Область техники, к которой относится изобретение
Изобретение относится к способу образования звездочки, более точно к способу образования звездочки посредством сборки компонентов на оправке для изготовления конструкции и последующего присоединения конструкции к жесткому сердечнику.
Предпосылки создания изобретения
Звездочки, которые используются в системах передачи мощности, обеспеченных зубчатыми ремнями, должны иметь очень жесткие допуски для обеспечения их надлежащей работы. По мере увеличения диаметров звездочек не только затрудняется выдерживание жестких допусков (обеспечение геометрического эффекта), но и расширение и усадка металлического материала звездочки также отрицательно влияют на допуски. В некоторых применениях, таких как применение в больших современных ветровых электрогенераторах, диаметр и ширина звездочки механической передачи должны превышать 1,5 метра, и колебания температуры в корпусе в верхней части башни ветрового электрогенератора могут находиться в диапазоне, превышающем 100° градусов Цельсия. Следовательно, использование систем ременного привода будет очень затруднено, если допуски звездочек будут изменяться в значительной степени.
Типовым примером уровня техники является патент США №5704406, который раскрывает конструкцию звездочки, которая обеспечивает увеличенную площадь поверхности контакта для приводных ремней транспортеров. Звездочка особенно подходит для применений с абразивными компонентами и/или использования с модульными пластиковыми ремнями. Звездочка образована посредством укладки в стопу и выравнивания множества тонких, по существу, дискообразных пластин звездочки вместе и последующего соединения уложенных в стопу и выровненных пластин путем простого соединения болтами или сварки. Каждая из пластин звездочки имеет центральное отверстие для установки на приводном валу. Зубья или другие ведущие поверхности также образованы вокруг периферии каждой из пластин. Пластины могут быть уложены в стопу с обеспечением их контакта друг с другом, или для некоторых применений может быть предусмотрено использование зазоров для разделения выбранных пластин из уложенных в стопу пластин для обеспечения взаимодействия с конструкцией ремня, приводимого в движение.
Существует потребность в способе образования звездочки посредством сборки компонентов на оправке для изготовления конструкции и последующего присоединения конструкции к жесткому сердечнику. Настоящее изобретение обеспечивает удовлетворение данной потребности.
Краткое изложение сущности изобретения
Основным аспектом изобретения является способ образования звездочки посредством сборки компонентов на оправке для изготовления конструкции и последующего присоединения конструкции к жесткому сердечнику.
Другие аспекты изобретения будут показаны или сделаны очевидными посредством нижеприведенного описания изобретения и сопровождающих чертежей.
Изобретение включает в себя способ образования звездочки, включающий образование звездообразного элемента, имеющего зубчатый профиль, образование канавок в основании звездообразного элемента, установку множества звездообразных элементов на оправке, в результате чего образуется конструкция, наложение эластомерного элемента между соседними звездообразными элементами, наматывание растягиваемого элемента вокруг звездообразных элементов и эластомерных элементов, отверждение конструкции, снятие конструкции с оправки, выворачивание конструкции и присоединение конструкции к жесткому сердечнику.
Согласно изобретению способ изготовления звездочки, включающий этапы, на которых: изготавливают элементы, имеющие сечение со звездообразным профилем, на основаниях звездообразных элементов выполняют канавки в поперечном направлении, устанавливают звездообразные элементы на оправку основаниями в радиальном направлении наружу с образованием конструкции звездочки, устанавливают эластомерные элементы между соседними звездообразными элементами, наматывают растягиваемый элемент в поперечном направлении вокруг звездообразных элементов и эластомерных элементов, осуществляют вулканизацию эластомерных элементов и снимают конструкцию звездочки с оправки.
Предпочтительно способ дополнительно включает этап, на котором полученную конструкцию звездочки выворачивают зубчатой частью наружу и присоединяют к жесткому сердечнику.
Предпочтительно способ дополнительно включает этап, на котором перед вулканизацией поверх конструкции звездочки наносят эластомерный слой.
Предпочтительно способ дополнительно включает этап, на котором полученную конструкцию разрезают для получения по меньшей мере двух звездочек заданного размера.
Предпочтительно конструкцию звездочки к жесткому сердечнику присоединяют посредством крепежных деталей.
Краткое описание чертежей
Сопровождающие чертежи, которые включены в описание и образуют его часть, иллюстрируют предпочтительные варианты осуществления настоящего изобретения и вместе с описанием служат для разъяснения принципов изобретения.
