Настоящее изобретение относится к жевательным изделиям для животных и, в частности, к жевательным изделиям для собак, которые имеют большую долговечность и натуральный вид.
Большинство собак получает удовольствие от жевания, поэтому владельцы часто стремятся предоставить своим животным подходящие жевательные изделия. Некоторые жевательные изделия изготовлены из таких материалов, как пластики, которые, по существу, являются несъедобными (хотя собаки иногда могут проглатывать их) и является неперевариваемыми. Такие жевательные изделия не имеют пищевой ценности и являются безвкусными и не имеющими вкусовой привлекательности для большинства собак. Кроме того, на рынке широко предлагаются жевательные изделия из сыромятной кожи. Однако такие жевательные изделия также являются неперевариваемыми и имеют низкую вкусовую привлекательность. Это может привести к дополнительным негативным последствиям, заключающимся в том, что собака оставляет после себя влажное, частично изжеванное жевательное изделие. Это может оказаться негигиеничным и неприятным для владельца. В дополнение к этому неперевариваемые жевательные изделия могут оказывать неблагоприятное влияние на пищеварение собаки после проглатывания: такие жевательные изделия могут уплотняться в кишечнике собаки, создавая в результате угрозу для жизни. Поэтому у владельцев собак существует потребность в изделиях, которые являются полностью съедобными. С указанной целью предложено несколько изделий, которые изготовлены, главным образом, из пищевых составляющих. Документы US 5827565 и US 6086940 относятся к жевательным изделиям для собак, которые изготовлены, главным образом, из крахмала.
Композиции жевательных изделий для домашних животных в типичном случае формуют путем экструзии, что приводит к получению готовых изделий, имеющих упорядоченность или однородность, или вид промышленного продукта, что для потребителей, предпочитающих натуральные продукты, является нежелательным. Предложены различные формы съедобных жевательных изделий для животных. Например, в US 2007/0212456 описаны жевательные изделия для животных в форме рыбы, ребрышек и стейка на Т-образной косточке. В US D485661 и DE 20311743 описаны цилиндрические жевательные изделия для животных. Все эти известные жевательные изделия имеют однородный, упорядоченный и/или в высшей степени "спроектированный" вид изготовленного жевательного изделия.
Дополнительной желаемой характеристикой жевательных изделий для домашних животных и, в частности, жевательных изделий для собак является то, чтобы они были долговечными, такие жевательные изделия описаны в ЕР-1729566-А.
Задачей этого изобретения является предложить съедобное жевательное изделие для животных или домашних животных, которое имеет превосходную долговечность, а также способ его изготовления. Еще одной задачей этого изобретения является предложить жевательное изделие (в частности, жевательное изделие с большой долговечностью), которое имеет натуральный вид, а также способ его изготовления. Таким образом, описанное здесь съедобное жевательное изделие для животных воспринимается как имеющее естественное или органическое происхождение, а не как продукт процесса производства.
Необходимо отметить, что "жевательное изделие" для животных сильно отличается от "корма". Эти продукты отличаются с точки зрения размера кусков как с точки зрения длительности потребления продукта, так и с точки зрения содержания в них пищевых веществ.
Что касается размера кусков, наибольшие куски в «корме» меньше кусков в "жевательном изделии". Например, в WO-01/50882 описан пищевой продукт, который, как сообщается, имеет большой размер по сравнению с другим сухим кормом для домашних животных, и приводится несколько примеров. Наибольшим из этих примеров является треугольный крупный кусок, имеющий следующие размеры: толщина 16 мм, основание 28 мм и боковые стороны 32 мм. Жевательное изделие для животных имеет наибольший размер, который значительно выше. В том виде, как здесь используется, "жевательное изделие" представляет собой отдельный кусок, имеющий наибольший размер, по меньшей мере, около 50 мм, предпочтительно, по меньшей мере, около 60 мм, и более предпочтительно, по меньшей мере, около 70 мм.
Что касается времени, которое занимает потребление продукта, то у животного потребление куска "жевательного изделия" обычно будет занимать значительно большее время, чем куска "пищи". Кусок "пищи" обычно может потребляться менее чем за 30 секунд собакой средних размеров, в то время как потребление "жевательного изделия" займет, по меньшей мере, 90 секунд (и в типичном случае займет порядка нескольких часов, и часто в течение нескольких дней).
Согласно настоящему изобретению, предлагается способ формования съедобного жевательного изделия для животных, включающий стадии: экструдирования съедобной композиции; а затем введения экструдата в контакт с множеством формующих роликов, причем, по меньшей мере, один из формующих роликов имеет неровную поверхность и контактирует с экструдатом указанной неровной поверхностью, неровная поверхность содержит множество утолщений для создания неровностей на поверхности экструдата, причем, по меньшей мере, некоторые из утолщений имеют продолговатую форму и смещены на угол к направлению вращения формующего ролика, причем упомянутые продолговатые формы ориентированы в двух или более разных направлениях.
Использование формующих роликов для модифицирования поверхности экструдата приводит к получению жевательных изделий, которые имеют более натуральный вид, что наводит потребителя на мысль, что форма жевательного изделия получена органическим путем.
Жевательные изделия для животных по изобретению предпочтительно представляют собой жевательные изделия для домашних животных, более предпочтительно - жевательные изделия для собак.
Экструдат представляет собой продукт процесса экструзии. Именно этот продукт получается после того как экструдируемый материал пропущен через головку. Направление, в котором материал пропускается через головку, здесь называется направлением экструзии, а скорость, с которой перемещается экструдат, называется здесь скоростью экструзии. Только что экструдированная часть материала перемещается в направлении экструзии под влиянием следующей части материала, пропускаемого через головку. Этому перемещению могут способствовать дополнительные компоненты, которые транспортируют и/или перемещают экструдат со скоростью экструзии. Предпочтительно экструдат нарезают на куски после формования либо получают в виде кусков, если процесс экструзии является полунепрерывным. Для такого экструдата здесь используется термин "сегментированный", что означает экструдат, разделенный на отдельные куски («сегменты»).
После выхода из экструзионной головки, т.е. перед последующим формованием экструдат может иметь любую форму поперечного сечения, если смотреть в направлении экструзии, например, экструдат может иметь круглую или квадратную форму поперечного сечения. Экструдат может иметь в поперечном сечении правильную или неправильную форму. Экструдат может иметь в поперечном сечении форму, которая содержит криволинейные участки. В предпочтительном случае форма в поперечном сечении будет неправильной и содержащей криволинейные участки, так как это способствует получению в конце натурального вида этого экструдата.
Формующие ролики, которые контактируют с экструдатом, имеют форму дисков. Диски имеют две круглые поверхности, соединенных периферической поверхностью. Периферическая поверхность контактирует с экструдатом. Диски с возможностью вращения установлены таким образом, что они вращаются вокруг оси (здесь называемой "осью вращения"), которая проходит через центр двух круглых поверхностей диска. Диски вращаются по мере перемещения экструдата в направлении экструзии. Диски могут приводиться во вращение благодаря контактированию их поверхностей с перемещающимся экструдатом или, в предпочтительном случае, диски могут приводиться во вращение альтернативным источником вращения, таким как двигатель. Если вращение дисков вызвано альтернативным источником вращения, то этот источник может вызывать перемещение поверхности формующего ролика со скоростью, которая меньше или, по существу, равна скорости экструзии. Задание скорости перемещения поверхности формующего ролика меньше скорости экструзии отрицательно влияет на форму экструдата, так как формующие ролики препятствуют перемещению экструдата. В предпочтительном случае поверхности формующих роликов перемещаются со скоростью, равной или, по существу, равной скорости экструзии.
По меньшей мере, один из множества формующих роликов имеет периферическую поверхность, которая является неровной. Другими словами, расстояние по перпендикуляру от оси вращения формующего ролика до его периферической поверхности может меняться в зависимости от положения на периферической поверхности.
Наличие утолщений на поверхности формующего ролика, который контактирует с экструдатом, приводит к образованию неровностей на поверхности этого экструдата. Эти волнообразные элементы на экструдате представляют собой отпечатки, оставленные волнообразными элементами, имеющимися на поверхности формующего ролика. Таким образом, можно модифицировать вид экструдата.
Неровная поверхность формующего ролика образована множеством утолщений (выступов). Эти утолщения (выступы) представляют собой дискретные (ограниченные) участки, которые выступают относительно окружающей области периферической поверхности. Утолщения могут быть разделены периферической поверхностью, которая находится на кратчайшей перпендикулярной дистанции к оси вращения формующего ролика, т.е. на так называемом базовом уровне. В качестве альтернативы некоторые утолщения могут сливаться друг с другом, в результате чего при перемещении вдоль периферической поверхности от одного утолщения к другому происходит уменьшение, а затем увеличение перпендикулярной дистанции к оси вращения формующего ролика, но при этом периферическая поверхность никогда не возвращается на базовый уровень. Такое слияние описано ниже со ссылкой на чертежи. В одном из вариантов изобретения, все утолщения сливаются с соседними утолщениями. Слияние утолщений обеспечивает плавные волны на поверхности экструдата, позволяя получить натуральный, а не промышленный вид.
