Уровень техники
Изобретение относится к области турбомашин, в частности, авиационных газотурбинных двигателей или промышленных турбин, в частности, относится к сопловым аппаратам турбины и к направляющим аппаратам компрессора для таких турбомашин.
Улучшение характеристик турбомашин и снижение их загрязняющих выбросов предполагает применение все более высоких рабочих температур.
По этой причине для изготовления элементов горячих частей турбомашин было предложено применять композиционные материалы с керамической матрицей (ККМ). Действительно, эти материалы обладают исключительными термомеханическими свойствами, то есть механическими свойствами, которые позволяют применять их для изготовления конструктивных элементов, а также обладают способностью сохранять эти свойства при высоких температурах. Кроме того, материалы ККМ имеют намного меньшую объемную массу по сравнению с металлическими материалами, традиционно применяемыми для элементов горячих частей турбомашин.
Так, в документах WO 2010/061140, WO 2010/116066 и WO 2011/080443 описано выполнение из ККМ лопаток рабочих колес турбомашин со встроенными площадками и пятками. Было также предложено использовать материалы ККМ для сопловых аппаратов турбины, в частности, в документе WO 2010/146288.
Традиционный металлический сопловой аппарат турбины образован из нескольких собранных друг с другом секторов, при этом каждый сектор содержит внутреннюю площадку, наружную площадку и множество перьев лопаток, проходящих между внутренней и наружной площадками и жестко соединенных с этими площадками. Внутренняя и наружная площадки ограничивают газовоздушный тракт в сопловом аппарате. С внутренней стороны часто применяют истираемый материал на внутренних площадках, взаимодействующий с уплотнительными гребешками, жестко соединенными с ротором турбины. Как правило, истираемый материал применяют в виде металлической конструкции типа сотовой структуры.
Если сопловой аппарат турбины образован секторами из материала ККМ, возникает проблема крепления истираемого материала.
Аналогичная проблема возникает для направляющих аппаратов компрессора, образованных секторами из материала ККМ, на которых располагают истираемый материал с внутренней стороны внутренних площадок.
Объект и сущность изобретения
Изобретение призвано предложить решение этой проблемы, в связи с чем его объектом является узел, образованный сопловым аппаратом турбины или направляющим аппаратом компрессора для турбомашины и металлическим кольцом-подложкой для истираемого материала, при этом сопловой аппарат турбины или направляющий аппарат компрессора содержат множество секторов, каждый из которых содержит внутреннюю площадку, наружную площадку и перья лопаток, проходящее между внутренней площадкой и наружной площадкой и жестко соединенные с этими площадками, и внутренние площадки секторов, с внутренней стороны внутренних площадок, несут на себе кольцо-подложку для истираемого материала
в котором:
сектора соплового аппарата или направляющего аппарата выполнены из композиционного материала с керамической матрицей,
кольцо-подложка для истираемого материала образовано из секторов, каждый из которых содержит расположенную выше по потоку крепежную лапку и расположенную ниже по потоку крепежную лапки, которые проходят наружу,
внутренние площадки секторов соплового аппарата или направляющего аппарата содержат, каждая, с внутренней стороны расположенный выше по потоку крючок и расположенный ниже по потоку крючок, которые проходят внутрь, и
кольцо-подложка для истираемого материала является поддерживаемым сопловым аппаратом или направляющим аппаратом посредством взаимного зацепления без жесткого соединения концевых частей расположенных выше по потоку крепежных лапок и расположенных выше по потоку крючков и посредством взаимного зацепления без жесткого соединения расположенных ниже по потоку крепежных лапок и расположенных ниже по потоку крючков.
Таким образом, элементы из материала ККМ и из металла находятся в ограниченном контакте без жесткого соединения, и контакт происходит между частями в виде крючков и лапок, которые обладают способностью к упругой деформации, и все это позволяет приспособиться к дифференциальным размерным изменениям термического характера.
Предпочтительно поверхности взаимного зацепления между крепежными лапками секторов кольца-подложки для истираемого материала и крючков секторов соплового аппарата или направляющего аппарата образуют в радиальном сечении сегменты полок V-образного профиля. Таким образом, дифференциальные размерные изменения в радиальном направлении и в осевом направлении можно компенсировать за счет скольжения вдоль поверхностей зацепления. Кроме того, за счет этого можно достигать хорошей центровки кольца-подложки для истираемого материала.
Предпочтительно концевые части крепежных лапок секторов кольца-подложки для истираемого материала образуют направляющие, в которых зацепляются концевые части крючков секторов соплового аппарата или направляющего аппарата.
Предпочтительно предусмотрены упоры для ограничения в окружном направлении взаимного зацепления секторов кольца-подложки истираемого материала и секторов соплового аппарата или направляющего аппарата.
Объектом изобретения является также турбина турбомашины, содержащая корпус турбины и по меньшей мере один описанный выше узел, образованный сопловым аппаратом турбины из композиционного материала с керамической матрицей и металлическим кольцом-подложкой для истираемого материала.
Объектом изобретения является также компрессор турбомашины, содержащий корпус компрессора и по меньшей мере один описанный выше узел, образованный направляющим аппаратом компрессора из композиционного материала с керамической матрицей и металлическим кольцом-подложкой для истираемого материала.
Предпочтительно наружные площадки секторов соплового аппарата или направляющего аппарата содержат крепежные лапки, которые проходят наружу, с наружной стороны наружных площадок и при помощи которых узел является поддерживаемым в корпусе турбины или компрессора.
Краткое описание чертежей
Изобретение будет более понятно из нижеследующего описания, представленного в качестве не ограничительного примера, со ссылками на прилагаемые чертежи, на которых:
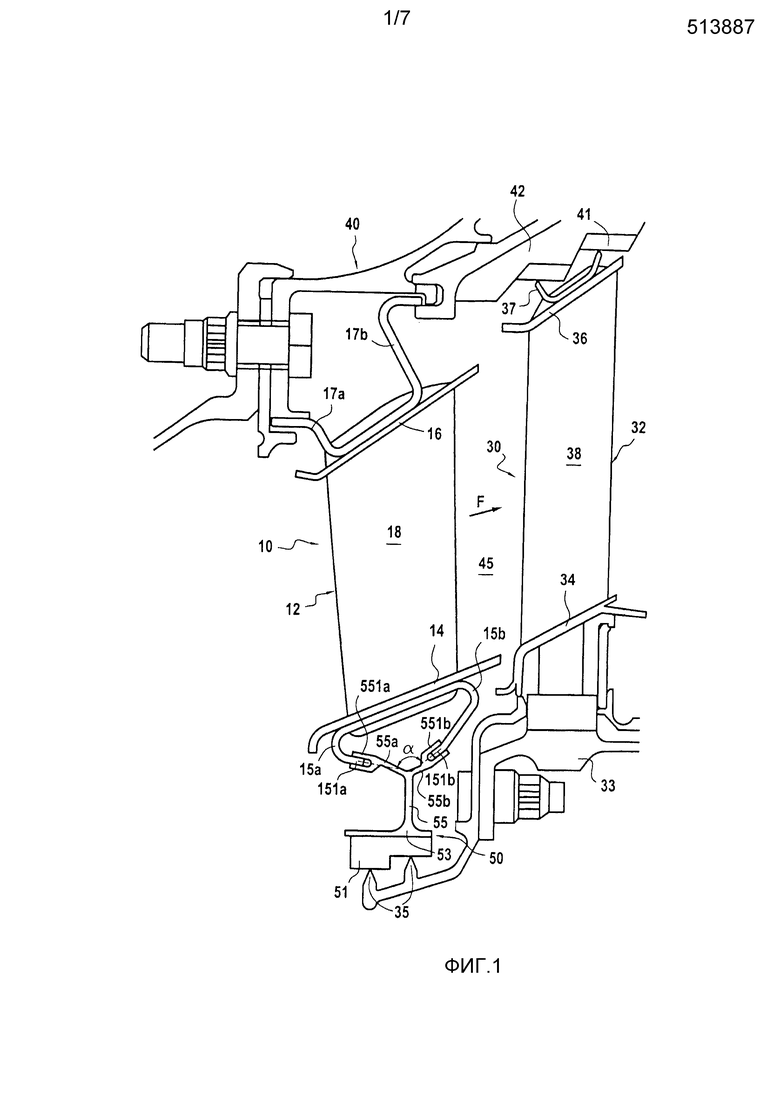
Фиг. 1 - частичный схематичный вид в осевом разрезе турбины низкого давления турбомашины, содержащей узел, образованный сопловым аппаратом турбины из материала ККМ и металлическим кольцом-подложкой для истираемого материала согласно варианту выполнения изобретения.