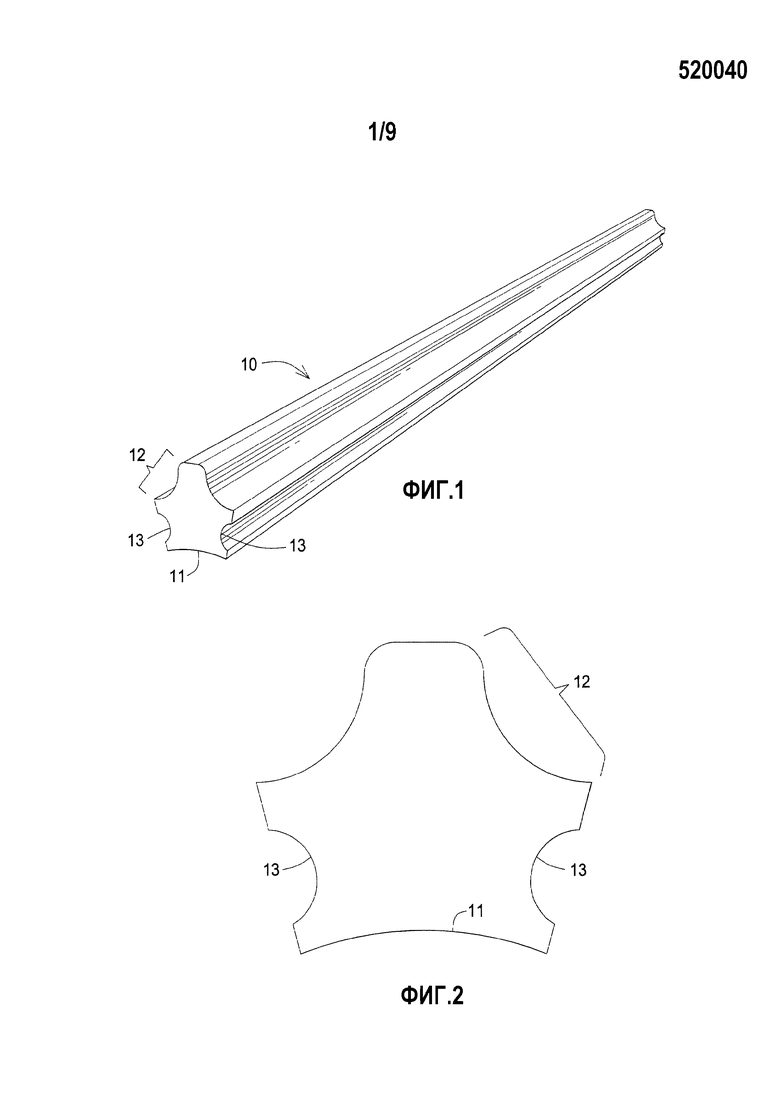
Фиг. 1 представляет собой вид в перспективе звездообразной секции с зубом.
Фиг. 2 представляет собой профиль звездообразной секции с зубом.
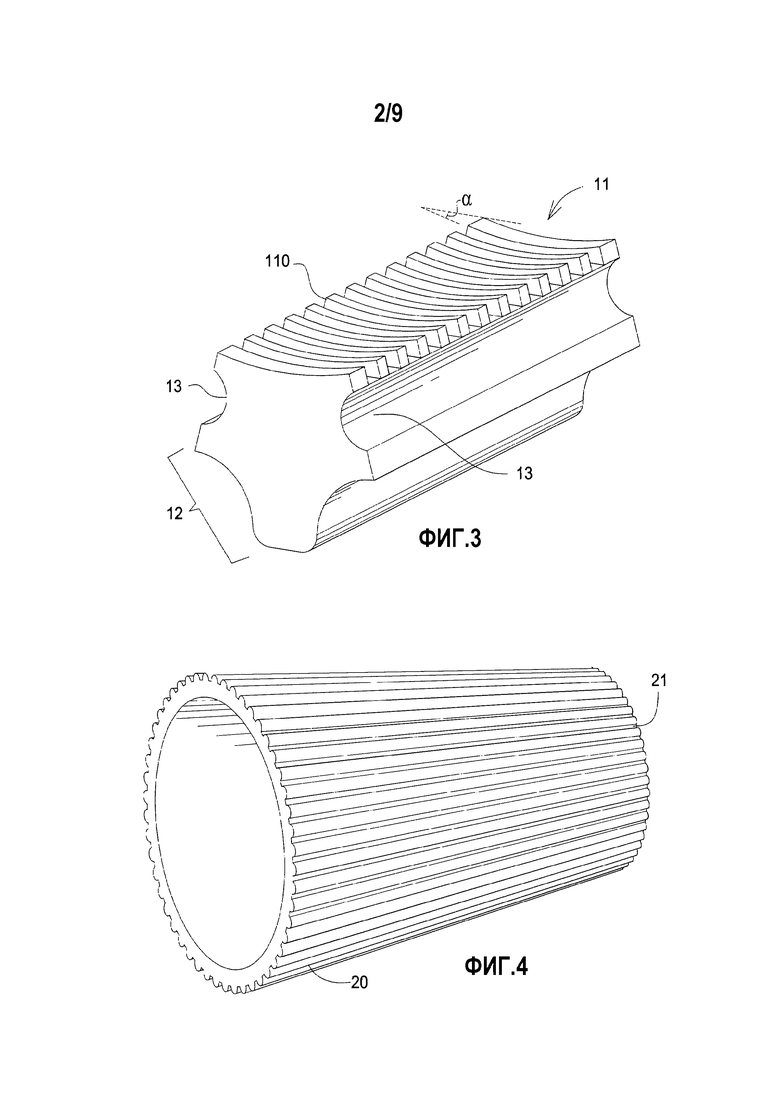
Фиг. 3 представляет собой вид в перспективе снизу звездообразной секции.
Фиг. 4 представляет собой вид в перспективе оправки.