Утолщения (выступы) могут быть различной формы. Например, утолщения могут быть эллиптической формы (в том смысле, что эллиптическая форма не включает круглую форму), круглой формы или продолговатой формы. Утолщения на неровной поверхности формующего ролика могут иметь множество форм и/или множество размеров, что придает продукту натуральный, а не промышленный вид. В одном из вариантов изобретения все утолщения на формующем ролике имеют одну и ту же форму и/или один и тот же размер.
Форма утолщения, в том виде, как здесь используется, относится к форме границы утолщения на периферической поверхности, причем граница утолщения представляет собой место, где начинается выступание утолщения относительно окружающей области. Например, если утолщение имеет вид трехмерной полусферы, то считается, что его формой является круглая.
Продолговатые по форме элементы это те, которые имеют продольную ось. Продольная ось может быть криволинейной и проходить в направлении по длине элемента с разделением элемента, по существу, на две части равных размеров, расположенных в перпендикулярном направлении от продольной оси. Например, если элемент продолговатой формы представляет собой эллипс, продольная ось соответствует большой полуоси. В предпочтительном случае продолговатая форма это эллипс.
Предпочтительно, чтобы большинство утолщений имело продолговатую форму, что приводит к формованию на поверхности экструдата продолговатых углублений. В том виде, как здесь используется, термин "большинство" означает более 50%, более 65%, более 75% или предпочтительно более 85%. В одном из вариантов изобретения, все утолщения имеют продолговатую форму. Обнаружено, что использование элементов продолговатой формы позволяет придать продукту натуральный, а не промышленный вид. В предпочтительном случае большинство утолщений имеет эллиптическую форму.
Множество утолщений может быть ориентировано различным образом. Приведенные здесь ссылки на ориентацию утолщений относятся только к ориентации продолговатых утолщений, т.е. имеющих форму с продольной осью. Считается, что эти утолщения ориентированы в направлении, заданном их продольной осью. В случае элементов с продольной осью, которая является криволинейной или иным образом изменяет направление по длине элемента, ориентация определяется касательной к продольной оси в точке на половине длины указанной оси элемента.
Предпочтительно утолщения не ориентированы параллельно направлению вращения формующего ролика. Направление вращения представляет собой направление перемещения периферической поверхности, когда формующий ролик вращается. По меньшей мере, некоторые из утолщений ориентированы под углом к направлению вращения формующего ролика. Другими словами, утолщения смещены на угол к направлению вращения. В предпочтительном случае большинство утолщений ориентировано под углом к направлению вращения формующего ролика. Обнаружено, что наличие большинства роликов, смещенных к направлению вращения, позволяет придать экструдату натуральный, а не промышленный вид.
Утолщения предпочтительно смещены на угол более 5° к направлению вращения формующего ролика, в качестве альтернативы - более 10°, либо более 15°. Утолщения предпочтительно смещены на угол менее 85° к направлению вращения формующего ролика, в качестве альтернативы - менее 80°, либо менее 75°.
Утолщения продолговатой формы предпочтительно смещены на угол к направлению вращения в двух или более разных направлениях, в качестве альтернативы - в трех или более разных направлениях, либо в четырех или более разных направлениях, либо в пяти или более разных направлениях. Ориентирование утолщений в большем числе разных направлений поворота позволяет придать продукту более натуральный вид, не напоминающий промышленное изделие.
В типичном случае утолщения выступают от периферической поверхности формующего ролика приблизительно на 5 мм или более, в качестве альтернативы - на 8 мм или более, либо на 1 см и более. В типичном случае утолщения выступают от периферической поверхности формующего ролика не более чем на около 1,5 см. В одном из вариантов изобретения утолщения выступают от периферической поверхности формующего ролика на расстояние от около 1 см до около 1,5 см. Утолщения с продольной осью могут иметь ширину около 0,5 см или более (если измерять перпендикулярно продольной оси), в качестве альтернативы иметь ширину 1 см или более, либо 1,5 см или более, либо 2 см или более. В типичном случае утолщения имеют ширину не более чем около 2,5 см. В одном из вариантов изобретения, утолщения с продольной осью предпочтительно имеют ширину от около 2 см до около 2,5 см.
Продолговатые утолщения могут иметь длину (если измерять вдоль их продольной оси) около 1 см или более, в качестве альтернативы - около 2 см или более, либо 3 см или более, либо 4 см или более. В типичном случае утолщения имеют длину не более чем около 5 см.
Любое круглое утолщение может иметь диаметр около 0,5 см, 1 см или более, в качестве альтернативы - 1,5 см или более, либо 2 см или более. В типичном случае любое круглое утолщение имеет диаметр не более чем около 2,5 см.
Экструдат может контактировать с двумя формующими роликами, тремя формующими роликами или четырьмя формующими роликами.
В случае двух формующих роликов пара этих роликов установлена таким образом, чтобы они контактировали с противоположными сторонами экструдата. Эта установка позволяет прикладывать одинаковое давление к противоположным сторонам экструдата.
В случае четырех формующих роликов экструдат приводится в контакт с первой парой формующих роликов и второй парой формующих роликов. Два ролика в каждой паре установлены таким образом, чтобы они контактировали с противоположными сторонами экструдата. Это обеспечивает контакт внешней поверхности экструдата с четырьмя формующими роликами. В предпочтительном случае четыре формующих ролика установлены равномерно вокруг экструдата. Другими словами, два диска формующих роликов установлены таким образом, чтобы они лежали в одной и той же плоскости, при этом их периферические поверхности контактируют с противоположными сторонами экструдата, в то время как два других диска формующих роликов установлены таким образом, чтобы они лежали в одной и той же плоскости, которая перпендикулярна плоскости, заданной первой парой роликов, при этом их периферические поверхности контактируют с противоположными сторонами экструдата.
В предпочтительном случае одна пара роликов расположена таким образом, чтобы при контакте с противоположными сторонами экструдата круглые поверхности диска лежали в вертикальной плоскости. При таком расположении один ролик будет воспринимать вес экструдата.
В одном из вариантов изобретения минимальный зазор между формующими роликами, контактирующими с противоположными сторонами экструдата, составляет от около 2 мм до около 15 мм. Минимальный зазор - это расстояние между наивысшими точками на роликах, когда эти наивысшие точки расположены непосредственно друг против друга. В одном из вариантов изобретения минимальный зазор между формующими роликами составляет около 5 мм. Изменение этого зазора будет приводить к изменению степени контакта роликов с экструдатом.
Волнистый формующий ролик может быть установлен для контакта с экструдатом таким образом, чтобы с этим экструдатом контактировало все утолщение на полную его глубину и периферическая поверхность, окружающая это утолщение. Это приведет к получению углублений, глубина и длина которых соответствуют высоте и длине утолщения на поверхности формующего ролика, которое создает это углубление. В качестве альтернативы формующий ролик может контактировать с экструдатом таким образом, чтобы с этим экструдатом контактировала только верхняя часть утолщений, а периферическая поверхность, окружающая утолщения, не контактировала с ним. Это приведет к получению углублений, имеющих глубину и длину, которые могут быть меньше высоты и длины утолщения, которое привело к созданию этого углубления. Изменение степени контакта между неровной поверхностью ролика и экструдатом будет приводить к изменению степени модифицирования поверхности и, таким образом, изменению окончательного внешнего вида изделия.
Неровную поверхность могут иметь один, два, три или четыре формующих ролика.
Если используются два формующих ролика, предпочтительно, чтобы поверхности обоих таких роликов были волнистыми, как здесь описано. Если используются четыре формующих ролика, предпочтительно, чтобы поверхности всех таких роликов были волнистыми, как здесь описано. Такая конструкция позволяет получить более натуральный и менее промышленный вид экструдата.
Неожиданно было обнаружено, что контактирование экструдата с поверхностями двух формующих роликов, обе из которых являются волнистыми, позволяет получить изделие с особенно натуральным видом.
Если при выполнении процесса используется множество формующих роликов, имеющих волнистые поверхности, эти ролики могут быть идентичными или могут различаться. Так, утолщения на одном формующем ролике могут иметь ту же или другую форму и/или тот же или другой размер по сравнению с утолщениями на другом формующем ролике, используемом при выполнении процесса. Изобретение также охватывает процесс, в котором некоторые из формующих роликов имеют такие же волнистые поверхности, что и один или более других формующих роликов, в то время как оставшиеся формующие ролики, используемые при выполнении процесса, отличаются.
Экструзионная головка может быть любой подходящей формы. Головка может быть правильной формы или неправильной формы. Форма головки может содержать криволинейные участки. Головка, которая имеет неправильную форму и имеет криволинейные участки, способствует созданию экструдата с натуральным и менее промышленным видом.