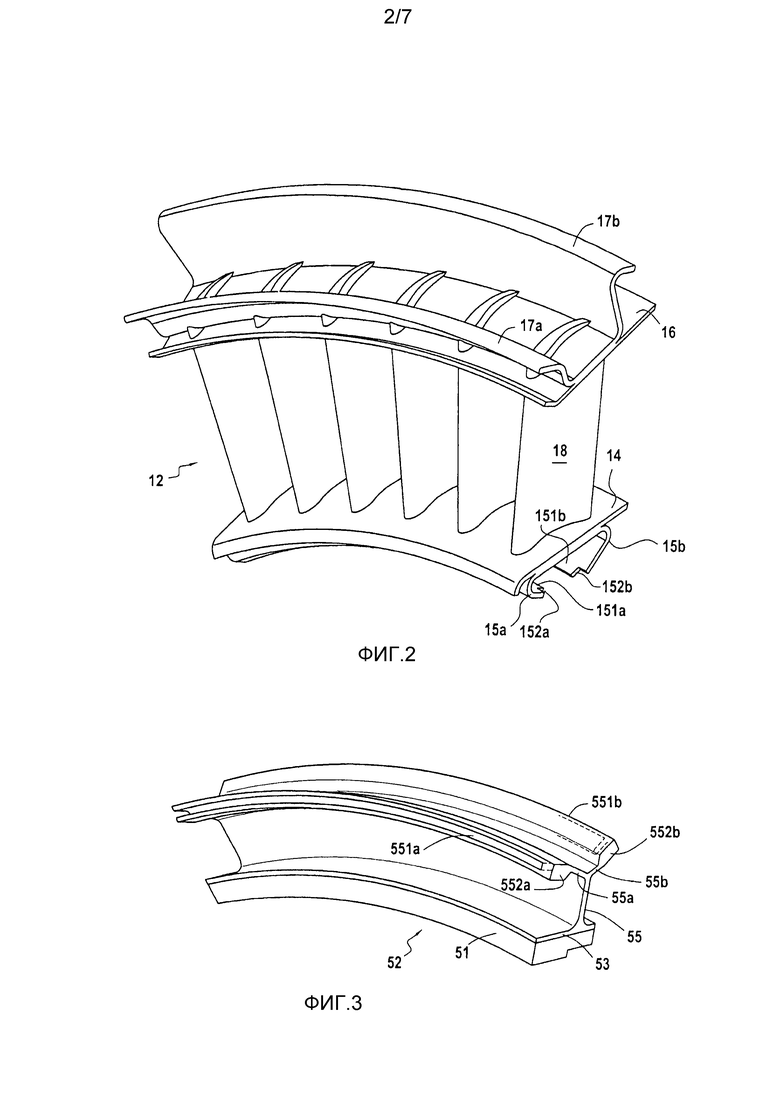
Фиг. 2 - схематичный вид в перспективе сектора соплового аппарата, показанного на фиг. 1.
Фиг. 3 - схематичный вид в перспективе сектора кольца-подложки для истираемого материала, показанного на фиг. 1.
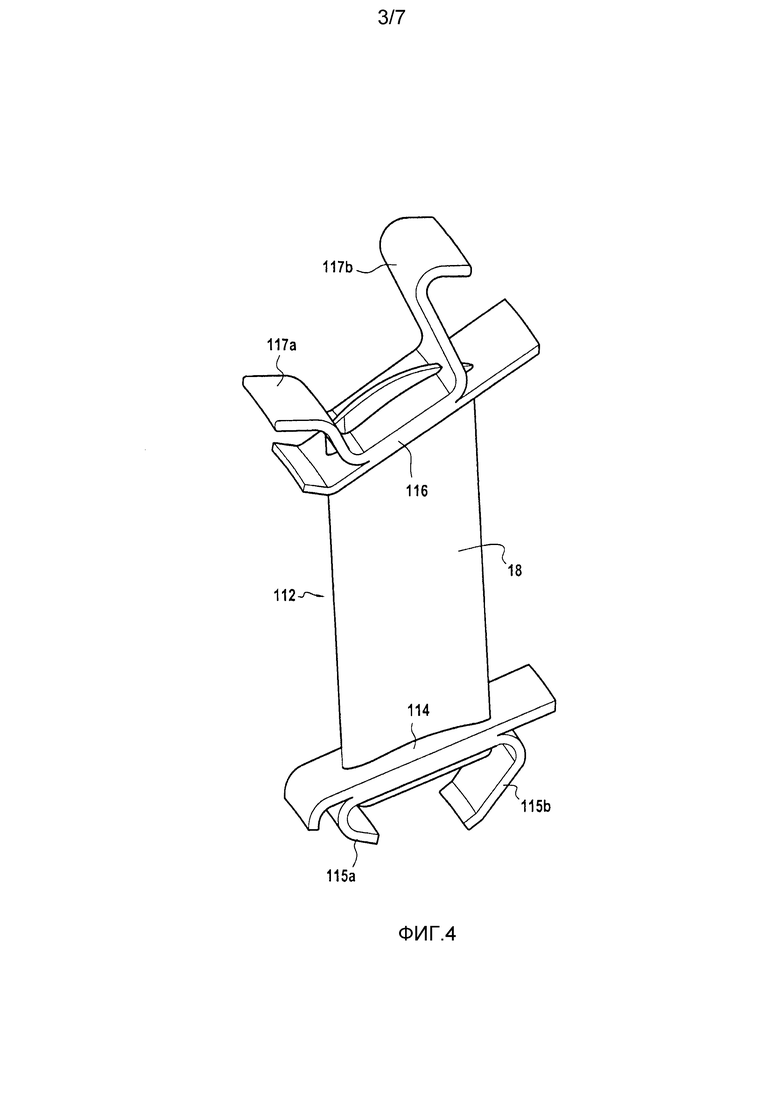
Фиг. 4 - вид в перспективе сопловой лопатки с одним пером, входящей в состав сектора соплового аппарата турбины, показанного на фиг. 2.
