочтительные варианты осуществления изобретения. Квалифицированным специалистам в этой области технологии должно быть понятно, что раскрытые в нижеследующих примерах способы представляют способы, разработанные автором настоящего изобретения как эффективно действующие при практической реализации изобретения, и тем самым могут рассматриваться как составляющие предпочтительные режимы для их практического исполнения. Однако квалифицированные специалисты в этой области технологии, принимая во внимание настоящее изобретение, должны понимать, что многие изменения могут быть сделаны в конкретных вариантах исполнения, которые раскрыты, и тем не менее с получением подобного или сходного результата, без выхода за пределы смысла и области изобретения.
ПРИМЕР 1
Получение нановолокон из чистого PTFE (например, Teflon AF) было выполнено с использованием центрифугального прядения. Процесс формирования волокон является очень стабильным, производит большое количество волокон (высокий выход является исключительно важным с промышленной точки зрения), и образует чистые волокна из беспримесного PTFE, которые могут быть переработаны в одиночные волокна, нетканые маты или пряжу.
Раствор полимера Teflon AF, растворенного в растворителе Fluorinert FC-40, был подвергнут прядению с использованием устройства для получения волокна с двухканальной форсункой. Устройство для получения волокна включало две иглы, соединенных с отверстиями в устройстве. Волокна были сформированы с использованием игл 27-ого калибра и игл 30-ого калибра, присоединенных к устройству для получения волокна. С иглами любого калибра устройство для получения волокна приводили во вращение со скоростями выше, чем >8000 об/мин. Когда использовали иглы 27-ого калибра, нановолокна были получены при скоростях около 7000 об/мин. При заданных калибре иглы, скорости вращения и двухканальной фильере получение более 1 г волокон занимало только 15 секунд (при скорости вращения 10000 об/мин с иглами любого калибра). Сопла присоединяли, как только был заполнен корпус для получения волокна.
