Область техники
Настоящее изобретение относится к способам и системам получения жевательной резинки, более конкретно оно относится к способам и системам формования жевательной резинки.
Уровень техники
Типично процесс изготовления и упаковки продуктов из жевательной резинки занимает много времени и требует большого количества оборудования. Процесс изготовления и упаковки жевательных продуктов может включать перемешивание и получение готовой резинки как нестандартной продукции, экструдирование и формование готовой резинки в виде брусков, кондиционирование брусков готовой резинки, экструдирование брусков в непрерывный тонкий лист готовой резинки, прокатку непрерывного листа через ряд валиков до однородной уменьшенной толщины, разметку и разделение листов на отдельные размеченные листы, кондиционирование отдельных листов в камере кондиционирования, разделение листов на порции резинки и упаковку порций резинки. Такие процессы производства и упаковки продуктов из жевательной резинки описаны в патенте US 6,254,373 переуступленном предшественнику интересов настоящего правопреемника, и в заявке на патент США N 12/352,110, принадлежащей настоящему правопреемнику; идеи и описания этих документов введены в настоящий документ ссылкой в той степени их полноты, которая не противоречит настоящему изобретению.
Традиционное калибровочное оборудование может включать в себя калибровочный экструдер, который продавливает жевательную резинку через маленькое прямоугольное отверстие (например, прямоугольное отверстие размером около 25 мм на 457 мм). Когда размер отверстия становится меньше, требуется довольно большое усилие, (например, для достаточно высокой производительности/объема производства может потребоваться привод мощностью 30 л.с.). Типично, продукт, выходящий из калибровочного экструдера, еще слишком толстый. В результате многие прежние системы типично использовали ряд калибровочных валиков, установленных последовательно на ленточном конвейере, чтобы постепенно снижать толщину резинки от около 25 мм типично до около 2-6 мм. Чтобы предотвратить прилипание резинки к валикам, обычно применяется опудривание подходящим порошковым средством. После этого может использоваться разметочный валик и делительный валик, чтобы получить тонкие пластинки или несколько более короткие и более толстые плитки резинки или подушечки (любое из вышеуказанных пластинок, плиток, подушечек или других порций резинки можно назвать "калиброванной резинкой"). Такие традиционные линии типично требуют также значительного последующего охлаждения и/или кондиционирования перед упаковкой, так как теплый мягкий продукт не очень годится для упаковки.
Настоящее изобретение направлено на улучшение и модернизацию прежних систем и способов получения и упаковки продуктов на основе жевательной резинки.
Сущность изобретения
Предлагаемый способ формования жевательной резинки включает обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку, и калибровку жевательной массы в лист жевательной резинки, имеющий по существу однородную толщину от около 0,3 мм до около 10 мм, используя пару стенок, причем жевательная масса находится в по существу непрерывном контакте с по меньшей мере одной из стенок перед и после калибровки.
Описан также способ формования жевательной резинки, включающий обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку, и калибровку жевательной массы в лист жевательной резинки, имеющий по существу однородную толщину от около 0,3 мм до10 мм, используя пару стенок, причем по меньшей мере одна из стенок имеет по существу плоскую поверхность.
Кроме того, описана система формования жевательной резинки, содержащее вход для резинки, выполненный для подачи жевательной массы в систему; пару подвижных стенок за входом, причем пара подвижных стенок содержит первую стенку и вторую стенку, и зазор между первой и второй стенками, причем зазор выполнен для калибровки жевательной массы в лист жевательной резинки, имеющий ширину по существу от 0,3 мм до около 10 мм, причем по меньшей мере одна из стенок выполнена для по существу непрерывного контакта с листом жевательной резинки, транспортируя его выше и ниже по потоку от зазора.
Кроме того, описана система формования резинки, включающая вход для резинки, выполненный для подачи жевательной массы в систему; пару подвижных стенок за входом, причем пара подвижных стенок содержит первую стенку и вторую стенку, и зазор между первой и второй стенками, причем зазор выполнен для калибровки жевательной массы в лист, имеющий ширину по существу от 0,3 мм до около 10 мм, причем по меньшей мере одна из стенок имеет по существу плоскую поверхность.
Далее, описан способ формования жевательной резинки, включающий обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку, и калибровку жевательной массы в лист жевательной резинки, имеющий по существу однородную толщину от около 0,3 мм до около 10 мм, используя пару стенок, причем непосредственно перед калибровкой жевательная масса является бесформенной.
Описана также система формования резинки, включающая вход для резинки, выполненный подавать жевательную массу в систему, пару подвижных стенок за входом, причем пара подвижных стенок содержит первую стенку и вторую стенку, и зазор между первой и второй стенками, причем зазор выполнен для калибровки жевательной массы в лист жевательной резинки, имеющий ширину по существу от 0,3 мм до около 10 мм, причем вход выполнен для подачи по существу бесформенной жевательной массы непосредственно перед зазором.
Краткое описание чертежей
Приложенные чертежи, введенные в описание и составляющие его часть, изображают некоторые аспекты настоящего изобретения и, вместе с описанием, служат для объяснения принципов изобретения. На чертежах:
Фиг.1 является частично схематическим и частично перспективным изображением системы для производства жевательной резинки согласно первому варианту выполнения;
Фиг.2 является частично схематическим и частично перспективным изображением системы для производства жевательной резинки согласно второму варианту выполнения;
Фиг.3 является частично схематическим и частично перспективным изображением системы для производства жевательной резинки согласно третьему варианту выполнения;
Фиг.4 является частично схематическим и частично перспективным изображением системы для производства жевательной резинки согласно четвертому варианту выполнения;
Фиг.5 является схематическим изображением в поперечном разрезе системы формования резинки, содержащей набор валиков, закрепленных на каркасных конструкциях, причем между парой валиков предусмотрен в целом однородный поперечный зазор;
Фиг.6 является схематическим изображением в поперечном разрезе системы формования резинки с Фиг.5, показывающим отклонение между парой валиков;
Фиг.7 является вид сверху в перспективе бункера, содержащего пару подающих валиков, согласно одному иллюстративному варианту выполнения;
Фиг.8 является видом в поперечном разрезе пары валиков, содержащих охлаждающий канал, согласно одному иллюстративному варианту выполнения;
Фиг.9 является видом в перспективе автономного охлаждающего валика согласно одному иллюстративному варианту выполнения;
Фиг.10 является схематической иллюстрацией охлаждаемого ленточного конвейера согласно одному иллюстративному варианту выполнения;
Фиг.11 является схематической иллюстрацией системы формования резинки, содержащей несколько теплопередающих валиков согласно одному иллюстративному варианту выполнения, и
Фиг.12 является схематической иллюстрацией стенок для формования резинки согласно одному иллюстративному варианту выполнения.
Хотя изобретение будет описано в связи с некоторыми предпочтительными вариантами выполнения, оно не ограничено этими вариантами выполнения. Напротив, намерением является включить все альтернативы, модификации и эквиваленты, охватываемые сущностью и объемом изобретения, какие определяются приложенной формулой.
Подробное описание изобретения
Далее подробно описываются частные варианты выполнения настоящего изобретения, обеспечивающие улучшение формования листа жевательной резинки и облегчение теплопереноса от листа или к листу. В одном варианте выполнения система содержит совокупность подвижных стенок для формования жевательной структуры/массы в непрерывное полотно, имеющее желаемую толщину и ширину, одновременно осуществляя контроль температуры резинки. Следует отметить, что термин "стенки" можно определить как любую поверхность, способную перемещаться внутри системы. Система может формовать жевательную массу в лист жевательной резинки желаемой ширины и толщины при меньших отклонениях размеров, чем обычные линии. Кроме того, система может устранить потребность в экструдере калибровочного типа и наборе валиков, использующихся в обычных линиях по производству жевательной резинки для постепенного уменьшения толщины жевательной массы до желаемой толщины листа. Не нуждаясь в использовании экструдера калибровочного типа, система может работать при намного меньшем потреблении энергии, чем обычные линии, содержащие калибровочный экструдер. Таким образом, система позволяет снизить расход энергии и усилие сдвига, вводимое при деформации жевательной структуры, сохраняя больше ингредиентов резинки, чувствительных к температуре или сдвиговым усилиям.
Кроме того, система может дать лист жевательной резинки с намного большей шириной по сравнению с экструдером калибровочного типа в обычных линиях, а также устраняет необходимость в использовании порошковых материалов для опудривания. Не используя порошковый опудривающий материал, можно уменьшить время на уборку для переключения до части времени, требующегося в обычных линиях прокатки и разметки, тем самым значительно снижая простои производства. Это дополнительно снижает общие затраты на эксплуатацию линии, так как не нужен дополнительный опудривающий материал. Помимо этих преимуществ над обычными линиями, подвижные стенки системы можно также охлаждать (или нагревать, в некоторых вариантах выполнения), чтобы обеспечить охлаждение при деформации жевательной структуры или массы до желаемых толщины и ширины. Таким образом, система согласно некоторым вариантам выполнения может формовать и охлаждать или нагревать резинку за один этап, давая тем самым много преимуществ над обычными линиями по производству жевательной резинки.
Кроме того, продукты на основе жевательной резинки, полученные согласно воплощениям настоящего изобретения, могут быть структурно отличными от продуктов, полученных на обычных линиях по производству жевательной резинки, так как системы могут приводить к разной кристаллизации резинки вследствие ее быстрого охлаждения и не использования экструдера калибровочного типа с большим сдвиговым усилием, нескольких валиков для уменьшения размеров прокаткой и длительного охлаждения/кондиционирования резинки. Кроме того, можно достичь более удовлетворительного с эстетической точки зрения производства жевательной резинки, отказавшись от применения порошковых опудривающих материалов и получая жевательную резинку с желаемой толщиной и шириной при относительно малых колебаниях толщины и ширины по сравнению с продуктами, получаемыми на обычных линиях по производству жевательной резинки.
Фиг.1 показывает систему 100 для производства жевательной резинки согласно одному иллюстративному варианту выполнения. Система 100 для производства жевательной резинки обычно включает в себя систему 102 перемешивания резинки, систему 106 формования или калибровки резинки, разметочный валик 194 и делительный валик 196. Система 100 для производства жевательной резинки показана здесь также с факультативной тестоформующей машиной 104 и охлаждающим туннелем 200. Следует отметить, что разметочный валик 194 и/или делительный валик можно также поместить за охлаждающим туннелем 200.
Система 102 перемешивания резинки может содержать единственный смеситель или несколько смесителей, оборудованных различными перемешивающими компонентами, и/или системы загрузки смесителя для обработки ингредиентов резинки с целью получения жевательной структуры или массы. Смесители смесительной системы 102 могут быть, например, смесителем периодического действия или смесителем непрерывного действия, таким как экструдер. Далее, в некоторых вариантах выполнения система 102 перемешивания резинки может быть просто плавильной системой, которая расплавляет ранее сформованную резинку в состояние, в котором ее можно позднее формовать.
В зависимости от типа системы 106 формования резинки, она обеспечивает калибровку и, потенциально, контроль температуры (т.е., охлаждение или нагрев) и уменьшает/устраняет нижеследующие операции постепенной прокатки. Как будет пояснено, эта система 106 формования резинки может также использоваться для исключения применения калибровочных экструдеров (например, экструдеров, которые дают широкие и тонкие полоски резинки), что может уменьшить силы, действующие при обработке, или среднюю деформацию, и температуру, тем самым приводя к меньшему истиранию чувствительных к давлению материалов. Система может также увеличить количество чувствительных к сдвигу или температуре ингредиентов, остающихся невредимыми при обработке. Система 106 формования резинки может применяться для формования различных жевательных масс (или различных составов), таких, как готовая резинка, основа готовой резинки, гуммиоснова, включающая кусочки конфет, и т.д. Хотя большинство рассматриваемых здесь вариантов выполнения относится к жевательной резинке, используя систему формования 106, можно также формовать, калибровать и/или кондиционировать и другие кондитерские изделия, которые не содержат эластомерных соединений. Прежде чем перейти к более подробному описанию системы 102 перемешивания резинки, дадим сначала некоторую общую информацию о составе жевательной резинки.
Жевательная резинка в общих чертах
Жевательная резинка содержит в значительной части компоненты, которые обычно никогда не глотают, т.е. гуммиоснову, являющуюся резиноподобным жевательным компонентом. Жевательная резинка содержит также съедаемую часть, включающую подсластители, ароматизаторы и подобное, и может также включать другой конфетный или пищевой продукт, введенные в нее слоями или как ингредиенты. Гуммиоснова является довольно уникальной в технологии производства пищевых продуктов в том, что она вводит материал с упругостью и гибкостью в обработку, а также дает относительно непроводящий или изолирующий материал, который не очень хорошо передает тепло. Это создает уникальные технологические трудности. Что касается обработки, температура обработанного продукта - резинки сильно влияет как на вязкость, так и на другие технологические свойства, такие, как упругость и гибкость.
Далее, разные рецептуры резинки также являются факторами, которые необходимо учитывать при обработке, и обычно имеется желание обрабатывать резинку разной рецептуры на одном и том же оборудовании или линиях. Некоторые из ингредиентов переносят обработку достаточно неплохо. Другие ингредиенты, такие, как ароматизаторы, могут испаряться из-за нагрева, тем самым снижая количество ароматизаторов в конечном потребительском продукте. Другие ингредиенты, такие, как капсулированные подсластители, чувствительны к сдвиговым усилиям (например, из-за существенного давления, интенсивного перемешивания, сил, действующих при обработке, и т.п.) и, таким образом, могут быть повреждены при обработке. Все эти факторы создают разные проблемы в отношении калибровки резинки на маленькие, на один укус, порции и кондиционирования резинки для расфасовки в упаковку. Ниже для лучшего понимания будут рассмотрены некоторые термины и типичные компоненты в составе резинки.
Как используется здесь, "жевательная структура," "жевательная масса" или "листы жевательной резинки" могут включать, без ограничений, составы в диапазоне, включительно, от наполненного эластомера до готовой резинки, которые могут включать наполненный эластомер с добавлением некоторых композиционных добавок, маточную смесь гуммиосновы, наполненный эластомер с добавлением некоторых дальнейших ингредиентов резинки, наполненный эластомер с добавлением некоторых основных ингредиентов и некоторых дополнительных ингредиентов резинки, гуммиоснову, гуммиоснову в добавлением некоторых дальнейших ингредиентов резинки, маточную смесь готовой резинки и готовую резинку.
Прежде чем описывать системы и способы согласно настоящему изобретению, будет полезно обсудить общий состав некоторых типичных жевательных структур, которые используются или могут использоваться при формовании наиболее сложной жевательной структуры, а именно готовой резинки, которая может быть получена с применением вариантов выполнения систем и способов по настоящему изобретению.
Термин "готовая резинка", как он используется здесь, относится к жевательной структуре, которая в целом готова для приготовления, чтобы выдать продукт потребителю. Как таковая, готовая резинка может еще потребовать выдерживания в определенном температурном режиме, формования, придания формы, упаковки и покрытия. Однако само составление резинки в целом завершено. Не все готовые резинки имеют одинаковый состав или одинаковое количество отдельных ингредиентов. Меняя ингредиенты и количества ингредиентов, можно изменять, наряду с прочим, текстуру, вкус и ощущения, обеспечивая различные характеристики, чтобы удовлетворить потребностям потребителя.
Как всем хорошо известно, готовая резинка обычно включает водорастворимую объемную часть, не растворимую в воде фракцию гуммиосновы и одно или более ароматизирующее вещество. Водорастворимая фракция растрачивается с течением времени при жевании. Фракция гуммиосновы остается во рту в продолжении всего жевательного процесса. Готовая резинка типично готова для потребления потребителем.
Термин "основа готовой резинки", как он используется здесь, относится к жевательной структуре, которая содержит достаточную комбинацию ингредиентов гуммиосновы, которые нужно только соединить с дополнительными ингредиентами резинки, чтобы получить готовую резинку. Основа готовой резинки представляет собой жевательный вязкоупругий материал, который содержит по меньшей мере один вязкий компонент, эластичный компонент и размягчающий компонент. Например, типичная гуммиоснова может включать эластомер, по меньшей мере некоторые компоненты, выбранные из наполнителя, смолы и/или пластификатора, поливинилацетат и размягчитель (такой, как масло, жир или воск). Просто наполненный эластомер, например, без добавления каких-либо размягчителей, не будет являться основой готовой резинки, так как его нельзя считать пригодным для применения в структуре готовой резинки из-за трудности, если не невозможности его разжевывания.
Ингредиенты
Структуры жевательной резинки могут включать огромное число ингредиентов из различных категорий. Системы и способы смешения резинки согласно различным вариантам выполнения настоящего изобретения могут применяться для перемешивания всех без исключения известных ингредиентов, в том числе, но без ограничений, ингредиентов из следующих категорий: эластомеры, объемообразующие агенты, пластификаторы эластомеров (которые включают смолы), растворители эластомеров, пластификаторы, жиры, воски, наполнители, антиоксиданты, подсластители (например, объемные подсластители и высокоинтенсивные подсластители), сиропы/жидкости, ароматизаторы, вещества, усиливающие ощущения, интенсификаторы вкуса, кислоты, эмульгаторы, красители и функциональные ингредиенты.
Нерастворимая гуммиоснова обычно включает ингредиенты, входящие в следующие категории: эластомеры, пластификаторы эластомеров (смолы или растворители), пластификаторы, жиры, масла, воски, размягчители и наполнители. Позднее будет проведено дополнительное обсуждение характерных ингредиентов из каждой категории. Гуммиоснова может составлять 5-95% от веса готовой резинки, более типично 10-50 вес.% и чаще всего 20-30 вес.% готовой резинки.
Водорастворимая часть готовой резинки может включать дополнительные ингредиенты, входящие в следующие категории: размягчители, объемные подсластители, высокоинтенсивные подсластители, ароматизирующие вещества, кислоты, дополнительные наполнители, функциональные ингредиенты и их комбинации. Размягчители добавляют в резинку, чтобы оптимизировать разжевываемость и вкусовые ощущения от резинки. Размягчители, известные также как пластификаторы, пластифицирующие добавки или эмульгаторы, обычно составляют около 0,5-15% от веса жевательной структуры. Объемные подсластители составляют 5-95% от веса жевательной структуры, более типично 20-80 вес.% резинки и чаще всего 30-60 вес.% резинки. Могут также присутствовать высокоинтенсивные подсластители, которые обычно используются с не содержащими сахара подсластителями. Когда они используются, высокоинтенсивные подсластители типично составляют 0,001-5% от веса жевательной структуры, предпочтительно 0,01-3% от веса жевательной резинки. Типично, высокоинтенсивные подсластители по меньшей мере в 20 раз слаще, чем сахароза.
Ароматизирующее вещество обычно должно присутствовать в резинке в количестве в диапазоне около 0,1-15% от веса жевательной резинки, предпочтительно около 0,2-5% от веса резинки, наиболее предпочтительно около 0,5-3% от веса резинки. Могут использоваться натуральные и искусственные ароматизирующие вещества, которые могут комбинироваться любым приемлемым с точки зрения вкуса способом.
Кислоты, когда они содержатся, типично составляют около 0,001-5% от веса жевательной структуры.
В жевательные структуры можно вводить также такие факультативные ингредиенты, как красители, функциональные ингредиенты и дополнительные ароматизирующие вещества.
Теперь, после того как был дан общий обзор обычно используемых ингредиентов, будут более подробно рассмотрены отдельные категории ингредиентов и будут приведены примеры конкретных ингредиентов в различных категориях.
Эластомеры
Эластомеры (каучуки), используемые в жевательной структуре, будут значительно варьироваться в зависимости от различных факторов, таких, как тип желаемой жевательной структуры, желаемая консистенция жевательной структуры и от других компонентов, использующихся в жевательной структуре. Эластомер может быть любым нерастворимым в воде полимером, известным в данной области, он включает полимеры, использующиеся для жевательных резинок и надувающихся жевательных резинок. Иллюстративные примеры подходящих полимеров в жевательных структурах, в частности, в гуммиосновах, включают как натуральные, так и синтетические эластомеры. Например, полимеры, подходящие для жевательных структур, включают, без ограничений, такие натуральные вещества (растительного происхождения), как каспи (растение семейства анакардиевых), латекс сапотилового дерева (чикле), натуральный каучук, камедь кроны дерева, нисперо, розидинья, джелутонг, гваюла, перилла, млечный сок масличного нуга, туну, балата, гуттаперча, личи капси, сорва, гуттакай и т.п., и их комбинации. Примеры синтетических эластомеров включают, без ограничений, бутадиен-стирольные сополимеры (SBR), полиизобутилен, изобутилен-изопреновые сополимеры, полиэтилен, поливинилацетат и т.д. и их комбинации. Эластомеры составляют от около 10% до около 60%, чаще около 35-40% от веса жевательной структуры.
Дополнительные полезные полимеры включают: сшитый поливинилпирролидон, полиметилметакрилат; сополимеры молочной кислоты, полигидроксиалканоаты, пластифицированную этилцеллюлозу, поливинилацетатфталат и их комбинации.
Пластификаторы эластомеров
Жевательная структура может содержать растворители эластомеров, называемые здесь также пластификаторами эластомеров, помогающие размягчить эластомерные материалы. Такие растворители эластомеров могут включать известные в уровне техники растворители эластомеров, например, терпиненовые смолы, такие, как полимеры альфа-пинена, бета-пинена или d-лимонена, сложные метиловый, глицериновый и пентаэритритовый эфиры канифоли и модифицированной канифоли и камеди, такие, как гидрированные, димеризованные и полимеризованные канифоли и их смеси. Примеры подходящих для применения здесь растворителей эластомеров могут включать пентаэритритовый эфир частично гидрированной древесины и живичной канифоли, пентаэритритовый эфир древесины и живичной канифоли, глицериновый эфир экстракционной канифоли, глицериновый эфир частично димеризованной экстракционной и живичной канифоли, глицериновый эфир полимеризованной экстракционной и живичной канифоли, глицериновый эфир талловой канифоли, глицериновый эфир экстракционной и живичной канифоли и частично гидрированной экстракционной и живичной канифоли и частично гидрированный метиловый эфир древесины и канифоли и т.п., и их смеси. Растворитель эластомера может использоваться в жевательной структуре в количестве от около 2% до около 15%, предпочтительно от около 7% до около 11%, от веса жевательной структуры.
Пластификаторы
Жевательная структура может также включать пластификаторы или размягчители, которые также подпадают под описываемую ниже категорию восков, выполненные давать разнообразные желательные текстуры и консистенцию. Из-за низкого молекулярного веса этих ингредиентов, пластификаторы и размягчители способны проникать в основную структуру жевательной основы, делая ее пластичной и менее вязкой. Пригодные пластификаторы и размягчители включают триацетин, среднецепочечные триглицериды негидрогенизованного, частично гидрогенизованного масла хлопкового семени, соевого масла, пальмового масла, пальмоядрового масла, кокосового масла, сафлорового масла, таллового масла, масла какао, терпеновые смолы, полученные из альфа-пинена, ланолина, пальмитиновой кислоты, олеиновой кислоты, стеариновой кислоты, стеарат натрия, стеарат калия, глицирилтриацетат, глицериллецитин, глицерилмоностеарат, пропиленгликоль моностеарат, ацетилированый моноглицерид, глицерин и т.п., и их смеси. Воски, например, натуральные и синтетические воски, гидрогенизованные растительные масла, нефтяные воски, такие, как полиуретановые воски, полиэтиленовые воски, парафиновые воски, сорбитмоностеарат, талловый жир, пропиленгликоль, их смеси и т.п., также могут вводиться в жевательную структуру. Пластификаторы и размягчители обычно используются в жевательной структуре в количествах до около 20% от веса жевательной структуры, более конкретно, в количествах от около 9% до около 17% от веса жевательной структуры.
Пластификаторы могут также включать гидрогенизованное растительные масла, соевое масло и хлопковое масло, которые могут применяться по отдельности или в комбинации. Эти пластификаторы обеспечивают жевательной структуре хорошую текстуру и хорошие жевательные характеристики. Эти пластификаторы и размягчители обычно применяются в количествах от около 5% до около 14%, более конкретно в количествах от около 5% до около 13,5% от веса жевательной структуры.
