Изобретение относится к строительству и может быть использовано в качестве пустотообразующего элемента несъемной опалубки при изготовлении железобетонных многопустотных плитных конструкций, таких как фундаменты, плиты перекрытия и покрытия, несущие слои полов промышленных и гражданских зданий.
Известные многопустотные плитные конструкции образованы, как правило, двумя плоскими пластинами, соединенными между собой промежуточными балками-ребрами, идущими в двух направлениях ортогонально. Такая геометрия внутри плитной железобетонной конструкции может быть образована при помощи пустотообразующих элементов несъемной опалубки. Данная плитная конструкция должна отвечать требованиям необходимой прочности для достаточного сопротивления действующим на нее эксплуатационным нагрузкам и одновременно с этим должна быть максимально легкой, изготовленной точно в соответствии с проектом плитной конструкции и быть надежной. Особенностью железобетонных многопустотных плитных конструкций с пустотообразующими элементами несъемной опалубки является их изготовление укладкой бетонной смеси в два этапа для препятствия всплытию пустотообразующих элементов при укладке бетонной смеси. Сначала укладывают первый слой бетонной смеси (первый этап), затем выжидают некоторое время, необходимое для нужной степени твердения бетона первого слоя с частично погруженными в него пустотообразующими элементами, а потом выполняют окончательное бетонирование до верха плитной конструкции (второй этап). Для предотвращения всплытия пустотообразующие элементы должны быть хорошо закреплены в бетонируемом первом слое плитной конструкции или быть прикреплены к внешней опалубке, необходимой для выполнения плитной конструкции.
Из существующего уровня техники известно использование пустотообразующих элементов в виде блоков из пенополистирола, погружаемых в плитную конструкцию до заливки бетонной смеси. Такие пустотообразующие элементы имеют много недостатков, а именно дорогостоящая доставка за счет большого объема пенополистирола, который невозможно штабелировать или сжимать при доставке на место строительства. Низкая прочность пенополистирола приводит к большим потерям и неудобствам за счет раскрашиваемости материала при загрузке-разгрузке на транспорт, при укладывании в опалубку и при выполнении арматурных работ, препятствует качественному скреплению элементов между собой и не обеспечивает соблюдения точного проектного положения пустотообразующих элементов при укладке бетонной смеси, поскольку элементы буквально плавают при укладке бетонной смеси. Кроме того, подобная конструкция становится взрывоопасной при пожаре, т.к. избыточные газы от окисления (сгорания) пенополистирола не имеют каналов отвода наружу.
Известна железобетонная многопустотная плитная конструкция согласно ЕР 0844427 с использованием коробчатых элементов из переработанных пластиковых материалов в качестве пустотообразующих элементов. Пустотообразующие элементы выполнены в виде полого корпуса, в форме усеченной пирамиды с большим основанием снизу, которое может быть открытым или закрытым за счет плоской крышки. Из закрытого дна корпуса отходят вниз ножки, которые могут вставляться в ячейки арматурной сетки, составляющей нижнее армирование плитной конструкции. Края крышки и корпуса снабжены перфорированными выступами, позволяющими быстрое прикрепление корпусов друг к другу посредством винтов или болтов. Кроме того, соответствующим образом выполнена выемка в крышке для прокладки в них труб, силовых кабелей или тому подобного. Наконец, смежные элементы могут быть соединены друг с другом с помощью соединительных пластин или аналогичных средств. Такая плитная конструкция может быть изготовлена на строительной площадке, тем самым позволяет преодолеть недостатки, свойственные при изготовлении пустотообразующего элемента из пенополистирола. Однако описанный пустотообразующий элемент является довольно сложным за счет большого количества отдельных деталей и крепежных элементов. Это неизбежно приводит к большой трудоемкости при монтаже, длительной установке и высоким затратам.
В публикации согласно WO 01/03898 описан пустотообразующий элемент, который состоит из двух половин, расположенных друг напротив друга и соединенных друг с другом посредством соответствующего фиксатора или сборочных элементов. Даже в этом случае, создание отдельных элементов корпуса и соединение смежных элементов друг к другу, как можно представить себе, является довольно трудно выполнимым и требует много времени и большого числа трудоемких операций.
В заявке WO 01/57335 описан пустотообразующий элемент, содержащий полый корпус, открытой стороной вниз, в которой указанный полый корпус расположен между нижним и верхним слоями армирования конструкции плиты. Вдоль нижней и верхней поверхностей корпус снабжен прокладками. Кроме того, предусмотрены вертикальные крепления, которые установлены между блоками трех смежных полых корпусов. Это решение является более простым, чем вышеописанные. Тем не менее, это решение все еще имеет некоторые недостатки, в частности, недостатком является форма связующих элементов, которая делает соединение указанных элементов друг с другом скорее ненадежным и также делает необходимым использование арматурных элементов, которые будут использоваться при монтаже пустотообразующих элементов.
Наиболее близким к данному изобретению является пустотообразующий элемент для железобетонных многопустотных плитных конструкций, приведенный в международной заявке на изобретение WO 03048471. Данное изобретение является более простым в изготовлении, чем все описанные выше. Пустотообразующий элемент содержит полый корпус в форме усеченной пирамиды с вершиной, направленной вверх. В углах имеются 4 ножки, формирующие толщину нижнего слоя плиты, выполненные в виде конусов. При пожаре газы, возникающие от сгорания пустотообразующего элемента, отводятся посредством данных ножек.
Однако вышеописанный пустотообразующий элемент не может обеспечить заданную проектную прочность плитной конструкции по следующим причинам (некоторые недостатки, приведенные ниже, встречаются также и в вышеописанных изобретениях).
1) Отсутствие контроля заполнения нижнего слоя плитной конструкции и подачи бетонной смеси внутрь пустотообразующего элемента для выполнения нижнего слоя плитной конструкции может приводить к неравномерности заполнения бетонной смесью нижнего слоя плитной конструкции.
2) Средство фиксации пространственного положения, выполненное на основе шарнирного соединения пустотообразующих элементов между собой за счет одиночных выступов, расположенных в нижней части боковых сторон, делает подвижными пустотообразующие элементы несъемной опалубки при укладке бетонной смеси, что приводит к сдвигу пустот в плитной конструкции относительно заданного положения и снижает качество выполнения данной конструкции, поскольку балки-ребра, соединяющие нижний и верхний слои плитной конструкции, могут отклоняться от ортогонального положения.
3) Не оптимальная форма пустотообразующего элемента за счет не регламентированных параметров сопряжения между боковыми сторонами и верхней стороной корпуса снижает прочность плитной конструкции из-за не равнопрочного соединения верхней полки и ребер плитной конструкции.
4) Плоское выполнение верхней и боковых сторон корпуса приводит к их изгибу (вогнутости) при укладке бетонной смеси и снижает точность выполнения пустот заданной формы внутри плитной конструкции.