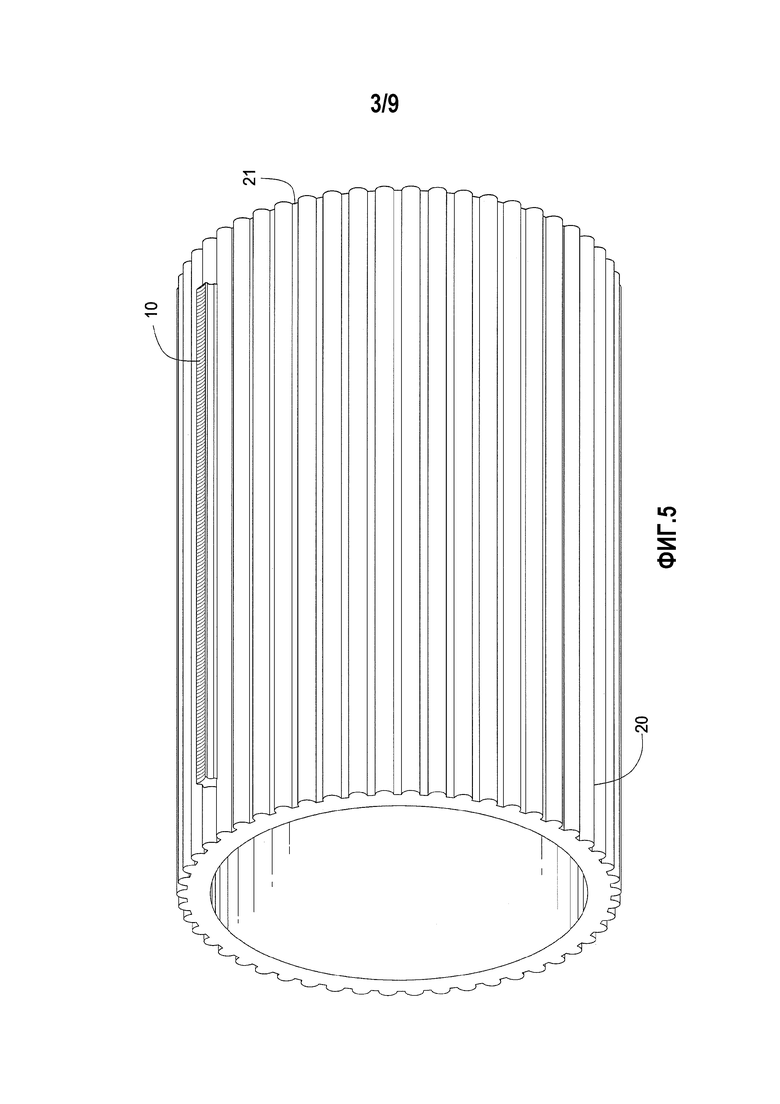
Фиг. 5 представляет собой вид в перспективе оправки для ремней с установленной звездообразной секцией.
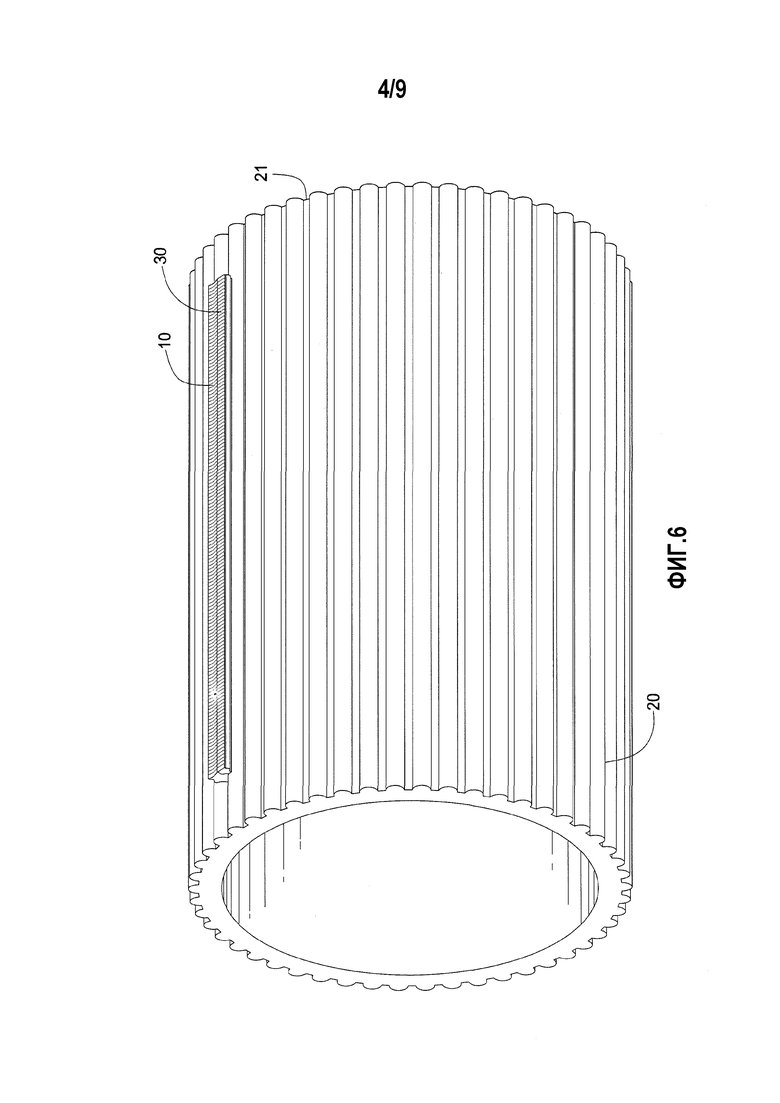
Фиг. 6 представляет собой вид в перспективе звездообразной секции с добавленным эластомером.
