Область техники
Изобретение относится к области строительства, в частности к технологическим процессам изготовления плит строительных на основе полимерных материалов, используемых:
для проектирования и формирования сборно-разборных дорожных покрытий, временных переездов и площадок, предназначенных для обеспечения проезда и/или размещения тяжелой и специальной техники в сложных геологических условиях;
для изготовления конструктивных элементов ограждающих конструкций, перегородок, понтонов, настилов пешеходных автодорожных, железнодорожных мостов, настилов площадок пешеходных сходов, настилов железнодорожных платформ, пандусов для людей с ограниченными возможностями, различных стеновых панелей, конструктивных элементов крыш, теплоизоляционных и шумопоглощающих конструкций и т.д.
Предшествующий уровень техники
Особую нишу по использованию современных материалов на основе полимеров занимает строительная индустрия, применение которых в строительстве определяется их эксплуатационными характеристиками и которые в отличие от традиционных строительных материалов более прочны, долговечны и менее материалоемки.
Именно низкая материалоемкость конструкций на основе полимерных материалов, их высокая долговечность, в том числе, к коррозионным процессам определяют направленность промышленного использования данных материалов при изготовлении строительных изделий различного назначения, в том числе в виде плит строительных.
Предпочтительно, для изготовления плит строительных на основе полимерных материалов используют процесс пултрузии, основанный на производстве изделий с постоянной площадью поперечного сечения. Данная технология основана на использовании полимерных смол и армирующих агентов в основном в виде волокон стекла, углерода, базальта.
В качестве примера реализации данного технического направления по изготовлению плит строительных, которые используют, например, в качестве настилов в мостостроении, можно привести:
патент US №6912821, публ. 05.07.2005), в соответствии с которым предлагается настил, содержащий верхнюю плоскую плиту и соединенные между собой композитные панели, имеющие нижнее плоское основание и вертикально расположенные ребра с опорными площадками, на которые и опирается верхняя плита. Верхняя панель может быть по выбору соединена с композитными панелями разъемным или неразъемным соединением и образует с ними продольные каналы;
патент RU №2403336, публ. 10.11.2010, патентообладатель ООО «“Научно-технологический испытательный центр “АпАТэК-Дубна” (RU). В техническом решении предлагается настил, выполненный из соединенных между собой пултрузионных профилей, каждый из которых содержит верхнюю настильную часть, опирающуюся на выполненные вдоль пултрузионного профиля вертикальные ребра, в нижней части которых расположены полосы опорных площадок. Верхняя поверхность настильной части и нижняя поверхность опорных площадок выполнены плоскими. По продольным краям пултрузионных профилей выполнены замки, для чего на стыке у одного пултрузионного профиля в настильной части и в опорной площадке имеются продольные пазы, а у другого - соответственно выступы. Соседние пултрузионные профили соединены механическим соединением по вертикальным ребрам смежных пултрузионных профилей.
К существенным недостаткам по изготовлению строительных изделий с использованием пултрузионных профилей относится достаточно сложное конструктивное исполнение изделий на основе набора профилей, требующих взаимного соединения, в том числе, с использованием механических средств соединения, клея или иных контрящихся составов.
Значительное количество конструкционных элементов в строительных изделиях данного типа увеличивает их материалоемость и ограничивает технологические возможности их использования в плитах, предназначенных для проектирования и формирования сборно-разборных дорожных покрытий, временных переездов и площадок, предназначенных для обеспечения проезда и/или размещения тяжелой и специальной техники в сложных геологических условиях.
Из известного уровня техники также следует, что для сооружения дорожного полотна на переувлажненных почвах, для создания технологических проездов, временных дорог при строительно-монтажных работах наиболее целесообразны сборно-разборные дорожные покрытия на основе плит из полимерных материалов (см., например, патент РФ №131734, публ. 27.08.2013 г.).
Плита для сборно-разборного дорожного покрытия по данному техническому решению выполнена на основе полимерного материала по форме прямоугольного параллелепипеда, по периметру боковых граней которой расположены средства фиксации для смежных плит формируемого дорожного покрытия.
