Область техники
Настоящее раскрытие относится, в общем, к системе и способу производства резинки и, более конкретно, к системе и способу производства резинки при помощи экструдера непрерывного действия.
Уровень техники
Обычные смесители и экструдеры непрерывного действия, используемые при производстве резинки, могут создавать температуры свыше 180 градусов Цельсия во время перетирания и пластификации ингредиентов основы резинки, таких как эластомер. Эти обычные экструдеры, такие как одно- и двухшнековые экструдеры, не содержат каких-либо эффективных средств снижения температуры основы резинки после перетирания до точки, в которой эффективное гранулирование может происходить сразу после экструзии ингредиентов основы. Напротив, такие обычные экструдеры делают необходимым использование теплообменных систем, расположенных отдельно и ниже по потоку относительно экструдера, причем эти теплообменные системы являются важными для интенсивного охлаждения ингредиентов основы перед входом в гранулятор. Использование таких систем может быть дорогостоящим и неэффективным в отношении времени, энергии и свободного пространства.
Кроме того, перемешивание ингредиентов основы резинки в известных экструдерах непрерывного действия создает условия повышенных температур (опять же, свыше 180 градусов Цельсия), которые являются непригодными для добавления чувствительных к температуре неосновных или "дополнительных" ингредиентов, таких как подсластители, которые могут разлагаться при таких условиях. По этой причине снова необходимо полагаться на отдельные теплообменные системы для достаточного охлаждения основы резинки до температуры, приемлемой для дополнительных технологических операций, таких как перемешивание основы с дополнительными ингредиентами. Как указано выше, использование таких теплообменных систем может быть дорогостоящим и неэффективным в отношении времени, энергии и свободного пространства.
Следовательно, требуется экструдер непрерывного действия, способный эффективно снижать температуру основы резинки после перетирания до точки, в которой можно добавлять неосновные ингредиенты, а гранулирование может происходить без использования отдельной теплообменной системы.
Сущность изобретения
Раскрыт способ производства жевательной резинки, включающий подачу одного или нескольких ингредиентов резинки, включая, по меньшей мере, эластомер, в экструдер непрерывного действия, содержащий множество шнеков, вращение множества шнеков и перемешивание одного или нескольких ингредиентов посредством вращения множества шнеков в экструдере непрерывного действия, образование составляющей основы жевательной резинки посредством перемешивания одного или нескольких ингредиентов, создание потока составляющей основы жевательной резинки, содержащей один или несколько ингредиентов, через экструдер непрерывного действия в направлении находящегося ниже по потоку участка множества шнеков посредством вращения и перемещение потока составляющей основы жевательной резинки в область экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка множества шнеков, причем поток имеет температуру менее 90 градусов Цельсия, когда поток достигает находящегося ниже по потоку участка множества шнеков.
Также раскрыт способ производства жевательной резинки, включающий подачу множества ингредиентов резинки, включая, по меньшей мере, эластомер, в экструдер непрерывного действия, содержащий множество шнеков, вращение множества шнеков и перемешивание множества ингредиентов посредством вращения множества шнеков в экструдере непрерывного действия, образование готовой основы жевательной резинки посредством перемешивания множества ингредиентов, создание потока готовой основы жевательной резинки, содержащей множество ингредиентов, через экструдер непрерывного действия в направлении находящегося ниже по потоку участка множества шнеков посредством вращения и перемещение потока готовой основы жевательной резинки в область экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка множества шнеков, причем поток имеет температуру менее 90 градусов Цельсия, когда поток достигает находящегося ниже по потоку участка множества шнеков.
Дополнительно раскрыт способ производства жевательной резинки, включающий подачу одного или нескольких ингредиентов резинки, включая, по меньшей мере, эластомер, в экструдер непрерывного действия, содержащий множество шнеков, вращение множества шнеков и перемешивание одного или нескольких ингредиентов посредством вращения множества шнеков в экструдере непрерывного действия, образование составляющей основы жевательной резинки посредством перемешивания одного или нескольких ингредиентов, создание потока составляющей основы жевательной резинки, содержащей один или несколько ингредиентов, через экструдер непрерывного действия в направлении находящегося ниже по потоку участка множества шнеков посредством вращения, перемещение потока составляющая основы жевательной резинки в область экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка множества шнеков, причем поток составляющей основы жевательной резинки имеет первую температуру, когда поток достигает области, которая находится вблизи находящегося ниже по потоку участка множества шнеков, перенос потока составляющей основы жевательной резинки из находящегося ниже по потоку участка множества шнеков в находящееся ниже по потоку обрабатывающее устройство, причем поток составляющей основы жевательной резинки достигает находящегося ниже по потоку обрабатывающего устройства при второй температуре, причем вторая температура потока находится в пределах 20 градусов Цельсия от первой температуры потока при достижении находящегося ниже по потоку обрабатывающего устройства.
Дополнительно раскрыт способ производства жевательной резинки, включающий подачу множества ингредиентов резинки, включая, по меньшей мере, эластомер, в экструдер непрерывного действия, содержащий множество шнеков, вращение множества шнеков и перемешивание множества ингредиентов посредством вращения множества шнеков в экструдере непрерывного действия, образование готовой основы жевательной резинки посредством перемешивания множества ингредиентов, создание потока готовой основы жевательной резинки, содержащей множество ингредиентов, через экструдер непрерывного действия в направлении находящегося ниже по потоку участка множества шнеков посредством вращения, перемещение потока готовой основы жевательной резинки в область экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка множества шнеков, причем поток готовой жевательной резинки имеет первую температуру, когда поток достигает области, которая находится вблизи находящегося ниже по потоку участка множества шнеков, перенос потока готовой основы жевательной резинки из находящегося ниже по потоку участка множества шнеков в находящееся ниже по потоку обрабатывающее устройство, причем поток готовой основы жевательной резинки достигает находящегося ниже по потоку обрабатывающего устройства при второй температуре, причем вторая температура потока находится в пределах 20 градусов Цельсия от первой температуры потока при достижении находящегося ниже по потоку обрабатывающего устройства.
Также еще раскрыта система для производства жевательной резинки, причем система содержит источник ингредиентов резинки, содержащий, по меньшей мере, эластомер, экструдер непрерывного действия, сконфигурированный для получения эластомера из источника ингредиентов резинки, причем экструдер непрерывного действия содержит по меньшей мере три шнека, причем экструдер непрерывного действия и по меньшей мере три шнека сконфигурированы для перемешивания и перемещения потока составляющей основы жевательной резинки, содержащей, по меньшей мере, эластомер, в область экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка по меньшей мере трех шнеков, причем экструдер непрерывного действия сконфигурирован для перемещения потока составляющей основы жевательной резинки в область экструдера непрерывного действия так, что поток достигает области при температуре менее 90 градусов C.
Также раскрыта система для производства жевательной резинки, причем система содержит источник ингредиентов резинки, содержащий, по меньшей мере, эластомер, экструдер непрерывного действия, сконфигурированный для получения эластомера из источника ингредиентов резинки, причем экструдер непрерывного действия содержит по меньшей мере три шнека, причем экструдер непрерывного действия и по меньшей мере три шнека сконфигурированы для перемешивания и переноса потока готовой основы жевательной резинки, содержащей, по меньшей мере, эластомер, в область экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка по меньшей мере трех шнеков, причем экструдер непрерывного действия сконфигурирован для перемещения потока готовой основы жевательной резинки в область экструдера непрерывного действия так, что поток достигает области при температуре менее 90 градусов C.
Дополнительно раскрыта система для производства жевательной резинки, причем система содержит источник ингредиентов резинки, содержащий, по меньшей мере, эластомер, экструдер непрерывного действия, сконфигурированный для получения эластомера из источника ингредиентов резинки, причем экструдер непрерывного действия содержит по меньшей мере три шнека, причем экструдер непрерывного действия и по меньшей мере три шнека сконфигурированы для перемешивания и перемещения потока составляющей основы жевательной резинки, содержащей, по меньшей мере, эластомер, в область экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка по меньшей мере трех шнеков, средства для переноса потока составляющей основы жевательной резинки из области экструдера непрерывного действия в находящееся ниже по потоку обрабатывающее устройство, причем находящееся ниже по потоку обрабатывающее устройство сконфигурировано для обработки потока составляющей основы жевательной резинки желаемым образом, причем экструдер непрерывного действия сконфигурирован так, что поток составляющей основы жевательной резинки перемещается из области экструдера непрерывного действия при первой температуре и достигает находящегося ниже по потоку обрабатывающего устройства при второй температуре, причем вторая температура сохраняется в пределах 20 градусов от первой температуры при переносе потока составляющей основы жевательной резинки из области экструдера непрерывного действия в находящееся ниже по потоку обрабатывающее устройство.
Также раскрыта система для производства жевательной резинки, причем система содержит источник ингредиентов резинки, содержащий, по меньшей мере, эластомер, экструдер непрерывного действия, сконфигурированный для получения эластомера из источника ингредиентов резинки, причем экструдер непрерывного действия содержит по меньшей мере три шнека, причем экструдер непрерывного действия и по меньшей мере три шнека сконфигурированы для перемешивания и перемещения потока готовой основы жевательной резинки, содержащей, по меньшей мере, эластомер, в область экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка по меньшей мере трех шнеков, средства для переноса потока готовой основы жевательной резинки из области экструдера непрерывного действия в находящееся ниже по потоку обрабатывающее устройство, причем находящееся ниже по потоку обрабатывающее устройство сконфигурировано для обработки потока готовой основы жевательной резинки желаемым образом, причем экструдер непрерывного действия сконфигурирован так, что поток готовой основы жевательной резинки перемещается из области экструдера непрерывного действия при первой температуре и достигает находящегося ниже по потоку обрабатывающего устройства при второй температуре, причем вторая температура сохраняется в пределах 20 градусов от первой температуры при переносе потока готовой основы жевательной резинки из области экструдера непрерывного действия в находящееся ниже по потоку обрабатывающее устройство.
Более того, раскрыт способ производства жевательной резинки, включающий обеспечение планетарного валкового экструдера с по меньшей мере первой секцией гильзы и второй секцией гильзы, подачу, по меньшей мере, эластомера, в планетарный валковый экструдер, перетирание эластомера в первой секции гильзы и перенос эластомера во вторую секцию гильзы, подачу по меньшей мере одного дополнительного ингредиента во вторую секцию гильзы и перемешивание эластомера и по меньшей мере одного дополнительного ингредиента во второй секции гильзы.
Также раскрыт способ производства резинки, включающий обеспечение планетарного валкового экструдера, содержащего цилиндр с внутренней стенкой цилиндра и центральный вал с наружной поверхностью вала, причем внутренняя стенка цилиндра и центральный вал ограничивают кольцевое пространство для перемешивания, обеспечение множества планетарных шнеков внутри кольцевого пространства для перемешивания, подачу одного или нескольких ингредиентов резинки, содержащих, по меньшей мере, эластомер, в планетарный валковый экструдер, вращение множества шнеков и перемешивание одного или нескольких ингредиентов посредством вращения множества шнеков внутри планетарного валкового экструдера, перетирание эластомера посредством перемешивания, образование составляющей основы жевательной резинки посредством перемешивания и перетирания, создание потока составляющей основы жевательной резинки, содержащей один или несколько ингредиентов, через планетарный валковый экструдер в направлении находящегося ниже по потоку участка множества шнеков посредством вращения, регулирование температуры наружной поверхности вала при помощи системы регулирования температуры в центральном валу, регулирование температуры внутренней стенки цилиндра при помощи системы регулирования температуры в гильзе и регулирование температуры потока составляющей основы жевательной резинки посредством контакта между потоком составляющей основы жевательной резинки и стенкой цилиндра и контакта между потоком составляющей основы жевательной резинки и наружной поверхностью вала.
Дополнительно раскрыт способ производства резинки, включающий обеспечение планетарного валкового экструдера, содержащего цилиндр с внутренней стенкой цилиндра и центральный вал с наружной поверхностью вала, причем внутренняя стенка цилиндра и центральный вал ограничивают кольцевое пространство для перемешивания, обеспечение множества планетарных шнеков внутри кольцевого пространства для перемешивания, подачу множества ингредиентов резинки, включая, по меньшей мере, эластомер, в планетарный валковый экструдер, вращение множества шнеков и перемешивание множества ингредиентов посредством вращения множества шнеков внутри планетарного валкового экструдера, перетирание, по меньшей мере, эластомера посредством перемешивания, образование готовой основы жевательной резинки посредством перемешивания и перетирания, создание потока готовой основы жевательной резинки, содержащей множество ингредиентов, через планетарный валковый экструдер в направлении находящегося ниже по потоку участка множества шнеков посредством вращения, регулирование температуры наружной поверхности вала при помощи системы регулирования температуры в центральном валу, регулирование температуры внутренней стенки цилиндра при помощи системы регулирования температуры в гильзе и регулирование температуры потока готовой основы жевательной резинки при помощи контакта между потоком готовой составляющей основы жевательной резинки и стенкой цилиндра и контакта между потоком готовой основы жевательной резинки и наружной поверхностью вала.
Также раскрыт способ производства жевательной резинки, включающий обеспечение планетарного валкового экструдера, содержащего цилиндр с внутренней стенкой цилиндра и центральный вал с наружной поверхностью вала, причем внутренняя стенка цилиндра и центральный вал ограничивают кольцевое пространство для перемешивания, обеспечение множества планетарных шнеков внутри кольцевого пространства для перемешивания, подачу множества ингредиентов резинки, содержащих, по меньшей мере, эластомер, в планетарный валковый экструдер, вращение множества шнеков и перемешивание одного или нескольких ингредиентов посредством вращения множества шнеков внутри планетарного валкового экструдера, перетирание множества ингредиентов в потоке посредством перемешивания, образование готовой основы жевательной резинки посредством перемешивания и перетирания множества ингредиентов, создание потока готовой основы жевательной резинки, содержащей множество ингредиентов, через планетарный валковый экструдер в направлении находящегося ниже по потоку участка множества шнеков посредством вращения, регулирование температуры наружной поверхности вала при помощи системы регулирования температуры в центральном валу, регулирование температуры внутренней стенки цилиндра при помощи системы регулирования температуры в гильзе, подачу по меньшей мере одного дополнительного ингредиента резинки в планетарный валковый экструдер, находящийся ниже по потоку относительно перетирания, перемешивание готовой основы жевательной резинки с по меньшей мере одним дополнительным ингредиентом внутри кольцевого пространства для перемешивания с образованием готовой жевательной резинки и экструзию готовой жевательной резинки.
Также еще раскрыт способ производства жевательной резинки, включающий обеспечение планетарного валкового экструдера, содержащего цилиндр с внутренней стенкой цилиндра и центральный вал с наружной поверхностью вала, причем внутренняя стенка цилиндра и центральный вал ограничивают кольцевое пространство для перемешивания, обеспечение множества планетарных шнеков внутри кольцевого пространства для перемешивания, подачу ингредиентов резинки, включая, по меньшей мере, полностью перетертый эластомер, в планетарный валковый экструдер, вращение множества шнеков и перемешивание ингредиентов резинки внутри планетарного валкового экструдера, создание потока ингредиентов резинки через планетарный валковый экструдер в направлении находящегося ниже по потоку участка множества шнеков посредством вращения, регулирование температуры наружной поверхности вала при помощи системы регулирования температуры в центральном валу, регулирование температуры внутренней стенки цилиндра при помощи системы регулирования температуры в гильзе, подачу по меньшей мере одного дополнительного ингредиента резинки в планетарный валковый экструдер, перемешивание ингредиентов резинки с по меньшей мере одним дополнительным ингредиентом внутри кольцевого пространства для перемешивания с образованием готовой жевательной резинки и экструзию готовой жевательной резинки.
Краткое описание чертежей
Прилагаемые фигуры, включенные в и образующие часть описания, изображают несколько видов настоящего изобретения и вместе с описанием служат для пояснения принципов настоящего изобретения. На фигурах:
на фигуре 1 представлена схематическая вертикальная проекция планетарного валкового экструдера согласно типичному варианту осуществления;
на фигуре 2 представлен частичный вид в перспективе такого планетарного валкового экструдера, который показан на фигуре 1;
на фигуре 3 представлен вид спереди такого планетарного валкового экструдера, который показан на фигуре 1;
на фигуре 4 представлена блок-схема, показывающая типичный способ производства резинки;
на фигуре 5 представлено схематическое изображение, показывающее типичную систему для производства резинки;
на фигуре 6 представлена блок-схема, показывающая типичный способ производства резинки;
на фигуре 7 представлено схематическое изображение, показывающее типичную систему для производства резинки;
на фигуре 8 представлена блок-схема, показывающая типичный способ производства резинки;
на фигуре 9 представлено схематическое изображение, показывающее типичную систему для производства резинки;
на фигуре 10 представлена блок-схема, показывающая типичный способ производства резинки; и
на фигуре 11 представлено схематическое изображение, показывающее типичную систему для производства резинки.
Подробное описание изобретения
В последующем раскрытии будут подробно описаны конкретные варианты осуществления согласно настоящему изобретению, которые обеспечивают способы и системы для производства жевательной резинки.
При использовании в настоящем документе продукт, называемый "жевательная резинка" или "резинка", включает, помимо прочего, композиции, начиная от эластомера с наполнителем до готовой резинки, включительно, которые могут содержать эластомер с наполнителем в дополнение к некоторым вспомогательным веществам для перемешивания, маточную смесь основы резинки, эластомер с наполнителем в дополнение к некоторым дополнительным ингредиентам резинки, эластомер с наполнителем в дополнение к некоторым ингредиентам основы резинки и некоторым дополнительным ингредиентам резинки, основу резинки, основу резинки в дополнение к некоторым дополнительным ингредиентам резинки, маточную смесь готовой резинки и готовую резинку.
Перед пояснением различных систем и способов согласно настоящему изобретению полезно обсудить общую структуру нескольких типичных стадий производства жевательной резинки, которые включены или могут быть вовлечены в получение наиболее сложного и готового продукта - жевательной резинки, а именно готовой резинки, которую можно получить при помощи вариантов осуществления систем и способов, обсуждаемых ниже.
"Готовая жевательная резинка" или "готовая резинка" при использовании в настоящем документе будет относиться к жевательной резинке, которая в общем готова для подготовки к отправке продукта потребителю. В связи с этим, готовая резинка может все еще требовать температурной обработки, формования, придания формы, упаковки и покрытия. Однако, с композиционной точки зрения жевательная резинка сама по себе в целом готова. Не все готовые резинки имеют одинаковые ингредиенты или одинаковые количества отдельных ингредиентов. Путем изменения ингредиентов и количеств ингредиентов текстуры, запахи и ощущения, среди других особенностей, можно изменять для обеспечения различных характеристик для удовлетворения потребностей потребителей.
Как в целом хорошо известно, готовая резинка обычно содержит растворимую в воде объемную часть, нерастворимую в воде часть - основу резинки и один или несколько ароматизаторов. Растворимая в воде часть разрушается с течением времени при жевании. Часть - основа резинки остается во рту во время всего процесса жевания. Готовую резинку можно определить как жевательную резинку, которая готова к употреблению потребителем.
"Готовая основа жевательной резинки" или "готовая основа резинки" при использовании в настоящем документе будет относиться к жевательной резинке, которая содержит достаточную комбинацию ингредиентов основы резинки, которую необходимо только объединить с дополнительными ингредиентами резинки для получения готовой резинки. Готовая основа резинки представляет собой вязко-эластичный материал, который содержит, по меньшей мере, вязкий компонент, эластичный компонент и размягчающий компонент. Например, обычная основа резинки может содержать эластомер, по меньшей мере, что-то из наполнителя, смолы и/или пластификатора, поливинилацетата и размягчителя (такого как масло, жир или воск). Только эластомер с наполнителем без добавления какого-либо размягчителя, например, не будет представлять собой готовую основу резинки, поскольку он не будет рассматриваться как используемый в готовом составе резинки вследствие сложности, если не невозможности, его разжевывания.
"Составляющая основы жевательной резинки" или "составляющая основы резинки" при использовании в настоящем документе будет относиться к жевательной резинке, которая содержит ингредиент основы резинки или комбинацию ингредиентов основы резинки, которые необходимо объединить с добавочными ингредиентами основы резинки и дополнительными неосновными ингредиентами резинки для получения готовой резинки. Составляющая основы резинки содержит, по меньшей мере, эластичный компонент и будет требовать добавления, по меньшей мере, вязкого и/или размягчающего компонента для получения готовой основы резинки.
Ингредиенты
Жевательная резинка может содержать большой ряд ингредиентов из различных категорий. Системы и способы, обсуждаемые ниже, можно использовать для перемешивания любого и всех известных ингредиентов, включая, помимо прочего, ингредиенты из следующих категорий ингредиентов: эластомеры, вещества-наполнители, пластификаторы эластомеров (которые включают смолы), растворители эластомеров, пластификаторы, жиры, воски, наполнители, антиоксиданты, подсластители (например, объемные подсластители и подсластители высокой интенсивности), сиропы/жидкости, ароматизаторы, создающие ощущения добавки, усилители, кислоты, эмульгаторы, красители и функциональные ингредиенты.
Нерастворимая основа резинки в своей форме готовой основы резинки обычно содержит ингредиенты, попадающие в следующие категории: эластомеры, пластификаторы эластомеров (смолы или растворители), пластификаторы, жиры, масла, воски, размягчители и наполнители. Дополнительное обсуждение типичных ингредиентов в пределах каждой категории будет предоставлено ниже. Основа резинки может составлять 5-95% по массе готовой резинки, обычно 10-50% по массе готовой резинки и чаще всего 20-30% по массе готовой резинки.
Растворимая в воде часть готовой резинки будет называться в настоящем раскрытии дополнительными ингредиентами (поскольку их добавляют после производства) готовой основы резинки и может содержать дополнительные ингредиенты резинки, попадающие в следующие категории: размягчители, объемные подсластители, подсластители высокой интенсивности, ароматизаторы, кислоты, дополнительные наполнители, функциональные ингредиенты и их комбинации. Размягчители добавляют в резинку для оптимизации разжевываемости и пережевывания резинки. Размягчители, которые также известны как пластификаторы, пластифицирующие средства или эмульгаторы, обычно составляют приблизительно 0,5-15% по массе готовой резинки. Объемные подсластители составляют 5-95% по массе готовой резинки, обычно 20-80% по массе готовой резинки и чаще всего 30-60% по массе готовой резинки. Подсластители высокой интенсивности могут также присутствовать и обычно используются с бессахарными подсластителями. Если используются, подсластители высокой интенсивности обычно составляют 0,001-5% по массе готовой резинки, предпочтительно 0,01-3% по массе готовой резинки. Обычно подсластители высокой интенсивности по меньшей мере в 20 раз слаще сахарозы.
Ароматизатор будет обычно присутствовать в резинке в количестве в диапазоне приблизительно 0,1-15% по массе готовой резинки, предпочтительно приблизительно 0,2-5% по массе готовой резинки, наиболее предпочтительно приблизительно 0,5-3% по массе готовой резинки. Природные и искусственные ароматизирующие средства можно использовать отдельно и объединять в любом пригодном для ощущения виде.
Если включены, кислоты обычно составляют приблизительно 0,001-5% по массе готовой резинки.
Необязательные ингредиенты, такие как красители, функциональные ингредиенты и дополнительные ароматизирующие средства, можно также включать в резинку.
Теперь, когда более общий обзор был сделан относительно общих основных ингредиентов, более подробное описание отдельных категорий ингредиентов и примеры конкретных ингредиентов в различных категориях будут представлены ниже.
Эластомеры
Эластомеры (каучуки), используемые в резинке, будут значительно различаться в зависимости от различных факторов, таких как желаемый тип резинки, желаемая консистенция резинки и другие компоненты резинки, которые хотят использовать в резинке. Эластомер может представлять собой любой нерастворимый в воде полимер, известный в данной области техники, и включает такие полимеры, которые используют для жевательных резинок и надувных жевательных резинок. Типичные примеры подходящих полимеров в составах резинок и, в частности, основах резинок включают как природные, так и синтетические эластомеры. Например, такие полимеры, которые подходят для жевательной резинки, включают, помимо прочего, природные вещества (растительного происхождения), такие как каспи, чикл, природный каучук, краун-смола, нисперо, розидинха, желутонг, гваюла, перилло, нигергутта, туну, балата, гуттаперча, лечи-каспи, сорва, гуттакей и подобные, и их комбинации. Примеры синтетических эластомеров включают, помимо прочего, сополимеры стирола-бутадиена (SBR), полиизобутилен, сополимеры изобутилена-изопрена, полиэтилен, поливинилацетат и подобные, и их комбинации. Эластомеры составляют от приблизительно 10% до приблизительно 60% по массе и чаще приблизительно 35-40% по массе готовой резинки.