В предпочтительном способе формующие ролики вводят в контакт с экструдатом сразу после его выхода из экструзионной головки. Формующие ролики предпочтительно установлены в пределах 1,5 м от экструзионной головки. Установка формующих роликов на небольшом расстоянии, т.е. сразу после того, как экструдат вышел из экструзионной головки, гарантирует, что экструдат все еще остается мягким, когда он входит в контакт с формующими роликами. Достаточная мягкость экструдата позволит формующим роликам деформировать его поверхность. Также предпочтительно, чтобы экструдат был, по существу, пластичным при контакте с формующими роликами. В результате деформация, создаваемая формующими роликами, придает постоянную деформацию поверхности экструдата.
Формующие ролики можно использовать в процессе коэкструзии, при котором множество отдельных композиций коэкструдируют, пропуская через одну головку. В предпочтительном варианте изобретения коэкструдат содержит внутреннюю композицию и внешнюю композицию (внутреннюю и внешнюю части), как здесь рассмотрено более подробно.
Экструдат в типичном случае сегментируют в направлении, которое, по существу, перпендикулярно направлению экструзии. Это позволяет получить отдельные жевательные изделия. Это сегментирование может происходить до или после контакта с формующими роликами. В предпочтительном случае сегментирование происходит после контакта с формующими роликами, поэтому обработка формующими роликами является непрерывной.
Экструдат предпочтительно сегментируют таким образом, чтобы каждый сегмент имел углубления, созданные за счет контакта с приблизительно двумя утолщениями на каждой неровной поверхности формующего ролика. Обнаружено, что вдавливание двух утолщений от каждого волнистого ролика приводит к тому, что каждый сегмент имеет особенно натуральный вид.
В предпочтительном варианте процесса, соответствующего настоящему изобретению, волнистая периферическая поверхность формующего ролика имеет длину в направлении вращения, которая, по меньшей мере, в два раза больше длины сегмента экструдата, если измерять в направлении экструзии, предпочтительно, по меньшей мере, в три раза больше длины сегмента экструдата или предпочтительно, по меньшей мере, в четыре раза больше длины сегмента экструдата. Увеличение периферической длины формующего ролика относительно длины сегмента экструдата уменьшает число сегментов экструдата, которые имеют аналогичный внешний вид из-за контакта с одними и теми же утолщениями. Это позволяет получить более натуральный и менее промышленный вид при рассмотрении нескольких жевательных изделий.
В качестве возможного варианта волнистая периферическая поверхность формующего ролика в направлении вращения имеет длину, которая не кратна множеству длин сегментов экструдата. Это дополнительно уменьшает число сегментов экструдата, которые имеют аналогичный внешний вид из-за контакта с одной и той же комбинацией утолщений, и позволяет получить более натуральный вид, при рассмотрении нескольких жевательных изделий.
Настоящее изобретение также относится к устройству для модифицирования поверхности экструдата, содержащему множество формующих роликов, причем, по меньшей мере, один из формующих роликов имеет неровную поверхность, и формующие ролики установлены вокруг центральной оси, продолжающейся в направлении экструзии, причем неровная поверхность содержит множество утолщений для создания неровностей на поверхности экструдата, причем, по меньшей мере, некоторые утолщения имеют продолговатую форму и смещены на угол к направлению вращения формующего ролика, причем указанные продолговатые формы ориентированы в двух или более разных направлениях.
Формующие ролики могут быть изготовлены из любого подходящего материала, размеры которого неизменны во время работы. В предпочтительном случае формующие ролики содержат полимер. Полимеры, которые можно использовать для изготовления формующих роликов, включают полиацеталь и политетрафторэтилен (PTFE, PolyTetraFluoroEthylene).
Диск формующего ролика предпочтительно имеет радиус от около 50 до около 400 мм, в типичном случае - около 200 мм, если измерять от оси вращения до низшей точки на периферической поверхности. Периферическая поверхность имеет ширину от около 20 мм до около 60 мм, и в одном из вариантов изобретения ее ширина составляет около 45 мм, если измерять в направлении, параллельном оси вращения диска.
Периферическая поверхность диска формующего ролика предпочтительно имеет, по меньшей мере, одно утолщение на 60 мм длины, измеренной в направлении вращения, в качестве альтернативы, по меньшей мере, одно утолщение на 50 мм длины, либо, по меньшей мере, одно утолщение на 40 мм длины, либо, по меньшей мере, одно утолщение на 30 мм длины.
Периферическая поверхность диска формующего ролика предпочтительно имеет не более одного утолщения на 15 мм длины, измеренной в направлении вращения, в качестве альтернативы - не более одного утолщения на 20 мм длины, либо не более одного утолщения на 25 мм длины.
Настоящее изобретение также относится к съедобному жевательному изделию для животных, изготовленному при помощи описанных здесь способов или с использованием описанного здесь устройства.
Настоящим изобретением, кроме того, предлагается съедобное жевательное изделие, содержащее продольную ось и внешнюю поверхность, продолжающуюся в продольном направлении, причем внешняя поверхность содержит множество углублений, причем, по меньшей мере, некоторые из углублений имеют продолговатую форму и ориентированы со смещением на угол к продольной оси этого изделия, при этом данные продолговатые углубления смещены на угол, по меньшей мере, в двух разных направлениях.
Внешняя поверхность жевательного изделия для животных представляет собой наружную поверхность, которая проходит в направлении продольной оси. Внешняя поверхность не относится к открытым торцам, которые перпендикулярны продольной оси.
Углубления созданы как вдавливания от описанных здесь утолщений на внешней поверхности жевательного изделия для животных. Поэтому особенности утолщений приводят к получению аналогичных особенностей для углублений.
Множество углублений на внешней поверхности съедобного жевательного изделия может иметь различные формы. Углубления могут быть круглой, эллиптической или продолговатой формы. Наличие большинства углублений, которые имеют продолговатую форму, приводит к тому, что жевательное изделие имеет менее промышленный и более натуральный вид. В одном из вариантов изобретения все углубления могут иметь продолговатую форму.
Форма углублений относится к форме границы углубления, где поверхность начинает понижаться по сравнению с окружающей внешней поверхностью. Например, если углубление имеет вид трехмерной полусферы, формой углубления будет круг.
Множество углублений может быть ориентировано различным образом. Ориентация углублений продолговатой формы аналогична описанной выше для утолщений. Большинство углублений предпочтительно ориентировано со смещением на угол к продольной оси жевательного изделия для животных.
В предпочтительном случае множество углублений смещены на угол к продольной оси съедобного жевательного изделия, по меньшей мере, в двух разных направлениях, в качестве альтернативы, по меньшей мере, в трех разных направлениях, либо, по меньшей мере, в четырех разных направлениях, либо, по меньшей мере, в пяти разных направлениях. Увеличение числа различных ориентаций углублений придает жевательному изделию для животных более натуральный вид.
Углубления в типичном случае имеют глубину около 0,5 см или более, в качестве альтернативы - около 0,8 см или более, либо около 1 см или более относительно окружающей внешней поверхности, которая не углублена. В типичном случае углубления имеют глубину не более чем около 1,5 см относительно окружающей внешней поверхности, которая не углублена. В одном из вариантов изобретения углубления имеют глубину от 1 см до 1,5 см.
Углубления с продольной осью могут иметь ширину около 0,5 см или более (если измерять перпендикулярно продольной оси), в качестве альтернативы - 1 см или более, либо 1,5 см или более, либо 2 см или более. В типичном случае углубления имеют ширину не более чем около 2,5 см.
Углубления с продольной осью в типичном случае имеют длину около 1 см или более (если измерять вдоль продольной оси), в качестве альтернативы - около 2 см или более, либо около 3 см или более, либо около 4 см или более. В типичном случае углубления с продольной осью имеют длину не более чем около 5 см.
Любое круглое углубление может иметь диаметр около 0,5 см, 1 см или более, в качестве альтернативы - 1,5 см или более, либо 2 см или более. В типичном случае углубления имеют диаметр не более чем около 2,5 см.
Жевательное изделие для животных имеет поперечное сечение, которое перпендикулярно продольной оси. Форма этого поперечного сечения изменяется по длине продольной оси жевательного изделия для животных из-за наличия углублений на внешней поверхности этого изделия. Поперечное сечение жевательного изделия для животных в областях, где отсутствуют углубления (если такие поперечные сечения имеются), может быть любой формы. Поперечное сечение может иметь правильную ил неправильную форму. Поперечное сечение может содержать криволинейные участки. В предпочтительном случае поперечное сечение имеет неправильную форму и содержит криволинейные участки, чтобы усилить натуральный вид изделия. Если форма поперечного сечения состоит только из криволинейных участков, это дополнительно способствует обеспечению натурального вида.
Длина жевательного изделия вдоль его продольной оси предпочтительно составляет, по меньшей мере, 80 мм, в качестве альтернативы - по меньшей мере, 100 мм, либо, по меньшей мере, 120 мм, в типичном случае не более чем около 250 мм, более предпочтительно - не более чем около 200 мм. Диаметр в поперечном сечении предпочтительно составляет более 5 мм, в качестве альтернативы - более 10 мм, либо более 15 мм, либо более 20 мм. Диаметр в поперечном сечении относится к наибольшему расстоянию по прямой линии между крайними точками изделия в этом сечении.