После цикла прядения волокна были собраны на предметные стекла в качестве подложек, или выпрядены в пряжу из сборника. Фиг.26А-26D показывают SEM-изображения наноразмерных PTFE-волокон, изготовленных центрифугальным прядением. Фиг.26В-D со все более возрастающим увеличением показывают одни и те же волокна, изображенные в фиг.26А. Полученные волокна представляли собой PTFE-нановолокна, которые не проявляли никаких неравномерностей в виде утолщений, никаких взаимных соединений и никаких слияний. Измеренный краевой угол смачивания составлял не менее 160°, в зависимости от толщины волоконного мата. Фиг.27А показывает капли воды на предметном стекле, покрытом матом из PTFE-нановолокон. Фиг.27В показывает увеличенное изображение водяных капель из фиг.27А. Фиг.27С показывает замороженные водяные капли на предметных стеклах, покрытых матом из PTFE-нановолокон.
Волокна могут быть сформованы в пряжу. Волокна для пряжи были получены с использованием системы для сбора пряжи, как изображенной в фиг.28. Двигатель, присоединенный к системе сбора, вытягивает и скручивает волокна с образованием пряжи.
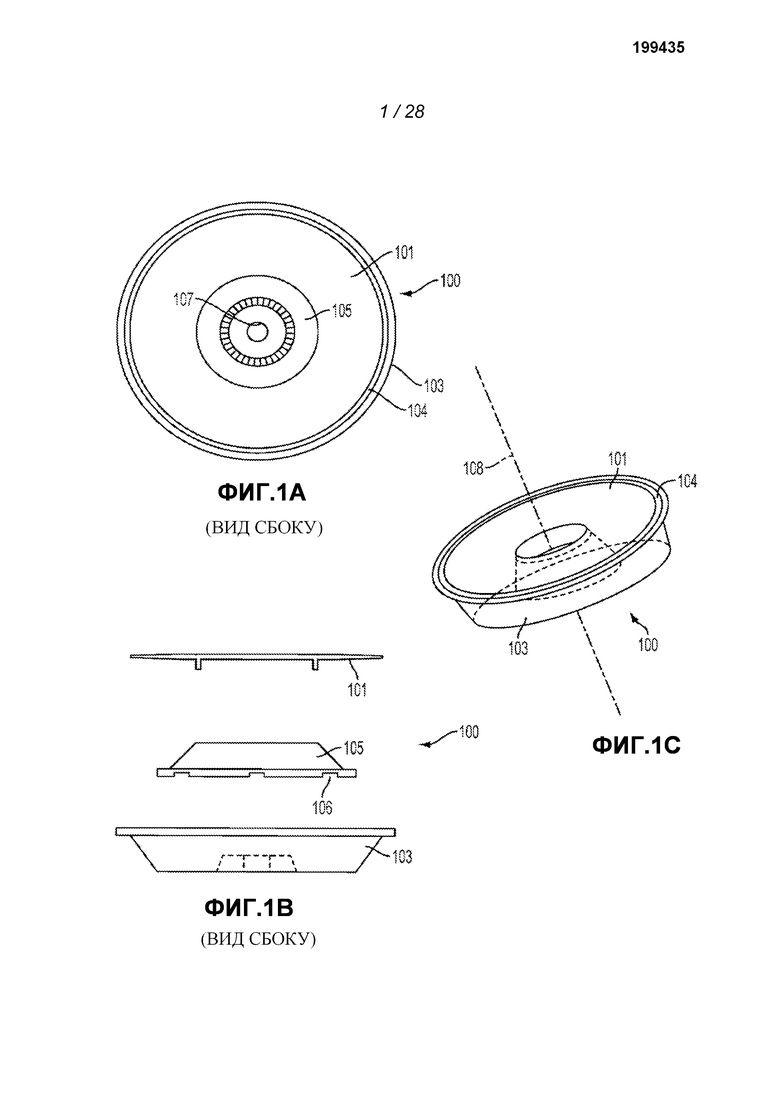
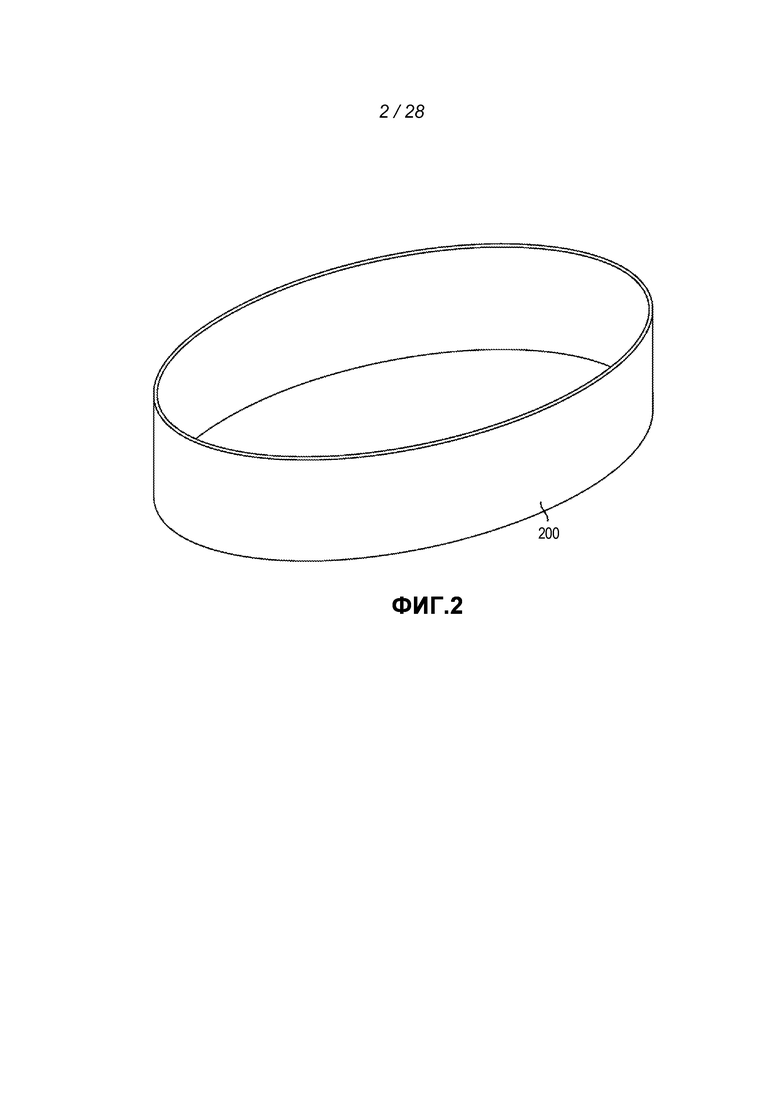
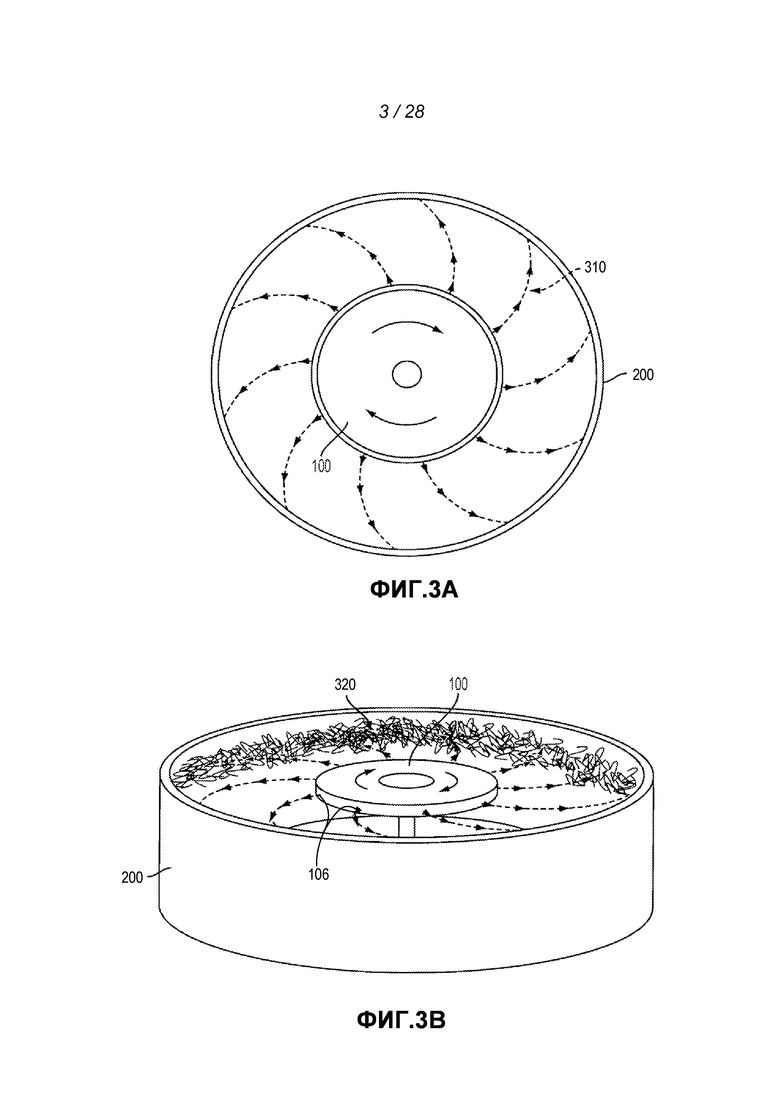
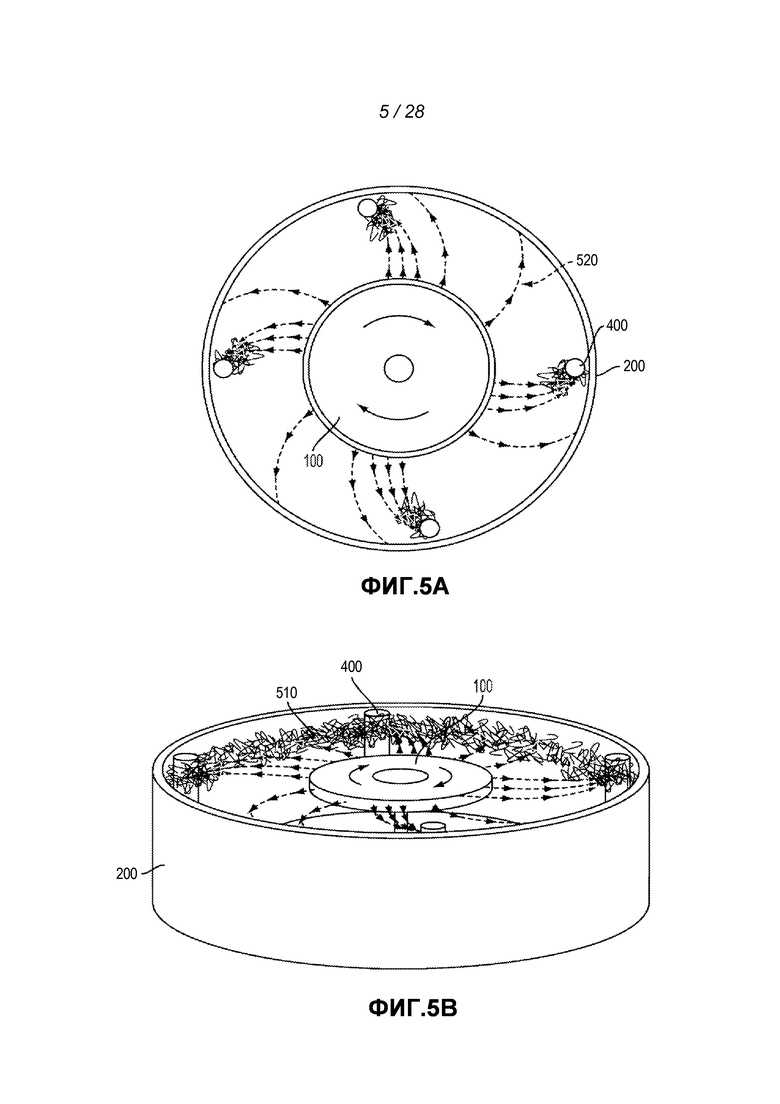

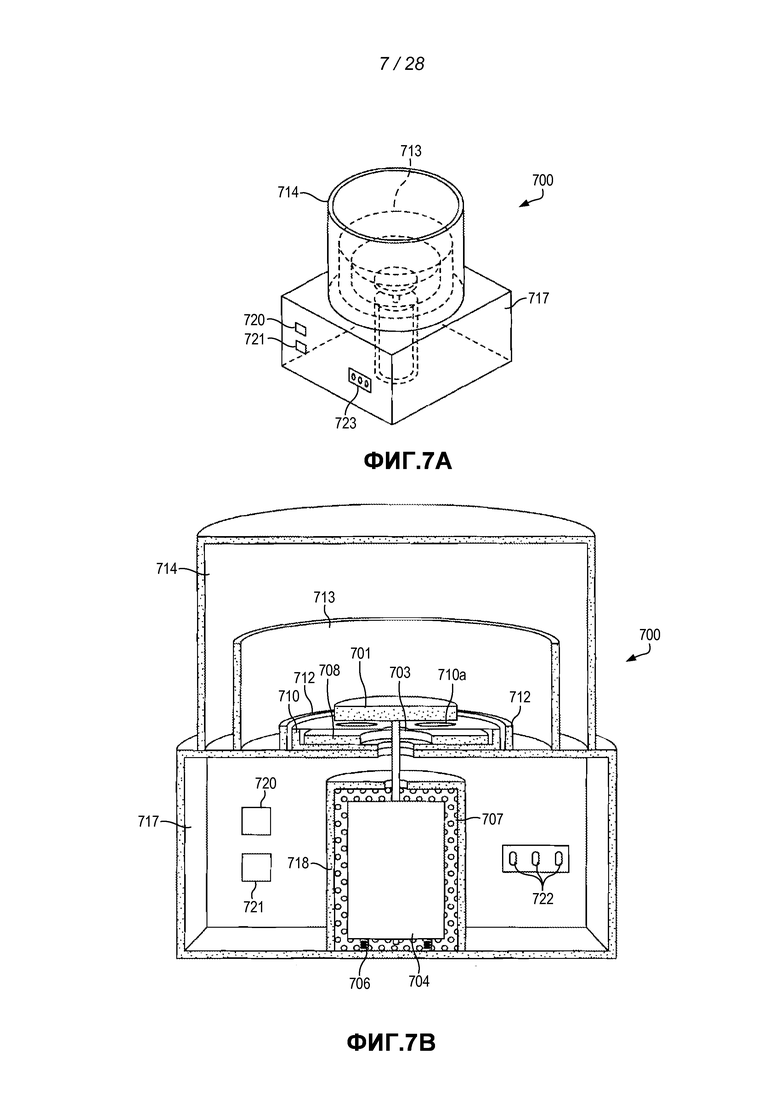
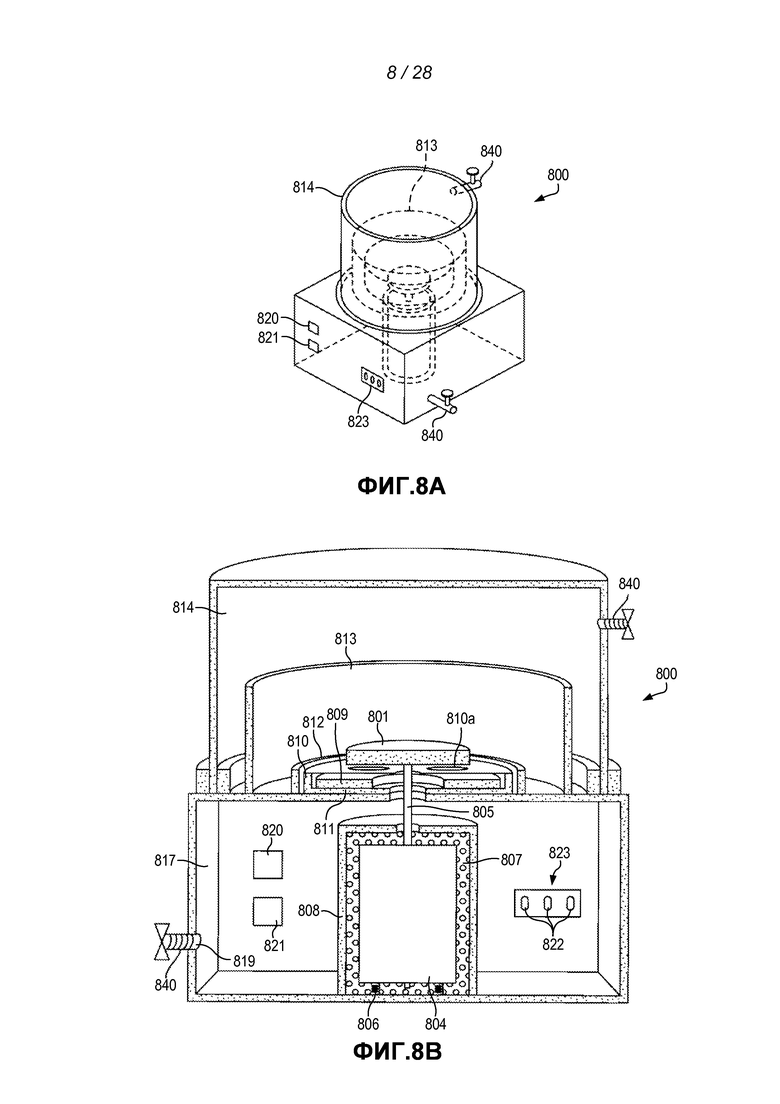

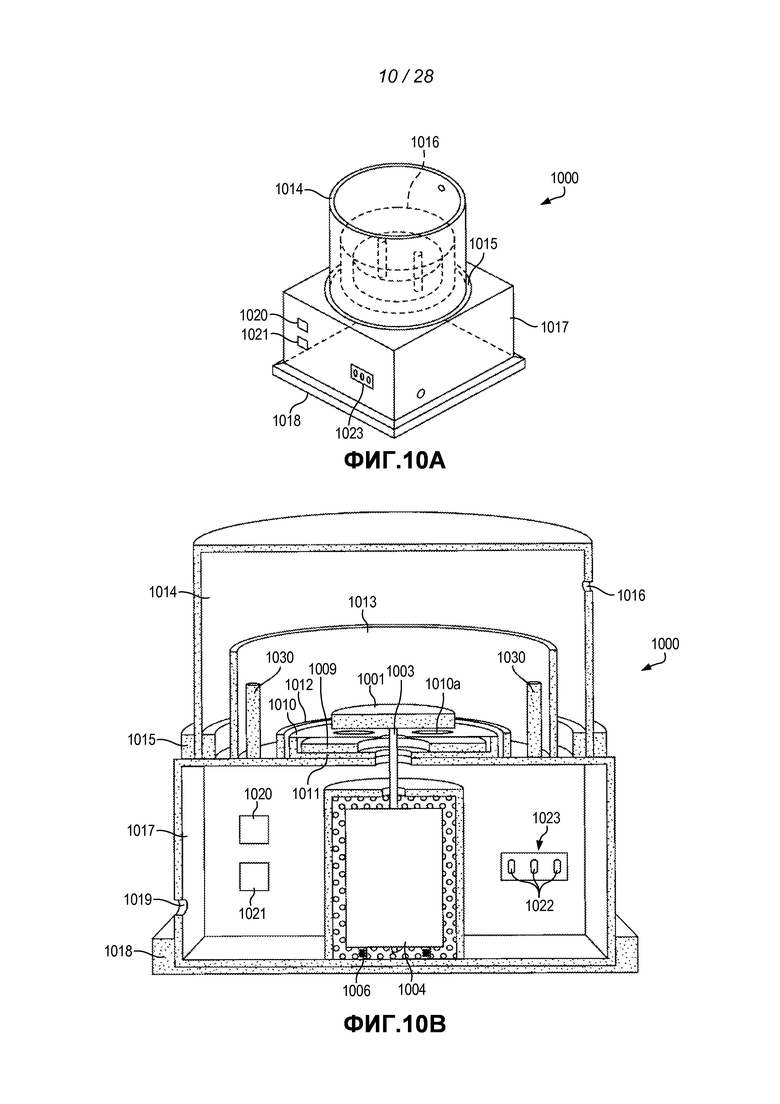
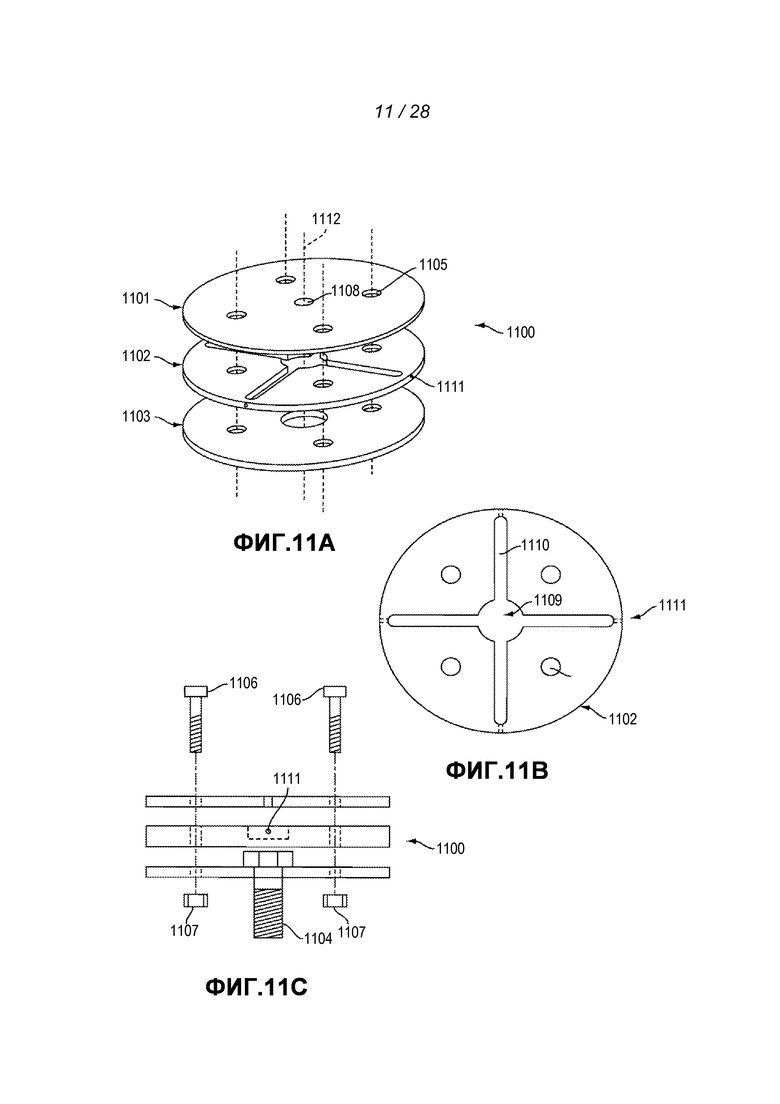
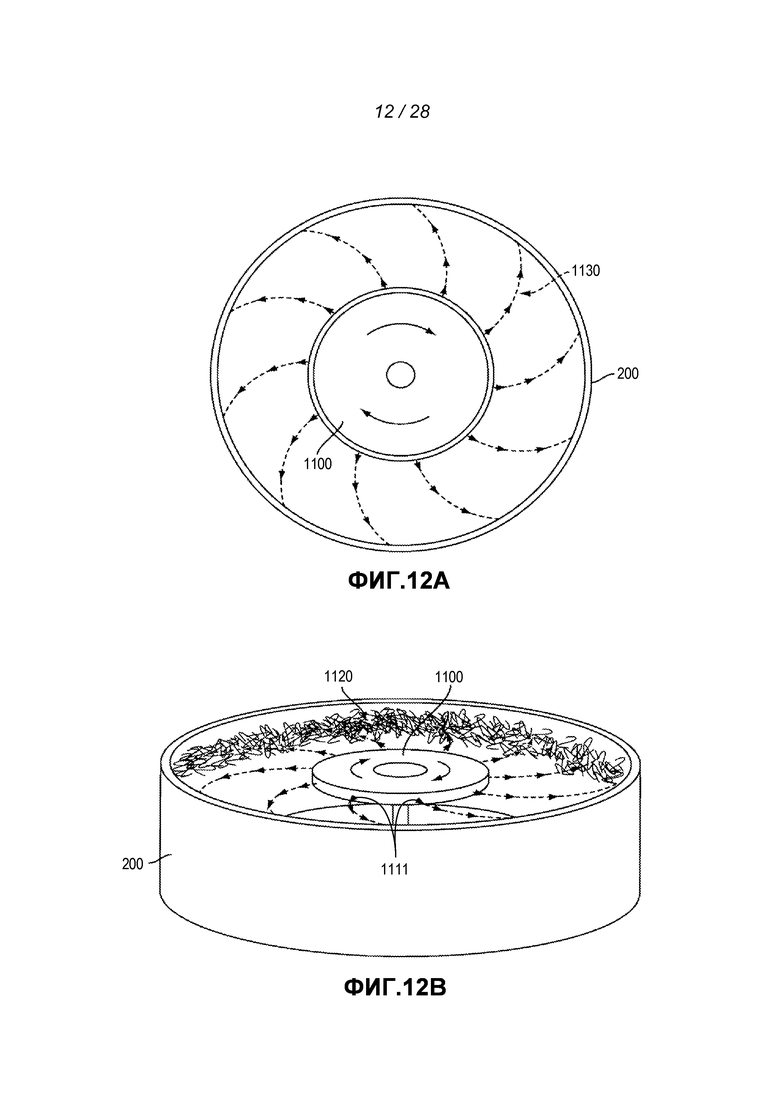
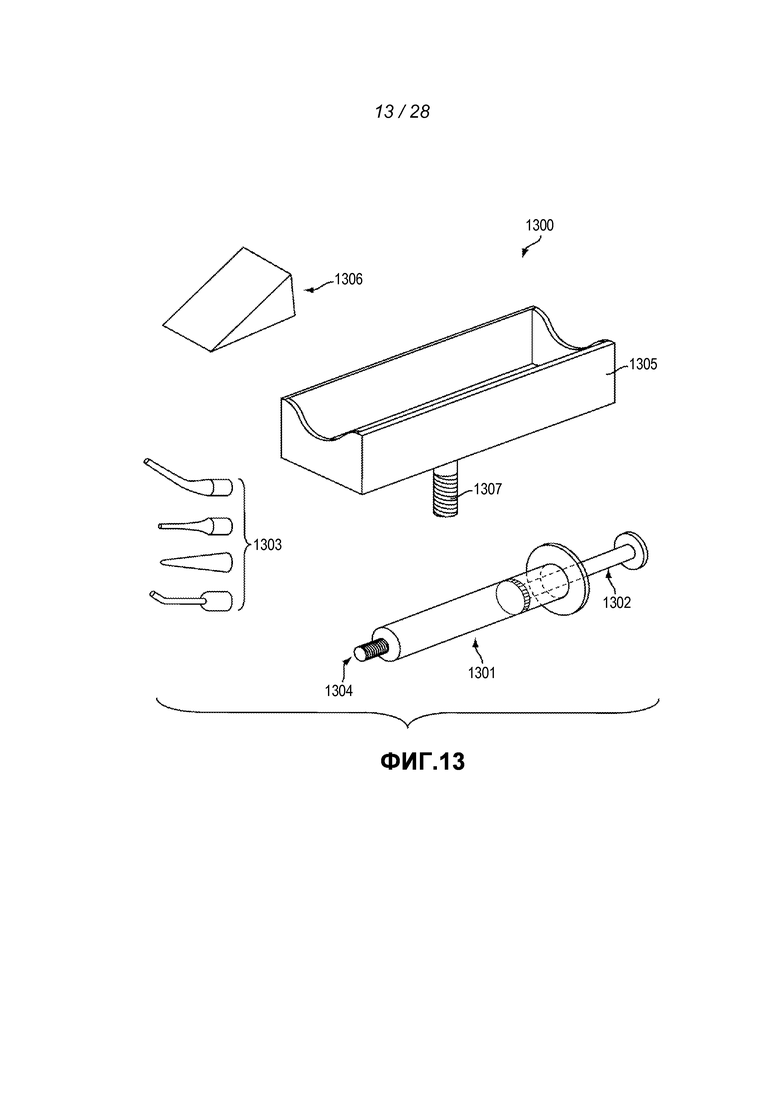
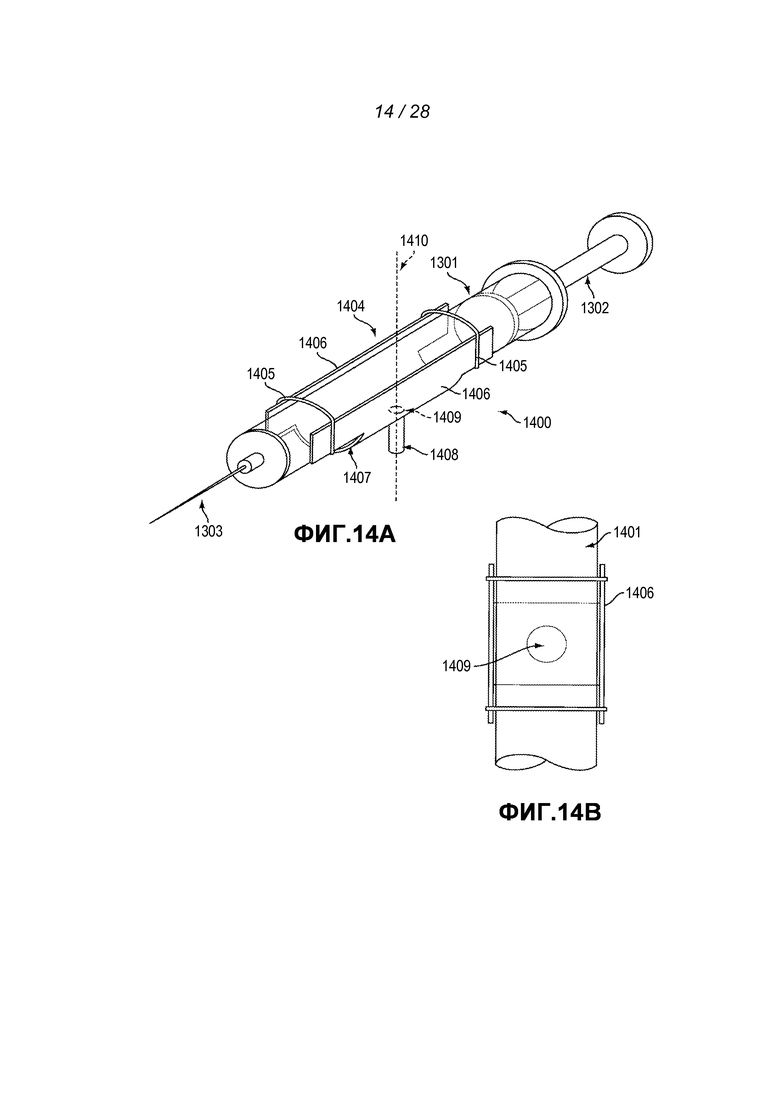


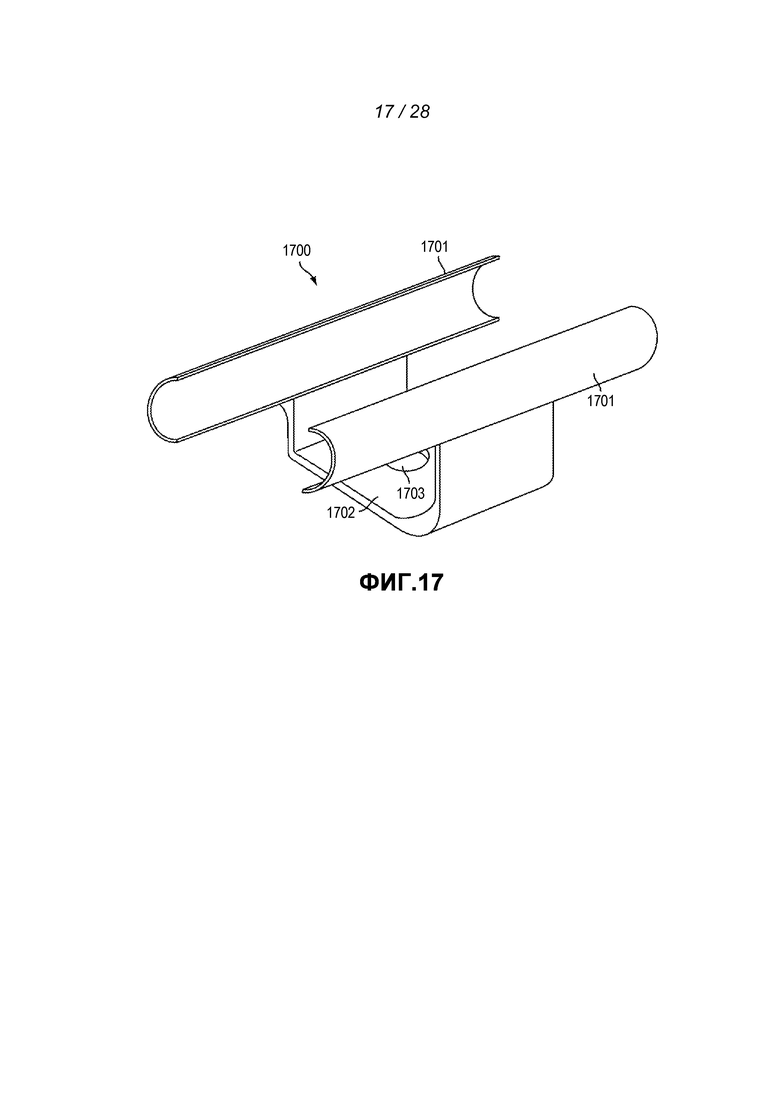

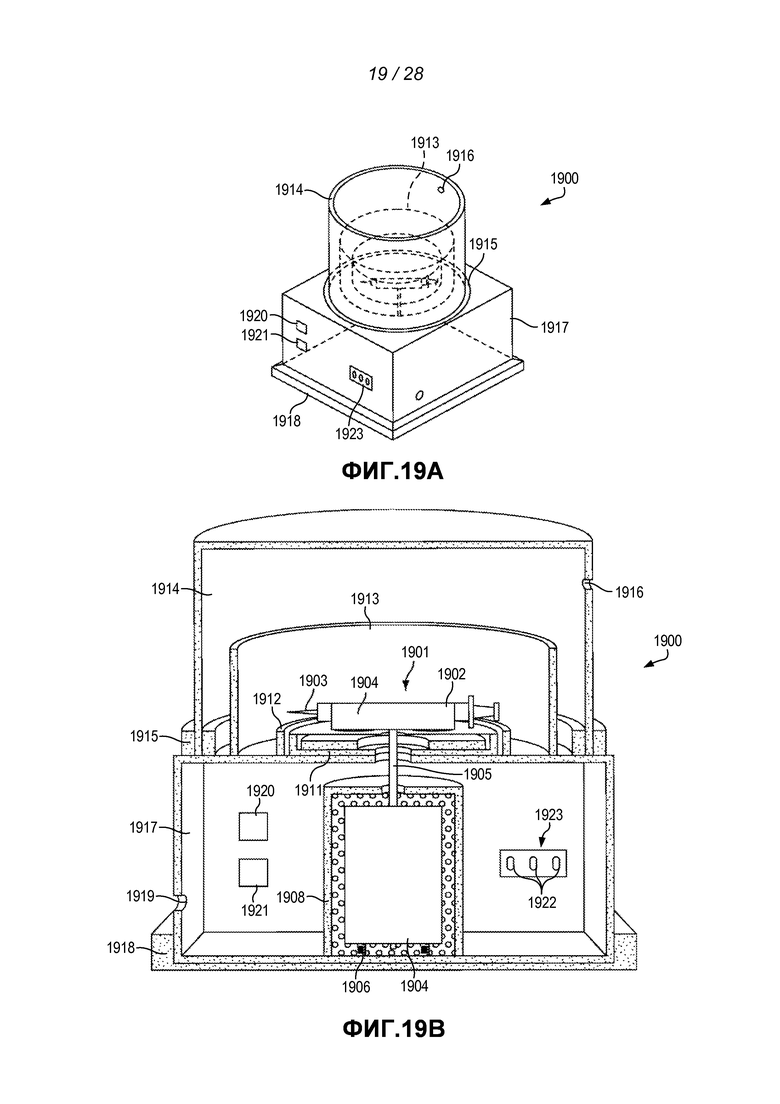

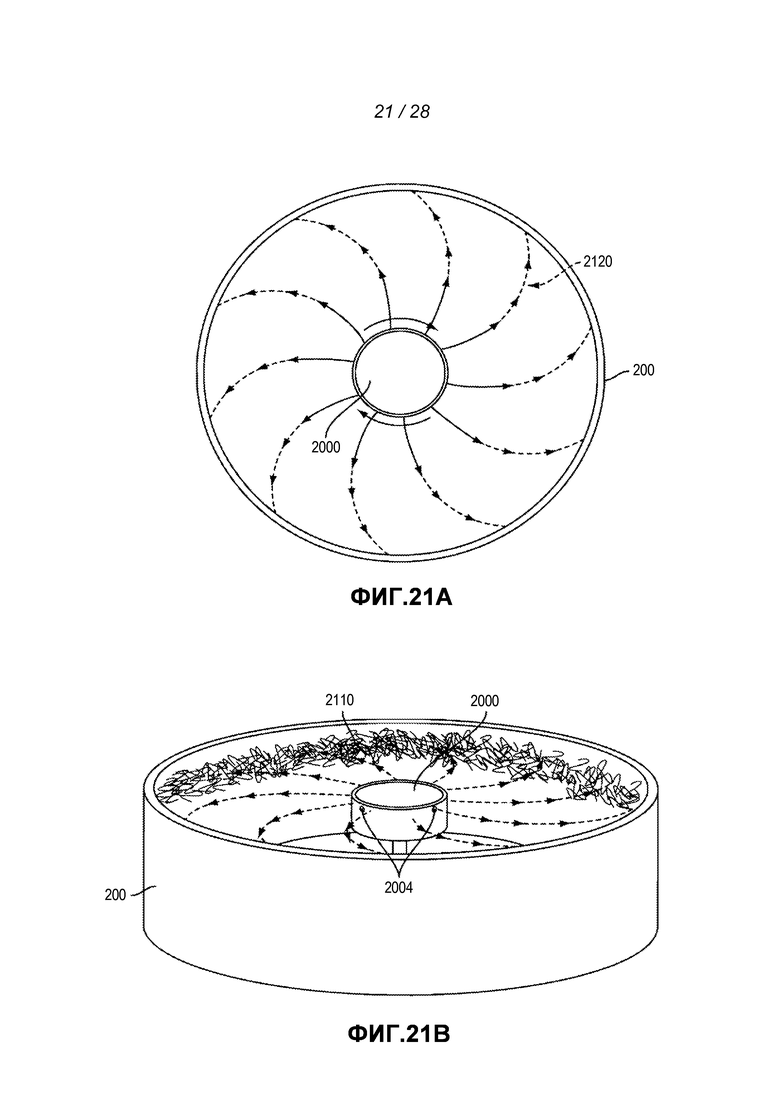
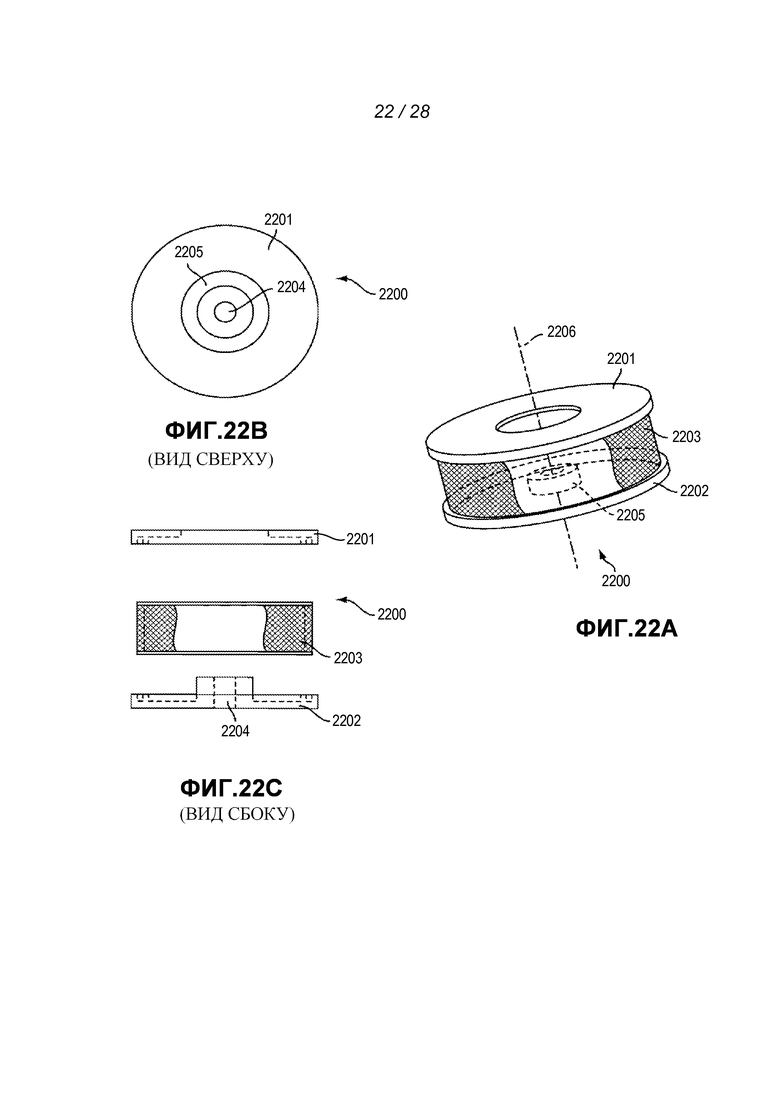
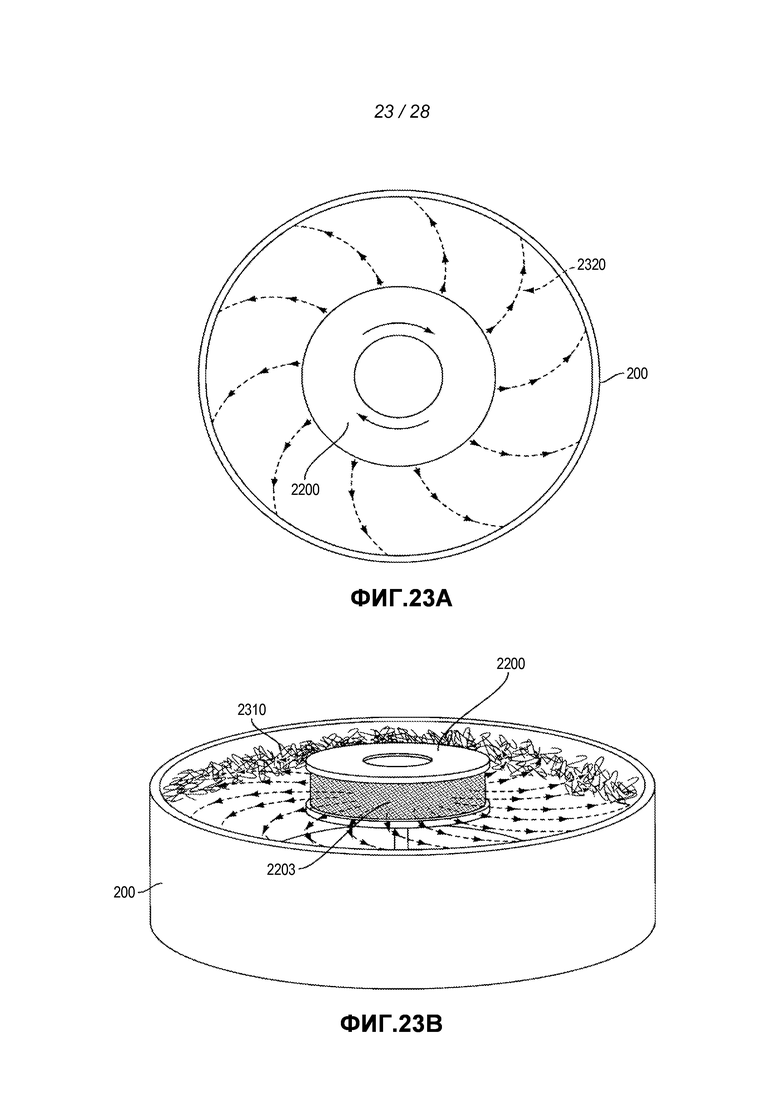
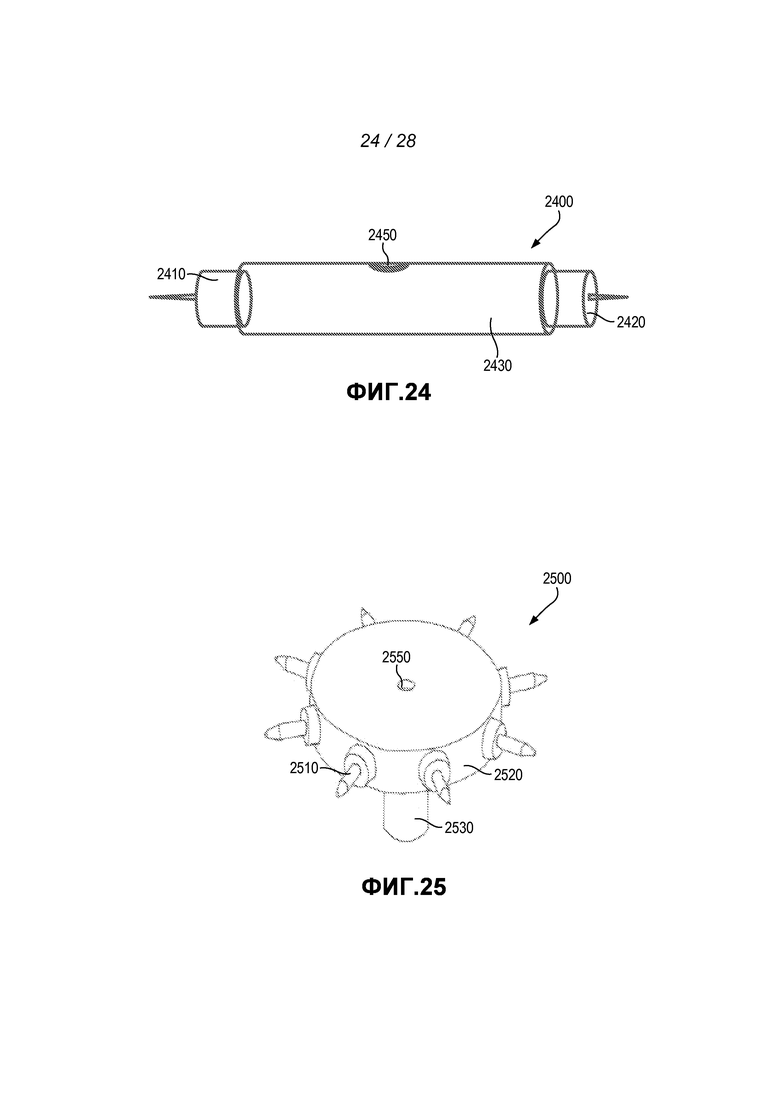

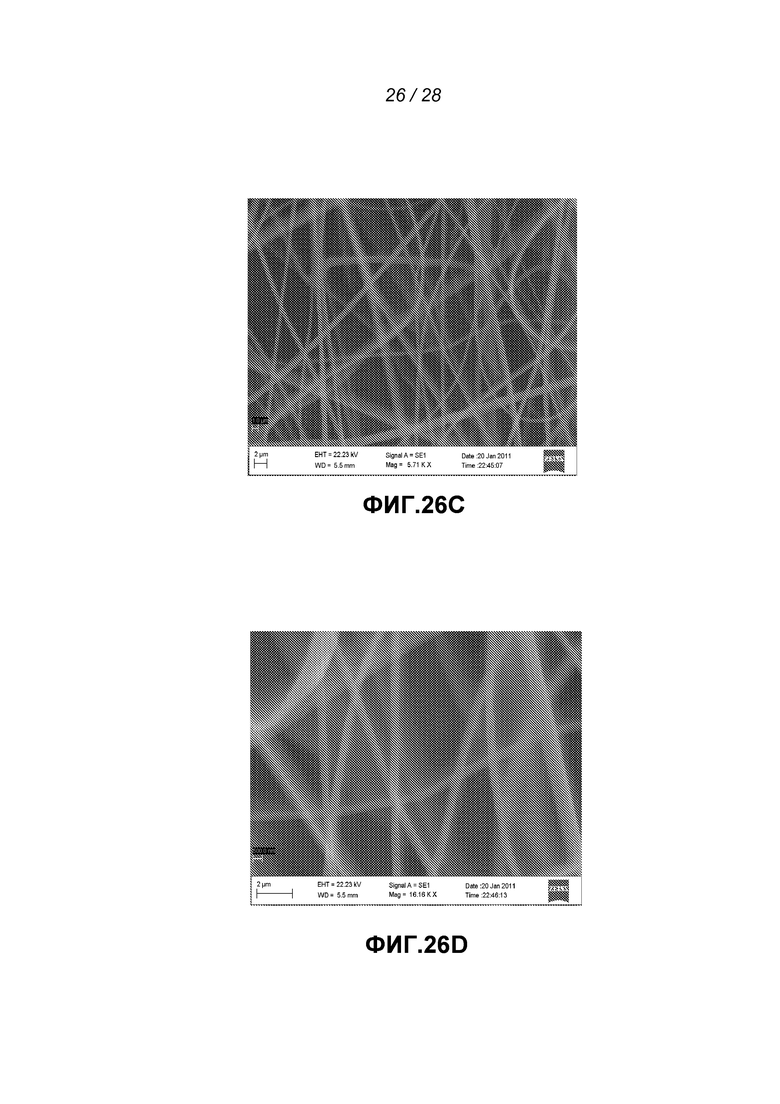