Дополнительные пригодные полимеры включают: сшитый поливинилпирролидон, полиметилметакрилат; сополимеры молочной кислоты, полигидроксиалканоаты, пластифицированную этилцеллюлозу, поливинилацетатфталат и их комбинации.
Пластификаторы эластомеров
Жевательная резинка может дополнительно содержать растворители эластомеров, также называемые в настоящем документе пластификаторами эластомеров, для содействия размягчению эластомерных материалов. Такие растворители эластомеров могут включать такие растворители эластомеров, которые известны в данной области техники, например, терпиненовые смолы, такие как полимеры альфа-пинена, бета-пинена или d-лимонена, метиловые, глицериновые и пентаэритритовые сложные эфиры канифолей и модифицированных канифолей и смол, таких как гидрированные, димеризованные и полимеризованные канифоли, и их смеси. Примеры растворителей эластомеров, подходящих для использования в настоящем изобретении, могут включать пентаэритритовый сложный эфир частично гидрированной экстракционной и живичной канифоли, пентаэритритовый сложный эфир экстракционной и живичной канифоли, глицериновый сложный эфир экстракционной канифоли, глицериновый сложный эфир частично димеризованной экстракционной и живичной канифоли, глицериновый сложный эфир полимеризованной экстракционной и живичной канифоли, глицериновый сложный эфир талловой канифоли, глицериновый сложный эфир экстракционной и живичной канифоли и частично гидрированной экстракционной и живичной канифоли и частично гидрированный сложный метиловый эфир экстракционной и живичной канифоли, и подобное, и их смеси. Растворитель эластомера можно использовать в резинке в количествах от приблизительно 2% до приблизительно 15% и предпочтительно от приблизительно 7% до приблизительно 11% по массе готовой резинки.
Пластификаторы
Жевательная резинка может также содержать пластификаторы или размягчители, которые также попадают в категорию восков, описанную ниже, для обеспечения разнообразия желаемых текстурных и консистентных свойств. Вследствие низкой молекулярной массы этих ингредиентов пластификаторы и размягчители способны проникать в основную структуру резинки, делая ее пластичной и менее вязкой. Пригодные пластификаторы и размягчители включают триацетин, среднецепочечные триглицериды негидрированного, частично гидрированного хлопкового масла, соевого масла, пальмового масла, пальмоядрового масла, кокосового масла, сафлорового масла, талового масла, какао-масла, терпеновые смолы, полученные из альфа-пинена, ланолин, пальмитиновую кислоту, олеиновую кислоту, стеариновую кислоту, стеарат натрия, стеарат калия, глицерилтриацетат, глицериллецитин, глицерилмоностеарат, пропиленгликоля моностеарат, ацетилированный моноглицерид, глицерин и подобное, и их смеси. Воски, например, природные и синтетические воски, гидрированные растительные масла, нефтяные воски, такие как полиуретановые воски, полиэтиленовые воски, твердые парафины, сорбитмоностеарат, талловый жир, пропиленгликоль, их смеси и подобное, можно также включать в жевательную резинку. Пластификаторы и размягчители обычно используют в резинке в количествах до приблизительно 20% по массе готовой резинки и, в частности, в количествах от приблизительно 9% до приблизительно 17% по массе готовой резинки.
Пластификаторы могут также включать гидрированные растительные масла, соевое масло и хлопковое масло, которые можно использовать отдельно или в комбинации. Данные пластификаторы обеспечивают жевательной резинке хорошую текстуру и легкие жевательные характеристики. Данные пластификаторы и размягчители обычно используют в количествах от приблизительно 5% до приблизительно 14% и, более конкретно, в количествах от приблизительно 5% до приблизительно 13,5% по массе готовой резинки.
Жиры
Подходящие масла и жиры включают частично гидрированные растительные или животные жиры, такие как кокосовое масло, пальмоядровое масло, говяжий жир и сало, среди прочего. Эти ингредиенты при использовании обычно находятся в количествах до приблизительно 7% и предпочтительно до приблизительно 3,5% по массе готовой резинки.
Воски
Согласно некоторым вариантам осуществления жевательная резинка может содержать воск. Воски, которые используют, могут включать синтетические воски, такие как воски, содержащие разветвленные алканы и сополимеризованные с мономерами, такие как, помимо прочего, полипропиленовые и полиэтиленовые воски и воски типа Фишера-Тропша, нефтяные воски, такие как парафин и микрокристаллический воск, и природные воски, такие как пчелиный воск, канделильский, карнаубский и полиэтиленовый воск, рисовые отруби и нефть.
Воски размягчают полимерные смеси и улучшают эластичность резинки. Если присутствуют, используемые воски будут иметь точку плавления ниже приблизительно 60°C и предпочтительно от приблизительно 45°C до приблизительно 55°C. Низкоплавкий воск может представлять собой парафиновый воск. Воск может находиться в готовой резинке в количестве от приблизительно 6% до приблизительно 10% и предпочтительно от приблизительно 7% до приблизительно 9,5% по массе готовой резинки.
В дополнение к воскам с низкой точкой плавления воски с высокой точкой плавления можно использовать в готовой резинке в количествах до приблизительно 5% по массе готовой резинки. Такие воски с высокой точкой плавления включают пчелиный воск, растительный воск, канделильский воск, карнаубский воск, большинство нефтяных восков и подобное, и их смеси.
Наполнители
Согласно некоторым вариантам осуществления жевательная резинка, которую получают при помощи систем и способов, обсуждаемых ниже, может также содержать эффективные количества веществ-наполнителей, таких как минеральные вспомогательные вещества, которые могут работать в качестве наполнителей и текстурообразующих средств. Пригодные минеральные вспомогательные вещества включают карбонат кальция, карбонат магния, оксид алюминия, гидроксид алюминия, силикат алюминия, тальк, глину, оксид титана, известковую муку, монокальция фосфат, трикальция фосфат, дикальция фосфат, сульфат кальция и подобное, и их смеси. Эти наполнители или вспомогательные вещества можно использовать в различных количествах в жевательной резинке. Количество наполнителя может представлять собой количество от приблизительно нуля до приблизительно 40% и, более конкретно, от приблизительно нуля до приблизительно 30% по массе готовой резинки. Согласно некоторым вариантам осуществления количество наполнителя будет составлять от приблизительно нуля до приблизительно 15%, более конкретно, от приблизительно 3% до приблизительно 11%.
Антиоксиданты
Антиоксиданты могут включать материалы, которые поглощают свободные радикалы. Согласно некоторым вариантам осуществления антиоксиданты могут включать, помимо прочего, аскорбиновую кислоту, лимонную кислоту (лимонная кислота может быть инкапсулирована), розмариновое масло, витамин А, витамин Е, витамин Е и фосфат кальция, бутилированный гидрокситолуол (ВНТ), бутилированный гидроксианизол (ВНА), пропилгаллат, токоферолы, ди-альфа-токоферилфосфат, токотриенолы, альфа-липоевую кислоту, дигидролипоевую кислоту, ксантофиллы, бета-криптоксантин, ликопин, лютеин, зеаксантин, астаксантин, бета-каротин, каротины, смешанные каротиноиды, полифенолы, флавоноиды и их комбинации.
Дополнительные ингредиенты
Для получения готовой резинки жевательная резинка может также содержать некоторые количества обычных добавок, выбираемых из группы, состоящей из подсластителей (объемных подсластителей и подсластителей высокой интенсивности), размягчителей, эмульгаторов, наполнителей, веществ-наполнителей (носителей, разбавителей, объемных подсластителей), ароматизаторов (ароматизирующих веществ, отдушек), окрашивающих средств (красителей, красящих веществ), функциональных ингредиентов и подобного, и их смесей. Некоторые из этих добавок могут служить более чем для одной цели. Например, в бессахарном составе резинки подсластитель, такой как мальтит или другой сахарный спирт, может также выступать в качестве вещества-наполнителя и, в частности, растворимого в воде вещества-наполнителя.
Объемные подсластители
Подходящие объемные подсластители включают моносахариды, дисахариды и полисахариды, такие как ксилоза, рибулоза, глюкоза (декстроза), лактоза, манноза, галактоза, фруктоза (левулоза), сахароза (сахар), мальтоза, инвертный сахар, частично гидролизованный крахмал и сухая кукурузная патока, сахарные спирты, нерегулярно связанные полимеры глюкозы, такие как полимеры, продаваемые под торговым наименованием Litesse™, которое является торговой маркой для полидекстрозы и производится Danisco Sweeteners, Ltd. 41-51 Brighton Road, Redhill, Surryey, RH16YS, United Kingdom; изомальт (рацемическая смесь альфа-D-глюкопиранозил-1,6-маннита и альфа-D-глюкопиранозил-1,6-сорбита, производимая под торговой маркой PALATIN1T™ Palatinit Sussungsmittel GmbH Gotlieb-Daimler-Strause 12a, 68165 Mannheim, Germany); мальтодекстрины; гидрированные гидролизаты крахмала; гидрированные гексозы; гидрированные дисахариды; минералы, такие как карбонат кальция, тальк, диоксид титана, дикальция фосфат; целлюлозы; и их смеси.
Подходящие бессахарные объемные подсластители включают сорбит, ксилит, маннит, галактит, лактит, мальтит, эритрит, изомальт и их смеси. Подходящие гидрированные гидролизаты крахмала включают такие, которые раскрыты в патенте США №4279931, и различные сиропы и/или порошки гидрированной глюкозы, которые сордержат сорбит, мальтит, гидрированные дисахариды, гидрированные высшие полисахариды или их смеси. Гидрированные гидролизаты крахмала главным образом получают направленным каталитическим гидрированием кукурузной патоки. Получаемые гидрированные гидролизаты крахмала представляют собой смеси мономерных, димерных и полимерных сахаридов. Соотношения этих различных сахаридов дают различные гидрированные гидролизаты крахмала с различными свойствами. Смеси гидрированных гидролизатов крахмала, такие как LYCASIN®, коммерчески доступный продукт, производимый Roquette Freres из Франции, и HYSTAR®, коммерчески доступный продукт, производимый SPI Polyols, Inc. из Нью-Касл, Делавэр, также пригодны.
Согласно некоторым вариантам осуществления жевательная резинка может содержать специфическую полиольную композицию, включающую по меньшей мере один полиол, которая составляет от приблизительно 30% до приблизительно 80% по массе готовой резинки и, в частности, от 50% до приблизительно 60%. Согласно некоторым вариантам осуществления жевательная резинка может характеризоваться низкой гигроскопичностью. Полиольная композиция может содержать любой полиол, известный в данной области техники, включая, помимо прочего, мальтит, сорбит, эритрит, ксилит, маннит, изомальт, лактит и их комбинации. Lycasin™, который представляет собой гидрированный гидролизат крахмала, содержащий сорбит и мальтит, можно также использовать.
Количество полиола или комбинации полиолов, используемое в жевательной резинке, будет зависеть от многих факторов, включая тип эластомеров, используемых в резинке или основе резинки, и конкретные используемые полиолы. Например, где общее количество полиольной композиции находится в диапазоне от приблизительно 40% до приблизительно 65% на основе массы готовой резинки, количество изомальта может составлять от приблизительно 40% до приблизительно 60% в дополнение к количеству сорбита от приблизительно 0 до приблизительно 10%, более конкретно, количество изомальта может составлять от приблизительно 45% до приблизительно 55% в комбинации с сорбитом от приблизительно 5% до приблизительно 10% на основе массы готовой резинки.
Полиольная композиция, которая может содержать один или несколько различных полиолов, которые могут быть получены из генетически измененного организма ("ГМО") или не содержащего ГМО источника. Например, мальтит может представлять собой не содержащий ГМО мальтит или может быть обеспечен гидрированным гидролизатом крахмала. Выражение "не содержащий ГМО" следует определять как относящийся к композиции, которая была получена при помощи процесса, в котором не используются генетически модифицированные организмы.
Подслащивающие вещества, которые можно включить в некоторые жевательные резинки, производимые при помощи нижеописанных систем и способов, могут быть любыми из разнообразия подсластителей, известных в данной области техники, и могут быть использованы во многих особых физических формах, хорошо известных в данной области техники, для обеспечения начальной вспышки сладкого вкуса и/или длительного ощущения сладкого вкуса. Помимо прочего, такие физические формы включают свободные формы, такие как высушенные распылением, порошкообразные, гранулированные формы, инкапсулированные формы и их смеси.
Подсластители высокой интенсивности
Желательно, чтобы подсластитель представлял собой подсластитель высокой интенсивности, такой как аспартам, неотам, сукралоза, монатин и ацесульфам калия (Асе-K). Подсластитель высокой интенсивности может находиться в инкапсулированной форме, свободной форме или обеих формах.
В общем, эффективное количество подсластителя можно использовать для обеспечения желаемого уровня сладости, и это количество может изменяться в зависимости от выбранного подсластителя. Согласно некоторым вариантам осуществления количество подсластителя может представлять собой количества от приблизительно 0,001% до приблизительно 3% по массе готовой резинки в зависимости от используемого подсластителя или комбинации подсластителей. Точный диапазон количеств для каждого типа подсластителя может быть выбран специалистами в данной области техники.
Включенные подсластители можно выбирать из широкого диапазона материалов, включая растворимые в воде подсластители, растворимые в воде искусственные подсластители, растворимые в воде подсластители, полученные из природных растворимых в воде подсластителей, подсластители на основе дипептидов и подсластители на основе белков, включая их смеси. Помимо конкретных подсластителей, иллюстративные категории и примеры включают:
(a) растворимые в воде подслащивающие средства, такие как дигидрохальконы, монеллин, стевиозиды, ло-хан-куо, производные ло-хан-куо, глицирризин, дигидрофлаванол и сахарные спирты, такие как сорбит, маннит, мальтит, ксилит, эритрит, и амиды сложных эфиров L-аминодикарбоновой кислоты и аминоалкеновой кислоты, такие как раскрытые в патенте США №4619834, раскрытие которого включено в настоящий документ ссылкой, и их смеси,
(b) растворимые в воде искусственные подсластители, такие как растворимые соли сахарина, т.е. натриевые или кальциевые соли сахарина, цикламатные соли, натриевая, аммониевая или кальциевая соль 3,4-дигидро-6-метил-1,2,3-оксатиазин-4-он-2,2-диоксида, калийная соль 3,4-дигидро-6-метил-1,2,3-оксатиазин-4-он-2,2-диоксида (ацесульфам-K), форма свободной кислоты сахарина и их смеси,
(c) подсластители на основе дипептидов, такие как полученные из L-аспарагиновой кислоты подсластители, такие как метиловый сложный эфир L-аспартил-L-фенилаланина (аспартам), 1-метиловый сложный эфир N-[N-(3,3-диметилбутил)-L-α-аспартил]-L-фенилаланина (неотам), и материалы, описанные в патенте США №3492131, гидрат L-альфааспартил-N-(2,2,4,4-тетраметил-3-тиэтанил)-D-аланинамида (алитам), метиловые сложные эфиры L-аспартил-L-фенилглицерина и L-аспартил-L-2,5-дигидрофенилглицина, L-аспартил-2,5-дигидро-L-фенилаланин; L-аспартил-L-(1-циклогексен)-аланин, и их смеси;
(d) растворимые в воде подсластители, полученные из природных растворимых в воде подсластителей, такие как хлорированные производные обычного сахара (сахарозы), например, производные хлордезоксисахара, такие как производные хлордезоксисахарозы или хлордезоксигалактосахарозы, известные, например, под наименованием продукта сукралоза; примеры производных хлордезоксисахарозы и хлордезоксигалактосахарозы включают, помимо прочего: 1-хлор-1′-дезоксисахарозу; 4-хлор-4-дезокси-альфа-D-галактопиранозил-альфа-D-фруктофуранозид или 4-хлор-4-хлордезоксигалактосахарозу; 4-хлор-4-дезокси-альфа-D-галактопиранозил-1-хлор-1-дезокси-бета-D-фруктофуранозид или 4,1′-дихлор-4,1′-дидезоксигалактосахарозу; 1′,6′-дихлор-1′,6′-дидезоксисахарозу; 4-хлор-4-дезокси-альфа-D-галактопиранозил-1,6-дихлор-1,6-дидезокси-бета-D-фруктофуранозид или 4,1′,6′-трихлор-4,1′,6′-тридезоксигалактосахарозу; 4,6-дихлор-4,6-дидезокси-альфа-D-галактопиранозил-6-хлор-6-дезокси-бета-D-фруктофуранозид или 4,6,6′-трихлор-4,6,6′-тридезоксигалактосахарозу; 6,1′,6′-трихлор-6,1′,6′-тридезоксисахарозу; 4,6-дихлор-4,6-дидезокси-альфа-D-галактопиранозил-1,6-дихлор-1,6-дидезокси-бета-D-фруктофуранозид или 4,6,1′,6′-тетрахлор-4,6,1′,6′-тетрадезоксигалактосахарозу; и 4,6,1′,6′-тетрадезоксисахарозу и их смеси;
(e) подсластители на основе белков, такие как thaumaoccous danielli (тауматин I и II) и талин; и
(f) подсластитель монатин (2-гидрокси-2-(индол-3-илметил)-4-аминоглутаровая кислота) и его производные.
Интенсивные подслащивающие средства можно использовать во многих особых физических формах, хорошо известных в данной области техники, для обеспечения начальной вспышки сладкого вкуса и/или длительного ощущения сладкого вкуса. Помимо прочего, такие физические формы включают свободные формы, высушенные распылением формы, порошкообразные формы, гранулированные формы, инкапсулированные формы и их смеси. Согласно одному варианту осуществления подсластитель представляет собой подсластитель высокой интенсивности, такой как аспартам, сукралоза и ацесульфам калия (например, Асе-К или ацесульфам-К). Несколько типичных форм инкапсулированных подсластителей и способы инкапсуляции подсластителей показаны в патентах США №№7244454; 7022352; 6759066; 5217735; 5192561; 5164210; 4997659 и 4981698, а также публикациях заявок на патент США №№2007/0231424; 2004/0096544; 2005/0112236 и 2005/0220867, идеи и раскрытия которых таким образом включены во всей их полноте посредством ссылки на них.
Активный компонент (например, подсластитель), который является частью системы доставки, можно использовать в количествах, необходимых для придания желаемого эффекта, связанного с использованием активного компонента (например, сладкого вкуса). В общем, эффективное количество сильного подсластителя можно использовать для обеспечения уровня желаемой сладости, и это количество может изменяться в зависимости от выбранного подсластителя. Сильный подсластитель может находиться в количествах от приблизительно 0,001% до приблизительно 3% по массе композиции в зависимости от используемого подсластителя или комбинации подсластителей. Точный диапазон количеств для каждого типа подсластителя может быть выбран специалистом в данной области техники.
Сиропы
Безводный глицерин можно также использовать в качестве размягчителя, такой как коммерчески доступный качества согласно Фармакопее Соединенных Штатов Америки (USP). Глицерин представляет собой подобную сиропу жидкость со сладким свежим вкусом и характеризуется сладостью приблизительно 60% относительно тростникового сахара. Поскольку глицерин гигроскопичен, безводный глицерин следует выдерживать в безводных условиях во время всего приготовления состава резинки. Другие сиропы могут включать кукурузную патоку и мальтитный сироп.
Ароматизаторы
Согласно некоторым вариантам осуществления ароматизаторы могут включать такие ароматизаторы, которые известны специалистам в данной области, такие как природные и искусственные ароматизаторы. Такие ароматизирующие вещества можно выбирать из синтетических ароматизированных масел и ароматизирующих душистых веществ и/или масел, олеосмол и экстрактов, полученных из растений, листьев, цветов, плодов и пр., и их комбинаций. Неограничивающие характерные ароматизированные масла включают мятное масло, коричное масло, масло винтергрена (метилсалицилат), масло перечной мяты, масло мяты японской, гвоздичное масло, лавровое масло, анисовое масло, эвкалиптовое масло, тимьяновое масло, кедровое масло, масло мускатного ореха, душистого перца, масло шалфея, масло из шелухи мускатного ореха, масло горького миндаля и кассиевое масло. Также пригодные ароматизирующие вещества представляют собой искусственные, природные и синтетические фруктовые ароматизаторы, такие как ваниль, и масла из цитрусовых, включая лимон, апельсин, лайм, грейпфрут, язу, судачи, и фруктовые эссенции, включая яблоко, грушу, персик, виноград, чернику, землянику, малину, вишню, сливу, ананас, абрикос, банан, дыню, абрикос, умэ, вишню, малину, чернику, тропические фрукты, манго, мангостан, гранат, папайю и пр. Другие возможные ароматизаторы, профилями высвобождения которых можно управлять, включают ароматизатор с привкусом молока, ароматизатор с привкусом масла, ароматизатор с привкусом сыра, ароматизатор с привкусом крема и ароматизатор с привкусом йогурта; ароматизатор с привкусом ванили; ароматизаторы с привкусом чая или кофе, такие как ароматизатор с привкусом зеленого чая, ароматизатор с привкусом чая оолонг, ароматизатор с привкусом чая, ароматизатор с привкусом какао, ароматизатор с привкусом шоколада и ароматизатор с привкусом кофе; мятные ароматизаторы, такие как ароматизатор с привкусом мяты перечной, ароматизатор с привкусом мяты кудрявой и ароматизатор с привкусом мяты японской; пряные ароматизаторы, такие как ароматизатор с привкусом асафетиды, ароматизатор ажгона, анисовый ароматизатор, ароматизатор с привкусом ангелики, укропный ароматизатор, ароматизатор с привкусом душистого перца, коричный ароматизатор, ромашковый ароматизатор, горчичиный ароматизатор, кардамоновый ароматизатор, тминовый ароматизатор, ароматизатор с привкусом душистого тмина, гвоздичный ароматизатор, перечный ароматизатор, ароматизатор с привкусом кориандра, ароматизатор с привкусом сассафраса, чабрецовый ароматизатор, ароматизатор с привкусом Zanthoxyli Fructus, ароматизатор с привкусом периллы, ароматизатор можжевеловой ягоды, имбирный ароматизатор, ароматизатор с привкусом аниса звездчатого, ароматизатор с привкусом хрена, тимьяновый ароматизатор, полынный ароматизатор, ароматизатор с привкусом укропа душистого, ароматизатор с привкусом стручкового перца, мускатный ароматизатор, ароматизатор с привкусом базилика, ароматизатор с привкусом майорана, розмариновый ароматизатор, ароматизатор лаврового листа и ароматизатор васаби (японский хрен); ароматизаторы алкогольных напитков, такие как винный ароматизатор, ароматизатор с привкусом виски, ароматизатор с привкусом бренди, ромовый ароматизатор, ароматизатор с привкусом джина и ароматизатор с привкусом ликера; цветочные ароматизаторы и овощные ароматизаторы, такие как луковый ароматизатор, чесночный ароматизатор, капустный ароматизатор, морковный ароматизатор, ароматизатор с привкусом сельдерея, грибной ароматизатор и помидорный ароматизатор. Такие ароматизирующие средства можно использовать в жидкой или твердой форме и можно использовать отдельно или в смеси. Обычно используемые ароматизаторы включают мяты, такие как перечная мята, ментол, мята курчавая, искусственную ваниль, производные корицы и различные фруктовые ароматизаторы, используемые или отдельно, или в смеси. Ароматизаторы могут также обеспечивать свойства освежения дыхания, в частности мятные ароматизаторы, когда используются в комбинации с охлаждающими средствами, описанными ниже в настоящем документе. Согласно некоторым вариантам осуществления ароматизирующие вещества можно выбирать из гераниола, линалоола, нерола, неролидаля, цитронеллола, гелиотропина, метилциклопентелона, этилванилина, мальтола, этилмальтола, фуранеола, соединений с запахом лука, соединений розового типа, таких как фенэтанол, фенилуксусная кислота, нерол, линалоолы, жасмин, сандаловое дерево, пачули и/или кедровое дерево.