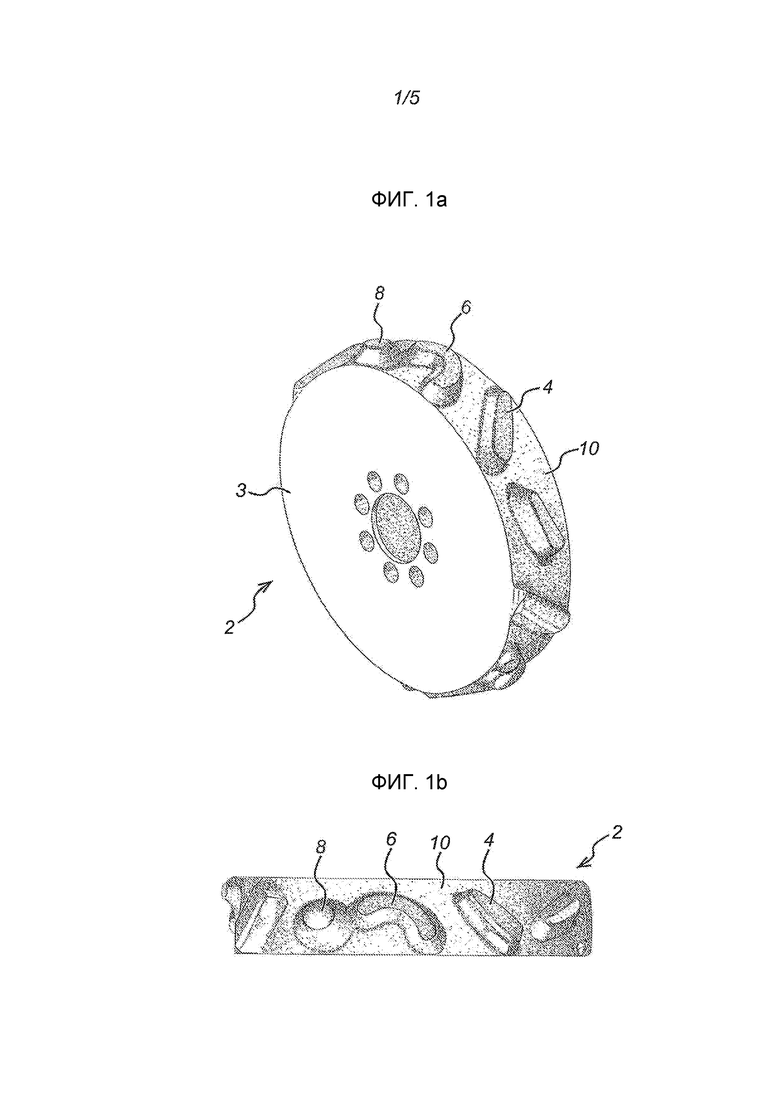
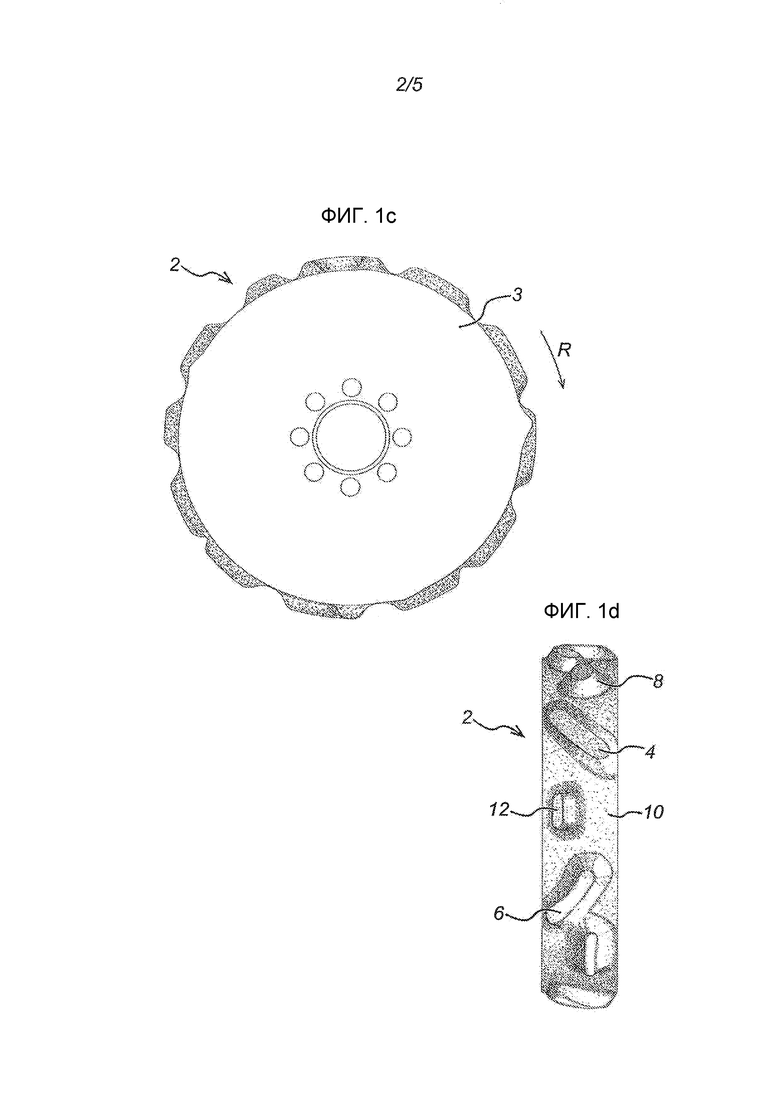
На Фиг.1а приведен общий вид формующего ролика 2, используемого с настоящим изобретением. Формующий ролик 2 имеет форму диска с двумя круглыми поверхностями 3 и периферической поверхностью 10. На Фиг.1b и 1d приведены виды сверху формующего ролика 2, если смотреть на периферическую поверхность 10. На Фиг.1с приведен вид сбоку формующего ролика 2, иллюстрирующий круглую поверхность 3. На периферической поверхности 10 имеется множество утолщений 4, 6, 8, 12. Большинство утолщений 4, 6 являются продолговатыми по форме, при этом можно увидеть несколько круглых утолщений 8. Большинство утолщений 4, 6 также смещены к направлению R вращения. Можно видеть продолговатые утолщения 6 с криволинейной продольной осью. Касательная к указанной криволинейной продольной оси, через точку на половине продольной длины, также смещена на угол к направлению вращения. Можно видеть, что утолщения 4, 6, 12 ориентированы, по меньшей мере, в трех разных направлениях. Некоторые из утолщений 8, 6 сливаются с соседними утолщениями, в то время как другие утолщения 4, 12 не сливаются с другими.
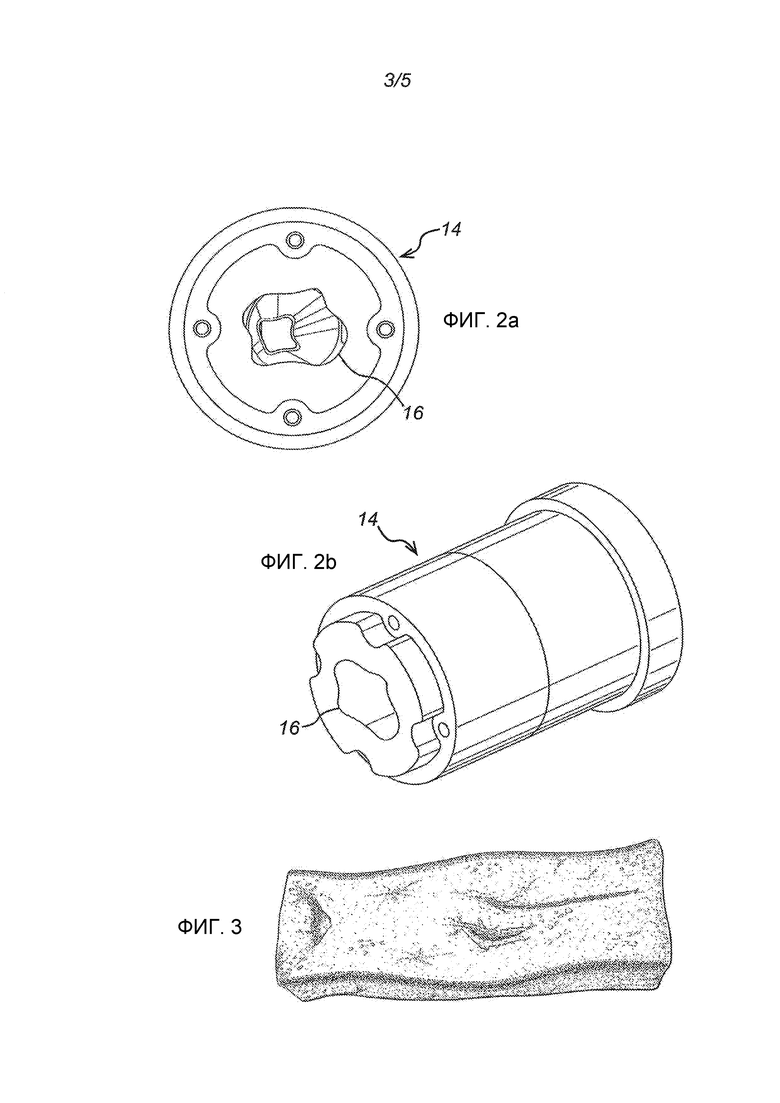
На Фиг.2а приведен вид сверху экструзионной головки 14, используемой с настоящим изобретением. На Фиг.2b приведен общий вид экструзионной головки 14. Форма 16 головки является неправильной и содержит криволинейные участки, чтобы получить экструдат криволинейной и неправильной формы. Такая головка способствует приданию натурального вида готовому изделию.
