Уровень техники
Изобретение относится к турбинам или компрессорам для турбинных двигателей, в частности для авиационных двигателей или для промышленных турбин.
Улучшение рабочих характеристик турбинных двигателей и уменьшение их загрязняющих выбросов должны предусматривать использование все более высоких рабочих температур.
Для элементов в горячих участках турбинного двигателя, в связи с этим, сделаны предложения по использованию композитных материалов с керамической матрицей (CMC). Эти материалы обладают существенными термоконструкционными свойствами, т.е. механическими свойствами, которые делают их пригодными для образования конструктивных элементов, объединенных со способностью сохранять эти свойства при высоких температурах. Более того, CMC материалы представляют плотность, которая значительно меньше плотности металлических материалов, традиционно используемых для элементов в горячих участках турбинных двигателей.
Таким образом, документы WO 2010/061140, WO 2010/116066 и WO 2011/080443 описывают изготовление лопастей для роторных колес турбинных двигателей из CMC и с включенными внутренними и внешними полками. Также предложено использование CMC материалов для сопел турбин, в частности, в документе WO 2010/14 6288.
Традиционное металлическое сопло турбины или диффузор компрессора собирается из множества секторов, при этом каждый сектор имеет внутреннюю полку, внешнюю полку и множество перьев, проходящих между внутренней и внешней полками и скрепленных с ними. Внутренняя и внешняя полки определяют проход потока газа или воздуха через сопло или диффузор. На внешней стороне внешние полки секторов скреплены с лапками, обеспечивающими установку сопла турбины или диффузора компрессора в корпусе.
Задача и сущность изобретения
Задачей изобретения является создание способа обеспечения сектора для сопла турбины или диффузора компрессора, изготавливаемого из композитного материала, который пригоден для выполнения различных функций металлического сектора, в частности функций определения прохода потока газа или воздуха через внутреннюю и внешнюю полки, и функции крепления в корпусе.
Эта задача решается с помощью способа, содержащего этапы, на которых:
изготавливают одноперьевые модульные направляющие лопатки, при этом каждая имеет внутреннюю полку, внешнюю полку и перо, проходящее между внутренней и внешней полками и скрепленное с ними, при этом каждую направляющую лопатку изготавливают этапами, на которых:
изготавливают цельную волоконную заготовку трехмерным плетением;
формуют волоконную заготовку для получения цельной волокнистой преформы, имеющую первый участок, образующий преформу пера, второй участок, образующий преформу внутренней полки, и третий участок, образующий преформу внешней полки; и
уплотняют преформу матрицей для получения лопатки композитного материала, имеющей армирование волокном, образованное преформой и уплотненное матрицей, и образуют цельный элемент с внутренней и внешней полками, включенными в него; и
собирают и скрепляют вместе множество лопаток для образования многоперьевого сектора из композитного материала сопла турбины или диффузора компрессора, при этом скрепление выполняют способом, включающим по меньшей мере один этап, выбранный из этапа скрепления пайкой и этапа скрепления лопаток совместным уплотнением общей матрицей, которые уже собраны вместе во время промежуточной стадии уплотнения.
В варианте выполнения способа изготовление каждой лопатки включает этап частичного уплотнения волокнистой преформы матрицей и следующий далее этап обработки, и скрепление вместе множества лопаток содержит сборку обработанных лопаток и совместное уплотнение собранных лопаток общей матрицей. Для сопла турбины или диффузора компрессора, изготовленного из композитного материала с керамической матрицей, сборка обработанных лопаток может включать этап скрепления предкерамическим адгезивом.
В другом варианте выполнения способа для сопла турбины или диффузора компрессора, изготовленного из композитного материала с керамической матрицей, изготовление каждой лопатки содержит первый и второй этапы уплотнения керамической матрицы, отделенные этапом обработки, и скрепление вместе множества лопаток содержит этап спайки лопаток, которые собраны вместе после второго этапа уплотнения.
Предпочтительно, внешняя или внутренняя полка первой лопатки содержит внешнюю или внутреннюю образующую проход полку и соединена с внешней или внутренней полкой смежной второй лопатки по меньшей мере частично вдоль по меньшей мере одной зоны скрепления, проходящей на протяжении участка внешней поверхности внешней образующей проход полки первой лопатки и/или на протяжении участка внутренней поверхности внутренней образующей проход полки первой лопатки.
Каждая лопатка может быть выполнена с внешней полкой, имеющей участок, образующий внешнюю образующую проход полку, и участок, образующий крепежные лапки, причем внешняя образующая проход полка и крепежные лапки, проходящие на обеих сторонах пера и крепежных лапок, размещают на внешней стороне внешней образующей проход полки.
В варианте каждая лопатка может быть выполнена с внешней полкой, имеющей участок, образующий внешнюю образующую проход полку на одной стороне пера, и участок, образующий крепежные лапки на другой стороне пера, и две смежные лопатки собирают зацеплением крепежных лапок одной из двух лопаток на внешней стороне внешней образующей проход полки другой одной из двух лопаток.
В варианте выполняют следующие этапы, на которых:
изготавливают первые лопатки, при этом каждая имеет внутреннюю полку и внешнюю полку, образующую внешнюю образующую проход полку, и перо, проходящее между внутренней и внешней полками и скрепленное с ними;
изготавливают вторые лопатки, при этом каждая имеет внутреннюю полку, внешнюю полку, образующую крепежные лапки, и перо, проходящее между внутренней и внешней полками и скрепленное с ними; и
образуют сектор сборкой первых лопаток поочередно со вторыми лопатками, при этом крепежные лапки второй лопатки зацепляют на внешней стороне внешней образующей проход полки первой лопатки.
Более того, каждая лопатка может быть выполнена с внутренней полкой, имеющей участок, образующий внутреннюю образующую проход полку, и участок, образующий ребра или крюки, при этом внутреннюю образующую проход полку и ребра или крюки, проходящие на обеих сторонах пера и ребер или крюков, размещают на внутренней стороне внутренней образующей проход полки.
В варианте каждая лопатка может быть выполнена с внутренней полкой, имеющей участок, образующий внутреннюю образующую проход полку на одной стороне пера, и участок, образующий крюки или ребра на другой стороне пера, и при этом две смежные лопатки собирают вместе зацеплением крюков или ребер одной из двух лопаток на внутренней стороне внутренней образующей проход полки другой одной из двух лопаток.
В варианте выполняют следующие этапы, на которых:
изготавливают первые лопатки, при этом каждая имеет внутреннюю полку, образующую внутреннюю образующую проход полку, внешнюю полку и перо, проходящее между внутренней и внешней полками и скрепленное с ними;
изготавливают вторые лопатки, при этом каждая имеет внутреннюю полку, образующую ребра или крюки, внешнюю полку и перо, проходящее между внутренней и внешней полками и скрепленное с ними; и
образуют сектор сборкой первых лопаток поочередно со вторыми лопатками, при этом крюки или ребра второй лопатки зацепляют на внутренней стороне образующей проход внутренней полки первой лопатки.
Предпочтительно, волоконную заготовку сплетают в продольном направлении заготовки, соответствующем продольному направлению изготавливаемой лопатки, при этом волоконную заготовку сплетают в указанном направлении с:
первым набором из множества слоев нити, которые взаимосвязывают по меньшей мере частично для образования первого участка заготовки, который должен образовывать преформу пера; и
вторым набором из множества слоев нити, которые взаимосвязывают по меньшей мере частично для образования второго участка заготовки, который должен образовывать преформу внутренней полки, и для образования третьего участка заготовки, который должен образовывать преформу внешней полки;
при этом нити первого набора слоев нити не взаимосвязывают с нитями второго набора слоев нити; и
первый набор слоев нити пересекают вторым набором слоев нити в первом и втором положениях пересечения, соответствующих соответственно положениям преформ для внутренней и внешней полок.
Далее волоконная заготовка может быть сплетена со вторым непрерывным набором слоев нити, при этом формование волоконной заготовки содержит этапы, на которых:
исключают путем обрезания участки второго набора слоев нити снаружи второго и третьего участков заготовки; и
размещают неисключенные участки второго набора слоев нити на одной или другой стороне первого набора слоев нити в первом и втором положениях пересечения.
В первом варианте выполнения способ содержит изготовление лопаток, имеющих внешнюю полку с участком, образующим образующую проход внешнюю полку, и участком, образующим крепежные лапки, расположенные на внешней стороне внешней образующей проход полки, при этом волоконную заготовку сплетают в указанном продольном направлении так, чтобы в дополнение иметь:
третий набор слоев нити, которые взаимосвязывают по меньшей мере частично для образования четвертого участка заготовки, соответствующего преформе крепежных лапок;
при этом нити первого набора слоев нити не взаимосвязывают с нитями третьего набора слоев нити; и
первый набор слоев нити пересекают с третьим набором слоев нити в третьем положении пересечения, соответствующем положению преформы крепежных лапок.
Далее волоконная заготовка может быть сплетена с третьим непрерывным набором слоев нити, при этом формование волоконной заготовки содержит этапы, на которых:
исключают путем обрезания участки третьего набора слоев нити снаружи четвертого участка заготовки; и
размещают неисключенные участки третьего набора слоев нити на одной или другой стороне первого набора слоев нити в третьем положении пересечения.
Согласно признаку первого варианта выполнения, способ содержит изготовление лопаток, имеющих внутреннюю полку с участком, образующим внутреннюю образующую проход полку, и участком, образующим крюки или ребра, расположенные во внутренней области внутренней образующей проход полки, и:
слои нити третьего набора слоев нити взаимосвязывают по меньшей мере частично для образования пятого участка волоконной заготовки, соответствующего преформе крюков или ребер; и
первый набор слоев нити также пересекают третьим набором слоев нити в четвертом положении пересечения, соответствующем положению преформы крюков или ребер.
Далее волоконная заготовка может быть сплетена с третьим непрерывным набором слоев нити, при этом формование волоконной заготовки содержит этапы, на которых:
исключают путем обрезания участки третьего набора слоев нити снаружи четвертого участка заготовки; и
размещают неисключенные участки третьего набора слоев нити на одной или другой стороне первого набора слоев нити в третьем и четвертом положениях пересечения.
Во втором варианте выполнения способ содержит этапы, на которых изготавливают лопатки, имеющие внешнюю полку с участком, образующим внешнюю образующую проход полку, и участком, образующим крепежные лапки, расположенные на внешней стороне внешней образующей проход полки, и
волоконную заготовку сплетают при обеспечении зоны отсутствия взаимосвязи в пределах первого набора слоев нити в продолжении первого участка заготовки на внешней стороне относительно второго положения пересечения; и
формование заготовки содержит размещение участков первого набора слоев нити, расположенных на одной или другой стороне зоны отсутствия взаимосвязи для того, чтобы образовывать преформу крепежных лапок.
Согласно признаку второго варианта выполнения, способ содержит изготовление лопаток, имеющих внутреннюю полку с участком, образующим внутреннюю образующую проход полку, и участком, образующим крюки или ребра, расположенные на внутренней стороне внутренней образующей проход полки, и
волоконную заготовку сплетают, при этом оставляя вторую зону отсутствия взаимосвязи в пределах первого набора слоев нити, проходя первый участок заготовки по направлению внутрь от первого положения пересечения; и
формование заготовки содержит размещение участков первого набора слоев нити, расположенных на одной или другой стороне второй зоны отсутствия взаимосвязи для того, чтобы образовывать преформу крюков или ребер.
В третьем варианте выполнения способ содержит этапы, на которых изготавливают лопатки, имеющие внешнюю полку с участком, образующим внешнюю образующую проход полку, и участком, образующим крепежные лапки, расположенные на внешней стороне внешней образующей проход полки, и
во втором положении пересечения, где первый набор слоев нити пересекают вторым набором слоев нити, вылеты пересечения на двух противоположных сторонах первого набора слоев нити смещают друг от друга в продольном направлении заготовки; и
формование заготовки содержит размещение участков второго набора слоев нити, проходящих от каждого из вылетов пересечения, на указанных противоположных сторонах первого набора слоев нити для того, чтобы образовывать соответственно преформу для внешней полки и преформу для крепежных лапок, причем преформы смещают друг от друга в продольном направлении.
Согласно признаку третьего варианте выполнения способ содержит изготовление лопаток, имеющих внутреннюю полку с участком, образующим внутреннюю образующую проход полку, и участком, образующим крюки или ребра, расположенные во внутренней стороне внутренней образующей проход полки, и
в первом положении пересечения, где первый набор слоев нити пересекают вторым набором слоев нити, вылеты пересечения на двух противоположных сторонах первого набора слоев нити смещают друг от друга в продольном направлении заготовки; и
формование заготовки содержит размещение участков второго набора слоев нити, проходящих от каждого вылета пересечения первого положения пересечения, на указанных противоположных сторонах первого набора слоев нити для образования соответственно преформы для внутренней образующей проход полки и преформы для крюков или ребер, причем эти полки смещают друг от друга в продольном направлении.
Изобретение также обеспечивает турбину для турбинного двигателя, причем турбина имеет корпус турбины и сопло турбины, изготовленное из CMC материала, а сопло турбины содержит секторы сопла, полученные способом, определенным выше. Сопло предпочтительно установлено в корпусе турбины посредством крепежных лапок, представленных на внешних полках лопаток.
Изобретение также обеспечивает компрессор для турбинного двигателя, причем компрессор имеет корпус компрессора и по меньшей мере один диффузор компрессора, изготовленный из композитного материала, диффузор компрессора имеет секторы диффузора, полученные способом, определенным выше. Диффузор предпочтительно установлен в корпусе компрессора посредством крепежных лапок, представленных на внешних полках лопаток.
Предпочтительно, сопло или диффузор поддерживает опорное кольцо из истираемого материала посредством крюков, представленных на внутренних полках лопаток.
Изобретение отличается тем, что изготовление секторов сопла или компрессора из композитного материала из одноперьевых модульных лопаток делает возможным создание волокнистых преформ и формование их упрощенным образом по сравнению с изготовлением сложной преформы для многоперьевого сектора сопла или диффузора.
Изобретение также отличается тем, что сопло или диффузор может быть закреплен в турбине или корпусе компрессора посредством крепежных лапок, которые связаны с модульными лопатками, и силы, прикладываемые к лопаткам, могут быть поглощены крепежными лапками без порождения чрезмерных сил в соединениях между лопатками.
Изобретение также обеспечивает турбинный двигатель, имеющий турбину и/или компрессор, определенный выше.