Согласно некоторым вариантам осуществления другие ароматизирующие вещества, включая альдегиды и сложные эфиры, такие как циннамилацетат, коричный альдегид, цитраля диэтилацеталь, дигидрокарвилацетат, эвгенилформиат, п-метиламизол и пр., можно использовать. В общем, любое ароматизирующее вещество или пищевую добавку, такую как описанные в Chemicals Used in Food Processing, publication 1274, pages 63-258, by the National Academy of Sciences, можно использовать. Данная публикация включена в настоящий документ ссылкой. Они могут включать природные, а также синтетические ароматизаторы.
Дополнительные примеры альдегидных ароматизирующих веществ включают, помимо прочего, ацетальдегид (яблоко), бензальдегид (вишня, миндаль), анисовый альдегид (лакричник, анис), коричный альдегид (корица), цитраль, т.е. альфа-цитраль (лимон, лайм), нераль, т.е. бета-цитраль (лимон, лайм), деканаль (апельсин, лимон), этилванилин (ваниль, крем), гелиотроп, т.е. пиперональ (ваниль, крем), ванилин (ваниль, крем), альфа-амилкоричный альдегид (пряные плодовые привкусы), бутиральдегид (масло, сыр), валериановый альдегид (масло, сыр), цитронеллаль (модификаторы, много типов), деканаль (цитрусовые), альдегид C-8 (цитрусовые), альдегид С-9 (цитрусовые), альдегид C-12 (цитрусовые), 2-этилбутиральдегид (яголы), гексеналь, т.е. транс-2 (ягоды), толилальдегид (вишня, миндаль), альдегид вератровой кислоты (ваниль), 2,6-диметил-5-гептеналь, т.е. мелональ (дыня), 2,6-диметилоктаналь (незрелые фрукты) и 2-додеценаль (цитрус, мандарин), вишня, виноград, голубика, черника, клубничное песочное печенье и их смеси.
Согласно некоторым вариантам осуществления ароматизирующие средства используют в количествах, которые обеспечивают заметное их ощущение, т.е. на или свыше их пороговых уровней. Согласно другим вариантам осуществления ароматизирующие средства используют в количествах, ниже их пороговых уровней, так что они не обеспечивают самостоятельного заметного их ощущения. При подпороговых уровнях ароматизирующие средства могут обеспечивать дополнительный эффект, такой как увеличение или усиление аромата.
Согласно некоторым вариантам осуществления ароматизирующее средство можно использовать или в жидкой форме, и/или сухой форме. При использовании в последней форме подходящие средства для сушки, такие как сушка распылением жидкости, можно использовать. Альтернативно, ароматизирующее средство может быть абсорбировано на растворимых в воде материалах, таких как целлюлоза, крахмал, сахар, мальтодекстрин, гуммиарабик и пр., или может быть инкапсулировано. Согласно еще одним вариантам осуществления ароматизирующее средство может быть адсорбировано на диоксидах кремния, цеолитах и подобном.
Согласно некоторым вариантам осуществления ароматизирующие средства можно использовать во многих особых физических формах. Помимо прочего, такие физические формы включают свободные формы, такие как высушенные распылением, порошкообразные, гранулированные формы, инкапсулированные формы или их смеси.
Примеры инкапсуляции ароматизаторов, а также других дополнительных компонентов, можно найти в примерах, предоставленных в настоящем документе. Обычно инкапсуляция компонента будет приводить к задержке высвобождения основного количества компонента во время употребления состава резинки, который содержит инкапсулированный компонент (например, как часть системы доставки, добавленной в качестве ингредиента в резинку). Согласно некоторым вариантам осуществления профилем высвобождения ингредиента (например, ароматизатора, подсластителя и пр.) можно управлять путем регулирования различных характеристик ингредиента, системы доставки, содержащей ингредиент, и/или состава резинки, содержащего систему доставки, и/или того, как сделана система доставки. Например, характеристики могут включать одну или несколько из следующих: предел прочности системы доставки, растворимость в воде ингредиента, растворимость в воде инкапсулирующего материала, растворимость в воде системы доставки, соотношение ингредиента к инкапсулирующему материалу в системе доставки, средний или максимальный размер частиц ингредиента, средний или максимальный размер частиц перемолотой системы доставки, количество ингредиента или системы доставки в резинке, соотношение различных полимеров, используемых для инкапсуляции одного или нескольких ингредиентов, гидрофобность одного или нескольких полимеров, используемых для инкапсуляции одного или нескольких ингредиентов, гидрофобность системы доставки, тип или количество покрытия на системе доставки, тип или количество покрытия на ингредиенте перед тем, как ингредиент инкапсулируют, и пр.
Создающие ощущения ингредиенты
Создающие ощущения соединения могут включать охлаждающие средства, согревающие средства, вызывающие покалывающее ощущение средства, шипучие средства и их комбинации. Разнообразные хорошо известные охлаждающие средства можно использовать. Например, среди пригодных охлаждающих средств включены ксилит, эритрит, декстроза, сорбит, ментан, ментон, кетали, кетали ментона, кетали ментона глицерина, замещенные п-ментаны, ациклические карбоксамиды, мономентилглутарат, замещенные циклогексанамиды, замещенные циклогексанкарбоксамиды, замещенные мочевины и сульфонамиды, замещенные ментанолы, гидроксиметил и гидроксиметильные производные п-ментана, 2-меркаптоциклодеканона, гидроксикарбоновые кислоты с 2-6 атомами углерода, циклогексанамиды, ментилацетат, ментилсалицилат, N,2,3-триметил-2-изопропилбутанамид (WS-23), N-этил-п-ментан-3-карбоксамид (WS-3), изопулегол, 3-(1-ментокси)пропан-1,2-диол, 3-(1-ментокси)-2-метилпропан-1,2-диол, п-ментан-2,3-диол, п-ментан-3,8-диол, 6-изопропил-9-метил-1,4-дизоксаспиро[4,5]декан-2-метанол, ментилсукцинат и его соли щелочноземельных металлов, триметилциклогексанол, N-этил-2-изопропил-5-метилциклогексанкарбоксамид, масло мяты японской, масло перечной мяты, 3-(1-ментокси)этан-1-ол, 3-(1-ментокси)пропан-1-ол, 3-(1-ментокси)бутан-1-ол, N-этиламид 1-ментилуксусной кислоты, 1-ментил-4-гидроксипентаноат, 1-ментил-3-гидроксибутират, N,2,3-триметил-2-(1-метилэтил)-бутанамид, N-этил-транс-2, цис-6-нонадиенамид, N,N-диметилментилсукцинамид, замещенные п-ментаны, замещенные п-ментанкарбоксамиды, 2-изопропанил-5-метилциклогексанол (от Hisamitsu Pharmaceuticals, здесь и далее "изопрегол"); кетали ментона глицерина (FEMA 3807, торговая марка FRESCOLAT® тип MGA); 3-1-ментоксипропан-1,2-диол (от Takasago, FEMA 3784) и ментиллактат (от Haarman & Reimer, FEMA 3748, торговая марка FRESCOLAT® тип ML), WS-30, WS-14, экстракт эвкалипта (п-ментан-3,8-диол), ментол (его природные или синтетические производные), ментол PG карбонат, ментол EG карбонат, глицериловый эфир ментола, N-третбутил-п-ментан-3-карбоксамид, сложный эфир п-ментан-3-карбоновой кислоты и глицерина, метил-2-изоприл-бицикло(2.2.1), гептан-2-карбоксамид; и метиловый эфир ментола и ментилпирролидонкарбоксилат, среди прочих. Эти и другие подходящие охлаждающие средства дополнительно описаны в следующих патентах США, все из них включены в их полноте ссылкой на них: патенты США №№4230688; 4032661; 4459425; 4136163; 5266592; 6627233.
Согласно некоторым вариантам осуществления согревающие компоненты можно выбирать из большого разнообразия соединений, которые известны как обеспечивающие потребителю органолептический сигнал согревания. Эти соединения обеспечивают воспринимаемое ощущение тепла, в частности в ротовой полости, и часто повышают восприятие ароматизаторов, подсластителей и других органолептических компонентов. Согласно некоторым вариантам осуществления пригодные согревающие соединения могут включать н-бутиловый эфир ванилинового спирта (ТК-1000), поставляемый Takasago Perfumary Company Limited, Токио, Япония, н-пропиловый эфир ванилинового спирта, изопропиловый эфир ванилинового спирта, изобутиловый эфир ванилинового спирта, н-аминоэфир ванилинового спирта, изоамиловый эфир ванилинового спирта, н-гексиловый эфир ванилинового спирта, метиловый эфир ванилинового спирта, этиловый эфир ванилинового спирта, гингерол, шогаол, парадол, зингерон, капсаицин, дигидрокапсаицин, нордигидрокапсаицин, гомокапсаицин, гомодигидрокапсаицин, этанол, изопропиловый спирт, изоамиловый спирт, бензиловый спирт, глицерин и их комбинации.
Согласно некоторым вариантам осуществления можно обеспечить покалывающее ощущение. Одно такое покалывающее ощущение обеспечивается при помощи добавления эвгении, олеосмолы или спилантола в некоторых примерах. Согласно некоторым вариантам осуществления алкиламиды, экстрагированные из материалов, таких как эвгения или саншоол, могут быть включены. Кроме того, согласно некоторым вариантам осуществления ощущение создается за счет выделения пузырьков газа. Такое выделение пузырьков газа создается путем объединения щелочного материала с кислым материалом. Согласно некоторым вариантам осуществления щелочной материал может включать карбонаты щелочных металлов, бикарбонаты щелочных металлов, карбонаты щелочноземельных металлов, бикарбонаты щелочноземельных металлов и их смеси. Согласно некоторым вариантам осуществления кислый материал может включать уксусную кислоту, адипиновую кислоту, аскорбиновую кислоту, масляную кислоту, лимонную кислоту, муравьиную кислоту, фумаровую кислоту, глюконовую кислоту, молочную кислоту, фосфорную кислоту, яблочную кислоту, щавелевую кислоту, янтарную кислоту, виннокаменную кислоту и их комбинации. Примеры вкусовых добавок "покалывающего" типа можно найти в патенте США №6780443, полное содержание которого включено в настоящий документ ссылкой для всех целей.
Создающие ощущения компоненты можно также называть "тригеминальные стимуляторы", как, например, такие, которые раскрыты в заявке на патент США №205/0202118, которая включена в настоящий документ ссылкой. Тригеминальные стимуляторы определяются как перорально потребляемый продукт или средство, которое стимулирует тройничный нерв. Примеры охлаждающих средств, которые представляют собой тригеминальные стимуляторы, включают ментол, WS-3, N-замещенный п-ментанкарбоксамид, ациклические карбоксамиды, включая WS-23, метилсукцинат, кетали ментона глицерина, объемные подсластители, такие как ксилит, эритрит, декстроза и сорбит, и их комбинации. Тригеминальные стимуляторы могут также включать ароматизаторы, покалывающие вредства, экстракт эвгении, ванилилалкильные эфиры, такие как ванилил-н-бутиловый эфир, спилантол, экстракт эхинацеи, экстракт зантоксилума американского, капсаицин, олеосмола стручкового перца, олеосмола красного перца, олеосмола черного перца, пиперин, олеосмола имбиря, имбирь, шоагол, олеосмола корицы, олеосмола кассии, коричный альдегид, эвгенол, циклический ацеталь ванилина и эфир ментола глицерина, ненасыщенные амиды и их комбинации.
Согласно некоторым вариантам осуществления создающие ощущения компоненты используют в количествах, которые обеспечивают заметное их ощущение, т.е. на или свыше их пороговых уровней. Согласно другим вариантам осуществления создающие ощущения компоненты используют в количествах, которые ниже их пороговых уровней, так, что они не обеспечивают самостоятельного заметного их ощущения. При подпороговых уровнях создающие ощущения вещества могут обеспечивать дополнительный эффект, такой как увеличение или усиление аромата или сладости.
Ингредиенты-усилители
Усилители могут состоять из материалов, которые могут интенсифицировать, дополнять, модифицировать или усиливать ощущение вкуса и/или запаха исходного материала без привнесения своего характерного вкуса и/или запаха. Согласно некоторым вариантам осуществления усилители, разработанные для интенсификации, дополнения, модификации или усиления ощущения аромата, сладости, кислости, умами, кокуми, солености и их комбинаций, можно включить.
Согласно некоторым вариантам осуществления примеры подходящих усилителей, также известных как усилители вкуса, включают, помимо прочего, неогесперидин дигидрохалькон, хлорогеновую кислоту, алапиридаин, цинарин, миракулин, глупиридаин, соединения пиридиния-бетаина, глутаматы, такие как мононатрия глутамат и монокалия глутамат, неотам, тауматин, тагатозу, трегалозу, соли, такие как хлорид натрия, моноаммония глицирризинат, экстракт ванили (в этиловом спирте), сахарные кислоты, хлорид калия, кислый сульфат натрия, гидролизованные растительные белки, гидролизованные животные белки, экстракты дрожжей, аденозинмонофосфат (AMP), глютатион, нуклеотиды, такие как инозин монофосфат, динатрия инозинат, ксантозин монофосфат, гуанилат монофосфат, внутреннюю соль алапиридаин (N-(1-карбоксиэтил)-6-(гидроксиметил)пиридиния-3-ола, экстракт сахарной свеклы (спиртовой экстракт), эссенцию листьев сахарного тростника (спиртовой экстракт), куркулин, строгий, мабинлин, джимнемовую кислоту, гидроксибензойные кислоты, 3-гидробензойную кислоту, 2,4-дигидробензойную кислоту, померанец, олеосмолу ванили, эссенцию листьев сахарного тростника, мальтол, этилмальтол, ванилин, глицирризинаты лакричника, соединения, которые реагируют на сопряженные с G-белком рецепторы (T2R и T1R), и композиции усилителей вкуса, которые придают кокуми, как раскрыто в патенте США №5679397, выданном Kuroda и соавт., который включен во всей своей полноте в настоящий документ ссылкой. "Кокуми" относится к материалам, которые придают "сложный вкус" и "богатый вкус".
Усилители подсластителей, которые представляют собой тип усилителя вкуса, увеличивают сладкий вкус. Согласно некоторым вариантам осуществления типичные усилители подсластителей включают, помимо прочего, глицирризинат моноаммония, глицирризинаты лакричника, померанец, алапиридаин, внутреннюю соль алапиридаин (N-(1-карбоксиэтил)-6-(гидроксиметил)пиридиний-3-ола), миракулин, куркулин, строгий, мабинлин, джимнемовую кислоту, цинарин, глупиридаин, соединения пиридиния-бетаина, экстракт сахарной свеклы, неотам, тауматин, неогесперидин дигидрохалькон, гидроксибензойные кислоты, тагатозу, трегалозу, мальтол, этилмальтол, ванильный экстракт, олеосмолу ванили, ванилин, экстракт сахарной свеклы (спиртовой экстракт), эссенцию листьев сахарного тростника (спиртовой экстракт), соединения, которые реагируют на сопряженные с G-белком рецепторы (T2R и T1R), и их комбинации.
Дополнительные примеры усилителей для увеличения соленого вкуса включают кислые пептиды, такие как раскрытые в патенте США №6974597, включенном в настоящий документ ссылкой. Кислые пептиды включают пептиды с большим числом кислых аминокислот, таких как аспарагиновая кислота и глутаминовая кислота, чем основных аминокислот, таких как лизин, аргинин и гистидин. Кислые пептиды получают путем синтеза пептидов или путем подвергания белков гидролизу с использованием эндопептидазы и, при необходимости, дезамидированию. Подходящие белки для использования в производстве кислых пептидов или пептидов, получаемых подверганию белка гидролизу и дезамидированию, включают растительные белки (например, глютен пшеницы, кукурузный белок (например, зеин и глютеновая мука), изолят соевого белка), животные белки (например, молочные белки, такие как казеин молока и белок молочной сыворотки, мышечные белки, такие как белок мяса и белок рыбы, белок яичного белка и коллаген) и микробные белки (например, белок микробной клетки и полипептиды, продуцируемые микроорганизмами).
Ощущение согревающих или охлаждающих эффектов можно также продлить при помощи использования гидрофобного подсластителя, как описано в публикации заявки на патент США №2003/0072842 A1, которая включена во всей своей полноте в настоящий документ ссылкой.
Ингредиенты-пищевые кислоты
Кислоты могут включать, помимо прочего, уксусную кислоту, адипиновую кислоту, аскорбиновую кислоту, масляную кислоту, лимонную кислоту, муравьиную кислоту, фумаровую кислоту, глюконовую кислоту, молочную кислоту, фосфорную кислоту, яблочную кислоту, щавелевую кислоту, янтарную кислоту, виннокаменную кислоту, аспарагиновую кислоту, бензойную кислоту, кофедубильную кислоту, изолимонную кислоту, цитрамалевую кислоту, галактуроновую кислоту, глюкуроновую кислоту, глицериновую кислоту, гликолевую кислоту, кетоглутаровую кислоту, а-кетоглутаровую кислоту, лактоизолимонную кислоту, щавелевоуксусную кислоту, пировиноградную кислоту, хинную кислоту, шикимовую кислоту, янтарную кислоту, дубильную кислоту, гидроксиуксусную кислоту, пробковую кислоту, себациновую кислоту, азелаиновую кислоту, пимелиновую кислоту, каприновую кислоту и их комбинации.
Эмульгаторы
Жевательная резинка может также содержать эмульгаторы, которые способствуют диспергированию несмешиваемых компонентов в одну стабильную систему. Эмульгаторы, пригодные в настоящем изобретении, включают глицерилмоностеарат, лецитин, моноглицериды жирных кислот, диглицериды, пропиленгликоля моностеарат, метилцеллюлозу, альгинаты, каррагенан, ксантановую камедь, желатин, рожковое дерево, трагакант, камедь бобов рожкового дерева, пектин, альгинаты, галактоманнаны, такие как гуаровая камедь, камедь бобов рожкового дерева, глюкоманнан, желатин, крахмал, производные крахмала, декстрины и производные целлюлозы, такие как карбоксиметилцеллюлоза, подкисляющие средства, такие как яблочная кислота, адипиновая кислота, лимонная кислота, виннокаменная кислота, фумаровая кислота и подобные, используемые отдельно, и их смеси. Эмульгатор можно использовать в количествах от приблизительно 2% до приблизительно 15% и, более конкретно, от приблизительно 7% до приблизительно 11% по массе состава резинки.
Красители
Окрашивающие средства можно использовать в количествах, эффективных для получения желаемого цвета. Окрашивающие средства могут включать пигменты, которые можно включать в количествах до приблизительно 6% по массе готовой резинки. Например, диоксид титана можно включать в количествах до приблизительно 2% и предпочтительно менее чем приблизительно 1% по массе состава резинки. Красители могут также включать природные пищевые красители или окрашивающие вещества, подходящие для пищевых, лекарственных и косметических применений. Данные красители известны как окрашивающие вещества и лаки для пищевых продуктов, лекарственных препаратов и косметических средств. Материалы, пригодные для вышеупомянутых применений, предпочтительно растворимы в воде. Пояснительные неограничивающие примеры включают индигоидное окрашивающее вещество, известное как синий №2 для пищевых продуктов, лекарственных препаратов и косметических средств, которое представляет собой динатриевую соль 5,5-индигооловодисульфоновой кислоты. Аналогично, окрашивающее вещество, известное как зеленый №1 для пищевых продуктов, лекарственных препаратов и косметических средств содержит трифенилметановое окрашивающее вещество и представляет собой мононатриевую соль 4-[4-(N-этил-п-сульфонийбензиламино)дифенилметилен]-[1-(N-этил-N-п-сульфонийбензил)-дельта-2,5-циклогексадиенимина]. Полное перечисление всех красителей для пищевых продуктов, лекарственных препаратов и косметических средств и их соответствующие химические структуры можно найти в Kirk-Othmer Encyclopedia of Chemical Technology, 3rd Edition, in volume 5 at pages 857-884, текст которой включен в настоящий документ ссылкой.
Как классифицируется согласно Закону США о пищевых продуктах, лекарственных препаратах и косметических средствах (Раздел 21 Свода федеральных нормативных актов глава 73), красители могут содержать не подлежащие сертификации красители (иногда называемые природными, даже если они могут быть произведены синтетически) и сертифицированные красители (иногда называемые искусственными) или их комбинации. Согласно некоторым вариантам осуществления не подлежащие сертификации или натуральные красители могут включать, помимо прочего, экстракт аннатто (Е160b), биксин, норбиксин, астаксантин, дегидрированные свеклы (порошок свеклы), красный свекольный/бетанин (Е162), ультрамариновый синий, кантаксантин (Е161g), криптоксантин (Е161с), рубиксантин (E161d), виолаксантин (Е161е), родоксантин (E161f), карамель (E150(a-d)), β-апо-8′-каротиналь (Е160е), β-каротин (Е160а), альфа-каротин, гамма-каротин, этиловый сложный эфир бета-апо-8-каротиналя (E160f), флавоксантин (Е161а), лютеин (Е161b), экстракт кошинели (Е120); кармин (Е132), кармуазин/азорубин (Е122), медь-хлорофиллин натрия (Е141), хлорофиллин (Е140), обжаренную частично обезжиренную муку из семян хлопчатника для готовки, глюконат железа, лактат железа, экстракт виноградного красителя, экстракт кожицы винограда (enocianina), антоцианины (Е163), муку из водорослей Haematococcus, синтетический оксид железа, оксиды и гидроксиды железа (Е172), фруктовый сок, овощной сок, муку из высушенных водорослей, муку и экстракт тагетеса (бархатцы прямостоячие), морковное масло, масло эндосперма кукурузы, паприку, олеосмолу паприки, дрожжи Phaffia, рибофлавин (Е101), шафран, диоксид титана, куркуму (Е100), олеосмолу куркумы, амарант (Е123), капсантин/капсорбин (Е160с), ликопин (E160d), и их комбинации.
Согласно некоторым вариантам осуществления сертифицированные красители могут включать, помимо прочего, краситель для химической и пищевой промышленности синий №1, краситель для химической и пищевой промышленности синий №2, краситель для химической и пищевой промышленности зеленый №3, краситель для химической и пищевой промышленности красный №3, краситель для химической и пищевой промышленности красный №40, краситель для химической и пищевой промышленности желтый №5 и краситель для химической и пищевой промышленности желтый №6, тартразин (Е102), хинолиновый желтый (Е104), краситель желтый «солнечный закат» (Е110), понсо (Е124), эритрозин (Е127), патентованный голубой V (Е131), диоксид титана (Е171), алюминий (Е173), серебро (Е174), золото (Е175), пигмент рубин/рубиновый литол ВК (Е180), карбонат кальция (Е170), уголь (Е153), черный PN/черный краситель BN (Е151), зеленый S/бриллиантовый зеленый BS (Е142), и их комбинации. Согласно некоторым вариантам осуществления сертифицированные красители могут включать алюминиевые лаки для химической и пищевой промышленности. Они включают соли алюминия окрашивающих веществ для химической и пищевой промышленности, нанесенные на нерастворимую подложку из гидрата оксида алюминия. Кроме того, согласно некоторым вариантам осуществления сертифицированные красители могут быть включены в виде солей кальция.
Функциональные ингредиенты
Дополнительные добавки, содержащие функциональные ингредиенты, включают физиологические охлаждающие средства, смягчающие горло средства, специи, согревающие средства, средства для отбеливания зубов или другие ингредиенты для ухода за зубами, средства для освежения дыхания, витамины, нутрицевтики, фитохимические вещества, полифенолы, антиоксиданты, активные ингредиенты, минералы, кофеин, лекарственные средства и другие активные вещества и могут также быть включены в композицию жевательной резинки. Такие компоненты можно использовать в количествах, достаточных для достижения их предполагаемых эффектов, и они будут более полно обсуждаться ниже.
Освежающие дыхание ингредиенты
Освежители дыхания могут содержать эфирные масла, а также различные альдегиды, спирты и подобные материалы. Согласно некоторым вариантам осуществления эфирные масла могут включать масла мяты курчавой, мяты перечной, винтергрина, сассафраса, хлорофилл, цитраль, гераниол, кардамона, гвоздики, шалфея, карвакрола, эвкалипта, кардамона, экстракт коры магнолии, майорана, корицы, лимона, лайма, грейпфрута и апельсина. Согласно некоторым вариантам осуществления альдегиды, такие как коричный альдегид и салицилальдегид, можно использовать. Кроме того, химические вещества, такие как ментол, карвон, изогарригол и анетол, могут работать в качестве освежителей дыхания. Среди них, наиболее часто используемыми являются масла мяты курчавой, мяты перечной и хлорофилл.