Жиры
Подходящие масла и жиры включают, наряду с прочими, частично гидрогенизованные растительные или животные жиры, такие, как кокосовое масло, пальмоядровое масло, говяжий жир и свиное сало. Если эти ингредиенты используются, они обычно присутствуют в количествах до около 7%, предпочтительно до около 3,5% от веса жевательной структуры.
Воски
В некоторых вариантах выполнения жевательная структура может включать воск. Используемые воски могут включать в себя синтетические воски, такие, как воски, содержащие разветвленные алканы и сополимеризованные с мономерами, такими, без ограничений, как полипропилен и полиэтилен, и воски с процессов Фишера-Тропша, нефтяные воски, такие, как парафин, и микрокристаллический воск, и натуральные воски, такие, как пчелиный воск, канделильский воск, карнаубский воск, полиэтиленовый воск, рисовые отруби и нефтепродукты.
Воск размягчает полимерную смесь и улучшает эластичность жевательной структуры. Воски, если они присутствуют, должны иметь температуру плавления ниже около 60°C, предпочтительно от около 45°C до около 55°C. Низкоплавкий воск может быть парафиновым воском. Воск может присутствовать в жевательной структуре в количестве от около 6% до около 10%, предпочтительно от около 7% до около 9,5% от веса жевательной структуры.
Помимо низкоплавких восков, в жевательной структуре могут использоваться также воски с более высокой температурой плавления, в количествах до около 5% от веса жевательной структуры. Такие высокоплавкие воски включают пчелиный воск, растительный воск, канделлильский воск, карнаубский воск, большинство нефтяных восков и т.д., и их смеси.
Наполнители
В некоторых вариантах выполнения жевательные структуры, образованные с применением систем и способов согласно идеям изобретения, могут также включать эффективные количества увеличивающих объем агентов, таких, как минеральные вспомогательные добавки, которые могут служить наполнителями и текстурирующими добавками. Подходящие минеральные вспомогательные добавки включают карбонат кальция, карбонат магния, оксид алюминия, гидроксид алюминия, силикат алюминия, тальк, глину, оксид титана, молотый известняк, монокальций фосфат, трикальцийфосфат, дикальцийфосфат, сульфат кальция и т.д., и их смеси. Эти наполнители или вспомогательные добавки могут использоваться в жевательной структуре в различных количествах. Количество наполнителя может составлять от около нуля до около 40%, более конкретно от около нуля до около 30% от веса жевательной структуры. В некоторых вариантах выполнения количество наполнителя будет составлять от около нуля до около 15%, в частности, от около 3% до около 11%.
Антиоксиданты
Антиоксиданты могут включать материалы, которые улавливают свободные радикалы. В некоторых вариантах выполнения антиоксиданты могут включать, без ограничений, аскорбиновую кислоту, лимонную кислоту (лимонная кислота может быть инкапсулированной), розмариновое масло, витамин A, витамин E, витамин E фосфат, бутилированный гидрокситолуол (BHT), бутилированный гидроксианизол (BHA), пропилгаллат, токоферолы, ди-альфа-токоферил фосфат, токотриенолы, альфа-липоевую кислоту, дигидролипоевую кислоту, ксантофиллы, бета-криптоксантин, ликопин, лютеин, зеаксантин, астаксантин, бета-каротин, каротины, смешанные каратиноиды, полифенолы, флавоноиды и их комбинации.
Дополнительные ингредиенты
Жевательная структура может также включать некоторое количество обычных добавок, выбранных из группы, состоящей из подсластителей (объемные и высокоинтенсивные подсластители), размягчителей, эмульгаторов, наполнителей, добавок, увеличивающих объем (носители, расширители, объемные подсластители), ароматизирующих веществ (вкусовые вещества, ароматизаторы), окрашивающих добавок (красители, пигменты), функциональных ингредиентов и т.п., и их смеси. Некоторые их этих добавок могут служить более чем одной цели. Например, в бессахарной жевательной структуре подсластитель, такой, как мальтит или другой сахарный спирт, может также действовать как наполнитель, в частности, как водорастворимый наполнитель.
Объемные подсластители
Подходящие объемные подсластители включают моносахариды, дисахариды и полисахариды, такие, как ксилоза, рубилоза, глюкоза (декстроза), лактоза, манноза, галактоза, фруктоза (левулеза), сахароза (сахар), мальтоза, инвертный сахар, частично гидролизованный крахмал и твердая фракция кукурузного сиропа, сахарные спирты, нерегулярные полимеры глюкозы, например, какие продаются под торговой маркой LitesseTM, являющейся фирменным названием полидекстрозы, производства Danisco Sweeteners, Ltd. (41-51 Brighton Road, Redhill, Surryey, RH1 6YS, Великобритания); изомальт (рацемическая смесь альфа-D-глюкопиранозил-1,6-маннита и альфа-D-глюкопиранозил-1,6-сорбита, выпускаемая в продажу под торговой маркой PALATINIT™ компанией Palatinit Sussungsmittel GmbH (Gotlieb-Daimler-Strause 12a, 68165 Mannheim, Германия); мальтодекстрины; гидрированные гидролизаты крахмала; гидрированные гексозы; гидрированные дисахариды; минералы, как карбонат кальция, тальк, диоксид титана, дикальцийфосфат; целлюлозы и их смеси.
Подходящие несахарные объемные подсластители включают сорбит, ксилит, маннит, галактит, лактит, мальтит, эритрит, изомальт и их смеси. Подходящие гидрированные гидролизаты крахмала включают соединения, описанные в патенте US 4,279,931, и различные сиропы гидрированной глюкозы и/или порошки, которые содержат сорбит, мальтит, гидрированные дисахариды, гидрированные высшие полисахариды или их смеси. Гидрированные гидролизаты крахмала получают главным образом путем контролированного каталитического гидролиза кукурузного сиропа. Полученные гидрированные гидролизаты крахмала являются смесями мономерных, димерных и полимерных сахаридов. Различные пропорции между этими разными сахаридами дают разные гидрированные гидролизаты крахмала с разными свойствами. Годятся также смеси гидрированных гидролизатов крахмала, такие, как LYCASIN® (имеющийся в продаже продукт производства Roquette Freres, Франция) и HYSTAR® имеющийся в продаже продукт производства SPI Polyols, Inc., New Castle, Delaware).
В некоторых вариантах выполнения жевательная структура может включать в себя особую полиольную композицию, содержащую по меньшей мере один полиол и составляющую от около 30% до около 80% от веса указанной жевательной структуры, в частности, от 50% до около 60%. В некоторых вариантах выполнения такие жевательные структуры могут иметь низкую гигроскопичность. Полиольная композиция может включать любой полиол, известный в уровне техники, такой, без ограничений, как мальтит, сорбит, эритрит, ксилит, маннит, изомальт, лактит и их комбинации. Можно также использовать LycasinTM, являющийся гидророванным гидролизатом крахмала, содержащим сорбит и мальтит.
Количество полиольной композиции или комбинации полиолов, используемой в жевательной структуре, будет зависеть от множества факторов, в том числе от типа эластомеров, использующихся в жевательной структуре и конкретных используемых полиолов. Например, если полное количество полиольной композиции составляет от около 40% до около 65% от веса жевательной структуры, то количество изомальта может составлять от около 40% до около 60% в добавление к количеству сорбита от около 0 до около 10%, в частности, количество изомальта может составлять от около 45% до около 55% в комбинации с сорбитом, содержащимся в количестве от около 5% до около 10% от веса жевательной структуры.
Полиольная композиция может содержать один или более разных полиолов, которые могут быть получены из генно-модифицированных организмов ("ГМО") или из источников, не содержащих ГМО. Например, мальтит может быть не содержащим ГМО мальтитом или мальтитом, полученным из гидрированного гидролизата крахмала. Для целей настоящего изобретения термин "не содержащий ГМО" относится к композиции, которая была получена в процессе, в котором генно-модифицированные организмы не использовались.
Подсластители, которые могут использоваться в некоторых жевательных структур, образованных с применением систем и способов согласно идеям настоящего изобретения, могут быть любыми из различных подсластителей, известных в данной области, и могут использоваться в разных физических формах, хорошо известных в данной области, чтобы обеспечить начальный выброс сладости и/или продолжительное ощущение сладости. Такие физические формы включают, без ограничений, лиофилизованные, порошковые, гранулированные формы, капсулированные формы и их смеси.
Высокоинтенсивные сахарозаменители
Желательно, чтобы сахарозаменитель был высокоинтенсивным сахарозаменителем, таким, как аспартам, неотам, сукралоза, монатин и ацесульфам калия (Ace-K). Высокоинтенсивный сахарозаменитель может находиться в капсулированной форме, свободной форме или в обеих.
Обычно для обеспечения желаемого уровня сладости можно использовать эффективное количество сахарозаменителя, и это количество может меняться в зависимости от выбранного сахарозаменителя. В некоторых вариантах выполнения количество сахарозаменителя может составлять от около 0,001% до около 3% от веса резинки, в зависимости от используемого сахарозаменителя или комбинации сахарозаменителей. Полный диапазон содержаний для каждого типа сахарозаменителя может быть выбран специалистами в данной области.
Используемые сахарозаменители могут быть выбраны из широкого спектра материалов, включая водорастворимые сахарозаменители, водорастворимые искусственные сахарозаменители, водорастворимые сахарозаменители, производные от водорастворимых сахарозаменителей натурального происхождения, сахарозаменители на основе дипептидов и сахарозаменители на основе белка, в том числе их смеси. Репрезентативные категории и примеры включают, не ограничиваясь этими частными сахарозаменителями:
(a) водорастворимые подсластители, такие, как дигидрохалконы, монеллин, стевиозиды, Luo Han Guo, производные Luo Han Guo, глицирризин, дигидрофлавонол, и сахарные спирты, такие, как сорбит, маннит, мальтит, ксилит, эритрит и эфирамиды L-аминодикарбоновой кислоты и аминоалкеновой кислоты, какие описаны в патенте США 4,619,834, описание которого включено в данное описание путем ссылки, и их смеси;
(b) водорастворимые искусственные сахарозаменители, такие, как растворимые соли сахарина, т.е., натриевая или кальциевая соли сахарина, соли цикламата, натриевая, аммониевая или кальциевая соль 3,4-дигидро-6-метил-1,2,3-оксатиазин-4-он-2,2-диоксида, калиевая соль 3,4-дигидро-6-метил-1,2,3-оксатиазин-4-он-2,2-диоксида (ацесульфам-K), сахарин в форме свободной кислоты и их смеси;
(c) сахарозаменители на основе дипептидов, такие, как сахарозаменители, полученные из L-аспарагиновой кислоты, как L-аспартил-L-фенилаланина метиловый эфир (Аспартам), N-[N-(3,3-диметилбутил)-L-α-аспартил]-L-фенилаланина 1-метиловый эфир (неотам) и материалы, описанные в патенте US 3,492,131, L-α-аспартил-N-(2,2,4,4-тетраметил-3-тиетанил)-D-аланинамид гидрат (алитам), метиловые эфиры L-аспартил-L-фенилглицерина и L-аспартил-L-2,5-дигидрофенилглицина, L-аспартил-2,5-дигидро-L-фенилаланин; L-аспартил-L-(1-циклогексен)-аланин и их смеси;
(d) водорастворимые сахарозаменители, полученные из природных водорастворимых сахарозаменителей, такие, как хлорированные производные обычного сахара (сахароза), например, производные хлордеоксисахаров, как производные хлордеоксисахарозы или хлордеоксигалактосахарозы, известные, например, под обозначением продукта сукралоза; примеры производных хлордеоксисахарозы и хлордеоксигалактосахарозы включают, без ограничений: 1-хлор-1'-диоксисахарозу; 4-хлор-4-деокси-альфа-D-галактопиранозил-альфа-D-фруктофуранозид или 4-хлор-4-деоксигалактосахарозу; 4-хлор-4-деоаки-альфа-D-галактопиранозил-1-хлор-1-деокси-бета-D-фруктофуранозид или 4,1'-дигидро-4,1'-дидеоксигалактосахарозу; 1,6'-дихлор-1',6'-дидеоксисахарозу; 4-хлор-4-деокси-альфа-D-галактопиранозил-l,6-дихлор-1,6-дидеокси-бета-D-фруктопиранозид, или 4,1',6'-трихлор-4,1',6'-тридеоксигалактосахарозу; 4,6-дихлор-4,6-дидеокси-альфа-D-галактопиранозил-6-хлор-6-деокси-бета-D-фруктопиранозид, или 4,6,6'-трихлор-4,6,6'-тридеоксигалактосахарозу; 6,1',6'-трихлор-6,1',6'-тридеоксисахароза; 4,6-дихлор-4,6-дидеокси-альфа-D-галактопиранозил-1,6-дихлор-1,6-дидеокси-бета-D-фруктопиранозид, или 4,6,1',6'-тетрахлор-4,6,6'-тетрадеоксигалактосахарозу и 4,6,1',6'-тетрадеокси-сахарозу и их смеси;
(e) сахарозаменители на основе белков, такие, как Thaumatococcus daniellii (тауматин I и II) и талин; и
(f) сахарозаменитель монатин (2-гидрокси-2-(индол-3-илметил)-4-аминоглутаровая кислота) и его производные.
Интенсивные подсластители можно использовать в самых разных физических формах, хорошо известных в данной области техники, чтобы обеспечить начальный выброс сладости и/или продолжительное ощущение сладости. Такие физически формы включают, без ограничений, свободные формы, лиофилизованные формы, порошковые формы, гранулированные формы, капсулированные формы и их смеси. В одном варианте выполнения сахарозаменитель является высокоинтенсивным сахарозаменителем, таким, как аспартам, сукралоза и ацесульфам калия (например, Ace-K или ацесульфам-K). Некоторые репрезентативные формы капсулированных сахарозаменителей и способы заключения сахарозаменителей в капсулы проиллюстрированы в патентах US 7,244,454; 7,022,352; 6,759,066; 5,217,735; 5,192,561; 5,164,210; 4,997,659 и 4,981,698, а также в публикациях патентных заявок US 2007/0231424; 2004/0096544; 2005/0112236 и 2005/0220867, идеи и описания которых включены ссылкой в настоящий документ во всей их полноте.
Активный компонент (например, сахарозаменитель), являющийся частью системы выдачи, может использоваться в количествах, необходимых, чтобы придать желаемый эффект, связанный с использованием активного компонента (например, сладость). Как правило, для обеспечения желаемого уровня сладости может использоваться эффективное количество интенсивного сахарозаменителя, и это количество может меняться в зависимости от выбранного сахарозаменителя. Интенсивный сахарозаменитель может присутствовать в количествах от около 0,001% до около 3% от веса композиции, в зависимости от используемого сахарозаменителя или комбинации сахарозаменителей. Точный диапазон содержаний для каждого типа сахарозаменителя может быть выбран специалистами в данной области.
Сиропы
В качестве размягчителя может также использоваться безводный глицерин, например, имеющийся в продаже безводный глицерин фармацевтической чистоты (согласно Фармакопее США). Глицерин является сиропообразной жидкостью с мягким сладким вкусом, его сладость составляет около 60% от сладости тростникового сахара. Так как глицерин является гигроскопичным, безводный глицерин может поддерживаться в безводных условиях в течение всего процесса получения жевательной структуры. Другие сиропы могут включать кукурузный сироп и сироп мальтита.
Ароматизаторы
В некоторых вариантах выполнения ароматизаторы могут включать в себя вкусовые вещества, известные квалифицированному специалисту, такие, как натуральные и искусственные вкусовые вещества. Эти вкусовые вещества могут быть выбраны из синтетических ароматических масел и вкусовых ароматических веществ и/или масел, экстракционных эфирных масел и экстрактов из растений, листьев, цветов, плодов и т.д, и их комбинаций. Неограничивающие репрезентативные ароматические масла включают масло мяты кудрявой, коричное масло, винтергреневое масло (метилсалицилат), масло перечной мяты, масло мяты японской, гвоздичное масло, лавровое масло, анисовое масло, эвкалиптовое масло, тимьяновое масло, кедровое масло, масло мускатного ореха, масло душистого перца, масло мускатного шалфея, мацисовое масло, масло горького миндаля и масло кассии. Подходящими ароматизаторами являются также искусственные, натуральные и синтетические фруктовые ароматизаторы, такие, как ваниль, и цитрусовые масла, включая лимонное, апельсиновое, лаймовое, грейпфрутовое, юдзу (yuzu), судати, (sudachi), и фруктовые эссенции, в том числе из яблок, груш, персиков, винограда, клубники, малины, ежевики, вишни, слив, ананасов, абрикосов, банана, дыни, японской сливы, вишни, малины, ежевики, тропических фруктов, манго, мангостана, граната, папайи и т.д. Другие потенциальные ароматизаторы, профиль выделения которых можно регулировать, включают молочный ароматизатор, ароматизатор со вкусом сливочного масла, сырный ароматизатор, сливочный ароматизатор и йогуртовый ароматизатор; ванильный ароматизатор; чайный или кофейный ароматизаторы, такие, как ароматизатор с вкусом зеленого чая, ароматизатор со вкусом чая улун (oolong), чайный ароматизатор, ароматизатор какао, шоколадный ароматизатор и кофейный ароматизатор; мятные ароматизаторы, такие, как ароматизатор с привкусом мяты перечной, ароматизатор с привкусом мяты кудрявой и ароматизатор с привкусом японской мяты; пряные ароматизаторы, такие, как ароматизатор с привкусом асафетида, ароматизатор с привкусом ажгона (Trachyspermum Ammi), анисовый ароматизатор, ароматизатор с запахом ангелики, ароматизатор с запахом фенхеля, ароматизатор с запахом душистого перца, коричный ароматизатор, ромашковый ароматизатор, горчичный ароматизатор, кардамонный ароматизатор, ароматизатор с привкусом тмина, ароматизатор с привкусом кумина, гвоздчный ароматизатор, ароматизатор с привкусом перца, ароматизатор с привкусом кориандра, сассафрасовый ароматизатор, ароматизатор с привкусом чабреца, ароматизатор с привкусом Zanthoxyli Fructus, перилловый ароматизатор, можжевеловый ароматизатор, имбирный ароматизатор, ароматизатор с привкусом звездчатого бадьяна, ароматизатор с привкусом хрена, тимьяновый ароматизатор, эстрагоновый ароматизатор, укропный ароматизатор, ароматизатор с привкусом стручкового перца, ароматизатор с привкусом мускатного ореха, ароматизатор с привкусом базилика, ароматизатор с привкусом майорана, ароматизатор с привкусом розмарина, ароматизатор с запахом лаврового листа и ароматизатор с привкусом васаби (японский хрен); алкогольные ароматизаторы, такие, как добавка с ароматом вина, добавка с ароматом виски, добавка с ароматом бренди, добавка с ароматом рома, добавка с ароматом джина и добавка с ароматом ликера; цветочные ароматизаторы и растительные ароматизаторы, такие, как луковый ароматизатор, чесночный ароматизатор, капустный ароматизатор, морковный ароматизатор, ароматизатор с привкусом сельдерея, ароматизатор с привкусом грибов и томатный ароматизатор. Эти ароматизирующие вещества могут применяться в жидкой или твердой форме и могут использоваться по отдельности или в смеси. Обычно используемые ароматизаторы включают различные виды мяты, как мята перечная, ментол, мята кудрявая, искусственную ваниль, производные корицы и различные фруктовые ароматизаторы, применяемые по отдельности или в смеси. Ароматизаторы могут также обеспечивать освежение дыхания, особенно мятные ароматизаторы, применяющиеся в комбинации с описанными ниже охлаждающими веществами. В некоторых вариантах выполнения ароматизаторы могут выбираться из гераниола, линалоола, нерола, неролидола, цитронеллола, гелиотропина, метилциклопентелона, этилваниллина, мальтола, этилмальтола, фуранеола, луковичных соединений, соединений розы, таких, как фенилэтиловый спирт, фенилуксусная кислота, нерол, линалиловые сложные эфиры, жасмин, сандаловое дерево, пачули и/или кедр.
В некоторых вариантах выполнения другие ароматизирующие вещества включают альдегиды и сложные эфиры, как циннамилацетат, коричный альдегид, цитраль диэтилацеталь, дигидрокарвил ацетат, эвгенил формиат, п-метиланизол и т.д. Как правило, может использоваться любая ароматизирующая или пищевая добавка, описанная в "Chemicals Used in Food Processing", публикация 1274, с. 63 258, изд. National Academy of Sciences. Эта публикация введена в настоящий документ ссылкой. Эти ароматизирующие вещества могут включать как натуральные, так и синтетические ароматизаторы.
Следующие примеры альдегидных ароматизаторов включают, без ограничений, ацетальдегид (яблоко), бензальдегид (вишня, миндаль), анисовый альдегид (солодка, анис), коричный альдегид (коричное дерево), цитраль, т.е., альфа-цитраль (лимон, лайм), нераль, т.е., бета-цитраль (лимон, лайм), деканаль (апельсин, лимон), этилванилин (ваниль, сливки), гелиотроп, т.е., пиперональ (ваниль, сливки), ванилин (ваниль, сливки), альфа-амилкоричный альдегид (пряные фруктовые ароматизаторы), бутиральдегид (сливочное масло, сыр), валериановый альдегид (сливочное масло, сыр), цитронеллаль (модифицированный, много типов), деканаль (цитрусовые), альдегид C8 (цитрусовые), альдегид C9 (цитрусовые), альдегид C12 (цитрусовые), 2-этилбутиральдегид (ягоды), гексеналь, т.е., транс-2 (ягоды), толилальдегид (вишня, миндаль), альдегид вератровой кислоты (ваниль), 2,6-диметил-5-гептеналь, т.е., мелональ (дыня), 2,6-диметилоктаналь (незрелые плоды) и 2-додеканаль (цитрус, мандарин), песочное печенье с вишней, виноградом, голубикой, ежевикой, клубникой, и их смеси.
В некоторых вариантах выполнения ароматизирующие вещества используются в количествах, обеспечивающих воспринимаемый опыт ощущения, т.е., на их пороговых уровнях или выше. В других вариантах выполнения ароматизирующие вещества используются на уровнях ниже порогового, так что они не обеспечивают независимого воспринимаемого опыта ощущения. На уровнях ниже порогового ароматизирующие вещества могут дать дополнительные преимущества, например, усиление вкуса, или потенцирование.
В некоторых вариантах выполнения ароматизирующее вещество может применяться в жидкой форме и/или высушенной форме. В последнем случае можно применять подходящие сушильные средства, такие, как распылительная сушка жидкости. Альтернативно, ароматизирующее вещество можно быть абсорбировано водорастворимыми материалами, такими, как целлюлоза, крахмал, сахар, мальтодекстрин, гуммиарабик и т.д., или может быть инкапсулировано. В других вариантах выполнения ароматизирующее вещество может быть адсорбировано на оксидах кремния, цеолитах и подобном.
В некоторых вариантах выполнения ароматизирующие вещества могут использоваться во множестве разных физических форм. Такие физические формы включают, без ограничений, свободные формы, как лиофилизованные, порошковые, гранулированные формы, капсулированные формы и их смеси.
Иллюстрации капсулирования ароматизаторов, а также других дополнительных компонентов можно найти в приводимых ниже примерах. Типично, капсулирование компонента приведет к задержке выделения заданного количества компонента при потреблении жевательной структуры, которая включает капсулированный компонент (например, как часть системы выдачи, добавленная как ингредиент в жевательную структуру). В некоторых вариантах выполнения профиль выделения ингредиента (например, ароматизатора, сахарозаменителя и т.д.) можно контролировать, управляя различными характеристиками ингредиента, системы выдачи, содержащий ингредиент, и/или жевательной структурой, содержащей систему выдачи и/или тем, как сделана система выдачи. Например, характеристики могут включать одно или более из следующего: предел прочности на разрыв системы выдачи, растворимость ингредиента в воде, растворимость в воде капсулированного материала, растворимость в воде системы выдачи, отношение ингредиента к капсулированному материалу в системе выдачи, средний или максимальный размер частиц ингредиента, средний или максимальный размер частиц измельченной системы выдачи, количество ингредиента или системы выдачи в жевательной структуре, соотношение между разными полимерами, используемыми для капсуляции одного или более ингредиентов, гидрофобность одного или более полимеров, используемых для капсуляции одного или более ингредиентов, гидрофобность системы выдачи, тип или количество покрытия на системе выдачи, тип или количество покрытия на ингредиенте до того, как он был капсулирован, и т.д.