5) Отсутствие фиксирующих элементов на опорных ножках опалубочного элемента может привести к их выскальзыванию из первого слоя плитной конструкции при изготовлении и приведет к всплытию пустотообразующего элемента при укладке бетонной смеси второго слоя данной конструкции, т.е. к изменению его пространственного положения в плитной конструкции. Это будет иметь серьезные отрицательные последствия для точности расположения пустот внутри плитной конструкции, приведет к уменьшению толщины верхней полки плитной конструкции и значительно снизит ее прочность. Также в данном изобретении не предусмотрена обязательность укладки бетонной смеси плитной конструкции в два этапа и фиксации пустотообразующих элементов в первом слое бетонной смеси для предотвращения их всплытия при укладке бетонной смеси выше опорных ножек данного элемента.
6) Не оптимальная форма пустотного элемента, обусловленная также присутствием на верхней поверхности рельефных выступов, образующих пустоты в верхней полке плитной конструкции, приводит к уменьшению ее фактического расчетного сечения, что значительно снижает прочность плитной конструкции. Кроме того, большие рельефные выступы препятствуют нормальному вовлечению бетона сжатой зоны плитной конструкции в работу и надежному сцеплению арматурных стержней плитной конструкции с бетоном, ведь арматура не должна соприкасаться с пустотообразующим элементом во избежание уменьшения прочности плитной конструкции. Кроме того, большие рельефные выступы значительно увеличивают высоту стопки, образованную при укладке пустотообразующих элементов друг на друга при транспортировке, что может значительно увеличить стоимость доставки данных опалубочных элементов от завода-изготовителя до строительной площадки.
Также в вышеописанном пустотообразующем элементе не предусмотрена возможность изменять объем опалубочного элемента путем установки их в несколько ярусов, что ограничивает функциональные возможности пустотообразующих элементов.
Задачей, на решение которой направлено заявляемое изобретение, является обеспечение заданной проектной прочности плитных конструкций и повышение прочности плитных конструкций в широком диапазоне размеров изготавливаемых плитных конструкций за счет повышения точности поддержания заданной оптимальной формы пустотообразующих элементов, расположенных заданным образом в железобетонной многопустотной плитной конструкции, т.е. задачей настоящего изобретения является создание нового пустотообразующего элемента несъемной опалубки для железобетонных многопустотных плитных конструкций, в котором будут отсутствовать недостатки вышеописанных технических решений.
Поставленная задача решается тем, что в соответствии с данным изобретением в пустотообразующем элементе несъемной опалубки для железобетонных многопустотных плитных конструкций, содержащем полый корпус, снабженный средством фиксации пространственного положения, включающем конусообразные опорные ножки, расположенные на его внешней поверхности, и, по меньшей мере, одну коробчатую деталь, выполненную в форме усеченной пирамиды, открытой со стороны большего основания, имеющей канавки в углах, образованных боковыми сторонами, а также имеющей ребра жесткости, подкрепляющие верхнюю сторону, предлагается:
- опорные ножки, расположенные на внешней поверхности, выполнить с фиксирующими элементами, на внешней поверхности в виде шероховатости или рифления на их внешней поверхности или в виде анкерного крепления, что обеспечит надежную фиксацию пустотообразующего элемента в первом слое уложенной бетонной смеси плитной конструкции и соблюдение заданного проектного положения пустотообразующего элемента и заданной проектной прочности плитной конструкции;
- средство фиксации пространственного положения выполнить в виде расположенных на внешней поверхности верхней стороны коробчатой детали цилиндрических углублений с выступами для соединения соседних пустотообразующих элементов несъемной опалубки между собой с помощью соединительных муфт, выполненных в форме полукруглого желоба на концах, в форме желоба П-образного или треугольного сечения в средней зоне и имеющих выемки и отверстия для соединения с соответствующим выступам, расположенными в углублениях коробчатой детали. Это обеспечит надежное крепление пустотообразующих элементов между собой и соблюдение ортогональности балок-ребер, соединяющих верхнюю и нижнюю полку (пластину) плитной конструкции, что, в свою очередь, обеспечит заданную проектную прочность плитной конструкции;
- зону сопряжения верхней стороны коробчатой детали и боковых сторон выполнить со скосом под углом, величина которого лежит в пределах от 20 до 60 градусов, и высота зоны сопряжения при этом составляет не менее 1 см в зависимости от расчета конкретной плитной конструкции. Интервал угла и высота скоса выбраны исходя из того, что при других значениях не будет достаточной прочности сопряжения верхней полки и ребер плитной конструкции. Вышеописанная оптимизация формы пустотообразующего элемента обеспечит равнопрочное соединение верхней полки плитной конструкции и балок-ребер, что в свою очередь повысит прочность изготавливаемой плитной конструкции;
- внешнюю поверхность верхней стороны коробчатой детали выполнить с шероховатостями в виде полос, выемок или точек, высота и ширина которых не превышает 10 мм, располагающихся так, что имеются промежутки, соответствующие ребрам жесткости, расположенным на внутренней поверхности верхней стороны коробчатой детали. Высота и ширина данных полос, выемок или точек ограничена 10 мм, чтобы быть достаточно малой и не влиять на прочность верхней полки плитной конструкции и не препятствовать вовлечению бетона сжатой зоны в работу, однако с другой стороны быть достаточной для того, чтобы не было скольжения при ходьбе по ним монтажников, выполняющих работы по раскладке арматуры и укладке бетонной смеси. Окончательная высота данных выступов должна быть такой, чтобы не входить в расчетную высоту сжатой зоны железобетонной многопустотной плитной конструкции и назначается расчетом данной плитной конструкции. Для того чтобы не препятствовать бетону сжатой зоны вовлекаться в работу и надежно сцепляться с арматурными стержнями, предлагается выполнять подкладки из арматуры нужного диаметра или бетонные подкладки по верху данных полос, выемок или точек. Вышеописанная оптимизация формы пустотообразующего элемента повысит прочность изготавливаемой плитной конструкции.
Пустотообразующий элемент несъемной опалубки может быть выполнен так, что верхняя и/или боковые стороны коробчатой детали (1) выполнены изогнутыми наружу по сфере с большим радиусом, величина которого выбирается из расчета прогиба данных сторон от действующей монтажной нагрузки от свежеуложенной бетонной смеси. Данное свойство очень важно при изготовлении пустотообразующих элементов высотой более 10 см, а также когда высота полки плитной конструкции больше 6 см. Произведя предварительный выгиб данных сторон, можно добиться высокой точности получаемой пустоты в плитной конструкции, при этом не выполнять сложную и дорогостоящую систему ребер жесткости внутри пустотообразующего элемента для подкрепления боковых сторон и/или верхней стороны. Данная оптимизация формы пустотообразующего элемента повысит прочность изготавливаемой плитной конструкции.