В дополнение к эфирным маслам и химическим веществам, полученным из них, согласно некоторым вариантам осуществления освежители дыхания могут включать, помимо прочего, цитрат цинка, ацетат цинка, фторид цинка, сульфат цинка-аммония, бромид цинка, йодид цинка, хлорид цинка, нитрат цинка, фторсиликат цинка, глюконат цинка, тартарат цинка, сукцинат цинка, формиат цинка, хромат цинка, фенолсульфонат цинка, дитионат цинка, сульфат цинка, нитрат серебра, салицилат цинка, глицерофосфат цинка, нитрат меди, хлорофилл, хлорофилла медный комплекс, хлорофиллин, гидрированное хлопковое масло, диоксид хлора, бета-циклодекстрин, цеолит, содержащий оксид кремния материал, материал на основе углерода, ферменты, такие как лакказа, и их комбинации.
Согласно некоторым вариантам осуществления профили высвобождения пробиотиков можно контролировать для состав резинки, включая, помимо прочего, продуцирующие молочную кислоту микроорганизмы, такие как Bacillus coagulans, Bacillus subtilis, Bacillus laterosporus, Bacillus laevolacticus, Sporolactobacillus inulinus, Lactobacillus acidophilus, Lactobacillus curvatus, Lactobacillus plantarum, Lactobacillus jenseni, Lactobacillus casei, Lactobacillus fermentum, Lactococcus lactis, Pedioccocus acidilacti, Pedioccocus pentosaceus, Pedioccocus urinae, Leuconostoc mesenteroides, Bacillus coagulans, Bacillus subtilis, Bacillus laterosporus, Bacillus laevolacticus, Sporolactobacillus inulinus и их смеси. Освежители дыхания также известны под следующими торговыми марками: Retsyn™, Actizol™ и Nutrazin™. Примеры регулирующих неприятный запах композиций также включены в патент США №5300305, выданный Stapler и соавт., и в публикации заявок на патенты США №2003/0215417 и №2004/0081713, которые включены в их полноте в настоящий документ ссылкой для всех целей.
Ингредиенты для ухода за зубами
Ингредиенты для ухода за зубами (также известные как ингредиенты для ухода за полостью рта) могут включать, помимо прочего, отбеливатели зубов, вещества для удаления налета, средства для очистки полости рта, отбеливающие средства, десенсибилизаторы, средства для реминерализации зубов, антибактериальные средства, противокариозные средства, кислотные буферные средства от зубного налета, поверхностно-активные вещества и средства против зубного камня. Неограничивающие примеры таких ингредиентов могут включать гидролитические средства, включая протеолитические ферменты, абразивы, такие как гидратированный диоксид кремния, карбонат кальция, бикарбонат натрия и оксид алюминия, другие активные удаляющие налет компоненты, такие как поверхностно-активные средства, включая, помимо прочего, анионные поверхностно-активные вещества, такие как стеарат натрия, пальминат натрия, сульфатированный бутилолеат, олеат натрия, соли фумаровой кислоты, глицерин, гидроксилированный лецитин, лаурилсульфат натрия и хелаторы, такие как полифосфаты, которые обычно используют в качестве ингредиентов для предупреждения появления зубного камня. Согласно некоторым вариантам осуществления ингредиенты для ухода за зубами могут также включать тетранатрия пирофосфат и натрия триполифосфат, бикарбонат натрия, кислый пирофосфат натрия, натрия триполифосфат, ксилит, гексаметафосфат натрия.
Согласно некоторым вариантам осуществления пероксиды, такие как пероксид карбамида, пероксид кальция, пероксид магния, пероксид натрия, пероксид водорода и пероксидифосфат, включены. Согласно некоторым вариантам осуществления нитрат калия и цитрат калия включены. Другие примеры могут включать гликомакропептид казеина, кальциевый казеиновый пептон-фосфат кальция, казеиновые фосфопептиды, фосфопептид казеина-аморфный фосфат кальция (СРР-АСР) и аморфный фосфат кальция. Еще одни примеры могут включать папаин, криллазу, пепсин, трипсин, лизоцим, декстраназу, мутаназу, гликоамилазу, амилазу, глюкозооксидазу и их комбинации.
Дополнительные примеры могут включать поверхностно-активные вещества, такие как поверхностно-активные стеарат натрия, рицинолеат натрия и лаурилсульфат натрия, которые используют согласно некоторым вариантам осуществления для обеспечения повышенного профилактического действия и превращения ингредиентов для ухода за зубами в более косметически подходящие. Поверхностно-активные вещества могут предпочтительно представлять собой очищающие материалы, которые придают композиции очищающие и пенообразующие свойства. Подходящие примеры поверхностно-активных веществ представляют собой растворимые в воде соли моносульфатов моноглицерида высших жирных кислот, такие как натриевая соль моносульфатированного моноглицерида жирных кислот гидрированного кокосового масла, высшие алкилсульфаты, такие как лаурилсульфат натрия, алкиларилсульфонаты, такие как додецилбензолсульфонат натрия, высшие алкилсульфоацетаты, лаурилсульфоацетат натрия, сложные эфиры высших жирных кислот 1,2-дигидроксипропансульфоната, и главным образом насыщенные высшие алифатические ациламиды низших алифатических аминокарбоновокислотных соединений, такие как имеющие от 12 до 16 углеродов в жирной кислоте, алкильные или ацильные радикалы, и подобное. Примеры указанных последними амидов представляют собой N-лауроилсаркозин и натриевые, калиевые и этаноламмонийные соли N-лауроил-, N-миристоил- и N-пальмитоилсаркозина.
В дополнение к поверхностно-активным веществам ингредиенты для ухода за зубами могут включать антибактериальные средства, такие как, помимо прочего, триклозан, хлоргексидин, цитрат цинка, нитрат серебра, медь, лимонен и цетилпиридиния хлорид. Согласно некоторым вариантам осуществления дополнительные противокариозные средства могут включать ионы фтора или обеспечивающие фтор компоненты, такие как неорганические фторидные соли. Согласно некоторым вариантам осуществления растворимые соли щелочных металлов, например, фторид натрия, фторид калия, фторсиликат натрия, фторсиликат аммония, монофторфосфат натрия, а также фториды олова, такие как фторид олова и хлорид олова, могут быть включены. Согласно некоторым вариантам осуществления фторсодержащее соединение с благоприятным эффектом в отношении ухода и гигиены ротовой полости, например, уменьшением растворимости эмали в кислоте и защитой зубов от кариеса, может также быть включено в качестве ингредиента. Их примеры включают фторид натрия, фторид олова, фторид калия, фторид калия-олова (SnF.sub.2-KF), гексафторстаннат натрия, хлорфторид олова, фторцирконат натрия и монофторфосфат натрия. Согласно некоторым вариантам осуществления включена мочевина.
Дополнительные примеры включены в следующие патенты США и опубликованные заявки на выдачу патента США, содержание всех из них включено во всей полноте в настоящий документ ссылкой для всех целей: патент США №5227154, выданный Reynolds, патент США №5378131, выданный Greenberg, патент США №6846500, выданный Luo и соавт., патент США №6733818, выданный Luo и соавт., патент США №6696044, выданный Luo и соавт., патент США №6685916, выданный Holme и соавт., патент США №6485739, выданный Luo и соавт., патент США №6479071, выданный Holme и соавт., патент США №6471945, выданный Luo и соавт., публикации заявок на патенты США №20050025721, выданной Holme и соавт., №2005008732, выданной Gebreselassie и соавт., и №20040136928, выданной Holme и соавт.
Активные ингредиенты
Активные вещества обычно относятся к таким ингредиентам, которые включены в систему доставки и/или резинку из-за желательного конечного эффекта, который они дают потребителю. Согласно некоторым вариантам осуществления активные вещества могут включать медикаменты, питательные вещества, нутрицевтики, галеновы препараты, биологически активные добавки, фармацевтические препараты, лекарственные средства и подобное, и их комбинации.
Примеры пригодных лекарственных средств включают ингибиторы АПФ, антиангинальные средства, противоаритмические средства, противоастматические средства, средства для снижения холестерина, анальгетики, анестетики, противосудорожные средства, антидепрессанты, противодиабетические средства, противопоносные препараты, антидоты, антигистаминные средства, средства против повышенного артериального давления, противовоспалительные средства, противолипидные средства, средства от перепадов настроения, средства против рвоты, средства от инсультов, антитиреоидные препараты, противоопухолевые средства, противовирусные средства, лекарственные средства от высыпаний, алкалоиды, аминокислотные препараты, препараты от кашля, лекарства против урикемии, противовирусные лекарственные средства, анаболические препараты, системные и несистемные противоинфекционные средства, антибластомные средства, средства от болезни Паркинсона, противоревматические средства, стимуляторы аппетита, модификаторы биологических реакций, кровяные модификаторы, регуляторы метаболизма костной ткани, сердечно-сосудистые вещества, стимуляторы для центральной нервной системы, ингибиторы холинэстеразы, контрацептивы, противоотечные средства, диетические добавки, агонисты допаминового рецептора, средства для лечения эндометриоза, ферменты, средства лечения эректильной дисфункции, такие как силденафил цитрат, который в настоящее время продается как Viagra™, средства повышения фертильности, желудочно-кишечные средства, гомеопатические лекарства, гормоны, средства для лечения гиперкальцинемии и гипокальцинемии, иммуномодуляторы, подавляющие иммунитет средства, препараты для лечения мигреней, лечение болезни движения, мышечные релаксанты, средства для лечения ожирения, препараты для лечения остеопороза, окситоцические вещества, парасимпатолитические вещества, парасимпатомиметики, простагландины, психотерапевтические средства, легочные средства, седативы, помогающие прекратить курение средства, такие как бромокриптин или никотин, симпатолитические средства, препараты от тремора, средства для мочевых путей, сосудорасширяющее средство, слабительные средства, антациды, ионообменные смолы, жаропонижающие лекарства, подавители аппетита, отхаркивающие средства, успокоительные препараты, средства от язвы, противовоспалительные вещества, расширяющие коронарные сосуды препараты, расширяющие сосуды головного мозга препараты, периферические вазодилататоры, психотропы, стимуляторы, лекарственные средства от повышенного артериального давления, сосудосуживающие препараты, средства от мигреней, антибиотики, транквилизаторы, нейролептические препараты, противоопухолевые средства, антикоагулянты, противотромбозные средства, снотворные, противорвотные средства, средства от рвоты, противосудорожные препараты, лекарственные средства для нервно-мышечного аппарата, гипергликемические и гипогликемические средства, тироидные и противотироидные препараты, диуретики, противосудорожные препараты, маточные релаксанты, лекарственные средства от ожирения, эритропоэтические лекарственные средства, противоастматические средства, средства от кашля, муколитики, ДНК и генетические модифицирующие средства, и их комбинации.
Примеры активных ингредиентов, рассматриваемых для использования согласно некоторым вариантам осуществления, могут включать антациды, антагонисты Н2-рецепторов и анальгетики. Например, дозировки антацидов можно получить при с использованием карбоната кальция отдельно или в комбинации с гидроксидом магния и/или гидроксидом алюминия. Кроме того, антациды можно использовать в комбинации с антагонистами Н2-рецепторов.
Анальгетики включают опиаты и производные опиатов, такие как Oxycontin™, ибупрофен, аспирин, ацетаминофен и их комбинации, которые могут необязательно содержать кофеин.
Другие активные ингредиенты лекарственных средств для использования согласно вариантам осуществления могут включать противопоносные вещества, такие как Immodium™ AD, антигистаминные средства, средства от кашля, противоотечные средства, витамины и освежители дыхания. Также рассматриваемыми для использования в настоящем документе являются анксиолитики, такие как Xanax™; нейролептические препараты, такие как Clozaril™ и Haldol™; нестероидные противовоспалительные средства (NSAID), такие как ибупрофен, напроксен натрий, Voltaren™ и Lodine™, антигистаминные средства, такие как Claritin™, Hismanal™, Relafen™ и Tavist™; противорвотные средства, такие как Kytril™ и Cesamet™; бронхолитические средства, такие как Bentolin™, Proventil™; антидепрессанты, такие как Prozac™, Zolof™ и Paxil™; средства против мигреней, такие как Imigra™, ингибиторы АПФ, такие как Vasotec™, Capoten™ и Zestril™: средства против болезни Альцгеймера, такие как Nicergoline™, и антагонисты СаН, такие как Procardia™, Adalat™ и Calan™.
Популярные антагонисты Н2-рецепторов, которые рассматриваются для использования в настоящем изобретении, включают циметидин, ранитидина гидрохлорид, фамотидин, низатидин, эбротидин, мифентидин, роксатидин, писатидин и ацероксатидин.
Активные антацидные ингредиенты могут включать, помимо прочего, следующие: гидроксид алюминия, аминоацетат дигидроксиалюминия, аминоуксусную кислоту, фосфат алюминия, дигидроксиалюминия натрия карбонат, бикарбонат, алюминат висмута, карбонат висмута, основный углекислый висмут, основный галловокислый висмут, основный азотнокислый висмут, основный салициловокислый висмут, карбонат кальция, фосфат кальция, цитрат-ион (кислота или соль), аминоуксусную кислоту, гидрат сульфата алюминиевокислого магния, магальдрат, алюмосиликат магния, карбонат магния, глицинат магния, гидроксид магния, оксид магния, трисиликат магния, сухое молоко, алюминия моно- или двухосновный фосфат кальция, трикальция фосфат, бикарбонат калия, виннокислый натрий, бикарбонат натрия, алюмосиликат магния, виннокаменные кислоты и соли.
Разнообразные биологически активные добавки можно также использовать в качестве активных ингредиентов, включая фактически любой витамин или минерал. Например, витамин A, витамин C, витамин D, витамин Е, витамин K, витамин В6, витамин В12, тиамин, рибофлавин, биотин, фолиевую кислоту, ниацин, пантотеновую кислоту, натрий, калий, кальций, магний, фосфор, серу, хлор, железо, медь, йод, цинк, селен, марганец, холин, хром, молибден, фтор, кобальт и их комбинации, можно использовать.
Примеры биологически активных добавок, которые можно использовать в качестве активных ингредиентов, перечислены в публикациях заявок на патент США №2003/0157213 A1, №2003/0206993 и №2003/0099741 A1, которые включены в их полноте в настоящий документ ссылкой для всех целей.
Различные галеновы препараты можно также использовать в качестве активных ингредиентов, например, такие с различными лекарственными или диетическими свойствами. Галеновы препараты обычно представляют собой ароматические растения или части растений и/или их экстракты, которые можно использовать в лечебных целях или для ароматизации. Подходящие галеновы препараты можно использовать отдельно или в различных смесях. Обычно используемые травы включают эхинацею, гидрастис канадский, календулу, розмарин, тимьян, каву-каву, алоэ, лапчатку прямую, экстракт семян грейпфрута, клопогон кистевидный, женьшень, гуарану, клюкву, гингко билоба, зверобой, масло энотеры, кору йохимбе, зеленый чай, эфедру, маку, чернику, лютеин и их комбинации.
Ингредиенты с выделяющей газ системой
Выделяющая газ система может содержать одну или несколько пищевых кислот и один или несколько пищевых щелочных материалов. Пищевая кислота(ы) и пищевой щелочной материал(ы) могут реагировать вместе с образованием пузырьков газа.
Согласно некоторым вариантам осуществления щелочной материал(ы) можно выбирать из, помимо прочего, карбонатов щелочных металлов, бикарбонатов щелочных металлов, карбонатов щелочноземельных металлов, бикарбонатов щелочноземельных металлов и их комбинаций. Пищевую кислоту(ы) можно выбирать из, помимо прочего, лимонной кислоты, фосфорной кислоты, виннокаменной кислоты, яблочной кислоты, аскорбиновой кислоты и их комбинаций. Согласно некоторым вариантам осуществления выделяющая газ система может содержать один или несколько других ингредиентов, таких как, например, диоксид углерода, ингредиенты для ухода за полостью рта, ароматизаторы и пр.
Для примеров использования выделяющей газ системы в резинке, сошлемся на предварительный патент США №60/618222, поданный 13 октября 2004 г.и имеющий название "Шипучие спрессованные кондитерские таблетированные композиции", содержание которого включено в настоящий документ ссылкой для всех целей. Другие примеры можно найти в патенте США №6235318, содержание которого включено в настоящий документ ссылкой для всех целей.
Подавляющие аппетит ингредиенты
Подавители аппетита могут представлять собой ингредиенты, такие как волокно и белок, которые служат для подавления желания потребления пищи. Подавители аппетита могут также включать бензфетамин, диэтилпропион, мазиндол, фендиметразин, фентермин, худию (Р57), Olibra™, эфедру, кофеин и их комбинации. Подавители аппетита также известны под следующими торговыми марками: Adipex™, Adipost™, Bontril™ PDM, Bontril™ Slow Release, Didrex™, Fastin™, Ionamin™, Mazanor™, Melfiat™, Obenix™, Phendiet™, Phendiet-105™, Phentercot™, Phentride™, Plegine™, Prelu-2™, Pro-Fast™, PT 105™, Sanorex™, Tenuate™, Sanorex™,Tenuate™,Tenuate Dospan™, Tepanil Ten-Tab™, Teramine™ и Zantryl™. Эти и другие подходящие подавители аппетита дополнительно описаны в следующих патентах США, все из них включены в их полноте ссылкой в настоящем документе: патент США №6838431, выданный Portman, патент США №6716815, выданный Portman, патент США №6558690, выданный Portman, патент США №6468962, выданный Portman, патент США №6436899, выданный Portman.
Ингредиенты - питательные микроэлементы
Питательные микроэлементы могут включать материалы, которые имеют влияние на связанное с питанием самочувствие организма, даже если количество, требуемое организму для обеспечения желаемого эффекта, небольшое по сравнению с макронутриентами, такими как белок, углевод и жир. Питательные микроэлементы могут включать, помимо прочего, витамины, минералы, ферменты, фитохимические вещества, антиоксиданты и их комбинации.
Согласно некоторым вариантам осуществления витамины могут включать растворимые в жирах витамины, такие как витамин А, витамин D, витамин Е и витамин К и их комбинации. Согласно некоторым вариантам осуществления витамины могут включать растворимые в воде витамины, такие как витамин С (аскорбиновая кислота), витамины В (тиамин или В1, рибофлавин или В2, ниацин или В3, пиридоксин или В6, фолиевая кислота или В9, цианокобаламин или В12, пантотеновая кислота, биотин) и их комбинации.
Согласно некоторым вариантам осуществления минералы могут включать, помимо прочего, натрий, магний, хром, йод, железо, марганец, кальций, медь, фтор, калий, фосфор, молибден, селен, цинк и их комбинации.
Согласно некоторым вариантам осуществления питательные микроэлементы могут включать, помимо прочего, L-карнитин, холин, кофермент Q10, альфа-липоевую кислоту, омега-3-жирные кислоты, пепсин, фитазу, трипсин, липазу, протеазы, целлюлазы и их комбинации.
Согласно некоторым вариантам осуществления фитохимические вещества могут включать, помимо прочего, каротиноиды, хлорофилл, хлорофиллин, волокно, флавоноиды, антоцианины, цианидин, дельфинидин, мальвидин, пеларгонидин, пеонидин, петунидин, флаванолы, катехин, эпикатехин, эпигаллокатехин, галлат эпигаллокатехина (EGCG), теафлавины, теарубигины, проантоцианины, флавонолы, кверцетин, кемпферол, мирицетин, изорамнетин, флавононы гесперетин, нарингенин, эриодиктиол, танжерин, флавоны, апигенин, лутеолин, лигнины, фитоэстрогены, ресвератрол, изофлавоны, даидзеин, генистеин, глицитеин, изофлавоны сои и их комбинации.
Увлажняющие ротовую полость ингредиенты
Увлажнители ротовой полости могут включать, помимо прочего, стимуляторы слюноотделения, такие как кислоты и соли и их комбинации. Согласно некоторым вариантам осуществления кислоты могут включать уксусную кислоту, адипиновую кислоту, аскорбиновую кислоту, масляную кислоту, лимонную кислоту, муравьиную кислоту, фумаровую кислоту, глюконовую кислоту, молочную кислоту, фосфорную кислоту, яблочную кислоту, щавелевую кислоту, янтарную кислоту, виннокаменную кислоту и их комбинации. Согласно некоторым, вариантам осуществления соли могут включать хлорид натрия, хлорид кальция, хлорид калия, хлорид магния, морскую соль, цитрат натрия и их комбинации.
Увлажнители ротовой полости могут также включать гидроколлоидные материалы, которые гидратируют и могут прилипать к поверхности полости рта для обеспечения ощущения увлажнения ротовой полости. Гидроколлоидные материалы могут включать существующие в природе материалы, такие как растительные экссудаты, кондитерские изделия из семян и экстракты из морских водорослей, или они могут представлять собой химически модифицированные материалы, такие как целлюлоза, крахмал или природные кондитерские производные. Согласно некоторым вариантам осуществления гидроколлоидные материалы могут включать пектин, гуммиарабику, аравийскую камедь, альгинаты, агар, каррагинан, гуаровую камедь, ксантановую камедь, камедь бобов рожкового дерева, желатин, геллановую камедь, галактоманнаны, трагакантовую камедь, камедь карайи, курдлан, конджак, хитозан, ксилоглюкан, бета-глюкан, фурцелларан, камедь гатти, тамарин, бактериальные смолы и их комбинации. Кроме того, согласно некоторым вариантам осуществления модифицированные природные смолы, такие как альгинат пропиленгликоля, карбоксиметильная смола бобов рожкового дерева, низкометоксилированный пектин или их комбинации, можно включать. Согласно некоторым вариантам осуществления модифицированные целлюлозы можно включать, такие как микрокристаллическая целлюлоза, гидроксипропилметилцеллюлоза (КМЦ), метилцеллюлоза (МЦ), гидроксипропилметилцеллюлоза (ГПМЦ) и гидроксипропилцеллюлоза (ГПЦ) и их комбинации.
Аналогично, влагоудерживающие вещества, которые могут обеспечивать восприятие гидратации ротовой полости, можно включить. Такие влагоудерживающие вещества могут включать, помимо прочего, глицерин, сорбит, полиэтиленгликоль, эритрит и ксилит. Кроме того, согласно некоторым вариантам осуществления жиры могут обеспечивать восприятие увлажнения ротовой полости. Такие жиры могут включать триглицериды со средней цепью, растительные масла, рыбий жир, минеральные масла и их комбинации.
Ингредиенты для ухода за горлом
Ингредиенты для ухода за горлом могут включать анальгетики, анестетики, уменьшающие раздражение средства, антисептики и их комбинации. Согласно некоторым вариантам осуществления анальгетики/анестетики могут включать ментол, фенол, гексилрезорцин, бензокаин, диклонин гидрохлорид, бензиловый спирт, салициловый спирт и их комбинации. Согласно некоторым вариантам осуществления уменьшающие раздражение средства могут включать, помимо прочего, кору вяза ржавого, пектин, желатин и их комбинации. Согласно некоторым вариантам осуществления антисептические ингредиенты могут включать цетилпиридиния хлорид, домифен бромид, деквалиния хлорид и их комбинации.
Согласно некоторым вариантам осуществления противокашлевые ингредиенты, такие как хлофедианола гидрохлорид, кодеин, фосфат кодеина, сульфат кодеина, декстрометорфан, декстрометорфана гидробромид, дифенгидрамина цитрат и дифенгидрамина гидрохлорид и их комбинации, можно включать.
Согласно некоторым вариантам осуществления смягчающие горло средства, такие как мед, прополис, алоэ вера, глицерин, ментол и их комбинации, можно включать. Согласно еще одним вариантам осуществления препараты для подавления кашля могут быть включены. Такие препараты для подавления кашля могут попадать в две группы: те, которые изменяют консистенцию или выделение мокроты, такие как муколитики и отхаркивающие средства; и те, которые подавляют отхаркивающий рефлекс, такие как кодеин (наркотические подавители кашля), антигистаминные средства, декстрометорфан и изопротеренол (ненаркотические подавители кашля). Согласно некоторым вариантам осуществления ингредиенты из одной или обеих групп могут быть включены.