Плиты по данному техническому решению изготовлены из монолитных (гомогенных) полимеров и с габаритными параметрами, оптимизированными по условиям эксплуатационной надежности образуемого дорожного покрытия и для безопасного прохождения на участках сформированного дорожного покрытия транспортных средств, в том числе строительной техники. Однако плиты для сборно-разборных дорожных покрытий при использовании для их изготовления монолитных полимеров имеют значительную материалоемкость, что существенно повышает сложность монтажно-демонтажных работ при формировании дорожного покрытия, ограничивает технологические возможности использования данных плит на грунтах со значительной увлажненностью.
Вместе с тем известно техническое решение для изготовления плит строительных, для изготовления которых используют экструдированные из термопластичного полимера длинномерные полые модули прямоугольного типа, которые для формирования плиты рядно размещают на базовом основании с последовательным соединением смежных модулей по боковым граням, ориентированным в направлении продольно-вертикальных плоскостей ,параллельных соответствующей плоскости симметрии длинномерного модуля, и с формированием рабочих поверхностей плиты по граням модулей, которые ориентированы в направлении продольно-горизонтальных плоскостей, параллельных базовому основанию, рабочую ширину формируемой плиты задают при целом количестве уложенных на базовое основание полых модулей (см. WO 2014167184, публ. 16.10.2014). Данное техническое решение выбрано в качестве ближайшего аналога заявляемого изобретения.
Соединение смежных модулей (см. WO 2014167184) осуществляют либо с использованием механических средств, либо при сварке модулей по боковым граням, предпочтительно, с дискретно расположенными точками сварки между боковыми гранями смежных модулей, которые для этих целей размещают на базовом основании с образования между ними технологического зазора.
Изготовленную по известному технологическому процессу плиту используют в качестве настила пешеходного моста.
Однако наличие технологического зазора между смежными модулями при рядном расположении их на базовом основании ограничивает технологические возможности использования плит, сформированных по данному процессу, в том числе предназначенных для проектирования и формирования сборно-разборных дорожных покрытий, временных переездов и площадок для обеспечения проезда и/или размещения тяжелой и специальной техники в сложных геологических условиях, для изготовления понтонов, стеновых панелей, теплоизоляционных и шумопоглощающих конструкций.
Плиты строительные для данного типа конструкционных изделий имеют, предпочтительно, монолитные (сплошные) рабочие поверхности. Изготовление плит строительных с монолитными рабочими поверхностями при использовании для этих целей технологического процесса, представленного в публикации WO 2014167184, может быть осуществлено при условии заполнения технологического зазора между боковыми гранями смежных модулей сплошным слоем расплава полимерного материала, как это, например, предусмотрено в техническом решении по патенту RU №2383810, публ. 27.05.2009. В данном техническом решении заявляется технологический процесс по использованию экструдированных из термопластичного полимера длинномерных полых модулей прямоугольного типа при строительстве и ремонте трубопроводов посредством навивки и сварки навитых смежных модулей между собой на цилиндрической оправке. При навивке боковые грани смежных модулей имеют технологический зазор, в который экструдируют расплав полимерного материала. Однако при реализации данного технического решения значительно увеличивается расходная часть полимерных материалов для изготовления конструкционных изделий.
Раскрытие изобретения
Технический результат настоящего изобретения направлен на расширение технологических возможностей по изготовлению строительных плит различного технологического назначения при одновременном снижении при этом материальных затрат на их изготовление.
Для решения поставленного технического результата предлагается способ изготовления плит строительных, заключающийся в использовании экструдированных из термопластичного полимера длинномерных полых модулей прямоугольного типа, которые рядно размещают на базовом основании с последовательным соединением смежных модулей по боковым граням, ориентированным в направлении продольно-вертикальных плоскостей, параллельных соответствующей плоскости симметрии модуля, и формированием рабочих поверхностей плиты по граням смежных модулей, которые ориентированы в направлении продольно-горизонтальных плоскостей, параллельных базовому основанию, рабочую ширину формируемой плиты задают при целом количестве уложенных на базовое основание полых модулей, при этом используют длинномерные модули, имеющие ориентированные в направлении указанных продольно-вертикальных плоскостей профилированные боковые грани, которые стыкуют с аналогичными гранями смежных модулей при размещении их на базовом основании с образованием со стороны рабочих поверхностей формируемой плиты оппозитно ориентированных вдоль смежных модулей клиновых зазоров, которые заполняют расплавом полимерного материала.