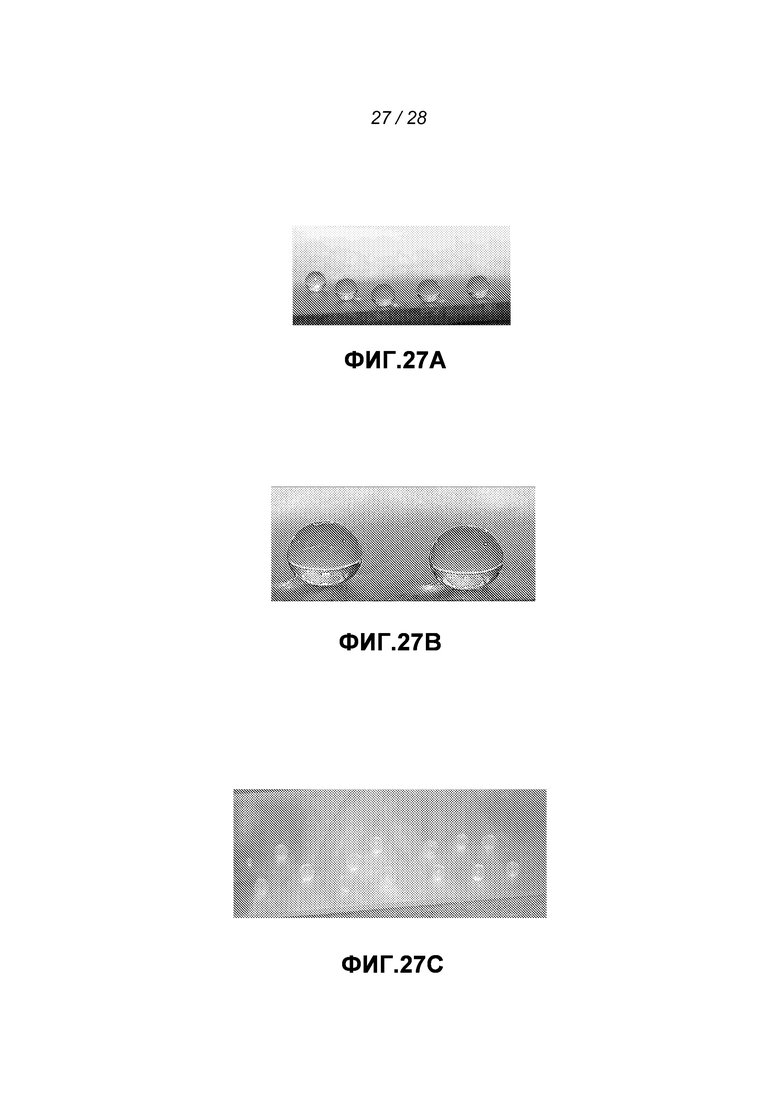

Способ получения волокон включает стадии, в которых помещают композицию, которая включает один или более фторполимеров, в корпус устройства для получения волокна и приводят устройство во вращение со скоростью, достаточной для выбрасывания материала из устройства для получения волокна с образованием фторполимерных микроволокон и/или нановолокон. 3 н. и 18 з.п. ф-лы, 55 ил.
1. Способ получения волокон, согласно которому:
помещают композицию, содержащую один или более фторполимеров, в корпус устройства для получения волокна, причем корпус включает в себя одно или более отверстий;
приводят во вращение устройство для получения волокна со скоростью по меньшей мере около 500 об/мин, причем вращение устройства для получения волокна вызывает прохождение композиции в корпусе через одно или более отверстий для образования микроволокон и/или нановолокон, содержащих один или более фторполимеров; и