Согласно другим вариантам осуществления противокашлевые средства могут включать, помимо прочего, группу, состоящую из кодеина, декстрометорфана, декстрорфана, дифенгидрамина, гидрокодона, носкапина, оксикодона, пентоксиверина и их комбинаций. Согласно некоторым вариантам осуществления антигистамины могут включать, помимо прочего, акривастин, азатадин, бромфенирамин, хлорфенирамин, клемастин, ципрогептадин, дексбромфенирамин, дименгидринат, дифенгидрамин, доксиламин, гидроксизин, меклизин, фениндамин, фенилтолоксамин, прометазин, пириламин, трипеленнамин, трипролидин и их комбинации. Согласно некоторым вариантам осуществления неседативные антигистамины могут включать, помимо прочего, астемизол, цетиризин, эбастин, фексофенадин, лоратадин, терфенадин и их комбинации.
Согласно некоторым вариантам осуществления отхаркивающие средства могут включать, помимо прочего, хлорид аммония, гуаифенизин, жидкий экстракт таволги, йодид калия и их комбинации. Согласно некоторым вариантам осуществления муколитики могут включать, помимо прочего, ацетилцистеин, амброксол, бромгексин и их комбинации. Согласно некоторым вариантам осуществления аналгетические, жаропонижающие и противовоспалительные средства могут включать, помимо прочего, ацетаминофен, аспирин, диклофенак, дифлунизал, этодолак, фенопрофен, флурбипрофен, ибупрофен, кетопрофен, кеторолак, набуметон, naproxen, пироксикам, кофеин и их смеси. Согласно некоторым вариантам осуществления местные анестетики могут включать, помимо прочего, лидокаин, бензокаин, фенол, диклонин, бензонатат и их смеси.
Согласно некоторым вариантам осуществления можно включать средства против заложенности носа и ингредиенты, которые обеспечивают ощущение чистоты носовых полостей. Согласно некоторым вариантам осуществления средства против заложенности носа могут включать, помимо прочего, фенилпропаноламин, псевдоэфедрин, эфедрин, фенилэфедрин, оксиметазолин и их комбинации. Согласно некоторым вариантам осуществления ингредиенты, которые обеспечивают ощущение чистоты носовых полостей, могут включать, помимо прочего, ментол, камфору, борнеол, эфедрин, эвкалиптовое масло, масло перечной мяты, метилсалицилат, борнилацетат, лавандовое масло, экстракты васаби, экстракты хрена и их комбинации. Согласно некоторым вариантам осуществления ощущение чистоты носовых полостей можно обеспечить при помощи душистых эфирных масел, экстрактов деревьев, кондитерских изделий, цветов и других растительных экстрактов, смол, животных секретов и синтетических ароматических материалов.
Согласно некоторым вариантам осуществления необязательные или функциональные ингредиенты могут включать освежители дыхания, компоненты для ухода за зубами, активные вещества, галеновы препараты, выделяющие газ системы, подавители аппетита, витамины, питательные микроэлементы, увлажняющие ротовую полость компоненты, компоненты для ухода за горлом, подпитывающие средства, увеличивающие концентрацию средства и их комбинации.
Согласно некоторым вариантам осуществления компонент с модифицированным высвобождением содержит по меньшей мере один ингредиент, выбранный из группы, содержащей ароматизаторы, подсластители, создающие ощущения компоненты, освежители дыхания, компоненты по уходу за зубами, активные компоненты, галеновы препараты, выделяющие газ системы, подавители аппетита, усилители, пищевые кислоты, питательные микроэлементы, увлажняющие ротовую полость компоненты, компоненты для ухода за горлом и их комбинации. Эти ингредиенты могут находиться в инкапсулированной форме, в свободной форме или в обеих формах.
Планетарный валковый экструдер (ПВЭ)
Теперь, когда был предоставлен обзор типичных ингредиентов, будут обсуждаться дополнительные подробности касательно экструдера, который можно использовать для производства резинки. Ссылка теперь сделана на фигуры, причем подобные номера позиций используются для ссылки на подобные элементы во всем раскрытии.
Ссылаясь сначала на фигуры 1-3 увидим, что показан планетарный валковый экструдер 10 для использования в обсуждаемых ниже системах и способах. Планетарный валковый экструдер 10 представляет собой тип экструдера непрерывного действия и может представлять собой один корпус для непрерывной экструзии или разделенный на части корпус, который содержит несколько гильз или секций 12 гильз (выражение "секция гильзы" относится к одной гильзе, нескольким сгруппированным гильзам или выбранной секции одной гильзы). Для простоты описания одна гильза показана подробно на фигурах 1 и 2 в виде секции 12 гильзы. Варианты осуществления, включающие несколько секций гильзы, показаны схематически на фигурах 5, 7 и 9. Эти секции 12 и перемешивание, которое происходит в них, будет обсуждаться позже в настоящем раскрытии.
Как показано на фигурах 1-3, планетарный валковый экструдер 10 содержит цилиндр 14 и вращающийся центральный вал 16, который проходит от загрузочного конца до выгрузочного конца планетарного валкового экструдера 10. Поскольку различные зоны планетарного валкового экструдера 10 могут иметь различные функции, центральный вал 16 может иметь различные диаметры или конфигурации в различных точках планетарного валкового экструдера 10. Например, на фигуре 1 центральный вал 16 имеет больший диаметр в загрузочной части 17, чем в секции 12 гильзы. Для простоты описания участок центрального вала, расположенный в загрузочной части 17, будет называться центральный вал 16а, а участок(участки) центрального вала, расположенные в секциях 12 гильзы, будут называться центральный вал 16b.
Одной причиной различия диаметра, которое может возникать между диаметром вала 16а в загрузочной части 17 и диаметром вала 16b в секциях 12 гильзы, является наличие множества вращающихся планетарных шнеков 18 в секциях 12 гильзы. Эти шнеки 18 облегчают перемешивание продукта-жевательной резинки в секциях 12 гильзы и располагаются вокруг центрального вала 16b в секциях 12 гильзы. Планетарные шнеки 18 вращаются вокруг оси центрального вала 16b в том же направлении вращения, что и центральный вал 16b, и вращаются вокруг их собственных осей в направлении, противоположном вращению центрального вала 16b. Согласно некоторым вариантам осуществления (как, например, показанные на фигурах 1 и 3) эти планетарные шнеки 18 оканчиваются на торцах каждой секции 12 гильзы.
Число шнеков 18, используемых в планетарном валковом экструдере 10, зависит от особенностей жевательной резинки, которую необходимо изготовить, причем по меньшей мере два шнека 18, а скорее три или более шнеков 18, следует использовать в каждой гильзе 12 для резинки любого назначения. Планетарные шнеки 18 могут быть расположены вокруг вала 16b в секциях 12 гильзы в количестве, таком как, помимо прочего, в общем диапазоне 2-18 шнеков или в более конкретных количествах, включая 3, 6, 9, 12, 15 и 18 шнеков.
Как лучше всего показано на фигурах 2 и 3, внутреннюю стенку цилиндра 14 и наружную поверхность центрального вала 16b объединяют для получения кольцевого пространства 20 для перемешивания, в котором располагаются шнеки 18, а жевательная резинка будет течь и перемешиваться. В пределах этого кольцевого пространства 20 как шнеки 18, центральный вал 16b, так и цилиндр 14 содержат соответствующие или сочленяемые канавки или зубцы 22, 24, 26. Эти зубцы 22, 24, 26 способствуют эффективному перемешиванию продукта-резинки, протекающей через планетарный валковый экструдер 10, причем пространство (такое как пространство 27 на фигуре 3) остается для протекания резинки между зубцами/выступами шнеков 18 и соответствующими зубцами/выступами центрального вала 16b и цилиндра 14. Шнеки 18 могут иметь любую желаемую конфигурацию зубцов (т.е. различия в зазорах между зубцами, форме зубцов, длиной зубцов и пр.), что будет таким образом создавать различия в соответствующих зубцах центрального вала 16b и цилиндра 14.
Ссылаясь снова на фигуру 1 отметим, что планетарный валковый экструдер 10 может содержать одну или несколько точек для входа ингредиентов, поступающих в планетарный валковый экструдер, как например, точка входа 28, расположенная в загрузочной зоне 32 загрузочной части 17, и, как например, находящиеся ниже по потоку точки входа 30 (смотрите, пожалуйста, на фигуры 7 и 9), расположенные в гильзах 12. Эти впускные отверстия 28, 30 выбирают по-разному для использования в зависимости от выбранного применения резинки и ингредиента, который необходимо добавить. Фактически, загрузочная часть 17 и любая желательная секция 12 гильзы может быть сконструирована с одним или несколькими впускными отверстиями 28, 30, если это необходимо, при условии, что впускная зона сконструирована для ввода ингредиентов. Такие зоны могут располагаться в зонах нулевого давления (в частности для твердых веществ) или зонах давления экструзии (в частности для жидкостей) вдоль планетарного валкового экструдера 10, как например, помимо прочего, в зонах без планетарных шнеков 18. Эти зоны могут располагаться в загрузочной части 17, в зонах 33 соединений (смотрите, пожалуйста, на фигуры 7 и 9) между секциями 12 гильзы и/или в других зонах секций 12 гильзы, где шнеки 18 или участки шнеков 18 могут присутствовать или отсутствовать.
Существует два типа впускных отверстий, которые можно использовать в некоторых типичных вариантах осуществления планетарного валкового экструдера 10. Первый тип впускного отверстия (представленный как впускное отверстие 28, как показано на фигуре 1) это большая основная загрузочная воронка, которую можно использовать для добавления порошкообразных ингредиентов в зоне 32 подачи загрузочной части 17 (хотя ее можно использовать для любого ингредиента в любой части планетарного валкового экструдера 10, которая имеет нулевое давление, как обсуждалось). Данное впускное отверстие 28 можно подходяще использовать для добавления основных материалов, как будет обсуждаться более подробно позднее в настоящем раскрытии.
Второй тип впускного отверстия (представленный как впускное отверстие 30 на фигуре 7), который можно использовать согласно некоторым вариантам осуществления планетарного валкового экструдера 10, представляет собой боковое впускное отверстие (которое для целей настоящего раскрытия может располагаться где угодно на боковой поверхности планетарного валкового экструдера 10 между или в местах 33 соединений), которое показано схематически на фигурах 7 и 9. Такие боковые впускные отверстия 30 можно использовать ниже по потоку относительно зоны 32 подачи (хотя его можно также использовать в зоне 32 подачи и где-либо еще в загрузочной части 17), и они могут входить в планетарный валковый экструдер 10 сбоку (т.е. со стороны) в отличие от загрузочной воронки. Эти впускные отверстия 30 можно подходяще использовать для добавления более быстрореагирующих, неосновных материалов, что будет также обсуждаться более подробно позже в настоящем раскрытии. Конечно, в настоящем раскрытии также рассматривается, что впускное отверстие бокового типа можно использовать в зоне впускного отверстия 28, а впускное отверстие типа загрузочной воронки можно использовать в зоне впускного отверстия 30.
Как показано на фигуре 1, планетарный валковый экструдер 10 может также содержать участок 34 экструзии на его выгрузочном конце. Согласно типичному варианту осуществления, показанному на фигуре 1, гильза 12 содержит такой участок 34. Участок 34 экструзии представляет собой секцию, из которой жевательная резинка, протекающая через планетарный валковый экструдер 10, будет в конце выталкиваться. Интересно отметить, что находящийся ниже по потоку участок 35 шнеков 18 и/или находящийся ниже по потоку участок центрального вала 16b расположены вблизи точки 37 экструзии или выхода планетарного валкового экструдера 10. Несомненно, находящийся ниже по потоку участок 35 шнеков 18 и/или находящийся ниже по потоку участок центрального вала 16b может оканчиваться так, что его торцы находятся на уровне точки 37 экструзии (например, торца планетарного валкового экструдера 10).
Кроме того, в то время как в типичном варианте осуществления фигуры 1 показано, что гильза 12 содержит участок 34 экструзии, находящийся ниже по потоку участок 35 и точку 37 экструзии, гильза 12 не будет обязательно находящимся ниже по потоку участком (т.е. крайним левым) планетарного валкового экструдера 10. Несомненно, гильза 12 также сконфигурирована для соединения с одной или несколькими дополнительными секциями гильзы, причем находящийся ниже по потоку участок этой одной или нескольких дополнительных секций 12 гильзы будет содержать участок 34 экструзии, находящийся ниже по потоку участок 35 и точку 37 экструзии. Планетарный валковый экструдер может также быть соединен с насосом расплава или другим насосным механизмом, сконфигурированным для облегчения экструзии продукта и расположенный ниже по потоку относительно (и возможно соединен с) участком 34 экструзии.
Важно, что планетарный валковый экструдер 10 содержит эффективное регулирование температуры жевательной резинки, перемешиваемой в нем и экструдируемой из него. Как показано на фигурах 1 и 2, как цилиндр 14, так и центральный вал 16 содержат систему регулирования температуры, такую как, помимо прочего, жидкостные каналы 36, 38, проходящие вдоль и/или по кругу в них. В связи с, по меньшей мере, обсуждаемыми ниже двумя причинами, каждая из этих охлаждающих систем является преимуществом относительно предшествующего уровня техники.
Первая причина относится к конфигурации шнеков 18 с центральным валом 16b и внутренней поверхностью цилиндра 14. Наличие вращающихся шнеков 18 создает относительно небольшой зазор между сопрягающимися поверхностями внутри кольцевого пространства 20 для перемешивания (т.е. соответствующими сопрягающимися поверхностями шнеков 18, внутренней стенкой и валом 16b). Этот относительно небольшой зазор (до ¼ мм или менее согласно некоторым вариантам осуществления) дает сниженную густоту продукта-резинки, текущей через планетарный валковый экструдер 10, таким образом подвергая поток продукта действию относительно большой площади охлаждающей поверхности на внутренней стенке цилиндра 14 и наружной поверхности вала 16b. Кроме того, контакт между потоком резинки и охлаждающими поверхностями постоянно возобновляется за счет вращения шнеков 18 в кольцевом пространстве 20 для перемешивания. Основной результат воздействия площади поверхности и постоянного обновления (как воздействие, так и обновление обуславливаются шнеками 18) представляет собой более эффективное охлаждение резинки относительно традиционных шнековых экструдеров.
Вторая причина относится к относительно низкому давлению, создаваемому в кольцевом пространстве 20 для перемешивания планетарного валкового экструдера 10. Это низкое давление 10 обеспечивает наличие у цилиндра 14 более тонкой внутренней стенки цилиндра по сравнению с более устойчивыми к действию давления стенками (т.е. более толстыми стенками), имеющимися в традиционных экструдерах. Относительная тонкость стенок планетарного валкового экструдера обеспечивает лучшую передачу тепла от жидкости, содержащейся в каналах 36, потоку резинки внутри кольцевого пространства 20, поскольку тепло от каналов, несомненно, должно было передаваться через более тонкий материал стенки для достижения потока. Что касается первой причины, результат этой лучшей передачи температуры состоит в более эффективном охлаждении резинки по сравнению с традиционными шнековыми экструдерами.
Следует также отметить, что регулирование температуры или охлаждение можно обеспечивать в планетарном валковом экструдере 10 посредством простого добавления ингредиентов, более холодных, чем поток резинки, текущий в кольцевом пространстве 20.
Системы и способы перемешивания
Теперь, поскольку описание планетарного валкового экструдера 10 было предоставлено выше, дополнительные подробности касательно способов и систем, в которых используют планетарный валковый экструдер для производства резинки, будут обсуждаться.
Составляющая основы жевательной резинки
Со ссылкой на фигуры 4 и 5, типичный вариант осуществления способа 102 производства или экструзии составляющей основы жевательной резинки и типичный вариант осуществления системы 200 для производства или экструзии составляющей основы жевательной резинки теперь будут описаны более подробно. Как обсуждалось выше, составляющая основы жевательной резинки содержит, по меньшей мере, эластомер, но не содержит, по меньшей мере, вязкий и/или размягчающий компонент, необходимый для получения готовой основы резинки. Следовательно, первая стадия 104 способа подразумевает подачу одного или нескольких ингредиентов резинки, включая, по меньшей мере, эластомер, в планетарный валковый экструдер 10. Эти ингредиенты можно добавлять в гранулированной, расплавленной форме или форме сырого ингредиента, как например, помимо прочего, порошкообразные, жидкие или хлопьевидные материалы, и они будут желательно, хоть и не обязательно, добавлены в основное впускное отверстие 28.
Согласно типичному варианту осуществления фигуры 5 система 200 содержит загрузочную часть 17 и две находящиеся ниже по потоку смесительные секции 12а и 12b гильзы. Конечно, любое число гильз или секций 12 гильзы, большее или меньшее двух, можно использовать для производства или экструзии составляющей основы жевательной резинки, как описано в настоящем документе, но для простоты описания система 200 будет обсуждаться со ссылкой на загрузочную часть 17 и две секции 12а и 12b гильзы, как показано на фигуре 5.
Ингредиент резинки сначала поступает в планетарный валковый экструдер 10 из источника 201 ингредиентов резинки. После ввода ингредиента резинки в планетарный валковый экструдер 10 через основное впускное отверстие 28 вращение, по меньшей мере, центрального вала 16 в загрузочной части 17 будет создавать поток 202 ингредиента составляющей основы резинки, содержащего, по меньшей мере, эластомер, через планетарный валковый экструдер 10 и в направлении находящегося ниже по потоку участка 35 шнеков 18 (стадия 106). Как только поток 202 составляющей основы резинки выходит из загрузочной части 17, составляющая 202 основы резинки поступает в секцию 12а гильзы, которая содержит начальный участок кольцевого пространства 20 для перемешивания, содержащего множество шнеков 18. Внутри этого кольцевого пространства 20 вращающиеся шнеки 18 перемешивают поток 202 составляющей основы резинки посредством перемещения потока 202 через пространство 27 (как показано лучше всего на фигуре 3) между шнеками 18 и между зубцами вращающихся шнеков, вращающимся центральным валом 16 и цилиндром 14 (стадия 108).
Находясь в секции 12а гильзы, один или несколько ингредиентов в потоке 202 составляющей основы резинки перетираются и пластифицируются (в частности эластомер) посредством перемешивания, обеспечиваемого вращающимся центральным валом 16 и вращающимися шнеками 18 внутри кольцевого пространства 20 для перемешивания. Следует отметить, что это перетирание и пластификация посредством перемешивания может происходить в температурном диапазоне от 100 до 140 градусов Цельсия. Это дает важное преимущество относительно стандартных экструдеров непрерывного действия, в которых материал может достигать температур, таких как 180 градусов Цельсия или выше.
Согласно типичному варианту осуществления фигуры 5 и системы 200 перетирание эластомера в составляющей основы резинки достигается в некоторой точке в гильзах 12а и 12b и к моменту, когда поток достигает торца гильзы 12а, согласно некоторым вариантам осуществления. Во время протекания через, по меньшей мере, участки гильз 12а и 12b каналы 36 и 38 для регулирования температуры (в цилиндре 14 и центральном валу 16b, как обсуждалось выше и со ссылкой на фигуры 1-3) активно охлаждают поток 202 составляющей основы резинки по мере того, как он перемешивается (при помощи контакта потока 202 с наружной поверхностью центрального вала 16b и внутренней стенкой цилиндра 14). Этим охлаждением обеспечивается то, что поток 202 может достигать температуры менее 90 градусов Цельсия в некоторой точке во время перемещения потока 202 выше по потоку или в области планетарного валкового экструдера 10 вблизи находящегося ниже по потоку участка 35 шнеков 18 (стадия 110). Согласно типичному варианту осуществления фигуры 5 этот находящийся ниже по потоку участок 35 шнеков 18 расположен вблизи выпускного отверстия или точки 37 экструзии планетарного валкового экструдера 10.
Снижение температуры потока от 140 градусов Цельсия до самое большее 90 градусов Цельсия при выходе из планетарного валкового экструдера 10 является преимущественным по нескольким причинам. Например, это охлаждение допускает перенос полностью или по существу полностью перетертой и пластифицированной составляющей основы резинки в формующее устройство 206 (такое как гранулятор) или другой экструдер (такой как другой экструдер непрерывного действия, который может представлять собой планетарный валковый экструдер) без необходимости в отводе тепла от составляющей основы жевательной резинки при помощи отдельного теплообменного устройства вдоль средств/пути 204 переноса. Кроме того, составляющую основы резинки можно перемешивать с дополнительными основными ингредиентами и (что более важно) чувствительными к действию температуры, дополнительными ингредиентами (т.е. неосновными ингредиентами) без необходимости в дополнительном охлаждении. Эти преимущества достигаются, несмотря на то, что составляющая основы жевательной резинки экструдируется из планетарного валкового экструдера 10 в состоянии, при котором по существу отсутствуют неперемешанные или неперетертые частицы эластомера.
Кроме того, температура составляющей основы резинки при достижении формующего устройства 206 может находиться в пределах 20 градусов Цельсия от температуры составляющей основы резинки при выходе из планетарного валкового экструдера 10. Способность планетарного валкового экструдера экструдировать продукт при температуре достаточно низкой, такой, что продукт можно поддерживать в пределах диапазона 20 градусов Цельсия, обеспечивает перенос полностью или по существу полностью перетертой и пластифицированной составляющей основы резинки в формующее устройство 206 (такое как гранулятор) без необходимости в отводе тепла от составляющей основы жевательной резинки при помощи отдельного теплообменного устройства. Поток 202, таким образом, подают в формующее устройство 206 (такое как гранулятор) при температуре в пределах этого диапазона в 20 градусов Цельсия и, таким образом, при температуре, достаточно низкой для эффективного формования (или гранулирования).
Следует отметить, что типичный вариант осуществления, показанный на фигуре 5, включает использование по меньшей мере двух шнеков 18, а скорее трех или более или 3-18 шнеков 18, для обеспечения перемешивания, как обсуждалось выше, и включает как гомогенизацию, так и перетирание. Кроме того, центральный вал 16 предпочтительно вращается при по меньшей мере 50 оборотах/минуту или по меньшей мере 100 оборотах/минуту, причем экструзия происходит с производительностью по меньшей мере 50 кг/ч при подводе менее 0,2 кВтч/кг для обеспечения производительности экструзии по меньшей мере 50 кг/ч.
Готовая основа жевательной резинки
Со ссылкой на фигуры 6 и 7 типичный вариант осуществления способа 302 производства или экструзии готовой основы жевательной резинки и типичный вариант осуществления системы 400 для производства или экструзии готовой основы жевательной резинки будут теперь описаны более подробно. Как обсуждалось выше, готовая основа жевательной резинки представляет собой вязко-эластичный материал, который содержит, по меньшей мере, вязкий компонент, эластичный компонент (эластомер) и размягчающий компонент. Следовательно, все эти ингредиенты будут добавлены в планетарный валковый экструдер 10 в некоторой точке для производства или экструзии готовой основы резинки, и стадия 304 способа будет, таким образом, включать подачу множества ингредиентов резинки, включая, по меньшей мере, эластомер (и в конечном итоге, по меньшей мере, вязкий и размягчающий компонент), в планетарный валковый экструдер 10. Эти ингредиенты можно добавлять в гранулированной, расплавленной форме или в виде сырых ингредиентов, таких как, помимо прочего, порошкообразные, жидкие или хлопьевидные материалы, и они будут желательно, хотя и не обязательно, добавлены в основное впускное отверстие 28. Их также можно добавить в планетарный валковый экструдер 10 в одном и том же месте (т.е. все в основное впускное отверстие 28) или отдельно (т.е., по меньшей мере, некоторые из ингредиентов готовой основы добавляют через впускное отверстие(я), находящееся ниже по потоку относительно основного впускного отверстия 28). Согласно типичному варианту осуществления фигуры 7 некоторые из множества ингредиентов будут добавлены отдельно через отдельные впускные отверстия.
Аналогично фигуре 5, согласно типичному варианту осуществления фигуры 7 система 400 содержит загрузочную часть 17 и две находящиеся ниже по потоку смесительные секции 12а и 12b гильзы. Конечно, любое число гильз или секций 12 гильз, большее или меньшее двух, как, например, вариант осуществления с тремя или четырьмя секциями гильзы, можно использовать для производства или экструзии готовой основы жевательной резинки, как описано в настоящем документе. Однако, для простоты описания система 400 будет обсуждаться со ссылкой на загрузочную часть 17 и две смесительные секции 12а и 12b, как показано на фигуре 7.