Согласно изобретению клиновые зазоры между смежными модулями заполняют при экструдировании в них полимерного материала.
Согласно изобретению в клиновые зазоры между смежными модулями укладывают полимерный пруток с последующей сваркой его с длинномерными модулями.
Согласно изобретения, вершины клиновых зазоров, образуемых при контактной стыковке смежных модулей, ориентированы к продольно-горизонтальной плоскости симметрии плиты, параллельной базовому основанию.
Согласно изобретению для изготовления строительной плиты используют длинномерные полые модули прямоугольного типа, боковые профилированные грани которых выполнены выпуклыми с наибольшей выпуклостью в продольно-горизонтальной плоскости симметрии модуля.
Согласно изобретению для изготовления строительной плиты используют длинномерные полые модули прямоугольного типа, боковые профилированные грани которых имеют выступы с расположенными между ними пазами, расстояние между внутренним контуром крайних выступов на одной грани модуля соответствует расстоянию между наружным контуром крайних выступов на другой оппозитно расположенной грани модуля.
При реализации изобретения благодаря описанным выше приемам технологического процесса обеспечивается:
- возможность проектирования и изготовления различной номенклатуры плит строительных с монолитно выполненными рабочими поверхностями, имеющих широкий спектр их промышленного применения в строительстве дорожных покрытий, мостов, зданий;
- возможность проектирования и изготовления плит строительных при более низкой затратной части используемых полимерных материалов на их изготовление с обеспечением при этом их эксплуатационной надежности;
- возможность проектирования и изготовления различной номенклатуры плит строительных с монолитно выполненными рабочими поверхностями на основе известной технологической базы по изготовлению экструдированных из термопластичного полимера длинномерных полых модулей прямоугольного типа. Традиционно используемое для этих целей оборудование позволят получать полые модули с технологически заданным параметрами, в том числе, по поперечным сечениям, толщине стенок.
При анализе известного уровня техники не выявлено технических решений, имеющих аналогичную заявляемому техническому решению совокупность признаков для решения заявленного технического результата, что свидетельствует о соответствии заявляемого технического решения критериям изобретения: «новизна», «изобретательский уровень».
При реализации изобретения используют традиционно известное технологическое оборудование, что свидетельствует о соответствии его критерию «промышленная применимость».
Осуществление изобретения
Изобретение подтверждается нижеприведенным его описанием и поясняющим ирисунками, где:
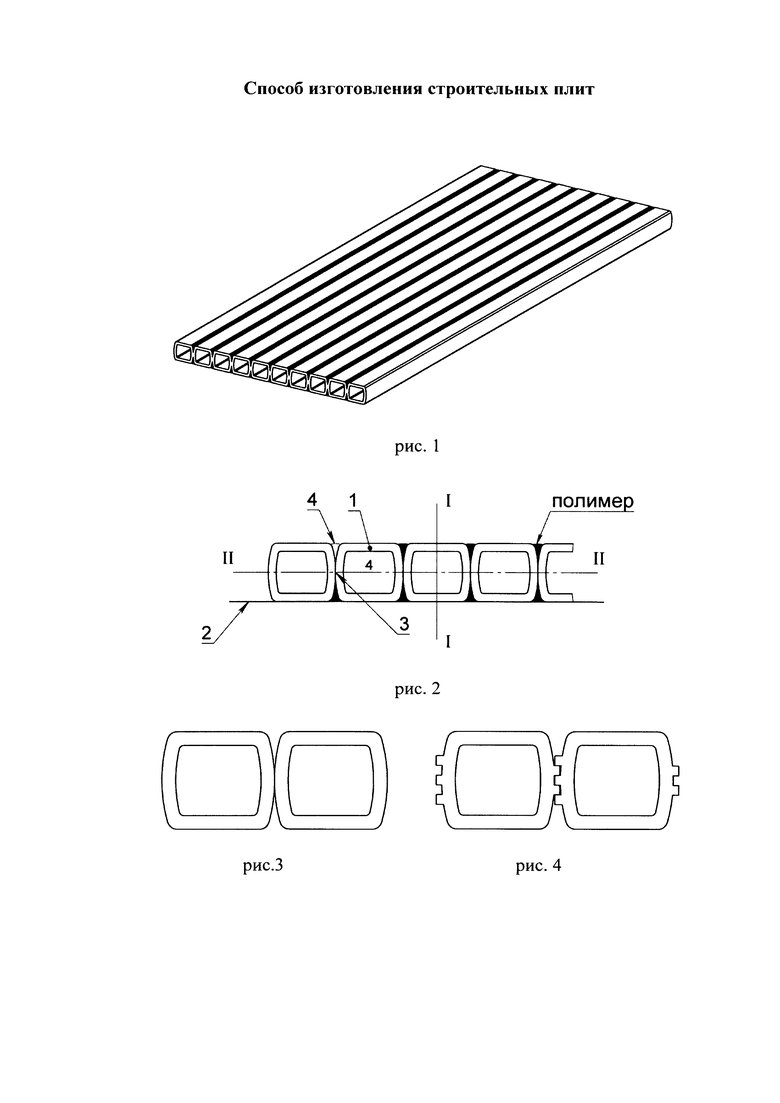
рис. 1 - общий вид плиты строительной;
рис. 2, 3, 4 - варианты выполнения пустотелых модулей с профилированными поверхностями.