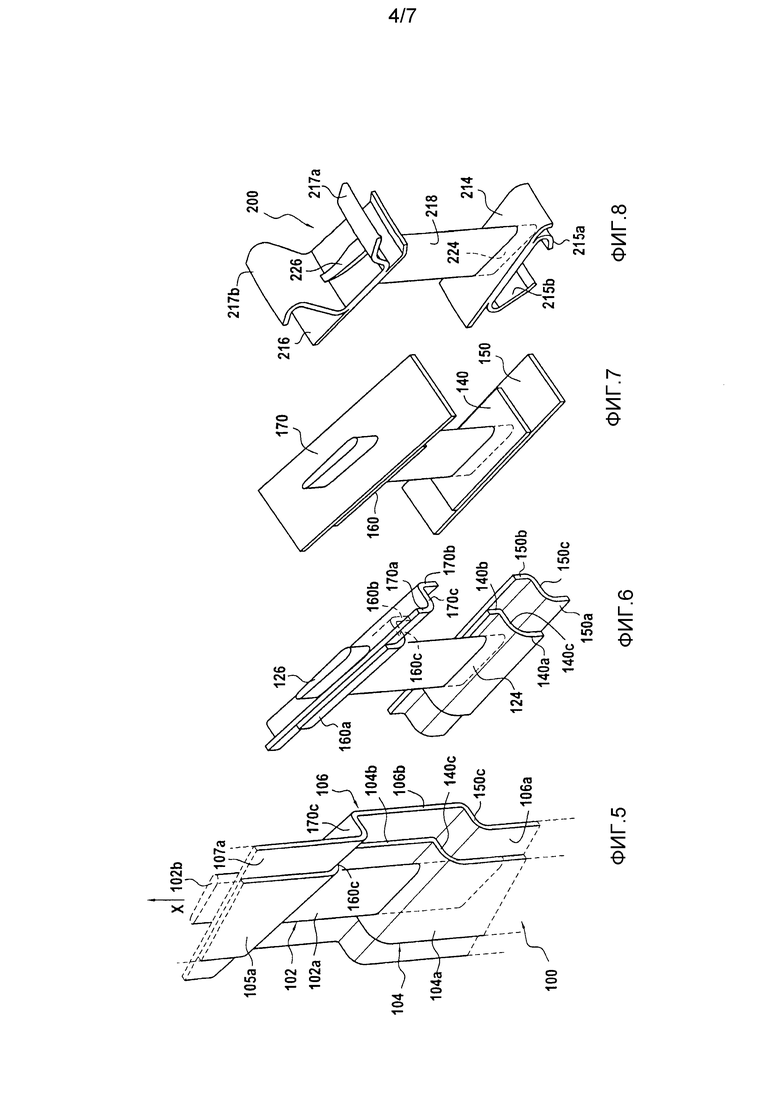
Фиг. 5-8 - схематично иллюстрируют последовательные этапы способа выполнения волокнистой заготовки для сопловой лопатки, показанной на фиг. 4.
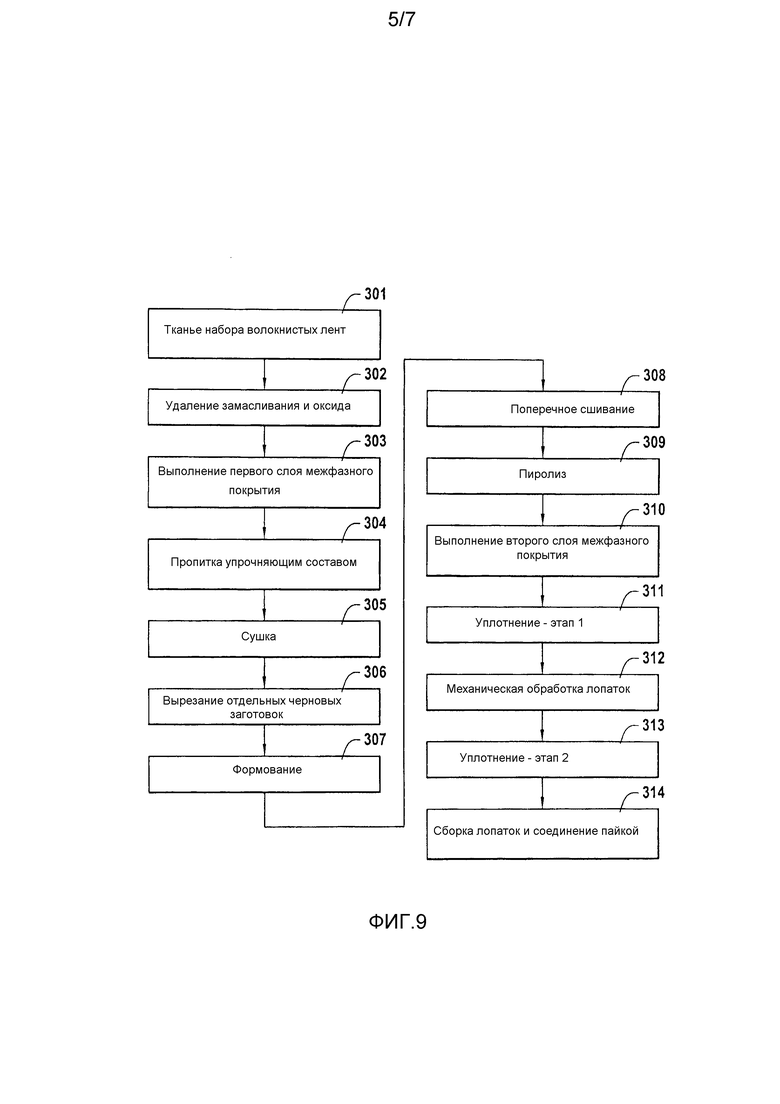
Фиг. 9 - последовательные этапы способа изготовления сектора соплового аппарата, показанного на фиг. 2.
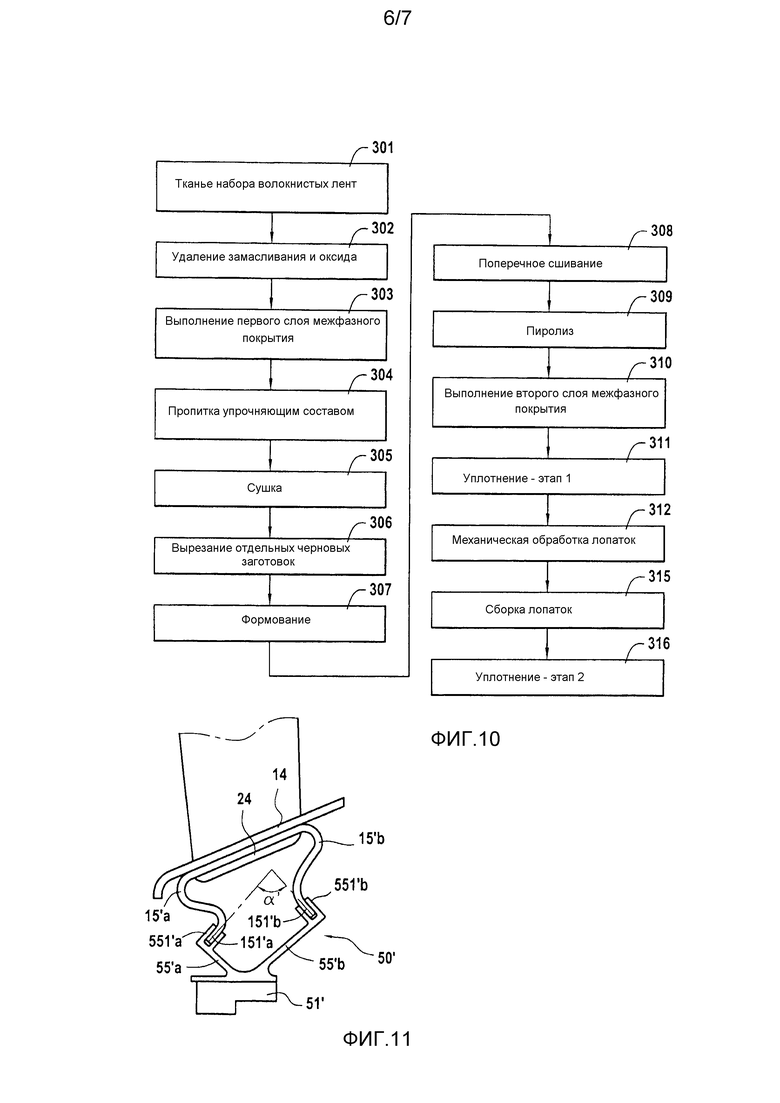
Фиг. 10 - последовательные этапы другого способа изготовления сектора соплового аппарата, показанного на фиг. 2.