Пустотообразующий элемент несъемной опалубки может быть выполнен так, что полый корпус включает в себя одну коробчатую деталь, а опорные ножки расположены на внешней стороне по углам большего основания и соответствуют канавкам коробчатой детали, расположенным по углам, образованным сопряжением боковых сторон коробчатой детали.
Пустотообразующий элемент несъемной опалубки может быть выполнен так, что коробчатая деталь выполнена с ребрами жесткости, расположенными по краю боковых сторон, опоясывающими большее основание коробчатой детали в форме усеченной пирамиды.
Пустотообразующий элемент несъемной опалубки может быть выполнен так, что полый корпус включает в себя две коробчатые детали, соединенные вместе большими основаниями с помощью фиксирующих элементов, расположенных по ребрам жесткости, расположенных у края боковых сторон коробчатой детали, опоясывающих большее основание, а опорные ножки расположены со стороны меньшего основания нижней коробчатой детали. Данная оптимизация формы пустотообразующего элемента повысит диапазон размеров изготавливаемой плитной конструкции.
Пустотообразующий элемент несъемной опалубки может быть выполнен так, что полый корпус, состоящий из одной коробчатой детали, имеет следующие размеры: длина и ширина в интервале от 30 до 80 см, высота в интервале от 8 до 50 см, а опорные ножки опалубочного элемента выполнены высотой в интервале от 5 до 25 см. При изготовлении коробчатой детали пустотообразующих элементов длиной и шириной менее 30 см не будет достигнут необходимый эффект облегчения плитной конструкции, а при изготовлении коробчатой детали пустотообразующих элементов длиной и шириной более 80 см будет слишком ослаблена верхняя полка плитной конструкции и она не сможет воспринимать необходимые сосредоточенные эксплуатационные нагрузки. При высоте коробчатой детали пустотообразующих элементов менее 8 см не будет достигнут необходимый эффект облегчения плитной конструкции, а изготовление коробчатой детали пустотообразующих элементов высотой более 50 см нецелесообразно, т.к. есть возможность соединения нескольких коробчатых деталей пустотообразующих элементов между собой и создания более высоких пустотообразующих элементов, для применения к примеру в толстых фундаментных плитах. Опорные ножки высотой менее 5 см изготавливать не имеет смысла, т.к. наиболее распространенным диаметром нижнего армирования плитной конструкции является 1 см и защитный слой арматуры должен быть не менее 2 см со стороны помещения и не менее 1 см со стороны пустотообразующих элементов, в сумме это составляет 5 см. Опорные ножки высотой более 25 см изготавливать не имеет смысла, т.к. не будет достигнуто необходимое облегчение плитной конструкции, т.к. при таких ножках будет слишком массивный первый слой (нижняя полка) плитной конструкции.
Пустотообразующий элемент несъемной опалубки может быть выполнен так, что данный элемент содержит окна на верхней стороне коробчатой детали, закрываемые крышками. Данная оптимизация формы пустотообразующего элемента повысит качество выполнения нижнего слоя укладываемой бетонной смеси, что в свою очередь обеспечит заданную проектную прочность изготавливаемой плитной конструкции.
Пустотообразующий элемент несъемной опалубки может быть выполнен так, что пустотообразующий элемент может быть изготовлен из пластикового материала, в том числе вторичного использования.
Пустотообразующий элемент несъемной опалубки может быть выполнен так, что цилиндрические углубления, расположенные на верхней поверхности верхней стороны коробчатой детали, могут проходить по всей длине верхней стороны и соединяться между собой. Необходимость прохождения данных углублений по всей длине верхней стороны объясняется тем, что при некоторых размерах длины и ширины коробчатой детали и параметрах плитной конструкции могут быть недостаточны ребра жесткости, подкрепляющие верхнюю сторону, и данные углубления будут эффективным ребром жесткости в данном случае. Данных углублений может быть несколько, т.к. при определенных размерах пустотообразующего элемента по длине и ширине будет необходимо более жесткое крепление их между собой для сохранения их проектного положения при укладке бетонной смеси. Все вышесказанное устанавливается расчетом при проектировании конкретной плитной конструкции.
