Область техники, к которой относится изобретение
Изобретение относится к опалубкам для конструктивных элементов зданий, в частности для лестничных маршей, ступеней, карнизов, балконов и т.п. элементов, отличающихся опорной конструкцией.
Уровень техники
Лестницы могут собираться на месте строительства из готовых модульных конструктивных элементов, выпускаемых промышленностью. Конструктивные элементы изготавливаются, как правило, из армированного бетона. Сооружение лестниц из таких элементов имеет существенные недостатки в плане вариативности установки, стоимости и безопасности монтажных работ. Формирование лестниц, отдельных ступеней или групп ступеней непосредственно на месте строительства при помощи опалубки позволяет избежать этих недостатков. Поэтому усилия конструкторов и изобретателей направлены на разработку усовершенствований в этом направлении.
Известен способ изготовления металлических лестничных маршей из цельного профиля с боковыми стенками и центральной частью, заключающийся в образовании ступеней путем надрезки в центральной части пластин и их отгиба, отличающийся тем, что с целью упрощения изготовления надрезку ступеней производят при отогнутых от центральной части боковых стенках профиля, которые затем доводят до упора в торцы ступеней и прикрепляют к ним (см. патент SU 515865 А1, опубл. 30.05.1976 г).
Недостатком описанного способа является необходимость применения отгиба пластин, что повышает трудоемкость его реализации.
Известна ступень лестничная, выполненная в виде бетонного блока, опорная поверхность которого расположена под углом к лицевой поверхности проступи, перпендикулярно которой расположена передняя торцевая поверхность, снабженная в нижней части замком в виде уступа по форме соответствующего тыльной части ступени, отличающаяся тем, что внутри блока выполнено сквозное отверстие, форма поперечного сечения которого, по меньшей мере, частично повторяет форму поперечного сечения блока (см. патент RU 43283 U1 опубл. 10.01.2005 г. ).
Недостатком описанной ступени является сложность монтажа модулей из нескольких ступеней, при котором нарушается симметричность ступеней в лестничном пролете и надежность их расположения.
Известна сборная железобетонная лестничная клетка, состоящая из ступеней, косоуров, балок, плоского вкладыша и межэтажньгх площадок, отличающаяся тем, что все элементы лестничной клетки изготавливаются по методу непрерывного формования, а армирование элементов производится предварительно напряженными канатами или высокопрочной проволокой, причем сборка лестничных маршей производится на любой связующий раствор (см. патент RU 103829 U1 опубл. 27.04.2011 г. ).
Недостатком описанной сборной железобетонной лестничной клетки является необходимость специального длинномерного стенда для изготовления различных вариантов лестниц, что ограничивает область применения способа, а также усложняет доставку и монтаж готовых элементов.
Известен способ и устройство формирования лестницы, содержащее: множество расположенных друг над другом вытянутых держателей опалубки подступенка, причем держатели выполнены с возможностью продольного смещения относительно друг друга; крепящий блок для крепления, по меньшей мере, самого нижнего держателя опалубки подступенка в позиции, относительно основы; и позиционирующий агрегат, присоединенный, по меньшей мере, к одному из держателей опалубки подступенка и взаимодействующий с остальными держателями опалубки подступенка для смещения держателей одновременно относительно друг друга, для получения ступенчатой рабочей конфигурации, аппроксимирующей угол образуемой лестницы (см. патент RU 2443835 С2 опубл. 27.02.2012 г. ).
Недостатком описанных способа и устройства является сложность их реализации, связанная с применением специального позиционирующего агрегата, который должен быть шарнирно соединен с самым нижним держателем опалубки подступенка. Такой агрегат требует дополнительных навыков и особого обслуживания, что в целом усложняет процесс формирования лестниц.