Согласно типичному варианту осуществления эластомер, содержащийся во множестве ингредиентов, можно вводить в планетарный валковый экструдер 10 через основное впускное отверстие 28. Согласно типичному варианту осуществления эластомер вводят в виде измельченных кусков, возможно, с тальком, перемешанным с ним. Как указано выше, некоторые или все ингредиенты, необходимые для готовой основы резинки, можно вводить в планетарный валковый экструдер 10 на этой стадии. Однако и снова для простоты описания, система 400 будет обсуждаться только с эластомером, который вводят через основное впускное отверстие 28.
Эластомер сначала поступает в планетарный валковый экструдер 10 из источника 401 ингредиентов резинки. При вводе эластомера в планетарный валковый экструдер 10 через основное впускное отверстие 28 вращение, по меньшей мере, центрального вала 16 в загрузочной части 17 будет создавать поток 402, по меньшей мере, эластомера через планетарный валковый экструдер 10 и в направлении находящегося ниже по потоку участка 35 шнеков 18. Как только поток 402 эластомера (который можно рассматривать как поток составляющей основы на этой стадии при перемешивании/экструзии) выходит из загрузочной части 17, поток 202 поступает в секцию 12а гильзы, которая содержит начальный участок кольцевого пространства 20 для перемешивания, содержащий множество шнеков 18. Согласно типичному варианту осуществления на этой стадии (т.е. в области 33 соединения) оставшиеся ингредиенты, желаемые для готовой основы резинки, можно вводить в планетарный валковый экструдер 10 через боковое впускное отверстие 30 (стадия 306), как это показано на фигурах, или другое боковое впускное отверстие, расположенное вдоль корпуса гильзы (причем корпус расположен между местами 33 соединений). Оставшиеся ингредиенты, которые являются твердыми, будут обычно добавлять во впускные отверстия 30, расположенные вдоль корпуса гильзы, в то время как оставшиеся ингредиенты, которые являются жидкими, будут обычно добавлять в местах 33 соединений. Хотя это впускное отверстие показано как сообщающееся с планетарным валковым экструдером 10 в месте 33 соединения между секциями 12а и 12b гильзы, некоторые или все эти ингредиенты можно вводить в планетарный валковый экструдер 10 через одно или несколько впускных отверстий, расположенных в любой подходяще сконфигурированной области планетарного валкового экструдера 10. При этом согласно типичному варианту осуществления дополнительные ингредиенты, желаемые для готовой основы, можно вводить в поток 402 (делая их потоком 402 готовой основы резинки) в месте 33 соединения сразу выше по потоку относительно секции 12а гильзы, и вращающиеся шнеки 18 перемешивают поток 402 готовой основы резинки посредством перемещения потока 402 через пространство 27 (как лучше всего показано на фигуре 3) между шнеками 18 и между зубцами вращающихся шнеков, вращающимся центральным валом 16 и цилиндром 14 (стадия 308).
Находясь в кольцевом пространстве 20 секций 12а и 12b гильзы, множество ингредиентов в потоке 402 готовой основы резинки перетираются и пластифицируются (в частности эластомер) посредством перемешивания, обеспечиваемого вращающимся центральным валом 16 и вращающимися шнеками 18. Следует отметить, что это перетирание и пластификация посредством перемешивания может происходить в диапазоне температур от 100 до 140 градусов Цельсия. Это дает важное преимущество относительно стандартных экструдеров непрерывного действия, в которых материал может достигать температур, таких как 180 градусов Цельсия или выше.
Согласно типичному варианту осуществления фигуры 7, полное или по существу полное перетирание эластомера в готовой основе резинки достигается в некоторой точке в гильзах 12а и 12b и в момент, когда поток достигает торца гильзы 12а согласно некоторым вариантам осуществления. Во время протекания через, по меньшей мере, участки гильз 12а и 12b каналы 36 и 38 для регулирования температуры (в цилиндре 14 и центральном валу 16b, как обсуждалось выше и со ссылкой на фигуры 1-3) активно охлаждают поток 402 готовой основы резинки по мере того, как он перемешивается (при помощи контакта потока 402 с наружной поверхностью центрального вала 16b и внутренней стенкой цилиндра 14). Этим охлаждением обеспечивается то, что поток 402 может достигать температуры менее 90 градусов С в некоторой точке во время перемещения потока 402 выше по потоку или в области планетарного валкового экструдера 10 вблизи находящегося ниже по потоку участка 35 шнеков 18 (стадия 310). Согласно типичному варианту осуществления фигуры 7 этот находящийся ниже по потоку участок 35 шнеков 18 расположен вблизи выпускного отверстия или точки 37 экструзии планетарного валкового экструдера 10.
Снижение температуры потока от 140 градусов Цельсия до самое большее 90 градусов Цельсия при выходе из планетарного валкового экструдера 10 является преимущественным по нескольким причинам. Например, это охлаждение допускает перенос полностью или по существу полностью перетертой и пластифицированной готовой основы резинки непосредственно в формующее устройство 406 (такое как гранулятор) без необходимости в отводе тепла от готовой основы жевательной резинки при помощи отдельного теплообменного устройства вдоль средств/пути 404 переноса. Кроме того, готовую основу резинки можно перемешивать с чувствительными к действию температуры, дополнительными ингредиентами (т.е. неосновными ингредиентами) без необходимости в дополнительном охлаждении. Эти преимущества достигаются, несмотря на то, что готовая основа жевательной резинки экструдируется из планетарного валкового экструдера 10 в состоянии, при котором по существу отсутствуют неперемешанные или неперетертые частицы эластомера.
Кроме того, температура готовой основы резинки при достижении формующего устройства 406 может находиться в пределах 20 градусов Цельсия от температуры готовой основы резинки при выходе из планетарного валкового экструдера 10. Способность планетарного валкового экструдера экструдировать продукт при температуре достаточно низкой, такой, что продукт можно поддерживать в пределах диапазона 20 градусов Цельсия, обеспечивает перенос полностью или по существу полностью перетертой и пластифицированной готовой основы резинки в формующее устройство 406 (такое как гранулятор) без необходимости в отводе тепла от готовой основы жевательной резинки при помощи отдельного теплообменного устройства. Поток 402, таким образом, подается в формующее устройство 406 (такое как гранулятор) при температуре в пределах этого диапазона в 20 градусов Цельсия и, таким образом, при температуре, достаточно низкой для эффективного формования (или гранулирования).
Следует отметить, что типичный вариант осуществления, показанный на фигуре 7, включает использование по меньшей мере двух шнеков 18, а скорее трех или более или 3-18 шнеков 18, для обеспечения перемешивания, как обсуждалось выше, и включает как гомогенизацию, так и перетирание. Система 400 может также включать использование вакуума 408 (такого как насос) в последней гильзе (гильзе 12b в типичном варианте осуществления фигуры 7 и в третьей, четвертой или другой, находящейся ниже всего по потоку, гильзе в других вариантах осуществления). Согласно типичному варианту осуществления вакуум 408 можно использовать для увеличения плотности потока путем удаления воздуха и летучих веществ. Снижение давления потока ниже по потоку относительно такого вакуума 408 может быть необходимым. Интересно, что это использование вакуума 408 (или его формы) может быть включено в любой вариант осуществления системы, обсуждаемый в настоящем документе и показанный на фигурах.
В дополнение к сказанному выше следует отметить, что центральный вал 16 преимущественно вращается при по меньшей мере 50 оборотах/минуту или по меньшей мере 100 оборотах/минуту, причем экструзия происходит при производительности по меньшей мере 50 кг/ч с подводом менее 0,2 кВт·ч/кг для обеспечения экструзии с производительностью по меньшей мере 50 кг/ч. Более конкретно, планетарный валковый экструдер 10 рассматривается как имеющий внутренний диаметр 70-150 мм, 400 мм или 700 мм, и он может характеризоваться экструзией с производительностью 50-100 кг/ч, 2 тонны/ч или 2,5 тонны/ч.
Готовая жевательная резинка
Со ссылкой на фигуры 8 и 9 теперь будут описаны более подробно типичный вариант осуществления способа 502 производства или экструзии жевательной резинки в виде готовой жевательной резинки и типичный вариант осуществления системы 600 для производства или экструзии жевательной резинки в виде готовой жевательной резинки. Как обсуждалось выше, готовая жевательная резинка представляет собой жевательную резинку, которая в общем готова для подготовки к отправке продукта потребителю. В связи с этим, готовая резинка может все еще требовать температурной обработки, формования, придания формы, упаковки и покрытия, хотя с композиционной точки зрения жевательная резинка в целом готова. Готовая резинка обычно содержит растворимую в воде объемную часть (описанную выше), нерастворимую в воде часть - основу резинки (описанную выше) и одно или несколько ароматизирующих средств (описанных выше).
Все эти указанные выше ингредиенты будут добавлять в планетарный валковый экструдер 10 в некоторой точке во время перемешивания/экструзии (т.е. перед выгрузкой из планетарного валкового экструдера 10) для производства или экструзии готовой резинки, и стадия 504 способа будет, таким образом, включать подачу всех ингредиентов, желаемых для образования готовой жевательной резинки, как определено выше, в планетарный валковый экструдер 10 (желаемые ингредиенты представляют собой, по меньшей мере, растворимую в воде объемную часть, нерастворимую в воде часть - основу резинки и одно или несколько ароматизирующих средств). Эти ингредиенты можно добавлять в гранулированной, расплавленной форме или в виде сырых ингредиентов, таких как, помимо прочего, порошкообразные, жидкие или хлопьевидные материалы, причем, по меньшей мере, некоторые основные ингредиенты желательно, хотя и не обязательно, добавляют в основное впускное отверстие 28. Кроме того, различные желаемые ингредиенты можно также добавлять в планетарный валковый экструдер 10 в одном и том же месте (т.е. все в основное впускное отверстие 28) или отдельно (т.е., по меньшей мере, некоторые основные ингредиенты и/или неосновные, растворимые в воде ингредиенты, желаемые для готовой резинки, но не готовую основу резинки, добавляют ниже по потоку относительно основного впускного отверстия 28). Согласно типичному варианту осуществления некоторые из множества ингредиентов будут добавлять отдельно через боковые впускные отверстия 30.
Согласно типичному варианту осуществления фигуры 9 система 600 содержит загрузочную часть 17 и три находящихся ниже по потоку смесительных секций 12а, 12b и 12с гильзы. Конечно, любое число гильз или секций 12 гильзы, большее или меньшее трех, можно использовать для производства готовой жевательной резинки, как описано в настоящем документе, но для простоты описания система 600 будет обсуждаться со ссылкой на загрузочную часть 17 и три секции 12а, 12b и 12с гильзы, как показано на фигуре 9. Следует также отметить, что весь способ 502 производства может происходить в загрузочной части 17 и секциях 12а, 12b и 12с гильзы, включая добавление множества ингредиентов, желательных для готовой резинки, в планетарный валковый экструдер 10, а также перемешивание и экструзию/выгрузку готовой резинки.
Согласно типичному варианту осуществления, по меньшей мере, эластомер можно вначале подавать в планетарный валковый экструдер 10 (из источника 601 ингредиентов резинки) через основное впускное отверстие 28. Однако и как указано выше, некоторые или все ингредиенты, желаемые для готовой основы резинки, можно вводить в планетарный валковый экструдер 10 на этой стадии, и эти ингредиенты могут поступать в форме готовой основы резинки с частично, по существу полностью или полностью перетертым эластомером (т.е. в гранулированной форме и пр.). Согласно такому варианту осуществления готовую основу резинки с перетертым эластомером можно добавлять в систему с предшествующими или последующими дополнительными ингредиентами, которые разлагаются при относительно высоких температурах, связанных с перетиранием основы резинки (т.е. от 100 до 140 градусов Цельсия), собственно, температур можно избежать в планетарном валковом экструдере 10, если добавленная основа резинки была уже готова и перетерта. Однако и снова для простоты описания, система 600 будет описана только с эластомером, поступающим через основное впускное отверстие 28, причем этот эластомер будет перемешан и перетерт в ПВЭ и затем смешан с дополнительным ингредиентом резинки в планетарном валковом экструдере 10.
При введении в планетарный валковый экструдер 10 через основное впускное отверстие 28 вращение, по меньшей мере, центрального вала 16 в загрузочной части 17 будет создавать поток 602 эластомера через планетарный валковый экструдер 10 и в направлении находящегося ниже по потоку участка 35 шнеков 18 (стадия 506). Как только поток 602 эластомера (который можно рассматривать как поток составляющей основы на этой стадии при перемешивании/экструзии) выходит из загрузочной части 17, поток 602 поступает в секцию 12а гильзы, которая содержит начальный участок кольцевого пространства 20 для перемешивания, содержащий множество шнеков 18. Согласно типичному варианту осуществления на этой стадии (т.е. в области 33 соединения загрузочной части 17 и секции 12а гильзы) оставшиеся ингредиенты, желаемые для готовой основы резинки, можно вводить в планетарный валковый экструдер 10 через боковое впускное отверстие 30а. Хотя впускное отверстие показано как сообщающееся с планетарным валковым экструдером 10 в месте 33 соединения между секциями 12а и 12b гильзы, некоторые или все эти ингредиенты можно вводить в планетарный валковый экструдер 10 через одно или несколько впускных отверстий, расположенных в любой подходяще сконфигурированной области планетарного валкового экструдера 10. При этом согласно типичному варианту осуществления дополнительные ингредиенты, желаемые для готовой основы, можно вводить в поток 602 (делая его таким, который можно рассматривать как поток 602 готовой основы резинки на этой стадии) в месте 33 соединения сразу выше по потоку относительно секции 12а гильзы, и вращающиеся шнеки 18 перемешивают поток 602 посредством его перемещения через пространство 27 (как лучше всего показано на фигуре 8) между шнеками 18 и между зубцами вращающихся шнеков, вращающимся центральным валом 16 и цилиндром 14 (стадия 508).
Согласно некоторым вариантам осуществления множество ингредиентов в потоке 602 перетираются и пластифицируются (в частности эластомер) посредством перемешивания, обеспечиваемого вращающимся центральным валом 16 и вращающимися шнеками 18, во время нахождения в кольцевом пространстве 20 секций 12а и 12b гильзы. Следует отметить, что это перетирание и пластификация посредством перемешивания может происходить в диапазоне температур от 100 до 140 градусов Цельсия. Это дает важное преимущество относительно стандартных экструдеров непрерывного действия, в которых материал может достигать температур, таких как 180 градусов Цельсия или выше.
Согласно некоторым вариантам осуществления перетирание эластомера в готовой основе резинки может, таким образом, обеспечиваться в некоторой точке внутри кольцевого пространства 20 гильз 12а и 12b, но перед точкой, в которой поток достигает второго бокового впускного отверстия 30b. Как показано в типичном варианте осуществления фигуры 9, второе боковое впускное отверстие 30b расположено в месте 33 соединения между секцией 12b гильзы и секцией 12с гильзы. Однако, это второе боковое впускное отверстие 30b (или любое число дополнительных впускных отверстий) может быть расположено в любом подходяще сконфигурированном месте вдоль планетарного валкового экструдера 10 в зависимости от конкретных ингредиентов, которые необходимо добавить.
Например, согласно вариантам осуществления, таким как показанные в типичном варианте осуществления фигуры 9, второе боковое впускное отверстие 30b можно использовать для добавления дополнительных, неосновных ингредиентов, желаемых для производства готовой резинки. Как обсуждалось выше, эти дополнительные ингредиенты обычно растворимы в воде, чувствительны к действию температуры (т.е. разлагаются при повышенных температурах) и могут содержать по меньшей мере один из ингредиентов, попадающих в следующие категории: размягчители, объемные подсластители, подсластители высокой интенсивности, ароматизирующие средства, кислоты, дополнительные наполнители, функциональные ингредиенты и их комбинации. Вследствие чувствительности к действию температуры этих ингредиентов не всегда возможно перемешивать дополнительные, неосновные ингредиенты с готовой основой резинки, пока готовая основа резинки не будет иметь температуру менее 90 градусов Цельсия.
Для того, чтобы приспособиться к этой чувствительности к действию температуры дополнительных ингредиентов, добавленных во второе боковое впускное отверстие 30b, системы 36 и 38 регулирования температуры (которые проходят через цилиндр 14 и центральный вал 16b, как обсуждалось выше и со ссылкой на фигуры 1-3) активно охлаждают поток 602 готовой основы резинки, по мере того как он перемешивается (при помощи контакта потока с наружной поверхностью центрального вала 16b и внутренней стенкой цилиндра 14), по меньшей мере, в участках кольцевого пространства 20 выше по потоку относительно второго бокового впускного отверстия 30b. Согласно некоторым вариантам осуществления поток 602 можно таким образом охладить до температуры менее 90 градусов Цельсия в некоторой точке выше по потоку или в области планетарного валкового экструдера 10 вблизи второго бокового впускного отверстия 30b (стадия 510). Согласно типичному варианту осуществления фигуры 9 это второе боковое впускное отверстие 30b расположено в местах 33 соединения между секцией 12b гильзы и секцией 12с гильзы, но может быть расположено в любом приемлемо сконфигурированном месте вдоль планетарного валкового экструдера 10, которое находится ниже по потоку относительно температур, которые могут разлагать дополнительные ингредиенты, добавляемые во впускное отверстие 30b.
Снижение температуры потока от 140 градусов Цельсия до самое большее 90 градусов Цельсия при достижении второго бокового впускного отверстия 30b планетарного валкового экструдера 10 (и, таким образом, добавлении дополнительных ингредиентов) является преимущественным по нескольким причинам. Например, это охлаждение допускает добавление чувствительных к температуре дополнительных ингредиентов в полностью или по существу полностью перетертую и пластифицированную готовую основу резинки в планетарном валковом экструдере 10, даже если готовая основа жевательной резинки могла быть перетерта в планетарном валковом экструдере 10 при температурах в диапазоне от 100 до 140 градусов Цельсия (что ниже, чем в большинстве традиционных экструдеров непрерывного действия, но может быть достаточно высокой для разложения некоторых дополнительных ингредиентов), и это возможное перетирание происходило в отсутствие по существу неперемешанных или неперетертых частиц эластомера.
Как только дополнительные ингредиенты, входящие в планетарный валковый экструдер 10 через второе боковое впускное отверстие 30b, достаточно перемешаны в потоке 602 с тем, чтобы обеспечить готовую жевательную резинку, поток 602 (который можно теперь рассматривать как поток 602 готовой жевательной резинки) можно экструдировать/выгружать из планетарного валкового экструдера 10 (стадия 512). Согласно типичному варианту осуществления этот поток готовой резинки экструдируется из секции 12с гильзы через выпускное отверстие 37 и переносится в дополнительное обрабатывающее устройство 606, которое может включать обработку, формование, придание формы, упаковку и/или покрытие теперь композиционно готовой жевательной резинки.
Следует отметить, что типичный вариант осуществления, показанный на фигуре 9, включает использование по меньшей мере двух шнеков 18, и скорее трех или более или 3-18 шнеков 18, для обеспечения перемешивания, как обсуждалось выше, и включает как гомогенизацию, так и перетирание. Кроме того, центральный вал 16 предпочтительно вращается при по меньшей мере 50 оборотах/минуту, или по меньшей мере 100 оборотах/минуту, причем экструзия происходит с производительностью по меньшей мере 50 кг/ч при подводе менее 0,2 кВт·ч/кг для обеспечения экструзии с производительностью по меньшей мере 50 кг/ч.
Готовая жевательная резинка, содержащая добавление основы резинки с перетертым эластомером
Со ссылкой на фигуры 10 и 11 типичный вариант осуществления способа 702 производства или экструзии жевательной резинки в виде готовой жевательной резинки и типичный вариант осуществления системы 800 для производства или экструзии жевательной резинки в виде готовой жевательной резинки будут теперь описаны более подробно. Хотя описываемая система 800 может содержать некоторые различные и/или дополнительные элементы по сравнению с обсуждаемыми выше системами 200, 400 и 600, следует учесть, что способ 702 и любые из обсуждаемых выше способов 102, 302 и 502 можно осуществлять при помощи системы 800.
Как обсуждалось выше, готовая жевательная резинка представляет собой жевательную резинку, которая в целом готова для подготовки к отправке продукта потребителю. В связи с этим, готовая резинка может все еще требовать температурной обработки, формования, придания формы, упаковки и покрытия, хотя с композиционной точки зрения жевательная резинка в целом готова. Готовая резинка обычно содержит растворимую в воде объемную часть (описанную выше), нерастворимую в воде часть основы резинки (описанную выше) и одно или несколько ароматизирующих средств, красителей и подобное (описанные выше).
Все из этих указанных выше ингредиентов (включая, по меньшей мере, частично перетертый эластомер) будут добавлены в планетарный валковый экструдер 10 в одной и той же точке во время перемешивания/экструзии для производства или экструзии готовой жевательной резинки, и стадия 704 способа будет таким образом включать подачу всех ингредиентов, желаемых для образования готовой жевательной резинки, как определено выше, в планетарный валковый экструдер 10 (желаемые ингредиенты обычно включают, по меньшей мере, растворимую в воде объемную часть, нерастворимую в воде часть - основу резинки с частично, по существу полностью или полностью перетертым эластомером и одно или несколько ароматизирующих средств, красителей и подобное). Эти ингредиенты можно добавлять в гранулированной, расплавленной или другой форме (сыром виде или ином), такой как, помимо прочего, порошкообразные, жидкие, гелеобразные или хлопьевидные материалы, причем, по меньшей мере, некоторые из ингредиентов основы резинки желательно, хотя и не обязательно, добавлять через впускные отверстия, обсуждаемые ниже. Согласно типичному варианту осуществления по сравнению с системой 800, показанной на фигуре 11, ингредиенты добавляют, как описано ниже.
Система 800 содержит загрузочную часть 17 и четыре находящиеся ниже по потоку смесительные секции 12а, 12b, 12с и 12d гильзы. Конечно, любое количество гильз или секций 12 гильз, большее или меньшее четырех, можно использовать для производства готовой жевательной резинки, как описано в настоящем документе, хотя одна-четыре гильзы будут желательны. Для простоты описания, однако, система 800 будет обсуждаться со ссылкой на загрузочную часть 17 и четыре секции 12а, 12b, 12с и 12d гильзы, как показано на фигуре 11. Следует отметить, что весь способ 702 производства может происходить в планетарном валковом экструдере 10, включая добавление множества ингредиентов, желаемых для готовой жевательной резинки, а также перемешивание и экструзию/выгрузку готовой жевательной резинки.
Как указано выше, множество ингредиентов, желательных для готовой жевательной резинки, включает основу жевательной резинки. Согласно типичному варианту осуществления, обсуждаемому в настоящем документе ниже, основа жевательной резинки содержит частично, по существу полностью или полностью перетертый эластомер. Важно, что поскольку эта готовая основа резинки содержит перетертый эластомер, последующие или дополнительные ингредиенты, желательные для готовой жевательной резинки, можно добавлять в систему 800 вместе с предшествующей или последующей основой резинки. Эта относительная универсальность в добавлении ингредиентов в систему 800 (или любую систему с добавленной в нее перетертой основой резинки) может происходить вследствие того, что можно избежать температур, обычно связанных с перетиранием эластомера, когда добавленная основа резинки содержит эластомер, который уже был перетерт. Добавление различных желательных ингредиентов будет обсуждаться ниже в настоящем документе.
Ссылаясь на фигуру 11, добавление желательных ингредиентов может начинаться с того, что по меньшей мере один желательный ингредиент вводят в планетарный валковый экструдер 10 из источника 801 ингредиентов резинки через основное впускное отверстие 28. Этот ингредиент, добавляемый в этой части системы 800, может представлять собой часть или весь основной и/или неосновной добавочный/дополнительный ингредиент. Ингредиент, добавляемый в этой части, может поступать в загрузочную часть 17 под действием силы тяжести с или без температурной обработки и перемещаться ниже по потоку в направлении секции 12а при такой же температуре, повышенной температуре или пониженной температуре.
При введении в планетарный валковый экструдер 10 через основное впускное отверстие 28 вращение, по меньшей мере, центрального вала 16 в загрузочной части 17 будет создавать поток 802 изначально добавленного ингредиента через планетарный валковый экструдер 10 и в направлении находящегося ниже по потоку участка 35 шнеков 18 (стадия 706). Как только поток 802 изначально добавленного ингредиента выходит из загрузочной части 17, поток 802 поступает в секцию 12а гильзы, которая содержит находящийся выше всего по потоку участок кольцевого пространства 20 для перемешивания, содержащий множество шнеков 18.