На Фиг.3 показано жевательное изделие, соответствующее настоящему изобретению. Как на верхней, так и на нижней поверхности имеется два углубления. Углубления являются продолговатыми, что приводит к достижению эффекта волнистости на внешней поверхности, что придает изделию натуральный, а не промышленный вид.
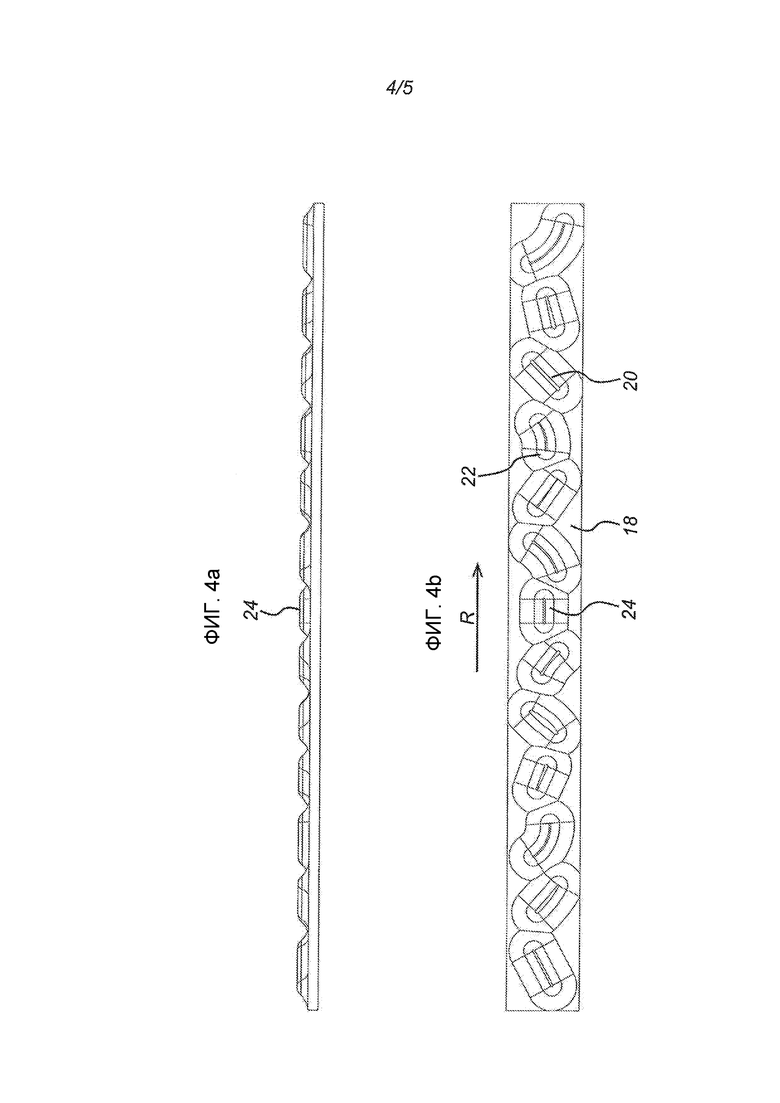
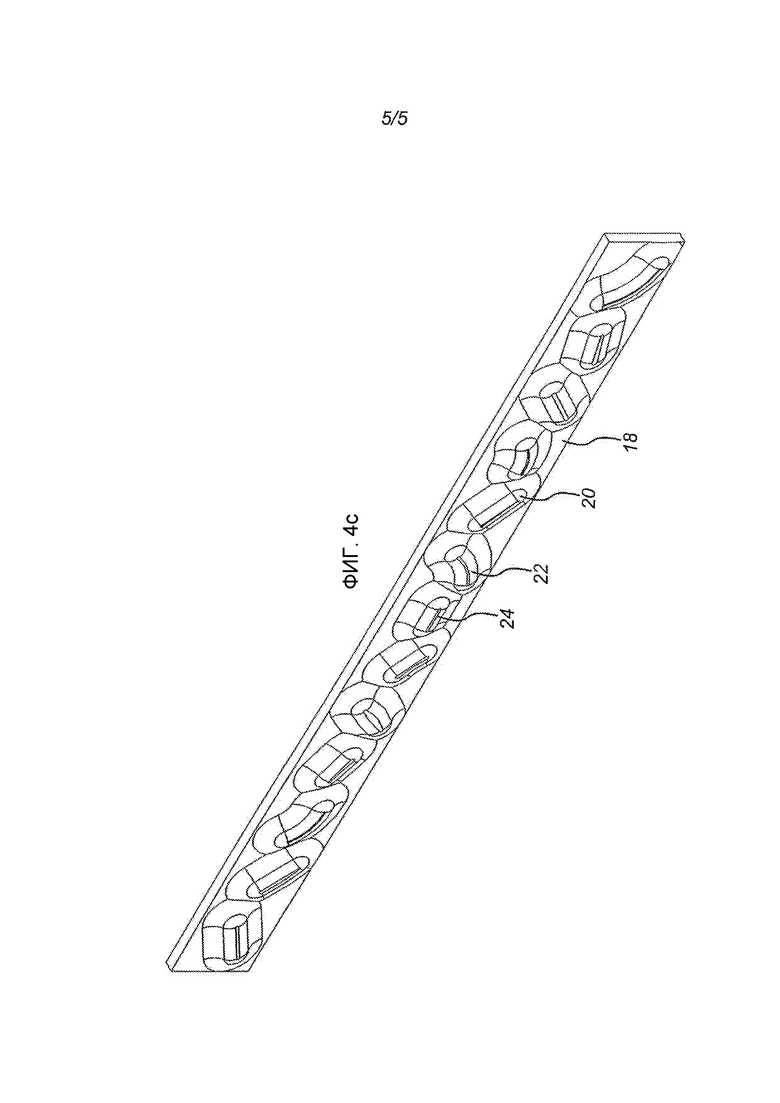
На Фиг.4а-4с показана периферическая поверхность 18 формующего ролика, соответствующего настоящему изобретению. Периферическая поверхность 18 показана развернутой в плоскость для облегчения представления. На Фиг.4а приведен вид сбоку периферической поверхности 18, на Фиг.4b приведен вид сверху периферической поверхности 18, и на Фиг.4с приведен общий вид периферической поверхности 18. Периферическая поверхность 18 имеет множество утолщений 20, 22, 24, выступающих от нее. Все утолщения имеют продолговатую форму. Некоторые утолщения 20, 24 имеют прямую продольную ось, в то время как другие утолщения 22 имеют криволинейную продольную ось. Большинство утолщений 20, 22 смещены на угол к направлению R вращения. Утолщения 20, 22, 24 ориентированы в нескольких разных направлениях. Каждое из утолщений сливается с соседними утолщениями.
Для настоящего изобретения может быть использовано любое подходящее экструзионное устройство, включая обычные варочные экструдеры, одношнековые, либо двухшнековые, предпочтительно могут использоваться двухшнековые экструдеры.
Жевательное изделие для животных содержит ингредиенты, которые обычно используются при производстве съедобных жевательных изделий для животных. Например, жевательное изделие может иметь композицию, главным образом, на основе углевода (в типичном случае - на основе крахмала) или может иметь композицию, главным образом, на основе протеина, либо может содержать значительную долю как углевода (в типичном случае - крахмала), так и протеина. В композицию также предпочтительно входит волокно. В качестве возможного варианта композиция также содержит увлажнители, соль, специи, вкусовые добавки, витамины, минералы, антиоксиданты, консерванты, ароматизаторы, масла, жир, эмульгаторы, липиды и т.п., как это требуется.
Крахмал (крахмалы) можно получать из кукурузы, пшеницы, модифицированной пшеницы, тапиоки, сорго, картофеля, сладкого картофеля, риса, овса, свеклы, ячменя, сои, других злаков или зерна, а также их смесей. Также могут использоваться крахмал из тапиоки, крахмал из гороха, их смеси, либо смеси крахмала из тапиоки и/или крахмала из гороха с любым из упомянутых выше типов. Используемый крахмал может представлять собой один тип крахмала или в качестве альтернативы может состоять из смеси разных типов крахмалов. Если требуется, можно использовать чистые или, по существу, чистые крахмалы. Используемый тип (типы) крахмала (крахмалов) могут характеризоваться композициями крахмала, имеющими все возможные пропорции амилопектина, промежуточных веществ и амилозы. Точный источник (источники) используемого крахмала не является существенным. В основном источник (источники) крахмала выбирают исходя из стоимости и вкусовых качеств.