Известен лестничный марш, содержащий бетонную плиту со ступенями, армирующие элементы и элементы крепления, ступени образованы поочередно расположенными опорными поверхностями и наклонными поверхностями, расположенными под углом друг к другу с образованием в их поперечном сечении линии зигзагообразной формы, бетонная плита также снабжена нижней поверхностью и двумя боковыми поверхностями, нижняя поверхность расположена со стороны, противоположной ступеням, боковые поверхности расположены с противоположных сторон бетонной плиты, боковые поверхности примыкают к нижней поверхности, боковые поверхности со стороны, противоположной нижней поверхности, примыкают к опорным поверхностям и наклонным поверхностям, элементы крепления выполнены с обеспечением возможности крепления лестничного марша к плите верхнего уровня и плите нижнего уровня (см. патент RU 124283 U1 опубл. 20.01.2013 г. ).
Недостатком описанного лестничного марша является сложность конструкции, обусловленная наличием большого количества объемных деталей и особыми требованиями к их монтажу.
Известна лестница, характеризующаяся тем, что содержит Г-образные в сечении ступени и направляющие, соединенные с тыльной поверхностью ступеней, причем ступени выполнены из бетона в виде монолитно сформованных проступи и подступенка и содержат на тыльной стороне ребра жесткости, а к направляющим прикреплен опорный каркас (см. патент RU 170633 U1 опубл. 03.05.2017 г. ).
Недостатком описанной лестницы является последовательность ее изготовления, которая заключается в нескольких этапах. Начиная с разработки и изготовления форм ступеней и каркасов с помощью специальной компьютерной программы по строительным чертежам, затем сборки конструкции лестницы в заводских условиях, и заканчивая доставкой в виде модулей или полностью собранной лестницы на строительную площадку. Такой процесс требует одновременного участия различных специалистов, высоких логистических издержек и большого количества монтажных операций.
Известна опалубка для возведения лестничных конструкций, характеризующаяся тем, что выполнена из вспененного полимерного материала и представляет собой коробчатую конструкцию для заполнения быстротвердеющим раствором, состоящую из цельного формообразующего элемента ступеней, содержащего боковые поверхности, торцевую поверхность и днище (см. патент RU 174196 U1 опубл. 06.10.2017 г. ).
Недостатком описанной опалубки является невысокая жесткость конструкции из-за применения вспененного полимерного материала для изготовления каркаса и отсутствия опорных балок.
Известен блок для формирования лестничных ступеней, у которого опорная поверхность расположена под углом к лицевой поверхности, и он выполнен между своими малой и большой боковыми поверхностями с выемкой, которая сформирована в виде поперечного сквозного отверстия, отличающийся тем, что поперечное сквозное отверстие выполнено со вскрытием опорной поверхности, рядом с которым расположено дополнительное поперечное сквозное отверстие со вскрытием опорной поверхности (см. патент RU 197900 U1 опубл. 04.06.2020 г. ).
Недостатком описанного блока является его ограниченная ширина, при этом для обеспечения необходимой площади ступеней применяется набор таких блоков, из-за этого возникают швы на стыках блоков, что требует дополнительной обработки поверхности ступеней.
Известна сборно-монолитная лестница и способ ее изготовления, включающие: форму для заливки бетонной смеси, собранную с помощью опалубки, расположенную и закрепленную на опорных поверхностях плит перекрытий, содержащую внутри себя арматурные стержни или армирующую сетку, расположенные вдоль указанной формы, отличающаяся тем, что опалубка для формирования лестничного марша выполнена из поперечных элементов, имеющих Г-образное сечение, образующих пустотную емкость опалубки и выступающих в качестве элементов несъемной опалубки, образующих лицевую и тыльную поверхности формируемого лестничного марша, при этом боковые торцы закрываются торцевыми элементами, выполняющими одновременно функции несущей и направляющей опалубки (см. патент RU 2733246 С2 опубл. 30.09.2020 г. ).
Недостатком описанной сборно-монолитной лестницы и способа ее изготовления является формирование замкнутой пустотной конструкции перед заливкой бетоном, в которой с высокой вероятностью может образовываться незаполненный бетоном объем и соответственно некачественно выполненные ступени или лестничный пролет.