Для реализации технологического процесса по изготовлению плит строительных используют следующие материалы и оборудование:
термопластичные полимеры (термопласты), при выборе которых учитывают их стоимость, технические характеристики, соответствующие требованиям создания конструкционных изделий, их функционального назначения. Промышленно выпускаемые термопласты могут содержать различные технологические добавки и при использовании термопластов в них вводят дополнительные технологические добавки для улучшения качества конструкционных изделий, например различные армирующие агенты.
Для реализации способа используют термопластичные полимеры, предпочтительно полиэтилен трубных марок: ПЭ-100 и ПЭ2НТ11-9.
технологическую линию по изготовлению длинномерных полых модулей прямоугольного типа методом экструзии, например, в варианте, описанном в техническом решен по патенту RU №2383810.
С использованием указанного термопласта на технологической линии, содержащей шнековый экструдер с формующим устройством, на выходе которого размещают калибрующую головку, получают экструдированные из термопластичного полимера полые модули прямоугольного типа с технологически заданными параметрами по поперечному сечению, толщине стенок и с заданным профилем двух оппозитно расположенных боковых граней. В процессе изготовления полых модулей задают длину получаемых полуфабрикатов для изготовления плиты с учетом технологических требований по их функциональному назначению. Для этих целей используют автоматическое отрезное устройство.
Экструдированные из термопластичного полимера полые модули 1 прямоугольного типа с технологически заданными параметрами рядно размещают на базовом основании 2 путем ориентации профилированных граней 3 модулей в направлении продольно-вертикальных плоскостей, параллельных соответствующей плоскости симметрии I-I модуля 1. Рабочие поверхности плиты формируют по граням смежных модулей, которые ориентированы в направлении продольно-горизонтальных плоскостей II-II, параллельных базовому основанию 2. Рабочую ширину формируемой плиты задают при целом количестве уложенных на базовое основание полых модулей. Модули для сформированной по рабочей ширине плите технологически выдерживаются на базовом основании предпочтительно для усадки термопласта.
На последующем этапе профилированные боковые грани 3 смежных модулей контактно стыкуют между собой с образованием со стороны рабочих поверхностей формируемой плиты оппозитно ориентированных вдоль смежных модулей клиновых зазоров 4, вершина которых со стороны образуемых рабочих поверхностей ориентирована на продольно-горизонтальную плоскость симметрии II-II поперечных сечений модулей, образованную плиту фиксируют на базовом основании 2 для исключения относительного смещения модулей.
Образуемые клиновые зазоры заполняют расплавом полимерного материала, предпочтительно, путем экструдирования в клиновые зазоры 4 полимерного материала.
Возможен вариант, при котором в клиновые зазоры 4 между смежными модулями укладывают полимерный пруток с последующей сваркой его с длинномерными модулями.
Заполнение клиновых зазоров 4 расплавом полимерного материала осуществляют при поочередной обработке и подготовке рабочих поверхностей, при этом заполнение клиновых зазоров с другой рабочей поверхности формируемой плиты производят предпочтительно после ее технологической выдержки на базовом основании для исключения повреждения, растрескивания расплава полимерного материала в клиновых зазорах на предыдущей рабочей поверхности плиты.