Фиг. 11 - частичный схематичный вид в разрезе, иллюстрирующий вариант выполнения крепления металлического кольца-подложки для истираемого материала на сопловом аппарате турбины из ККМ согласно другому варианту выполнения изобретения.
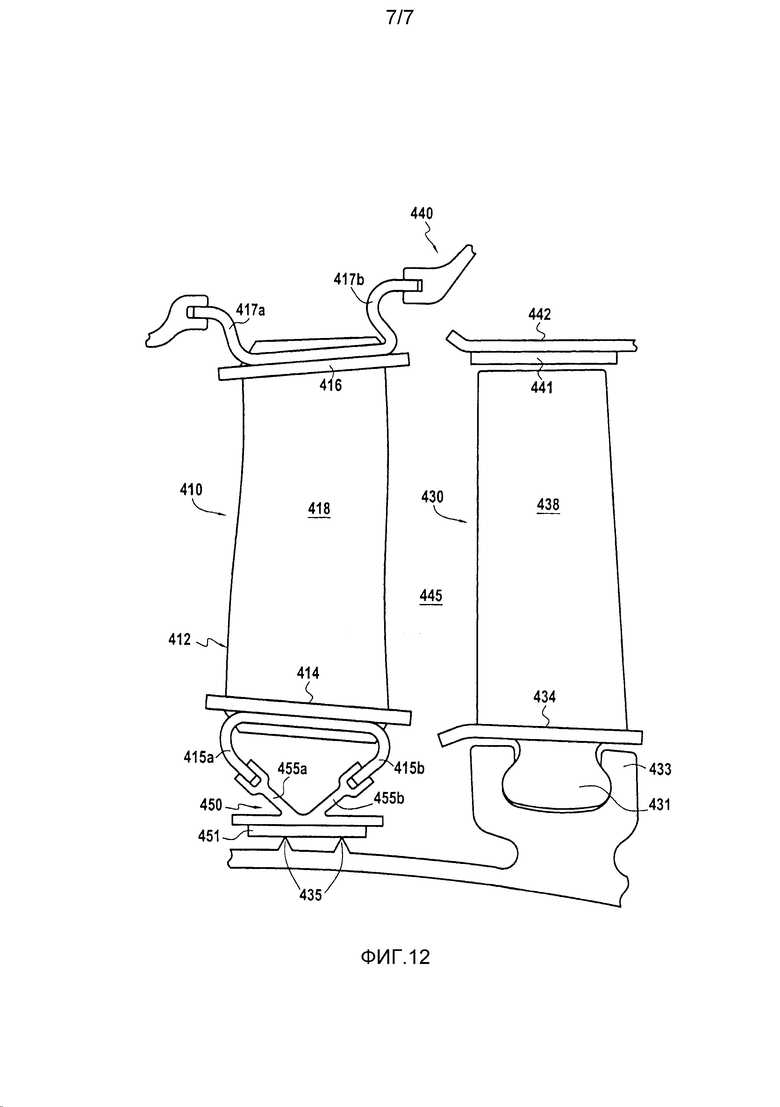
Фиг. 12 - частичный схематичный вид в осевом разрезе компрессора турбомашины, содержащего узел, образованный направляющим аппаратом компрессора из материала ККМ и металлическим кольцом-подложкой для истираемого материала согласно другому варианту выполнения изобретения.
Подробное описание вариантов выполнения
Многоступенчатая турбина низкого давления (НД) турбомашины, например, авиационного газотурбинного двигателя, частично показанная на фиг. 1, содержит множество неподвижных сопловых аппаратов 10, которые чередуются с подвижными колесами 30 в направлении прохождения газового потока в турбине (стрелка F) и которые установлены в корпусе 40 турбины.
Каждое подвижное колесо 30 содержит множество лопаток 32, содержащих внутреннюю площадку 34, наружную площадку или пятку 36 и перо 38, проходящее между площадками 34 и 36 и соединенное с этими площадками. С внутренней стороны площадки 34 лопатка продолжена ножкой, вставленной в гнездо диска 33. С наружной стороны на пятке 36 выполнены гребешки 37 напротив истираемого материала 41, который несет на себе разделенное на сектора кольцо 42, для обеспечения герметичности в вершинах лопаток 32.
В дальнейшем тексте настоящего описания термины «внутренний» и «наружный» применяются относительно положения или направления по отношению к оси турбины.
Лопатки 32 могут быть традиционными металлическими лопатками или лопатками из материала ККМ, выполненными, например, как описано в вышеуказанных документах WO 2010/061140, WO 2010/116066 или WO 2011/080443.
По меньшей мере один из сопловых аппаратов, таких как сопловой аппарат 10, показанный на фиг. 1, образован объединением нескольких кольцевых секторов соплового аппарата из материала ККМ.
Каждый сектор 12 соплового аппарата (фиг. 1 и 2) содержит внутреннюю площадку 14, наружную площадку 16 и множество перьев 18 лопаток, проходящих между площадками 14, 16 и жестко соединенных с этими площадками. Наружные стороны площадок 14, 34 и внутренние стороны площадок 16, 36 ограничивают в турбине тракт 45 прохождения газового потока.
С наружной стороны от наружной площадки 16 выступают расположенная выше по потоку крепежная лапка 17а и расположенная ниже по потоку крепежная лапка 17b, каждая из которых выполнена в виде кольцевого сектора с сечением, по существу, S-образной формы. Крепежные лапки 17а, 17b проходят на таком же угловом расстоянии, что и площадка 16. Крепежные лапки 17а, 17b, с одной стороны, и площадка 16, с другой стороны, могут быть совмещены в радиальном направлении или могут быть слегка смещены относительно друг друга в окружном направлении, взаимно перекрывая друг друга на уровне стыков между секторами. Концевые части лапок 17а, 17b ориентированы соответственно в направлении выше по потоку и в направлении ниже по потоку и зацеплены в крючках, которые несет на себе корпус 40, чтобы установить сопловой аппарат 10 в корпусе 40 таким же образом, как и металлический сопловой аппарат турбины.
В дальнейшем тексте термины «расположенный выше по потоку» и «расположенный ниже по потоку» следует рассматривать относительно направления прохождения газового потока в тракте 45.
С внутренней стороны под внутренней платформой 14 выступают расположенный выше по потоку крючок 15а и расположенный ниже по потоку крючок 15b в виде кольцевых секторов с сечением, по существу, С-образной формы, при этом крючок 15а загнут в направлении ниже по потоку, тогда как крючок 15b загнут в направлении выше по потоку. В данном случае крючки 15а, 15b проходят под таким же углом, что и площадка 14.
Крючки 15а, 15b поддерживают и удерживают в осевом положении разделенное на сектора металлическое кольцо 50, которое содержит с внутренней стороны истираемый материал 51 напротив гребешков 35, которые несет на себе диск 33 для обеспечения герметичности тракта 45 с внутренней стороны. Крючки 15а, 15b, с одной стороны, и площадка 14, с другой стороны, могут быть совмещены в радиальном направлении или могут быть слегка взаимно смещены в окружном направлении, взаимно перекрывая друг друга на уровне стыков между секторами.