По меньшей мере, часть крахмала может представлять собой желатинизированный крахмал. Особенно повышенная долговечность достигается в случае использования желатинизированного крахмала в комбинации с волокном (предпочтительно нерастворимым), предпочтительно, если волокно распределено в желатинизированном крахмале. Термин "желатинизированный крахмал" в том виде, как здесь используется, означает крахмал, обработанный в присутствии воды, в результате чего его природная зернистая структура разрушается и кристаллические области крахмала сплавляются. Важно отметить, что результатом такой обработки является преобразование природной структуры крахмала, который, по существу, является неперевариваемым, в перевариваемую форму.
Протеиновый компонент(ы) можно получать из растений, животных или грибов, либо их комбинации. Примерные протеины включают пшеничную клейковину, кукурузный зеин, кукурузную клейковину, протеин из подсолнечника, бобовых, сои, гороха, арахиса, рапса, орехов (например, фундука, миндаля, фисташек), молочный протеин (например, казеин (в качестве примера - казеинат натрия, казеинат кальция и казеинат калия) и протеин сыворотки), желатин коллагенов, кератин, яичный альбумин или микопротеин. В типичном случае протеин присутствует в количествах не более чем около 50%, например, от около 5% до около 45%, либо от около 10% до около 35 вес.%.
Для изменения текстуры жевательного изделия для животных можно использовать хорошорастворимые протеины. Примеры таких протеинов включают молочные протеины и, если они используются, такие протеины могут быть включены в количествах до около 30%, в типичном случае от около 3% до около 25%, более предпочтительно от около 5% до около 20 вес.%. Протеины могут быть выбраны для обеспечения гидрофобного связывания и перекрестного сшивания дисульфидов, что может улучшить упругость. Такие протеины в типичном случае богаты проламинами, и примеры включают пшеничную клейковину, кукурузный зеин и соевый протеин. Протеины, богатые проламинами, практически нерастворимы в воде и чистом этиловом спирте, но могут быть растворены в водно-спиртовых смесях. Так, если они используются, подобные протеины могут быть включены в количествах до около 30%, в типичном случае от около 3% до около 25%, более предпочтительно от около 8% до около 20 вес.%. Протеиновый компонент может содержать казеин или протеин сыворотки в комбинации с протеином, который богат проламинами.
Волокно может представлять собой растворимое или нерастворимое волокно, и предпочтительно - нерастворимое волокно. Волокно может быть любым подходящим волокном. Примеры подходящих волокон включают волокно сои, волокно рисовых отрубей, волокно гороховых отрубей, волокно овсяных отрубей, волокно ячменных отрубей, волокно сахарной свеклы, волокно пшеничных отрубей, волокна, полученные из тканей животных (например, из кожи, мышц, кишечника, связок, шкур животных), коллаген и чистую целлюлозу. Источники диетических волокон включают полисахариды клеточных стенок (целлюлоза, гемицеллюлозы, пектины) и полисахариды не из клеточных стенок (гуар, камедь бобов рожкового дерева, аравийская камедь, камедь карайи, трагакантовая камедь, агар, альгинаты и каррагинан). Подходящим целлюлозным волокном является Solka-Floc™. Волокно в основном выбирают исходя из стоимости и вкусовых качеств. Однако предпочтительно волокно, которое обеспечивает низкую плотность изделия, например целлюлозное волокно. Могут использоваться смеси волокон. В одном из вариантов изобретения волокно содержит лигнин. В типичном случае волокно занимает 30% или менее по весу, предпочтительно - 25% или менее по весу, более предпочтительно - 20% или менее по весу.
Примерные увлажнители включают сахарозу, хлорид натрия, сорбитол, глицерин, гидролизат крахмала, глюкозу, мальтозу, лактозу, камедь, галактозу, лимонную кислоту, аланин, глицин, кукурузный сироп с высоким содержанием фруктозы, винную кислоту, яблочную кислоту, ксилозу, PEG 400, PEG 600 (PolyEthyleneGlycol - полиэтиленгликоль), пропиленгликоль, аминобутировую кислоту, маннит, маннозу или лактулозу. В частности, увлажнитель выбирают из пропиленгликоля, глицерина и гидролизата крахмала, а именно в комбинации всех трех, например, если количество пропиленгликоля составляет менее чем около 10%, более предпочтительно - менее чем около 4% и еще более предпочтительно - менее чем около 3 вес.%. Увлажнитель может присутствовать в количествах до около 50%, в более типичном случае - до около 35 вес.%.
Если они добавляются, липиды могут представлять собой любые подходящие животные жиры, например топленый жир низших сортов, либо растительные жиры, либо их комбинацию. Подходящие источники жира включают кукурузу, соевые бобы, семя хлопчатника, арахис, виноградные косточки, подсолнечник, оливковое масло, топленый жир низших сортов, свиное сало, жир, добавляемый в тесто, и сливочное масло, а также их комбинацию. Жир может присутствовать в количествах до около 20%, в типичном случае от около 3% до около 15%, и в одном из вариантов изобретения - от около 4% до около 9 вес.%.
Подходящие эмульгаторы включают лецитин и моноглицериды, предпочтительно эмульгатором является лецитин. Предпочтительно эмульгатор будет присутствовать в количестве от около 0% до около 10 вес.% жевательного изделия и более предпочтительно - от 0% до 6 вес.%.
В жевательном изделии для животных может присутствовать пластификатор. В жевательном изделии для животных может присутствовать пластификатор, отличный от воды. Хотя вода имеет подходящие пластифицирующие качества, как сказано выше, может использоваться дополнительный пластификатор. Предпочтительным классом пластификатора является класс полиолов. Этот класс содержит, среди прочего, гликоль, диэтиленгликоль, алкиленгликоли, полиалкиленгликоль, сорбитол, глицерин, сложные моноэфиры глицерина и т.п. Если используется пластификатор, отличный от воды, предпочтительными являются глицерин, гликоль или их комбинация. Глицерин и/или гликоль могут функционировать одновременно как пластификатор и как увлажнитель. В предпочтительном случае пластификатор, отличный от воды, занимает менее 35 вес.%, более предпочтительно - менее 25 вес.% и еще более предпочтительно - менее 15 вес.%.
Дополнительные ингредиенты могут включать натуральные и синтетические антиоксиданты, например бутилированный гидроксианизол (BHA) и бутилированный гидрокситолуол (BHT), чтобы замедлить процесс окисления, который может привести к появлению прогорклости изделия. Могут добавляться фунгициды (например, сорбат калия), чтобы предотвратить и/или замедлить рост грибка и плесени, которые приводят к порче изделия. Также могут быть включены ингредиенты, которые управляют активностью воды, например глицерин и пропиленгликоль, которые также способствуют снижению риска микробиологической порчи. Также можно добавлять модификаторы текстуры, такие как целлюлоза. Предварительно примешиваемые витамины и минералы обеспечивают подходящий уровень витаминов и минералов, требуемый для сбалансированной ежедневной диеты.
Содержание влаги в жевательных изделиях в типичном случае составляет не более чем около 35 вес.% этого изделия. В предпочтительном случае вода занимает 25% или менее по весу жевательного изделия, более предпочтительно 15% или менее по весу, и предпочтительно, по меньшей мере, около 5 вес.%, более предпочтительно - по меньшей мере, 9 вес.%. Кроме того, вода в жевательном изделии для домашних животных может содержаться на уровне предпочтительно от около 5% до около 30%, более предпочтительно - от около 10% до около 25%, и еще более предпочтительно - от около 10% до около 20 вес.%.
В том виде, как здесь используется, термин "активность воды" представляет собой измерение уровня энергии воды в системе, и она представлена соотношением между парциальным давлением воды в пище и парциальным давлением чистой воды. Она показывает, насколько сильно связана вода, структурно или химически, внутри вещества. Этот показатель измеряется путем приведения в равновесие жидкой фазы (в образце) с паровой фазой (в свободном пространстве над образцом) и измерения относительной влажности в этом пространстве. В типичном случае активность воды (Aw) составляет от около 0,50 до около 0,85, более предпочтительно - от около 0,60 до около 0,80, и еще более предпочтительно - от около 0,60 до около 0,75.
В первом варианте, называемом здесь композицией на основе крахмала, в композиции используют описанные выше различные ингредиенты и их соответствующие количества, при этом общая доля крахмала в жевательном изделии составляет 35 вес.% или более, предпочтительно 50% или более, и в следующем варианте - по меньшей мере, около 70%, предпочтительно - по меньшей мере, около 90%. Волокно присутствует в основном в количествах, которые указаны выше, и предпочтительно в количестве от 2 до 20 вес.%, в типичном случае - от 5 до 15%, и в одном из вариантов - от 5% до 10 вес.% жевательного изделия. В альтернативном варианте жевательное изделие не содержит волокна.