Для изготовления строительной плиты используют длинномерные полые модули прямоугольного типа, боковые профилированные грани 3 которых выполнены выпуклыми (рис. 2) с наибольшей выпуклостью в продольно-горизонтальной плоскости симметрии II-II поперечных сечений модулей. Данный вариант выполнения профилирования боковых граней наиболее технологичен и обеспечивает стабильность контактной стыковки боковых граней смежных модулей при формировании плиты, при этом образуемый при контактном взаимодействии граней клиновой зазор имеет параметры, наиболее оптимальные по расходу полимерного расплава.
Вместе с тем возможны и другие варианты профилирования боковых граней модулей, который, например, показан на рис. 3. При данном варианте боковые профилированные грани модуля имеют выступы с расположенными между ними пазами, расстояние между внутренним контуром крайних выступов на одной грани модуля соответствует расстоянию между наружным контуром крайних выступов на другой оппозитно расположенной грани модуля.
Клиновой зазор между смежными модулями при данном варианте обеспечивают, например, за счет скосов на верхней части профилированных поверхностей.
В зависимости от функционального назначения формируемой плиты строительной торцевые грани плиты (со стороны открытых поперечных сечений модулей) заваривают полимерным материалом, как, например, это предусмотрено в патенте WO 2014167184.
В результате описанного технологического процесса при использовании экструдированных из термопластичного полимера длинномерных полых модулей прямоугольного типа изготавливают оптимальные по расходу полимерных материалов плиты строительные с монолитными рабочими поверхностями, которые в зависимости от предъявляемых к ним технологических требований могут быть использованы:
- для проектирования и создания сборно-разборных дорожных покрытий в сложных геологических условий. Используемые для этих целей плиты должны соответствовать определенным требованиям по материалоемкости, плавучести и высокой эксплуатационной надежности с учетом действующих на формируемое покрытие силовых нагрузок со стороны транспортных средств различного назначения;
- для проектирования и создании настилов мостов, энергосберегающих стеновых панелей, а также для проектирования и создания плит строительных другого функционального назначения, например, в качестве шумопоглащающих панелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ СТРОИТЕЛЬНЫХ | 2015 |
|
RU2602461C1 |
| Строительная панель | 2022 |
|
RU2801481C1 |
| СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПРОФИЛЬ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2009 |
|
RU2413060C1 |
| СПОСОБ УСТРОЙСТВА ДОРОЖНОГО ПОКРЫТИЯ МОДУЛЬНОГО ТИПА | 2017 |
|
RU2663885C1 |
| Композиционная плита для системы безбалластного мостового полотна железнодорожного моста | 2022 |
|
RU2793232C1 |
| ЖЕЛЕЗОБЕТОННАЯ ПЛИТА СБОРНОГО ДОРОЖНОГО ПОКРЫТИЯ | 2007 |
|
RU2371536C2 |
| Способ изготовления многослойного изделия из композиционного материала | 2016 |
|
RU2634016C2 |
| Термопластичный пултрузионный усилительный вкладыш в полой пластиковой раме оконного или дверного блока | 2020 |
|
RU2738062C1 |
| Пространственный арматурный модуль | 2020 |
|
RU2744597C1 |
| Несъемная опалубка для изготовления лестниц | 2023 |
|
RU2821864C1 |