Известна модульная сборная литейная форма для изготовления готовой лестницы, содержащая основание, стандартный модуль ступени, модуль верхней стороны нижней лестничной площадки, поворотный модуль нижней стороны нижней лестничной площадки, модуль верхней стороны верхней лестничной площадки, поворотный модуль нижней стороны верхней лестничной площадки, общий модуль нижней стороны и регулировочный модуль нижней стороны, при этом крепежные болты для сборки модулей лестничных пролетов предусмотрены на основании, и модуль верхней стороны нижней лестничной площадки представляет собой модуль лестничного пролета внизу, при этом несколько крепежных отверстий предусмотрены на боковой торцевой пластине, присоединенной к основанию, несколько установочных отверстий и направляющих отверстий предусмотрены на вертикальной торцевой поверхности, присоединенной к стандартному модулю ступени, расположенному выше, и несколько крепежных отверстий предусмотрены на горизонтальной торцевой поверхности, присоединенной к поворотному модулю нижней стороны нижней лестничной площадки (см. патент RU 2753551 С1 опубл. 17.08.2021 г. ).
Недостатком описанного устройства является высокая трудоемкость из-за необходимости выполнения сборки формы в девять этапов, при этом каждый из этапов подразумевает выполнение различными специалистами и влечет образование временных промежутков между этапами.
Известный аналог с наиболее близкой совокупностью существенных признаков, выделяемый автором как прототип - конструкция формы для изготовления лестниц и лестничных площадок, способ изготовления такой конструкции и способ ее использования, включающие: первый формовочный объем для бетонного раствора, ограниченный двумя первыми продольными балочными элементами, расположенными параллельно друг другу, и двумя первыми поперечными балочными элементами, также расположенными параллельно друг другу и соединенными соответственными концами с обоими первыми продольными балочными элементами, фигурные элементы, каждый из которых ограничивает второй формовочный объем для бетонного раствора соответствующих ступеней, причем фигурные элементы последовательно закреплены над указанными, по меньшей мере, двумя первыми продольными балочными элементами, закрывающий элемент для закрытия дна конструкции формы, прикрепленный к первым продольным балочным элементам и/или к первым поперечным балочным элементам со стороны, противоположной фигурным элементам, и армирующую бетон конструкцию, погруженную в первый формовочный объем (см. патент RU 2525407 С2 опубл. 10.08.2014 г. ).
Недостатками описанного прототипа являются трудоемкость и высокая металлоемкость из-за наличия нескольких типов формовочных объемов, один из которых образован фигурными элементами в виде опалубки для ступеней. Эти фигурные элементы заранее изготавливаются в заводских условиях из толстостенного металла и имеют фиксированную ширину, которая ограничивает форму готового лестничного марша и должна соответствовать ширине посадочного места для этого лестничного марша. На строительных объектах часто возникают ситуации, когда ширина посадочного места для лестничных маршей имеет какие-либо отклонения от проектных значений, из-за этого при монтаже описанная конструкция может не уместиться в ширину посадочного места или наоборот остается зазор из-за несоответствия ширины лестничного марша и ширины посадочного места для этого лестничного марша. Для устранения такой ситуации необходимо исправление ширины описанной конструкции в заводских условиях, начиная с изменения ширины ступеней и всей конструкции в целом.
Анализ уровня техники позволяет сделать вывод, что на сегодняшний день актуальна техническая задача по разработке жесткой конструкции несъемной опалубки из тонкостенных листовых материалов для изготовления лестниц.
Раскрытие сущности изобретения
Технический результат, который достигается заявленным изобретением, заключается в создании жесткой конструкции с высокой степенью готовности каркасов для монолитных лестниц из тонкостенных листовых материалов с индивидуальными размерами различной формы, которые после бетонирования остаются в теле бетона и образуют с ним единую монолитную конструкцию лестничного марша.
Технический результат достигается с помощью несъемной опалубки для изготовления лестниц, содержащей корпус с бетоном, основой которого являются, по крайней мере, две профилированные опорные балки, в нижней части которых поперек закреплен нижний подступенок, выше которого на равных расстояниях установлены промежуточные подступенки, снабженные ребрами жесткости и площадками, а с обратной стороны прикреплено дно лестничного марша, нижний и промежуточные подступенки выполнены в виде прямоугольных пластин, боковая грань которых имеет монтажные ребра и с двух противоположных сторон ограничены правым и левым тонкостенными косоурами, у которых вдоль нижних граней выполнены площадки для крепления ко дну лестничного марша, при этом каждый из косуоров имеет монтажное ребро, а в средней части каждый из подступенков крепится, по меньшей мере, к одной профилированной опорной балке с помощью связки.