Особенности и преимущества предлагаемого пустотообразующего элемента в соответствии с настоящим изобретением будут более понятны из чертежей и описания, приведенных ниже, которые не охватывают и, тем более, не ограничивают весь объем притязаний данного технического решения, а являются лишь иллюстрирующими материалами частного случая выполнения.
Краткий перечень фигур
На фигуре 1 приведен пример выполнения пустотообразующего элемента с корпусом из одной коробчатой детали, в аксонометрическом виде;
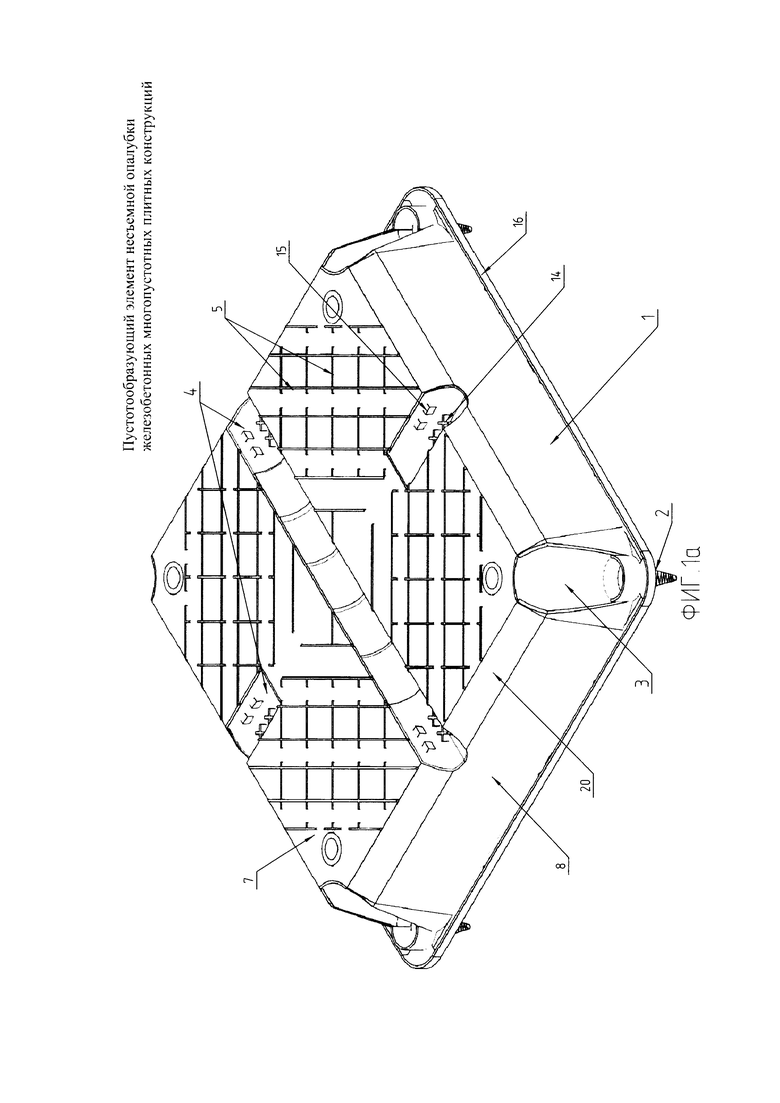
На фигуре 1а приведен пример выполнения пустотообразующего элемента с корпусом из одной коробчатой детали, с углублением на верхней стороне, проходящим через весь элемент, в аксонометрическом виде;
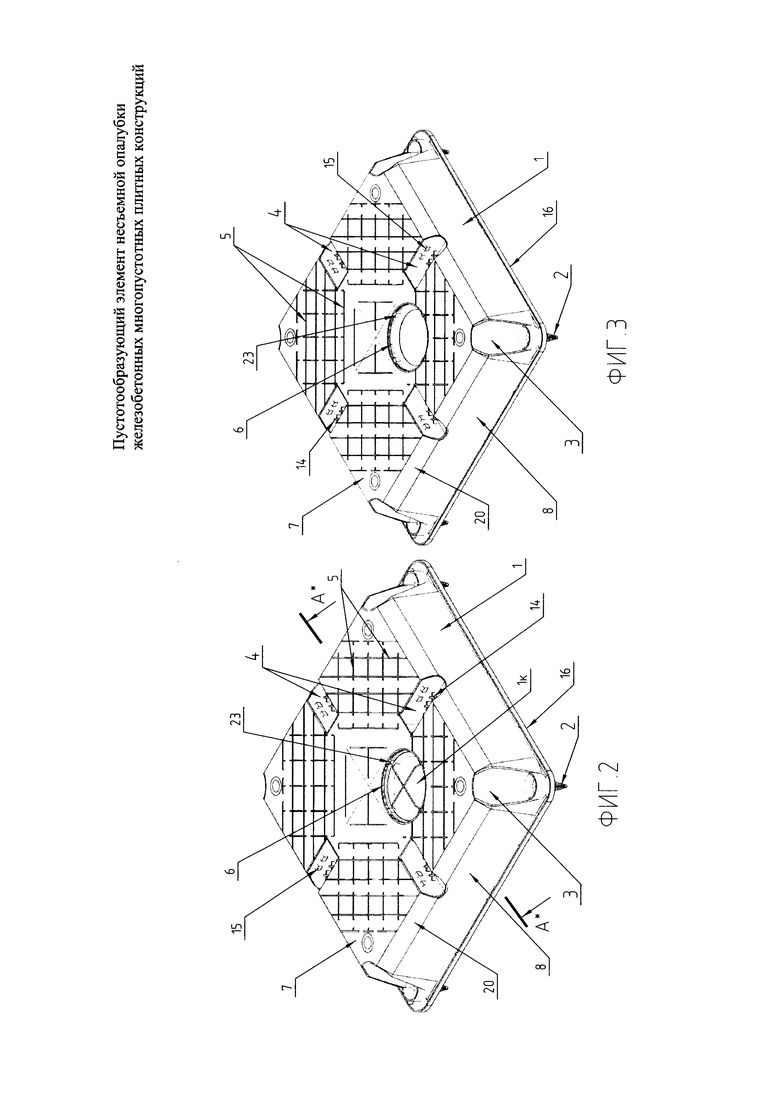
На фигуре 2 приведен пример выполнения пустотообразующего элемента с корпусом из одной коробчатой детали, с окном на верхней стороне, которое закрыто крышкой, в аксонометрическом виде;
На фигуре 3 приведен пример выполнения пустотообразующего элемента с корпусом из одной коробчатой детали, с окном на верхней стороне, которое открыто, в аксонометрическом виде;
На фигуре 4 приведен пример выполнения коробчатой детали без опорных ножек, являющейся верхней половиной составного полого корпуса пустотообразующего элемента, изображенного на фигуре 6, в аксонометрическом виде;
На фигуре 5 приведен пример выполнения коробчатой детали с опорными ножками на внешней поверхности малого основания усеченной пирамиды, являющейся нижней половиной составного полого корпуса пустотообразующего элемента, изображенного на фигуре 6, в аксонометрическом виде;
На фигуре 6 приведен пример выполнения пустотообразующего элемента с корпусом, составленным из двух коробчатых деталей с опорными ножками, на внешней поверхности малого основания усеченной пирамиды, в аксонометрическом виде;
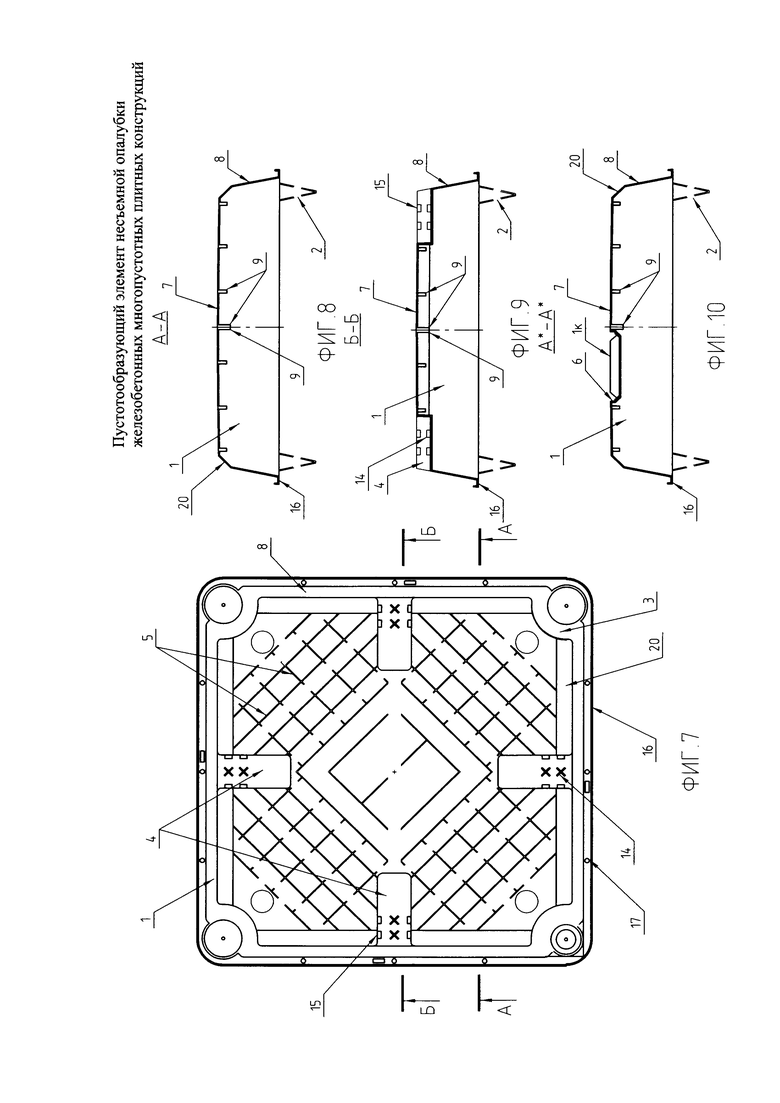
На фигуре 7 приведен вид сверху пустотообразующего элемента, изображенного на фигуре 1;
На фигуре 8 приведен поперечный разрез А-А пустотообразующего элемента, изображенного на фигуре 7;
На фигуре 9 приведен поперечный разрез Б-Б по центру пустотообразующего элемента, изображенного на фигуре 7;
На фигуре 10 приведен поперечный разрез А*-А* пустотообразующего элемента с окном, закрытым крышкой, изображенного на фигуре 2;
На фигуре 11 приведен пример соединительной муфты, в аксонометрическом виде;
На фигуре 12 приведен поперечный разрез Г-Г срединной зоны соединительной муфты, изображенной на фигуре 11;
На фигуре 13 приведен поперечный разрез В-В концевой зоны соединительной муфты, изображенной на фигуре 11;
На фигуре 14 приведен пример крышки для окна пустотообразующего элемента, в аксонометрическом виде;
На фигуре 15 приведен поперечный разрез крышки, изображенной на фигуре 14;
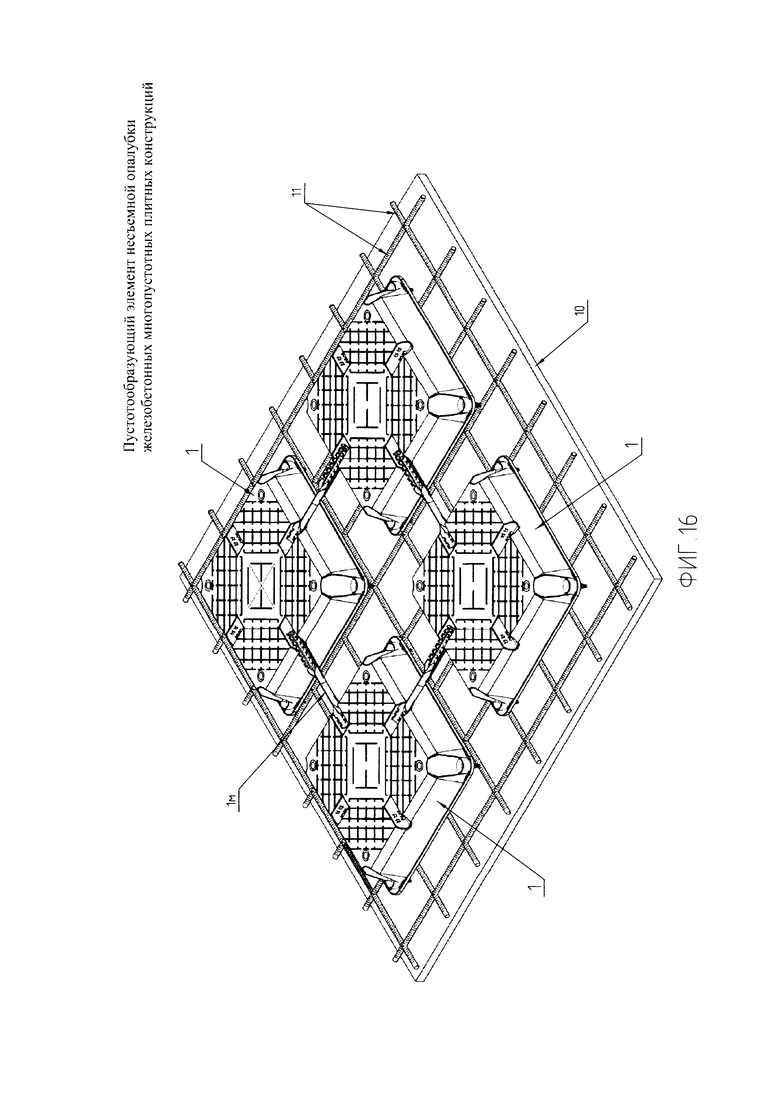
На фигуре 16 приведен пример выполнения несъемной опалубки, образованной группой пустотообразующих элементов, соединенных между собой посредством соединительных муфт;
На фигуре 17 приведен пример выполнения железобетонной многопустотной плитной конструкции с помощью несъемной опалубки, изображенной на фигуре 16.
В зависимости от условий решаемой задачи в каждом конкретном случае выбирается тот или иной вариант выполнения пустотообразующего элемента.
Подробное описание фигур приведено ниже.
На фигуре 1 показан в аксонометрическом виде пример выполнения пустотообразующего элемента несъемной опалубки, который может быть изготовлен из пластикового материала для формирования пустот внутри железобетонных многопустотных плитных конструкций. Данный элемент содержит полый корпус, снабженный средством фиксации пространственного положения, включающий конусообразные опорные ножки 2, расположенные на его внешней поверхности снизу, и содержит одну коробчатую деталь 1, выполненную в форме усеченной пирамиды, открытой со стороны большего основания, имеющей канавки в углах, образованных сопряжением боковых сторон 8, а также имеющей ребра жесткости 9, показанные на фигуре 5, подкрепляющие верхнюю сторону 7, и ребра жесткости 16 по низу боковых сторон 8, опоясывающие открытое большее основание усеченной пирамиды. Данные ребра жесткости придают необходимую жесткость верхней и боковым сторонам пустотообразующего элемента и их габариты и шаг рассчитываются исходя из действующих на них монтажных нагрузок при укладывании бетонной смеси плитной конструкции. К примеру, высота коробчатой детали 1 