собирают по меньшей мере часть полученных микроволокон и/или нановолокон.
2. Способ по п. 1, согласно которому микроволокна и/или нановолокна создают, не подвергая волокна во время их создания воздействию приложенного извне электрического поля.
3. Способ по п. 1, согласно которому дополнительно смешивают один или более фторполимеров с растворителем для получения композиции в виде смеси одного или более фторполимеров в растворителе и помещают композицию в устройство для получения волокна.
4. Способ по п. 1, согласно которому устройство для получения волокна содержит по меньшей мере два противолежащих отверстия.
5. Способ по п. 1, согласно которому устройство для получения волокна содержит одну или более игл, присоединенных к одному или более отверстиям.
6. Способ по п. 1, согласно которому дополнительно присоединяют устройство для получения волокна к приводному устройству и приводят в действие приводное устройство, причем приводное устройство вращает устройство для получения волокна.
7. Способ по п. 1, согласно которому дополнительно помещают устройство для получения волокна в камеру и регулируют среду внутри камеры.
8. Способ по п. 1, согласно которому дополнительно собирают волокна на сборном устройстве, окружающем по меньшей мере часть устройства для получения волокна.
9. Способ по п. 8, согласно которому промежуточная стенка, по меньшей мере частично, окружает сборное устройство, причем промежуточная стенка имеет большую высоту, чем сборное устройство.
10. Способ по п. 1, согласно которому дополнительно собирают волокна на одном или более сборных стержнях, окружающих по меньшей мере часть устройства для получения волокна.
11. Способ по п. 1, согласно которому один или более фторполимеров представляет собой политетрафторэтиленовый полимер.
12. Способ по п. 1, согласно которому один или более фторполимеров растворяют во фторированном растворителе.
13. Способ по п. 1, согласно которому волокна изготавливают при комнатной температуре.
14. Способ по п. 1, согласно которому композиция состоит по существу из одного или более фторполимеров в растворителе.
15. Способ по п. 1, согласно которому композиция состоит из одного или более фторполимеров в растворителе.
16. Волокна, полученные с использованием способа по любому из пп. 1-15.
17. Волокна по п. 16, которые имеют краевой угол смачивания в контакте с водой свыше 150°.
18. Волокна по п. 16, которые имеют гистерезис краевого угла смачивания менее 10°.
19. Ткань, изготовленная с использованием фторполимерных нановолокон и/или микроволокон, в которой фторполимерные нановолокна и/или микроволокна получены с использованием способа по любому из пп. 1-15.
20. Ткань по п. 19, которая имеет краевой угол смачивания в контакте с водой свыше 150°.
21. Ткань по п. 19, которая имеет гистерезис краевого угла смачивания менее 10°.
| US 20090280325 A1, 12.11.2009 | |||
| US 20090160099 A1, 25.06.2009 | |||
| US 5328946 A, 12.07.1994 | |||
| WO 2009127170 A2, 22.10.2009. |