Ингредиенты, воспринимаемые чувствами
Воспринимаемые чувствами соединения могут включать охлаждающие вещества, согревающие вещества, пощипывающие вещества, шипучие вещества и их комбинации. Можно использовать разнообразные хорошо известные охлаждающие вещества. Например, подходящие охлаждающие вещества включают, наряду с прочими, ксилит, эритрит, декстрозу, сорбит, ментан, ментон, кетали, ментон кетали, ментон глицеринкетали, замещенные п-ментаты, ациклические карбоксамиды, монометилглутарат, замещенные циклогексанамиды, замещенные циклогексанкарбоксамиды, замещенные мочевины и сульфаниламиды, замещенные ментанолы, гидроксиметил-п-ментан и гидроксиметил-производные п-ментана, 2-меркаптоциклодеканон, гидроксикарбоновые кислоты с 2-6 атомами углерода, циклогексанамиды, ментилацетат, ментилсалицилат, N,2,3-триметил-2-изопропилбутанамид (WS 23), N-этил-п-ментан-3-карбоксамид (WS 3), изопулегол, 3-(1-ментокси)пропан-1,2-диол, 3-(1-ментокси)-2-метилпропан-1,2-диол, п-ментан-2,3-диол, п-ментан-3,8-диол, 6-изопропил-9-метил-1,4-диоксаспиро[4,5]декан-2-метанол, ментилсукцинат и его соли щелочноземельных металлов, триметилциклогексанол, N-этил-2-изопропил-5-метилциклогексанкарбоксамид, масло японской мяты, масло мяты перечной, 3-(1-ментокси)этан-1-ол, 3-(1-ментокси)пропан-1-ол, 3-(1-ментокси)бутан-1-ол, 1-ментилуксусной кислоты N-этиламид, 1-ментил-4-гидроксипентаноат, 1-ментил-3-гидроксибутират, N,2,3-триметил-2-(1-метилэтил)-бутанамид, н-этил-t-2-c-6-нонадиенамид, Ν,Ν-диметилментилсукцинамид, замещенные п-ментаны, замещенные п-ментанкарбоксамиды, 2-изопропанил-5-метилциклогексанол (от Hisamitsu Pharmaceuticals, далее "изопрегол"); ментон глицеринкеталей (FEMA 3807, торговая марка FRESCOLAT®, тип MGA); 3-1-ментоксипропан-1,2-диол (от Takasago, FEMA 3784) и ментиллактат (от Haarman & Reimer, FEMA 3748, торговое наименование FRESCOLAT® тип ML), WS-30, WS-14, экстракт эвкалипта (п-мента-3,8-диол), ментол (его натуральные или синтетические производные), ментол PG карбонат, ментол EG карбонат, ментолглицериловый простой эфир, N-трет-бутил-п-ментан-3-карбоксамид, п-ментан-3-карбоновой кислоты сложный глицериновый эфир, метил-2-изоприл-бицикло(2.2,1), гептан-2-карбоксамид, ментонметиловый простой эфир и ментил пирролидонкарбоксилат. Эти и другие подходящие охлаждающие вещества подробнее описаны в следующих патентах США, которые все введены в настоящий документ ссылкой во всей их полноте: US 4,230,688; 4,032,661; 4,459,425; 4,136,163; 5,266,592; 6,627,233.
В некоторых вариантах выполнения согревающие компоненты могут быть выбраны из широкого множества соединений, про которые известно, что они обеспечивают потребителю сенсорный сигнал о согревании. Эти соединения предлагают ощущаемое чувство теплоты, особенно в полости рта, и часто усиливают восприятие ароматизаторов, сахарозаменителей и других органолептических компонентов. В некоторых вариантах выполнения подходящие согревающие соединения могут включать н-бутиловый эфир ванилилового спирта (TK 1000) производства Takasago Perfumary Company Limited, Tokyo, Япония, н-пропиловый эфир ванилилового спирта, изопропиловый эфир ванилилового спирта, изобутиловый эфир ванилилового спирта, н-аминоэфир ванилилового спирта, изоамиловый эфир ванилилового спирта, н-гексиловый эфир ванилилового спирта, метиловый эфир ванилилового спирта, этиловый эфир ванилилового спирта, гингерол, шогаол, парадол, зингерон, капсаицин, дигидрокапсаицин, нордигидрокапсаицин, гомокапсаицин, гомодигидрокапсаицин, этанол, изопропиловый спирт, изоамиловый спирт, бензиловый спирт, глицерин и их комбинации.
В некоторых вариантах выполнения можно обеспечить ощущение пощипывания. Одно такое ощущение пощипывания обеспечивается добавлением в некоторые примеры эвгении, живицы или спилантола. В некоторых вариантах выполнения могут присутствовать алкиламиды, выделенные из таких материалов, как эвгения или саншоол (sanshool). Кроме того, в некоторых вариантах выполнения ощущение создается благодаря шипению. Такое шипение создается комбинацией щелочного вещества с кислотным веществом. В некоторых вариантах выполнения щелочное вещество может включать карбонаты щелочного металла, бикарбонаты щелочного металла, карбонаты щелочноземельного металла, бикарбонаты щелочноземельного металла и их смеси. В некоторых вариантах выполнения кислотный материал может включать уксусную кислоту, адипиновую кислоту, аскорбиновую кислоту, масляную кислоту, лимонную кислоту, муравьиную кислоту, фумаровую кислоту, глюконовую кислоту, молочную кислоту, фосфорную кислоту, яблочную кислоту, щавелевую кислоту, янтарную кислоту, винную кислоту и их комбинации. Примеры веществ, создающих ощущение пощипывания, можно найти в патенте США 6,780,443, полное содержание которого включено в данное описание путем ссылки во всех смыслах.
Воспринимаемые чувствами компоненты можно также назвать "тригеминальными стимуляторами", как описанные в патентной заявке US № 2005/0202118, которая введена сюда ссылкой. Тригеминальные стимуляторы определяются как потребляемый через рот продукт или агент, который стимулирует тройничный нерв. Примеры охлаждающих веществ, являющихся тригеминальными стимуляторами, включают ментол, WS-3, N-замещенный п-ментанкарбоксамид, ациклические карбоксамиды, в том числе WS-23, метилсукцинат, ментон глицеринкеталей, объемные подсластители, как ксилит, эритрит, декстроза и сорбит, и их комбинации. Тригеминальные стимуляторы могут также включать ароматизаторы, вещества, вызывающие пощипывание, экстракт эвгении, ванилил-алкиловые простые эфиры, такие, как ванилил-н-бутиловый эфир, спилантол, экстракт эхинации, экстракт Northern Prickly Ash, капсаицин, экстракционное эфирное масло стручкового перца, экстракционное эфирное масло красного перца, экстракционное эфирное масло черного перца, пиперин, экстракционное эфирное масло имбиря, гингерол, шоагол, экстракционное эфирное масло коричного дерева, экстракционное эфирное масло кассии, коричный альдегид, эвгенол, циклический ацеталь ванилина и ментон глицеринового эфира, ненасыщенные амиды, и их комбинации.
В некоторых вариантах выполнения воспринимаемые чувствами компоненты используются в количествах, обеспечивающих воспринимаемый опыт ощущения, т.е., на их пороговых уровнях или выше. В других вариантах выполнения воспринимаемые чувствами компоненты используются на уровнях ниже порогового, так что они не обеспечивают независимого воспринимаемого опыта ощущения. На уровнях ниже порогового воспринимаемые чувствами компоненты могут дать дополнительные преимущества, например, усиление, или потенцирование, вкуса или сладости.
Потенцирующие ингредиенты
Потенцирующие вещества могут включать материалы, которые могут интенсифицировать, дополнять, изменять или усиливать восприятие вкуса и/или запаха исходного материала, не вызывая восприятия своего собственного характерного вкуса и/или запаха. В некоторых вариантах выполнения могут содержаться потенцирующие вещества, выполненные для усиления, дополнения, изменения или усиления восприятия вкуса, сладости, терпкости, вкуса юмами, вкуса кокуми, солености и их комбинации.
В некоторых вариантах выполнения примеры подходящих потенцирующих веществ, известных также как усилители вкуса, включают, без ограничений, неогесперидин дигидрохалкон, хлорогеновую кислоту, алапиридаин, цинарин, миракулин, глюпиридаин, пиридиниевые соединения бетаина, глутаматы, такие, как мононатрий глутамат и монокалий глутамат, неотам, тауматин, тагатоза, трегалоза, соли, такие, как хлорид натрия, моноаммоний глицирризинат, экстракт ванили (в этиловом спирте), сахарные кислоты, хлорид калия, кислый сульфат натрия, гидролизованные растительные белки, гидролизованные животные белки, дрожжевые экстракты, аденозин монофосфат (AMP), глутатион, нуклеотиды, такие, как инозин монофосфат, динатрий инозинат, ксантозин монофосфат, гуанилат монофосфат, алапиридаин (N-(1-карбоксиэтил)-6-(гидроксиметил)пиридиний-3-ола внутренняя соль, экстракт сахарной свеклы (спиртовой экстракт), экстракт из листьев сахарного тростника (спиртовой экстракт), куркулин, строгин, мабинлин, джимнемовая кислота, гидроксибензойные кислоты, 3-гидробензойная кислота, 2,4-дигидробензойная кислота, горький апельсин (Citrus aurantium), экстракционное эфирное масло ванили, эссенция листьев сахарного тростника, мальтол, этилмальтол, ванилин, глицирризинаты солодки, соединения, отвечающие рецепторам, сопряженным с G-белком (T2R и T1R), и усиливающие вкус композиции, которые придают вкус кокуми, как описано в патенте US 5,679,397 (Kuroda и др.), который введен в настоящий документ ссылкой во всей полноте. "Кокуми" относится к веществам, которые придают "полноту заполнения рта" и "целостности".
Усилители сахарозаменителей, представляющие собой один тип усилителя вкуса, усиливают вкус сладости. В некоторых вариантах выполнения иллюстративные усилители сахарозаменителей включают, без ограничений, моноаммоний глицирризинат, глицирризинаты солодки, Citrus aurantium, алапиридаин, алапиридаин(N-(1-карбоксиэтил)-6-(гидроксиметил)пиридиний-3-ола) внутреннюю соль, миракулин, куркулин, строгин, мабинлин, джимнемовую кислоту, цинарин, глупирадаин, пиридиниевые соединения бетаина, экстракт сахарной свеклы, неотам, тауматин, неогесперин дигидрохалкон, гидроксибензойные кислоты, тагатозу, трегалозу, мальтол, этилмальтол, экстракт ванили, экстракционное эфирное масло ванили, ванилин, экстракт сахарной свеклы (спиртовой экстракт), эссенция листьев сахарного тростника (спиртовой экстракт), соединения, отвечающие рецепторам, сопряженным с G-белком (T2R и T1R) и их комбинации.
Дополнительные примеры потенцирующих веществ для усиления вкуса соли включают кислотные пептиды, какие описаны в патенте US 6,974,597, введенным в настоящий документ ссылкой. Кислотные пептиды включают пептиды, имеющие большее число кислых аминокислот, таких как аспарагиновая кислота и глутаминовая кислота, чем основные аминокислоты, такие, как лизин, аргинин и гистидин. Кислотные пептиды получают пептидным синтезом или гидролизом белков с использованием эндопептидазы, при необходимости с деамидированием. Белки, подходящие для применения в получении кислотных пептидов или пептидов, получаемых гидролизом белка и деамидированием, включают растительные белки (например, пшеничная клейковина, кукурузный белок (например, зеин и глютеновая мука), изолят соевого белка), животные белки (например, молочные белки, как молочный казеин и белок из молочной сыворотки, мышечные белки, как белки из мяса и рыбы, протеин из яичного белка и коллаген) и микробные белки (например, белки микробных клеток и полипептиды, производимые микроорганизмами).
Эффекты, вызывающие ощущение согревания или охлаждения, можно также продлить, используя гидрофобный сахарозаменитель, описанный в публикации патентной заявки US 2003/0072842 A1, которая введена в настоящий документ ссылкой во всей своей полноте.
Ингредиенты на основе пищевых кислот
Кислоты могут включать, без ограничений, уксусную кислоту, адипиновую кислоту, аскорбиновую кислоту, масляную кислоту, лимонную кислоту, муравьиную кислоту, фумаровую кислоту, глюконовую кислоту, молочную кислоту, фосфорную кислоту, яблочную кислоту, щавелевую кислоту, янтарную кислоту, винную кислоту, аспарагиновую кислоту, бензойную кислоту, кофейную дигалловую кислоту, изолимонную кислоту, цитрамалевую кислоту, галактуроновую кислоту, глюкуроновую кислоту, глицериновую кислоту, гликолевую кислоту, кетоглутаровую кислоту, α-кетоглутаровую кислоту, лактоизолимонную кислоту, щавелевоуксусную кислоту, пировиноградную кислоту, хинную кислоту, шикимовую кислоту, янтарную кислоту, дубильную кислоту, гидроксиуксусную кислоту, субериновую кислоту, себациновую кислоту, азелаиновую кислоту, пимелиновую кислоту, каприновую кислоту и их комбинации.
Эмульгаторы
Жевательная структура может также содержать эмульгаторы, которые помогают диспергировать несмешиваемые компоненты с получением единственной стабильной системы. Эмульгаторы, подходящие для настоящего изобретения, включают глицерил моностеарат, лецитин, моноглицериды жирной кислоты, диглицериды, пропиленгликоля моностеарат, метилцеллюлозу, альгинаты, каррагинан, ксантановую камедь, желатин, рожковое дерево, трагакант, смолу бобов рожкового дерева, пектин, альгинаты, галактоманнаны, такие, как гуаровая смола, смола бобов рожкового дерева, глюкоманнан, желатин, крахмал, производные крахмала, декстрины и производные целлюлозы, такие, как карбоксиметил целлюлоза, подкислители, такие, как яблочная кислота, адипиновая кислота, лимонная кислота, винная кислота, фумаровая кислота и т.п., используемые по отдельности и в смеси. Эмульгатор может применяться в количествах от около 2% до около 15%, более конкретно, от около 7% до около 11% от веса жевательной структуры.
Красители
Красители могут использоваться в количествах, эффективных для получения желаемой окраски. Красители могут включать пигменты, вводимые в количествах до около 6% от веса жевательной резинки. Например, диоксид титана можно ввести в количестве до около 2%, предпочтительно менее около 1% от веса жевательной структуры. Красители могут также включать натуральные пищевые красители и краски, подходящие для еды, лекарств и в косметике. Эти красители известны как F.D.&C. краски и лаки (Закон о пищевых продуктах, медикаментах и косметике США). Материалы, приемлемые для указанных выше применений, предпочтительно являются водорастворимыми. Иллюстративные неограничивающие примеры включают индигоидный краситель, известный как FD & C синий No.2, представляющий собой динатриевую соль индиго-5,5-дисульфокислоты. Аналогично, краситель, известный как F.D.&C. зеленый No. 1, содержит трифенилметановую краску и представляет собой мононатриевую соль 4-[4-(N-этил-п-сульфонийбензиламино)дифенилметилен]-[1-(N-этил-N-п-сульфонийбензил)-дельта-2,5-циклогексадиенимина]. Полный список всех F.D.&C. красителей и соответствующие им химические структуры можно найти в энциклопедии Kirk-Othmer Encyclopedia of Chemical Technology, 3rd Edition, в т. 5 на страницах 857-884, этот текст введен в настоящий документ ссылкой.
Согласно классификации Закона США о пищевых продуктах, медикаментах и косметике (21 C.F.R. 73), красители могут включать освобожденные от сертификации красящие вещества (иногда называемые натуральными, даже если их можно производить путем синтеза) и сертифицированные красящие вещества (иногда называемые искусственными) или их комбинации. В некоторых вариантах выполнения освобожденные от сертификации или натуральные красящие вещества могут включать, без ограничений, экстракт аннато (E160b), биксин, норбиксин, астаксантин, дегидрированную свеклу (порошкообразный свекольный краситель), Свекольный красный/бетанин (E162), Ультрамариновый синий, Кантаксантин (E161g), Криптоксантин (E161c), Рубиксантин (E161d), Виолаксантин (E161e), Родоксантин (E161f), Карамель (E150(a-d)), β-апо-8'-каротиналь (E160e), β-каротин (E160a), альфа-каротин, гамма-каротин, сложный этиловый эфир β-апо-8-каротиналя (E160f), флавоксантин (E161a), лютеин (E161b), экстракт кошенили (E120); кармин (E132), кармоизин/азорубин (E122), натрия-меди хлорофиллин (E141), хлорофилл (E140), мука из обжаренных частично обезжиренных разваренных семян хлопчатника, глюконат железа(II), лактат железа(II), экстракт красящих веществ из винограда, экстракт красящих веществ из кожицы винограда (эноцианин), антоцианины (E163), мука из водорослей Haematococcus, синтетический оксид железа, оксиды и гидроксиды железа (E172), фруктовый сок, овощной сок, высушенная мука из водорослей, мука и экстракт из тагетеса (бархатцы прямостоячие), морковное масло, масло из эндосперма кукурузных зерен, паприка, экстракционное эфирное масло паприки, дрожжи Phaffia rhodozyma, рибофлавин (E101), шафран, диоксид титана, куркума (E100), экстракционное эфирное масло куркумы, амарант (E123), капсантин/капсорубин (E160c), ликопен (E160d) и их комбинации.
В некоторых вариантах выполнения сертифицированные красящие вещества могут включать, без ограничений, FD&C синий #1, FD&C синий #2, FD&C зеленый #3, FD&C красный #3, FD&C красный #40, FD&C жедтый #5 и FD&C желтый #6, тартразин (E102), Хинолиновый желтый (E104), Желтый закат (E110), пунцовый (E124), эритрозин (E127), Синий патентованный V (E131), диоксид титана (E171), алюминий (E173), серебро (E174), золото (E175), пигмент рубин/литоль рубиновый BK (E180), карбонат кальция (E170), углеродная сажа (E153), черный PN/Бриллиантовая чернь BN (E151), зеленый S/кислый бриллиантовый зеленый BS (E142) и их комбинации. В некоторых вариантах выполнения сертифицированные красящие вещества могут включать алюминиевые лаки согласно FD&C. Сюда входят алюминиевые соли FD&C-красителей, нанесенные на нерастворимую подложку гидрата оксида алюминия. Кроме того, в некоторых вариантах выполнения сертифицированные красящие вещества могут входить как кальциевые соли.
Функциональные ингредиенты
В состав резинки можно также включить дополнительные добавки, содержащие функциональные ингредиенты, в том числе физиологические охлаждающие вещества, успокаивающие средства для горла, специи, согревающие агенты, отбеливающие средства для зубов или другие ингредиенты по уходу за зубами, средства освежения дыхания, витамины, нутрицевтики, фитохимикаты, полифенолы, антиоксиданты, активные ингредиенты, минералы, кофеин, лекарства и другие активные вещества. Такие компоненты могут использоваться в количествах, достаточных для достижения их желаемого эффекта, более подробно они обсуждаются ниже.
Ингредиенты для освежения дыхания
Освежители дыхания могут включать эфирные масла, а также различные альдегиды, спирты и аналогичные материалы. В некоторых вариантах выполнения эфирные масла могут включать мяту кудрявую, перечную мяту, зимолюбку, сассафрас, хлорофилл, цитраль, гераниол, кардамон, гвоздику, шалфей, карвакрол, эвкалипт, кардамон, дубильный экстракт магнолии, майоран, корицу, лимон, лайм, грейпфрут и апельсин. В некоторых вариантах выполнения могут использоваться альдегиды, такие, как коричный альдегид и салициловый альдегид. Кроме того, функцию освежителей дыхания могут выполнять такие химикаты, как ментол, карвон, изогарригол и анетол. Наиболее широко распространенными из них являются масло перечной мяты, масло мяты кудрявой и хлорофилл.
Помимо эфирных масел и производных от них химикатов, в некоторых вариантах выполнения освежители дыхания могут включать, без ограничений, цитрат цинка, ацетат цинка, фторид цинка, сульфат цинка-аммония, бромид цинка, йодид цинка, хлорид цинка, нитрат цинка, фторосиликат цинка, глюконат цинка, тартрат цинка, сукцинат цинка, формиат цинка, хромат цинка, фенолсульфонат цинка, дитионат цинка, сульфат цинка, нитрат серебра, салицилат цинка, глицерофосфат цинка, нитрат меди, хлорофилл, медные комплексы хлорофилла, хлорофиллин, гидрогенизированное хлопковое масло, диоксид хлора, бета-циклодекстрин, цеолит, материалы на основе диоксида кремния, материалы на основе углерода, ферменты, такие как лакказа и их комбинации.
В некоторых вариантах выполнения профили высвобождения пробиотиков могут контролироваться для жевательных резинок, включающих, без ограничений, микроорганизмы, продуцирующие молочную кислоту, такие как Bacillus coagulans, Bacillus subtilis, Bacillus laterosporus, Bacillus laevolacticus, Sporolactobacillus inulinus, Lactobacillus acidophilus, Lactobacillus curvatus, Lactobacillus plantarum, Lactobacillus jenseni, Lactobacillus casei, Lactobacillus fermentum, Lactococcus lactis, Pedioccocus acidilacti, Pedioccocus pentosaceus, Pedioccocus urinae, Leuconostoc mesenieroides, Bacillus coagulans, Bacillus subtilis, Bacillus laterosporus, Bacillus laevolacticus, Sporolactobacillus inulinus и их смеси. Освежители дыхания известны также под следующими торговыми марками: Retsyn™, Actizol™ и Nutrazin™. Примеры композиций для борьбы с неприятным запахом описаны также в патенте US 5300305 (Stapler и др.) и в публикациях заявок на патент США № 2003/0215417 и 2004/0081713, которые включены в настоящий документ ссылкой во всей своей полноте.
Ингредиенты для ухода за зубами
Ингредиенты для ухода за зубами (известные также как ингредиенты для ухода за полостью рта) могут включать, без ограничений, отбеливатели зубов, средства для удаления пятен, средства для очистки полости рта, отбеливающие агенты, десенсибилизирующие агенты, агенты для реминерализации зубов, антибактериальные агенты, антикариозные агенты, агенты для буферизации действия кислоты зубного налета, ПАВы и средства от образования зубного камня. Неограничивающие примеры таких ингредиентов могут включать гидролитические агенты, в том числе протеолитические ферменты, абразивы, такие как гидратированный диоксид кремния, карбонат кальция, бикарбонат натрия и оксид алюминия, другие активные компоненты для удаления пятен, такие как поверхностно-активные агенты, включая, без ограничений, анионные ПАВы, такие как стеарат натрия, пальмитат натрия, сульфированный бутилолеат, олеат натрия, соли фумаровой кислоты, глицерин, гидроксилированный лецитин, лаурилсульфат натрия и хелатирующие агенты, такие как полифосфаты, которые типично используются в качестве ингредиентов для борьбы с зубным камнем. В некоторых вариантах выполнения ингредиенты для ухода за зубами могут также включать тетранатрия пирофосфат и триполифосфат натрия, бикарбонат натрия, кислый пирофосфат натрия, триполифосфат натрия, ксилит, гексаметафосфат натрия.
В некоторых вариантах выполнения могут использоваться пероксиды, такие, как карбамидпероксид, пероксид кальция, пероксид магния, пероксид натрия, перекись водорода и пероксидифосфат. Некоторые варианты выполнения включают нитрат калия и цитрат калия. Другие примеры могут включать гликомакропептид казеина, комплекс кальциевый пептон казеина-фосфат кальция, фосфопептиды казеина, фосфопептид казеина-аморфный фосфат кальция (СРР-АСР) и аморфный фосфат кальция. Другие примеры могут включать папаин, криллазу, пепсин, трипсин, лизоцим, декстраназу, мутаназу, гликоамилазу, амилазу, глюкозооксидазу и их комбинации.