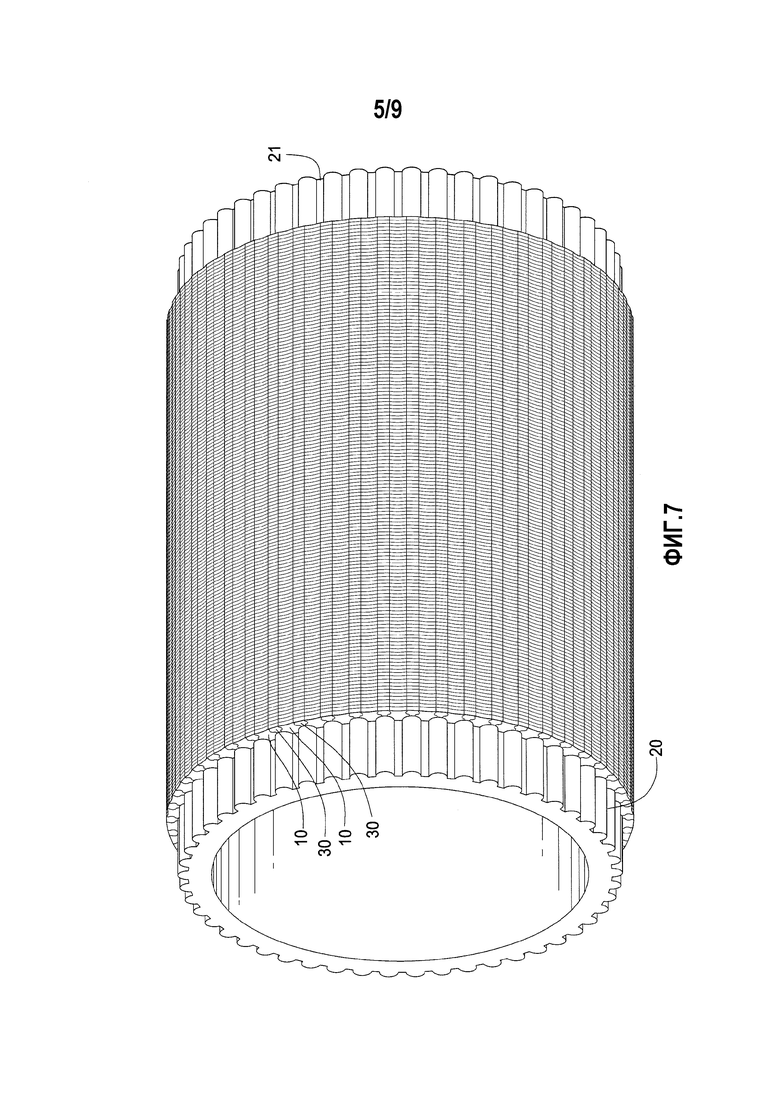
Фиг. 7 представляет собой вид в перспективе оправки для ремней со всеми звездообразными секциями, установленными с включением эластомера.
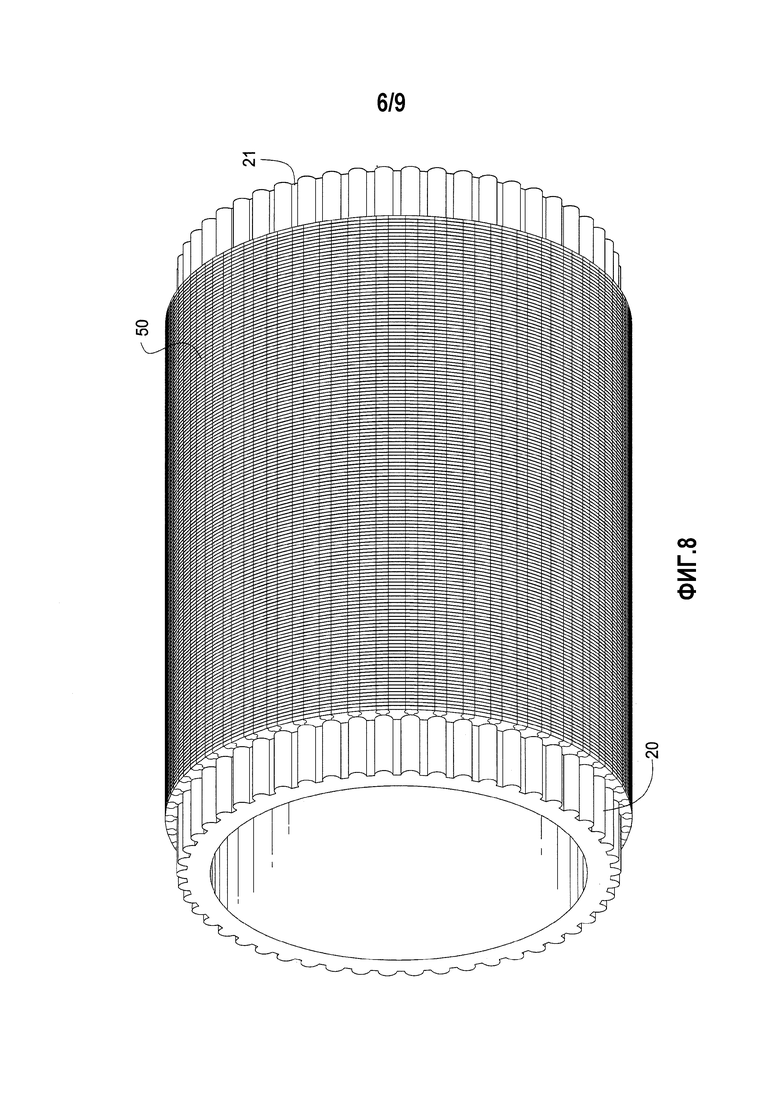
Фиг. 8 представляет собой вид в перспективе оправки для ремней со всеми звездообразными секциями, установленными с включением эластомера и с растягиваемыми кордами.