Металлическое кольцо 50 образовано из плотно пригнанных друг к другу секторов 52, каждый из которых образует элемент из истираемого материала (фиг. 1 и 3). В представленном примере каждый сектор 52 кольца имеет основание 53, от которого наружу выступает часть 55 с сечением, по существу, Y-образной формы, заканчивающаяся расположенной выше по потоку 55а и расположенной ниже по потоку 55b крепежными лапками. Крепежные лапки 55а, 55b имеют вид кольцевых секторов, которые проходят под тем же углом, что и сектора 52 кольца, и совмещены с ними в радиальном направлении. Следует отметить, что часть 55 кольца 50 в варианте может иметь сечение в виде V, то есть может быть ограничена крепежными лапками 55а, 55b, в частности, когда имеющееся в распоряжении пространство с внутренней стороны сектора 12 соплового аппарата является более ограниченным.
В представленном примере, взаимное зацепление между крючками 15а и крепежными лапками 55а, с одной стороны, и между крючками 15b и крепежными лапками 55b, с другой стороны, происходит за счет зацепления концевых частей 151а, 151b крючков 15а, 15b в соответствующих направляющих 551а, 551b, образованных на концах крепежных лапок 55а, 55b.
Зацепление происходит посредством перемещения скольжением в окружном направлении до вхождения в контакт со стопорными упорами, чтобы совместить в радиальном направлении сектор 12 соплового аппарата с сектором 52 кольца. Упоры выполнены, например, в виде вырезов 152а, 152b на окружном конце концевых частей 151а, 151b крючков 15а, 15b (фиг. 2) и посредством закрывания направляющих 551а, 551b сплошными частями 552а, 552b на окружном конце крепежных лапок 55а, 55b, и на этом конце направляющие не являются открытыми (фиг. 3). Разумеется, можно предусмотреть другие формы стопорных упоров. Можно также предусмотреть упор только на расположенных выше по потоку крючках и крепежных лапках или только на расположенных ниже по потоку крючках и крепежных лапках.
В представленном примере сектора 52 кольца и сектора 12 соплового аппарата имеют одинаковый угловой размер. В варианте угловой размер секторов кольца может быть кратным или долей углового размера секторов соплового аппарата.
Предпочтительно поверхности взаимного зацепления между концевой частью 151а крючка 15а и направляющей 551а крепежной лапки 55а и поверхности взаимного зацепления между концевой частью 151b крючка 15b и направляющей 551b крепежной лапки 55b образуют в радиальном сечении прямолинейные сегменты полок V-образного профиля, причем эти сегменты образуют угол α (фиг. 1), например, составляющий от 15° до 175°. Кроме того, эти взаимные зацепления происходят без жесткого соединения между крючками 15а, 15b и лапками 55а, 55b. Таким образом, соединение между сектором 12 соплового аппарата из материала ККМС и сектором 52 металлического кольца-подложки для истираемого материала осуществляют таким образом, чтобы приспособить его к дифференциальным размерным изменениям термического характера.
Сектора 12 соплового аппарата могут быть образованы сборкой единичных лопаток 112 с одним пером типа лопатки, показанной на фиг. 4, содержащей внутреннюю площадку 114, наружную площадку 116 и одно перо 18, проходящее между площадками 114 и 116 и жестко соединенное с этими площадками. С внутренней стороны площадка 114 содержит крючки 115а, 115b, имеющие соответственно такой же профиль, что и крючки 15а, 15b. С наружной стороны площадка 116 содержит крепежные лапки 117а, 117b, имеющие соответственно такой же профиль, что и лапки 17а, 17b.
Далее следует описание варианта выполнения лопатки 112, показанной на фиг. 4. Этот вариант аналогичен варианту, описанному в документе WO 2011/080443 для лопатки подвижного колеса турбомашины.
На фиг. 5 очень схематично показана черновая волокнистая заготовка 100, из которой можно сформировать волокнистую заготовку лопатки, чтобы после уплотнения при помощи матрицы и после возможной механической обработки получить лопатку из материала ККМ, такую как лопатка 112.
Черновая заготовка 100 содержит три части 102, 104, 106, полученные посредством трехмерного тканья или многослойного тканья, при этом на фиг. 5 показаны только оболочки этих трех частей. Часть 102 предназначена для получения, - после придания ей формы, - части заготовки пера 18. Часть 104 предназначена для получения, - после придания ей формы, - частей заготовок внутренней площадки 114 и наружной площадки 116, которые предназначены для ограничения тракта прохождения газа в турбине. Часть 106 предназначена для получения, - после придания ей формы, - частей заготовок крючков 115а, 115b и лапок 117a, 117b.
Все три части 102, 104, 106 представляют собой тканые ленты, в основном проходящие в направлении Х, соответствующем основному направлению выполняемой лопатки. Тканье производят, например, с нитями основы, проходящими в направлении Х, при этом следует отметить, что возможно также производить тканье с нитями утка, проходящими в этом направлении. В каждой части 102, 104, 106 нити основы расположены в несколько слоев, по меньшей мере, частично связанных между собой нитями утка нескольких слоев нитей утка. При этом можно применять различные виды переплетения, например, переплетение типа интерлок, типа многослойного сатинового переплетения или типа многослойного полотняного переплетения. Для информации можно обратиться, например, к документу WO 2006/136755.
Волокнистая лента 102 имеет переменную толщину, определяемую в зависимости от профиля пера выполняемой лопатки, и имеет ширину, выбираемую в зависимости от длины развернутого (на плоскости) профиля пера. Изменение толщины волокнистой ленты 102 по ее длине получают, например, используя нити основы разного номера. В варианте или дополнительно можно изменять плотность нитей основы (число нитей на единицу длины в направлении утка), при этом меньшая плотность позволяет добиться большего утонения во время придания формы заготовке лопатки.
Волокнистые ленты 104 и 106 имеют, по существу, постоянную толщину, определяемую в зависимости от толщин площадок 114, 116 выполняемой лопатки. Лента 104 имеет ширину, соответствующую самому длинному из развернутых на плоскости профилей площадок 114, 116, тогда как лента 106 имеет ширину, соответствующую самому длинному из развернутых на плоскости профилей всех крючков 115а, 115b и всех крепежных лапок 117а, 117b. Каждая из лент 104 и 106 содержит первую часть 104а, 106а, которая проходит вдоль и вблизи первой стороны 102а ленты 102, вторую часть 104b, 106b, которая проходит вдоль и вблизи второй стороны 102b ленты 102, и третью часть 105а, 107а, которая проходит вдоль и вблизи первой стороны 102а ленты 102. Ленты 102 и 104 следуют по параллельным путям, не пересекаясь друг с другом.
Части 104а и 104b ленты 104 сопрягаются друг с другом через часть сопряжения 140с, которая проходит поперечно относительно ленты 102 в месте, соответствующем месту внутренней площадки выполняемой лопатки. Точно так же, части 106а и 106b ленты 106 сопрягаются друг с другом через часть сопряжения 150с, которая проходит поперечно относительно ленты 102 и является смежной или находится в непосредственной близости от части сопряжения 140с.
Части 104b и 105a ленты 140 сопрягаются друг с другом через часть сопряжения 160с, которая проходит поперечно относительно ленты 102 в месте, соответствующем месту наружной площадки выполняемой лопатки. Точно так же, части 106b и 107а ленты 106 сопрягаются друг с другом через часть сопряжения 170с, которая проходит поперечно относительно ленты 102 и является смежной или находится в непосредственной близости от части сопряжения 160с.