Следующие примеры могут включать ПАВы, такие, как стеарат натрия, рицинолеат натрия и лаурилсульфат натрия в качестве ПАВов для использования в некоторых вариантах выполнения для достижения усиленного профилактического действия и для того, чтобы сделать ингредиенты для ухода за зубами более приемлемыми с точки зрения косметики. ПАВы могут предпочтительно быть детергентами, которые придают композиции моющие и вспенивающие свойства. Подходящими примерами ПАВов являются водорастворимые соли моноглицеридмоносульфатов высших жирных кислот, такие как натриевая соль моносульфированного моноглицерида жирных кислот гидрогенизированного пальмового масла, высшие алкилсульфаты, такие как лаурилсульфат натрия, алкиларилсульфонаты, такие как додецилбензолсульфонат натрия, высшие алкилсульфоацетаты, лаурилсульфоацетат натрия, сложные эфиры высших жирных кислот и 1,2-дигидроксипропансульфоната и существенно насыщенные высшие алифатические ациламиды соединений низших алифатических аминокарбоновых кислот, содержащие 12-16 атомов углерода в радикалах жирной кислоты, алкильных или ацильных радикалах, и т.п.Примерами упомянутых последними амидов являются N-лауроилсаркозин и натриевые, калиевые и этаноламиновые соли N-лауроил-, N-миристоил- или N-пальмитоилсаркозина.
Помимо ПАВов, ингредиенты для ухода за зубами могут включать бактерицидные средства, такие, без ограничений, как триклозан, хлоргексидин, цитрат цинка, нитрат серебра, медь, лимонен и цетилпиридиний хлорид. В некоторых вариантах выполнения дополнительные антикариозные агенты могут включать фторидные ионы или фторсодержащие компоненты, такие как неорганические фторидные соли. В некоторых вариантах выполнения могут быть включены растворимые соли щелочных металлов, например, фторид натрия, фторид калия, фторсиликат натрия, фторсиликат аммония, монофторфосфат натрия, а также фториды олова, такие как фторид олова(II) и хлорид олова(II). В некоторых вариантах выполнения в композицию в качестве ингредиента могут также быть включены фторсодержащие соединения, обладающие полезным эффектом для ухода и поддержания гигиены полости рта, например, для уменьшения растворимости эмали в кислоте и защиты зубов от разрушения. Их примеры включают фторид натрия, фторид олова(II), фторид калия, фторид калия-олова(II) (SnF2-KF), гексафторстаннат натрия, хлорфторид олова(II), фторцирконат натрия и монофторфосфат натрия. Некоторые варианты выполнения включают мочевину.
Дальнейшие примеры можно найти в следующих патентах США и опубликованных патентных заявках, содержание которых включено в данное описание путем ссылки во всей их полноте: патенты США 5,227,154 (Reynolds), 5,378,131 (Greenberg), 6,846,500 (Luo и др.), 6,733,818 (Luo и др.), 6,696,044 (Luo и др.), 6,685,916 (Holme и др.), 6,485,739 (Luo и др.), 6,479,071 (Holme и др.), 6,471,945 (Luo и др.), опубликованные заявки США 2005/0025721 (Holme и др.), 2005/008732 (Gebreselassie и др.) и 2004/0136928 (Holme и др.).
Активные ингредиенты
Активными ингредиентами обычно считаются ингредиенты, которые включаются в систему выдачи и/или жевательную структуру из-за желательного конечного эффекта, который они создают для потребителя. В некоторых вариантах выполнения активные вещества могут включать лекарственные средства, питательные вещества, нутрицевтики, растительные добавки, пищевые добавки, фармацевтические препараты, лекарства и т.п. и их комбинации.
Примеры полезных лекарственных веществ включают ингибиторы ангиотензин-превращающего фермента, антиангинальные лекарственные вещества, антиаритмические средства, противоастматические средства, гипохолестеринемические средства, анальгетики, анестезирующие средства, антиконвульсанты, антидепрессанты, антидиабетические агенты, антидиарейные препараты, антидоты, антигистаминные средства, гипотензивные лекарственные вещества, противовоспалительные агенты, антилипидные агенты, антиманиакальные средства, средства от тошноты, противоинсультные агенты, антитиреоидные препараты, противоопухолевые лекарственные вещества, антивирусные агенты, лекарственные средства от прыщей, алкалоиды, аминокислотные препараты, противокашлевые средства, антиурикемические лекарственные вещества, антивирусные лекарственные вещества, анаболические препараты, системные и несистемные противоинфекционные агенты, противоопухолевые препараты, антипаркинсонические агенты, антиревматические агенты, стимуляторы аппетита, модификаторы биологического ответа, модификаторы крови, регуляторы костного метаболизма, сердечно-сосудистые агенты, стимуляторы центральной нервной системы, ингибиторы холинэстеразы, контрацептивы, противозастойные средства, биологически активные добавки, агонисты допаминовых рецепторов, средства для борьбы с эндометриозом, средства для лечения эректильной дисфункции, такие как силденафил цитрат, который продается под названием Viagra™, секс-факторы, желудочно-кишечные агенты, гомеопатические препараты, гормоны, агенты для борьбы с гиперкальциемией и гипокальциемией, иммуномодуляторы, иммунодепрессанты, противомигреневые препараты, средства против морской болезни, миорелаксанты, агенты для борьбы с ожирением, препараты против остеопороза, родостимулирующие средства, парасимпатолитики, парасимпатомиметики, простагландины, психотерапевтические агенты, респираторные агенты, седативные средства, средства для облегчения отказа от курения, такие как бромкриптин или никотин, симпатолитики, препараты против тремора, агенты для лечения мочевыводящих путей, сосудорасширяющие средства, слабительные, антациды, ионообменные смолы, антипиретики, средства для угнетения аппетита, отхаркивающие средства, успокоительные агенты, противоязвенные агенты, противовоспалительные вещества, коронарные дилататоры, церебральные дилататоры, периферические сосудорасширяющие средства, психотропные препараты, стимуляторы, антигипертензивные лекарственные вещества, вазоконстрикторы, препараты для лечения мигрени, антибиотики, транквилизаторы, антипсихотические средства, противоопухолевые лекарственные вещества, антикоагулянты, антитромботические лекарственные вещества, снотворные препараты, противорвотные средства, средства от тошноты, антиконвульсанты, нейромышечные лекарственные вещества, гипер- и гипогликемические агенты, тиреоидные и антитиреоидные препараты, диуретики, спазмолитики, маточные релаксанты, лекарственные вещества для борьбы с ожирением, эритропоэтические лекарственные вещества, противоастматические средства, препараты для подавления кашля, муколитические средства, лекарственные вещества, модифицирующие ДНК и генетический материал и их комбинации.
Примеры активных ингредиентов, предусматриваемых для использования в некоторых вариантах выполнения, могут включать антациды, Н2-антагонисты и анальгетики. Например, дозы антацидов могут быть приготовлены с использованием таких ингредиентов, как карбонат кальция, по отдельности или в комбинации с гидроксидом магния и/или гидроксидом алюминия. Кроме того, в комбинации с Н2-антагонистами могут использоваться антациды.
Анальгетики включают опиаты и производные опиатов, такие как Oxycontin™, ибупрофен, аспирин, ацетаминофен и их комбинации, которые факультативно могут включать кофеин.
Другие лекарственные активные ингредиенты для использования в вариантах выполнения могут включать противодиарейные средства, такие как Immodium™ AD, антигистаминные средства, противокашлевые средства, противозастойные средства, витамины и освежители дыхания. Также для использования в настоящем изобретении предусматриваются анксиолитические средства, такие как Xanax™; антипсихотические средства, такие как Clozaril™ и Haldol™; нестероидные противовоспалительные средства (NSAID), такие как ибупрофен, напроксен натрия, Voltaren™ и Lodine™, антигистаминные средства, такие как Claritin™, Hismanal™, Relafen™ и Tavist™; противорвотные средства, такие как Kytril™ и Cesamet™; бронходилататоры, такие как Bentolin™, Proventil™; антидепрессанты, как Prozac™, Zoloft™ и Paxil™; средства от мигрени, такие как Imigra™, ингибиторы ангиотензин-превращающего фермента, такие как Vasotec™, Capoten™ и Zestril™; средства против болезни Альцгеймера, такие как Nicergoline™; и антагонисты СаН, такие как Procardia™, Adalat™ и Calan™.
Широко распространенные Н2-антагонисты, предусматриваемые для использования в настоящем изобретении, включают циметидин, ранитидина гидрохлорид, фамотидин, низатидиен, эбротидин, мифентидин, роксатидин, писатидин и ацероксатидин.
Активные антацидные ингредиенты могут включать, без ограничений, следующие: гидроксид алюминия, аминоацетат дигидроксиалюминия, аминоуксусную кислоту, фосфат алюминия, карбонат дигидроксиалюминия-натрия, бикарбонат, алюминат висмута, карбонат висмута, основной карбонат висмута, основной галлат висмута, основной нитрат висмута, основной салицилат висмута, карбонат кальция, фосфат кальция, цитрат-ион (кислоту или соль), аминоуксусную кислоту, гидрат сульфата магния-алюминат, магалдрат, алюмосиликат магния, карбонат магния, глицинат магния, гидроксид магния, оксид магния, трисиликат магния, сухой молочный остаток, моно- или двухосновный фосфат кальция-алюминия, трикальцийфосфат, бикарбонат калия, тартрат натрия, бикарбонат натрия, алюмосиликаты магния, винные кислоты и соли.
В качестве активных ингредиентов могут также использоваться различные пищевые добавки, включая практически любые витамины или минералы. Например, могут быть использованы витамин А, витамин С, витамин D, витамин Е, витамин K, витамин В6, витамин B12, тиамин, рибофлавин, биотин, фолиевая кислота, ниацин, пантотеновая кислота, натрий, калий, кальций, магний, фосфор, сера, хлор, железо, медь, йод, цинк, селен, марганец, холин, хром, молибден, фтор, кобальт и их комбинации.
Примеры пищевых добавок, которые могут использоваться в качестве активных ингредиентов, описаны в публикациях заявок на патент США № 2003/0157213 А1, 2003/0206993 и 2003/0099741 А1, которые введены в настоящий документ ссылкой во всей свой полноте для любых целей.
В качестве активных ингредиентов могут также использоваться различные растительные добавки, обладающие различными лекарственными свойствами или свойствами пищевых добавок. Растительные добавки обычно представляют собой ароматические растения или части растений и/или их экстракты, которые могут быть использованы в лечебных целях или для ароматизации. Подходящие растительные добавки могут использоваться по отдельности или в различных смесях. Обычно используемые травы включают эхинацею, гидрастис, календулу, розмарин, тимьян, перец кава (Kava Kava), алоэ, лапчатку прямую, экстракт семечек грейпфрута, клопогон кистевидный, женьшень, гуарану, клюкву, гингко двухлопастной, зверобой, масло энотеры, кору йохимбе, зеленый чай, эфедру (Ma Huang), мака (Маса), чернику, лютеин и их комбинации.
Ингредиенты системы шипучих веществ
Система шипучих веществ может включать одну или больше пищевых кислот и один или больше пищевых щелочных материалов. Пищевая кислота(ы) и пищевой щелочной материал(ы) могут реагировать друг с другом, вызывая бурное выделение газа.
В некоторых вариантах выполнения щелочные материалы могут быть выбраны, без ограничений, из карбонатов щелочных металлов, бикарбонатов щелочных металлов, карбонатов щелочноземельных металлов, бикарбонатов щелочноземельных металлов и их комбинаций. Пищевые кислоты могут быть выбраны, без ограничений, из лимонной кислоты, фосфорной кислоты, винной кислоты, яблочной кислоты, аскорбиновой кислоты и их комбинаций. В некоторых вариантах выполнения система шипучих веществ может включать один или больше других ингредиентов, таких, например, как диоксид углерода, ингредиенты для ухода за полостью рта, ароматизаторы и т.д.
Примеры использования систем шипучих веществ в жевательной резинке приведены в предварительном патенте US №60/618222 от 13 октября 2004, озаглавленном "Шипучие композиции для прессованных кондитерских подушечек", содержание которого включено в настоящий документ ссылкой для всех целей. Другие примеры можно найти в патенте US 6,235,318, содержание которого включено в настоящий документ ссылкой для всех целей.
Ингредиенты, угнетающие аппетит
Средства для угнетения аппетита могут быть такими ингредиентами, как клетчатка и белок, функцией которых является угнетение желания к потреблению пищи. Средства для угнетения аппетита могут также включать такие вещества, как бензфетамин, диэтилпропион, мазиндол, фендиметразин, фентермин, худия (hoodia, Р57), Olibra™, эфедра, кофеин и их комбинации. Средства для угнетения аппетита известны также под следующими торговыми марками: Adipex™, Adipost™, Bontril™ PDM, Bontril™ Slow Release, Didrex™, Fastin™, Ionamin™, Mazanor™, Melfiat™, Obenix™, Phendiet™, Phendiet-105™, Phentercot™, Phentride™, Plegine™, Prelu-2™, Pro-Fast™, PT 105™, Sanorex™, Tenuate™, Sanorex™, Tenuate™, Tenuate Dospan™, Tepanil Ten-Tab™, Teramine™ и Zantryl™. Эти и другие подходящие средства для угнетения аппетита подробнее описаны в следующих патентах США, которые все включены в настоящий документ ссылкой во всей их полноте: US 6838431 (Portman), US 6716815 (Portman), US 6558690 (Portman), US 6468962 (Portman), US 6436899 (Portman).
Питательные микроэлементы
Питательные микроэлементы могут включать вещества, оказывающие влияние на пищевое благополучение организма, даже если количество, необходимое организму для достижения желаемого эффекта, мало по сравнению с такими макронутриентами, как белки, углеводы и жиры. Питательные микроэлементы могут включать, без ограничений, витамины, минералы, ферменты, фитохимикаты, антиоксиданты и их комбинации.
В некоторых вариантах выполнения витамины могут включать жирорастворимые витамины, такие как витамин А, витамин D, витамин Е и витамин К и их комбинации. В некоторых вариантах выполнения витамины могут включать водорастворимые витамины, такие как витамин С (аскорбиновая кислота), витамины группы В (тиамин или B1, рибофлавин или В2, ниацин или В3, пиридоксин или В6, фолиевая кислота или В9, цианокобаламин или В12, пантотеновая кислота, биотин) и их комбинации.
В некоторых вариантах выполнения минералы могут включать, без ограничений, натрий, магний, хром, йод, железо, марганец, кальций, медь, фторид, калий, фосфор, молибден, селен, цинк и их комбинации.
В некоторых вариантах выполнения питательные микроэлементы могут включать, без ограничений, L-карнитин, холин, кофермент Q10, альфа-липоевую кислоту, омега-3-жирные кислоты, пепсин, фитазу, трипсин, липазы, протеазы, целлюлазы и их комбинации.
В некоторых вариантах выполнения фитохимикаты могут включать, без ограничений, каротиноиды, хлорофилл, хлорофиллин, клетчатку, флаваноиды, антоцианины, цианидин, дельфинидин, мальвидин, пеларгонидин, пеонидин, петунидин, флаванолы, катехин, эпикатехин, эпигаллокатехин, эпигаллокатехингаллат (EGCG), теафлавины, теарубигины, проантоцианины, флавонолы, кверцитин, кемпферол, мирицетин, изорамнетин, флавононы, гесперетин, нарингенин, эриодиктиол, тангеретин, флавоны, апигенин, лютеолин, лигнаны, фитоэстрогены, ресвератрол, изофлавоны, даидзеин, генистеин, глицитеин, изофлавоны сои и их комбинации.
Ингредиенты для увлажнения полости рта
Увлажняющие средства для полости рта могут включать, без ограничений, стимуляторы слюноотделения, такие как кислоты и соли и их комбинации. В некоторых вариантах выполнения кислоты могут включать уксусную кислоту, адипиновую кислоту, аскорбиновую кислоту, масляную кислоту, лимонную кислоту, муравьиную кислоту, фумаровую кислоту, гликоновую кислоту, молочную кислоту, фосфорную кислоту, яблочную кислоту, щавелевую кислоту, янтарную кислоту, винную кислоту и их комбинации. В некоторых вариантах выполнения соли могут включать хлорид натрия, хлорид кальция, хлорид калия, хлорид магния, морскую соль, цитрат натрия и их комбинации.
Средства для увлажнения полости рта могут также включать гидроколлоидные материалы, которые гидратируются и могут прилипать к поверхностям полости рта для создания ощущения увлажнения полости рта. Гидроколлоидные материалы могут включать природные материалы, такие как растительные экссудаты, кондитерские вещества из семян и экстракты морских водорослей, или они могут быть химически модифицированными материалами, такими как производные целлюлозы, крахмала или производные натуральных кондитерских веществ. В некоторых вариантах выполнения гидроколлоидные материалы могут включать пектин, гуммиарабик, аравийскую камедь, альгинаты, агар, каррагенаны, гуаровую камедь, ксантановую камедь, смолу плодов рожкового дерева, желатин, геллановую камедь, галактоманнаны, трагакантовую камедь, камедь карайи, курдлан, конжаковую камедь, хитозан, ксилоглюкан, бета-глюкан, фурцелларан, камедь гатти, тамарин, бактериальные смолистые вещества и их комбинации. Дополнительно, некоторые варианты выполнения могут включать модифицированные природные смолы, такие как пропиленгликольальгинат, карбоксиметилированная смола плодов рожкового дерева, низкометоксилированный пектин и их комбинации. В некоторых вариантах выполнения могут содержаться модифицированные целлюлозы, такие как микрокристаллическая целлюлоза, карбоксиметилцеллюлоза (CMC), метилцеллюлоза (МС), гидроксипропилметилцеллюлоза (НРСМ) и гидроксипропилцеллюлоза (МРС) и их комбинации.
Аналогично, могут быть включены увлажняющие вещества, которые могут обеспечивать ощущение гидратации полости рта. Такие увлажняющие вещества могут включать, без ограничений, глицерин, сорбит, полиэтиленгликоль, эритрит и ксилит. Кроме того, в некоторых вариантах выполнения жиры могут обеспечивать ощущение увлажнения полости рта. Такие жиры могут включать среднецепочечные триглицериды, растительные масла, рыбий жир, минеральные масла и их комбинации.
Ингредиенты для гигиены горла
Ингредиенты, смягчающие горло, могут включать анальгетики, анестезирующие средства, мягчительные средства, антисептики и их комбинации. В некоторых вариантах выполнения анальгетики/анестезирующие средства могут включать ментол, фенол, гексилрезорцин, бензокаин, диклонин гидрохлорид, бензиловый спирт, салициловый спирт и их комбинации. В некоторых вариантах выполнения мягчительные средства могут включать, без ограничений, кору ржавого вяза, пектин, желатин и их комбинации. В некоторых вариантах выполнения антисептические ингредиенты могут включать цетилпиридиний хлорид, домифен бромид, деквалиний хлорид и их комбинации.
В некоторые варианты выполнения могут быть включены противокашлевые ингредиенты, такие как клофедианол гидрохлорид, кодеин, кодеин фосфат, кодеин сульфат, декстрометорфан, декстрометорфан гидробромид, дифенгидрамин цитрат и дифенгидрамин гидрохлорид и их комбинации.
В некоторых вариантах выполнения могут быть включены средства для смягчения горла, такие как мед, прополис, алоэ вера, глицерин, ментол и их комбинации. В других вариантах выполнения могут быть включены препараты для подавления кашля. Такие препараты для подавления кашля можно разбить на две группы: те, которые изменяют консистенцию или продуцирование мокроты, такие как муколитические средства и отхаркивающие средства; и те, которые подавляют кашлевой рефлекс, такие как кодеин (наркотические препараты для подавления кашля), антигистамины, декстрометорфан и изопротеренол (ненаркотические препараты для подавления кашля). В некоторых вариантах выполнения могут быть включены ингредиенты из любой одной или обеих указанных групп.
В других вариантах выполнения противокашлевые средства могут включать, без ограничений, группу, состоящую из кодеина, декстрометорфана, декстрорфана, дифенгидрамина, гидрокодона, носкапина, оксикодона, пентоксиверина и их комбинаций. В некоторых вариантах выполнения антигистаминовые средства могут включать, без ограничений, акривастин, азатадин, бромфенирамин, хлорфенирамин, клемастин, ципрогептадин, дексбромфенирамин, дименгидринат, дифенгидрамин, доксиламин, гидроксизин, меклизин, фениндамин, фенилтолоксамин, прометазин, пириламин, трипеленнамин, трипролидин и их комбинации. В некоторых вариантах выполнения неседативные антигистаминовые средства могут включать, без ограничений, астемизол, цетиризин, эбастин, фексофенадин, лоратидин, терфенадин и их комбинации.
В некоторых вариантах выполнения отхаркивающие средства могут включать, без ограничений, хлорид аммония, гуаифенезин, жидкий экстракт ипекакуаны, йодид калия и их комбинации. В некоторых вариантах выполнения муколитические средства могут включать, без ограничений, ацетилцистеин, амброксол, бромгексин и их комбинации. В некоторых вариантах выполнения анальгетические, жаропонижающие и противовоспалительные агенты могут включать, без ограничений, ацетаминофен, аспирин, диклофенак, дифлунисал, этодолак, фенопрофен, флурбипрофен, ибупрофен, кетопрофен, кеторолак, набуметон, напроксен, пироксикам, кофеин и их смеси. В некоторых вариантах выполнения местные анестезирующие средства могут включать, без ограничений, лидокаин, бензокаин, фенол, диклонин, бензонотат и их смеси.
В некоторых вариантах выполнения могут быть включены средства против заложенности носа (деконгестанты) и ингредиенты, обеспечивающие ощущение прочищенного носа. В некоторых вариантах выполнения назальные деконгестанты могут включать, без ограничений, фенилпропаноламин, псевдоэфедрин, эфедрин, фенилефрин, оксиметазолин и их комбинации. В некоторых вариантах выполнения ингредиенты, обеспечивающие ощущение прочищенного носа, могут включать, без ограничений, ментол, камфару, борнеол, эфедрин, эвкалиптовое масло, масло перечной мяты, метилсалицилат, борнилацетат, лавандовое масло, экстракты васаби, экстракты хрена и их комбинации. В некоторых вариантах выполнения ощущение прочищенного носа может быть создано душистыми эфирными маслами, экстрактами древесины, камедей, цветков и других растительных материалов, смолами, животными секретами и синтетическими ароматизаторами.
В некоторых вариантах выполнения факультативные или функциональные ингредиенты могут включать освежители дыхания, компоненты по уходу за зубами, активные вещества, травяные добавки, системы шипучих веществ, подавители аппетита, витамины, питательные микроэлементы, компоненты, увлажняющие рот, средства для гигиены полости рта, средства усиления энергии, средства повышения концентрации и их комбинации.
В некоторых вариантах выполнения компонент с модифицированной кинетикой высвобождения включает по меньшей мере один ингредиент, выбранный из группы, содержащей ароматизаторы, сахарозаменители, средства, создающие ощущения, освежители дыхания, компоненты по уходу за зубами, активные вещества, растительные добавки, системы шипучих веществ, средства подавления аппетита, потенцирующие компоненты, пищевые кислоты, питательные микроэлементы, средства для увлажнения рта, средства по уходу за горлом и их комбинации. Эти ингредиенты могут находиться в инкапсулированной форме, в свободной форме или в обеих.
Примеры составов готовой жевательной резинки
Состав жевательной резинки
Композиции для жевательной резинки готовят, соединяя сначала тальк, если он имеется, с гуммиосновой при нагреве до около 85°C. Затем эту комбинацию перемешивают с объемными подсластителями, лецитином и сиропами сахарозаменителей в течение 10 минут. Добавляют смесь ароматизаторов, включающую премиксы ароматизаторов и охлаждающих веществ, и перемешивают 1 минуту. Наконец, добавляют кислоты и интенсивные сахарозаменители и перемешивают 5 минут.