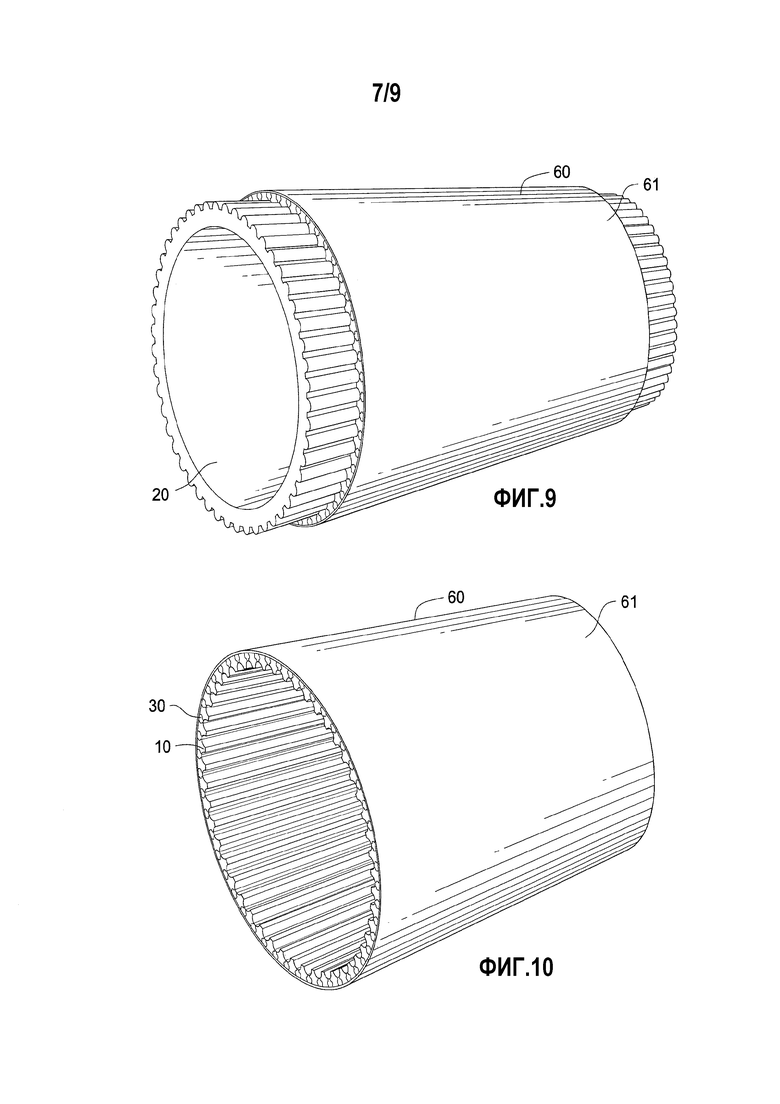
Фиг. 9 представляет собой вид в перспективе с эластомерным слоем поверх конструкции.
Фиг. 10 представляет собой вид в перспективе при удаленной оправке для ремней.
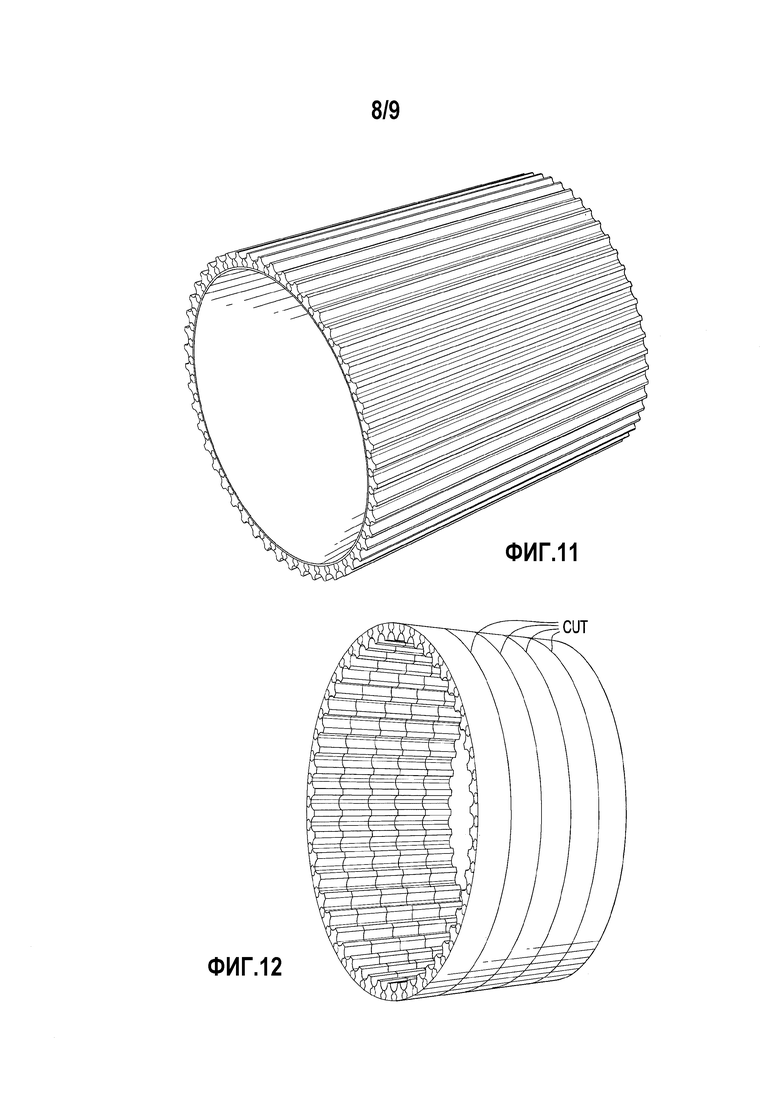
Фиг. 11 представляет собой вид в перспективе с вывернутой конструкцией.
Фиг. 12 представляет собой вид в перспективе конструкции, разрезанной на отдельные секции.