Во втором варианте, называемом здесь композицией на основе протеина, в съедобном жевательном изделии используются описанные выше различные ингредиенты и их соответствующие количества. Протеин в типичном случае присутствует в количествах от около 5% до около 50 вес.% жевательного изделия, в ином случае - как в общих чертах описано выше. Углевод (в типичном случае - крахмал) может присутствовать в количестве от около 20% до около 80%, в более типичном случае от около 25% до около 70%, и предпочтительно - от около 30% до около 65 вес.% жевательного изделия. Увлажнитель может присутствовать в количествах от около 5 до около 50% весу жевательного изделия, в ином случае - как в общих чертах описано выше. Волокно может присутствовать в количествах от около 0,5% до около 15%. Вода может присутствовать в количествах от около 5 до около 30%. Такая композиция описана в ЕР-1692946-А и включена в данное описание путем ссылки.
В третьем варианте жевательное изделие для животных имеет композицию, описанную в WO-2007/149962-А и включенную в данное описание путем ссылки. Так, жевательное изделие для животных может содержать:
(a) волокнистый протеин в количестве от около 15 до около 90 вес.% жевательного изделия;
(b) водопоглощающий полимер в количестве от около 5 до около 35 вес.% жевательного изделия, в частности, если водопоглощающий полимер выбирают из группы, состоящей из желатинизирующих протеинов, гидроколлоидов, съедобных гидрогелей и их смесей;
(c) пластификатор в количестве от около 5 до около 40 вес.% жевательного изделия; и
(d) воду в количестве от около 1 до около 20 вес.% жевательного изделия.
Указанные здесь значения процентного содержания компонентов "по весу" или "по весу жевательного изделия" относятся к весу компонента как проценту от веса готового жевательного изделия, т.е. его сухого веса после изготовления. Жевательные изделия по изобретению изготавливают при помощи процесса экструзии, при котором смешивают твердые и жидкие компоненты, и эти компоненты в типичном случае содержат воду. В процессе изготовления часть воды, присутствующей в указанной смеси внутри экструдера, в типичном случае удаляется. В типичном случае количество воды, удаляемой в виде пара, является небольшим и, как правило, составляет менее 5 вес.% от общего содержания твердых и жидких компонентов, добавляемых в экструдер. По сути, весовое процентное содержание конкретного компонента (отличного от воды и крахмала) в жевательном изделии в типичном случае отличается приблизительно на 2% или менее от весового процентного содержания этого компонента в смеси. Весовое процентное содержание крахмала в жевательном изделии в типичном случае отличается приблизительно на 4% или менее от весового процентного содержания крахмала в смеси.
Конкретный пример обычного процесса экструзионной желатинизации для изготовления жевательного изделия, содержащего желатинизированный крахмал, является следующим. Так, в ходе процесса экструзионной желатинизации из источника крахмала в виде муки мелкого или крупного помола и, возможно, источника волокна приготавливают сухую исходную смесь. Затем сухую исходную смесь могут подавать в устройство предварительной подготовки или прямо в экструдер. В устройстве предварительной подготовки к сухой исходной смеси примешивают воду или пар, либо оба эти компонента. После этого к сухой исходной смеси в устройстве предварительной подготовки могут быть примешаны жидкие ароматизирующие компоненты, такие как ароматизирующие гидролизаты или топленый жир низших сортов. Чтобы повысить содержание влаги в сухой исходной смеси, к исходной смеси примешивают достаточное количество воды и/или пара и, возможно, жидких ароматизирующих компонентов. Увлажненная исходная смесь, выходящая из устройства предварительной подготовки, затем подается в экструдер. Экструдер может представлять собой любой подходящий одношнековый или двухшнековый варочный котел - экструдер. Подходящие экструдеры могут быть приобретены, например, у компаний Wenger Manufacturing Inc., Clextral SA, Buhler AG. Во время прохождения через экструдер увлажненная исходная смесь перемещается через зону варки, в которой она подвергается механическому усилию сдвига и нагреву, и зону формования. Избыточное давление в зоне формования составляет от около 600 кПа до около 10МПа. Если требуется в зону варки можно вводить воду или пар, либо оба этих компонента. Во время варки в экструдер также могут быть введены и другие жидкости, включая увлажнители, такие как глицерин или гликоль.
Кроме того, во время прохождения через экструдер ингредиенты увлажненной исходной смеси, представляющие собой крахмал, желатинизируются с получением желатинизированной крахмальной головки. Желатинизация крахмала обеспечивается путем обработки при повышенной температуре и управления одним или более из следующего: временем варки, содержанием влаги и/или усилием сдвига. Низкое содержание влаги, например, уровни, которые превалируют в большинстве варочных экструдеров (менее чем около 30% и часто менее чем около 20% влаги), в общем, являются неблагоприятными для желатинизации крахмала. Поэтому во многих варочных экструдерах используется повышенное усилие сдвига, чтобы ослабить воздействие условий с низким содержанием влаги и обеспечить высокие уровни желатинизации крахмала (см. "Technology of Extrusion Cooking", N.D. Frame (Ed.), Blackie Academic and Professional, 1994, Chapter 3). И, наконец, композицию пропускают через экструзионную головку, чтобы получить определенную структуру перед контактом с формующими роликами, как здесь описано.
Степень желатинизации крахмала можно варьировать, чтобы дополнительно модулировать долговечность жевательного изделия. В некоторых вариантах изобретения жевательное изделие для животных может иметь степень желатинизации более 30% исходя из общего содержания крахмала. Так, степень желатинизации крахмала предпочтительно составляет от около 30 до около 100%, более предпочтительно - от около 45% до около 100% и еще более предпочтительно - от около 70 до около 100%. В одном из вариантов изобретения крахмал предпочтительно имеет уровни желатинизации более 80%, более 85%, более 90%, более 92,5%, более 95%, более 97,5%, более 98% и, по меньшей мере, 99 вес.%. Использование крахмала с такими уровнями желатинизации и предпочтительно в комбинации с волокном обеспечивает дополнительные преимущества с точки зрения долговечности. Использование высоких уровней желатинизации позволяет получить экструдат с пластичной природой. Эта пластичная природа способствует созданию постоянной деформации поверхности экструдата при помощи формующих роликов. Степень желатинизации крахмала может быть измерена в соответствии со способом, описанным в WO-2005/092087-А, рассмотрение которого этим упоминанием включено в текст данного описания.
Жевательное изделие для животных может быть охарактеризовано с точки зрения его механических свойств. Например, свойства жевательных изделий для животных могут быть изучены путем анализа текстуры с использованием TA-HDi Texture Analyzer от компании Stable Micro Systems и, в частности, путем изучения поведения при использовании "6 мм зонда". При этом испытании образец кладут горизонтально, с опорой на плиту с центральным отверстием, чтобы сделать возможным прохождение через него зонда, и прикладывают к образцу силу при помощи цилиндрического зонда диаметром 6 мм, который перемещается вертикально вниз на наиболее широкую часть изделия. В ходе описанных здесь испытаний скорость этого перемещения вертикально вниз поддерживали на уровне 1 мм/с (чтобы время в секундах и глубина проникновения в мм были численно одинаковыми). По мере продвижения зонда в образец прибором записывается сила, требуемая для сохранения перемещения вниз при заданной вертикальной скорости. Полученные в результате данные испытания наносятся на график как зависимость силы от времени (с), которая, как отмечено выше, эквивалентна зависимости силы от глубины проникновения (мм).
Ниже настоящее изобретение проиллюстрировано примером 1:
Пример 1
В устройстве, содержащем два двухшнековых варочных экструдера, которые были соединены, чтобы сделать возможной коэкструзию экструдата, имеющего внутреннюю и внешнюю часть, было изготовлено жевательное изделие. Как описано выше, сухая исходная смесь и жидкий компонент подавались отдельно в экструдер и использовались как для внутренней, так и для внешней частей. Композиции начальных смесей (с использованием вес.%) приведены в Таблице 1. Внешняя композиция составляет 70 вес.% от общего веса композиции жевательного изделия, а внутренняя композиция составляет 30 вес.% от общего веса композиции жевательного изделия. Профилем температуры в варочных экструдерах управляли в многозональном режиме, в результате чего ингредиенты вводились в зону с температурой между приблизительно 20°С и 30°С, затем проходили в одну или более зон с температурой между приблизительно 95°С и 125°С и после этого - в одну или более зон с температурой между приблизительно 45°С и 70°С. Уровень удельной механической энергии (SME), введенной в экструдат для внешней композиции, находился между приблизительно 40 и 50 Дж, и между приблизительно 50 и 60 Дж - для внутренней композиции. Экструдеры были соединены с вакуумной системой для отвода горячих газов и пара из процесса экструзии.