Следует также понимать, что помимо различных вышеупомянутых жевательных резинок, рассматриваемые ниже системы и способы могут применяться для формования и калибровки кондитерских изделий или конфет, комбинаций компонентов резинки с компонентами кондитерских изделий или конфет, и комбинаций резинки с кондитерскими изделиями или конфетами, как описано в патентной публикации US 2008/0166449, международной публикации WO 2011/044373 и международной публикации WO 2010/092480, идеи и описание которых введены тем самым ссылкой в полном объеме в части, не противоречащей настоящему изобретению.
Общие сведения о смесителях для жевательной резинки
Настоящее изобретение может применяться для формования и/или охлаждения или нагрева жевательной массы или структуры, содержащей различные ингредиенты. Для перемешивания жевательной структуры можно применять любой обычный смеситель, хотя разные типы используемых смесителей могут влиять на характеристики питания новой системы 106 формования резинки с Фиг.1. Например, можно использовать разные типы предварительного кондиционирования и экструдеры с низким сдвиговым усилием, чтобы модифицировать производительность смесителя по сырью и создать регулярный поток и/или непрерывный поток. В любом случае предполагается, что новая система 106 формования резинки легко применима с различными смесительными системами, применяющимися в промышленности.
Смесительная система 102 может включать в себя один или более смесителей в зависимости от состава желаемой жевательной структуры. Этот один или более смесителей могут обеспечивать разные типы перемешивания в зависимости от смешиваемых ингредиентов или условий, при которых смешиваются ингредиенты. Два основных типа перемешивания включают дистрибутивное и дисперсионное смешение. Дисперсионное смешение типично является смешением при высоком сдвиговом усилии, которое разбивает отдельные ингредиенты и агрегаты ингредиентов композиции на более мелкие кусочки. Дистрибутивное смешение типично представляет собой перемешивание при более низком сдвиговом усилии, чем дисперсионное смешение, которое применяется для распределения отдельных ингредиентов по композиции, чтобы обеспечить более однородный состав. Более основательно дистрибутивное и дисперсионное смешение описывается и обсуждается в патенте US 5,562,936, идеи и содержание которого введены в настоящий документ ссылкой во всей его полноте.
Смесители смесительной системы 102 могут быть мешалками непрерывного действия или мешалками периодического действия. Как используется здесь, "мешалка непрерывного действия", которая может быть названа здесь также "непрерывным обрабатывающим устройством", представляет собой технологическое оборудование, в котором используются различные ингредиенты для получения потока, которые по существу непрерывно подаются в устройство при перемешивании этих ингредиентов и удалении или выталкивании их из смесительной системы. Например, в экструдере с непрерывным перемешиванием ингредиенты по существу непрерывно вводятся через различные передние и задние загрузочные порты, и все это время шнеки, лопасти, штифты, лопатки или другие смесительные элементы продолжают проводить смесь через систему, непрерывно перемешивая ее. В нижней по потоку части экструдера полностью или частично собранная масса со стороны выпуска выталкивается из экструдера усилием, создаваемым массой, продвигаемой по существу непрерывно или непрерывно. Выведение массы из экструдера можно облегчить, введя внешний или дополнительный нанос.
Мешалка непрерывного действия может обеспечить дисперсионное смешение, дистрибутивное смешение или комбинацию и дисперсионного, и дистрибутивного смешения. Например, мешалка непрерывного действия в форме экструдера может иметь все элементы дисперсионного смешения, все элементы дистрибутивного смешения или комбинацию элементов дисперсионного смешения и элементов дистрибутивного смешения. Из-за характеристик и требований к перемешиваемым композициям для резинки, элементы дисперсионного смешения типично находятся выше по потоку, чем элементы дистрибутивного смешения, однако, мешалки непрерывного действия согласно настоящему изобретению не ограничены такой конфигурацией.
Как используется здесь, "мешалка периодического действия", которую можно назвать здесь также "обрабатывающим устройством периодического действия", представляет собой технологическое оборудование, используемое для получения композиции, которую после того как она приготовлена, выталкивают из устройства всю за один раз, или по меньшей мере дискретные ненепрерывные порции композиции будут выводиться через некоторые промежутки времени, но композиция не будет непрерывно выводиться во время смешения. Типично, отдельные ингредиенты или порции отдельных ингредиентов, используемых для приготовления композиции, подаются в устройство по существу одновременно или дискретными количествами в заранее заданной временной последовательности. Отдельные ингредиенты, добавляемые в мешалку периодического действия, могут добавляться в разное время в процессе всего цикла перемешивания, так что у некоторых ингредиентов время пребывания по существу равна полной продолжительности цикла перемешивания, тогда как время пребывания других ингредиентов составляет только часть полной продолжительности цикла перемешивания. Кроме того, у отдельных ингредиентов, которые используются для разных целей в цикле перемешивания, разные дискретные порции этих ингредиентов могут добавляться в разное время в процессе перемешивания. Например, один ингредиент может использоваться для облегчения компаундирования эластомера, а также может использоваться как наполнитель. В таком случае первая порция такого ингредиента может добавляться в начале цикла смешения, так что у нее время пребывания будет равно полной продолжительности смешения, тогда как вторая порция этого же ингредиента может добавляться в цикл смешения позднее, так что вторая порция имеет время пребывания меньше полной продолжительности смешения.
Мешалка периодического действия типично будет обеспечивать либо дисперсионное смешение, либо дистрибутивное смешение. Мешалка периодического действия, применяемая для практического выполнения настоящее изобретение, может быть сконструирован так, чтобы обеспечивать и дисперсионное, и дистрибутивное смешение. Например, предполагается, что смесительный аппарат, который содержит внутренние лопасти, может быть выполнен так, чтобы переключаться между дисперсионным и дистрибутивным смешением путем изменения шага или ориентации лопастей. Альтернативно, смесительный аппарат может включать несколько наборов лопастей, так что один набор выполнен для дисперсионного смешения, а другой для дистрибутивного смешения. Предполагается, что смеситель наиболее вероятно будет использовать одновременно только один набор лопастей, чтобы обеспечить один тип смешения за раз.
В некоторых вариантах выполнения система 102 перемешивания резинки может содержать одну мешалку непрерывного действия или одну мешалку периодического действия. В других вариантах выполнения система 102 перемешивания резинки может содержать одну или несколько мешалок непрерывного действия и/или одну или несколько мешалок периодического действия, установленных последовательно и/или параллельно. Различные параллельные и последовательные конфигурации смесительной системы описаны в патентных заявках США Сер.№/338,428 и 12/338,682 (Заявитель), полное содержание которых включено в данное описание путем ссылки.
Обратимся теперь более конкретно к варианту выполнения, показанному на Фиг.1, где выходящая из системы 102 перемешивания резинки жевательная структура 130 может быть в целом нерегулярной, или иначе, иметь неоднородную толщину материала. Система 106 формования резинки может обрабатывать эластомер, или готовую резинку, или любые промежуточные жевательные структуры, содержащие любое число ингредиентов гуммиосновы и/или ингредиентов жевательной резинки. Хотя выходящая жевательная структура 130 может быть любой жевательной структурой, в данном варианте выполнения выходящая жевательная структура 130 предпочтительно является готовой резинкой. В зависимости от состава жевательной структуры, неоднородная выходящая жевательная структура 130 может подаваться как жевательная масса 182 напрямую в систему 106 формования резинки для получения по существу плоского листа жевательной резинки 184, имеющего желаемую однородную толщину. Однако, как показано в варианте выполнения с Фиг.1, неоднородная выходящая жевательная структура 130 может дополнительно обрабатываться в несколько более однородную форму или ширину до входа в систему 106 формования резинки как жевательная масса 182.
В варианте выполнения, показанном на Фиг.1, выходящая жевательная структура 130 предварительно формуется в бруски 132, прежде чем подвергнуться дальнейшему формованию в непрерывное полотно или лист 184 желаемой ширины и толщины в системе 106 формования резинки. По существу этот вариант выполнения показан с факультативной тестоформующей машиной 104 выше формующей системы 106. Тестоформующая машина 104 показана как экструдер 134 с низким сдвиговым усилием. Экструдер 134 продавливает выходящую жевательную структуру 130 через формовочную головку, образуя тем самым выходящий брусок 136, от которого можно периодически отрезать отдельные бруски 132 (альтернативно можно предусмотреть непрерывный поток в целом однородного размера без нарезки на бруски). Бруски 132 могут иметь форму практически параллелограмма или иметь небольшое колебание формы в ширину и длину, но толщина отдельных брусков 132 предпочтительно составляет от около 12 до 127 мм (по вертикали), при длине и ширине от около 100 мм до 460 мм. Типично, выходное отверстие тестоформующего экструдера 104 является довольно большим, чтобы экструдер можно считать "экструдером с низким сдвиговым усилием", в отличие от калибровочных экструдеров предшествующего уровня техники. В результате, максимальная толщина выходящего продукта больше около 25 мм (например, составляет 25-50 мм), и/или ширина в иллюстративном варианте выполнения меньше 460 мм. Кроме того, форма не обязательно должна быть идеально прямоугольной (или трапецеидальной). Такая тестоформующая система описана в патентной заявке США Сер.№/352,110, переуступленной настоящему правопреемнику, полное описание которой настоящим введено ссылкой во всей своей полноте. Формование выходящей жевательной структуры 130 с получением брусков 132 позволяет обеспечить гибкость линии по производству жевательной резинки. Например, следующий дальше по схеме процесс формования может проводиться позднее, или бруски можно перемещать в другое место для дальнейшей обработки или кондиционирования.
Затем бруски 132 перемещают в систему 106 формования резинки, при этом бруски 132 можно сжать до желаемой толщины. Альтернативно, и как обсуждалось ранее, выходящую жевательную структуру 130 можно сразу подавать в систему 106 формования резинки без формования в бруски 132. В еще одном варианте выполнения смесительная система 102 может содержать экструдер, оборудованный формовочной головкой с большим выходным отверстием (что минимизирует напряжение сдвига в формовочной головке и температуру в получаемом жгуте), чтобы выдать жевательный жгут, имеющий довольно однородную форму. Например, формовочная головка может быть выполнена так, чтобы выдавать непрерывное полотно или жгут резинки, имеющий толщину более около 20 мм. Формовочная головка может быть регулируемой, чтобы получать различные ширины непрерывного полотна в соответствии с желаемой шириной листа жевательной резинки 184.
Как показано на Фиг.1, примечательно, что первый проиллюстрированный вариант выполнения системы 100 как целого не содержит калибровочного экструдера или нескольких валиков для постепенного уменьшения толщины. Таким образом, одним отличительным признаком и преимуществом некоторых вариантов выполнения является то, что система 106 формования резинки может применяться вместо систем с экструдерами калибровочного типа, которые могут требовать больших сдвиговых усилий для экструдирования резинки; и также может применяться, чтобы устранить необходимость использования традиционных последовательностей валиков, уменьшающих толщину, которые применялись ранее для постепенного уменьшения толщины после калибровочного экструдера. Обычные линии по производству жевательной резинки, включающие такой калибровочный экструдер, ограничены получением листа жевательной резинки, имеющего максимальную ширину от около 220 мм до 460 мм, из-за характера процесса, применяющего высокие сдвиговые усилия.
При формовании непрерывного листа 184 с применением системы 106 формования резинки больше нет необходимости принудительно выдавливать резинку через прямоугольное отверстие определенной ширины. В результате одним преимуществом, которое можно реализовать, является то, что можно значительно снизить усилие сдвига, оказываемое на резинку. Как следующий результат, некоторые чувствительные к сдвигу ингредиенты могут остаться намного более незатронутыми, так что либо получаемый конечный продукт сможет содержать больше незатронутых, чувствительных к сдвигу ингредиентов, либо потребуется добавлять меньшее количество чувствительных к сдвигу ингредиентов в резинку в операциях смешения, тем самым создавая потенциал для снижения себестоимости или улучшения характеристик жевательной резинки для потребителя. Предполагается, что чувствительные к сдвигу и температуре ингредиенты, какие были описаны выше, в том числе особые капсулированные сахарозаменители, ароматизаторы и различные активные фармацевтические ингредиенты особенно выиграют от обработки при потенциально более низком сдвиге.
Кроме того, благодаря потенциально низкому сдвиг в системе 106 формования резинки, система 106 может работать при существенно меньшей мощности, например, потенциально меньшей чем приблизительно 1/3 мощности, необходимой для работы обычной линии прокатки и разметки, содержащей экструдер калибровочного типа и ряд валиков для уменьшения размера, что потенциально приводит к существенной экономии энергии. Кроме того, при замене калибровочного экструдера и последовательности уменьшающих толщину валиков на систему 106 формования резинки, вариант выполнения настоящего изобретения может существенно уменьшить число подвижных деталей, что в результате может свести к минимуму время простоя из-за неисправностей подвижных деталей.
Система 106 формования резинки в варианте выполнения, показанном на Фиг.1, включает пару подвижных стенок 142. В этом варианте выполнения стенки 142 представляют собой поверхность 144 ленточного конвейера 190 и поверхность валика 146. Ленточный конвейер 190 и валик 146 приводятся в действие от внешнего привода, например, функционально связанным двигателем. В одном иллюстративном варианте выполнения каждая из стенок 142 снабжена двигателем, так что скорость поверхности 144 ленточного конвейера 190 можно регулировать независимо от скорости валика 146.
Важно, что по меньшей мере одна из стенок 142 содержит плоскую поверхность 147 в точке контакта с жевательной массой 182, причем эта поверхность непрерывно контактирует и транспортирует лист жевательной резинки 184 (т.е., деформированную жевательную массу 182) от выходной зоны бункера 154 (т.е., массу 182) в точку за границу валика 146 (т.е., лист 184). В варианте выполнения с Фиг.1 поверхность 144 ленточного конвейера 190 имеет по существу плоскую транспортирующую поверхность 147, хотя такой поверхностью могут быть обе стенки 142.
Бункер 154 может применяться для противопомпажной защиты выше по потоку, для контроля производительности и регулирования подачи. Бункер 154 сдерживает, накапливает и подает жевательную массу 182 во входную зону 164, обычно между стенками 142. Бункер 154 может быть выполнен для приема выходящей жевательной структуры 130, брусков 132 и/или довольно однородного полотна жевательной структуры, имеющего различную ширину, и накаливать полученную резинку как неоднородно формованную жевательную массу 182. Ширину входной зоны 164 бункера 154 можно корректировать в соответствии с желаемой шириной листа жевательной резинки 184. В одном варианте выполнения поверхность 144 конвейера и валик 146 выполнены с возможностью размещения листа жевательной резинки 184 шириной от около 25 мм до 1 м или, возможно, больше. Может быть желательным иметь более широкий лист жевательной резинки, шириной больше, чем около 0,6 м, чтобы можно было обеспечить получение существенного объема жевательной массы, с которым можно работать при более низких скоростях, обеспечивая достаточную производительность.
Фиг.7 показывает вид сверху бункера 154 в одном иллюстративном варианте выполнения. Как показано, бункер 154 факультативно содержит пару подающих валиков 220, 222 для облегчения проталкивания жевательной массы 182 через бункер 154 к паре валиков 142. Подающие валики 220, 222 в этом варианте выполнения являются винтовыми валиками, имеющими спиральные ножи 221, 223 и способными вращаться в противоположные стороны, так что если смотреть с левой стороны 224 бункера 154 на Фиг.7, то подающий валик 220 вращается против часовой стрелки, а подающий валик 222 вращается по часовой стрелке. Когда жевательная масса 182, которая может вначале иметь форму брусков 132, или продуктов неправильной формы 130 из мешалки, или любую другую форму, подается в бункер 154, жевательная масса 182 падает в направлении подающих валиков 220, 222 под действием силы тяжести. Затем подающие валики 220, 222 поворачиваются в противоположные стороны внутрь к центру, тем самым продвигая жевательную массу 182 между подающими валиками 220, 222 и в направлении к входной зоне 164. Кроме того, спиральные ножи 221, 223 подающих валиков 220, 222 продвигают жевательную массу 182 вдоль оси вращения, тем самым направляя жевательную массу 182 к каждому концу подающих валиков 220, 222, по мере того как жевательная масса 182 подается между подающими валиками 220, 222. Таким образом, жевательная масса 182 распределяется, обеспечивая желаемую ширину выходящей жевательной массе 182, соответствующую ширине подающих валиков 220, 222.
Затем жевательная масса 182 транспортируется на поверхности 144 конвейера к валику 146, причем поверхность 144 конвейера и валик 146 движутся в одинаковом линейном направлении, проталкивая жевательную массу 182 между стенками 144, 146, формуя и калибруя жевательную массу 182 с получением листа жевательной резинки 184, как более подробно будет объясняться ниже. В других вариантах выполнения бункер 154 может содержать более одной пары подающих валиков, чтобы еще больше облегчить подачу и расширение жевательной массы 182 в бункере 154.
В этом варианте выполнения пара стенок 142 смещена по вертикали. В частности, валик 146 имеет горизонтальную ось, которая смещена по горизонтали от плоской поверхности 147 на поверхности 144 конвейера. Стенки 142 расположены таким образом, чтобы между ними образовалось пространство или зазор 162, который позволяет резинке проходить между ними. Пара стенок 142 и зазор 162 выполнены для приложения сжимающего или деформирующего усилия к жевательной массе 182, чтобы образовать непрерывный лист жевательной резинки 184, имеющий в целом однородную толщину, соответствующую зазору 162. Термин "в целом однородная толщина" жевательной структуры, используется здесь в широком смысле, чтобы описать поперечную форму поперечного полотна жевательной структуры, выходящей из пары стенок 142. Как упоминалось выше, поверхность 144 конвейера транспортирует и остается в непрерывном контакте с резинкой в форме от жевательной массы у входной зоны непосредственно перед зазором 162 до формы листа в зонах ниже зазора 162 (т.е., за валиком 146).
Поверхность 144 конвейера и валик 146 движутся в одинаковом линейном направлении у зазора 162, который может узким, вплоть до 0,1 мм, что позволяет продавливать через них жевательную массу 182. Подающие валики 220, 222 могут также транспортировать жевательную масса, входящую в бункер 154, к транспортирующей поверхности 147. Когда жевательная масса 182 проталкивается через минимальную ширину зазора 162, жевательная масса 182 деформируется между стенками 142, причем эта деформация/калибровка является по существу растягиванием.
Непосредственно перед калибровкой валиками 142 (т.е., на выходе из бункера 154) жевательная масса 182 по существу не имеет определенной формы. Следует отметить, что "бесформенная" жевательная масса или лист 184 могут быть определены как любая масса или лист 184, которые в своем текущем состоянии не были калиброваны или формованы посредством экструзии, деформирования или любыми другими средствами, хотя жевательная масса могла быть калибрована или формована таким способом ранее, прежде чем оказаться в данном текущем состоянии. Другими словами, размеры листа жевательной резинки 184 создаются независимо от формы и размеров бесформенной жевательной массы 182. Следует отметить, однако, что ширина продукта, выходящего из бункера 154, зазора 162, и ширина листа 184 могут быть по существу одинаковыми. Кроме того, в одном иллюстративном варианте выполнения жевательная масса 182 может иметь во входной зоне 164 втрое большую толщину, чем лист жевательной резинки 184, более конкретно в 10-70 большую толщину, чем лист жевательной резинки 184. В иллюстративном варианте выполнения, близком к показанному на Фиг.12, толщина жевательной массы 182 непосредственно перед зазором 162 составляет 500-800 мм, а толщина листа жевательной резинки 184 сразу после зазора 162 составляет 0,1-60 мм, более конкретно, 3-10 мм.
Пара стенок 142 сжимает, деформирует и проталкивает жевательную массу 182 через зазор 162, давая в целом однородную толщину, так что толщина листа жевательной резинки 184 предпочтительно лежит в пределах около 20%-ной поперечной дисперсии, более предпочтительно около 10%-ной, наиболее предпочтительно в пределах около 5%%-ной поперечной дисперсии или меньше. Например, когда желаемая толщина листа жевательной резинки 184, выходящего из пары стенок 142, равна 3 мм, зазор 162 (и, в частности, минимальная ширина зазора) между стенками 142 подбирается так, чтобы толщина поперек ширины листа жевательной резинки 184 предпочтительно составляла от около 2,4 до 3,6 мм, более предпочтительно от около 2,7 до 3,3 мм. Более предпочтительно, дисперсия составляет менее 0,2 мм и может быть равной около 0,1 мм. В результате, со стенками 142 можно достичь значительной степени точности и аккуратности резинки. Некоторых колебаний можно ожидать с разными рецептами резинки из-за варьирования восстановления и усадки вследствие изменений эластичности, вязкости и упругоподатливости данного состава резинки. Лист жевательной резинки, имеющий в целом однородную толщину, можно затем увеличивать или уменьшать в толщину в зависимости от рецептуры резинки. Кроме того, лист жевательной резинки 184, имеющий в целом однородную толщину, позднее можно формовать, текстурировать и/или штамповать, что может изменить в целом однородную толщину.
Валик 146 может быть выполнен так, чтобы иметь разные диаметры и ширину в зависимости физических свойств резинки, желаемой толщины и ширины листа жевательной резинки 184, желаемой температуры листа жевательной резинки 184, выходящего из стенок 142. В варианте выполнения, показанном на Фиг.1, валик 146 находится выше поверхности 144 конвейера, хотя в других вариантах выполнения валик может находиться на той же высоте или ниже поверхности конвейера. Предпочтительно, валик 146 имеет диаметр от около 0,25 м до 3 м и ширину от около 0,3 м до 1,3 м.
Хотя возможны более узкие валики и поверхности конвейера, ширина от около 0,3 м до 1,3 м или больше дает возможность получать полоску или лист жевательной резинки, имеющие около такую же ширину, типично по меньшей мере чуть уже. Таким образом, стенки такой ширины могут обеспечить существенно улучшение производительность по резинке по сравнению с обычными способами уменьшения толщины, включающими экструдеры калибровочного типа. Так, пара стенок 142 может дать на 125-300% (или больше) более широкие полосы или листы готовой калиброванной резинки, чем обычный формующий экструдер калибровочного типа с валиками, постепенно уменьшающими размер, и как отмечается везде в этом документе, при значительно меньшем расходе энергии. Кроме того, бункер 154, который выполнен с подающими валиками 220, 222, и стенки 142 могут производить лист жевательной резинки 184, имеющий желаемую ширину с относительно малым отклонением. В одном варианте выполнения бункер 154 и стенки 142 могут обеспечить получение листа жевательной резинки 184, имеющего желаемую ширину с дисперсией предпочтительно в пределах 20%, более предпочтительно в пределах 10%, и наиболее предпочтительно в пределах 5% или меньше.
При более широком жевательном материале скорость процесса формования резинки можно при желании существенно снизить, тем не менее, обрабатывая такое же количество резинки, как в традиционных линиях прокатки и разметки, или можно использовать более высокие скорости для получения более высокого выхода резинки по объему. Традиционные линии прокатки и разметки могут работать при скорости подачи резинки 22-25 м/мин, такое же количество продукта можно получить при скоростях, которые соответственно меньше из-за увеличения ширины.
В зависимости от желаемой толщины получаемой жевательной резинки, стенки 142 выполняются так, чтобы промежуток 162 можно было регулировать, предпочтительно от около 0,3 мм до 10,0 мм, хотя можно установить такой узкий зазор, как 0,1 мм. В одном варианте выполнения поверхность 144 конвейера и валик 146 способны иметь гладкую чистовую поверхность, и зазор 162 меньше 0,5 мм, чтобы производить полотно резинки толщиной с бумажный лист, с шелковисто-гладкой поверхностью и толщиной меньше около 0,5 мм. Следует понимать, что валик 146 может быть выполнен с любыми желательными управляющими устройствами, такими, без ограничений, как сервомеханизмы, чтобы контролировать вертикальное расположение валиков 146 относительно поверхности 144 конвейера и, тем самым, устанавливать зазор или промежуток 162.
Бункер 154 находится до стенки 142, так что часть верхнего валика 146 и часть поверхности 144 конвейера вблизи зазора 162 задают входную зону 164. Бункер 154 имеет коническую наружную стенку 166, а также противоположную внутреннюю стенку, которая граничит с поверхностью валика 146 при очень малом зазоре, позволяющем вращение валика 146. Коническая наружная стенка 166 выполнена для проведения жевательной массы 182 в бункер 154 к подающим валикам 220, 222. Бункер 154 может также содержать поверхности, выполненные покоиться прямо на поверхности 144 конвейера.