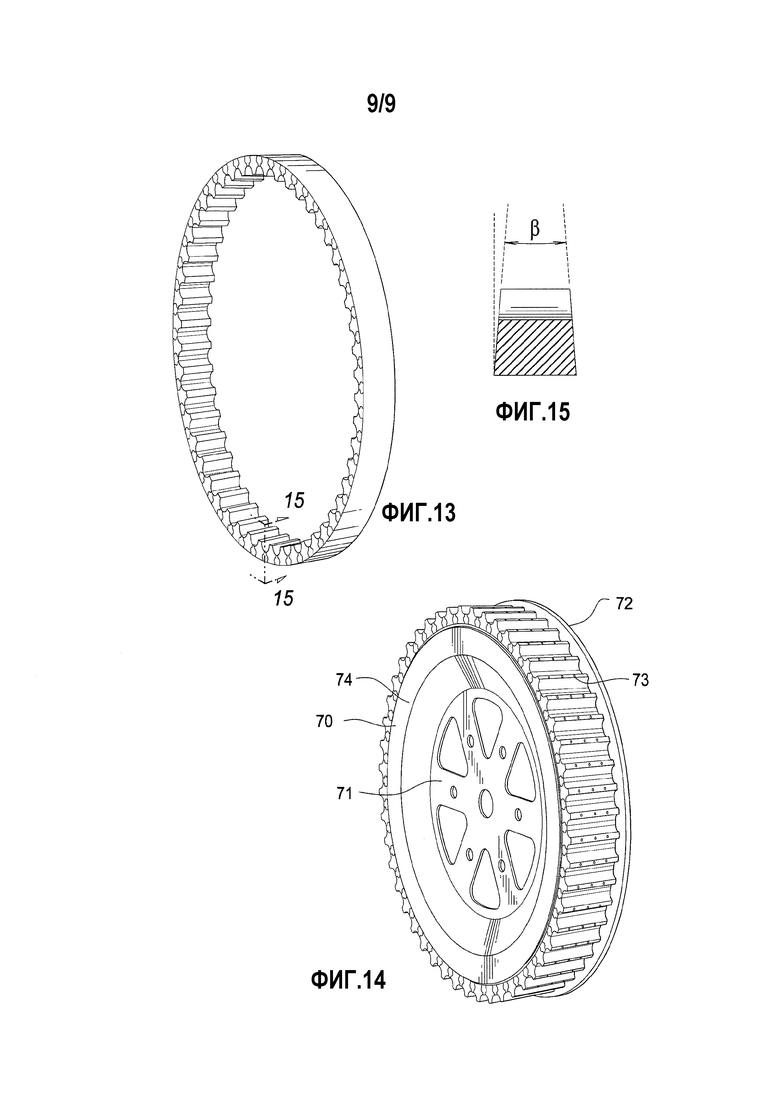
Фиг. 13 представляет собой вид в перспективе альтернативной звездообразной секции.
Фиг. 14 представляет собой вид в перспективе со звездообразной секцией, установленной на жестком сердечнике.
Фиг. 15 показывает то, стороны конструкции шлифуют до получения заданного угла β.
Подробное описание предпочтительного варианта осуществления
Фиг. 1 представляет собой вид в перспективе звездообразной секции с зубом. Проволоку 10 из материала, предпочтительно представляющего собой нержавеющую сталь, получают волочением в процессе волочения проволоки, который обеспечивает придание проволоке профиля звездообразного сечения, см. фиг. 2. Несмотря на то, что волочение проволоки представляет собой предпочтительный технологический процесс по соображениям, связанным с соответствующей производительностью, ценой и точностью, другие технологические процессы также могут быть использованы для изготовления звездообразной секции, включая механическую обработку и литье. Фиг. 2 представляет собой профиль звездообразного сечения. Если требуется, звездообразную секцию впоследствии подвергают непрерывному шлифованию в соответствии с известными способами для обеспечения соответствия требуемым допускам зуба звездочки.
Секция 10 имеет слегка вогнутый конец 11 под зоной 12 зуба. Конец 11 подвергают обработке резанием или операции шлифования в поперечном направлении (в направлении ширины), в результате чего образуют канавки 110, которые будут принимать растягиваемые корды. Фиг. 3 представляет собой вид в перспективе снизу звездообразной секции. Канавки 110 предпочтительно расположены под углом α для обеспечения возможности непрерывной намотки растягиваемого корда. Зона 12 зуба имеет профиль, пригодный для сцепления с зубчатым ремнем.
Каждая звездообразная секция имеет взаимодействующие карманы 13, расположенные с каждой стороны секции 10. Карманы 13 используются в качестве средства удерживания для эластомерных частей. Карманы также обеспечивают возможность расширения и усадки готовой звездочки в незначительной степени или проявления поперечной гибкости готовой звездочки.
Звездообразную секцию 10 затем отрезают до заданной длины. Предпочтительная длина, как правило, представляет собой длину оправки (М). Оправка М аналогична оправкам, используемым при изготовлении ремней.
Фиг. 4 представляет собой вид в перспективе оправки. Оправка имеет множество канавок 21, которые расположены вокруг наружной периферии оправки и простираются вдоль главной оси в продольном направлении. Звездообразная секция 10 вставляется внутрь канавки 21 оправки так, чтобы зубчатая часть 12 была вставлена в канавку 21 и чтобы конец 11 был обращен в радиальном направлении наружу.
Фиг. 5 представляет собой вид в перспективе оправки для ремней с установленной звездообразной секцией. Каждая звездообразная секция 10 временно удерживается в заданном положении посредством шаблона (непоказанного) до тех пор, пока все секции 10 не будут установлены, для предотвращения выпадения секций 10 из канавок 21.
Фиг. 6 представляет собой вид в перспективе звездообразной секции с добавленным эластомером. Полоски эластомера 30 вставляют между секциями 10 в соседние карманы 13.
Фиг. 7 представляет собой вид в перспективе оправки для ремней со всеми звездообразными секциями, установленными с включением эластомера. Готовая конструкция (сборочная единица) имеет последовательность, в которой чередуются секция 10 и эластомер 30, расположенные бок о бок.
Фиг. 8 представляет собой вид в перспективе оправки для ремней со всеми звездообразными секциями, установленными с включением эластомера и с растягиваемыми кордами. На данном этапе растягиваемый корд 50 наматывают вокруг оправки. Растягиваемый корд представляет собой одну непрерывную ленту/прядь и входит в канавки 110.
Эластомерный материал 40 накладывают в виде слоя поверх растягиваемых кордов 50. Эластомерный материал 40 заполняет пространства, образованные соседними карманами 13 секций 10. Данная конструкция также обеспечивает фиксацию эластомерного материала 30 в заданном положении в соответствии с прецизионной точностью оправки.
Как это имеет место при комбинациях эластомера и металла, в случае необходимости поверхность металла должна быть обработана для сцепления с эластомером способом, известным в данной области техники. В случае необходимости на материал растягиваемого корда также может быть нанесено покрытие для сцепления способом, известным в данной области техники.