композиция
внешней
порошковой
композиции
внешней
композиции
рецептуры
внешней
жидкой
композиции
внешней
композиции
рецептуры
композиция
внутренней
порошковой
композиции
внутренней
композиции
рецептуры
жидкой
композиции
внутренней
композиции
рецептуры
Коэкструдат вводили в контакт с парой вертикально расположенных один над другим формующих роликов, имеющих зазор между собой 5 мм, которые воздействовали на верхнюю и нижнюю поверхности экструдата, с последующим сегментированием экструдата сразу после формующих роликов. Сегментированное изделие охлаждалось при помощи принудительного потока охлажденного воздуха в пределах 10°С от комнатной температуры перед упаковкой. Процесс привел к получению множества съедобных жевательных изделий для животных длиной около 12 см и диаметром около 2 см, которые имели натуральный и менее промышленный вид.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕВАТЕЛЬНЫЙ ПРОДУКТ ДЛЯ СОБАК С БОЛЬШОЙ ДЛИТЕЛЬНОСТЬЮ ЖЕВАНИЯ | 2014 |
|
RU2665481C2 |
| СЪЕДОБНЫЕ ИЗДЕЛИЯ ДЛЯ ЖЕВАНИЯ ЖИВОТНЫМ | 2012 |
|
RU2611797C2 |
| СЪЕДОБНАЯ ЖВАЧКА ДЛЯ ЖИВОТНЫХ | 2014 |
|
RU2654780C2 |
| ЖЕВАТЕЛЬНАЯ РЕЗИНКА И КОНДИТЕРСКИЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ ЭНДОТЕРМИЧЕСКИЙ АГЕНТ | 2004 |
|
RU2313223C2 |
| СЪЕДОБНЫЙ ЖЕВАТЕЛЬНЫЙ ПРОДУКТ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2683680C2 |
| НЕ СОДЕРЖАЩИЕ ТИТАНА ПРИДАЮЩИЕ НЕПРОЗРАЧНОСТЬ КОМПОЗИЦИИ | 2019 |
|
RU2806831C2 |
| СЪЕДОБНЫЙ ЖЕВАТЕЛЬНЫЙ ПРОДУКТ ДЛЯ РЕБЕНКА И СПОСОБЫ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ СЪЕДОБНОГО ЖЕВАТЕЛЬНОГО ПРОДУКТА | 2020 |
|
RU2812449C1 |
| АЭРИРОВАННЫЙ ЖЕВАТЕЛЬНЫЙ ПРОДУКТ ЛИТЬЕВОГО ФОРМИРОВАНИЯ ДЛЯ ДОМАШНИХ ЖИВОТНЫХ | 2013 |
|
RU2655840C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕВАТЕЛЬНЫХ ЛЕКАРСТВЕННЫХ ФОРМ ДЛЯ ДОСТАВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ И ПРОДУКТЫ | 2008 |
|
RU2519670C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2522528C2 |
Группа изобретений относится к кормопроизводству. Способ формования съедобного жевательного изделия для животных включает экструдирование съедобной композиции с получением экструдата и последующее контактирование экструдата с множеством формующих роликов. При этом по меньшей мере один из формующих роликов имеет неровную поверхность и контактирует с экструдатом указанной неровной поверхностью. Неровная поверхность ролика содержит множество утолщений для создания неровностей на поверхности экструдата. По меньшей мере, некоторые из утолщений имеют продолговатую форму и смещены на угол к направлению вращения формующего ролика, причем упомянутые продолговатые формы ориентированы в двух или более разных направлениях. Устройство для модифицирования поверхности экструдата содержит множество формующих роликов, причем по меньшей мер, один из формующих роликов имеет неровную поверхность и формующие ролики установлены вокруг центральной оси, продолжающейся в направлении экструзии. Неровная поверхность роликов содержит множество утолщений для создания неровностей на поверхности экструдата. Некоторые утолщения имеют продолговатую форму и смещены на угол к направлению вращения формующего ролика, а указанные продолговатые формы ориентированы в двух или более разных направлениях. Съедобное жевательное изделие содержит продольную ось и внешнюю поверхность, продолжающуюся в продольном направлении и содержащую множество углублений, некоторые из которых имеют продолговатую форму и ориентированы со смещением на угол к продольной оси этого изделия. Данные продолговатые углубления смещены на угол по меньшей мере в двух разных направлениях, причем внешняя поверхность имеет не более двух неровностей на 15 мм длины, измеренной в продольном направлении жевательного изделия. 3 н. и 23 з.п. ф-лы, 10 ил., 1 табл., 1 пр.
1. Способ формования съедобного жевательного изделия для животных, включающий стадии:
a. экструдирования съедобной композиции; и
b. введения экструдата в контакт с множеством формующих роликов, причем по меньшей мере один из формующих роликов имеет неровную поверхность и контактирует с экструдатом указанной неровной поверхностью, неровная поверхность содержит множество утолщений для создания неровностей на поверхности экструдата, причем, по меньшей мере, некоторые из утолщений имеют продолговатую форму и смещены на угол к направлению вращения формующего ролика, причем указанные продолговатые формы ориентированы в двух или более разных направлениях.
2. Способ по п. 1, в котором съедобная композиция является двухчастевой композицией и эту съедобную композицию коэкструдируют с получением внутренней и внешней областей.
3. Способ по п. 1, в котором экструдат имеет неправильную форму поперечного сечения, содержащую криволинейные участки перед контактом со множеством формующих роликов.
4. Способ по п. 1, дополнительно включающий стадию, на которой экструдат разрезают на сегменты, по существу, перпендикулярно направлению экструзии после контакта с формующими роликами.
5. Способ по п. 4, в котором каждый формующий ролик с неровной поверхностью придает по две неровности одному сегменту экструдата.
6. Способ по п. 1, в котором большинство утолщений имеет продолговатую форму и смещено на угол к направлению вращения формующего ролика.
7. Способ по п. 1, в котором упомянутое множество формующих роликов представляет собой два формующих ролика.
8. Способ по п. 7, в котором каждый из упомянутых двух формующих роликов имеет неровную поверхность, контактирующую с экструдатом.
9. Способ по п. 7, в котором упомянутые два формующих ролика ориентированы в вертикальной плоскости.
10. Способ по п. 1, в котором продолговатые утолщения имеют длину от 2 см до 2,5 см.
11. Способ по п. 1, в котором упомянутое множество утолщений содержит утолщения круглой формы.
12. Способ по п. 1, в котором утолщения выступают от поверхности формующего ролика на расстояние от 1 см до 1,5 см.
13. Способ по любому предшествующему пункту, в котором каждый из формующих роликов выполнен в форме диска.
14. Способ по п. 13, в котором неровная поверхность формующего ролика представляет собой периферическую поверхность диска.
15. Устройство для модифицирования поверхности экструдата, содержащее множество формующих роликов, причем по меньшей мере один из формующих роликов имеет неровную поверхность, и формующие ролики установлены вокруг центральной оси, продолжающейся в направлении экструзии, причем неровная поверхность содержит множество утолщений для создания неровностей на поверхности экструдата, причем, по меньшей мере, некоторые утолщения имеют продолговатую форму и смещены на угол к направлению вращения формующего ролика, причем указанные продолговатые формы ориентированы в двух или более разных направлениях.
16. Устройство по п. 15, в котором большинство утолщений имеет продолговатую форму и смещено на угол к направлению вращения формующего ролика.
17. Устройство по п. 15, в котором упомянутое множество формующих роликов представляет собой два формующих ролика.
18. Устройство по п. 17, в котором каждый из упомянутых двух формующих роликов имеет неровную поверхность, контактирующую с экструдатом.
19. Устройство по п. 17, в котором упомянутые два формующих ролика ориентированы в вертикальной плоскости.
20. Устройство по п. 15, в котором продолговатые утолщения имеют длину от 2 см до 2,5 см.
21. Устройство по п. 15, в котором упомянутое множество утолщений содержит утолщения круглой формы.
22. Устройство по п. 15, в котором утолщения выступают от поверхности формующего ролика на расстояние от 1 см до 1,5 см.
23. Устройство по любому предшествующему пункту, в котором каждый из формующих роликов выполнен в форме диска.
24. Устройство по п. 23, в котором неровная поверхность формующего ролика представляет собой периферическую поверхность диска.
25. Съедобное жевательное изделие, содержащее продольную ось и внешнюю поверхность, продолжающуюся в продольном направлении, причем внешняя поверхность содержит множество углублений, причем, по меньшей мере, некоторые из углублений имеют продолговатую форму и ориентированы со смещением на угол к продольной оси этого изделия, при этом данные продолговатые углубления смещены на угол по меньшей мере в двух разных направлениях, причем внешняя поверхность имеет не более двух неровностей на 15 мм длины, измеренной в продольном направлении жевательного изделия.
26. Съедобное жевательное изделие по п. 25, в котором углубления обеспечивают жевательное изделие, имеющее натуральный, а не промышленный вид.
| US 20110086130 A1, 14.04.2011 | |||
| US 20110081453 A1, 07.04.2011 | |||
| US 20100224138 A1, 09.09.2010 | |||
| US 20060141105 A1, 29.06.2006. |