Применение заявленной несъемной опалубки для изготовления лестниц позволяет еще до этапа бетонирования создавать каркасы различных форм с высокой жесткостью. Детали, из которых собрана опалубка, изготавливаются на современных автоматизированных станках с высокой скоростью, при этом геометрия деталей соответствует конструкторской документации, они имеют небольшие массу и габариты из-за своей плоской конфигурации и легко транспортируются. Процесс сборки и монтажа опалубки не вызывает больших сложностей и выполняется простыми и стандартными операциями. В собранном состоянии опалубка обладает высокой степенью готовности и может применяться без декоративной отделки благодаря обработке и покрытию тонкостенных листовых материалов, из которого выполнены детали опалубки.
Краткое описание чертежей
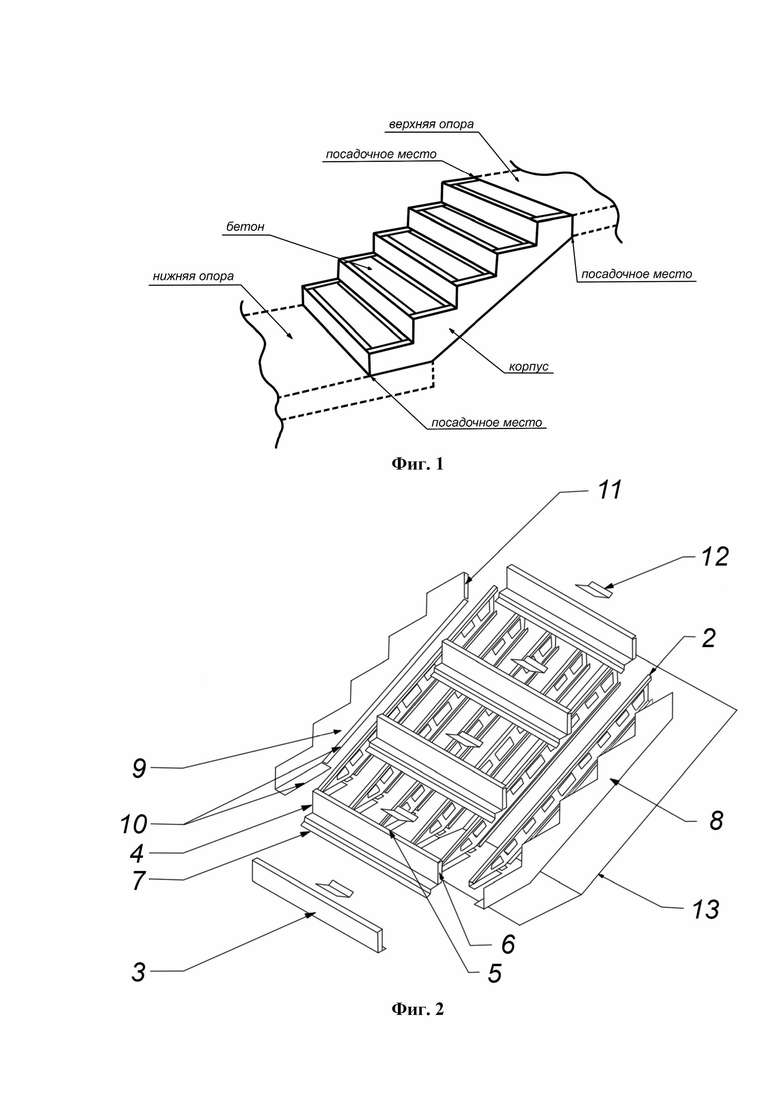
На Фиг. 1 показан общий вид бетонированной заявленной несъемной опалубки для изготовления лестниц в готовом виде.