Для гарантирования того, что растягиваемый корд 50 не будет входить в контакт с канавками 110 металлических зубьев, по меньшей мере, один слой эластомера 40 наносят перед намоткой и после намотки растягиваемого корда, так что корд будет полностью покрыт эластомером.
Если канавки 110 отшлифованы под углом 90 градусов относительно продольного направления оправки, необходимо по отдельности намотать отдельный растягиваемый корд в каждой канавке 110. Следовательно, предпочтительно шлифовать канавки, которые будут иметь небольшой наклон под углом (α) относительно направления ширины для обеспечения возможности непрерывной намотки одного растягиваемого корда. Каждая канавка должна быть достаточно большой для обеспечения возможности заполнения ее эластомером помимо растягиваемого корда, в результате чего обеспечивается возможность охватывания растягиваемых кордов эластомером внутри каждой канавки 110.
Жесткость эластомера, используемого для данной звездочки, может варьироваться от жесткости, соответствующей очень жестким материалам, до жесткости, соответствующей более мягким материалам, в зависимости от требований к системе передачи мощности и заданной гибкости зубьев звездочки.
Фиг. 9 представляет собой вид в перспективе с эластомерным слоем поверх конструкции. Конечный эластомерный слой 60 затем наносят вокруг конструкции.
Кроме того, любой дополнительный обшивочный материал, который желателен, наматывают вокруг слоя 60. Наружный слой 60 эластомера также может быть задан и образован из материалов требуемой толщины для улучшения демпфирования и обеспечения виброизоляции в случае необходимости. В случае необходимости дополнительный наружный слой 61, расположенный поверх металлических зубьев, растягиваемых кордов и наружного слоя эластомера, может иметь тканевую обшивку любого типа или слои демпфирующих или изоляционных покрытий из эластомера. Следовательно, получающаяся в результате звездочка будет представлять собой демпфирующую звездочку или виброизолирующую звездочку.
После этого оправку помещают в отверждающую печь, и эластомерные слои подвергаются отверждению (вулканизации) способом, известным в данной области техники. После отверждения конструкцию снимают с оправки и обеспечивают возможность ее охлаждения.
Фиг. 10 представляет собой вид в перспективе при удаленной оправке. Конструкцию разрезают на, по меньшей мере, две или более звездочек заданной ширины, см. фиг. 12.
Фиг. 11 представляет собой вид в перспективе с вывернутой конструкцией. На следующем этапе, если конструкция не разрезана в собранном положении, звездочку в сборе выворачивают наружу или, другими словами, ее выворачивают. Выворачивание необходимо, поскольку зубья выступают внутрь во время сборки конструкции. Для работы звездочки зубья должны выступать наружу, следовательно, необходимо вывернуть конструкцию перед ее присоединением к жесткому сердечнику.
Вследствие жесткости конструкции в направлении длины, которая обусловлена длинными металлическими секциями, выворачивание может быть выполнено только в том случае, если диаметр конструкции, как правило, превышает длину в продольном направлении. Когда конструкция имеет длину, превышающую ее диаметр, то в том случае, если позволяют размеры конечного продукта, конструкцию разрезают до конечного диаметра перед выворачиванием. Другой альтернативный вариант заключается в образовании изделия со стороны внутренней поверхности оправки вместо наружной.
В другом альтернативном варианте осуществления полностью собранную конструкцию разрезают до заданной длины для образования полосы, имеющей концы. Отрезанную полосу затем наматывают вокруг жесткого сердечника и прикрепляют к жесткому сердечнику, как показано на фиг. 14.
Фиг. 12 представляет собой вид в перспективе конструкции, разрезанной на отдельные секции. В альтернативном варианте осуществления конструкцию не выворачивают, вместо этого ее сохраняют в ориентации, в которой она была снята с оправки, как показано на фиг. 12. Конструкцию разрезают на детали, имеющие заданную ширину. В альтернативном варианте осуществления стороны конструкции шлифуют для получения угла β сходимости. Данная обработка приводит к использованию в качестве вариаторного ремня. Металлические зубья в конструкции обеспечивают отличную жесткость при сжатии и износостойкость. Фиг. 13 представляет собой вид в перспективе альтернативной секции, представляющей собой звездочку.
Фиг. 14 представляет собой вид в перспективе с секцией, представляющей собой звездочку и установленной на жестком сердечнике 70. Жесткий сердечник 70 обычно изготавливают из штампованных или литых черных металлов, литого алюминия или литого магния или из пластика любого типа. Для применений, связанных со слабым износом, сердечник 70 звездочки может содержать экструдированный алюминий. Сердечник 70 может содержать один жестко прикрепленный фланец 72 и при необходимости второй съемный фланец. Звездочка по изобретению может быть прикреплена к центральной части посредством адгезивов или посредством механических крепежных деталей или может механически удерживаться внутри фланца (фланцев).
В альтернативном варианте осуществления в особенности тогда, когда желательно или требуется, чтобы зубья звездочки не имели никакой гибкости, зубья зафиксированы в заданном положении на жестком сердечнике 70 посредством крепежных деталей или посредством соседних фланцев 72. Для данного варианта осуществления не требуется растягиваемого корда 50 и канавок 110. Это позволяет уменьшить стоимость секций 10 (отсутствует шлифование пазов) и исключить растягиваемые корды, обработку растягиваемых кордов и операцию намотки растягиваемых кордов.
В еще одном альтернативном варианте осуществления в качестве начального этапа каждую звездообразную секцию 10 отрезают по заданному размеру для данного жесткого сердечника 70 вместо сборки на широкой оправке. Отверстия 73 просверлены для размещения крепежных деталей в каждой звездообразной секции, а также в каждом фланце. Не используется никакой эластомер 30. Звездообразные секции 10 собирают между фланцами 72, 74 посредством использования крепежных деталей, в результате чего создается цельнометаллическая звездочка с отверстиями между соседними канавками. Отверстия образуют каналы для выхода грязи, посредством которых отходы могут быть вытолкнуты из канавок звездочки. Каналы для выхода грязи занимают место эластомера 30, который имеется в вышеописанных вариантах осуществления, но который исключен из данного варианта осуществления.