Краткое описание чертежей
Изобретение может быть лучше понято на основании следующего далее описания, приведенного путем неограничивающего примера, и со ссылкой на сопровождающие чертежи, на которых:
Фиг. 1 представляет собой очень схематический фрагментарный вид в аксиальном полусечении турбины низкого давления в турбинном двигателе, имеющей сопло турбины, изготовленное из CMC материала;
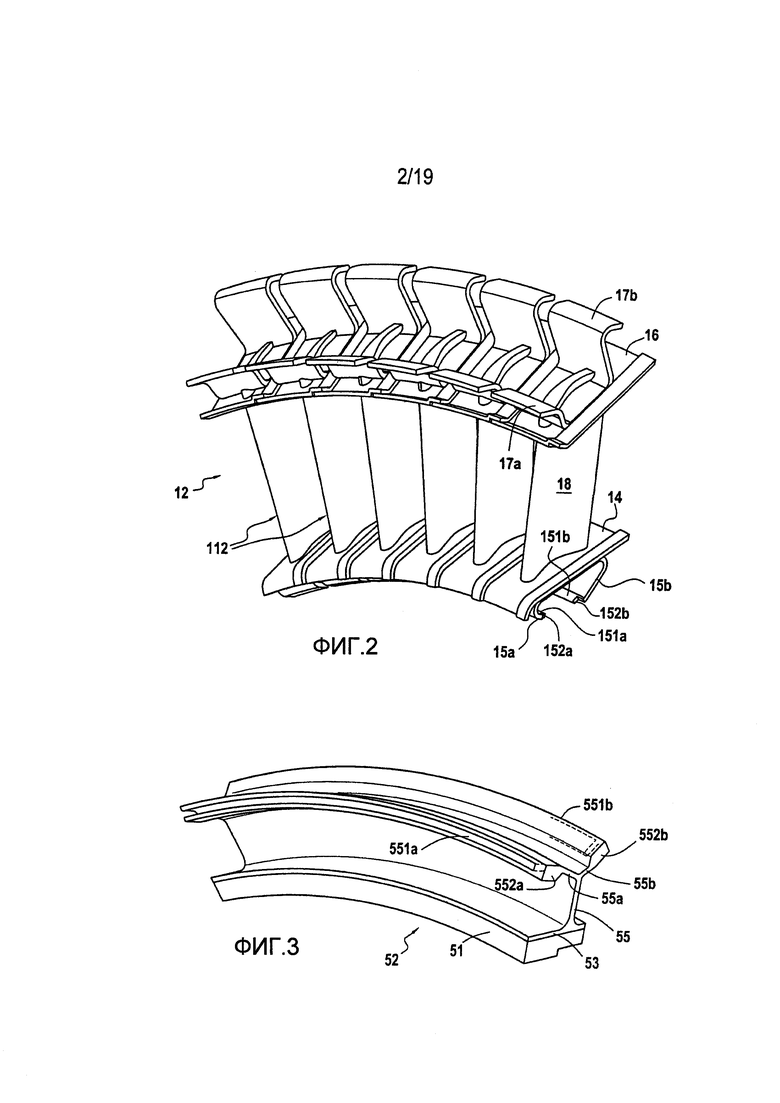
Фиг. 2 представляет собой схематический вид в перспективе сектора сопла с фиг. 1;
Фиг. 3 представляет собой схематический вид в перспективе сектора опорного кольца из истираемого материала с фиг. 1;
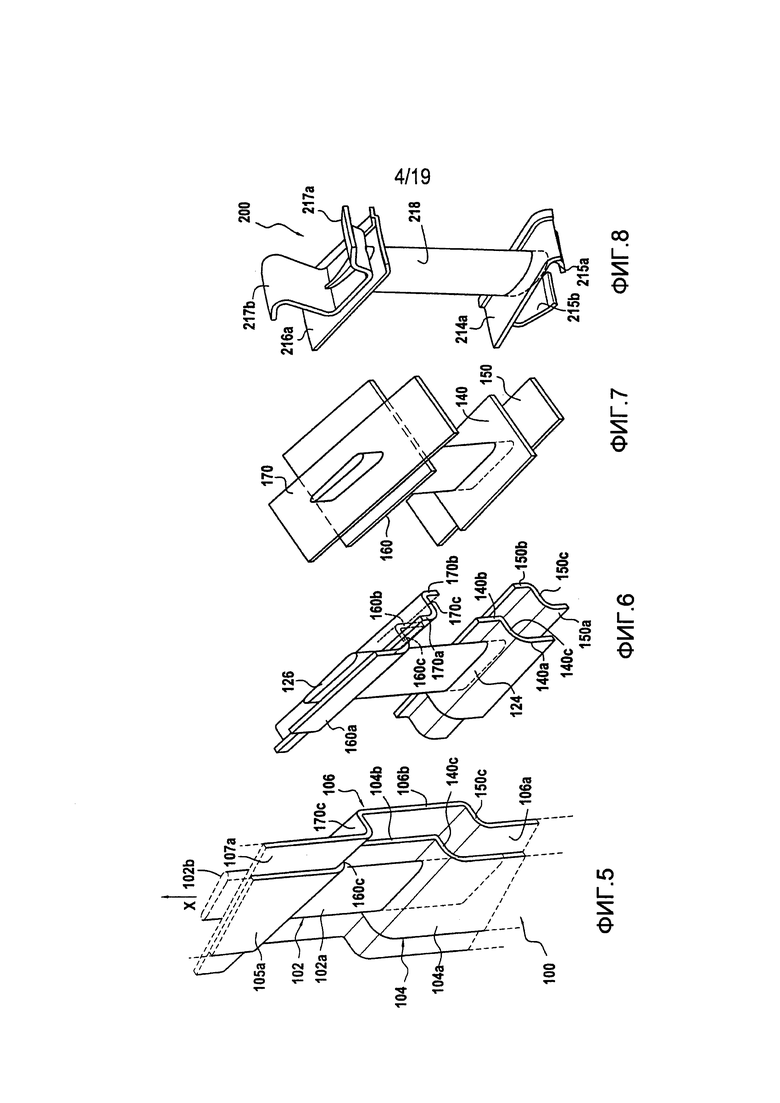
Фиг. 4 представляет собой вид в перспективе одноперьевой лопатки сопла, образующей часть сектора сопла, например, показанного на фиг. 2, и изготовленной из CMC материала в соответствии с вариантом выполнения изобретения;
Фиг. 5-8 очень схематически показывают последовательные этапы способа изготовления волокнистой преформы для лопатки сопла, например, показанной на фиг. 4;
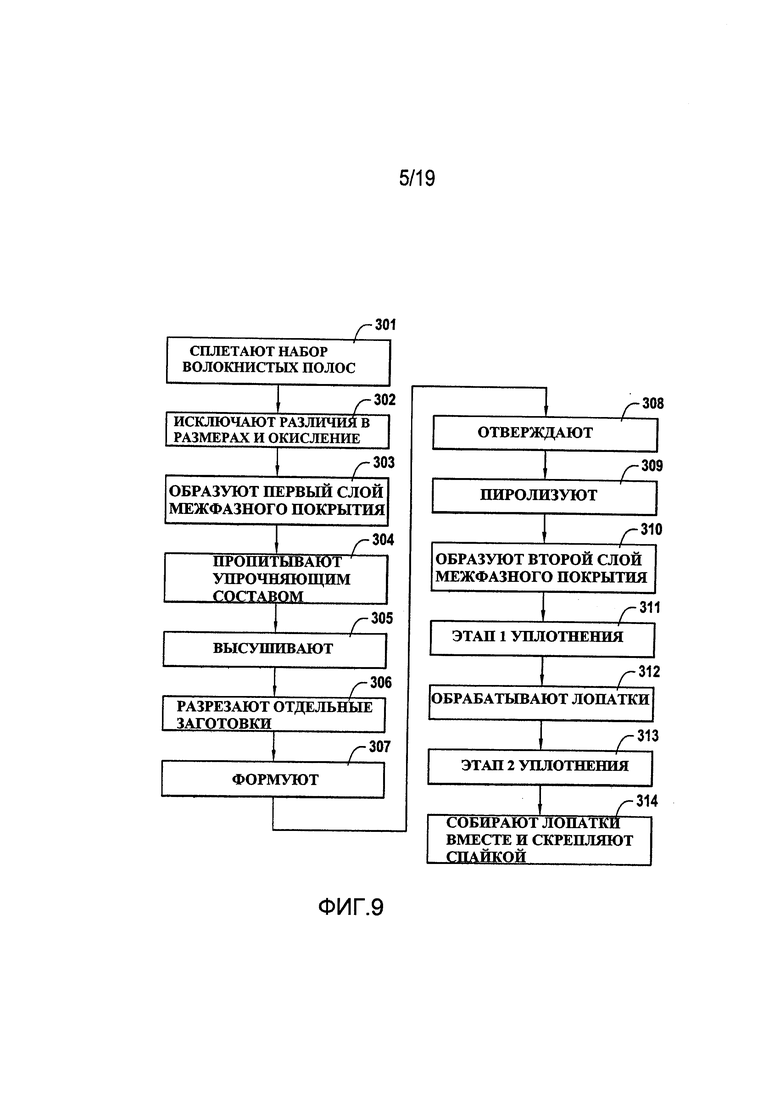
Фиг. 9 представляет последовательные этапы способа изготовления сектора сопла, например, показанного на фиг. 2;
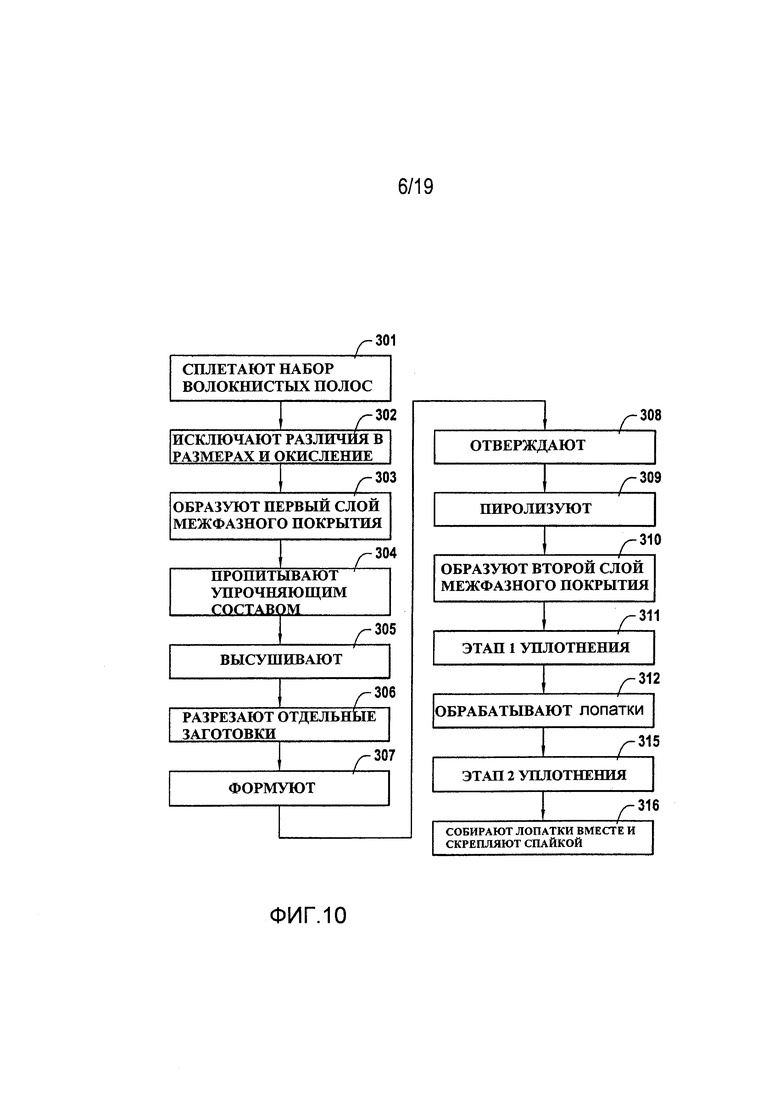
Фиг. 10 представляет последовательные этапы другого способа изготовления сектора сопла, например, показанного на фиг. 2;
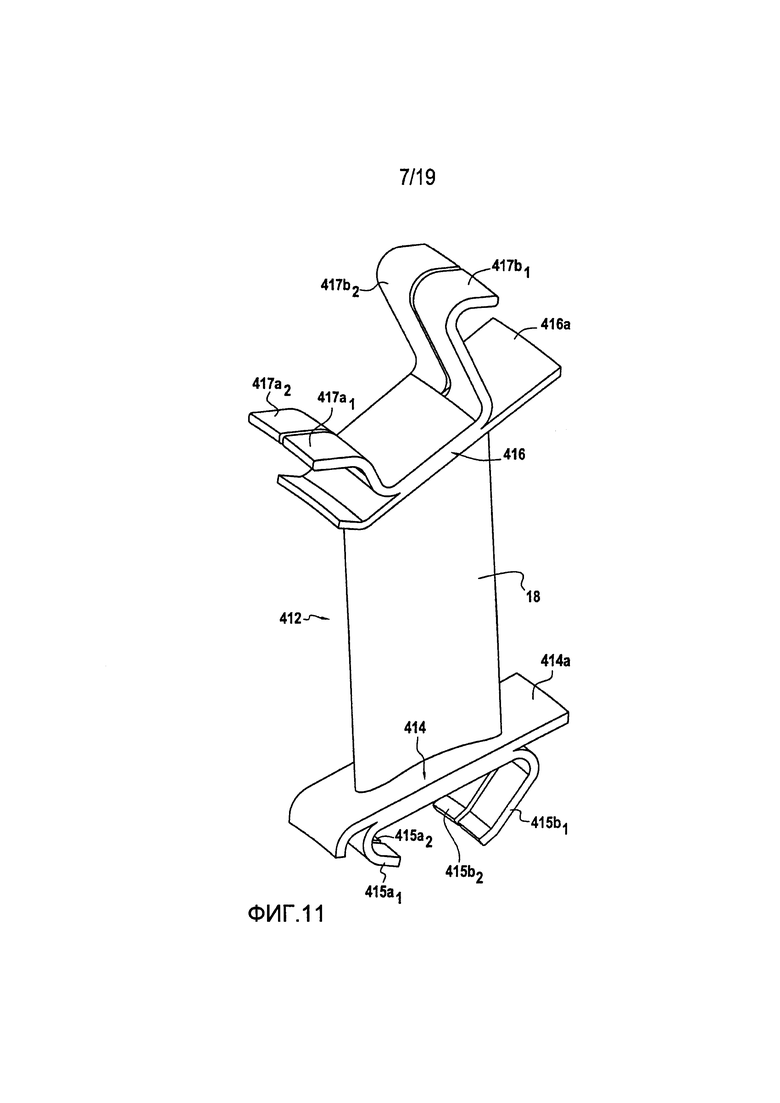
Фиг. 11 представляет собой вид в перспективе одноперьевой лопатки сопла, образующей часть сектора сопла, изготовленного из CMC материала, в соответствии с вариантом выполнения изобретения;
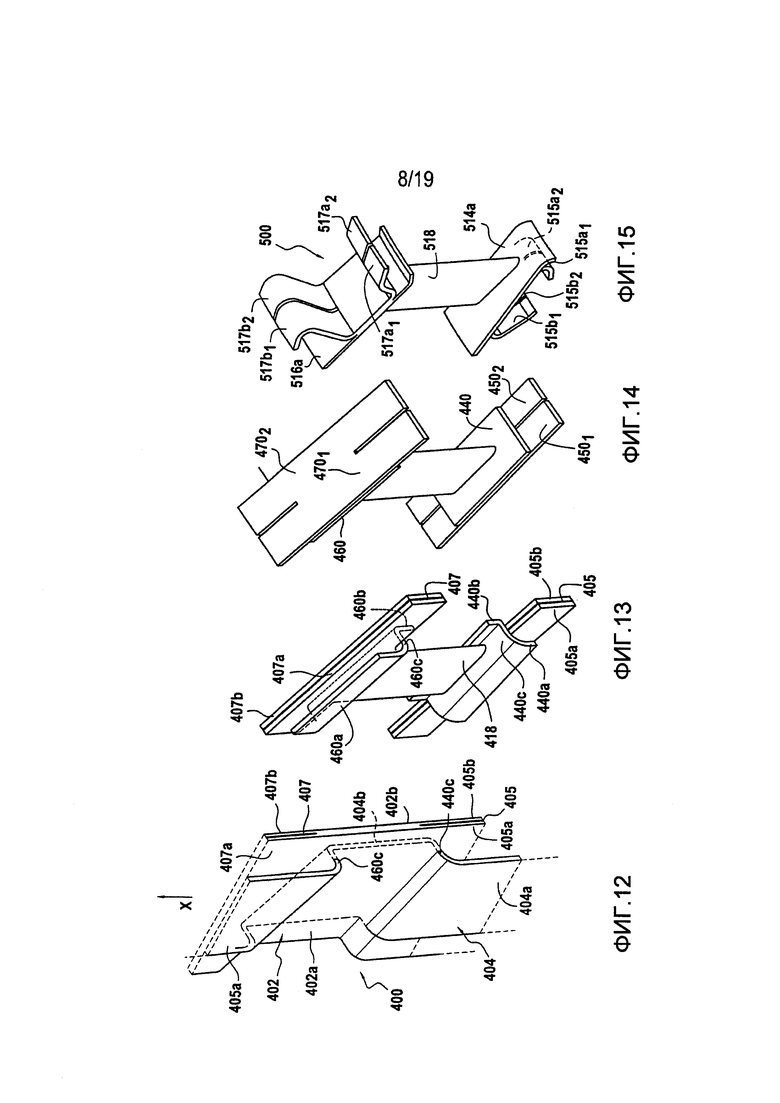
Фиг. 12-15 очень схематически показывают последовательные этапы способа изготовления волокнистой преформы для лопатки сопла, например, показанной на фиг. 11;
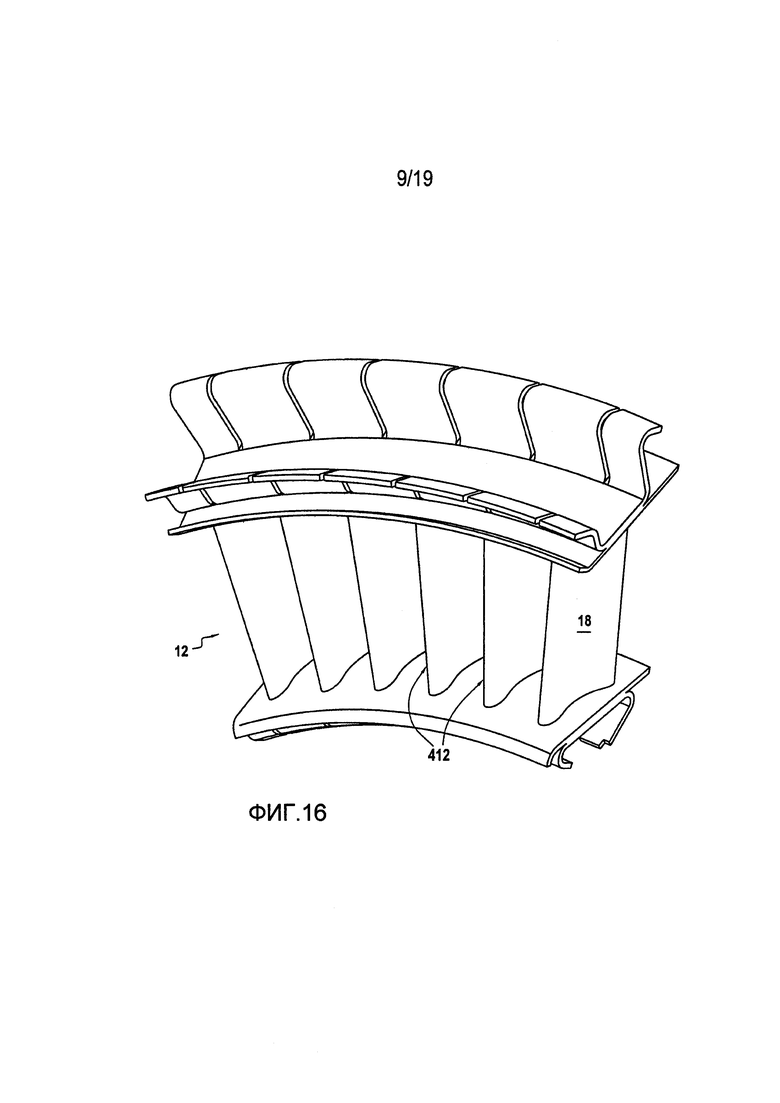