данного элемента может составлять 13 см, габаритные размеры длины и ширины могут составлять 52 см. Высота ножек 2 может составлять 6 см. На данной фигуре показаны опорные ножки 2, выполненные с фиксирующими элементами в виде шероховатости на их внешней поверхности. Указанная выше шероховатость может быть выполнена в виде спирального рисунка высотой 2 мм на внешней поверхности опорных ножек. Высота данного спирального рисунка выбирается индивидуально и определяется силой всплытия, действующей на пустотообразующий элемент при укладке бетонной смеси второго слоя плитной, при расчете конкретной плитной конструкции. На внешней поверхности верхней стороны 7 коробчатой детали 1 выполнены цилиндрические углубления 4 с выступами 14, 15 для соединения соседних пустотообразующих элементов между собой с помощью соединительных муфт 1м, изображенных на фигуре 11, выполненных в форме полукруглого желоба на концах, в форме желоба П-образного или треугольного сечения в средней зоне и имеющих выемки 3м и отверстия 4м для соединения с соответствующим выступами 14, 15, расположенными в углублениях коробчатой детали 1. На данной фигуре видно, что зона сопряжения верхней стороны 7 коробчатой детали 1 и боковых сторон 8 выполнена со скосом 20 под углом, величина которого равна 45 градусов, высотой 2 см. Верхняя 7 и боковые стороны 8 коробчатой детали выполнены изогнутыми наружу по сфере с большим радиусом так, что высота выпуклости относительно плоскости данных сторон равна 1,5 мм. Выпуклость боковых сторон и верхней стороны исчезает под нагрузкой от свежеуложенной бетонной смеси, что значительно повышает качество внутренних ребер и верхней полки изготавливаемой плитной конструкции. Внешняя поверхность верхней стороны 7 коробчатой детали имеет шероховатости 5 в виде полос, высота которых равна 3 мм и расположение которых выбрано так, что имеются промежутки, соответствующие ребрам жесткости 9, расположенным на внутренней поверхности верхней стороны 7 коробчатой детали 1, исключающие скольжение ног и опасность травм при ходьбе по данной поверхности рабочим, производящим арматурные и бетонные работы по изготовлению плитной конструкции, но не уменьшающих фактическое расчетное сечение верхней полки (пластины) плитной конструкции. Данные шероховатости имеют промежутки в местах прохождения нижних ребер жесткости 9, расположенных под верхней поверхностью 7 для того, чтобы не увеличивать высоту стопки элементов при укладывании их друг на друга при транспортировке. Четыре вертикальных угла 3 коробчатой детали 1 содержат канавки, которые могут быть скошенными вдоль конической поверхности, в то время как боковые поверхности 8 слегка наклонены по отношению к вертикальной плоскости, таким образом, чтобы было легко и удобно складывать пустотообразующие элементы в стопки, для облегчения транспортировки и обработки, а также для придания жесткости полому корпусу пустотообразующего элемента в целом. Указанные выше опорные ножки 2 могут быть различной высоты, в зависимости от типа плитной конструкции, которая должна быть получена, и позволяют добиться того, чтобы нижний край пустотообразующего элемента был на необходимом расстоянии от нижней плоскости плитной облегченной конструкции для того, чтобы смогло разместиться нижнее армирование плитной конструкции и обеспечить необходимую толщину защитного слоя бетона над и под этой арматурой, а также добиться, при необходимости, другой толщины слоя укладываемой бетонной смеси под пустотообразующими элементами, который формирует нижнюю полку (пластину) плитной конструкции.
На фигуре 1а показано то же самое, что и на Фигуре 1, за исключением того, что пустотообразующий элемент выполнен так, что цилиндрические углубления 4 на верхней поверхности верхней стороны проходят через весь элемент и соединяются между собой.
На фигуре 2 показано то же самое, что и на Фигуре 1, за исключением того, что пустотообразующий элемент содержит круглые окна 6, закрываемые крышками 1к, изображенными на фигуре 14. Данные крышки устанавливаются в углубления окон и легко закрепляются простым защелкиванием посредством выступов 23 на поверхностях окна 6. Данные окна 6 в некоторых случаях необходимы для возможности контроля качества заливки нижнего слоя плитной конструкции и возможности подачи через них бетонной смеси. При этом на данной фигуре показано положение, когда окно 6 закрыто крышкой 1к, изображенной на фигуре 14.