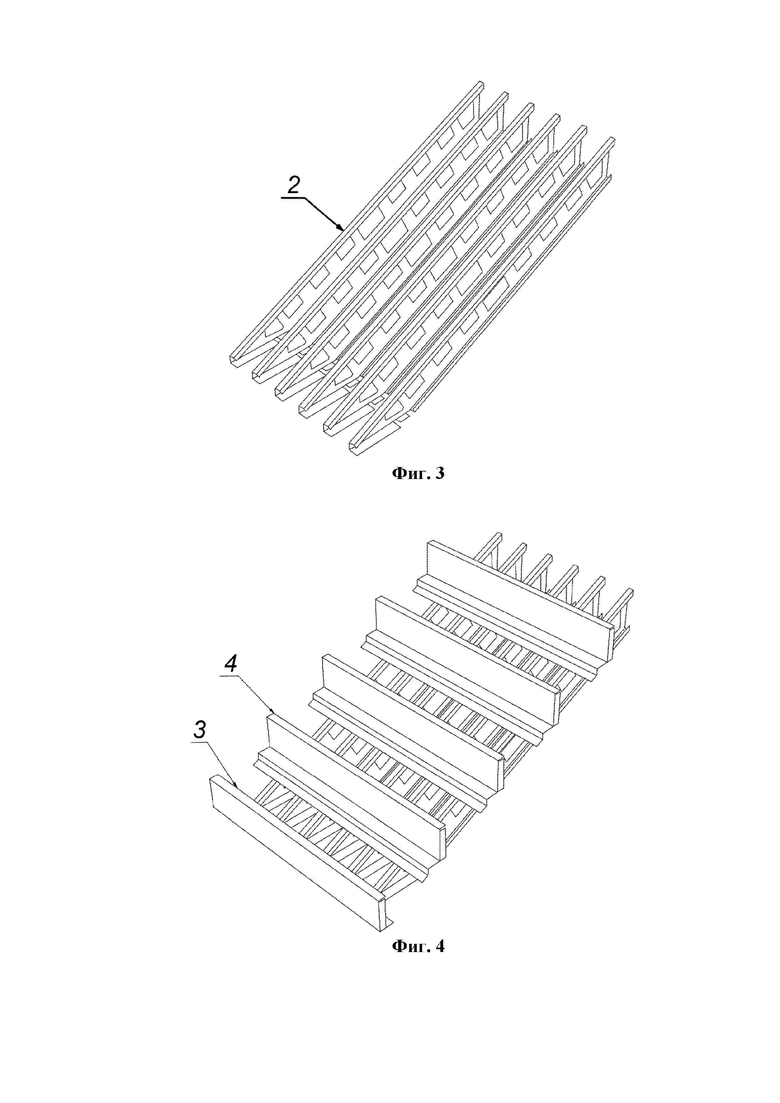
На Фиг. 2 представлена разнесенная деталировка заявленной несъемной опалубки для изготовления лестниц до бетонирования.
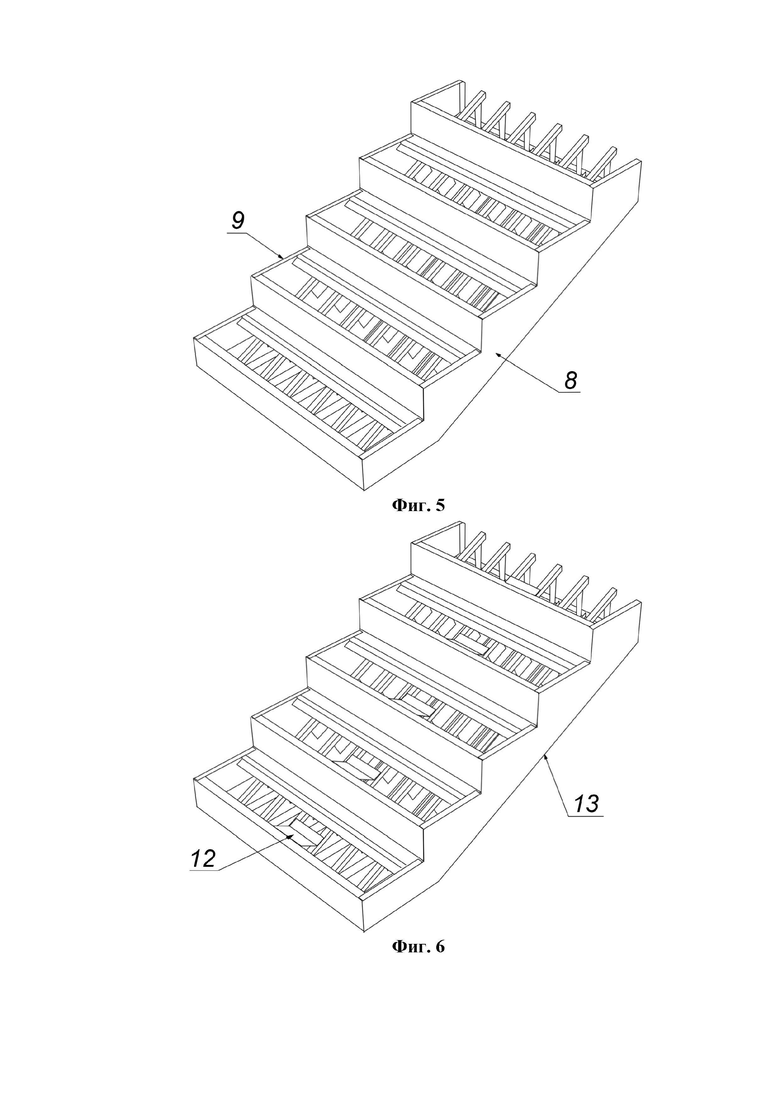
На Фиг. 3-6 представлен поэтапный процесс сборки заявленной несъемной опалубки для изготовления лестниц.
На Фиг. 1-6 обозначены:
1 - корпус с бетоном;
2 - профилированная опорная балка;
3 - нижний подступенок;
4 - промежуточный подступенок;
5 - ребро жесткости подступенка;
6 - монтажное ребро подступенка;
7 - площадка подступенка;
8 - правый косоур;
9 - левый косоур;
10 - площадка косоура;
11 - монтажное ребро косоура;
12 - связка;
13 - дно лестничного марша.
Осуществление изобретения
Несъемная опалубка для изготовления лестниц образует корпус 1, основой которого до этапа бетонирования являются, по крайней мере, две профилированные опорные балки 2, количество которых определяется шириной лестничного марша и кратно 15…20 см. В нижней части профилированных опорных балок 2 расположен нижний подступенок 3, выше которого в зависимости от необходимого количества ступеней на равных расстояниях установлены промежуточные подступенки 4. Нижний 3 и промежуточные 4 подступенки выполнены в виде прямоугольных пластин, верхняя грань которых имеет ребро 5 жесткости, противоположные боковые грани снабжены монтажными