Как показано на фигуре 11, типичный вариант осуществления системы 800 может содержать боковое впускное отверстие 30а в секции 12а. Хотя боковое впускное отверстие 30а показано на фигурах как расположенное в корпусе секции 12а, следует иметь в виду, что это впускное отверстие может также быть расположено в месте соединения между этой частью и другой частью. Если не весь желаемый ингредиент резинки был добавлен в загрузочной части 17, это происходит через это впускное отверстие 30а, через которое дополнительные основные и/или неосновные ингредиенты резинки можно вводить в систему 800. Дополнительный ингредиент можно вводить в систему 800 в различных формах, как, например, помимо прочего, расплавленной, порошкообразной, гранулированной или жидкой форме. Если дополнительный ингредиент, входящий во впускное отверстие 30а, входит в гранулированной или порошкообразной форме, боковое впускное отверстие 30а может предпочтительно представлять собой активный шнековый питатель. Если дополнительный ингредиент, входящий во впускное отверстие 30а, входит в расплавленной или жидкой форме, боковое впускное отверстие 30а может предпочтительно представлять собой активную насосную подачу или распылитель. Если дополнительный ингредиент представляет собой расплавленную основу, интересно отметить, что эта расплавленная основа может входить в секцию 12а при приблизительно 85-90 градусах Цельсия и охлаждаться до приблизительно 60 градусов Цельсия в секциях 12а-12d из-за перемешивания с потенциально более холодным ингредиентом, текущим через систему 800, и другого регулирования температуры/условий охлаждения, создаваемых планетарным валковым экструдером 10 (что будет обсуждаться более подробно ниже). Это охлаждение будет также происходить, если расплавленная основа резинки была добавлена в точках выше по потоку или ниже по потоку относительно впускного отверстия 30а.
Как показано на фигуре 11, типичный вариант осуществления системы 800 может дополнительно содержать боковое впускное отверстие 30b в месте 33 соединения между секциями 12а и 12b. Хотя боковое впускное отверстие 30b показано на фигурах как расположенное в месте 33 соединения, следует отметить, что это впускное отверстие может также располагаться вдоль корпуса секции. Если не весь желаемый ингредиент резинки был добавлен в загрузочной части 17 и боковом впускном отверстии 30а, это происходит через это впускное отверстие 30b, через которое еще дополнительный основной и/или неосновной ингредиент резинки можно вводить в поток 802. Этот дополнительный ингредиент, входящий через впускное отверстие 30b, может входить в таких же формах и при помощи таких же устройств, как обсуждалось касательно впускного отверстия 30а.
Как показано на фигуре 11, типичный вариант осуществления системы 800 может также содержать боковое впускное отверстие 30с в секции 12b. Подобное впускное отверстие 30а, хотя боковое впускное отверстие 30с показано на фигурах как расположенное в корпусе секции 12b, следует учитывать, что это впускное отверстие может также располагаться в месте соединения между этой секцией и другой секцией.
Если не весь желаемый ингредиент резинки был добавлен при помощи загрузочной части 17, бокового впускного отверстия 30а и бокового впускного отверстия 30b, это происходит через это впускное отверстие 30с, через которое дополнительные основные и/или неосновные ингредиенты резинки можно вводить в систему 800. Этот дополнительный ингредиент, входящий через впускное отверстие 30с, может входить в таких же формах и при помощи таких же устройств, как обсуждалось в отношении впускного отверстия 30а.
Поток 802, содержащий ингредиенты резинки, добавленные в систему в областях выше по потоку и во впускном отверстии 30 с, смешиваются вместе и перемещаются по 12b и 12с посредством вращения шнеков 18 и центрального вала 16. Хотя секция 12с может содержать впускные отверстия, подобные впускным отверстиям 30а, 30b и 30с, на фигуре 11 показана секция 12с без какого-либо бокового загрузочного устройства, что позволяет выделить эту секцию для дегазации системы 800 и потока 802 в ней. Например, при помощи вакуум-насоса, как обсуждалось выше. Такая дегазация может требовать дополнительного оборудования для дегазации, не показанного на фигуре. Хотя секция 12с показана на фигуре как выделенная для дегазации, следует отметить, что любая из секций в системе 800 может быть выделена для такой дегазации.
Как показано на фигуре 11, типичный вариант осуществления системы 800 может также дополнительно содержать боковое впускное отверстие 30d в месте 33 соединения между секциями 12с и 12d. Хотя боковое впускное отверстие 30d показано на фигурах как расположенное в месте 33 соединения, следует учесть, что это впускное отверстие может также располагаться вдоль корпуса секции. Если не весь желаемый ингредиент резинки был добавлен в загрузочной части 17, боковом впускном отверстии 30а, боковом впускном отверстии 30b и боковом впускном отверстии 30с, это происходит через это впускное отверстие 30d, через которое еще дополнительный основной и/или неосновной ингредиент резинки будет добавлен. Согласно типичному варианту осуществления ингредиент, добавленный во впускное отверстие 30d, может представлять собой какой-то из более чувствительных ингредиентов резинки, таких как ароматизирующие и красящие ингредиенты. Аналогично ингредиентам, указанным выше, этот дополнительный ингредиент, поступающий через впускное отверстие 30d, может поступать в таких же формах и при помощи таких же устройств, как обсуждалось касательно впускного отверстия 30а.
Как только все ингредиенты, желаемые для готовой резинки (такие как, помимо прочего, насыпной порошок, основа с перетертым эластомером, пластификатор, неосновные порошкообразные смеси и ароматизирующие и красящие ингредиенты), ввели в планетарный валковый экструдер 10 через различные устройства подачи и впускные отверстия, эти ингредиенты резинки можно достаточно перемешать в потоке 802 так, что получается однородная готовая жевательная резинка (стадия 708). Поток 802, который можно рассматривать как поток 802 готовой жевательной резинки, как только все желаемые ингредиенты добавлены, можно экструдировать/выгружать из планетарного валкового экструдера 10 (стадия 710). Поток готовой жевательной резинки можно экструдировать в виде, таком как, помимо прочего, жгут или пластинка. Согласно типичному варианту осуществления этот поток готовой жевательной резинки экструдируют из секции 12d гильзы через выпускное отверстие 37 и переносят в дополнительное обрабатывающее устройство 806, которое может включать обработку, формование, придание формы, упаковку и/или покрытие теперь композиционно готовой жевательной резинки.
Следует отметить, что хотя вопросы температуры не являются такими критичными для способа (такого как способ 702) и системы (такой как система 800), где эластомер добавляют в планетарный валковый экструдер 10 в, по меньшей мере, частично перетертом состоянии (поскольку температур перетирания можно избежать), регулирование температуры в таких способах и системах остается важным фактором. Конечно, обсуждаемую выше основу резинки (с перетертым эластомером) и неосновные ингредиенты резинки можно однородно перемешивать и перемещать по системе 800 при помощи центрального вала 16, который преимущественно вращается при менее чем 100 оборотах/минуту и, более конкретно, при приблизительно 50-70 оборотах/минуту. При обеспечении аналогичных результатов такая система использует меньше энергии и создает меньше тепла, чем традиционной двухшнековый экструдер, в котором применяют центральные шнеки, которые вращаются при приблизительно 150 оборотах/минуту, таким образом создавая больше тепла в системе и требуя больше энергии, чем система, в которой используют вращение центрального вала при менее чем 120 оборотах/минуту.
Согласно типичному варианту осуществления поток 802, проходящий по системе 800, может иметь пиковую температуру приблизительно 85-90 градусов Цельсия в месте или вблизи подачи основы резинки, причем температура потока или расплава в системе 800 снижается от этой точки пиковой температуры по мере того, как поток 802 течет по направлению к выпускному отверстию 37. Этот обход высоких температур, как считается, достигается главным образом за счет относительно низкой частоты вращения центрального вала 16, хотя такое охлаждение/регулирование температуры можно усилить при помощи систем 36 и 38 регулирования, обсуждаемых выше. Кроме того, система 800 может работать так, что желаемого перемешивания ингредиентов жевательной резинки можно достичь при меньшей длине, чем этого можно достичь в традиционных системах. В связи с этим относительно более короткие варианты осуществления планетарного валкового экструдера 10 можно выбирать для использования в системах, таких как система 800, таким образом обеспечивая системы, в которых используют планетарные валковые экструдеры 10, которые занимают меньшую площадь, чем традиционные системы.
Как упоминается выше, желательно, чтобы готовую основу резинки с перетертым эластомером можно было добавить в систему вместе с предшествующими или последующими дополнительными ингредиентами, которые разлагаются при относительно высоких температурах, связанных с перетиранием основы резинки (т.е. 100-140 градусов Цельсия). И снова, можно избежать температур перетирания, когда добавленная основа резинки содержит эластомер, который был уже перетерт. Кроме того, переход системы 800 от использования для одного состава резинки к другому может происходить намного быстрее, чем в традиционных системах, вследствие способности планетарного валкового экструдера 10 по существу самоочищаться при завершении работы.
Следует отметить, что типичный вариант осуществления, показанный на фигуре 11, включает использование по меньшей мере двух шнеков 18, а скорее трех или более или 3-18 шнеков 18, для обеспечения перемешивания, как обсуждалось выше.
L/D
Анализ соотношения длины к диаметру (L/D) обычных двух- и одношнековых экструдеров обычно позволяет сравнивать экструдеры по потребляемой мощности и производительности относительно длины шнека экструдера и диаметра шнека экструдера или гильзы. Однако, такой анализ обычно не применим к планетарным валковым экструдерам, поскольку специалист в данной области техники будет рассматривать гильзы и внутренние элементы планетарного валкового экструдера и механизмы и структуры потока, существующие в планетарном валковом экструдере, иначе, чем в обычных шнековых экструдерах.
Если, однако, кто-то попытался бы применить принципы анализа L/D к планетарным валковым экструдерам, специалист в данной области техники сможет выбрать планетарные шнеки (т.е. валки, которые вращаются вокруг центрального вала) как элементы планетарного валкового экструдера, которые наиболее сходны со шнеком экструдера обычного шнекового экструдера. При выборе планетарных шнеков в типичном планетарном валковом экструдере для анализа L/D все шнеки в экструдере следует выстроить в линию один за другим для расчета общего "L" в соотношении L/D. Таким образом, если один планетарный шнек обычно имеет L/D приблизительно 18/1, L/D в обычном планетарном валковом экструдере будет составлять по меньшей мере 54/1 на гильзу, поскольку обычная гильза планетарного валкового экструдера содержит по меньшей мере три планетарных шнека, которые вращаются вокруг центрального вала, и скорее по меньшей мере 7 планетарных валков с L/D по меньшей мере 126/1 на гильзу.
Все ссылки, включая публикации, патентные заявки и патенты, цитируемые в настоящем документе, таким образом включены ссылкой в том же объеме, как если бы каждая ссылка была отдельно и конкретно указана как включенная ссылкой и изложена во всей своей полноте в настоящем документе.
Использование выражений в форме единственного числа и подобных ссылок в контексте описания настоящего изобретения (в частности в контексте следующей формулы изобретения) следует толковать как охватывающее как форму единственного, так и множественного числа, если иное не указано в настоящем документе или явно не противоречит контексту. Выражения "содержащий", "характеризующийся", "включающий" и "состоящий" следует толковать как открытые выражения (т.е. означающие "содержащий, помимо прочего,"), если иное не указано. Перечисление диапазонов значений в настоящем документе предназначено только для быстрого способа ссылки отдельно на каждое отдельное значение, попадающее в пределы диапазона, если иное не указано в настоящем документе, и каждое отдельное значение включено в описание, как если бы оно было отдельно перечислено в настоящем документе. Все способы, описанные в настоящем документе, можно осуществлять в любом подходящем порядке, если иное не указано в настоящем документе или иным образом явно не противоречит контексту. Использование какого-либо или всех примеров или типовой формулировки (например, "такой как"), предоставленных в настоящем документе, предназначено только для лучшего освещения настоящего изобретения и не предназначено для ограничения объема настоящего изобретения, если иное не указано. Ни одно выражение в описании не должно толковаться как указывающее на какой-либо незаявленный элемент, являющийся важным для осуществления настоящего изобретения.
Типичные варианты осуществления настоящего изобретения описаны в настоящем документе, включая наилучший способ осуществления настоящего изобретения, известный авторам изобретения. Изменения таких вариантов осуществления могут стать очевидными специалистам в данной области техники при прочтении вышеуказанного описания. Авторы изобретения предполагают, что специалисты в данной области техники осуществят такие варианты при необходимости, и авторы изобретения предполагают, что настоящее изобретение будет осуществлено на практике иначе, чем оно конкретно описано в настоящем документе. Следовательно, настоящее изобретение включает все модификации и эквиваленты объекта, изложенные в приложенной формуле изобретения, в соответствии с действующим законодательством. Кроме того, любая комбинация описанных выше элементов во всех их возможных вариантах включены в настоящее изобретение, если иное не указано в настоящем документе или как-то иначе явно не противоречит контексту.
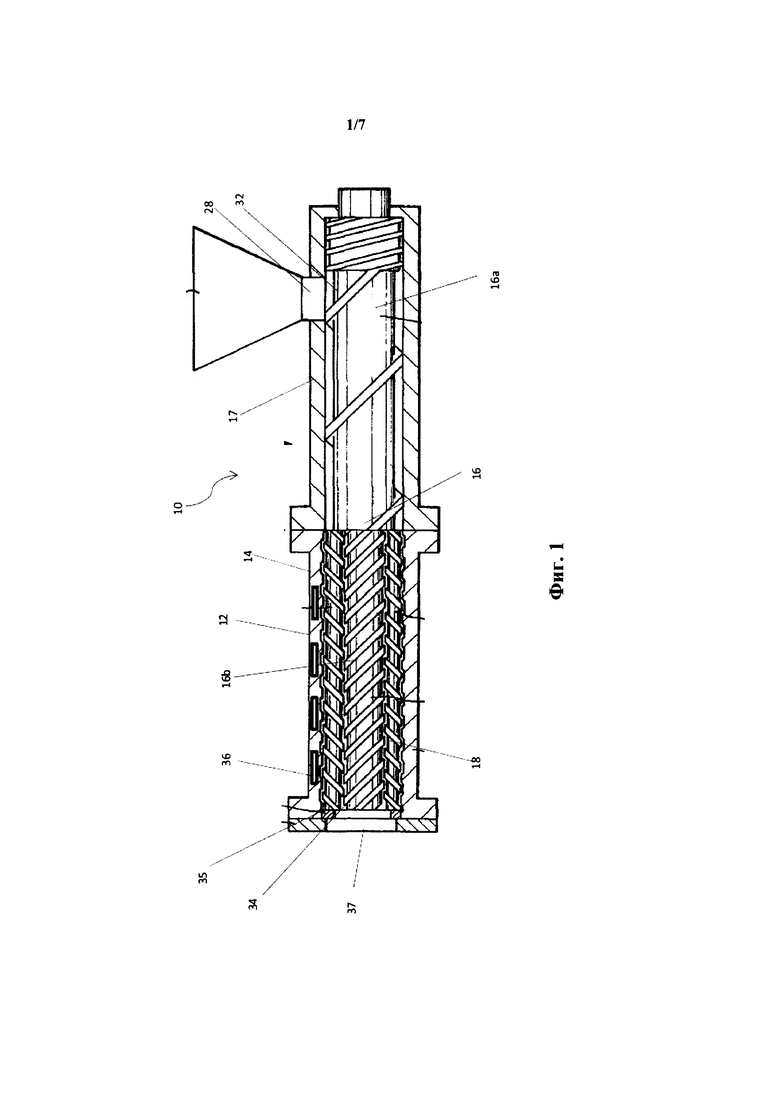
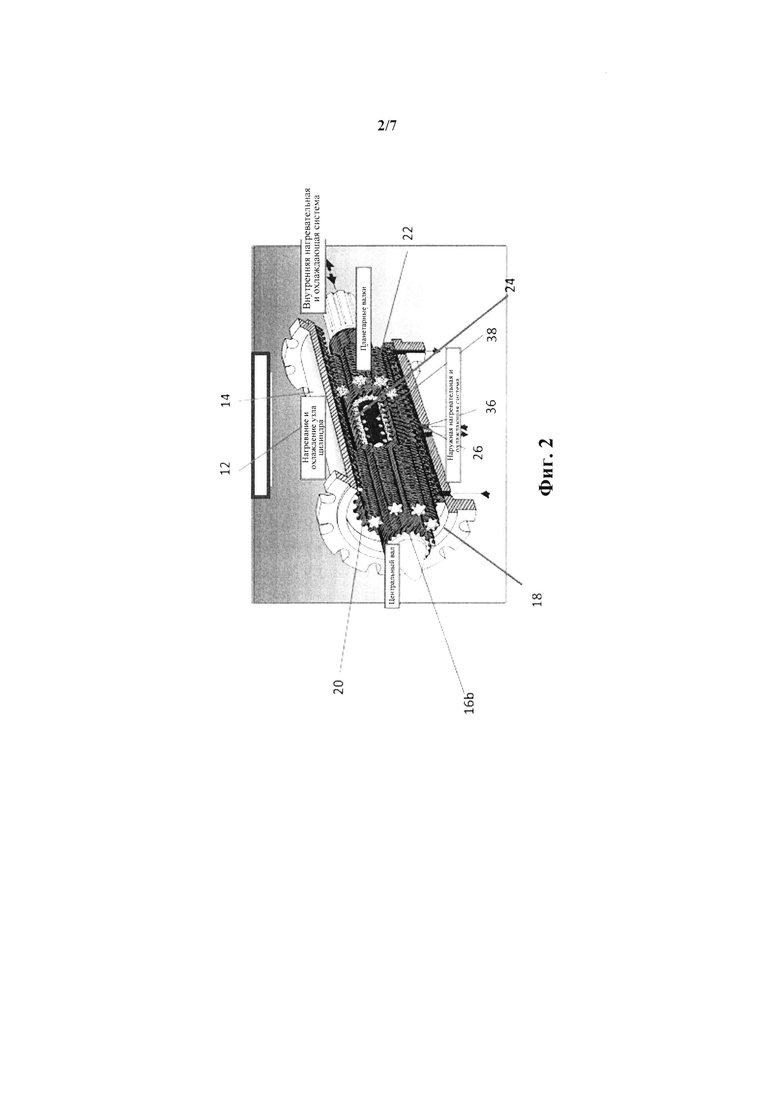
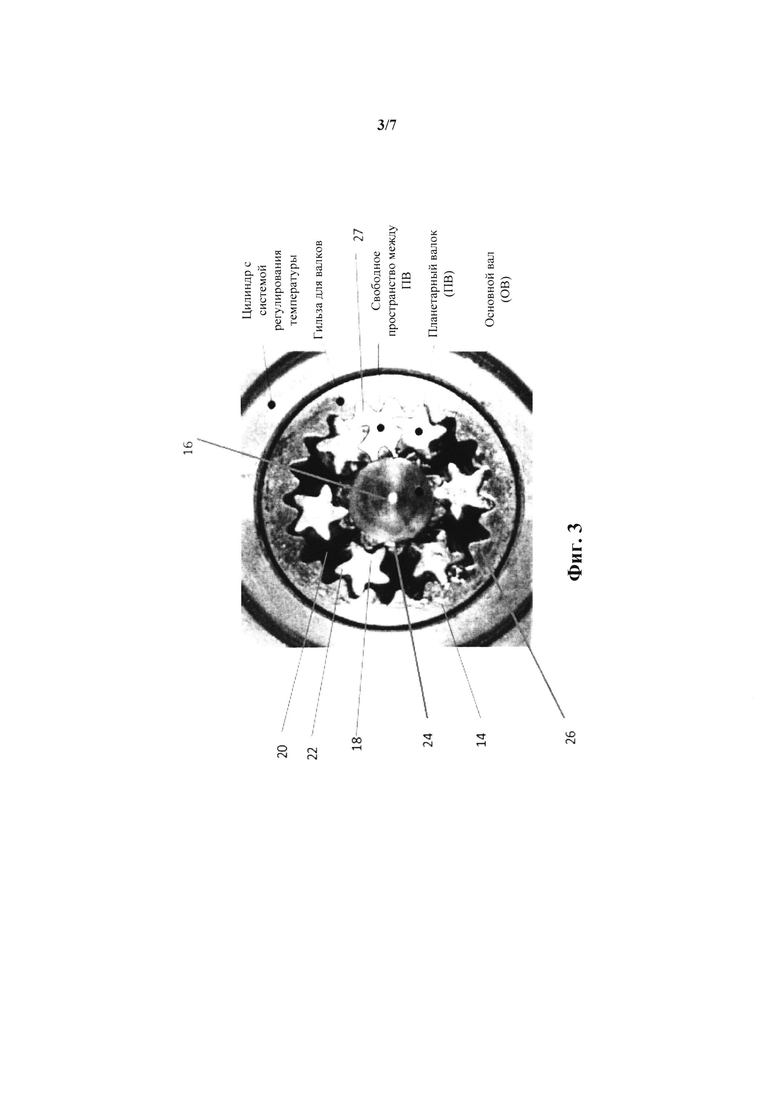
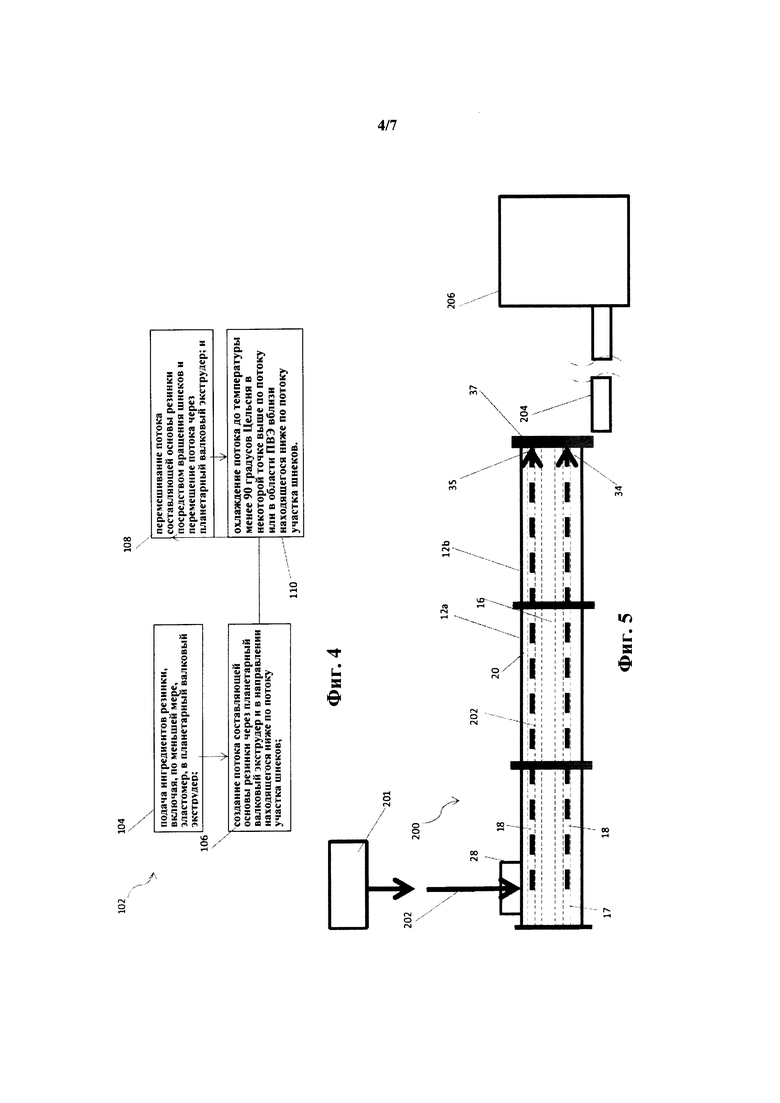
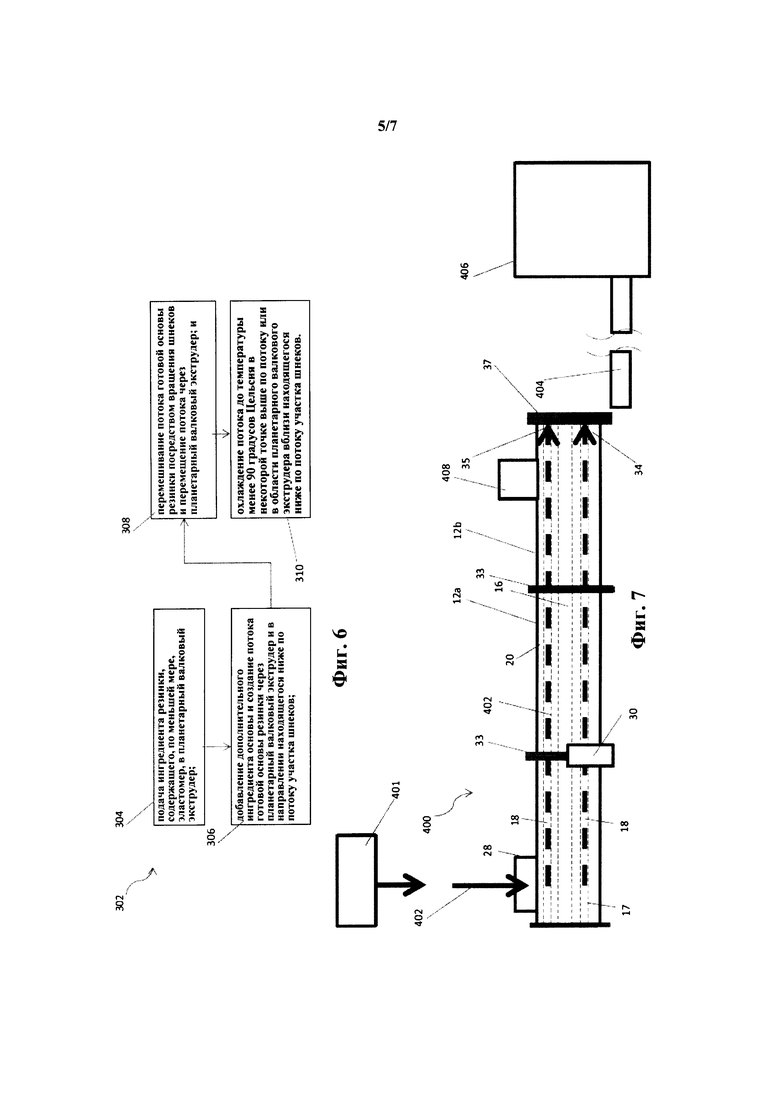
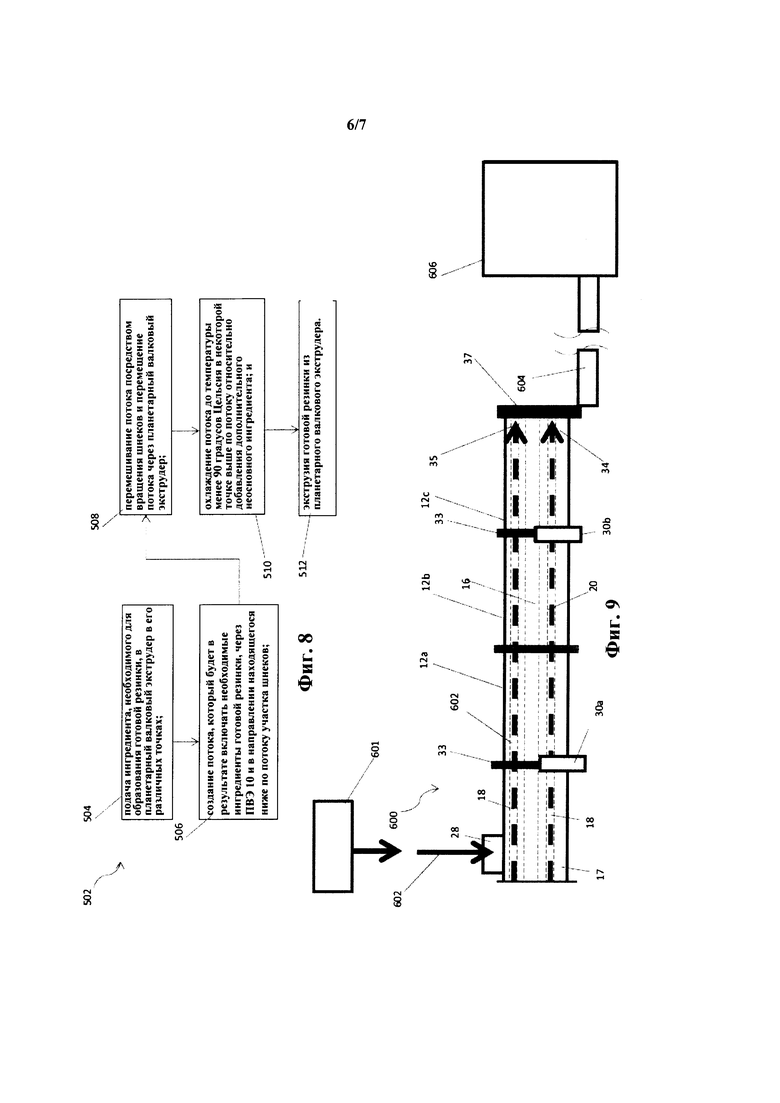
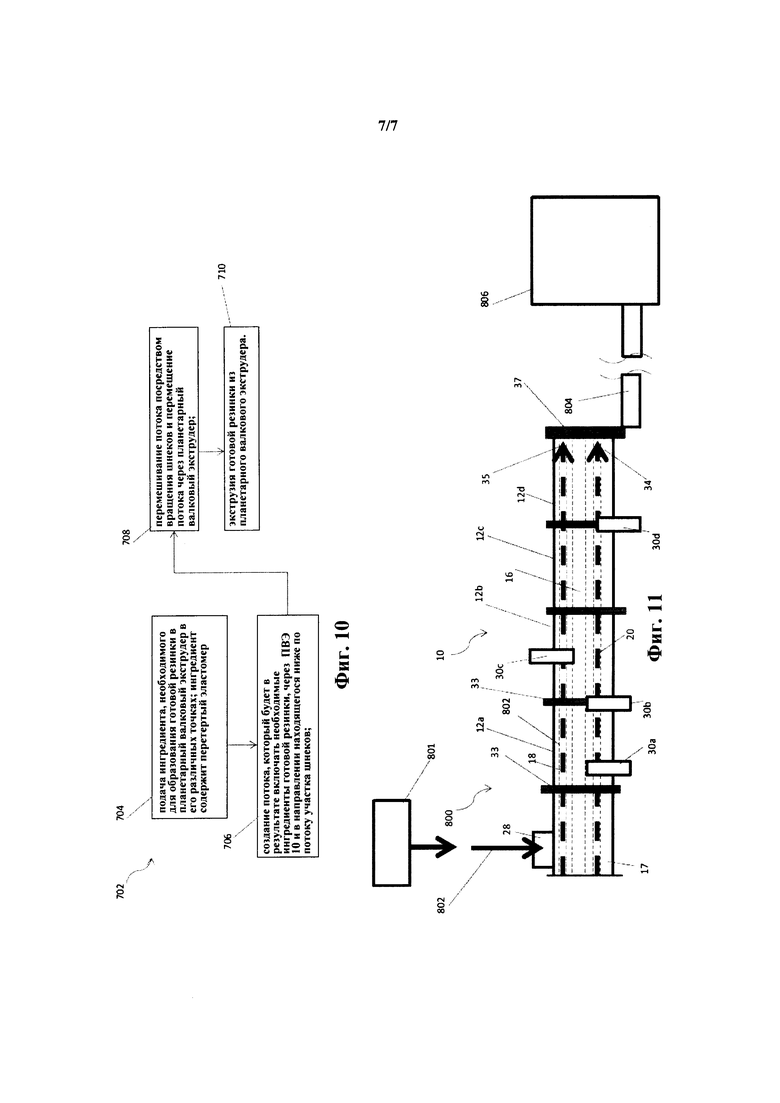
Способ производства жевательной резинки предусматривает подачу одного или нескольких ингредиентов резинки, включая по меньшей мере эластомер, в экструдер непрерывного действия, содержащий множество шнеков; вращение указанного множества шнеков и перемешивание указанного одного или нескольких ингредиентов посредством вращения множества шнеков в экструдере непрерывного действия. В итоге образуется по меньшей мере составляющая основы жевательной резинки. Далее создают поток составляющей основы жевательной резинки, содержащей указанный один или несколько ингредиентов, через указанный экструдер непрерывного действия в направлении находящегося ниже по потоку участка указанного множества шнеков посредством вращения и перемещают указанный поток указанной по меньшей мере составляющей основы жевательной резинки в область указанного экструдера непрерывного действия, которая находится вблизи указанного находящегося ниже по потоку участка указанного множества шнеков. Причем указанный поток имеет температуру менее 90°C в момент достижения участка указанного множества шнеков. Изобретение позволяет производить жевательную резинку без необходимости отвода тепла между стадиями экструзии и последующей обработки с возможностью внесения термически чувствительных дополнительных ингредиентов в массу жевательной резинки. 8 н. и 17 з.п. ф-лы, 11 ил.
1. Способ производства жевательной резинки, включающий
подачу одного или нескольких ингредиентов резинки, включая по меньшей мере эластомер, в экструдер непрерывного действия, содержащий множество шнеков;
вращение указанного множества шнеков и перемешивание указанного одного или нескольких ингредиентов посредством указанного вращения указанного множества шнеков в указанном экструдере непрерывного действия;
образование по меньшей мере составляющей основы жевательной резинки посредством указанного перемешивания указанного одного или нескольких ингредиентов;
создание потока указанной по меньшей мере составляющей основы жевательной резинки, содержащей указанный один или несколько ингредиентов, через указанный экструдер непрерывного действия в направлении находящегося ниже по потоку участка указанного множества шнеков посредством указанного вращения; и
перемещение указанного потока указанной по меньшей мере составляющей основы жевательной резинки в область указанного экструдера непрерывного действия, которая находится вблизи указанного находящегося ниже по потоку участка указанного множества шнеков, причем указанный поток имеет температуру менее 90°C, когда указанный поток достигает указанного находящегося ниже по потоку участка указанного множества шнеков.