На фигуре 3 показано то же самое, что и на Фигуре 2, за исключением того, что показано положение, когда окно 6 открыто (для возможности контроля укладки бетонной смеси первого слоя плитной конструкции и возможности подачи бетонной смеси).
На фигуре 4 показано то же самое, что и на Фигуре 1, при этом полый корпус содержит одну коробчатую деталь 1 и не содержит опорных ножек 2. Данная коробчатая деталь является верхней половиной для получения замкнутого полого корпуса пустотообразующего элемента, состоящего из двух коробчатых деталей и опорных ножек на меньшем основании нижнего коробчатого элемента. На ребрах жесткости 16, опоясывающих большее основание пирамиды, имеются круглые и прямоугольные отверстия для вставки в них выступов нижней коробчатой детали полого корпуса пустотообразующего элемента, показанного на Фигуре 5.
На фигуре 5 показано то же самое, что и на Фигуре 1, при этом полый корпус содержит одну коробчатую деталь 1 и содержит опорные ножки на внешней поверхности меньшего основания коробчатой детали. Данный полый корпус выполнен как нижняя половина для получения составного полого корпуса пустотообразующего элемента, состоящего из двух коробчатых деталей и опорных ножек на меньшем основании нижнего коробчатого элемента. На ребрах жесткости 16, опоясывающих большее основание пирамиды, имеются выступы в виде усеченных конусов 18 и выступы в виде параллелограммов 19 с закруглением в верхней их части, которые служат креплением для соединения двух коробчатых деталей полого корпуса пустотообразующего элемента, изображенных на Фигурах 4 и 5.
На фигуре 6 показаны в аксонометрическом виде соединенные вместе нижняя и верхняя коробчатые детали полого корпуса пустотообразующего элемента, изображенные на Фигурах 4 и 5 и образующие составной, замкнутый полый корпус пустотообразующего элемента. Данное решение позволяет применять опалубочный элемент в более толстых плитных облегченных конструкциях без изготовления отдельной пресс-формы для термопласт автоматов, на которых данные пустотообразующие элементы могут быть изготовлены, а также позволяет сэкономить производственные затраты по изготовлению пустотообразующего элемента большей высоты и повысить функциональность.
На фигуре 7 показан вид сверху на пустотообразующий элемент, изображенный на фигуре 1.
На фигуре 8 показан поперечный разрез А-А пустотообразующего элемента, изображенного на фигурах 1, 7. Опорные ножки 2, не попадающие в данное сечение, показаны условно.
На фигуре 9 показан поперечный разрез Б-Б пустотообразующего элемента 1, изображенного на фигурах 1, 7. Ножки 2, не попадающие в данное сечение, показаны условно.
На фигуре 10 показан поперечный разрез А*-А* пустотообразующего элемента 1, изображенного на фигуре 2 и имеющего окно 6. Ножки 2, не попадающие в данное сечение, показаны условно.
На фигуре 11 показан пример выполения, в аксонометрическом виде, соединительной муфты 1м, выполняющей роль жесткого крепления пустотообразующих элементов между собой. Данная соединительная муфта 1м по конструктивному смыслу имеет три основных зоны - две концевых зоны 5м, предназначенных для крепления соединительной муфты (1м) к соответствующим углублениям 4 коробчатой детали 1 пустотообразующих элементов, и срединную зону 2м, изготавливаемую необходимой длины и предназначенную для формирования расстояния между смежными пустотообразующими элементами. Срединная зона 2м имеет сечение в виде треугольного или П-образного желоба, показанное на фигуре 12. Концевые зоны 5м соединительной муфты 1м, выполненные в виде желоба круглой формы, имеют специальные вырезы крестовой формы 4м, а также прямоугольной формы 3м, позволяющие жестко крепить соединительную муфту 1м к соответствующим выступам 14 и 15, расположенным в специальных углублениях 4 коробчатых деталей 1 пустотообразующих элементов. Концевые зоны 5м могут иметь несколько групп крестовых углублений 4м, что позволяет без труда настраивать нужное расстояние между смежными пустотообразующими элементами несъемной опалубки. Концевые зоны 4м и срединная зона 2м соединены между собой плавным переходом 6м, исключающим концентраторы напряжения и излом соединительной муфты 1м в данном переходе. Соединительных муфт 1м может быть установлено несколько, по каждой стороне пустотообразующего элемента, что подтверждается расчетом конкретной плитной конструкции.