Фиг. 16 представляет собой схематический вид в перспективе сектора сопла, полученного сборкой лопаток, например, показанных на фиг. 11;
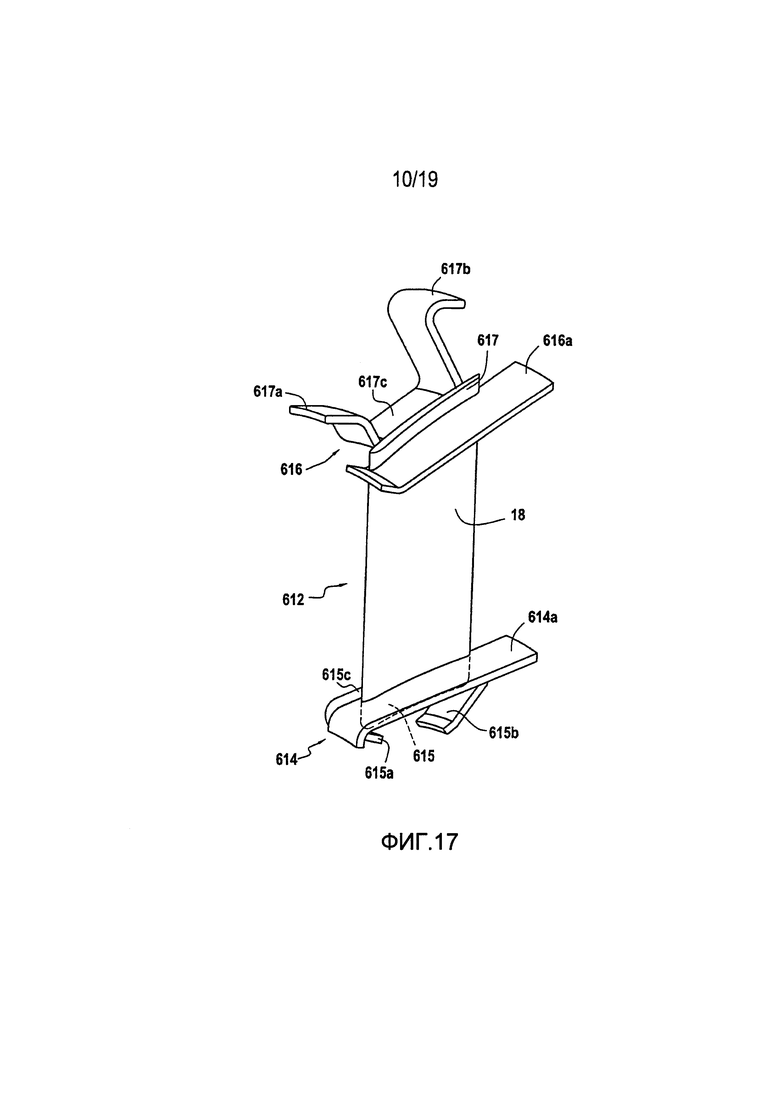
Фиг. 17 представляет собой вид в перспективе одноперьевой лопатки сопла, образующей часть сектора сопла, изготовленного из CMC материала, в соответствии с вариантом выполнения изобретения;
Фиг. 18-21 очень схематически показывают последовательные этапы способа изготовления волокнистой преформы для лопатки сопла, например, показанной на фиг. 17;
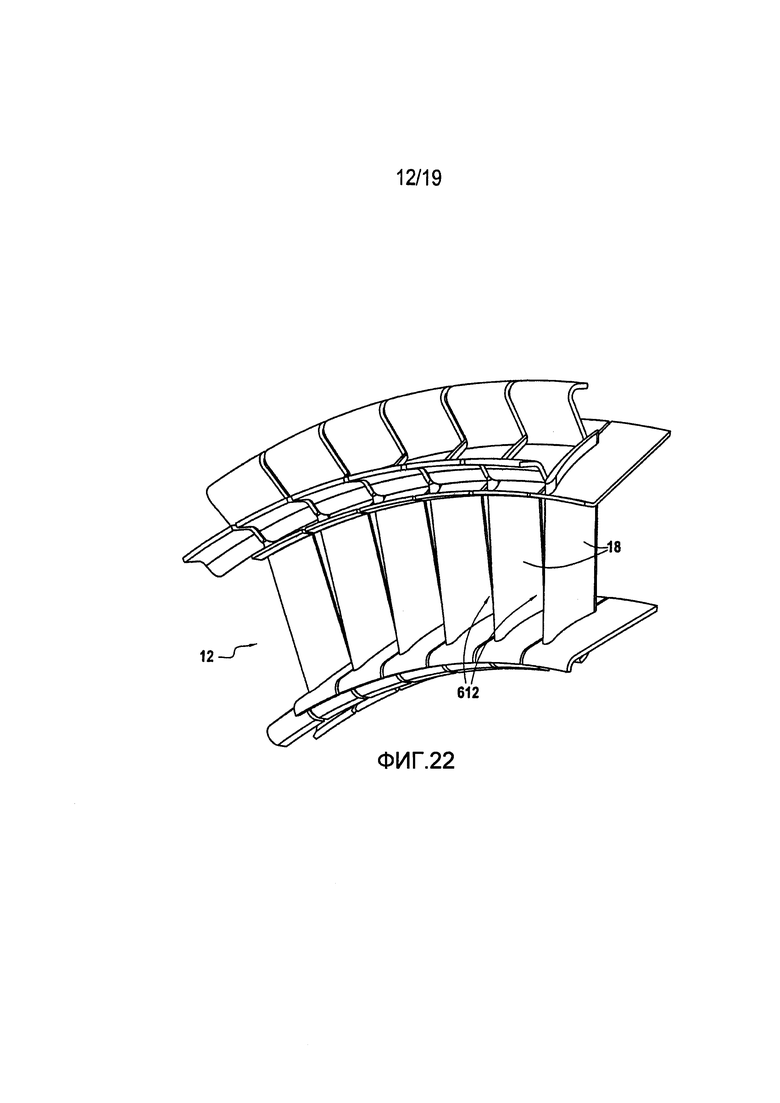
Фиг. 22 представляет собой схематический вид в перспективе сектора сопла, полученного сборкой лопаток, например, показанных на фиг. 19;
Фиг. 23 очень схематически показывает, как две лопатки, например, показанные на фиг. 17, собирают вместе при изготовлении сектора сопла;
Фиг. 24 представляет собой вид в перспективе двух одноперьевых лопаток сопла, образующих часть сектора сопла, изготовленного из CMC материала, в соответствии с вариантом выполнения изобретения;
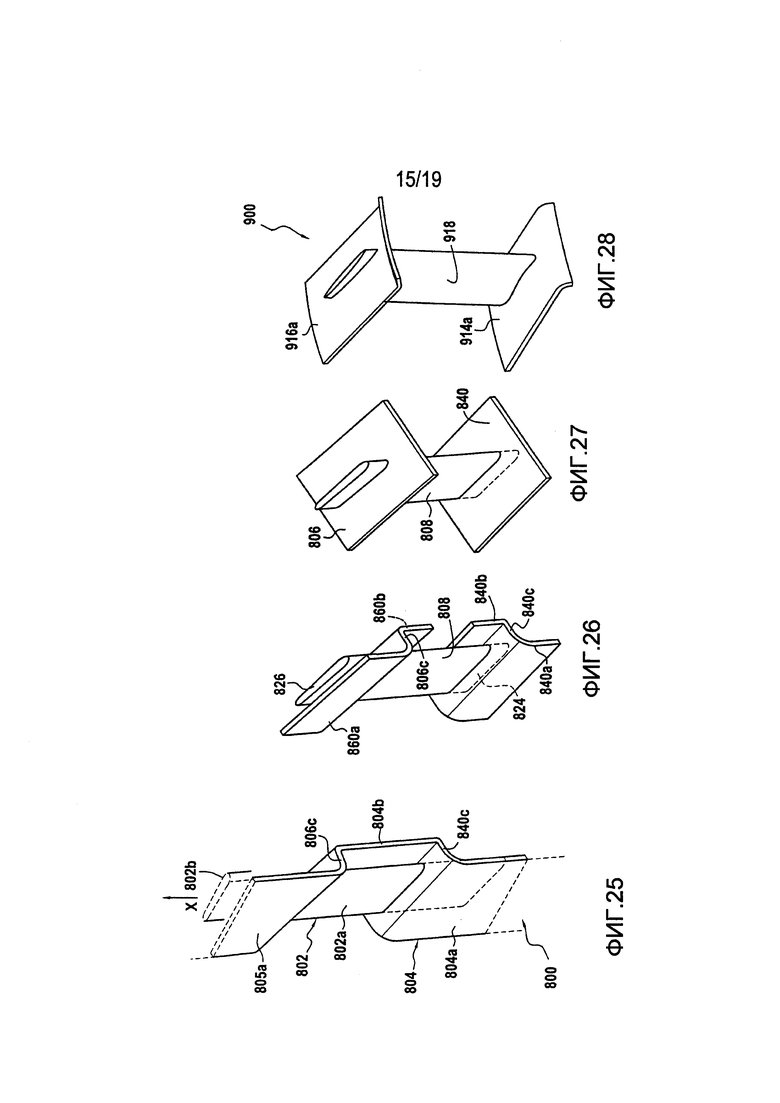
Фиг. 25-28 очень схематически показывают последовательные этапы способа изготовления волокнистой преформы для лопатки сопла, например, одной из лопаток с фиг. 24;
Фиг. 29 представляет собой схематический вид в перспективе сектора сопла, полученного сборкой лопаток, например, показанных на фиг. 24;
Фиг. 30 очень схематически показывает, как две лопатки, например, показанные на фиг. 24, собирают вместе при изготовлении сектора сопла;
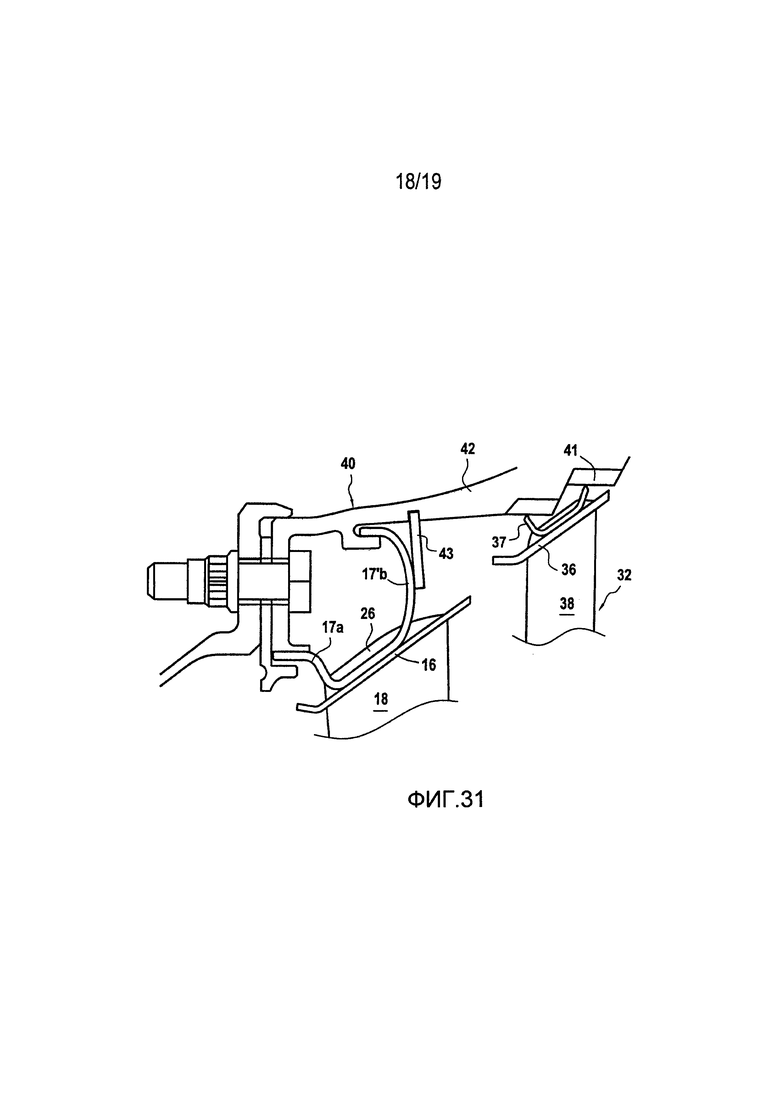
Фиг. 31 представляет собой очень схематический фрагментарный вид в разрезе, показывающий вариант крепления сопла в корпусе турбины; и
Фиг. 32 представляет собой очень схематический фрагментарный вид в аксиальном полусечении компрессора турбинного двигателя, включающего диффузор компрессора, изготовленный из композитного материала.