Валик 146 может работать с различными скоростями вращения, что приводит к различным линейным скоростям у или вблизи зазора 162 (линейные скорости изменяются по касательной к поверхности валика 146 вблизи зазора 162). Стенки 144, 146 могут двигаться при одинаковых скоростях или разных скоростях (вращения для валика 146 и линейной для поверхности 144 конвейера) и могут выбираться в зависимости от физических свойств входящей резинки и от желаемой степени теплопереноса через стенки 144, 146. Кроме того, относительная частота вращения и линейная скорость стенок 144, 146 могут корректироваться, чтобы получать желаемое качество листа жевательной резинки 184, как характеристики поверхности, допуски на толщину, температура и т.д. В одном иллюстративном варианте выполнения стенки 144, 146 могут регулируемо перемещаться с линейными скоростями от 5 м/мин до 40 м/мин.
В одном иллюстративном варианте выполнения одна стенка установлена на движение с постоянной линейной скоростью, тогда как линейная скорость другой стенки может варьироваться в пределах ±30% от постоянной линейной скорости другой стенки. Например, можно установить линейную скорость поверхности 144 конвейера от 3 м/мин до 20 м/мин, тогда как линейная скорость валика 146 контролируется между 3 м/мин и 20 м/мин. В таком варианте выполнения линейная скорость валика 146 устанавливается в пределах заданного диапазона, чтобы получить более гладкую поверхность резинки и минимизировать сминаемость резинки. Альтернативно, валик 146 можно установить на движение с постоянной линейной скоростью, тогда как линейная скорость поверхности 144 конвейера может контролироваться в желаемом диапазоне. Линейная скорость одной стенки может варьироваться относительно линейной скорости другой стенки в пределах ±40%, ±30%, ±20% или ±10%, в зависимости от характеристик резинки и желаемой толщины и ширины листа жевательной резинки 184, чтобы максимально повысить гладкость и уменьшить образование складок и других неровностей на поверхности резинки.
Размерные характеристики и материал для стенок 144, 146 и опорных структур стенок 144, 146 разработаны так, чтобы свести к минимуму или устранить отклонение стенок 144, 146. Фиг.5 является схематическим изображением в поперечном разрезе стенок 144, 146 и каркасной конструкции 149 при удаленном бункере 154. Как показано, валик 146 установлен на каркасную конструкцию 149 с помощью вала 143. В этом иллюстративном варианте выполнения с Фиг.5 конвейер 190 и его поверхность 144 установлены ниже валика 146.
Как показано на Фиг.5, стенки 144, 146 установлены так, чтобы давать в целом однородный поперечный промежуток 162 между стенками 144, 146 от одного конца к другому. Однако, некоторые высоковязкие и/или малоэластичные составы резинки могут вызвать высокое напряжение на стенках 144, 146, когда стенки 144, 146 деформируют жевательную массу 182. Некоторые очень вязкие жевательные структуры могут потребовать дополнительных усилий, таких, например, как дополнительные шнеки в бункере 154, проталкивающие жевательную массу 182 в промежуток 162 между стенками 144, 146. Такие вязкие жевательные структуры могут оказывать высокие напряжения на стенки 144, 146. Такое напряжение может привести к отклонению стенок 144, 146, как показано на Фиг.6, где отклонение показано чрезмерно большим в целях иллюстрации. Как можно видеть, отклонение стенок 144, 146 может привести к неравномерному зазору 162 поперек стенок 144, 146, причем зазор 162 вблизи середины стенок 144, 146 больше, чем зазор 162 вблизи краев валиков. Такой неоднородный зазор 162 будет давать лист жевательной резинки 184 с неоднородной толщиной поперек полотна, что очень нежелательно, так как это будет давать продуктовые листы жевательной резинки 184 с неподходящими размерами.
Поэтому в одном варианте выполнения валик 146 усиливают, предусматривая дополнительные опорные конструкции, и/или поддерживая валик ближе к его концам, чтобы минимизировать или устранить отклонение валика. В одном варианте выполнения валик 146 усилен и поддерживается так, чтобы при обработке высоковязких и/или низкоэластичных жевательных структур максимальное отклонение между стенками удерживалось на уровне менее 0,5 мм, предпочтительно менее 0,1 мм. Кроме того, отклонение валика можно также минимизировать или устранить, увеличивая диаметр валика или делая его из материала с повышенной прочностью или жесткостью, чтобы выдерживать напряжение, оказываемое резинкой. Для более широкого валика требуется более существенная прочность, чтобы выдержать напряжение, и валик с большим диаметром может быть выгоден тем, что он обеспечивает достаточную прочность валика, чтобы минимизировать отклонение. Таким образом, отношение диаметра валика к ширине должно выбираться надлежащим образом, учитывая физические свойства резинки и желаемую толщину листа жевательной резинки, чтобы минимизировать отклонение валика 146.
В некоторых вариантах выполнения, где вязкую жевательную структуру, имеющую низкую деформируемость, формуют посредством пары стенок, усиленных в целях минимизации отклонения, на резинку может оказываться высокое сжимающее давление, что, в свою очередь, создает высокое напряжение на стенках.
Альтернативно, можно корректировать физические свойства жевательной структуры, чтобы минимизировать отклонение стенок 144, 146 в процессе формования и калибровки под давлением. Например, можно повысить температуру жевательной структуры 130, выходящей из смесителя 102, и/или температуру брусков 132, чтобы улучшить сжимаемость жевательной массы 182, входящей в пару стенок 144, 146. В других вариантах выполнения можно нагревать один или обе стенки 144, 146 для переноса тепла на жевательную массу 182, тем самым снижая вязкость и улучшая сжимаемость/формуемость листа жевательной резинки 184. Степень давления и тепла, приложенных к жевательной массе 182, может иметь разные эффекты на конечную продуктовую резинку. Поэтому отклонение стенок контролируется с учетом конечного продукта из жевательной резинки, так как усиление стенок может привести к повышению давления, оказываемого на резинку.
Другой отличительный признак иллюстративного варианта выполнения с Фиг.1 заключается в контроле температуры поверхности 144 конвейера и валика 146. В некоторых вариантах выполнения каждый из конвейера 190 и валика 146 может быть снабжен внутренними каналами, в которых для нагрева или охлаждения валиков течет нагревающая или охлаждающая среда, например, оборотная вода или жидкость с более низкой температурой замерзания (поверхность 144 конвейера также может опираться на плиту с контролируемой температурой или вблизи и выше от нее по потоку). Таким образом, можно устанавливать температуру поверхности стенок 144, 146 от около -15°C до 90°C. В одном варианте выполнения температуру поверхности стенок 144, 146 можно контролировать в пределах около 0°C-90°C благодаря циркуляции охлаждающей или нагревающей среды, имеющей температуру около 0-90°C внутри стенок 144, 146, или регулируя температуру плиты, находящейся вместе с конвейером. Согласно одному варианту выполнения, формующие стенки (в частности, поверхность 144 конвейера за зазором 162) охлаждаются до температуры поверхности от около 5°C до 25°C, предпочтительно около 15°C. Это имеет несколько преимуществ, как, например, уменьшение или устранение позднейшего кондиционирования/охлаждения, и уменьшение улетучивания термочувствительных ингредиентов, таких, как ароматизаторы, так как резинка охлаждается в процессе намного раньше. В другом варианте выполнения формующие стенки (в частности, валик 146) нагревают до температуры поверхности от около 40°C до 60°C, что может облегчить формование листа жевательной резинки и снизить отклонения толщины листа. Следует отметить, что в одном иллюстративном варианте выполнения механизм контроля температуры поверхности 144 конвейера (т.е., каналы или плита) может корректироваться по его длине (и, следовательно, по длине поверхности 144), так что температура поверхности 144 может меняться, когда лист жевательной резинки 184 движется дальше за зазор 162. Например, поверхность 144 конвейера можно нагревать в зонах вблизи зазора 162 (в частности, непосредственно перед и внутри зазора 162), чтобы облегчить формование, и охлаждать за зазором 162, чтобы уменьшить испарение и снизить потребность в кондиционировании/охлаждении.
В одном иллюстративном варианте выполнения масса готовой резинки 182, имеющая среднюю температуру около 40°C-60°C, подается между набором формующих или калибрующих стенок 142. Одна или обе стенки 144, 146 нагревают до температуры поверхности около 30°C-70°C, более предпочтительно около 40°C-60°C, чтобы лучше соответствовать температуре массы 182 готовой резинки. Такой нагрев стенки или стенок облегчает формование резинки и контролирует вязкость резинки, транспортируемой по меньшей мере поверхностью 144 конвейера. Если температура поверхности стенки(ок) 144, 146 слишком высокая, в некоторых вариантах выполнения резинка может нагреться и, таким образом, стать слишком липкой и прилипнуть к валикам. Если температура поверхности стенок 144, 146 слишком низкая, локальная вязкость резинки может повыситься до точки, когда резинку станет сложно формовать, или она не сможет оставаться на валике 146. Таким образом, в зависимости от состава готовой резинки, температуру поверхности стенки(ок) 144, 146 можно устанавливать так, чтобы помочь предотвратить прилипание резинки к стенкам 144, 146 и облегчить формование резинки.
Как упоминалось выше, чтобы обеспечить нагрев или охлаждение стенок 144, 146, через стенки 144, 146 прокачивают нагревающую/охлаждающую среду. Например, Фиг.8 показывает сечение валика 146, имеющего внутренний канал 206. В этом варианте выполнения внутренний канал 206 валика 146 показан как полое пространство между наружным слоем 207 и внутренней центральной частью 208, причем наружный слой 207 удерживается множеством ребер 209 (совокупность ребер может быть выполнена для максимальной поддержки, например, ребра могут быть установлены в виде сотовой структуры). Как обсуждалось, нагревающая/охлаждающая среда может течь в полом объеме, образующем канал 206, чтобы охлаждать наружный слой 207. В других вариантах выполнения охлаждающий канал может быть образован по-другому, например охлаждающий канал может быть образован как более тонкий спиралевидный канал.
Кроме того, Фиг.10 схематически показывает охлаждаемый ленточный конвейер 190, имеющий поверхность 144. Как показано, ленточный конвейер 190 содержит наружную ленту 230, жидкостную линию 232, множество распылительных насадок 234 и опору или плиту 236. Наружная лента 230 может быть сделана из любого подходящего материала, такого, как полимерный материал. В этом варианте выполнения наружная лента 230 образована из нейлона. Опора 236 сделана из любого подходящего материала, имеющего относительно высокую теплопроводность, такого, как металл. В этом варианте выполнения опора 236 образована из нержавеющей стали. Жидкостная линия 232 выполнена для циркуляции подходящей охлаждающей или нагревающей среды. В этом варианте выполнения через линию 232 течет охлажденная вода, причем множество распылительных насадок 234 распыляют охлажденную воду на стальную опору 236, тем самым охлаждая нержавеющую стальную опору 236. Охлажденная опора 236 из нержавеющей стали поддерживает нейлоновую ленту 230. Таким образом, когда лист жевательной резинки 184 проводится на верхней поверхности конвейерной ленты 190, тепло от листа жевательной резинки 184, имеющего более высокую температуру, чем охлажденная нержавеющая стальная опора 236, передается через нейлоновую ленту 230 на охлажденную нержавеющую стальную опору 236, тем самым охлаждая лист жевательной резинки 184. В этом варианте выполнения толщина нейлоновой лены такова, чтобы позволить надлежащий теплоперенос между листом жевательной резинки 184 и опорой 236, обеспечивая одновременно подходящую опору, прочную на разрыв. В одном варианте выполнения опора 230 имеет толщину в диапазоне 0,5-5 мм, предпочтительно 1-2 мм.
В некоторых вариантах выполнения только одна из стенок 144, 146 (например, валик 146) может быть снабжена механизмом контроля температуры, или ни одна из стенок может не иметь внутренних каналов. Поверхность 144 конвейера и валик 146 могут охлаждаться или нагреваться до одной и той же температуры или до разных температур. Например, валик 146 может не охлаждаться или охлаждаться до температуры выше, чем температура поверхности 144 конвейера. Валик 146, имеющий более высокую температуру, может облегчить процесс формования резинки, а поверхность 144 конвейера, охлажденная до более низкой температуры, может облегчить охлаждение листа жевательной резинки 184. В одном варианте выполнения валик 146 нагревают выше температуры жевательной массы в бункере 154, чтобы уменьшить вязкость и повысить сжимаемость/формуемость. Поверхность 144 конвейера охлаждают, чтобы обеспечить охлаждение, когда жевательная масса 182 сжимается между стенками 144, 146. Поверхность 144 конвейера может также быть выполнена из нелипкого материала.
Лист жевательной резинки, формованный, калиброванный и охлажденный или нагретый с использованием стенок 144, 146, может иметь градиент температуры по толщине листа жевательной резинки 184. Дело в том, что резинка, существенной частью которой является эластомер, плохо проводит тепло, поэтому средняя часть резинки может остаться при другой температуре, чем поверхности, которые находятся в прямом контакте с валиками. Такой градиент температуры может увеличиться, когда стенки 144, 146 поддерживаются при разных температурах. Например, в одном варианте выполнения валик 146 нагревают до температуры поверхности около 50°C, а поверхность 144 конвейера охлаждают до температуры поверхности около 5°C, и при этом жевательную массу, имеющую среднюю температуру около 40°C, формуют, калибруют и кондиционируют в лист жевательной резинки 184, имеющий толщину около 2 мм. В этом варианте выполнения лист жевательной резинки 184 может иметь большой градиент температуры, причем температура поверхности резинки, находящейся в контакте с охлажденной поверхностью 144 конвейера, близка к температуре поверхности 144 конвейера около 5°C, а температура поверхности резинки, находящейся в контакте с нагретым валиком 146, близка к температуре поверхности валика 146, около 50°C, и температура резинки между ними меняется от около 5°C до около 50°C. В таких вариантах выполнения кристаллизация охлажденной поверхности резинки может существенно отличаться от кристаллизации нагретой поверхности резинки, так как охлаждение резинки до низкой температуры путем теплопроводности через охлажденный валик может привести к совсем другой кристаллизации по сравнению с медленно охлаждаемой резинкой, например, конвекцией. Даже в вариантах выполнения, где обе стенки 144, 146 охлаждают до одинаковой температуры, резинка может иметь градиент температуры по толщине, хотя намного меньше, чем у резинки, образованной стенками с разными температурами.
Колебания температуры жевательной массы 182, входящей в секцию формования 106 резинки, могут иметь существенное влияние на температурную консистенцию входящего листа жевательной резинки 184. Дело в том, что изменение температуры жевательной массы 182 в результате теплопроводности через формующую стенку(и) 144, 146 (в частности, через валик 146, который не находится в контакте с резинкой, пока она транспортируется на поверхности 144 конвейера), занимает лишь часть времени, необходимого для традиционного охлаждения и кондиционирования резинки путем конвекции, которое может составлять часы или даже дни. Таким образом, изменение температуры во входящей жевательной массе может быть параллельно перенесено на изменение температуры листа жевательной резинки, который быстро охлаждают, например, менее чем за одну минуту, охлажденной стенкой(ами) 144, 146. Так, некоторые варианты выполнения могут включать меры для контроля колебаний температуры в подаваемой жевательной массе в пределах желаемого диапазона. Например, смесительный экструдер для приготовления подаваемой жевательной массы может быть оборудован сложными модулями регулирования температуры, чтобы экструдировать резинку в желаемом диапазоне температур. В других вариантах выполнения линия 100 по производству жевательной резинки может включать факультативную установку кондиционирования между тестоформующей машиной 104 и секцией 106 формования резинки, для кондиционирования жевательных брусков 132 до желаемого температурного диапазона.
Охлажденные формующие стенки 144, 146 могут эффективно снижать температуру относительно тонкого листа жевательной резинки 184, когда он проводится охлажденной формующей стенкой или стенками (в частности, движущейся поверхностью 144 конвейера). Таким образом, в одном иллюстративном варианте выполнения, показанном на Фиг.1, расстояние между зазором 162 и разметочным валиком 192 можно при желании увеличить, чтобы позволить большее время пребывания для облегчения теплопереноса от листа жевательной резинки 184 к охлажденному валику благодаря контакту и теплопроводности. Скорость поверхности 144 конвейера можно также снизить, чтобы облегчить получение большего времени пребывания. Кроме того, жевательная масса 182 может выходить из бункера 154 таким образом (например, на высоте), чтобы позволить контакт резинки с валиком 146 в продолжении нескольких градусов вращения до зазора 162. В таком варианте выполнения желательно предусмотреть валик относительно большого диаметра, на котором жевательная масса 182 проводится по меньшей мере около на ¼ оборота (по меньшей мере около 90 градусов и до около 180 градусов), чтобы позволить еще больше время пребывания. Опять же, частоту вращения валика 146 можно также снизить, чтобы получить большее время пребывания. Охлаждающая среда, циркулирующая через стенки 144, 146, отлично поддерживает формующий валик(и) при температуре поверхности от около 5°C до 25°C, предпочтительно около 15°C. Охлажденные формующие стенки, имеющие холодную металлическую поверхность с высокой теплопроводностью, эффективно действуют на снижение температуры относительно тонкой жевательной резинки, предпочтительно имеющей толщину меньше 10 мм, более предпочтительно 0,5-6 мм, облегчая теплоперенос от резинки к холодной металлической поверхности. Теплопередача предпочтительно может осуществляться через одну или обе из пары формующих стенок, или, независимо, это может быть также отдельный валик или валики, которые в конечном счете контактируют с резинкой. В некоторых вариантах выполнения охлаждению листа жевательной резинки может также способствовать обдувание холодным воздухом листа жевательной резинки из воздушного сопла.
Фиг.9 показывает вариант выполнения, включающий автономный охлаждающий валик 600 (не являющийся формующей стенкой), причем непрерывный лист жевательной резинки 602 проводится к валику 600 с помощью направляющей 604. Как показано, лист жевательной резинки 602 проходит по валику 600 около на 270° вокруг валика для охлаждения. Хотя этот вариант выполнения показан так, что непрерывный лист жевательной резинки 602 переносится на и с охлаждающего валика 600 на 90° в сторону, чтобы максимально увеличить время пребывания на охлаждающем валике 600 (время пребывания может быть еще больше, если угол между входом и выходом еще больше уменьшить), непрерывный лист жевательной резинки 602 может переноситься на охлаждающий валик 600 в разных точках и выходить в разных точках, в зависимости от конфигурации других компонентов в системе производства жевательной резинки и от места охлаждающего валика 600 в системе производства жевательной резинки. Охлаждающий валик 600 может быть установлен в разных местах системы для производства жевательной резинки. Например, охлаждающий валик 600 можно разместить до или после формующих стенок 144, 146, или до, или после, или между традиционными постепенно уменьшающими размер прокатными валиками, и т.д. Если он находится после, поверхность 144 конвейера может быть выполнена так, чтобы нести резинку за охлаждающий валик 600, в отличие от разметочного механизма.
В некоторых вариантах выполнения система формования резинки может включать несколько теплопередающих валиков. Фиг.11 показывает систему 700 формования резинки, содержащую четыре теплопередающих валика 702, 704, 706, 708. В этом варианте выполнения один или оба формующих валика 702, 704 могут обогреваться, чтобы снизить вязкость жевательной массы, когда валики 702, 704 формуют резинку с получением желаемой ширины и толщины. Непрерывное полотно листа жевательной резинки 710, покидающей поверхность конвейера 704, переносится затем охлажденными валиками 706, 708, где лист жевательной резинки охлаждается до желаемой температуры. В других вариантах выполнения пара формующих стенок 702, 704 также может охлаждаться.
В одном иллюстративном варианте выполнения валик 146, имеющий диаметр около 1 метра, и поверхность 144 конвейера охлаждены до около 15°C. Стенки 144, 146 движутся, формуя и охлаждая жевательную массу 182, имеющую температуру от 40°C до 60°C, с линейной скоростью около 15 м/мин, чтобы обеспечить листу жевательной резинки 184 время пребывания на поверхности конвейера около 3/4 минуты. Стенки 144, 146 выполнены так, чтобы иметь зазор 162 шириной около 3 мм, чтобы формовать лист жевательной резинки 184, имеющий в целом однородную толщину около 3 мм, причем температура листа жевательной резинки будет снижена на 5°C. В других вариантах выполнения система 106 формования резинки выполнена для формования и охлаждения листа жевательной резинки 184 при скорости линии от около 5 м/мин до около 30 м/мин.
Стенки 144, 146 могут также позволить обойтись без опудривания резинки тальком или другим дисперсным агентом, предотвращающим слипание, который используется в более традиционных операциях по уменьшению толщины прокаткой. Это позволяет избежать необходимости в оборудовании по сбору пыли, использующемся на традиционных линиях прокатки и разметки, а также может использоваться для создания более эстетически удовлетворительного продукта, который имеет более живой цвет, так как операции опудривания приглушают цвет конечного продукта. Кроме того, устраняя применение опудривающих порошков, процесс чистки линии 100 производства жевательной резинки можно резко облегчить, так как существенная часть остающейся грязи, требующей длительной чистки в обычных линиях прокатки и разметки, обусловлена применением порошков и большого числа валиков. Таким образом, время чистки для переключения, которое составляло часы, до 10 часов в некоторых обычных линиях прокатки и разметки для производства жевательной резинки, согласно некоторым вариантам выполнения настоящего изобретения можно снизить до минут. Следовательно, осуществление настоящего изобретения может повысить производительность линии по производству резинки благодаря существенному уменьшению времени чистки/переключения по сравнению с традиционными линиями прокатки и разметки жевательной резинки.
В одном иллюстративном варианте выполнения, стенки 144, 146 могут быть снабжены антиадгезионным покрытием или смазкой с помощью, например, смазочного валика 174. Покрытие или смазка могут быть растительным или минеральным маслом, которое предотвращает слипание. Таким образом, система формования резинки 106 устраняет потребность в порошковых антиадгезивах, таких, как тальк или полиол. Хотя каждая из стенок 144, 146 может быть снабжена смазывающим валиком 174, 176, как в этом варианте выполнения, в других вариантах выполнения только одна (или ни одна) из стенок 144, 146 может быть снабжена смазывающим валики, если одна или обе стенки 144, 146 имеют достаточно низкое поверхностное натяжение, чтобы освободить лист жевательной резинки без помощи антиадгезива, и лист жевательной резинки достаточно нелипкий для последующих процессов разметки, резки и упаковки. Кроме того, могут использоваться другие смазочные системы, например, разбрызгивающее сопло или бассейн для обработки погружением, чтобы нанести подходящую жидкую смазку.
Как показано на Фиг.1, валик 146 снабжен скребком 188 сразу за зазором 162, чтобы отделять лист жевательной резинки 184 от поверхности валика 146 и передавать на конвейерную ленту 190.
Формующая система 106 с Фиг.1 может также содержать прижимной валик 192. После выхода из пары стенок 142 поверхность 144 конвейера продвигает лист жевательной резинки 184 к прижимному валику 192. Прижимной валик 192 установлен предпочтительно на расстоянии от около 0,5 м до 3 м от валика 146, более предпочтительно на расстоянии около 1-1,5 м. Прижимной валик может удалять дефекты поверхности, загибы и может дополнительно уменьшать толщину листа жевательной резинки 184, однако обычно любое дополнительное уменьшение может быть ограничено величиной 10% или меньше, тем самым обеспечивая достижение преимуществ в том, что не требуется постепенное уменьшение прокаткой. В этом варианте выполнения пара стенок 142 может быть способна выдавать непрерывный лист жевательной резинки 184 с отклонением толщины в пределах 10% от желаемой конечной толщины конечного продукта, и прижимной валик 192 способен корректировать толщину листа жевательной резинки 184 менее чем на 10%. Например, в одном варианте выполнения, где желаемая конечная толщина липкого жевательного продукта составляет 2,0 мм, зазор 162 между парой стенок 142 можно установить так, чтобы непрерывный лист жевательной резинки 184 имел в целом однородную толщину около 2,1 мм. В этом воплощении прижимной валик 192 установлен по отношению к поверхности конвейера 190 так, чтобы снижать в целом однородную толщину до около 2,0 мм.