На фигуре 12 показан поперечный разрез Г-Г срединной зоны 2м соединительной муфты 1м, выполненной в виде желоба треугольной формы.
На фигуре 13 показан поперечный разрез В-В концевой зоны 2м соединительной муфты 1м, выполненной в форме круглого желоба.
На фигуре 14 показан пример выполнения, в аксонометрическом виде, крышки 1к, закрывающей круглое окно 6 пустотообразующего элемента, выполненной в форме круга и имеющей круговые ребра 3к, расположенные под углом, равным углу соответствующих круговых ребер окна 6 пустотообразующего элемента, расположенных по окружности данного круга. Также данная крышка 1к имеет ребра жесткости 2к, одновременно служащие ручками данного элемента и позволяющие легко устанавливать и снимать данную крышку с пустотообразующего элемента.
На фигуре 15 показан поперечный разрез Д-Д крышки 1к.
На фигурах 16 и 17 показан пример выполнения железобетонной многопустотной плитной конструкции при помощи пустотообразующего элемента несъемной опалубки, согласно настоящего изобретения. Показана возможность простой и быстрой установки пустотообразующих элементов, выполненных по данному изобретению в плитную конструкцию, до укладки бетонной смеси по верху внешней опалубки плитной конструкции. Показана этапность укладки бетонной смеси железобетонной многопустотной плитной конструкции. Также можно отметить, что подобная установка группы пустотообразующих элементов несъемной опалубки может осуществляться и в заводских условиях. Для изготовления пустотообразующих элементов по данному изобретению можно применять термопласт автоматы, набравшие большую распространенность в настоящее время по всему миру. Для термопласт автоматов изготавливаются специальные металлические пресс-формы, с помощью которых и изготавливают пустотообразующие элементы по данному изобретению на заводах, с последующей доставкой на место строительства. Доставка осуществляется поддонами, на которых уложены в стопку пустотообразующие элементы. Соединительные муфты 1м также складываются стопками в мешки или также на поддоны для доставки на место строительства. Можно отметить высокую степень индустриальности строительства при применении данного изобретения.
На фигуре 16 показана в аксонометрическом виде установка группы пустотообразующих элементов, соединенных между собой соединительными муфтами (1м), на внешней строительной опалубке 10, формирующей нижнюю плоскость плитной конструкции. Опорные ножки 2 пустотообразующих элементов с легкостью установлены в ячейки арматурной сетки 11, составляющей нижнее армирование плитной конструкции.
На фигуре 17 показано продолжение монтажных работ по устройству плитной конструкции с применением установки из группы пустотообразующих элементов, показанных на фигуре 16, при этом показана в аксонометрическом виде установка группы пустотообразующих элементов, соединенных между собой соединительными муфтами 1м, на внешней (съемной) строительной опалубке 10, формирующей нижнюю плоскость плитной облегченной конструкции. По верху пустотообразующих элементов, с подкладкой из обрезков арматурных стержней нужного диаметра или бетонных подкладок нужной высоты, устанавливается вторая стальная арматурная сетка 12, составляющая верхнее рабочее армирование данной плитной конструкции. После того, как закончены работы по установке пустотообразующих элементов несъемной опалубки и армирование железобетонной многопустотной плитной конструкции, начинается укладка бетонной смеси. Укладка бетонной смеси производится в два этапа для исключения всплытия пустотообразующих элементов несъемной опалубки. Сначала заливают первый слой бетонной смеси (первый этап 21), полностью покрывающий опорные ножки 2 и формирующий нижнюю полку (пластину) плитной конструкции, как видно на данной фигуре. Далее выжидают необходимое время, необходимое для достаточного твердения бетона первого слоя, а затем выполняют укладку бетонной смеси до проектной отметки верха плитной конструкции (второй этап 22). Монолитный бетон 13 первого и второго этапов заполняет все пространство между пустотообразующими элементами и образует нижнюю и верхнюю полки (пластины) плитной конструкции, которые включают нижнее 11 и верхнее 12 армирование, а также промежуточные ортогональные балки-ребра, находящиеся между нижней и верхней полками плитной конструкции и между пустотообразующими элементами и жестко связывающие вышеуказанные полки.