Части сопряжения 140с, 150с, 160с и 170с проходят через ленту 102, образуя не равные нулю углы относительно плоскости перпендикулярной к направлению Х, чтобы в рассматриваемом примере соблюдать геометрию выполняемой лопатки на уровне внутренней и наружной площадок. Тканье лент 102, 104, 106 производят одновременно без связи между лентой 102 и частями 104а, 104b и 105а ленты 104, без связи между лентой 102 и частями 106а, 106b и 107а ленты 106 и без связи между лентами 104 и 106. Предпочтительно можно непрерывно ткать множество последовательных черновых заготовок 100 в направлении Х. Можно также ткать одновременно несколько параллельных рядов черновых заготовок 100.
На фиг. 6-8 очень схематично показано, как из черновой заготовки 100 можно получать волокнистую заготовку 200, имеющую форму, близкую к форме выполняемой лопатки 112 (фиг. 4).
Волокнистую ленту 102 обрезают на одном конце перед частями сопряжения 140с, 150с, оставляя дополнительную длину 124, и обрезают на другом конце сзади частей сопряжения 160с, 170с, оставляя дополнительную длину 126, при этом дополнительные длины 124 и 126 способствуют удержанию в положении частей сопряжения 140с, 160с на уровне переходов через волокнистую ленту 102.
Волокнистые ленты 104 и 106 разрезают, оставляя участки 140а и 140b с двух сторон от части сопряжения 140с, участки 150а, 150b с двух сторон от части сопряжения 150с, участки 160а, 160b с двух сторон от части сопряжения 160с и участки 170а, 170b с двух сторон от части сопряжения 170с, как показано на фиг. 6. Длины участков 140а, 140b, 160a, 160b выбирают в зависимости от развернутых длин внутренней и наружной площадок выполняемой лопатки, ограничивающих тракт прохождения газа. Длины участков 150a, 150b, 170a, 170b выбирают в зависимости от развернутых длин крючков и крепежных лапок, которые содержат внутреннюю и наружную площадки выполняемой лопатки 112.
Из-за отсутствия связи относительно ленты 102, участки 140а, 140b и 160а, 160b ленты 104 можно разогнуть для образования пластин 140, 160, тогда как участки 150а, 150b и 170а, 170b ленты 106 можно разогнуть для образования пластин 150, 170, как показано на фиг. 7.
Затем получают волокнистую заготовку 200 (фиг. 8) выполняемой лопатки 112 (фиг. 4) посредством формования в формовочной оснастке с деформацией ленты 102 для получения профиля пера 18 лопатки, с деформацией пластин 140, 160 для воспроизведения форм, подобных формам площадок 114, 116 лопатки, в частях, ограничивающих тракт прохождения газов, и с деформацией пластин 150, 170 для воспроизведения форм, подобных формам крючков 115а, 115b и лапок 117а, 117b. Таким образом, получают (фиг. 8) заготовку 200 лопатки с частями 214, 216 заготовок внутренней и наружной площадок, частей 215а, 215b заготовок крючков, частей 217а, 217b заготовок крепежных лапок и части 218 заготовки пера.
Следует отметить, что этапы выполнения заготовки 200 лопатки из черновой заготовки 100 предпочтительно осуществляют после обработки волокон черновой заготовки 100 и ее пропитки скрепляющим составом, как описано ниже со ссылками на фиг. 9, где представлены последовательные этапы варианта осуществления способа, позволяющего изготовить сектор многолопаточного соплового аппарата из материала ККМ.
На этапе 301 посредством трехмерного тканья ткут набор волокнистых лент, включающий в себя множество волокнистых черновых заготовок, ориентированных, например, по направлению основы, как показано на фиг. 5. Для тканья можно использовать керамические нити, в частности, нити на основе карбида кремния (SiC), например, производимые под названием “Nicalon” японской компанией Nippon Carbon. Можно также использовать другие керамические нити, в частности, нити из огнеупорного оксида, такие как нити на основе глинозема Al2O3, в частности, для материалов ККМ типа оксид/оксид (волокна волокнистого усиления и матрица из огнеупорного оксида). Можно также использовать углеродные нити для материала ККМ с волокнистым усилением из углерода.
На этапе 302 все волокнистые ленты подвергают обработке для удаления замасливания, имеющегося на волокнах, и оксида на поверхности волокон. Замасливание удаляют посредством термической обработки, а оксид можно удалить при помощи обработки кислотой.
На этапе 303 на волокна всех волокнистых лент наносят тонкий слой межфазного покрытия для устранения охрупчивания посредством химической инфильтрации в газовой фазе или CVI (“Chemical Vapour Infltration”). Межфазный слой является, например, пиролитическим углеродом PyC, нитридом бора BN или углеродом, легированным бором, ВС. Толщина полученного слоя составляет, например, от 10 нанометров до 100 нанометров для сохранения способности к деформации волокнистых черновых заготовок.
Этапы удаления замасливания, кислотной обработки и получения межфазного покрытия на подложке из волокон SiC описаны в документе US 5071679.
На этапе 304 все волокнистые ленты пропитывают укрепляющим составом, как правило, смолой-предшественником углерода или смолой-предшественником керамики, в случае необходимости, разведенной в растворителе.
После сушки (этап 305) отдельные волокнистые черновые заготовки разрезают (этап 306), как показано на фиг. 6.
На этапе 307 разрезанную черновую заготовку подвергают формованию (как показано на фиг. 7 и 8) и помещают в оснастку, например, из графита для придания формы частям заготовки пера, заготовок площадок и заготовок крепежных лапок и крючков.
Затем осуществляют поперечное сшивание (этап 308) и пиролиз (этап 309) смолы, причем поперечное сшивание и пиролиз можно производить сразу друг за другом посредством постепенного повышения температуры в оснастке.
После пиролиза получают заготовку лопатки, упрочненную остаточным пиролизом. Количество закрепляющей смолы выбирают достаточным, но не чрезмерным, чтобы остаточный пиролиз связывал волокна заготовки таким образом, чтобы ею можно было манипулировать с сохранением ее формы без применения какой-либо оснастки.
При помощи процесса CVI, например, из PyC, BN или BC, получают второй слой межфазного покрытия для устранения охрупчивания, предпочтительно толщиной не менее 100 нанометров (этап 310). Выполнение двухслойного межфазного покрытия до и после упрочнения описано в документе ЕР 2154119.
Затем производят уплотнение упрочненной заготовки керамической матрицей, например, при помощи CVI. Матрица может быть из SiC или самозатягивающейся матрицей из пиролитического углерода PyC, из карбида бора B4C или из состоящей из трех элементов системы Si-B-C, как описано, в частности, в документах US 5246756 и US 5965266. Как было указано выше, можно предусмотреть другие типы керамической матрицы, в частности, матрицы из огнеупорного оксида, например, из глинозема, в частности, для материалов ККМ типа оксид/оксид. Уплотнение можно осуществить жидким способом, то есть путем пропитки жидким предшественником керамической матрицы с трансформацией предшественника путем термической обработки, или пропитки составом, содержащим керамический порошок, при этом матрицу получают посредством спекания.
Предпочтительно уплотнение осуществляют в два этапа 311, 313, разделенные этапом 312 механической обработки лопатки до необходимых размеров. При этом получают лопатку 112, показанную на фиг. 4.
На следующем этапе 314 объединяют и соединяют между собой несколько лопаток для образования сектора многолопаточного соплового аппарата из материала ККМ, такого как сектор 12, показанный на фиг. 2. Лопатки соединяют между собой посредством пайки. Пайка деталей из материала ККМ, в частности, с матрицей SiC, известна. Для информации можно обратиться к документам FR 2664518 и FR 2745808.
На этапе механической обработки 312 можно выполнить вырезы 152а, 152b на одной из лопаток, входящих в состав сектора соплового аппарата. В варианте их можно выполнить после сборки сектора.