Подробное описание вариантов выполнения изобретения
Определения
На протяжении всего описания выражение "внешняя полка" или "внутренняя полка" используется и для двухфункциональной полки, имеющей один участок, образующий полку, подходящую для получения прохода потока, и другой участок, образующий крепежные лапки или крюки или ребра, а также для однофункциональной полки, ограниченной только одним из этих участков.
Выражение "образующая проход полка" используется для обозначения элемента, образующего участок внутренней или внешней стенки, определяющий проход газового потока через турбину в сопле турбины или проход потока воздуха через компрессор в диффузоре компрессора.
Применение в турбине турбинного двигателя
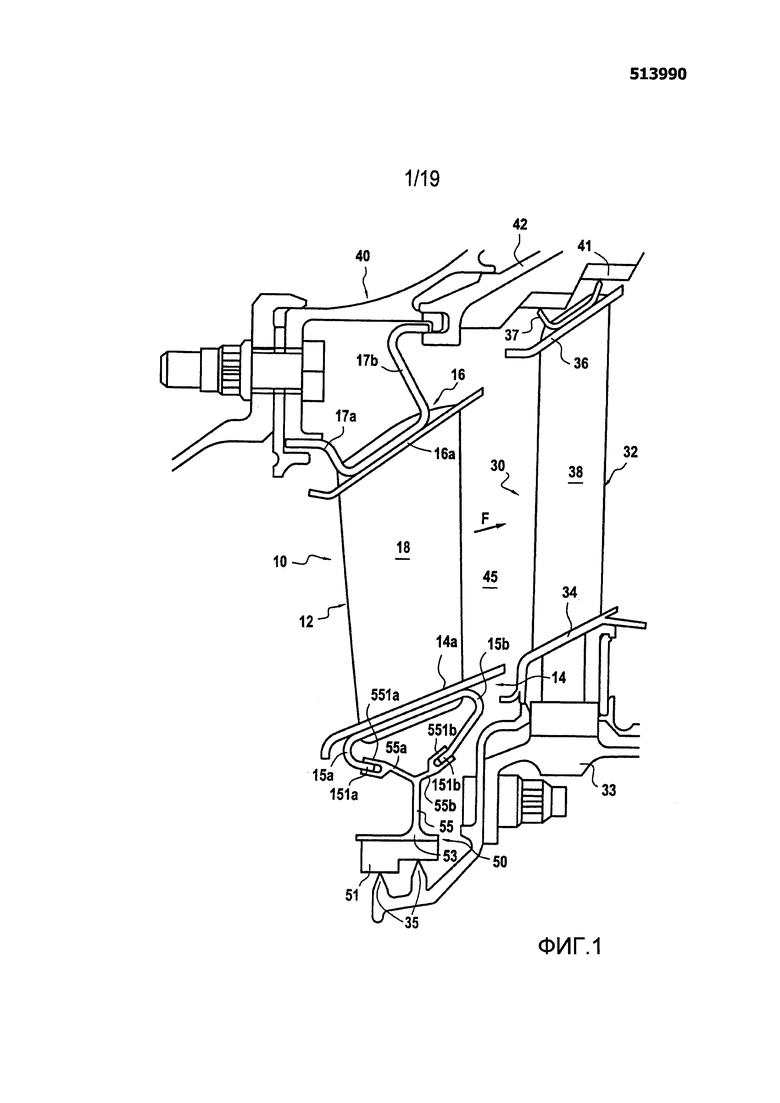
Многоступенчатая турбина низкого давления (LP) турбинного двигателя, например, авиационного двигателя, показанного частично на фиг. 1, содержит множество сопел 10 статора, чередующихся с роторными колесами 30 в направлении потока струи газа через турбину (стрелка F), и они установлены внутри корпуса 40 турбины.
Каждое роторное колесо 30 имеет множество лопастей 32, при этом каждая имеет внутреннюю полку 34, внешнюю полку 36 и перо 38, проходящее между полками 34 и 36 и соединенное с ними. На внутренней стороне полки 34 продолжением лопасти является корень, который зацеплен в щели в диске 33. На внешней стороне внешняя полка 36 удерживает уплотнители 37, обращенные к истираемому материалу 41, удерживаемому поделенным на секторы кольцом 32 для того, чтобы обеспечивать уплотнение в вершинах лопастей 32.
На протяжении всего представленного описания выражения "внутренний" и "внешний" используются со ссылкой на положение или ориентацию относительно оси турбины.
Лопасти 32 могут быть традиционными металлическими лопастями или они могут быть лопастями, изготовленными из CMC материала, например, полученными, как описано в вышеупомянутых документах WO 2010/061140, WO 2010/116066 или WO 2011/080443.
По меньшей мере одно из сопел, например, сопло 10 на фиг. 1, образовано объединением множества кольцеобразных секторов сопла, изготовленных из CMC материала.
Каждый сектор 12 сопла (фиг. 1 и 2) содержит внутреннюю полку 14 и внешнюю полку 16 и множество лопаток 18, проходящих между полками 14 и 16 и скрепленных с ними. Полки 14 и 16 имеют участки 14а, 16а, образующие внутреннюю и внешнюю образующие проход полки. Внешние стороны полок 14а, 34 и внутренние стороны полок 16а, 36 определяют проход 45 потока газа через турбину.
На внешней стороне от внешней полки 16а выступают задняя крепежная лапка 17а и передняя крепежная лапка 17b в форме соответственных кольцеобразных секторов по существу S-образного сечения. Крепежные лапки 17а, 17b проходят под тем же углом, что и полка 16а. Контактные участки лапок 17а, 17b направлены соответственно ближе и дальше по ходу, и они зацепляются в крюках, удерживаемых корпусом 40 для того, чтобы устанавливать сопло 10 в корпусе 40, подобно установке металлического сопла турбины.
На протяжении всего описания выражения "задний" (нижний по потоку) и "передний" (верхний по потоку) используются со ссылкой на направление потока струи газа через турбинный двигатель.
На внутренней стороне под внутренней полкой 14а выступают задний и передний крюки 15а и 15b, которые имеют форму кольцеобразных секторов по существу С-образного сечения и которые согнуты соответственно ближе и дальше по ходу потока.
Крюки 15а и 15b аксиально поддерживаются и удерживаются в требуемом положении поделенное на секторы металлическое кольцо 50, которое поддерживает истираемый материал 51, обращенный к уплотнителям 35, удерживаемым диском 33 для обеспечения уплотнения прохода 50 на внутренней стороне. Металлическое кольцо 50 изготовлено из соединенных секторов 52, при этом каждый образует картридж истираемого материала (фиг. 1 и 3). На внешней стороне каждый сектор 52 кольца имеет основание 53, от которого выступает наружу участок 55, образующий задние и передние крепежные лапки 55а и 55b. Крепежные лапки 55а, 55b имеют форму кольцеобразных секторов, которые в этом примере проходят под тем же углом, что и секторы 52 кольца. В показанном примере взаимное зацепление между крюками 15а и крепежными лапками 55а и взаимное зацепление между крюками 15b и крепежными лапками 55b получают зацеплением контактных участков 151а, 151b крюков 15а, 15b в соответственных направляющих 551, 551b, образованных на концах крепежных лапок 55а, 55b.
Зацепление получают скольжением в периферийном направлении до получения контакта с остановочными упорами для того, чтобы выравнивать сектор 12 сопла радиально с сектором 52 кольца. Путем примера упоры выполнены образованием выемок 152а, 152b на периферийных концах контактных участков 151а, 151b крюков 15а, 15b (фиг. 2) и замыканием направляющих 551а, 551b цельными участками 552а, 552b на одном из периферийных концов крепежных лапок 55а, 55b.
В показанном примере секторы 52 кольца и секторы 12 сопла имеют одинаковый угловой размер. В варианте угловой размер секторов кольца может быть множеством или частью углового размера секторов сопла.
Первый вариант выполнения: одноперьевая лопатка с "симметричными" двухфункциональными полками и первый способ плетения
В первом варианте выполнения секторы 12 сопла образованы сборкой одноперьевых модульных лопаток 112 из CMC материала, например, показанных на фиг. 4, при этом каждая имеет внутреннюю полку 114, внешнюю полку 116 и одно перо 18, проходящее между полками 114 и 116 и скрепленное с ними. Полка 114 имеет участок 114а, образующий полку, создающую проход 45, и участок, образующий крюки 115а, 115b, имеющие те же профили, что и крюки 15а, 15b соответственно, и расположенные на внутренней стороне участка 114а. На внешней стороне полка 116 имеет участок 116а, образующий полку, создающую проход 45, и участок, образующий крепежные лапки 117а, 117b, имеющие те же профили, что и лапки 17а, 17b соответственно, и расположенные на внешней стороне участка 116а.
На одном из их продольных краев, который расположен в аксиальной плоскости после сборки турбины, образующие проход полки 114а, 116а в показанном примере представляют отступы 114b, 116b для обеспечения взаимного перекрытия смежных краев образующих проход полок, когда лопатки 112 собирают для образования сектора сопла. Отступы 114b, 116b изготовлены подобным образом отгибанием, т.е. смещением на величину, эквивалентную толщине полок 114а, 116а так, чтобы обеспечивать сборку перекрытием, при этом не нарушая непрерывности поверхности прохода 45. На краях, противоположных краям, представляющим отступы 114b, 116b, образующие проход полки 114а, 116а выступают за пределы крюков 115а, 115b и крепежных лапок 117а, 117b в пределах ширины, которая соответствует ширине отступов 114b, 116b.
Ниже описан вариант выполнения лопатки 112, например, показанной на фиг. 4. Этот вариант выполнения подобен варианту выполнения лопасти для роторного колеса турбинного двигателя, описанной в документе WO 2011/080443, содержание документа WO 2011/080443 включено здесь путем ссылки.
Фиг.5 представляет собой очень схематический вид волоконной заготовки 100, из которой волокнистая преформа лопатки может быть формована так, что после уплотнения заготовки матрицей и возможной обработки получают лопатку, которая изготовлена из CMC материала, например, лопатку 112.
Заготовка 100 содержит три участка 102, 104 и 106, которые получены трехмерным сплетением или многослойным сплетением, на фиг. 5 показаны только огибающие этих трех участков. После формования из участка 102 должен быть образован участок преформы для пера 18. После формования из участка 104 должен быть образован участок преформы для внутренней и внешней образующих проход полок 114а и 116а. После формования из участка 106 должны быть образованы участки преформы для крюков 115а, 115b и лапок 117а, 117b.
Три участка 102, 104 и 106 имеют форму плетеных полос, проходящих в общем в направлении X, соответствующем общему направлению изготавливаемой лопатки. Путем примера плетение выполнено, используя основные нити, проходящие в направлении X, при этом должно быть понятно, что также возможно выполнять плетение с уточными нитями, проходящими в этом направлении. На каждом участке 102, 104 и 106 основные нити размещены во множестве слоев, которые взаимосвязаны по меньшей мере частично уточными нитями, занимающими множество слоев уточных нитей. Могут быть использованы различные другие переплетения, например, переплетения типа интерлок, мульти-атласного типа или многополотняного типа. Может быть выполнена ссылка, например, на документ WO 2006/136755.
Волокнистая полоса 102 может иметь изменяющуюся толщину, которая определена как функция от профиля пера лопатки, которая должна быть изготовлена, и может иметь ширину, которая выбрана как функция от длины профиля пера при переходе к плоской форме. Изменение толщины волокнистой полосы 102 поперечно ее ширине может быть получена, например, с использованием основных нитей различного другого веса. В варианте или в дополнение, возможно изменять число основных нитей (количество нитей на единицу длины в направлении утка), меньшее число, обеспечивающее утончение, чтобы получить большую отчетливость при формовании преформы лопатки.