Необходимо отметить, что укладка бетонной смеси плитной конструкции в два этапа не представляет сложности и увеличения срока монтажных работ по устройству плитной конструкции. Это объясняется тем, что первый слой плитной конструкции выполняют постепенно переходя от начальной точки плитной конструкции к конечной. К тому времени, когда доходят до конечной точки плитной конструкции при выполнении первого этапа, бетон в начальной точке уже успевает набрать необходимую степень твердения для укладки второго слоя бетонной смеси (второй этап), при этом опорные ножки надежно закрепляются в твердеющем первом слое уложенной бетонной смеси плитной конструкции и всплытие пустотообразующих элементов, а значит нарушение геометрии плитной конструкции и снижение ее заданной проектной прочности в данном случае невозможно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конструкция монолитного пустотелого железобетонного перекрытия для строительства и реконструкции объектов | 2023 |
|
RU2824747C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ И СБОРНО-МОНОЛИТНЫХ КАРКАСОВ | 2024 |
|
RU2836225C1 |
| Способ строительства сооружения | 2019 |
|
RU2706288C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ КОНСТРУКЦИЙ ЗДАНИЙ И НЕСЪЁМНАЯ УНИВЕРСАЛЬНАЯ МОДУЛЬНАЯ ОПАЛУБОЧНАЯ СИСТЕМА | 2014 |
|
RU2552506C1 |
| ПУСТОТООБРАЗУЮЩИЙ МОДУЛЬ | 2019 |
|
RU2724648C1 |
| Способ возведения большепролётных перекрытий и покрытий | 2020 |
|
RU2734511C1 |
| Несъемная опалубка для изготовления лестниц | 2023 |
|
RU2821864C1 |
| Железобетонная пустотная плита | 2022 |
|
RU2796280C1 |
| Способ изготовления сплошных плитных фундаментов коробчатого сечения из ребристых плит перекрытия | 2017 |
|
RU2647521C1 |
| КОНСТРУКЦИЯ МОНОЛИТНОГО ПЕРЕКРЫТИЯ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2008 |
|
RU2378461C1 |





Пустотообразующий элемент несъемной опалубки для железобетонных многопустотных плитных конструкций. Задачей, на решение которой направлено изобретение, является обеспечение заданной проектной прочности плитных конструкций и повышение прочности плитных конструкций в широком диапазоне размеров изготавливаемых плитных конструкций за счет повышения точности поддержания заданной оптимальной формы пустотообразующих элементов, расположенных заданным образом в железобетонной многопустотной плитной конструкции. Изобретение относится к строительству и может быть использовано в качестве пустотообразующего элемента несъемной опалубки при изготовлении железобетонных многопустотных плитных конструкций. Пустотообразующий элемент несъемной опалубки содержит полый корпус, снабженный средством фиксации пространственного положения, включает конусообразные опорные ножки, расположенные на его внешней поверхности, и по меньшей мере одну коробчатую деталь в форме усеченной пирамиды, открытую со стороны большего основания, выполненную с канавками в углах, образованных сопряжением боковых сторон, и с ребрами жесткости, подкрепляющими верхнюю сторону, отличается тем, что опорные ножки выполнены с фиксирующими элементами в виде шероховатости или рифления на их внешней поверхности или в виде анкерного крепления, а средство фиксации пространственного положения выполнено в виде расположенных на внешней поверхности верхней стороны коробчатой детали цилиндрических углублений с выступами для соединения соседних пустотообразующих элементов несъемной опалубки между собой с помощью соединительных муфт, выполненных в форме полукруглого желоба на концах, в форме желоба П-образного или треугольного сечения в средней зоне и имеющих выемки и отверстия для соединения с соответствующим выступами, расположенными в углублениях коробчатой детали, при этом зона сопряжения верхней стороны коробчатой детали и боковых сторон выполнена со скосом под углом в пределах от 20 до 60 градусов, а высота зоны сопряжения не менее 1 см, а внешняя поверхность верхней стороны коробчатой детали имеет шероховатости в виде полос, выемок или точек, высота и ширина которых не превышает 10 мм, располагающихся так, что имеются промежутки, соответствующие ребрам жесткости, расположенным на внутренней поверхности верхней стороны коробчатой детали. 8 з.п. ф-лы, 17 ил.
1. Пустотообразующий элемент несъемной опалубки для железобетонных многопустотных плитных конструкций, содержащий полый корпус, снабженный средством фиксации пространственного положения, включающий конусообразные опорные ножки (2), расположенные на его внешней поверхности, и по меньшей мере одну коробчатую деталь (1) в форме усеченной пирамиды, открытую со стороны большего основания, выполненную с канавками в углах, образованных сопряжением боковых сторон, и с ребрами жесткости, подкрепляющими верхнюю сторону, отличающийся тем, что опорные ножки (2) выполнены с фиксирующими элементами в виде шероховатости или рифления на их внешней поверхности или в виде анкерного крепления, а средство фиксации пространственного положения выполнено в виде расположенных на внешней поверхности верхней стороны (7) коробчатой детали цилиндрических углублений (4) с выступами (14, 15) для соединения соседних пустотообразующих элементов несъемной опалубки между собой с помощью соединительных муфт, выполненных в форме полукруглого желоба на концах, в форме желоба П-образного или треугольного сечения в средней зоне и имеющих выемки и отверстия для соединения с соответствующими выступами, расположенными в углублениях коробчатой детали (1), при этом зона сопряжения верхней стороны (7) коробчатой детали (1) и боковых сторон (8) выполнена со скосом (20) под углом в пределах от 20 до 60 градусов, а высота зоны сопряжения не менее 1 см, а внешняя поверхность верхней стороны (7) коробчатой детали имеет шероховатости (5) в виде полос, выемок или точек, высота и ширина которых не превышает 10 мм, располагающихся так, что имеются промежутки, соответствующие ребрам жесткости, расположенным на внутренней поверхности верхней стороны (7) коробчатой детали (1).
2. Пустотообразующий элемент несъемной опалубки по п. 1, отличающийся тем, что верхняя и/или боковые стороны (8) коробчатой детали (1) выполнены изогнутыми наружу по сфере с большим радиусом, величина которого выбирается из расчета прогиба данных сторон от действующей монтажной нагрузки от свежеуложенной бетонной смеси.
3. Пустотообразующий элемент несъемной опалубки по п. 1, отличающийся тем, что полый корпус вышеуказанного элемента включает в себя одну коробчатую деталь, а ножки расположены на внешней стороне по углам большего основания и соответствуют канавкам коробчатой детали, расположенным по углам, образованным сопряжением боковых сторон (8) коробчатой детали (1).
4. Пустотообразующий элемент несъемной опалубки по п. 1, отличающийся тем, что коробчатая деталь (1) выполнена с ребрами жесткости, расположенными по краю боковых сторон, опоясывающими большее основание коробчатой детали в форме усеченной пирамиды.
5. Пустотообразующий элемент несъемной опалубки по п. 1, отличающийся тем, что полый корпус включает в себя две коробчатые детали (1), соединенные вместе большими основаниями с помощью фиксирующих элементов, расположенных по ребрам жесткости (16), расположенных у края боковых сторон (8) корпуса, опоясывающих большее основание усеченной пирамиды коробчатой детали (1), а опорные ножки (2) расположены со стороны меньшего основания усеченной пирамиды нижней коробчатой детали (1).
6. Пустотообразующий элемент несъемной опалубки по п. 1, отличающийся тем, что полый корпус, состоящий из одной коробчатой детали, имеет следующие размеры: длина и ширина в интервале от 30 до 80 см, высота в интервале от 8 до 50 см, а опорные ножки (2) пустотообразующего элемента выполнены высотой в интервале от 5 до 25 см.
7. Пустотообразующий элемент несъемной опалубки по п. 1, отличающийся тем, что пустотообразующий элемент содержит окна (6) на верхней стороне, закрываемые крышками.
8. Пустотообразующий элемент несъемной опалубки по п. 1, отличающийся тем, что пустотообразующий элемент может быть изготовлен из пластикового материала, в том числе вторичного использования.
9. Пустотообразующий элемент несъемной опалубки по п. 1, отличающийся тем, что цилиндрические углубления (4), расположенные на верхней поверхности верхней стороны коробчатой детали (1), могут проходить по всей длине верхней стороны и соединяться между собой, а также данных цилиндрических углублений, соответствующих боковым сторонам, может быть несколько.
| WO 2003048471 A1, 12.06.2003 | |||
| DE 20004140 U1, 31.05.2000 | |||
| US 3640040 A1, 08.02.1972 | |||
| ЗАКЛАДНОЙ ФОРМОВОЧНЫЙ ЭЛЕМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЖЕЛЕЗОБЕТОННЫХ ПЛИТ | 2000 |
|
RU2242360C2 |
| WO 1992006253 A1, 16.04.1992. | |||