В примере, представленном на фиг. 2, число лопаток соплового аппарата равно 6. Разумеется, оно может быть большим или меньшим.
После получения секторов соплового аппарата турбины из материала ККМ их можно оснастить секторами кольца-подложки 50 для истираемого материала, как было указано выше.
Затем получают укомплектованный сопловой аппарат турбины из материала ККМ посредством монтажа секторов 12 соплового аппарата в корпус турбины при помощи крепежных лапок 17а, 17b. Число секторов, образующих укомплектованный сопловой аппарат, составляет, например, от 16 до 40.
В случае необходимости, можно улучшить герметичность между секторами при помощи язычков, расположенных на границе раздела между смежными секторами соплового аппарата, что хорошо известно в случае металлических секторов соплового аппарата.
В описанном варианте выполнения соединение лопаток 112 для получения сектора 12 соплового аппарата осуществлено посредством плотной пригонки, по существу, встык внутренних 114 и наружных 116 площадок. В варианте соединение можно осуществлять с небольшим перекрыванием соседних краев частей площадок 114 и 116, ограничивая тракт 45, при этом перекрывание получают посредством шпунтового соединения, чтобы не нарушать геометрию тракта.
На фиг. 10 представлены последовательные этапы другого способа изготовления сектора соплового аппарата турбины из ККМ. Этапы 301-312 идентичны этапам 301-312 способа, представленного на фиг. 9.
После этапа механической обработки 312 несколько лопаток удерживают вместе для формирования сектора соплового аппарата (этап 315). Соединение лопаток можно осуществлять при помощи оснастки, удерживающей лопатки рядом друг с другом, и/или при помощи клея-предшественника керамики, то есть путем склеивания смолой-предшественником керамики, например смолой полисилана, полисилоксана, полисилазана, поликарбосилана или силикона, что само по себе известно. Затем осуществляют второй этап уплотнения или совместного уплотнения собранных лопаток (этап 316) аналогично этапу 313 способа, показанного на фиг. 9, но на укомплектованном секторе соплового аппарата. После склеивания при помощи предшественника керамики можно осуществить поперечное сшивание и пиролиз смолы для трансформации в керамику во время повышения температуры на втором этапе уплотнения.
На фиг. 11 показан вариант выполнения крепления секторов кольца истираемого материала на секторах соплового аппарата из материала ККМ. Этот вариант отличается от варианта выполнения, показанного на фиг. 1, формой расположенных выше по потоку 15'a и расположенных ниже по потоку 15'b крючков, которые выступают на внутренней стороне внутренней площадки 14, и формой расположенной выше по потоку 55'a и расположенной ниже по потоку 55'b крепежных лапок секторов кольца-подложки 50' для истираемого материала 51'.
Крючки 15'a и 15'b имеют сечение, по существу, S-образной формы, при этом концевая часть 151'a крючка 15'a ориентирована в направлении выше по потоку, тогда как концевая часть 151'b крючка 15'b ориентирована в направлении ниже по потоку.
Крепежные лапки 55'a и 55'b заканчиваются направляющими 551'a, 551'b, в которых зацепляются концевые части 151'a, 151'b крючков 15'a, 15'b без жесткого соединения между крючками 15'a, 15'b и лапками 55'a, 55'b.
Поверхности взаимного зацепления между крючками 15'a, 15'b и лапками 55'a, 55'b образуют в радиальном сечении прямолинейные сегменты полок V-образного профиля, причем эти сегменты образуют между собой угол α'. Предпочтительно угол α ' составляет от 15° до 175°.
В представленном выше подробном описании предусмотрено применение изобретения для соплового аппарата турбины низкого давления. Однако изобретение можно применять и для сопловых аппаратов турбины из ККМ для корпуса турбины, отличной от турбины низкого давления, а также для направляющих аппаратов компрессора, в частности в ступенях компрессора, повергающихся во время работы действию высоких температур.
На фиг. 12 частично и очень схематично показан многоступенчатый компрессор турбомашины, например, авиационного газотурбинного двигателя. Компрессор, например компрессор высокого давления, содержит множество неподвижных направляющих аппаратов 410, которые чередуются с подвижными колесами 430 и установлены в корпусе 440 компрессора.
Каждое подвижное колесо 430 содержит множество лопаток 432 с внутренней площадкой 434, жестко соединенной с пером 438. С внутренней стороны внутренней площадки каждая лопатка 432 продолжена ножкой 431, вставленной в гнездо ротора 433. На своем наружном конце перья 438 лопаток могут содержать гребешки (не показаны) напротив истираемого покрытия 441, расположенного на разделенном на сектора кольце 442, установленном на корпусе компрессора.
По меньшей мере один из направляющих аппаратов, например направляющий аппарат 410, показанный на фиг. 12, выполнен посредством соединения секторов 412 направляющего аппарата из материала ККМ.
Каждый сектор направляющего аппарата выполнен посредством соединения единичных лопаток с одним пером и содержит внутреннюю площадку 44, наружную площадку 416 и перья 418, проходящие между площадками 414 и 416 и жестко соединенные с этими площадками.
Наружные стороны внутренних площадок 414 и внутренние стороны наружных площадок 416 ограничивают тракт 445 прохождения воздуха в компрессоре на уровне направляющего аппарата 410.
С внутренней стороны каждая площадка 414 содержит крючки 415а, 415b, тогда как с наружной стороны каждая площадка 416 содержит крепежные лапки 417а, 417b.
Концевые части крепежных лапок 417а, 417b зацепляются в крючках, выполненных на корпусе 440 для установки секторов направляющего аппарата в корпус 440.
Крючки 415а и 415b поддерживают и удерживают в положении разделенное на сектора металлическое кольцо 450, на котором с внутренней стороны расположен истираемый материал 451 напротив гребешков 435, которые несет на себе диск 433.
Металлическое кольцо 450 образовано из плотно подогнанных секторов, проходящих, например, под таким же углом, что и сектора направляющего аппарата, и образующих, каждый, элемент из истираемого материала. Так же, как и для кольца 50 из варианта выполнения, показанного на фиг. 1 и 3, каждый сектор кольца 450 содержит с наружной стороны крепежные лапки 455а, 455b, которые образуют на своих концах направляющие, в которых зацепляются без жесткого соединения концевые части крючков 415а, 415b, при этом предусмотрены упоры окружного стопорения для радиального совмещения каждого сектора кольца 450 с сектором направляющего аппарата. Так же, как и в случае варианта выполнения, показанного на фиг. 1 и 3, поверхности взаимного зацепления между концами крепежных лапок 455а, 455b и концами крючков 415а, 415b образуют в радиальном сечении прямолинейные сегменты полок V-образного профиля, образующие между собой угол, составляющий от 15° до 175°.
Единичные лопатки с одним пером, образующие каждый сектор направляющего аппарата, выполнены и соединены между собой, как было описано выше для единичных лопаток 12, образующих сектора соплового аппарата турбины.