ребрами 6, а нижняя часть выполнена с площадкой 7, которая крепится к профилированным опорным балкам 2. С двух противоположных сторон монтажные ребра 6 подступенков 3 и 4 прикреплены к правому 8 и левому 9 тонкостенным косоурам, которые в свою очередь вдоль своих нижних граней снабжены площадками 10 и в верхней части имеют монтажное ребро 11. В средней части каждый из подступенков 3 и 4 закреплен по меньшей мере к одной профилированной опорной балке 2 связкой 12. С обратной стороны корпуса 1 к профилированным опорным балкам 2, площадкам 7 подступенков 3 и 4, площадкам 10 косоуров прикреплено дно 13 лестничного марша.
Современный уровень развития технологий и существующие материалы подтверждают промышленную применимость заявленной несъемной опалубки для изготовления лестниц. Например, детали заявленной опалубки могут быть изготовлены из листовых металлов на лазерном и листогибочном станках. При этом соединение полученных деталей можно выполнить различными видами сварки, фальцовкой и с помощью метизов. При проектной необходимости внутренний объем опалубки заполняют арматурным каркасом перед заливкой бетоном. Сформированный внутренний объем опалубки достаточно заполнить бетонным раствором, который необходимо выдержать определенное время до получения готовой конструкции лестницы с требуемой прочностью.