Волокнистые полосы 104 и 106 имеют толщину, которая по существу постоянна и определена как функция от толщины полок 114, 116 изготавливаемой лопатки. Полоса 104 имеет ширину, соответствующую самому длинному из профилей образующих проход полок 114а, 116а при переходе к плоской форме, тогда как полоса 106 имеет ширину, соответствующую самому длинному из профилей набора крюков 115а, 115b и набора крепежных лапок 117а, 117b при переходе к плоской форме. Каждая из полос 104 и 106 имеет первый участок 104а, 106а, проходящий вдоль и вблизи первой поверхности 102а полосы 102, второй участок 104b, 106b, проходящий вдоль и вблизи второй поверхности 102b полосы 102, и третий участок 105а, 107а, проходящий вдоль и вблизи первой поверхности 102а полосы 102. Полосы 102 и 104 следуют по траекториям, которые параллельны, и они взаимно не пересекаются.
Участки 104а и 104b полосы 104 сжаты вместе соединительным участком 140с, который проходит поперечно относительно полосы 102, пересекая ее в положении, соответствующем положению внутренней образующей проход полки изготавливаемой лопатки 112. Подобным образом, участки 106а и 106b полосы 106 соединены вместе соединительным участком 150с, который проходит поперечно относительно полосы 102, пересекая ее и смежно или в непосредственной близости от соединительного участка 140с на внутренней стороне.
Участки 104а и 105b полосы 140 соединены вместе соединительным участком 160с, который проходит поперечно относительно полосы 102, проходя через нее в положении, соответствующем положению внешней образующей проход полки изготавливаемой лопатки 112. Подобным образом, участки 106а и 107b полосы 106 соединены вместе соединительным участком 170с, который проходит поперечно относительно полосы 102, пересекая ее и смежно или в непосредственной близости от соединительного участка 160с на внешней стороне.
Соединительные участки 140с, 150с 160с и 170с пересекают полосу 102 под ненулевыми углами относительно плоскости, нормальной к направлению X, так, что в описанном примере они соответствуют форме изготавливаемой лопатки на ее внутренней и внешней полках. Полосы 102, 104 и 106 вплетаются одновременно без связывания между полосой 102 и участками 104а, 104b и 105а полосы 104, без связывания между полосой 102 и участками 106а, 106b и 107а полосы 106 и без связывания между полосами 104 и 106. Предпочтительно, множество последовательных заготовок 100 может быть сплетено непрерывно в направлении X. Также возможно переплетение множества параллельных рядов заготовки 100 одновременно.
Фиг. 6-8 очень схематически показывают, как волокнистая преформа 200, имеющая форму, близкую к форме лопатки 112, которая должна быть изготовлена, может быть получена из заготовки 100.
Волокнистую полосу 102 обрезают на ближнем по ходу конце от соединительных участков 140с, 150с для того, чтобы образовывать особую длину 124, и ее обрезают на противоположном конце сзади соединительных участков 160с, 170с для того, чтобы образовывать особую длину 126, при этом особые длины 124 и 126 способствуют удержанию соединительных участков 160с, 170с в положении, где они пересекают волокнистую полосу 102.
Волокнистые полосы 104 и 106 обрезают так, чтобы оставлять сегменты 140а и 140b, оставшиеся на одной или другой стороне соединительного участка 140с, сегменты 150а и 150b, оставшиеся на одной или другой стороне соединительного участка 150с, сегменты 160а и 160b, оставшиеся на одной или другой стороне соединительного участка 160с, и сегменты 170а, 170b, оставшиеся на одной или другой стороне соединительного участка 170с, как показано на фиг. 6. Длины сегментов 140а, 140b, 160а и 160b выбраны как функция от длин внутренней и внешней образующих проход полок при переходе к плоской форме для изготавливаемой лопатки 112. Длины сегментов 150а, 150b, 170а и 170b выбраны как функция от ширины крюков и крепежных лапок внутренней и внешней полок изготавливаемой лопатки 112.
Так как они не связаны с полосой 102, сегменты 140а, 140b и 160а, 160b полосы 104 могут быть выгнуты так, чтобы образовывать пластины 140, 160, тогда как сегменты 150а, 150b и 170а, 170b полосы 106 могут быть выгнуты так, чтобы образовывать пластины 150, 170, как показано на фиг. 7.
Волокнистая преформа 200 лопатки 112 далее может получаться формованием с использованием формовочного инструмента для деформирования полосы 102 для того, чтобы получать профиль пера 18 лопатки, так, чтобы деформировать пластины 140, 160 для того, чтобы воспроизводить формы, подобные формам внутренней и внешней образующих проход полок 114а, 116а, и деформирования пластин 150, 170 для воспроизведения форм, подобных формам крюков 115а, 115b и лапок 117а, 117b. Как показано на фиг. 8, это создает преформу 200 лопатки с участками 214а, 216а преформы внутренней и внешней образующих проход полок, участками 215а, 215b преформы крюка, участками 217а, 217b преформы крепежных лапок, и участком 218 преформы пера.
Должно быть ясно, что этапы изготовления преформы 200 лопатки из заготовки 100 могут предпочтительно быть выполнены после обработки волокон заготовки 100 и пропитки упрочняющим составом, как описано ниже со ссылкой на фиг. 9, что позволяет перейти к последовательным этапам выполнения способа изготовления многоперьевого сектора сопла из CMC материала.
На этапе 301 набор волокнистых полос сплетают трехмерным плетением, образуя множество волоконных заготовок 100, проходящих, например, в направлении основы, как показано на фиг. 5. Плетение может быть выполнено с использованием нитей, изготовленных из керамики, в частности, нитей на основе карбида кремния (SiC), например, нитей, поставляемых под именем "Nicalon" Японским поставщиком Nippon Carbon. Могут быть использованы и другие керамические нити, в частности нити, изготовленные из тугоплавкого оксида, например, нитей на основе оксида алюминия или алюмооксида Al2O3, в CMC материалах типа оксид/оксид (имеющих и армирование волокном, и матрицу, изготовленную из тугоплавкого оксида). Также будет возможно использовать углеродные волокна или CMC материалы, имеющие армирование углеродным волокном.
На этапе 302 набор волокнистых полос обрабатывают для исключения различий в размерах волокон и для исключения окисления на поверхностях волокон. Различие в размерах может быть исключено тепловой обработкой, и окисление может быть исключено кислотной обработкой.
На этапе 303 тонкий слой межфазного покрытия понижения хрупкости образуют на волокнах во всех волокнистых полосах химической инфильтрацией из паровой фазы (CVI). Путем примера межфазный материал представляет собой пиролитический углерод РуС, нитрид бора BN или углерод с присадкой бора ВС. Толщина слоя, который образуют, может лежать, например, в диапазоне 10 нанометров (нм) - 100 нм для того, чтобы сохранять деформационную способность в волоконных заготовках.
Этапы исключения различий в размерах, кислотной обработки и образования межфазного покрытия на подложке из волокон SiC описаны в патенте США №5071679.
На этапе 304 далее набор волокнистых полос пропитывают упрочняющим составом, обычно смолой из углеродного прекурсора или смолой из керамического прекурсора, возможно, разбавленной растворителем.
После высушивания (этап 305) индивидуальные волоконные заготовки разрезают на части (этап 306), как показано на фиг. 6.
На этапе 307 заготовке, обрезаемой таким образом, придают форму (как показано на фиг. 7 и 8) и размещают в инструменте, например, изготовленном из графита, для формования участков, образующих преформу пера, преформы образующих проход полки и преформы сборочных лапок и крюков.
После этого смолу отверждают (этап 308) и далее пиролизуют (этап 309), при этом вулканизация и пиролиз могут следовать друг за другом посредством прогрессивного увеличения температуры внутри инструмента.
После пиролиза получают преформу лопатки, которая упрочняется остатком пиролиза. Количество упрочняющей смолы выбирается достаточным, но не чрезмерным, так, чтобы обеспечивать то, что остаток пиролиза связывает вместе волокна преформы в достаточной степени для обеспечения регулирования преформы при сохранении ее формы без помощи инструмента.
Второй слой межфазного покрытия понижения хрупкости образуют с помощью CVI, например, изготовленного из РуС, BN или ВС, при этом он имеет толщину, которая составляет предпочтительно не менее 100 нм (этап 310). Изготовление межфазного покрытия из двух слоев до и после упрочнения описано в документе ЕР 2154119.
После этого керамическую матрицу упрочненной преформы уплотняют, например, с помощью CVI. Матрица может быть изготовлена из Sic или она может быть самовосстанавливающейся матрицей, содержащей фазы матрицы из гидролитического углерода РуС, из карбида бора В4С или троичной системы Si-B-C, как описано, в частности, в патентах США №5246756 и 5965266. Как объяснено выше, могут быть предусмотрены другие типы керамической матрицы, в частности, матрицы из тугоплавкого оксида, например, алюмооксида, в частности, для CMC материалов типа оксид/оксид. Уплотнение далее может быть выполнено по технологии жидкости, т.е. пропиткой жидким прекурсором для керамической матрицы с прекурсором, преобразуемым тепловой обработкой, или пропиткой составом, содержащим керамический порошок, и далее матрицу получают спеканием.
Уплотнение предпочтительно выполняется за два этапа 311 и 313, отделенных промежуточным этапом 312 обработки лопатки до требуемых размеров. Это создает лопатку, например, лопатку 112 на фиг. 4.
Следующий этап 314 состоит из соединения и скрепления вместе множества лопаток для того, чтобы образовывать многоперьевой сектор сопла, изготовленный из CMC материала, например, сектор 12 на фиг. 2. Лопатки соединяют вместе спайкой на перекрытиях между смежными краями внутренней и внешней образующих проход полок 114а и 116а. Таким образом, получают связь между лопатками в зонах крепления, проходящих на протяжении участка внутренней поверхности внутренних образующих проход полок и на участке внешней поверхности внешних образующих проход полок. Известна спайка частей, изготовленных из CMC материала, и, в частности, из материала матрицы из SiC. Например, может быть выполнена ссылка на документы FR 2664518 и FR 2745808, содержимое которых включено здесь путем ссылки, эти документы описывают различные составы спайки, основанные на никеле, а также содержащие титан, кремний и другие возможные металлы, такие как медь или хром.
Выемки 152а, 152b (фиг. 2) могут быть выполнены во время этапа 312 обработки в одной из лопаток, образующих сектор сопла. В варианте они могут быть выполнены после сборки сектора.
Количество лопаток сопла в примере на фиг. 2 равно шести. Естественно, это количество может быть больше или меньше.
После получения секторов сопла турбины, изготовленных из CMC материала, их обеспечивают секторами истираемого опорного кольца 50, как описано выше.
Готовое сопло турбины, изготовленное из CMC материала и удерживающее истираемое опорное кольцо, далее собирают установкой секторов 12 сопла в корпус турбины посредством крепежных лапок 17а, 17b. Количество секторов, составляющих готовое сопло, может лежать в диапазоне, например, 16-40.
Уплотнение между секторами улучшают перекрытием между смежными краями образующих проход полок на концах секторов и по возможности может быть улучшено посредством язычков, размещенных на границах между смежными секторами сопла, как хорошо известно для секторов сопла, изготовленных из металла.
Должно быть ясно, что одноперьевые лопатки могут быть собраны вместе касанием образующих проход полок, которые не перекрываются, при этом далее внешние и внутренние образующие проход полки имеют ту же ширину, что и соответственные наборы крепежных лапок 117а, 117b и крюков 115а, 115b. Далее, выполняют спайку вдоль продольных краев полок, образующих проход, крепежных лапок и крюков.
Фиг.10 представляет последовательные этапы другого способа изготовления сектора сопла турбины из CMC. Этапы 301-312 идентичны этапам способа на фиг. 9.
После этапа 312 обработки множество лопаток удерживают вместе для того, чтобы образовывать сектор сопла (этап 315). Лопатки могут быть собраны посредством инструмента, который удерживает лопатки рядом, и/или предкерамическим адгезивом, т.е. адгезивом, использующим смолу из керамического прекурсора, например, полисилана, полисилоксана, полисилазана, поликарбосилана или силиконовой смолы, известным образом. Второе уплотнение или этап совместного уплотнения далее выполняют на собранных вместе лопатках (этап 316), подобно этапу 313 способа на фиг. 9, но выполняют на готовом секторе сопла. Когда сборку выполняют с помощью предкерамического адгезива, вулканизация и пиролиз смолы для того, чтобы преобразовывать ее в керамику, могут быть выполнены во время увеличения температуры на втором этапе уплотнения.
Второй вариант выполнения: одноперьевая лопатка с "симметричными" двухфункциональными полками и второй способ плетения
Во втором варианте выполнения (фиг. 11) секторы 12 сопла образованы сборкой вместе одноперьевых модульных лопаток 412, изготовленных из CMC материала, например, показанных на фиг. 11, и представляют внутреннюю полку 414, внешнюю полку 416 и перо 18, которое проходит между полками 414 и 416 и которое скреплено с ними. Полка 414 имеет участок 414, образующий образующую проход внутреннюю полку, и на внутренней стороне участок, образующий пару задних крюков 415a1, 415а2, имеющих одинаковый профиль, и пару передних крюков 415b1-415b2, имеющих одинаковый профиль. Полка 416 имеет участок 416а, образующий внешнюю образующую проход полку, и на внешней стороне участок, образующий пару задних крепежных лапок 417a1, 417а2, имеющих одинаковый профиль, и пару передних крепежных лапок 417b1, 417b2, имеющих одинаковый профиль. В показанном примере образующие проход полки 414а и 416а имеют такие же ширины, что и соответственные наборы крюков 415a1, 415а2, 415b1, 415b2 и крепежных лапок 417a1, 417а2, 417b1, 417b2. В варианте, как в варианте выполнения на фиг. 4, образующие проход полки могут иметь соответственные отступы вдоль одного из их продольных краев, обеспечивая перекрытие смежных краев при сборке лопаток вместе для образования сектора сопла.
Способ изготовления лопатки 412, например, показанной на фиг. 11, описан ниже со ссылкой на фиг. 12-15.
Фиг. 12 очень схематически показывает волоконную заготовку 400, содержащую два участка 4 02, 404, которые получены трехмерным сплетением или многослойным сплетением, при этом показаны только огибающие участков 402, 404. После формования участок 402 должен образовывать участок преформы для пера 18 и участки преформы для крюков 415a1, 415а2, 415b1, 415b2 и для крепежных лапок 417a1, 417а2, 417b1, 417b2. После формования участок 404 должен образовывать участок преформы для внутренней и внешней образующих проход полок 414а, 416а.