Изобретение относится к авиационным газотурбинным двигателям. Сопловой аппарат турбины или направляющий аппарат компрессора содержат секторы (12) из материала композиционного материала с керамической матрицей (ККМ), каждый из которых содержит внутреннюю площадку (14), наружную площадку (16) и перья (18) лопаток. Кольцо-подложка (50) для истираемого материала состоит из секторов, каждый из которых содержит расположенную выше по потоку (55а) и расположенную ниже по потоку (55b) крепежные лапки. Внутренние площадки (14) содержат, каждая, с внутренней стороны расположенный выше по потоку (15a) и расположенный ниже по потоку (15b) крючки, и кольцо-подложка для истираемого материала установлено на сопловом аппарате или на направляющем аппарате посредством взаимного зацепления без жесткого соединения между концевыми частями расположенных выше по потоку крепежных лапок и расположенных выше по потоку крючков и между концевыми частями расположенных ниже по потоку крепежных лапок и расположенных ниже по потоку крючков. Изобретение обеспечивает крепление истираемого материала секторов соплового аппарата турбины и компрессора. 3 н. и 5 з.п. ф-лы, 12 ил.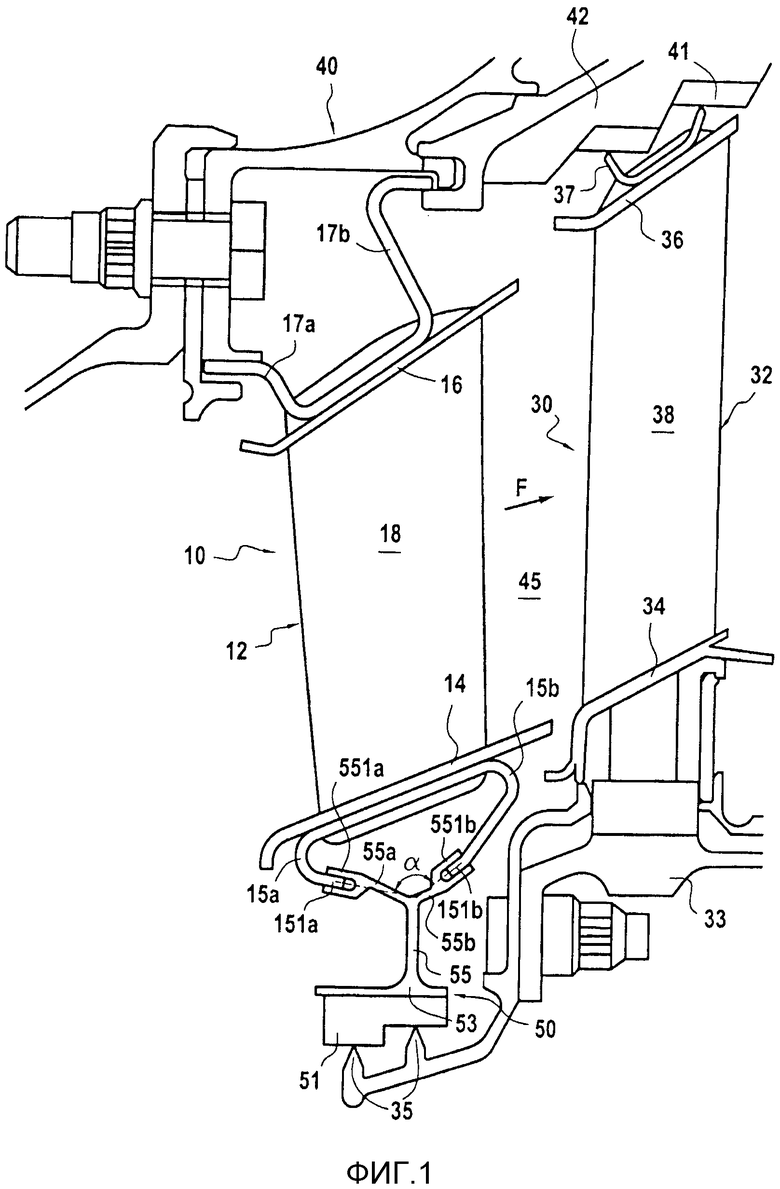
1. Узел, образованный сопловым аппаратом (10) турбины или направляющим аппаратом (410) компрессора для турбомашины и металлическим кольцом-подложкой (50) для истираемого материала, при этом сопловой аппарат турбины или направляющий аппарат компрессора содержат множество секторов (12; 412), каждый из которых содержит внутреннюю площадку (14; 414), наружную площадку (16; 416) и перья (18; 418) лопаток, проходящие между внутренней площадкой и наружной площадкой и жестко соединенные с этими площадками, при этом внутренние площадки секторов, с внутренней стороны внутренних площадок, несут на себе кольцо-подложку (50; 450) для истираемого материала
отличающийся тем, что сектора соплового аппарата или направляющего аппарата выполнены из композиционного материала с керамической матрицей,
кольцо-подложка (50; 450) для истираемого материала образовано из секторов, каждый из которых содержит расположенную выше по потоку крепежную лапку (55а; 455а) и расположенную ниже по потоку крепежную лапку (55b; 455b), которые проходят наружу,
внутренние площадки (14; 414) секторов соплового аппарата или направляющего аппарата содержат, каждая, с внутренней стороны расположенный выше по потоку крючок (15а; 415а) и расположенный ниже по потоку крючок (15b; 415b), которые проходят внутрь, и
кольцо-подложка для истираемого материала является поддерживаемым сопловым аппаратом или направляющим аппаратом посредством взаимного зацепления без жесткого соединения концевых частей расположенных выше по потоку крепежных лапок и расположенных выше по потоку крючков и посредством взаимного зацепления без жесткого соединения расположенных ниже по потоку крепежных лапок и расположенных ниже по потоку крючков.
2. Узел по п. 1, отличающийся тем, что поверхности взаимного зацепления между крепежными лапками (55а, 55b; 455а, 455b) секторов кольца-подложки для истираемого материала и крючков (15а, 15b; 415а, 415b) соплового аппарата или направляющего аппарата образуют в радиальном сечении сегменты полок V-образного профиля.
3. Узел по любому из пп. 1 или 2, отличающийся тем, что концевые части крепежных лапок секторов кольца-подложки для истираемого материала образуют направляющие, в которых зацепляются концевые части крючков секторов соплового аппарата или направляющего аппарата.
4. Узел по п. 1, отличающийся тем, что предусмотрены упоры для ограничения в окружном направлении взаимного зацепления секторов кольца-подложки для истираемого материала и секторов соплового аппарата или направляющего аппарата.
5. Турбина турбомашины, содержащая корпус (40) турбины и по меньшей мере один узел по любому из пп. 1-4, образованный сопловым аппаратом (10) турбины из композиционного материала с керамической матрицей и металлическим кольцом-подложкой (50) для истираемого материала.
6. Турбина по п. 5, отличающаяся тем, что наружные площадки (16) секторов (12) соплового аппарата содержат крепежные лапки, которые проходят наружу, с наружной стороны наружных площадок и при помощи которых упомянутый узел является поддерживаемым в корпусе (40) турбины.
7. Компрессор турбомашины, содержащий корпус (440) компрессора и по меньшей мере один узел по любому из пп. 1-4, образованный направляющим аппаратом (410) компрессора из композиционного материала с керамической матрицей и металлическим кольцом-подложкой (450) для истираемого материала.
8. Компрессор по п. 7, отличающийся тем, что наружные площадки (416) секторов (412) направляющего аппарата содержат крепежные лапки, которые проходят наружу, с наружной стороны наружных площадок и при помощи которых упомянутый узел является поддерживаемым в корпусе (440) компрессора.
| FR 2928961 A1, 25.09.2009 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ГАЗОВАЯ ТУРБИНА, СОПЛОВОЙ АППАРАТ КОТОРОЙ ГЕРМЕТИЧНО СВЯЗАН С ОДНИМ ИЗ КОНЦОВ КАМЕРЫ СГОРАНИЯ | 2005 |
|
RU2367799C2 |
| ТУРБОМАШИНА, СОПЛОВОЙ АППАРАТ КОТОРОЙ УСТАНОВЛЕН НА КАМЕРЕ СГОРАНИЯ СО СТЕНКАМИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2005 |
|
RU2392447C2 |