Изобретение относится к области строительства, в частности к технологическим процессам изготовления плит строительных на основе полимерных материалов различного функционального назначения. Способ изготовления плит строительных заключается в использовании экструдированных из термопластичного полимера длинномерных полых модулей прямоугольного типа, которые рядно размещают на базовом основании с последовательным соединением смежных модулей по боковым граням, ориентированным в направлении продольно-вертикальных плоскостей, параллельных соответствующей плоскости симметрии модуля, и формированием рабочих поверхностей плиты по граням смежных модулей, которые ориентированы в направлении продольно-горизонтальных плоскостей, параллельных базовому основанию. Рабочую ширину формируемой плиты задают при целом количестве уложенных на базовое основание полых модулей. При этом используют длинномерные модули, имеющие ориентированные в направлении указанных продольно-вертикальных плоскостей профилированные боковые грани, которые контактно стыкуют с аналогичными гранями смежных модулей при размещении их на базовом основании с образованием со стороны рабочих поверхностей формируемой плиты оппозитно ориентированных вдоль смежных модулей клиновых зазоров, которые заполняют расплавом полимерного материала. Технический результат состоит в расширении технологических возможностей по изготовлению строительных плит различного технологического назначения, при одновременном снижении материальных затрат на их изготовление. 5 з.п. ф-лы, 4 ил.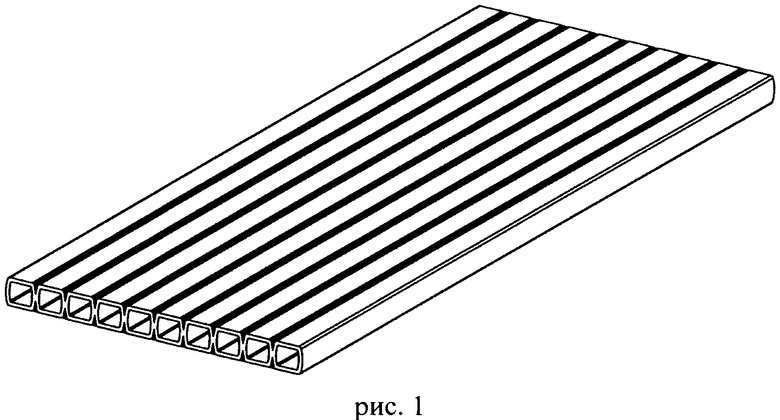
1. Способ изготовления плит строительных, заключающийся в использовании экструдированных из термопластичного полимера длинномерных полых модулей прямоугольного типа, которые рядно размещают на базовом основании с последовательным соединением смежных модулей по боковым граням, ориентированным в направлении продольно-вертикальных плоскостей, параллельных соответствующей плоскости симметрии модуля, и формированием рабочих поверхностей плиты по граням смежных модулей, которые ориентированы в направлении продольно-горизонтальных плоскостей, параллельных базовому основанию, рабочую ширину формируемой плиты задают при целом количестве уложенных на базовое основание полых модулей, при этом используют длинномерные модули, имеющие ориентированные в направлении указанных продольно-вертикальных плоскостей профилированные боковые грани, которые контактно стыкуют с аналогичными гранями смежных модулей при размещении их на базовом основании с образованием со стороны рабочих поверхностей формируемой плиты оппозитно ориентированных вдоль смежных модулей клиновых зазоров, которые заполняют расплавом полимерного материала.
2. Способ по п. 1, отличающийся тем, что заполнение клиновых зазоров между смежными модулями осуществляют при экструдировании полимерного материала.
3. Способ по п. 1, отличающийся тем, что в клиновые зазоры между смежными модулями укладывают полимерный пруток с последующей сваркой его с длинномерными модулями.
4. Способ по п. 1, отличающийся тем, что вершины клиновых зазоров, образуемых при контактной стыковке смежных модулей, ориентированы к продольно-горизонтальной плоскости симметрии плиты, параллельной базовому основанию.
5. Способ по п. 1, отличающийся тем, что для изготовления строительной плиты используют длинномерные полые модули прямоугольного типа, боковые профилированные грани которых выполнены выпуклыми с наибольшей выпуклостью в продольно-горизонтальной плоскости симметрии модуля.
6. Способ по п. 1, отличающийся тем, что для изготовления строительной плиты используют длинномерные полые модули прямоугольного типа, боковые профилированные грани которых имеют выступы с расположенными между ними пазами, расстояние между внутренним контуром крайних выступов на одной грани модуля соответствует расстоянию между наружным контуром крайних выступов на другой оппозитно расположенной грани модуля.
| WO 2014167184 A1, 16.10.2014;RU 2383810 C2, 10.03.2010;US 2008201874 A1, 28.08.2008 | |||
| US 6079072 А, 27.06.2000 | |||
| KR 20060021986 А, 09.03.2006 | |||
| US 2006200919 A1, 14.09.2006 | |||
| СПОСОБ СОЕДИНЕНИЯ СПИРАЛЕШОВНЫХ ТРУБ ИЗ ВИТОГО ПОЛОГО ПРОФИЛЯ | 2004 |
|
RU2263245C1 |