Два участка 402, 404 имеют форму плетеных полос, проходящих в общем в направлении X, соответствующем общему направлению изготавливаемой лопатки. Полосы 402, 404 сплетают, как описано выше для полос 102, 104 и 106 варианта выполнения на фиг. 5.
Полоса 402 имеет ширину, которая выбрана как функция от самого длинного из профилей из наборов крюков 415a1-415a2, 415b1-415b2 и крепежных лапок 417a1, 417а2, 417b1, 417b2 при переходе к плоской форме. На ее участке, который должен образовывать преформы для пера 18, полоса 402 может иметь толщину, которая изменяется как функция от профиля пера 18 лопатки, которая должна быть изготовлена, как описано для полосы 102 варианта выполнения на фиг. 5.
Полоса 404 имеет по существу постоянную толщину, которая определяется как функция от толщин образующих проход полок 414а, 416а изготавливаемой лопатки. Полоса 404 имеет ширину, соответствующую самому длинному из профилей образующих проход полок 414а, 416а при переходе к плоской форме. Полоса 404 имеет первый участок 404а, который проходит вдоль и вблизи первой поверхности 402а полосы 402, второй участок 404b, который проходит вдоль и вблизи второй поверхности 402b полосы 402, и третий участок 405а, который проходит вдоль и вблизи первой поверхности 402а полосы 402.
Участки 404а и 404b полосы 404 соединяют вместе соединительным участком 440с, который проходит поперечно относительно полосы 402, пересекая ее в первом положении, соответствующем положению внутренней образующей проход полки 414а изготавливаемой лопатки. Участки 404b, 405а полосы 404 соединяют вместе соединительным участком 460с, который проходит поперечно относительно полосы 402, пересекая ее во втором положении, соответствующем положению внешней образующей проход полки 416а изготавливаемой лопатки. Соединительные участки 440а и 460с пересекают полосу 402 под ненулевыми углами относительно плоскости, нормальной к направлению X так, что в рассматриваемом примере они соответствуют форме изготавливаемой лопатки на ее внутренней и внешней полках.
Полосы 402, 404 сплетают одновременно без взаимосвязи между полосой 402 и участками 404а, 404b и 405а полосы 404. Множество последовательных заготовок 400 может быть сплетено непрерывно в направлении X. Также возможно переплетение множества параллельных рядов заготовки 400 одновременно.
Во время плетения полосы 402 невзаимосвязанные зоны 405 и 407 образуют на по существу половине толщины и на всей ширине полосы 402 в ее продолжениях, которые не расположены между положениями первого и второго пересечений.
Таким образом, в невзаимосвязанной зоне 405 полосу 402 составляют из двух участков 405а, 405b, на которых слои основных нитей взаимосвязаны уточными нитями, но без взаимосвязи уточных нитей между двумя участками 405а, 405b. Подобным образом, в невзаимосвязанной зоне 407 полосу 402 составляют из двух участков 407а, 407b.
Фиг. 13-15 очень схематически показывают, как волокнистая преформа 500, имеющая форму, близкую к форме изготавливаемой лопатки 412, может быть получена из заготовки 400.
На участке, проходящем между первым и вторым положениями пересечения, ширина полосы 402 уменьшается исключением участков, смежных с ее продольными краями так, чтобы оставлять оставшийся центральный участок 418 шириной, которая соответствует длине профиля пера 18 при переходе к плоской форме для изготавливаемой лопатки (фиг. 13). Должно быть ясно, что на этом участке полосы 402, проходящем между первым и вторым положениями пересечения, сплетение с уточными нитями может быть ограничено оставшимся центральным участком 418.
В продольном направлении полосу 402 обрезают на обоих концах (фиг. 13) так, чтобы оставлять невзаимосвязанные участки 405а, 405b, проходящие центральный участок 418 рядом с первым положением пересечения, и так, чтобы оставлять оставшиеся невзаимосвязанные участки 407а, 407b, проходящие центральный участок 418, рядом со вторым положением пересечения.
Полосу 404 обрезают так, чтобы оставлять оставшиеся сегменты 440а, 440b на одной или другой стороне соединительного участка 440с и сегменты 460а, 460b на одной или другой стороне соединительного участка 460с (фиг. 13). Длины сегментов 440а, 440b и 460а, 460b выбраны как функция от длин при переходе к плоской форме внутренних и внешних образующих проход полок лопатки, которая должна быть изготовлена, т.е. полок, которые определяют проход газового потока.
Так как они не взаимосвязаны с полосой 402, сегменты 440а, 440b, 460а, 460b полосы 404 могут быть выгнуты так, чтобы образовывать пластины 440, 460, и за счет невзаимосвязанных зон 405, 407 участки 405а, 405b и 407а, 407b также могут быть выгнуты для образования пластин-половин 4501, 4502, и 4701, 4702, как показано на фиг. 14.
Далее волокнистую преформу 500 изготавливаемой лопатки получают формованием в формообразующем инструменте при деформировании участка 418 для получения профиля пера 18 лопатки деформированием пластин 440, 460 для получения профилей внутренних и внешних образующих проход полок 414а и 416а, деформированием пластин-половин 4501 для получения профилей крюков 415a1, 415b1, деформированием пластин-половин 450 для получения профилей крюков 415а2, 415b2, деформированием пластин-половин 4701 для получения профилей крепежных лапок 471a1, 471b1 и деформированием пластин-половин 4702 для получения профилей крепежных лапок 417b1, 417b2. Это создает (фиг. 15) преформу 500 лопатки с участками 514а, 516а, образующими преформы для внутренних и внешних образующих проход полок, участками 515a1, 515b1, 515а2, 515b2, образующими преформы для крюков, участками 517a1, 517b1, 517а2, 517b2 для образования преформ крепежных лапок, и участком 518, образующим преформу пера.
Должно быть ясно, что размеры невзаимосвязанных участков 405а, 405b, 407а, 407b, которые остаются после обрезания заготовки (фиг. 13), выбирают как функцию от размеров профилей при переходе к плоской форме участков 515a1, 515b1, 515а2, 515b2 преформы крюков и участков 517a1, 517b1, 517а2, 517b2 преформы крепежных лапок.
Сектор 12 сопла из CMC материала, который показан на фиг. 16, получают из модульных лопаток, подобных лопатке на фиг. 12, способом, подобным способу, описанному со ссылкой на фиг. 9, или подобным способу, описанному со ссылкой на фиг. 10, при этом этапы изготовления преформы 500 лопатки из заготовки 400 выполняют после обработки волокон заготовки и пропитки их упрочняющей смолой.
После изготовления секторов сопла из CMC материала их обеспечивают секторами опорного кольца 50 из истираемого материала зацеплением их на крюках секторов и устанавливают в корпус турбины с использованием крепежных лапок, как описано выше.
Третий вариант выполнения: одноперьевые лопатки с асимметричными двухфункциональными полками.
В третьем варианте выполнения (Фиг.17) секторы 12 сопла образованы сборкой вместе одноперьевых модульных лопаток 612, например, показанных на фиг. 17, представляющих внутреннюю полку 614, внешнюю полку 616 и перо 18, проходящее между внутренней и внешней полками и скрепленное с ними. Внутренняя полка 614 и внешняя полка 616 имеют участки, соответственно образующие внутреннюю образующую проход полку 614 и внешнюю образующую проход полку 616, обе из которых проходят от концов пера 18 на одной и той же стороне пера 18, которая может быть стороной нагнетания или стороной разрежения (в показанном примере она представляет собой сторону разрежения).
На внутренней стороне внутренней образующей проход полки 614 перо проходит продолжением 615, которое соединено с основным участком 615 с заднего крюка 615а и переднего крюка 615b, расположенным на стороне пера 18, противоположной стороне, на которой расположена внутренняя образующая проход полка 614. Крюки 615а, 615b соединены с продолжением 615 в положении, которое смещено продольно внутрь относительно положения, где внутренняя образующая проход полка 614 соединена с пером 18. На внешней стороне внешней образующей проход полки 618а перо проходит продолжением 617, которое соединено с основным участком 617 с задней крепежной лапки 617а и передней крепежной лапки 617b, расположенным на стороне пера 18, противоположной стороне, на которой расположена внешняя образующая проход полка 616. Крепежные лапки 617а, 617b соединены с продолжением 617 в положении, которое смещено продольно наружу относительно положения, где внешняя образующая проход полка 616а соединена с пером 18.
Способ изготовления лопатки, например, лопатки 612 на фиг. 17, описан ниже со ссылкой на фиг. 18-21.
Фиг. 18 очень схематически показывает волоконную заготовку 600, имеющую два участка 602 и 604, которые получают трехмерным сплетением или многослойным сплетением, при этом показаны только профили участков 602, 604. Участок 602 должен образовывать участок преформы для пера 18 изготавливаемой лопатки. После формования участок 604 должен образовывать участки преформы для внутренней образующей проход полки 614а, для крюков 615а, 615b, для внешней образующей проход полки 616а и для крепежных лапок 617а, 617b.
Два участка 602 и 604 имеют форму плетеных полос, проходящих в общем в направлении X, соответствующем продольному направлению изготавливаемой лопатки. Полосы 602, 604 сплетают, как описано выше для полос 102, 104 и 106 варианта выполнения на фиг. 5.
Полоса 602 может иметь изменяющуюся толщину, которая определяется как функция от профиля пера 18 изготавливаемой лопатки, и она может иметь ширину, которая выбирается как функция от длины при переходе к плоской форме профиля пера.
Полоса 604 имеет по существу постоянную толщину, которая определяется как функция от толщины внутренней и внешней образующих проход полок изготавливаемой лопатки, а также от толщины крюков и крепежных лапок. Полоса 604 имеет ширину, соответствующую самым длинным из профилей при переходе к плоской форме внутренней и внешней образующих проход полок и крюков и крепежных лапок изготавливаемой лопатки. Полоса 604 имеет первый участок 604а, который проходит вдоль и вблизи первой поверхности 602а полосы 602, второй участок 604b, который проходит вдоль и вблизи второй поверхности 602b полосы 602, и третий участок 605а, который проходит вдоль и вблизи первой поверхности 602а полосы 602.
Участки 604а, 604b полосы 604 соединяют вместе соединительным участком 640с, пересекающим полосу 602 в первом положении пересечения с вылетами пересечения, расположенными на сторонах 602а, 602b, которые смещают друг относительно друга в продольном направлении и которые располагают на уровнях, соответствующих соответственно уровням крюков и внутренней образующей проход полки изготавливаемой лопатки. Участки 604b, 605а полосы 604 соединяют вместе соединительным участком 660с, который пересекает полосу 602 во втором положении пересечения с вылетами пересечения, расположенными на сторонах 602а, 602b, которые смещают друг относительно друга в продольном направлении и которые располагают на уровнях, соответствующих соответственно внешней образующей проход полке и крепежным лапкам изготавливаемой лопатки. В дополнение, соединительные участки 640с, 660с пересекают полосу 602 под ненулевыми углами относительно плоскости, нормальной к направлению X так, что в рассматриваемом примере они соответствуют форме изготавливаемой лопатки на ее внутренней и внешней полках.
Полосы 602 и 604 сплетают одновременно без взаимосвязи между полосой 602 и участками 604а, 604b и 605а полосы 604. Множество последовательных заготовок 600 может быть сплетено непрерывно в направлении X. Также возможно переплетение множества параллельных рядов заготовки 600 одновременно.
Фиг. 19-21 очень схематически показывают, как волокнистая преформа 700, имеющая форму, близкую к форме изготавливаемой лопатки 612, может быть получена из заготовки 600.
В продольном направлении полосу 602 обрезают на обоих концах так, чтобы оставлять оставшийся участок 608, который должен образовывать преформу пера для изготавливаемой лопатки, причем преформа проходит на ее концах внутренним продолжением 605 и внешним продолжением 607 (фиг. 19).
Полосу 604 обрезают так, чтобы оставлять оставшийся сегмент 650а рядом с вылетом первого положения пересечения, расположенного на стороне 602а полосы 602, сегмент 640а рядом с вылетом первого положения пересечения, расположенного на стороне 602b полосы 602, сегмент 660а рядом с вылетом второго положения пересечения, расположенного на стороне 602b полосы 602, и сегмент 670а рядом с вылетом второго положения пересечения, расположенного на стороне 602а полосы 602.
Длины сегментов 640а и 660а выбирают как функцию от ширины внутренней и внешней образующих проход полок изготавливаемой лопатки. Длины сегментов 650а и 670а выбирают как функцию от ширины крюков и крепежных лапок изготавливаемой лопатки. Длины сегментов 640а и 650а по существу равны друг другу, как и длины сегментов 660а и 670а.
Так как взаимосвязь с полосой 602 отсутствует, сегменты 640а и 650а могут быть выгнуты на одной или другой стороне участка 608, как и сегменты 660а и 670а, тем самым образуя пластины 640, 650, 660 и 670 (фиг. 20). Возможно, после обрезания концевых участков длины пластин 64 0, 660 соответствуют соответственно длинам профилей при переходе к плоской форме внутренней и внешней образующих проход полок изготавливаемой лопатки, тогда как длины пластин 650, 670 соответствуют соответственно длинам профилей при переходе к плоской форме крюков и крепежных лапок изготавливаемой лопатки. Таким образом, ширину полосы 104 выбирают как функцию от наибольшей из длин, предоставляемых для пластин 640, 650, 660 и 670, при этом пластины более короткой длины получают обрезанием лишних участков, как отмечено выше.
Далее волокнистую преформу 700 изготавливаемой лопатки получают формованием с использованием формовочного инструмента, который деформирует участок 608 для получения профиля пера 18 лопатки, который деформирует пластины 640, 660 для воспроизведения форм, подобных соответственно формам внутренней и внешней образующих проход полок 614а и 616а изготавливаемой лопатки, который деформирует пластину 650 для воспроизведения формы, подобной форме крюков 615а, 615b, и который деформирует пластину 670 для воспроизведения формы, подобной форме крепежных лапок 617а, 611b. Это создает (Фиг. 21) преформу 700 лопатки с участками 714а, 716а преформы для внутренней и внешней образующих проход полок, участками 715, 717 преформы для крюков и крепежных лапок и участком 718 преформы для пера.
Каждый сектор 12 из CMC материала, показанный на фиг. 22, получают из модульных лопаток, подобных показанным на фиг. 17, способом, подобным способу, описанному со ссылкой на фиг. 9, или подобным способу, описанному со ссылкой на фиг. 10, при этом этапы изготовления преформы 700 лопатки из заготовки 600 выполняют после обработки волокон заготовки и пропитки их упрочняющей смолой.