2. Способ по п. 1, отличающийся тем, что указанная область указанного экструдера непрерывного действия, которая находится вблизи указанного находящегося ниже по потоку участка указанного множества шнеков, представляет собой выпускное отверстие указанного экструдера непрерывного действия, причем способ дополнительно включает экструзию указанного потока указанной по меньшей мере составляющей основы жевательной резинки из указанного выпускного отверстия при температуре менее 90°C.
3. Способ по п. 1, дополнительно включающий перенос указанного потока указанной по меньшей мере составляющей основы жевательной резинки из указанного находящегося ниже по потоку участка указанного множества шнеков в находящееся ниже по потоку обрабатывающее устройство, причем указанный перенос происходит в отсутствие какого-либо отвода тепла от по меньшей мере составляющей основы жевательной резинки при помощи теплообменного устройства, расположенного отдельно от указанного экструдера непрерывного действия.
4. Способ по п. 1, дополнительно включающий перетирание и пластификацию указанного эластомера посредством указанного перемешивания в указанном экструдере непрерывного действия, отличающийся тем, что указанное перетирание и пластификация указанного эластомера посредством указанного перемешивания происходит при самое большее 140°C в указанном экструдере.
5. Способ по п. 1, отличающийся тем, что указанный экструдер непрерывного действия представляет собой планетарный валковый экструдер, содержащий наружную гильзу с регулируемой температурой и центральный вал с регулируемой температурой, причем указанная наружная гильза с регулируемой температурой и указанный центральный вал с регулируемой температурой ограничивают кольцевое пространство для потока, причем указанное множество шнеков расположено в указанном кольцевом пространстве для потока, и указанное создание указанного потока происходит внутри указанного кольцевого пространства для потока между указанным множеством шнеков, указанным центральным валом и внутренней стенкой указанной гильзы.
6. Способ по п. 1, отличающийся тем, что указанное множество шнеков состоит из по меньшей мере трех шнеков.
7. Способ по п. 5, дополнительно включающий вращение указанного центрального вала при по меньшей мере 50 об/мин.
8. Способ по п. 2, отличающийся тем, что указанная экструзия указанного потока указанной по меньшей мере составляющей основы жевательной резинки происходит с производительностью по меньшей мере 50 кг/ч.
9. Способ по п. 8, дополнительно включающий подвод менее 0,2 кВт·ч/кг для осуществления указанной экструзии с производительностью по меньшей мере 50 кг/ч.
10. Способ по п. 2, отличающийся тем, что указанный поток указанной по меньшей мере составляющей основы жевательной резинки, по существу, не содержит неперемешанные или неперетертые частицы эластомера при указанной экструзии из указанного экструдера непрерывного действия.
11. Способ производства жевательной резинки, включающий
подачу одного или нескольких ингредиентов резинки, включая по меньшей мере эластомер, в экструдер непрерывного действия, содержащий множество шнеков;
вращение указанного множества шнеков и перемешивание указанного одного или нескольких ингредиентов посредством указанного вращения указанного множества шнеков в указанном экструдере непрерывного действия;
образование по меньшей мере составляющей основы жевательной резинки посредством указанного перемешивания указанного одного или нескольких ингредиентов;
создание потока указанной по меньшей мере составляющей основы жевательной резинки, содержащей указанный один или несколько ингредиентов, через указанный экструдер непрерывного действия в направлении находящегося ниже по потоку участка указанного множества шнеков посредством указанного вращения;
перемещение указанного потока указанной по меньшей мере составляющей основы жевательной резинки в область указанного экструдера непрерывного действия, которая находится вблизи указанного находящегося ниже по потоку участка указанного множества шнеков, причем указанный поток указанной по меньшей мере составляющей основы жевательной резинки имеет первую температуру, когда указанный поток достигает указанной области, которая находится вблизи указанного находящегося ниже по потоку участка указанного множества шнеков;
перенос указанного потока указанной по меньшей мере составляющей основы жевательной резинки из указанного находящегося ниже по потоку участка указанного множества шнеков в находящееся ниже по потоку обрабатывающее устройство, причем указанный поток указанной по меньшей мере составляющей основы жевательной резинки достигает указанного находящегося ниже по потоку обрабатывающего устройства при второй температуре; и
причем указанная вторая температура указанного потока находится в пределах 20°С от указанной первой температуры указанного потока при указанном достижении указанного находящегося ниже по потоку обрабатывающего устройства.
12. Способ по п. 11, отличающийся тем, что указанная область указанного экструдера непрерывного действия, которая находится вблизи указанного находящегося ниже по потоку участка указанного множества шнеков, представляет собой выпускное отверстие указанного экструдера непрерывного действия, и указанный перенос указанного потока включает экструзию указанного потока из указанного выпускного отверстия указанного экструдера непрерывного действия.
13. Система для производства жевательной резинки, причем система содержит
источник ингредиентов резинки, содержащий по меньшей мере эластомер;
экструдер непрерывного действия, сконфигурированный для получения указанного эластомера из указанного источника ингредиентов резинки, причем указанный экструдер непрерывного действия содержит по меньшей мере три шнека, причем указанный экструдер непрерывного действия и указанные по меньшей мере три шнека сконфигурированы для перемешивания и перемещения потока по меньшей мере составляющей основы жевательной резинки, содержащей по меньшей мере указанный эластомер, в область указанного экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка указанных по меньшей мере трех шнеков,
причем указанный экструдер непрерывного действия сконфигурирован для перемещения указанного потока указанной по меньшей мере составляющей основы жевательной резинки в указанную область указанного экструдера непрерывного действия так, чтобы указанный поток достигал указанной области при температуре менее 90°C.
14. Система по п. 13, отличающаяся тем, что указанный экструдер непрерывного действия представляет собой планетарный валковый экструдер, содержащий наружную гильзу с регулируемой температурой и центральный вал с регулируемой температурой, причем указанная наружная гильза с регулируемой температурой и указанный центральный вал с регулируемой температурой ограничивают кольцевое пространство для потока, содержащее указанные по меньшей мере три шнека.
15. Система для производства жевательной резинки, причем система содержит:
источник ингредиентов резинки, содержащий по меньшей мере эластомер;
экструдер непрерывного действия, сконфигурированный для получения указанного эластомера из указанного источника ингредиентов резинки, причем указанный экструдер непрерывного действия содержит по меньшей мере три шнека, причем указанный экструдер непрерывного действия и указанные по меньшей мере три шнека сконфигурированы для перемешивания и перемещения потока по меньшей мере составляющей основы жевательной резинки, содержащей по меньшей мере указанный эластомер, в область указанного экструдера непрерывного действия, которая находится вблизи находящегося ниже по потоку участка указанных по меньшей мере трех шнеков,
средства для переноса указанного потока указанной по меньшей мере составляющей основы жевательной резинки из указанной области указанного экструдера непрерывного действия в находящееся ниже по потоку обрабатывающее устройство, причем указанное находящееся ниже по потоку обрабатывающее устройство сконфигурировано для обработки указанного потока указанной по меньшей мере составляющей основы жевательной резинки желаемым образом,
причем указанный экструдер непрерывного действия сконфигурирован так, что указанный поток указанной по меньшей мере составляющей основы жевательной резинки перемещается из указанной области указанного экструдера непрерывного действия при первой температуре и достигает указанного находящегося ниже по потоку обрабатывающего устройства при второй температуре, причем указанная вторая температура сохраняется в пределах 20° от указанной первой температуры при переносе указанного потока указанной по меньшей мере составляющей основы жевательной резинки из указанной области указанного экструдера непрерывного действия в указанное находящееся ниже по потоку обрабатывающее устройство.
16. Система по п. 15, отличающаяся тем, что указанный экструдер непрерывного действия представляет собой планетарный валковый экструдер, содержащий наружную гильзу с регулируемой температурой и центральный вал с регулируемой температурой, причем указанная наружная гильза с регулируемой температурой и указанный центральный вал с регулируемой температурой ограничивают кольцевое пространство для потока, содержащее указанные по меньшей мере три шнека.
17. Способ производства жевательной резинки, включающий
обеспечение планетарного валкового экструдера с по меньшей мере первой секцией гильзы и второй секцией гильзы;
подачу по меньшей мере эластомера в указанный планетарный валковый экструдер;
перетирание указанного эластомера в указанной первой секции гильзы и перенос указанного эластомера в указанную вторую секцию гильзы;
подачу по меньшей мере одного дополнительного ингредиента в указанную вторую секцию гильзы и
перемешивание указанного эластомера и указанного по меньшей мере одного дополнительного ингредиента в указанной второй секции гильзы.
18. Способ по п. 17, отличающийся тем, что указанный эластомер и указанный по меньшей мере один дополнительный ингредиент содержат готовую основу резинки.
19. Способ по п. 18, дополнительно включающий обеспечение по меньшей мере третьей секции гильзы указанным планетарным валковым экструдером, отличающийся тем, что указанный эластомер и указанный по меньшей мере один дополнительный ингредиент составляют готовую основу жевательной резинки, причем способ дополнительно включает
перенос указанной готовой основы жевательной резинки из указанной второй секции гильзы в указанную третью секцию гильзы,
подачу по меньшей мере одного дополнительного ингредиента в указанную третью секцию гильзы и
перемешивание указанной готовой основы жевательной резинки и указанного по меньшей мере одного дополнительного ингредиента в указанной третьей секции гильзы с получением готовой жевательной резинки.
20. Способ производства резинки, включающий
обеспечение планетарного валкового экструдера, содержащего цилиндр с внутренней стенкой цилиндра и центральный вал с наружной поверхностью вала, причем указанная внутренняя стенка цилиндра и указанный центральный вал ограничивают кольцевое пространство для перемешивания;
обеспечение множества планетарных шнеков внутри указанного кольцевого пространства для перемешивания;
подачу одного или нескольких ингредиентов резинки, включая по меньшей мере эластомер, в указанный планетарный валковый экструдер;
вращение указанного множества шнеков и перемешивание указанного одного или нескольких ингредиентов посредством указанного вращения указанного множества шнеков в указанном планетарном валковом экструдере;
перетирание указанного эластомера посредством указанного перемешивания;
образование по меньшей мере составляющей основы жевательной резинки посредством указанного перемешивания и указанного перетирания;
создание потока указанной по меньшей мере составляющей основы жевательной резинки, содержащей указанный один или несколько ингредиентов, через указанный планетарный валковый экструдер в направлении находящегося ниже по потоку участка указанного множества шнеков посредством указанного вращения;
регулирование температуры указанной наружной поверхности вала при помощи системы регулирования температуры в указанном центральном валу;
регулирование температуры указанной внутренней стенки цилиндра при помощи системы регулирования температуры в указанной гильзе и
регулирование температуры указанного потока, указанной по меньшей мере составляющей основы жевательной резинки при помощи контакта между указанным потоком указанной по меньшей мере составляющей основы жевательной резинки и указанной стенкой цилиндра и контакта между указанным потоком указанной по меньшей мере составляющей основы жевательной резинки и указанной наружной поверхностью вала.
21. Способ по п. 20, где указанная по меньшей мере составляющая основы жевательной резинки представляет собой готовую основу жевательной резинки, полученную посредством указанного перемешивания и указанного перетирания указанного множества ингредиентов; дополнительно включающий
подачу по меньшей мере одного дополнительного ингредиента резинки в указанный планетарный валковый экструдер ниже по потоку относительно указанного перетирания;
перемешивание указанной готовой основы жевательной резинки с указанным по меньшей мере одним дополнительным ингредиентом внутри указанного кольцевого пространства для перемешивания с получением готовой жевательной резинки и
экструзию указанной готовой жевательной резинки.
22. Способ производства жевательной резинки, включающий
обеспечение планетарного валкового экструдера, содержащего цилиндр с внутренней стенкой цилиндра и центральный вал с наружной поверхностью вала, причем указанная внутренняя стенка цилиндра и указанный центральный вал ограничивают кольцевое пространство для перемешивания;
обеспечение множества планетарных шнеков внутри указанного кольцевого пространства для перемешивания;
подачу по меньшей мере одного первого ингредиента резинки, содержащего по меньшей мере частично перетертый эластомер, в указанный планетарный валковый экструдер;
вращение указанного множества шнеков и перемешивание указанного по меньшей мере одного первого ингредиента резинки в указанном планетарном валковом экструдере;
создание потока указанного по меньшей мере одного первого ингредиента резинки через указанный планетарный валковый экструдер в направлении находящегося ниже по потоку участка указанного множества шнеков посредством указанного вращения;
подачу по меньшей мере одного второго ингредиента резинки в указанный планетарный валковый экструдер;
перемешивание указанного по меньшей мере одного первого ингредиента резинки с указанным по меньшей мере одним вторым ингредиентом резинки при помощи указанного множества шнеков внутри указанного кольцевого пространства для перемешивания с получением готовой жевательной резинки и
экструзию указанной готовой жевательной резинки.
23. Способ производства жевательной резинки, включающий
подачу по меньшей мере одного первого ингредиента резинки, содержащего эластомер, в экструдер непрерывного действия, содержащий множество шнеков и центральный вал;
подачу по меньшей мере одного второго ингредиента резинки в указанный экструдер непрерывного действия;
вращение указанного множества шнеков и перемешивание указанного по меньшей мере одного первого ингредиента резинки и указанного по меньшей мере одного второго ингредиента резинки посредством указанного вращения указанного множества шнеков в указанном экструдере непрерывного действия;
образование готовой жевательной резинки посредством указанного перемешивания указанного по меньшей мере одного первого и указанного по меньшей мере одного второго ингредиентов резинки и
создание потока указанной готовой жевательной резинки, содержащего указанный по меньшей мере один первый и указанный по меньшей мере один второй ингредиенты резинки, через указанный экструдер непрерывного действия в направлении находящегося ниже по потоку участка указанного множества шнеков посредством указанного вращения,
причем указанное перемешивание указанного по меньшей мере одного первого и указанного по меньшей мере одного второго ингредиентов резинки, указанное образование указанной готовой жевательной резинки и указанное перемещение указанной готовой жевательной резинки происходит посредством вращения по меньшей мере указанного центрального вала или по меньшей мере одного из указанного множества шнеков при менее чем 120 об/мин.
24. Способ по п. 23, отличающийся тем, что указанный эластомер по меньшей мере частично перетирают перед указанной подачей указанного по меньшей мере одного первого ингредиента резинки.
25. Способ по п. 23, отличающийся тем, что указанное перемещение указанной готовой жевательной резинки происходит посредством вращения по меньшей мере указанного центрального вала или по меньшей мере одного из указанного множества шнеков при 60-70 об/мин.
| US 5045325 A, 03.09.1991 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