В зависимости от состава формуемой резинки, жевательная масса, формованная парой стенок, может расширяться после выхода из пары стенок, тем самым приводя к увеличению толщины листа жевательной резинки. Например, жевательная масса может формоваться с помощью пары стенок, имеющих зазор 3 мм, где резинка сжимается до толщины около 3 мм. После выхода из пары стенок лист жевательной резинки может увеличиться в толщину до около 3,3 мм. В таком варианте выполнения установленный далее прижимной валик может быть выполнен для приложения достаточного давления, чтобы сжать увеличенный в объеме слой листа жевательной резинки снова до 3 мм. В других вариантах выполнения лист жевательной резинки может сжиматься (например, из-за состава резинки) после выхода из пары стенок. Например, лист жевательной резинки может сжаться в толщину около на 10% после выхода. В таком варианте выполнения можно установить зазор около на 10% больше, чем желаемая конечная толщина, или еще больше. Например, когда конечная желаемая толщина листа жевательной резинки равна 3 мм, просвет между парой валиков можно установить на около 3,5 мм. Лист жевательной резинки сжимается до толщины около 3,5 мм между парой стенок и усаживается после выхода из пары стенок до толщины около 3,1-3,2 мм. Затем усевший лист жевательной резинки дополнительно сжимается следующим прижимным валиком до желаемой конечной толщины около 3 мм. В некоторых вариантах выполнения прижимной валик 192 может быть выполнен так, чтобы быть охлаждаемым валиком для обеспечения дополнительного охлаждения.
В иллюстративном варианте выполнения с Фиг.1 система 100 дополнительно включает разметочный валик 194, боковой делительный валик 196 за прижимным валиком 192 и охлаждающий туннель 200. Разметочный валик 194 и боковой делительный валик 196 размечают и делят лист жевательной резинки 184 на отдельные размеченные листы 198. Размеченные листы 198 проводятся на охлаждающий туннель 200, где они охлаждаются с верхней и нижней сторон нагнетаемым воздухом. Когда размеченные листы 198 дополнительно кондиционируются в охлаждающем туннеле 200, жесткость жевательного материала размеченных листов 198 достаточно повышается для укладки в стопку, чтобы сохранять форму и минимизировать ползучесть материала. В одном варианте выполнения охлаждающий туннель 200 способен кондиционировать лист жевательной резинки 184 до таких низких температур, как около 0°C-15°C. Затем размеченные листы 184 режут и укладывают в стопки 202 и перемещают для последующих процессов упаковки. В других вариантах выполнения охлаждающий туннель 200 может быть размещен в других местах системы 100 производства жевательной резинки. Например, охлаждающий туннель 200 можно разместить между прижимным валиком 192 и разметочным валиком 194, чтобы лист жевательной резинки охлаждался перед разметкой и/или резкой. Альтернативно, система 100 для производства жевательной резинки может включать в себя дополнительные делительные и/или режущие валики и упаковочное оборудование для получения упакованных продуктов из жевательной резинки на единственной линии.
Охлаждающий туннель 200 может быть туннелем любого обычного типа, например, камерой охлаждения, раскрытой в патенте US 6,214,389, переуступленном предшественнику интересов настоящего правопреемника, идеи и описание этого патента настоящим введены ссылкой в той его степени, которая не противоречит настоящему изобретению. Охлаждающий туннель 200 может также быть похож на охлаждающие башни, описанные в патенте US 5,756,133, переуступленном предшественнику интересов настоящего правопреемника, идеи и описание этого патента настоящим введены ссылкой в той его степени, которая не противоречит настоящему изобретению. Охлаждающий туннель 200 может использовать механизм охлаждения на основе нагнетаемого воздуха и/или охлаждаемые жидкостью детали, такие, как охлажденные валики, охлажденные ленты, охлажденные стальные полосы и т.д. Кроме того, охлаждающий туннель 200 может быть секционирован, включая разные камеры или зоны, имеющие разные внутренние температуры и/или влажность, например, вследствие ввода сжатого воздуха с разными температурами и/или влажностью.
В некоторых вариантах выполнения разметочный валик 194 и делительный валик 196 могут быть заменены другими решениями для формования резинки, такими, как опускной валик, вырубной нож, гранулятор или другой близкое оборудование для формования резинки (при условии, что лист охлажден в достаточной степени). Таким образом, система 100 для производства жевательной резинки может производить жевательную резинку с различной конечными формами, как плитки, которые можно позднее упаковывать, или подушечки, на которые затем можно нанести покрытие.
В одном варианте выполнения разметочный валик 194 и делительный валик 196 заменены системой прокатки/разметки, такой как традиционные системы прокатки и разметки, описанные в патентах US 4,882,175 и 7,112,345, идеи и описание которых настоящим введены ссылкой в степени, которая не противоречит настоящему изобретению. Охлаждающий туннель 200 может быть размещен перед или после оборудования для окончательного формования резинки или системы прокатки/разметки.
В одном варианте выполнения разметочный валик 194 и делительный валик 196 заменены традиционной системой прокатки/разметки без прокатных/калибровочных валиков, так как формование/калибровка резинки завершается в системе 106 формования резинки. Охлаждающий туннель 200 размещен после системы прокатки/разметки. В этом варианте выполнения готовая резинка 182 в бункере 154 имеет среднюю температуру 40°C-60°C. Стенки 144, 146 снабжены механизмами контроля температуры, в которых может циркулировать нагревающая/охлаждающая среда, чтобы нагревать стенки 144, 146. Стенки 144, 146 снабжены механизмами контроля температуры, в которых может циркулировать нагревающая/охлаждающая среда для нагрева стенок 144, 146. В одном иллюстративном варианте выполнения температура среды контролируется так, чтобы поддерживать стенки 144, 146 при температуре поверхности 40°C-60°C. Предположительно, температура жидкости составляет, соответственно, 40°C-60°C. Стенки 144, 146 облегчают формование непрерывного листа жевательной резинки 184 и контролируют локальную вязкость резинки, чтобы придать резинке желаемую толщину и ширину и провести на поверхности 144 конвейера (дальше за зазор 162). Лист жевательной резинки 184, выходящий из пары стенок 144, 146, имеет температуру на поверхности контакта с поверхностью 144 конвейера в диапазоне 35°C-60°C, а на поверхности, не контактирующей с поверхностью 144 конвейера, в диапазоне 35°C-60°C. В зависимости от толщины и состава непрерывного листа жевательной резинки 184 градиент температуры по толщине листа может составлять от около 0°C до плюс или минус 5°C. Непрерывный лист жевательной резинки, имеющий температуру 35°C-60°C, входит затем в систему прокатки/разметки, где он размечается и/или режется на листы, жгуты, полоски, подушечки и т.д. Размеченная резинка, имеющая температуру 20°C-30°C и градиент температуры по толщине от 0°C до плюс или минус 5°C, поступает в охлаждающий туннель 200.
Температура внутри охлаждающего туннеля 200 поддерживается на уровне 0°C-25°C, причем используется нагнетаемый воздух, имеющий температуру 0°C-25°C, и/или другие охлажденные валики, ленты, стальные полосы и т.д., имеющие температуру 0°C-25°C. Относительная влажность внутри охлаждающего туннеля 200 поддерживается на уровне 30%-50%. Время пребывания резинки в охлаждающем туннеле может составлять от 30 секунд до 10 минут, в зависимости от желаемой температуры резинки и/или от проводимых ниже по потоку процессов окончательного формования/упаковки, а также от возможностей обработки резинки в охлаждающем туннеле 200 и от формы резинки, когда она проходит через охлаждающий туннель 200. Резинка, выходящая из охлаждающего туннеля 200, имеет температуру 5°C-20°C и градиент температуры по толщине резинки 0°C-1°C. В одном варианте выполнения непрерывный лист жевательной резинки размечают на подушечки и охлаждают посредством охлаждающего туннеля 200, где охлажденный лист является достаточно твердым, чтобы при падении в бункер разломаться.
Хотя система 100 для производства жевательной резинки содержит охлаждающий туннель 200, этот охлаждающий туннель 200 является необязательным. В других вариантах выполнения пара стенок 142, снабженная механизмами охлаждения, может в достаточной степени снижать температуру листа жевательной резинки 184, так что дальнейшее кондиционирование может не потребоваться. Кроме того, как обсуждалось выше, система формования резинки, содержащая охлажденный валик(и) и факультативный охлаждающий туннель, обеспечивает достаточное охлаждение и кондиционирование полученной резинке, и для некоторых рецептур резинки последующее кондиционирование в камере кондиционирования до упаковки не требуется. Устранение длительного кондиционирования в камере кондиционирования может существенно снизить испарение летучих ингредиентов резинки, таких как ароматизаторы, тем самым сохраняя больше ароматизаторов для удовольствия потребителя. Кроме того, возможность обойтись без формующего экструдера позволяет системе 106 формования резинки уменьшить величину сдвиговых и механических усилий, прикладываемых к продукту - резинке, тем самым лучше сохраняя чувствительные к сдвиговым усилиям ингредиенты резинки, как капсулированные ароматизаторы и сахарозаменители.
Хотя смесительная система 102 с Фиг.1 показана как непрерывная линия, включающая в себя систему 102 перемешивания резинки, тестоформующую машину 104 и систему 106 формования резинки, в других вариантах выполнения один или более из этих компонентов системы 100 для производства жевательной резинки может находиться на других участках производственного предприятия или даже на другом производственном предприятии. Например, в одном варианте выполнения система 102 перемешивания резинки и тестоформующая машина 104 находятся на одном заводе, а система 106 формования резинки и последующие компоненты, такие, как разметочные и делительные валики 194, 196 и упаковочные компоненты, находятся на другом заводе, причем бруски 132 резинки, формованные в тестоформующей машине 104, перемещают с одного завода на другой для последующей обработки.
Другие иллюстративные варианты выполнения
Как упоминалось выше при обсуждении первого варианта выполнения, имеется много других вариантов выполнения системы производства жевательной резинки, включающей такую систему формования резинки, как система 106, некоторые из этих вариантов будут введены ниже. Эти другие варианты выполнения будут пояснены намного менее подробно в отношении компонентов первого варианта выполнения. Следует понимать, что опции, описание и обсуждение, проведенные выше относительно формующей системы 106 и системы 100 в целом, применимы также к описываемым ниже вариантам выполнения.
Система 300 для производства жевательной резинки, показанная на Фиг.2, включает смесительную систему 302, систему 306 формования или калибровки, прижимной валик 308, разметочный валик 310, охлаждающий туннель 312 и упаковочную секцию 314. В этом варианте выполнения система 300 для производства жевательной резинки предпочтительно производит готовую резинку, хотя в системе 300 могут также обрабатываться и другие жевательные структуры. Смесительная система 302 может содержать один или более смесителей, как и смесительная система 102, однако здесь смесительная система 302 показана как экструдер, выполненный для выдачи неоднородной массы 304 готовой резинки. Неоднородная масса 304 готовой резинки направляется затем прямо в формующую систему 306, не будучи предварительно преобразованной в однородную форму. Масса 304 готовой резинки размечается и охлаждается стенками формующей системы 306, как подробно описано в связи с формующей системой 106. Затем готовая резинка обрабатывается прижимным валиком 308 и разметочным валиком 310, аналогично первому варианту выполнения с Фиг.1. В этом варианте выполнения разметочный валик 310 выполнен для подрезки кромок непрерывного полотна готовой резинки, причем обрезанные кромки возвращают в формующую систему 306, чтобы уменьшить или устранить отходы. Размеченное полотно готовой резинки может факультативно дополнительно кондиционироваться до желаемой температуры и влажности в охлаждающем туннеле 312, прежде чем поступить на упаковочную секцию 314, где размеченное полотно готовой резинки дополнительно делят и обертывают с получением конечного продукта - резинки 316.
Система 300 для производства жевательной резинки обеспечивает непрерывную линию от смешения ингредиентов резинки до упаковки конечного продукта. Таким образом, любые задержки из-за подготовки производства и/или транспортировки незавершенных продуктов существенно снижаются или устраняются. Кроме того, валики формующей системы 306 и охлаждающий туннель 312 обеспечивают достаточное охлаждение и кондиционирование, так что готовую резинку можно немедленно упаковывать без кондиционирования в камере кондиционирования в течение относительно длительного времени. Такая непрерывная система производства и упаковки без длительного кондиционирования особенно выгодна для удержания летучих ингредиентов, таких, как ароматизаторы, благодаря уменьшению испарения.
Фиг.3 показывает другой вариант выполнения системы для производства жевательной резинки. Система 400 для производства жевательной резинки включает в себя смесительную систему 402, экструдер 404 предварительного формования, систему 408 формования или калибровки, разметочный валик 420 и делительный валик 422. Смесительная система 402 в этом варианте выполнения является мешалкой периодического действия, которая выдает неоднородную жевательную структуру. Неоднородную жевательную структуру подают затем в экструдер 404 предварительного формования с низким сдвиговым усилием, имеющий большое выходное отверстие, чтобы минимизировать напряжение сдвига, вводимое в жевательную структуру, когда она формуется в целом однородное непрерывное полотно жевательной структуры 406, имеющее толщину больше около 20 мм (в других близких вариантах выполнения толщина полотна жевательной структуры может быть больше или меньше, чем 20 мм.) Непрерывное полотно жевательной структуры 406 подается как жевательная масса 407 в бункер 412, при этом наклонная стенка 410 бункера 412 направляет скапливающуюся жевательную массу 407 к стенкам 414, 418, причем стенки 414, 418 калибруют и охлаждают жевательную массу 407 с получением листа жевательной резинки 416 желаемой толщины и температуры. Бункер 412 может обеспечивать функции регулирования противодавления и регулирования подачи, и может также позволить провисание жевательной массы 407, которое может контролироваться для подходящей подачи на стенки 414, 418. Затем лист жевательной резинки 416 размечается и делится посредством разметочного валика 420 и делительного валика 422. Размеченную и нарезанную резинку укладывают затем в стопку 424 для дальнейшей обработки ниже по схеме, как это было в первом варианте выполнения с Фиг.1 (при условии, что резинка было охлаждена и/или опудрена).
Система 400 для производства жевательной резинки дает механизм непрерывной подачи в целом однородного полотна жевательной резинки в формующую систему 408. Такая система может быть выгодной для получения листа жевательной резинки 416, имеющего надлежащую ширину, и может еще больше снизить усилие, необходимое для калибровки резинки, так как однородную подачу может быть легче продавливать через задор между валиками, чем неподходящую неоднородную жевательную массу.
Фиг.4 показывает еще один вариант выполнения системы для производства жевательной резинки. Система 500 для производства жевательной резинки включает смесительную систему 502, экструдер предварительного формования 504, систему 508 формования или калибровки, аппликатор 512, прижимной валик 514, разметочный валик 516 и делительный валик 518. В этом варианте выполнения система 500 для производства жевательной резинки предпочтительно производит готовую резинку, содержащую другие кондитерские изделия, обсыпанные и заделанные в верхнюю поверхность. Смесительная система 502 в этом варианте выполнения показана как экструдер, выдающий неоднородную массу готовой резинки. Неоднородную массу готовой резинки подают затем в экструдер 504 предварительного формования с низким сдвиговым усилием, где неоднородная масса готовой резинки формуется с получением в целом однородного непрерывного полотна готовой резинки 506, аналогично варианту выполнения с Фиг.3. Затем непрерывное полотно готовой резинки калибруют и охлаждают в формующей системе 508, как описано в связи с формующей системой 408. Полотно готовой резинки 510, выходящее из формующей системы 508, обсыпают кондитерскими чипсами, карамельной обсыпкой или другими кондитерскими материалами, используя аппликатор 512. Хотя здесь показан единственный аппликатор, можно предусмотреть два или более аппликаторов для обсыпания более чем одним кондитерским материалом. В других вариантах выполнения в полотно готовой резинки 510 можно в этой точке впечатать съедобные материалы. Полотно готовой резинки 510, обсыпанное кондитерским материалом, проходит через прижимной валик 514, где насыпанные кондитерские материалы заделываются в верхнюю поверхность готовой резинки, когда прижимной валик 514 сглаживает поверхность обсыпанного полотна готовой резинки. Полотно обсыпанной готовой резинки затем размечают и делят, используя разметочный валик 516 и делительный валик 518, и укладывают в стопку 520 для дальнейшей обработки ниже по потоку, как это было в случае варианта выполнения с Фиг.1.
Система 500 для производства жевательной резинки позволяет получать различные продукты, содержащие различные съедобные кусочки, вделанные в поверхность жевательной резинки. Так, композиция готовой резинки может применяться для производства, например, различных жевательных резинок, включающих различные ароматизирующие карамельные крошки.
Обратимся к иллюстративному варианту выполнения с Фиг.12, где показана система 800, в которой обе движущиеся стенки 802 являются конвейерами 804 и 806. Хотя показано, что эти конвейеры 804 и 806 имеют специфическую форму, для одной или обеих стенок 802 могут применяться любые желательные формы (например, какие показаны на Фиг.1). Эти стенки могут приводиться в действие (при различных скоростях) и контролироваться по температуре любыми желательными средствами, какие обсуждены в связи с системой 106.
Частные примеры формования резинки
В лабораторной системе каждая стенка приводится в движение от отдельного двигателя. Зазор между верхней и нижней формующей стенкой корректируется посредством сервосистемы. Любой используемый валик может быть сделан из хорошо отполированной нержавеющей стали. Валик имеет диаметр около 650 мм. Валик и конвейер имеют одинаковую ширину чуть больше чем около 230 мм, что позволяет образовать лист жевательной резинки шириной 9 дюймов (228,6 мм). Каждая стенка приспособлена для циркуляции охлаждающей или нагревающей среды или для достижения изменения температуры резинки.
Прижимной валик установлен на конвейерной ленте. Зазор между прижимным валиком и конвейерной лентой регулируется вручную, чтобы он соответствовал толщине листа жевательной резинки, образованного посредством верхнего и нижнего формующих валиков. Прижимной валик также сделан из хорошо отполированной нержавеющей стали. Прижимной валик имеет диаметр около 464 мм и ширину чуть больше, чем около 230 мм, чтобы обрабатывать лист жевательной резинки шириной до 9 дюймов (22,8 см). Прижимной валик разработан также как теплообменный валик с внутренними каналами для циркуляции охлаждающей или нагревающей среды.
В этих лабораторных опытах желаемую готовую резинку получают выше по схеме в виде жгута, и жгут готовой резинки подается в бункер. Однако резинку можно подавать непрерывно в виде в целом однородного полотна или порциями в виде кусков неправильной формы. В лабораторной системе жгут готовой резинки, подаваемый в бункер, имеет температуру от около 45°C до 55°C и вязкость около 1000000 сПз с точностью ±10%.
В лабораторной системе формующие стенки приводятся в действие независимо двигателями. Так, стенки могут быть выполнены так, чтобы иметь одинаковую или разную линейную скорость у зазора. Каждая из формующих стенок может двигаться с линейной скоростью около 1-40 м/мин, предпочтительно около 3-35 м/мин, более предпочтительно около 5-16 м/мин. Прижимной валик может вращаться с такой же или с другой линейной скоростью, чем формующие стенки. Прижимной валик может иметь линейную скорость 1-40 м/мин, предпочтительно около 3-35 м/мин, более предпочтительно около 5-16 м/мин.
В лабораторной системе стенки способны иметь одинаковую температуру поверхности от около 5°C до 90°C, предпочтительно от около 15°C до 70°C, более предпочтительно от около 45°C до 60°C. Прижимной валик может иметь такую же или другую температуру поверхности, чем верхний и нижний формующие валики. Прижимной валик может иметь температуру поверхности от около 5°C до 50°C, предпочтительно от около 10°C до 40°C, более предпочтительно от около 14°C до 22°C.
Используя лабораторную систему, были получены листы готовой резинки, имеющие различные толщины от около 1 мм до 6 мм. Толщину и дисперсию толщины оптимизировали, подбирая температуру формующих стенок, линейную скорость стенок, температуру прижимного валика, зазор между стенками. Результаты для типичного опыта по формованию резинки сведены в таблице 2.
Все ссылки, включая цитированные здесь публикации, патентные заявки и патенты, включены тем самым ссылкой в той же степени, как если бы для каждой ссылки было индивидуально и конкретно указано, что она введена ссылкой и была изложена здесь полностью.
Использование единственного и множественного числа при описании изобретения (особенно в контексте следующей формулы) следует толковать как охватывающее как единственное, так и множественное число, если не указано иное или если иное явно не противоречит контексту. Выражения "содержащий", "имеющий", "включающий" и "охватывающий" следует, если не указано иное, толковать как неограниченные выражения (т.е., означающие "содержащий, но не ограниченный этим"). Приведенные здесь диапазоны величин служат просто кратким способом обозначения индивидуально каждого отдельного значения в пределах этого диапазона, если явно не указано иное, и каждое отдельное значение введено в описание, как если бы оно было индивидуально перечислено в нем. Все описанные здесь способы могут быть осуществлены в любом подходящем порядке, если не указанное иное или если иное явно не противоречит контексту. Использование всех без исключения имеющихся здесь примеров или иллюстративных формулировок (например, "такой, как") выполнены только для лучшего толкования изобретения и не накладывают ограничений на объем изобретения, если не заявляется иное. Никакие выражения в описании не следует толковать как указывающие на какой-либо незаявленный элемент как существенный для практического выполнения изобретения.