Должно быть ясно, что модульные лопатки собирают зацеплением внутренней образующей проход полки 614a1 первой лопатки 6121 на внешней стороне основного участка 615с2 крюков смежной второй лопатки 6122 и зацеплением внешней образующей проход полки 616a1 первой лопатки 6121 на внутренней стороне основного участка 617с2 крепежных лапок второй лопатки 6122 (фиг. 23). Смещение в продольном направлении между зонами, где внутренняя образующая проход полка и крюки соединяются с пером лопатки, выбирают по существу равным или незначительно большим толщины внутренней образующей проход полки. Подобным образом, смещение в продольном направлении между зонами, где внешняя образующая проход полка и крепежные лапки соединяются с пером лопатки, выбирают по существу равным или незначительно большим толщины внешней образующей проход полки. При соединении вместе модульных лопаток соединение спайкой и/или совместным уплотнением таким образом может быть выполнено между внутренней поверхностью внутренней образующей проход полки 614a1 первой лопатки и основным участком 615с2 крюков смежной второй лопатки, и между внешней поверхностью внешней образующей проход полки 616a1 первой лопатки 6121 и основным участком 617с2 крепежных лапок второй лопатки 6122, как очень схематически показано на фиг. 23. В дополнение, при обработке модульных лопаток концевые края внутренней и внешней образующих проход полок лопатки могут быть обработаны так, чтобы соответствовать по существу профилю пера смежной лопатки, напротив которой они расположены.
После изготовления секторов сопла из CMC материала их обеспечивают секторами опорного кольца 50 из истираемого материала зацеплением их на крюках секторов и устанавливают в корпус 40 турбины посредством крепежных лапок, как описано выше.
Четвертый вариант выполнения: одноперьевые лопатки с чередующимися однофункциональными полками
В четвертом варианте выполнения (фиг. 24) секторы сопла образованы сборкой вместе первых одноперьевых лопаток 8121 поочередно со вторыми одноперьевыми лопатками 8122, например, показанными на фиг. 24.
Первые лопатки 8121 имеют внутреннюю полку 814а, ограниченную внутренней образующей проход полкой, внешнюю полку 816а, ограниченной внешней образующей проход полкой, и перо 18, проходящее между полками 814а, 816а и скрепленное с ними.
Вторые лопатки 8122 имеют внутреннюю полку, ограниченную набором из двух крюков 815а, 815b, соединенных вместе основным участком 815с, внешнюю полку, ограниченную набором из двух крепежных лапок 817а, 817b, соединенных вместе основным участком 817с, и перо 18, проходящее между полками и скрепленное с ними.
Способ изготовления лопатки, например, лопатки 8121 на фиг. 24, описан ниже со ссылкой на фиг. 25-28.
Фиг.25 очень схематически показывает волоконную заготовку 800, содержащую два участка 802 и 804, получаемые трехмерным сплетением или многослойным сплетением, при этом показаны только профили участков 802, 804. После формования участок 802 должен образовывать участок преформы для пера 18 изготавливаемой лопатки. После формования участок 804 должен образовывать участки преформы для внутренней и внешней образующих проход полок 814а и 814b.
Два участка 802 и 804 имеют форму плетеных полос, проходящих в общем в направлении X, соответствующем продольному направлению изготавливаемой лопатки. Полосы 802, 804 сплетают, как описано выше для полос 102, 104 и 106 варианта выполнения на фиг. 5.
Полоса 802 может иметь изменяющуюся толщину, которая определяется как функция от профиля пера 18 изготавливаемой лопатки, и может иметь ширину, которая выбирается как функция от длины при переходе к плоской форме профиля пера.
Полоса 804 имеет толщину, которая по существу постоянна и определяется как функция от толщин внутренней и внешней образующих проход полок изготавливаемой лопатки. Полоса 804 имеет ширину, соответствующую самому длинному из профилей, при переходе к плоской форме, внутренней и внешней образующих проход полок. Полоса 804 имеет первый участок 804а, который проходит вдоль и вблизи первой поверхности 802а полосы 802, второй участок 804b, который проходит вдоль и вблизи второй поверхности 802b полосы 802, и третий участок 805а, который проходит вдоль и вблизи первой поверхности 802а полосы 802.
Участки 804а, 804b полосы 804 соединяют вместе соединительным участком 840с, который пересекает полосу 802 в первом положении пересечения, расположенном на уровне, соответствующем уровню внутренней образующей проход полки изготавливаемой лопатки. Участки 804b, 805b полосы 804 соединяют вместе соединительным участком 860с, который пересекает полосу 802 во втором положении пересечения, расположенном на уровне, соответствующем уровню внешней образующей проход полки изготавливаемой лопатки. Более того, соединительные участки 840с, 860с пересекают полосу 802 под ненулевыми углами относительно плоскости, нормальной к направлению X так, что в рассматриваемом примере они соответствуют форме изготавливаемой лопатки на ее внутренней и внешней полках.
Полосы 802 и 804 сплетают одновременно без взаимосвязи между полосой 802 и участками 804а, 804b и 805а полосы 804. Множество последовательных заготовок 800 может быть сплетено непрерывно в направлении X. Также возможно переплетение множества параллельных рядов заготовки 800 одновременно.
Фиг.26-28 очень схематически показывают, как волокнистая преформа 900, имеющая форму, близкую к форме изготавливаемой лопатки 8121, может быть получена из заготовки 800.
В продольном направлении полосу 802 обрезают на обоих концах так, чтобы оставлять оставшийся участок 808, который должен образовывать преформу для пера изготавливаемой лопатки, причем преформа проходит на ее концах внутренней добавочной длиной 824 и внешней добавочной длиной 826 (фиг. 26).
Полосу 804 обрезают так, чтобы оставлять оставшиеся сегменты 840а и 840b на одной или другой стороне первого положения пересечения, и сегменты 860а и 860b на одной или другой стороне второго положения пересечения.
Длины сегментов 840а и 840b и сегментов 860а и 860b соединяют как функцию от ширины внутренней и внешней образующих проход полок изготавливаемой лопатки.
Так как взаимосвязь с полосой 802 отсутствует, сегменты 840а и 840b могут быть согнуты на одной или другой стороне участка 8 08, как и сегменты 860а и 860b, так, чтобы образовывать пластины 840 и 860 (фиг. 27). Возможно, после обрезания концевых участков длины пластин 840 и 860 соответствуют соответственно длинам профилей при переходе к плоской форме, внутренней и внешней образующих проход полок изготавливаемой лопатки.
Таким образом, длину полосы 804 выбирают как функцию от наибольшей длины, предоставляемой для пластин 840 и 8 60.
Далее волокнистую преформу 900 изготавливаемой лопатки получают формованием с использованием формовочного инструмента, который деформирует участок 808 для получения профиля пера 18 лопатки и который деформирует пластины 840, 860 так, чтобы воспроизводить формы, подобные соответственно формам внутренней и внешней образующих проход полок 814а и 816а изготавливаемой лопатки. Это создает (фиг. 28) преформу 900 лопатки с участками 914а, 916а преформы для внутренней и внешней образующих проход полок и участком 918 преформы для пера.
Преформу для второй лопатки 8122 получают подобно первой лопатке 8121.
Сектор 12 сопла из CMC материала, как показано на фиг. 29, получают сборкой вместе первых лопаток 8121 поочередно со вторыми лопатками 8122 на фиг. 24 способом, подобным способу, описанному со ссылкой на фиг. 9, или подобным способу, описанному со ссылкой на фиг. 10, при этом этапы изготовления преформы лопатки из заготовки выполняют после обработки волокон заготовки и пропитки их упрочняющей смолой.
Лопатки 8121 и 8122 собирают вместе (фиг. 30) вставкой:
участка полки 814а, расположенного на одной стороне (например, стороне нагнетания) пера 18 первой лопатки 8121 на протяжении основного участка 815с, расположенного на другой стороне (в особенности, на стороне разрежения) пера 18, смежной второй лопатке 8122; и
участка полки 816а, расположенного на одной стороне пера 18 первой лопатки 8121 ниже основного участка 817с, расположенного на другой стороне пера 18 второй лопатки 8122.
При соединении лопаток вместе соединение спайкой и/или совместным уплотнением, таким образом, может быть выполнено между внутренней поверхностью образующей проход полки 814а первой лопатки 8121 и внешней поверхностью основного участка 815с крюков смежной второй лопатки 8122 и между внешней поверхностью внешней образующей проход полки 816а первой лопатки 8121 и внутренней поверхностью основного участка 817с крепежных лапок второй лопатки 8122, как очень схематически показано на фиг. 30. В дополнение, при обработке модульных лопаток концевые края внутренней и внешней образующих проход полок первой лопатки 8121 могут быть обработаны так, чтобы соответствовать по существу профилю пера смежной второй лопатки 8122, возле которой они расположены.
После изготовления секторов сопла из CMC материала их обеспечивают секторами опорного кольца 50 из истираемого материала зацеплением их на крюках секторов и устанавливают в корпус 40 турбины посредством крепежных лапок, как описано выше.
Другие варианты выполнения изобретения
Выше крюки описаны как элементы, выполненные на внутренних сторонах внутренних полок для крепления истираемого опорного кольца. В качестве варианта, вместо использования крюков возможно образовывать выступы или ребра.
Более того, различные варианты выполнения могут быть объединены изготовлением сектора сборкой вместе лопаток, изготовленных в соответствии с любым из описанных вариантов выполнения на их внутренних полках и в соответствии с другим из вариантов выполнения на их внешних полках. Например, возможно собирать вместе лопатки, имеющие асимметричные двухфункциональные внешние полки и имеющие однофункциональные внутренние полки, поочередно, или наоборот.
Фиг. 31 представляет собой фрагментарный вид, показывающий вариант сборки сектора сопла из CMC в корпусе турбины.
Этот вариант отличается от варианта выполнения на фиг. 1 тем, что передняя крепежная лапка 17b имеет С-образный профиль с концом, изогнутым ближе по ходу и зацепленным в крюке корпуса 40 в том же направлении, что и задняя крепежная лапка 17а. Блокирование в аксиальном направлении может быть получено, например, посредством упруго деформируемого кольца 43, имеющего внешний периферийный участок, принятый в канавке, образованной в корпусе, и давящий на переднюю сторону крепежной лапки 17b.
Это служит для удержания сопла турбины аксиально, при этом допуская различные изменения размеров теплового происхождения между соплом, изготовленным из CMC материала, и корпусом турбины, изготовленным из металла.
Применение к диффузору компрессора
В вышеупомянутом подробном описании изобретение описано в применении к соплу турбины низкого давления. Тем не менее, изобретение применимо к соплам турбины из CMC для турбинных каскадов, отличных от каскада низкого давления, а также к диффузорам компрессора из CMC, в частности, в ступенях компрессора, которые подвергаются воздействию высокой температуры при работе.
Многоступенчатый компрессор для турбинного двигателя, например, авиационный двигатель, показан частично и очень схематическим образом на фиг. 32. Компрессор, например, компрессор высокого давления, содержит множество неподвижных диффузоров 1010, которые чередуются с роторными колесами 1030 и которые установлены в корпусе 1040 компрессора.
Каждое роторное колесо 1030 имеет множество лопастей 1032, причем каждая имеет внутреннюю полку 1034, прикрепленную к перу 1038. На внутренней стороне внутренней полки каждая лопасть 1032 проходит корнем 1031, зацепленным в щели в роторе 1033. На их внешних концах перья 1038 лопастей могут представлять уплотнители (не показаны), обращенные к истираемому покрытию 1041, удерживаемому поделенным на секторы кольцом 1042, поддерживаемым корпусом компрессора.
По меньшей мере один из диффузоров, например, диффузор 1010 на фиг. 32, получают сборкой вместе секторов 1012 диффузора, которые изготовлены из CMC материала.
Каждый сектор диффузора получают сборкой вместе одноперьевых модульных лопаток и содержит внутреннюю полку 1014, внешнюю полку 1016 и лопатки 1018, проходящие между полками 1014 и 1016 и скрепленные с ними. Полки 1014 и 1016 имеют участки 1014а, 1016а, образующие внутреннюю и внешнюю образующие проход полки.
Внешние стороны внутренних образующих проход полок 1014а и внутренние стороны внешних образующих проход полок 1016а определяют проход 1045 потока воздуха через компрессор в диффузоре 1010.
На внешней стороне каждая полка 1014 имеет крюки 1015а, 1015b, и на внутренней стороне каждая полка 1016 представляет крепежные лапки 1017а, 1017b.
Контактные участки крепежных лапок 1017а, 1017b зацепляют в крюках, удерживаемых корпусом 1040 так, чтобы устанавливать секторы диффузора в корпусе 1040.
Крюки 1015а и 1015b поддерживают и удерживают в рабочем положении поделенное на секторы металлическое кольцо 1050, которое поддерживает на внутренней стороне истираемый материал 1051, обращенный к уплотнителям 1035, удерживаемым диском 1033.
Металлическое кольцо 1050 образуют соединенными секторами, например, проходящими под тем же углом, что и секторы, диффузора, при этом каждый образует истираемый картридж. Таким же образом, как для кольца 50 на фиг. 1, кольцо 1050 представляет крепежные лапки 1055а, 1055b на внешней стороне, которые образуют направляющие на их концах, за которые контактные участки крюков 1015а, 1015b зацепляются без крепления к ним, при этом периферийные остановочные упоры обеспечены с возможностью приводить каждый сектор кольца 1050 в радиальное выравнивание с сектором диффузора.
Одноперьевые лопатки, образующие каждый сектор диффузора, изготавливают и собирают вместе таким же образом, как описано выше для модульных лопаток, образующих секторы сопла турбины.
Выше предусмотрено изготовление диффузора компрессора из CMC материала. Когда температуры, возникающие при работе, становятся ниже, в частности для задних ступеней компрессора, возможно использовать композитный материал с органической матрицей (ОМС), например, изготовленный из углеродного или стеклянного волокна вместе с полимерной матрицей.
Сектор диффузора, изготовленный из ОМС материала, получают сборкой одноперьевых модульных лопаток.
После сплетения набор волокнистых полос, разрезания индивидуальных заготовок и формования посредством формообразующего инструмента, как на этапах 301, 306 и 307 способа на фиг. 9, каждую получающуюся преформу лопатки, удерживаемую в инструменте, пропитывают смолой посредством инъекции или инжекции. Вулканизирующую тепловую обработку выполняют для того, чтобы получать частично уплотненную упрочненную преформу лопатки. После обработки множество упрочненных преформ лопатки собирают вместе, при этом удерживая в инструменте. Собранные упрочненные преформы совместно уплотняют, при этом совместное уплотнение выполняют посредством по меньшей мере одного цикла пропитки с использованием смолы и далее ее вулканизации. Возможно, может быть выполнена финишная операция обработки. Смола, используемая для упрочнения и для совместного уплотнения, представляет собой смолу из прекурсора полимерной матрицы, как например, эпоксидную, бисмалеимидную или полиимидную смолу.