Несъемную опалубку для изготовления лестниц перед заливкой бетоном монтируют непосредственно на строительной площадке между нижним и верхним опорными элементами из заранее подготовленных в заводских условиях деталей (см. Фиг. 1 и 6). Детали имеют плоскую конфигурацию и небольшую массу за счет их изготовления из тонкостенного листового материала, что облегчает доставку и монтажные работы по возведению опалубки. Каждую из профилированных опорных балок 2 соединяют с посадочным местом нижнего и верхнего опорных элементов (на Фиг. не показаны), при этом обеспечивают равномерное расположение балок 2 с одинаковым шагом по ширине (см. Фиг. 3). В нижней части профилированных опорных балок 2 поперек закрепляют нижний подступенок 3, выше которого в зависимости от необходимого количества ступеней на равных расстояниях устанавливают промежуточные подступенки 4 (см. Фиг. 4). При этом площадки 7 скрепляют с профилированными опорными балками 2. Затем с двух противоположных сторон нижнего 3 и промежуточных 4 подступенков к их монтажным ребрам 6 монтируют правый 8 и левый 9 тонкостенные косоуры так, чтобы они плотно прилегали по ширине к посадочным местам нижнего и верхнего опорных элементов (см. Фиг. 5). Среднюю часть каждого из подступенков 3 и 4 скрепляют, по меньшей мере, с одной профилированной опорной балкой 2 с помощью связки 12. С обратной стороны к профилированным опорным балкам 2 и площадкам 10 косоуров прикрепляют дно 13 лестничного марша (см. Фиг. 6). При условии соблюдения ширины посадочного места для лестничного марша заявленная опалубка может быть заранее собрана в заводских условиях в описанной последовательности и доставлена на строительную площадку в готовом виде. Таким образом заявленная несъемная опалубка для изготовления лестниц формирует каркас с внутренним объемом для заполнения бетонным раствором, который после бетонирования становится пригодным для использования еще до набора требуемой прочности бетона. Лестничный марш является готовым к эксплуатации по назначению.
В отличие от прототипа заявленная несъемная опалубка для изготовления лестниц имеет:
- раздельное строение косоуров и подступенков;
- нижний и промежуточные подступенки в виде прямоугольных пластин, боковая часть которых имеет монтажные ребра;
- крепление связкой средней части каждого из подступенков, по меньшей мере, к одной профилированной опорной балке;
- левый и правый тонкостенные косоуры, у которых вдоль нижних граней выполнены площадки для крепления ко дну лестничного марша, при этом каждый из косуоров имеет монтажное ребро.
Применение заявленной несъемной опалубки для изготовления лестниц позволяет еще до этапа бетонирования создавать каркасы различных форм с высокой жесткостью. Детали, из которых собрана опалубка, изготавливаются на современных автоматизированных станках с высокой скоростью, при этом геометрия деталей соответствует конструкторской документации, они имеют небольшие массу и габариты из-за своей плоской конфигурации и легко транспортируются. Процесс сборки и монтажа опалубки не вызывает больших сложностей и выполняется простыми и стандартными операциями. В собранном состоянии опалубка обладает высокой степенью готовности и может применяться без декоративной отделки благодаря обработке и покрытию тонкостенных листовых материалов, из которого выполнены детали опалубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ЖЕЛЕЗОБЕТОННАЯ ЛЕСТНИЦА (ВАРИАНТЫ) | 2016 |