Здесь описаны предпочтительные варианты выполнения настоящего изобретения, в том числе лучший известный авторам вариант выполнения. Модификации этих предпочтительных вариантов могут стать очевидными специалистам среднего уровня в данной области после прочтения предшествующего описания. Авторы изобретения ожидают, что квалифицированные специалисты применят такие модификации должным образом, и авторы подразумевают, что изобретение может быть воплощено на практике иначе, чем конкретно описано здесь. Соответственно, настоящее изобретение включает в себя все модификации и эквивалентны объекта, изложенного в приложенной формуле, как позволено действующим законодательством. Более того, изобретением охватываются любые комбинации вышеописанных элементов во всех возможных их вариациях, если здесь не указано иное или иным образом явно не противоречит контексту.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ФОРМОВАНИЯ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ И КАРАМЕЛЬНОГО КОНДИТЕРСКОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2585462C2 |
| СИСТЕМА И СПОСОБ ФОРМОВАНИЯ И РАСКАТЫВАНИЯ ЖЕВАТЕЛЬНОГО МАТЕРИАЛА И/ИЛИ ИЗМЕНЕНИЯ ТЕМПЕРАТУРЫ ЖЕВАТЕЛЬННОГО МАТЕРИАЛА | 2010 |
|
RU2539507C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2559405C2 |
| УСОВЕРШЕНСТВОВАННОЕ ФОРМОВАНИЕ И ОХЛАЖДЕНИЕ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2012 |
|
RU2583066C2 |
| КОМПОЗИЦИИ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2018 |
|
RU2737648C1 |
| СИСТЕМА И СПОСОБ ПРОИЗВОДСТВА ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2013 |
|
RU2603030C2 |
| КОМПОЗИЦИИ, СОЗДАЮЩИЕ ОЩУЩЕНИЕ, И СИСТЕМЫ ИХ ДОСТАВКИ | 2005 |
|
RU2350091C2 |
| ИНКАПСУЛИРОВАННАЯ КИСЛОТА, ЕЕ ПОЛУЧЕНИЕ И СОДЕРЖАЩАЯ ЕЕ КОМПОЗИЦИЯ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2012 |
|
RU2559406C2 |
| АРОМАТИЧЕСКИЕ СМЕСИ ДЛЯ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ, СПОСОБЫ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ СМЕСЕЙ И КОМПОЗИЦИИ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ С НИМИ | 2012 |
|
RU2552059C2 |
| КОМПОЗИЦИИ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2020 |
|
RU2762941C1 |
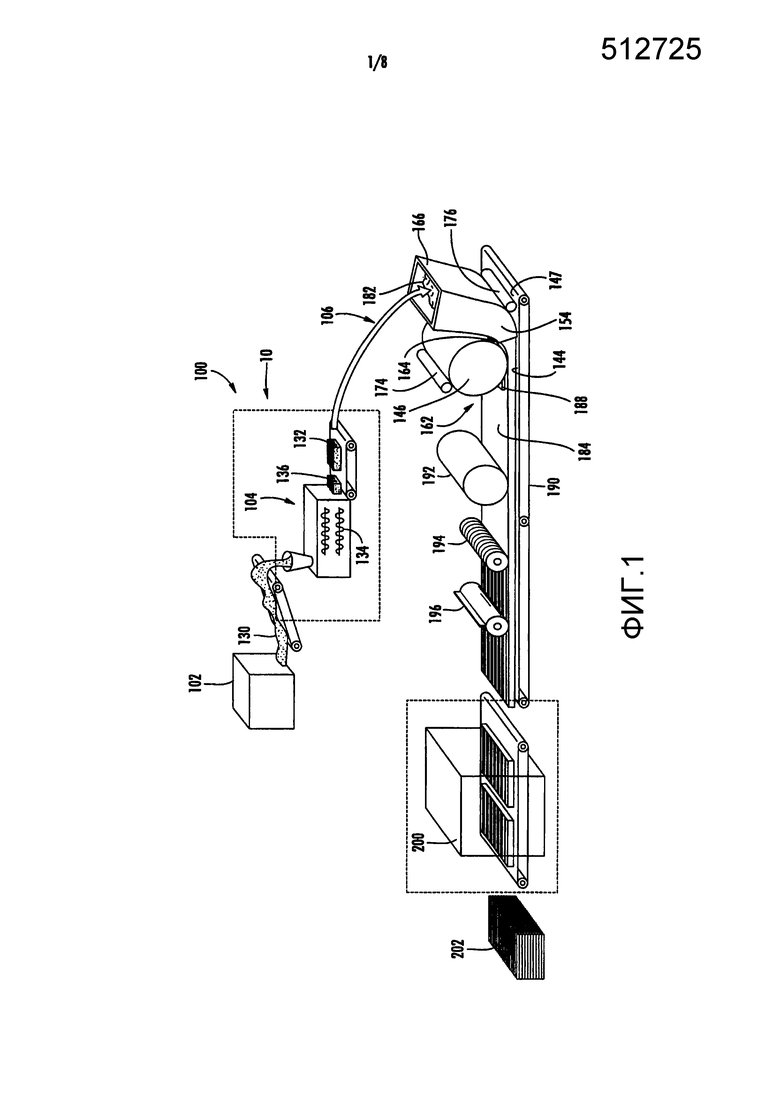

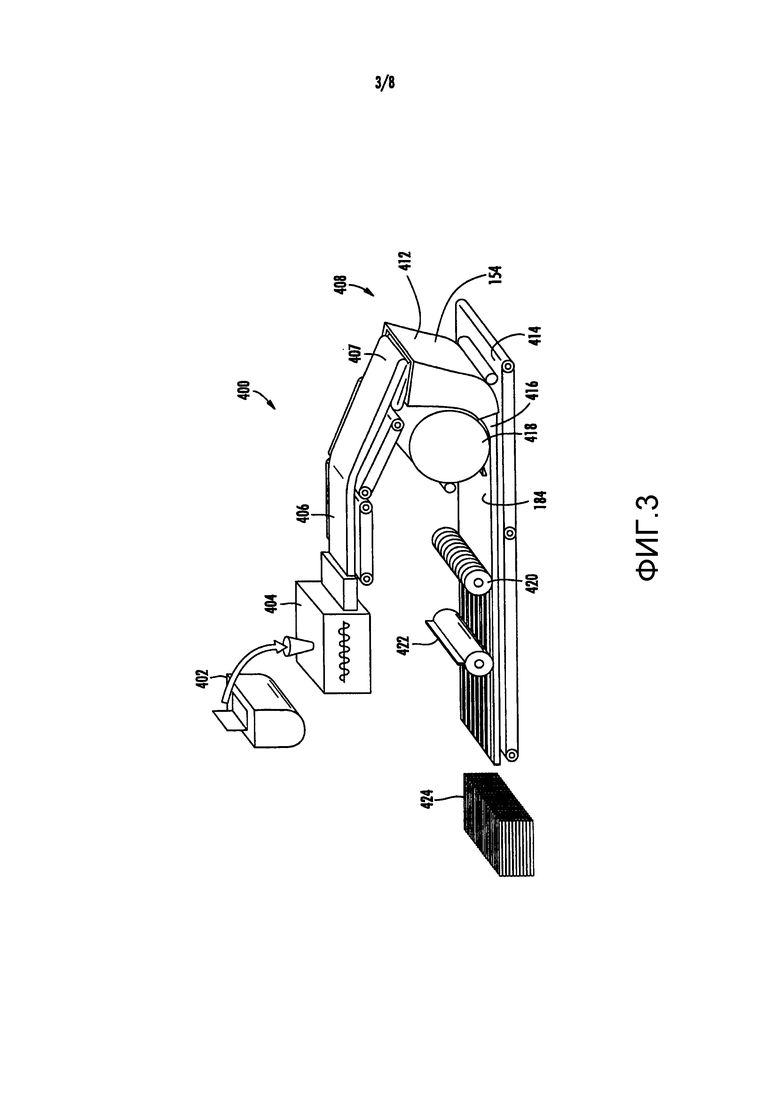

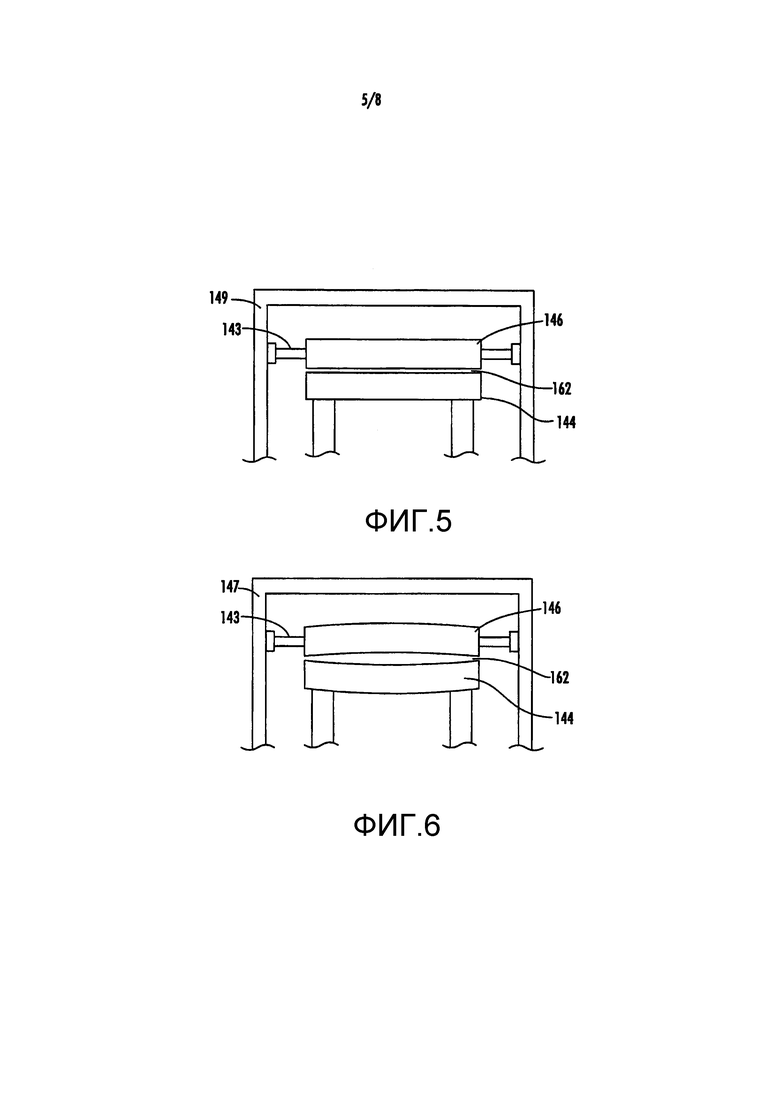
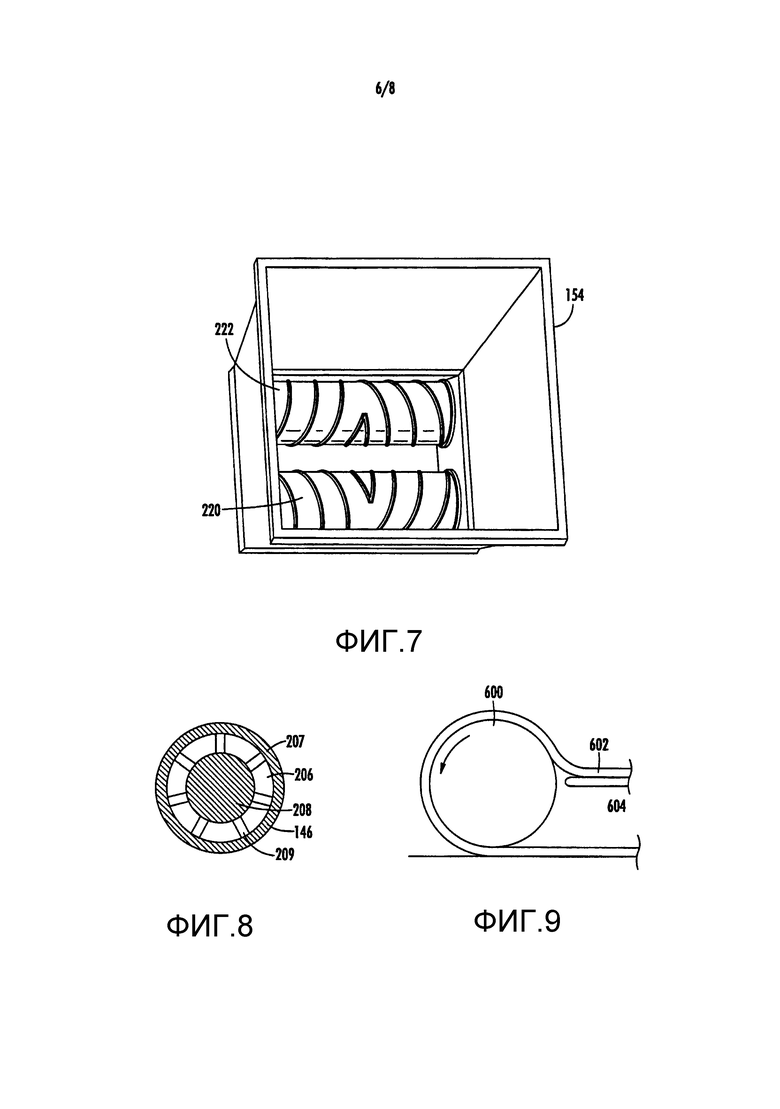


Предложены варианты способа и системы формования жевательной резинки и кондитерских изделий. В одном варианте способ включает обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку, продвигание собранной жевательной массы непрерывно к указанной паре подвижных стенок и калибровку указанной жевательной массы в лист жевательной резинки с однородной толщиной от 0,3 мм до 10 мм с помощью указанной пары стенок. Причем указанная жевательная масса поддерживается в непрерывном контакте с по меньшей мере одной из указанных стенок до и после указанной калибровки. Система формования резинки содержит бункер для принятия и подачи непрерывной жевательной массы в систему, пару подвижных стенок и зазор между стенками. Изобретение позволяет улучшить и модернизировать известные системы и способы формования жевательной резинки и кондитерских изделий. 12 н. и 28 з.п. ф-лы, 12 ил., 2 табл.
1. Способ формования жевательной резинки, включающий:
- обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку,
- продвигание собранной жевательной массы непрерывно к указанной паре подвижных стенок, и
- калибровку указанной жевательной массы в лист жевательной резинки, имеющий однородную толщину от 0,3 мм до 10 мм, используя указанную пару стенок, причем указанная жевательная масса поддерживается в непрерывном контакте с по меньшей мере одной из указанных стенок до и после указанной калибровки.
2. Способ по п. 1, в котором указанная жевательная масса поддерживается в указанном непрерывном контакте с по меньшей мере одной из указанных стенок за пределами дальнейшей протяженности по меньшей мере одной из указанных стенок.
3. Способ по п. 1, в котором указанная первая стенка является валиком, а указанная вторая стенка является лентой конвейера.
4. Способ по п. 1, в котором указанная перемешанная жевательная масса находится в форме неоднородный массы; причем калибровка включает в себя проведение указанной пары стенок в одинаковом направлении в зоне указанной калибровки, чтобы протащить указанную неоднородную жевательную массу через зазор между указанной парой стенок, и деформацию указанной неоднородной жевательной массы с получением указанного листа жевательной резинки.
5. Способ по п. 1, дополнительно включающий установку указанной пары стенок, причем установка включает:
- размещение указанной первой стенки вертикально выше указанной второй стенки, причем зона входа резинки предусмотрена до указанной стенки;
- обеспечение зазора между указанной первой и второй стенками в соответствии с желаемой толщиной непрерывного листа жевательной резинки;
- энергопитание указанной пары стенок, используя по меньшей мере один двигатель, имеющий потребление энергии менее 5 лошадиных сил; и
- продвижение указанной первой стенки и указанной второй стенки в одинаковом направлении, чтобы провести указанную жевательную массу в указанную зону входа резинки к указанному зазору между указанной парой стенок.
6. Способ по п. 1, в котором калибровка дает указанный непрерывный лист жевательной резинки, имеющий ширину от 0,6 м до 1,2 м и толщину от 2 мм до 6 мм.
7. Способ по п. 1, дополнительно включающий смазку указанного листа жевательной резинки жидкой смазкой, тем самым получая указанный лист жевательной резинки без порошкового опудривающего материала.
8. Способ по п. 1, дополнительно включающий нагревание указанной жевательной массы путем нагрева по меньшей мере одной из первой и второй стенок, чтобы уменьшить вязкость указанной жевательной массы и повысить деформируемость указанной жевательной массы в процессе указанной калибровки.
9. Способ по п. 1, в котором указанная калибровка включает движение указанной первой стенки и указанной второй стенки с разными линейными скоростями.
10. Способ по п. 1, дополнительно включающий изменение температуры указанной жевательной массы по меньшей мере на 5°C, используя по меньшей мере одну из указанной первой стенки и указанной второй стенки.
11. Способ по п. 1, в котором по меньшей мере одна из указанной пары стенок движется со скоростью от 50% до 150% от скорости указанного листа, когда указанный лист выходит из указанных стенок, и причем линейная скорость указанных стенок в зоне указанной калибровки составляет от 5 м/мин до 40 м/мин.
12. Способ по п. 1, в котором жевательная масса имеет толщину по меньшей мере в 10 раз больше толщины указанного листа жевательной резинки.
13. Способ по п. 1, в котором указанная жевательная масса собирается непосредственно перед указанной калибровкой посредством указанной пары стенок.
14. Способ формования жевательной резинки, включающий:
- обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку;
- продвигание собранной жевательной массы непрерывно к указанной паре подвижных стенок, и
- калибровку указанной жевательной массы в лист жевательной резинки, имеющий однородную толщину от 0,3 мм до 10 мм, используя указанную пару стенок, причем по меньшей мере одна из указанных стенок имеет плоскую поверхность.
15. Способ по п. 14, в котором указанная первая стенка имеет указанную плоскую поверхность, а указанная вторая стенка имеет круговую поверхность.
16. Способ по п. 14, в котором указанная первая стенка является валиком, а указанная вторая стенка является лентой конвейера.
17. Способ по п. 14, в котором указанная жевательная масса находится в форме неоднородной жевательной массы; причем калибровка включает продвижение указанной пары стенок в одинаковом направлении в зоне указанной калибровки, чтобы протолкнуть указанную неоднородную жевательную массу через зазор между указанной парой стенок, и сжатие указанной неоднородной жевательной массы, чтобы получить указанный лист жевательной резинки.
18. Способ по п. 14, дополнительно включающий установку указанной пары стенок, причем установка содержит:
- размещение указанной первой стенки вертикально выше указанной второй стенки, причем зона входа резинки предусмотрена до указанной стенки;
- обеспечение зазора между указанной первой и второй стенками в соответствии с желаемой толщиной непрерывного листа жевательной резинки;
- энергопитание по меньшей мере одной из указанной пары стенок, используя по меньшей мере один двигатель, имеющий потребление энергии менее 5 лошадиных сил; и
- продвижение указанной первой стенки и указанной второй стенки в одинаковом направлении, чтобы провести указанную жевательную массу в указанную зону входа резинки к указанному зазору между указанной парой валиков.
19. Способ по п. 14, в котором калибровка дает указанный непрерывный лист жевательной массы, имеющий ширину от 0,6 м до 1,2 м и толщину от 2 мм до 6 мм.
20. Способ по п. 14, дополнительно включающий смазку указанного листа жевательной резинки жидкой смазкой, тем самым получая указанный лист жевательной резинки без порошкового опудривающего материала.
21. Способ по п. 14, дополнительно включающий нагревание указанной жевательной массы путем нагрева по меньшей мере одной из первой и второй стенок, чтобы уменьшить вязкость указанной жевательной массы и повысить деформируемость указанной жевательной массы в процессе указанной калибровки.
22. Способ по п. 14, в котором указанная калибровка включает перемещение указанной первой стенки и указанной второй стенки с разными линейными скоростями.
23. Способ по п. 14, дополнительно включающий изменение температуры указанной жевательной массы по меньшей мере на 5°C, используя по меньшей мере одну из указанной первой стенки и указанной второй стенки.
24. Способ по п. 14, в котором указанная пара стенок движется со скоростью от 50% до 150% от скорости указанного листа, когда указанный лист выходит из указанных стенок, и причем линейная скорость указанных стенок в зоне указанной калибровки составляет от 5 м/мин до 40 м/мин.
25. Способ по п. 14, в котором жевательная масса имеет толщину по меньшей мере в 10 раз больше толщины указанного листа жевательной резинки.
26. Способ по п. 14, в котором указанная жевательная масса собирается непосредственно перед указанной калибровкой посредством указанной пары стенок.
27. Система формования резинки, содержащая:
- бункер, выполненный принимать и подавать непрерывную жевательную массу в систему,
- пару подвижных стенок за указанным бункером, причем указанная пара подвижных стенок содержит первую стенку и вторую стенку, и
- зазор между указанной первой и второй стенками, причем указанный зазор выполнен для калибровки жевательной массы в лист жевательной резинки, имеющий ширину от 0,3 мм до 10 мм,
причем по меньшей мере одна из указанных стенок выполнена непрерывно контактировать с листом жевательной резинки, транспортируя его до и за указанный зазор.
28. Система по п. 27, в которой по меньшей мере одна из указанных стенок выполнена для непрерывного контакта с листом жевательной резинки, транспортируя лист жевательной резинки от указанного входа до по меньшей мере одного из устройства разметки и валика за указанными стенками.
29. Система формования резинки, содержащая:
- бункер, выполненный принимать и подавать непрерывную жевательную массу в систему;
- пару подвижных стенок за указанным бункером, причем указанная пара подвижных стенок содержит первую стенку и вторую стенку; и
- зазор между указанной первой и второй стенками, причем указанный зазор выполнен для калибровки жевательной массы в лист жевательной резинки шириной от 0,3 мм до 10 мм, причем по меньшей мере одна из указанных стенок имеет плоскую поверхность.
30. Способ по п. 29, в котором указанная первая стенка имеет указанную плоскую поверхность, а указанная вторая стенка имеет круговую поверхность.
31. Способ формования жевательной резинки, включающий:
- обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку,
- продвигание собранной жевательной массы непрерывно к указанной паре подвижных стенок, и
- калибровку указанной жевательной массы в лист жевательной резинки, имеющий однородную толщину от 0,3 мм до 10 мм, с помощью указанной пары стенок, причем жевательная масса непосредственно перед указанной калибровкой является бесформенной.
32. Способ по п. 31, в котором жевательная масса имеет толщину по меньшей мере в 10 раз больше толщины указанного листа жевательной резинки.
33. Способ по п. 31, в котором указанная жевательная масса собирается непосредственно перед указанной калибровкой посредством указанной пары стенок.
34. Система формования резинки, содержащая:
- бункер, выполненный принимать и подавать непрерывную жевательную массу в систему;
- пару подвижных стенок за указанным бункером, причем указанная пара подвижных стенок содержит первую стенку и вторую стенку; и
- зазор между указанной первой и второй стенками, причем указанный зазор выполнен для калибровки жевательной массы в лист жевательной резинки, имеющий ширину от 0,3 мм до 10 мм, причем бункер выполнен для подачи жевательной массы в бесформенном виде непосредственно перед указанным зазором.
35. Способ формования кондитерских изделий, включающий:
- обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку,
- продвигание собранной кондитерской массы непрерывно к указанной паре подвижных стенок, и
- калибровку указанной кондитерской массы в кондитерское изделие в форме листа, имеющего однородную толщину от 0,3 мм до 10 мм, используя указанную пару стенок, причем указанная кондитерская масса поддерживается в непрерывном контакте с по меньшей мере одной из указанных стенок до и после указанной калибровки.
36. Способ формования кондитерских изделий, включающий:
- обеспечение пары подвижных стенок, содержащей первую стенку и вторую стенку;
- продвигание собранной кондитерской массы непрерывно к указанной паре подвижных стенок, и
- калибровку указанной кондитерской массы в кондитерское изделие в форме листа, имеющего однородную толщину от 0,3 мм до 10 мм, используя указанную пару стенок, причем по меньшей мере одна из указанных стенок имеет плоскую поверхность.
37. Система формования кондитерских изделий, содержащая:
- бункер, выполненный принимать и подавать непрерывную кондитерскую массу в систему;
- пару подвижных стенок за указанным бункером, причем указанная пара подвижных стенок содержит первую стенку и вторую стенку; и
- зазор между указанной первой и второй стенками, причем указанный зазор выполнен для калибровки кондитерской массы в кондитерское изделие в форме листа, имеющего ширину от 0,3 мм до 10 мм, причем по меньшей мере одна из указанных стенок выполнена для непрерывного контакта, перенося кондитерское изделие в виде листа выше и ниже по потоку от указанного зазора.
38. Система формования кондитерских изделий, содержащая:
- бункер, выполненный принимать и подавать непрерывную кондитерскую массу в систему;
- пару подвижных стенок за указанным бункером, причем указанная пара подвижных стенок содержит первую стенку и вторую стенку; и
- зазор между указанной первой и второй стенками, причем указанный зазор выполнен для калибровки кондитерской массы в кондитерское изделие в форме листа, имеющего ширину от 0,3 мм до 10 мм, причем по меньшей мере одна из указанных стенок имеет плоскую поверхность.
39. Способ формования кондитерских изделий, включающий:
- обеспечение пары подвижных стенок, содержащих первую стенку и вторую стенку,
- продвигание собранной кондитерской массы непрерывно к указанной паре подвижных стенок, и
- калибровку указанной кондитерской массы в кондитерское изделие в форме листа, имеющего однородную толщину от 0,3 мм до 10 мм, используя указанную пару стенок, причем кондитерская масса является бесформенной непосредственно перед указанной калибровкой.
40. Система формования кондитерских изделий, содержащая:
- бункер, выполненный принимать и подавать непрерывную кондитерскую массу в систему;
- пару подвижных стенок за указанным бункером, причем указанная пара подвижных стенок содержит первую стенку и вторую стенку; и
- зазор между указанной первой и второй стенками, причем указанный зазор выполнен для калибровки кондитерской массы в кондитерское изделие в форме листа, имеющего ширину от 0,3 мм до 10 мм, причем бункер выполнен для подачи кондитерской массы в бесформенном виде непосредственно перед указанным зазором.
| СВАРОЧНЫЙ КАРАНДАШ "СВАРК" ДЛЯ ТЕРМИТНОЙ СВАРКИ ИЛИ РЕЗКИ | 2002 |
|
RU2206437C1 |
| US 4555407 A, 26.11.1985 | |||
| WO 2009151506 A2, 17.12.2009 | |||
| Установка для производства жеватель-НОй РЕзиНКи | 1978 |
|
SU839470A1 |