Изобретение относится к способу изготовления сектора из композитного материала, турбине, содержащей секторы сопла, изготовленные таким способом, компрессору для турбинного двигателя, диффузор которого содержит секторы, изготовленные таким способом, и турбинному двигателю. Техническим результатом является расширение арсенала технических средств при изготовлении секторов компонентов турбинного двигателя. Технический результат достигается способом изготовления сектора из композитного материала для компонента турбинного двигателя. При этом изготавливают одноперьевые модульные лопатки, каждая из которых имеет внутреннюю полку, внешнюю полку и перо, проходящее между внутренней и внешней полками и прикрепленное к ним. Причем каждую лопатку изготавливают на этапах, на которых сначала изготавливают цельную волоконную заготовку трехмерным сплетением. Затем формуют волоконную заготовку для получения цельной волокнистой преформы, имеющей первый участок, образующий преформу пера, второй участок, образующий преформу внутренней полки, и третий участок, образующий преформу внешней полки. Далее частично уплотняют преформу матрицей для получения лопатки из композитного материала, имеющей армирование волокном, образованное преформой и уплотненное матрицей, и образуют цельный элемент с внутренними и внешними полками, включенными в него. Затем обрабатывают лопатку, собирают и скрепляют вместе множество лопаток для образования многоперьевого сектора композитного материала компонента турбинного двигателя. При этом скрепление выполняют способом, включающим этап скрепления лопаток совместным уплотнением общей матрицей, которые уже собраны вместе во время промежуточной стадии уплотнения. 4 н. и 22 з.п. ф-лы, 32 ил.
1. Способ изготовления сектора (12; 1012) из композитного материала для компонента турбинного двигателя, отличающийся тем, что:
изготавливают одноперьевые модульные лопатки (112; 412; 612; 8121, 8122), каждая из которых имеет внутреннюю полку (114; 414; 614; 814а, 815а), внешнюю полку (116; 416; 616; 816а, 817а) и перо (18), проходящее между внутренней и внешней полками и прикрепленное к ним, при этом каждую лопатку изготавливают на этапах, на которых:
изготавливают цельную волоконную заготовку (100; 400; 600; 800) трехмерным сплетением;
формуют волоконную заготовку для получения цельной волокнистой преформы (200; 500; 700; 900), имеющей первый участок, образующий преформу пера, второй участок, образующий преформу внутренней полки, и третий участок, образующий преформу внешней полки; и
частично уплотняют преформу матрицей для получения лопатки из композитного материала, имеющей армирование волокном, образованное преформой и уплотненное матрицей, и образуют цельный элемент с внутренними и внешними полками, включенными в него; и
обрабатывают лопатку,
собирают и скрепляют вместе множество лопаток для образования многоперьевого сектора композитного материала компонента турбинного двигателя, при этом скрепление выполняют способом, включающим по меньшей мере один этап скрепления лопаток совместным уплотнением общей матрицей, которые уже собраны вместе во время промежуточной стадии уплотнения.
2. Способ по п. 1, отличающийся тем, что компонентом турбинного двигателя является сопло турбины или диффузор компрессора.
3. Способ по п. 2, отличающийся тем, что его применяют для изготовления сектора сопла турбины или диффузора компрессора из композитного материала с керамической матрицей, при этом сборка обработанных лопаток включает этап скрепления предкерамическим адгезивом.
4. Способ по любому из пп. 1-3, отличающийся тем, что внешняя или внутренняя полка (116а; 416а; 616а; 816а или 114а; 414а; 614а; 814а) первой лопатки содержит внешнюю или внутреннюю образующую проход полку, и ее соединяют с внешней или внутренней полкой соседней второй лопатки по меньшей мере частично вдоль по меньшей мере одной зоны скрепления, проходящей по участку внешней поверхности внешней образующей проход полки первой лопатки и/или по участку внутренней поверхности внутренней образующей проход полки первой лопатки.
5. Способ по п. 1, отличающийся тем, что каждую лопатку изготавливают с внешней полкой (116; 416), имеющей участок, образующий внешнюю образующую проход полку (116а; 416а), и участок, образующий крепежные лапки (117а; 117b; 417а; 417b), при этом внешняя образующая проход полка и крепежные лапки, проходящие на обеих сторонах пера (18) и крепежных лапок, размещают на внешней стороне внешней образующей проход полки.
6. Способ по п. 1, отличающийся тем, что каждую лопатку (616) изготавливают с внешней полкой, имеющей участок, образующий внешнюю образующую проход полку (616а) на одной стороне пера (18), и участок, образующий крепежные лапки (617а, 617b) на другой стороне пера, и две смежные лопатки собирают зацеплением крепежных лапок одной из двух лопаток на внешней стороне внешней образующей проход полки другой одной из двух лопаток.
7. Способ по п. 1, отличающийся тем, что:
изготавливают первые лопатки (812), каждая из которых имеет внутреннюю полку, внешнюю полку (816а), образующую внешнюю образующую проход полку, и перо (18), проходящее между внутренней и внешней полками и скрепленное с ними;
изготавливают вторые лопатки, каждая из которых имеет внутреннюю полку, внешнюю полку, образующую крепежные лапки (817а, 817b), и перо (18), проходящее между внутренней и внешней полками и скрепленное с ними; и
образуют сектор сборкой первых лопаток поочередно со вторыми лопатками, при этом крепежные лапки второй лопатки зацепляют на внешней стороне внешней образующей проход полки первой лопатки.
8. Способ по п. 1, отличающийся тем, что каждую лопатку (112; 412) изготавливают с внутренней полкой, имеющей участок (114а; 414а), образующий внутреннюю образующую проход полку, и участок (115а, 115b; 415а, 415b), образующий ребра или крюки, при этом внутреннюю образующую проход полку и ребра или крюки, проходящие на обеих сторонах пера (18) и ребер или крюков, размещают на внутренней стороне внутренней образующей проход полки.
9. Способ по п. 1, отличающийся тем, что каждую лопатку (612) изготавливают с внутренней полкой, имеющей участок (614а), образующий внутреннюю образующую проход полку на одной стороне пера (18), и участок (615а, 615b), образующий крюки или ребра на другой стороне пера, при этом две соседние лопатки собирают вместе зацеплением крюков или ребер одной из двух лопаток на внутренней стороне внутренней образующей проход полки другой одной из двух лопаток.
10. Способ по п. 1, отличающийся тем, что:
изготавливают первые лопатки (812), каждая из которых имеет внутреннюю полку, образующую внутреннюю образующую проход полку (814а), внешнюю полку и перо (18), проходящее между внутренней и внешней полками и скрепленное с ними;
изготавливают вторые лопатки (8122), каждая из которых имеет внутреннюю полку, образующую ребра или крюки (815а, 815b), внешнюю полку и перо, проходящее между внутренней и внешней полками и скрепленное с ними; и
образуют сектор сборкой первых лопаток поочередно со вторыми лопатками, при этом крюки или ребра второй лопатки зацепляют на внутренней стороне образующей проход внутренней полки первой лопатки.
11. Способ по п. 1, отличающийся тем, что волоконную заготовку сплетают с продольным направлением заготовки, соответствующим продольному направлению изготавливаемой лопатки, при этом волоконную заготовку сплетают в указанном направлении с:
первым набором (102; 402; 602; 802) из множества слоев нити, которые взаимосвязывают по меньшей мере частично для образования первого участка заготовки, который должен образовывать преформу пера; и
вторым набором (104; 404; 604; 804) из множества слоев нити, которые взаимосвязывают по меньшей мере частично для образования второго участка заготовки, который должен образовывать преформу внутренней полки, и для образования третьего участка заготовки, который должен образовывать преформу внешней полки;
при этом нити первого набора слоев нити не взаимосвязывают с нитями второго набора слоев нити; и
первый набор слоев нити пересекают вторым набором слоев нити в первом и втором положениях пересечения, соответствующих соответственно положениям преформ для внутренней и внешней полок.
12. Способ по п. 11, отличающийся тем, что он включает изготовление лопаток (112), имеющих внешнюю полку с участком (115а), образующим внешнюю образующую проход полку, и участком (117а, 117b), образующим крепежные лапки, расположенные на внешней стороне внешней образующей проход полки, причем в указанном продольном направлении волоконную заготовку (100) также сплетают с:
третьим набором (104) слоев нити, которые взаимосвязывают по меньшей мере частично для образования четвертого участка заготовки, соответствующего преформе крепежных лапок;
при этом нити первого набора слоев нити не взаимосвязывают с нитями третьего набора слоев нити; и
первый набор слоев нити пересекают третьим набором слоев нити в третьем положении пересечения, соответствующем положению преформы крепежных лапок.
13. Способ по п. 12, отличающийся тем, что он включает изготовление лопаток (112), имеющих внутреннюю полку с участком (114а), образующим внутреннюю образующую проход полку, и участком (115а, 115b), образующим крюки или ребра, расположенные на внутренней стороне внутренней образующей проход полки,
при этом слои нити третьего набора (104) слоев нити взаимосвязывают по меньшей мере частично для образования пятого участка волоконной заготовки, соответствующего преформе крюков или ребер; и
первый набор слоев нити также пересекают третьим набором слоев нити в четвертом положении пересечения, соответствующем положению преформы крюков или ребер.
14. Способ по п. 11, отличающийся тем, что он включает изготовление лопаток (412), имеющих внешнюю полку с участком (416а), образующим внешнюю образующую проход полку, и участком (417а, 417b), образующим крепежные лапки, расположенные на внешней стороне внешней образующей проход полки,
причем волоконную заготовку (400) сплетают при обеспечении зоны (407) отсутствия взаимосвязи в пределах первого набора (402) слоев нити в продолжении первого участка заготовки на внешней стороне относительно второго положения пересечения; и
формование заготовки включает размещение участков (407а, 407b) первого набора слоев нити, расположенных на одной или другой стороне зоны отсутствия взаимосвязи для того, чтобы образовывать преформу крепежных лапок.
15. Способ по п. 14, отличающийся тем, что он включает изготовление лопаток (412), имеющих внутреннюю полку с участком (414а), образующим внутреннюю образующую проход полку, и участком (415а, 415b), образующим крюки или ребра, расположенные на внутренней стороне внутренней образующей проход полки,
причем волоконную заготовку сплетают, при этом оставляя вторую зону (405) отсутствия взаимосвязи в пределах первого набора (402) слоев нити, проходя первый участок заготовки по направлению внутрь от первого положения пересечения; и
формование заготовки включает размещение участков (405а, 405b) первого набора слоев нити, расположенных на одной или другой стороне второй зоны отсутствия взаимосвязи для того, чтобы образовывать преформу крюков или ребер.
16. Способ по п. 11, отличающийся тем, что он включает изготовление лопаток (612), имеющих внешнюю полку с участком (616а), образующим внешнюю образующую проход полку, и участком (617а, 617b), образующим крепежные лапки, расположенные на внешней стороне внешней образующей проход полки,
причем во втором положении пересечения, где первый набор (602) слоев нити пересекают вторым набором (604) слоев нити, вылеты пересечения в двух противоположных сторонах первого набора слоев нити смещают друг от друга в продольном направлении заготовки; и
формование заготовки включает размещение участков второго набора слоев нити, проходящих от каждого из вылетов пересечения, на указанных противоположных сторонах первого набора слоев нити для того, чтобы образовывать соответственно преформу для внешней образующей проход полки и преформу для крепежных лапок, причем преформы смещают друг от друга в продольном направлении.
17. Способ по п. 16, отличающийся тем, что он включает изготовление лопаток (612), имеющих внутреннюю полку с участком (614а), образующим внутреннюю образующую проход полку, и участком (615а, 615b), образующим крюки или ребра, расположенные на внутренней стороне внутренней образующей проход полки,
причем в первом положении пересечения, где первый набор (602) слоев нити пересекается вторым набором (604) слоев нити, вылеты пересечения в двух противоположных сторонах первого набора слоев нити смещают друг от друга в продольном направлении заготовки; и
формование заготовки включает размещение участков второго набора слоев нити, проходящих от каждого вылета пересечения первого положения пересечения, на указанных противоположных сторонах первого набора слоев нити для образования соответственно преформы для внутренней образующей проход полки и преформы для крюков или ребер, причем полки смещают друг от друга в продольном направлении.
18. Турбина для турбинного двигателя, имеющая корпус (40) турбины по меньшей мере одного сопла (10) турбины, изготовленного из композитного материала с керамической матрицей, отличающаяся тем, что сопло турбины содержит секторы (12) сопла, полученные способом по любому из пп. 2-17.
19. Турбина по п. 18, отличающаяся тем, что сопло (10) турбины содержит секторы сопла, полученные способом по любому из пп. 12-17, и установлено в корпусе (40) турбины посредством крепежных лапок (17а, 17b).
20. Турбина по п. 18, отличающаяся тем, что сопло (10) турбины содержит секторы (12) сопла, полученные способом по любому из пп. 13, 15 и 17, и поддерживает опорное кольцо (50) из истираемого материала посредством крюков (15а, 15b), расположенных на внутренней стороне внутренних образующих проход полок.
21. Компрессор для турбинного двигателя, имеющий корпус (1040) компрессора и по меньшей мере один диффузор (1010) компрессора, изготовленный из композитного материала, отличающийся тем, что диффузор компрессора содержит секторы (1012) диффузора, полученные способом по любому из пп. 2-17.
22. Компрессор по п. 21, отличающийся тем, что диффузор (1010) компрессора содержит секторы (1012) сопла, полученные способом по любому из пп. 12-17, и установлен в корпусе (1040) компрессора посредством крепежных лапок (1017а, 1017b).
23. Компрессор по п. 21, отличающийся тем, что диффузор (1010) компрессора содержит секторы (1012) диффузора, полученные способом по любому из пп. 13, 15 и 17, и поддерживает опорное кольцо (1050) из истираемого материала с помощью крюков (1015а, 1015b), расположенных на внутренней стороне внутренних образующих проход полок.
24. Турбинный двигатель, отличающийся тем, что он содержит турбину по любому из пп. 18-20.
25. Турбинный двигатель, отличающийся тем, что он содержит компрессор по любому из пп. 21-23.
26. Турбинный двигатель, отличающийся тем, что он содержит турбину по любому из пп. 18-20 и компрессор по любому из пп. 21-23.
| WO 2010061140 A1, 03.06.2010 | |||
| WO 2011080443 A1, 07.07.2011 | |||
| US 20070154318 A1, 05.07.2007 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ТЕРМОСТОЙКОГО КОМПОЗИТНОГО МАТЕРИАЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОЙ КОНСТРУКЦИИ, ВОЛОКНИСТАЯ КОНСТРУКЦИЯ, ИЗГОТОВЛЕННАЯ ДАННЫМ СПОСОБОМ, И КОМПОЗИТНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ДАННУЮ КОНСТРУКЦИЮ | 2003 |
|
RU2324597C2 |
| US 20070248780 A1, 25.10.2007 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДДЕРЖАНИЯ ИЛИ СНИЖЕНИЯ УРОВНЯ ЖИДКОСТЕЙ В ЗАБОЕ ГАЗОВОЙ СКВАЖИНЫ | 2004 |
|
RU2347889C2 |