|
RU2631449C1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ ДЛЯ ИХ ВЯЗКИ | 2023 |
|
RU2817880C1 |
| КОСОУР, И ЛЕСТНИЧНЫЙ МАРШ, СОДЕРЖАЩИЙ ЕГО | 2016 |
|
RU2634141C1 |
| Сборно-монолитная лестница и способ ее изготовления | 2017 |
|
RU2733246C2 |
| Облицовочный бетонный элемент ступени лестницы | 2018 |
|
RU2680569C1 |
| Лестичный объемный блок | 1978 |
|
SU747966A1 |
| Многомаршевая лестница | 2023 |
|
RU2813566C1 |
| Лестничный блок подземного пешеходного перехода | 1990 |
|
SU1765327A1 |
| УСТРОЙСТВО ДЛЯ ПРОКЛАДКИ И ЗАКРЕПЛЕНИЯ РУКАВНОЙ ЛИНИИ В ЛЕСТНИЦАХ ЗДАНИЯ | 2011 |
|
RU2451785C1 |
| Способ формирования поверхностей и объемных форм при изготовлении металлической мебели и объемных конструкций из металлического профиля | 2020 |
|
RU2738229C1 |
Изобретение относится к опалубкам для изготовления лестничных маршей. Несъемная опалубка для изготовления лестниц образует корпус, основой которого являются профилированные опорные балки, в нижней части которых расположен нижний подступенок, выше которого установлены промежуточные подступенки. Нижний и промежуточные подступенки выполнены в виде прямоугольных пластин, верхняя грань которых имеет ребро жесткости, противоположные боковые грани снабжены монтажными ребрами, а нижняя часть выполнена с площадкой, которая крепится к профилированным опорным балкам. С двух противоположных сторон монтажные ребра подступенков прикреплены к правому и левому тонкостенным косоурам, которые в свою очередь вдоль своих нижних граней снабжены площадками и в верхней части имеют монтажное ребро. В средней части каждый из подступенков закреплен по меньшей мере к одной профилированной опорной балке связкой. С обратной стороны корпуса к профилированным опорным балкам, площадкам подступенков и площадкам косоуров прикреплено дно лестничного марша. Технический результат – повышение жесткости конструкции. 6 ил. 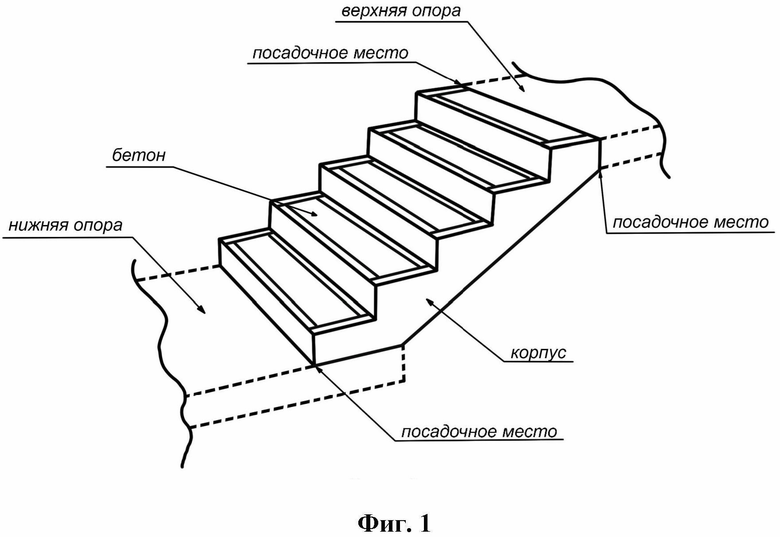
Несъемная опалубка для изготовления лестниц, содержащая корпус для заполнения бетонным раствором, образованный по крайней мере двумя профилированными опорными балками, в нижней части которых поперек закреплен нижний подступенок, выше которого на равных расстояниях установлены промежуточные подступенки, снабженные ребрами жесткости и площадками, а с обратной стороны прикреплено дно лестничного марша, отличающаяся тем, что нижний и промежуточные подступенки выполнены в виде прямоугольных пластин, боковая грань которых имеет монтажные ребра, и с двух противоположных сторон ограничены правым и левым тонкостенными косоурами, у которых вдоль нижних граней выполнены площадки для крепления ко дну лестничного марша, при этом каждый из косуоров имеет монтажное ребро, а в средней части каждый из подступенков закреплен по меньшей мере к одной профилированной опорной балке с помощью связки.
| КОНСТРУКЦИЯ ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕСТНИЦ И ЛЕСТНИЧНЫХ ПЛОЩАДОК, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2525407C2 |
| Устройство для ограничения максимальной подачи топливного насоса | 1960 |
|
SU138426A1 |
| WO 2020198786 A1, 08.10.2020 | |||
| US 4846437 A1, 11.07.1989 | |||
| WO 9857010 A1, 17.12.1998. | |||