В еще одном альтернативном варианте осуществления конструкцию не устанавливают на жестком сердечнике. Кроме того, конструкцию не выворачивают, вместо этого ее используют в той же ориентации, что и в процессе сборки, без выворачивания. Стороны конструкции шлифуют до получения заданного угла β, см. фиг. 15. Данный вариант осуществления затем может быть использован в качестве вариаторного ремня. Каждая из секций 10 способствует обеспечению отличной боковой жесткости ремня, поскольку в данном применении каждая секция подвергается воздействию сжимающей нагрузки, действующей вдоль ее главной оси. Это обусловлено тем, что в вариаторном ремне стороны ремня подвергаются воздействию сжимающей нагрузки.
Несмотря на то, что варианты осуществления изобретения были описаны в данном документе, для специалистов в данной области техники будет очевидным то, что могут быть выполнены изменения в конструкции и взаимном расположении компонентов без отхода от сущности и объема изобретения, описанного в данном документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ УСИЛЕННЫХ РЕМНЕЙ | 2012 |
|
RU2573021C1 |
| СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОМКНУТОГО ТЕРМОПЛАСТИЧНОГО РЕМНЯ | 2012 |
|
RU2570029C1 |
| ПРИВОДНОЙ РЕМЕНЬ | 2008 |
|
RU2429397C1 |
| РЕМЕНЬ С ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 2002 |
|
RU2265762C2 |
| СИСТЕМА РЕМЕННОГО ПРИВОДА | 2005 |
|
RU2355924C1 |
| ЗУБЧАТЫЙ ПРИВОДНОЙ РЕМЕНЬ | 2007 |
|
RU2419005C2 |
| ЗУБЧАТАЯ ВТУЛОЧНАЯ ГИБКАЯ МУФТА ДЛЯ СОЕДИНЕНИЯ ВАЛОВ | 2008 |
|
RU2418212C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИВОДНОГО РЕМНЯ | 2004 |
|
RU2277194C1 |
| ПРИВОДНОЙ РЕМЕНЬ | 2013 |
|
RU2621808C2 |
| ПРИВОДНОЙ РЕМЕНЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2272711C2 |
Изобретение относится к способам изготовления звездочки для зубчатых ременных приводов. Способ включает этапы, на которых изготавливают элементы, имеющие сечение со звездообразным профилем, на основаниях которых выполняют канавки в поперечном направлении. Звездообразные элементы устанавливают на оправку основаниями в радиальном направлении наружу с образованием конструкции звездочки, при этом между соседними звездообразными элементами устанавливают эластомерные элементы, а вокруг звездообразных элементов и эластомерных элементов наматывают растягиваемый элемент в поперечном направлении. После этого осуществляют вулканизацию эластомерных элементов и снимают конструкцию звездочки с оправки. Полученная конструкция может быть присоединена к жесткому сердечнику. Использование изобретения позволяет повысить точность изготовления звездочки и получить ее стабильные геометрические параметры. 4 з.п. ф-лы, 15 ил.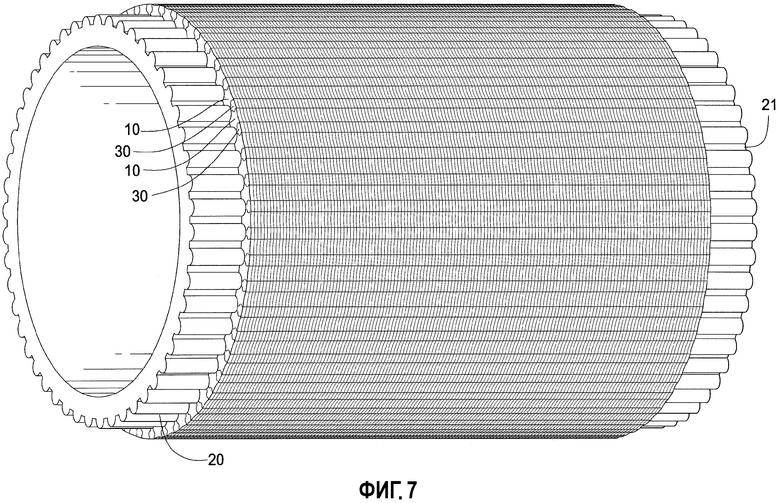
1. Способ изготовления звездочки, включающий этапы, на которых:
изготавливают элементы, имеющие сечение со звездообразным профилем,
на основаниях звездообразных элементов выполняют канавки в поперечном направлении,
устанавливают звездообразные элементы на оправку основаниями в радиальном направлении наружу с образованием конструкции звездочки,
устанавливают эластомерные элементы между соседними звездообразными элементами,
наматывают растягиваемый элемент в поперечном направлении вокруг звездообразных элементов и эластомерных элементов,
осуществляют вулканизацию эластомерных элементов и
снимают конструкцию звездочки с оправки.
2. Способ по п. 1, дополнительно включающий этап, на котором полученную конструкцию звездочки выворачивают зубчатой частью наружу и присоединяют к жесткому сердечнику.
3. Способ по п. 1, включающий этап, на котором перед вулканизацией поверх конструкции звездочки наносят эластомерный слой.
4. Способ по п. 1, включающий этап, на котором полученную конструкцию разрезают для получения по меньшей мере двух звездочек заданного размера.
5. Способ по п. 2, при котором конструкцию звездочки к жесткому сердечнику присоединяют посредством крепежных деталей.
| US 5203861 A, 20.04.1993;RU 2376122 C1, 20.12.2009;RU 2195380 C2, 27.12.2002;JPS 5618157 A, 20.02.1981;DE 102004036336 A1, 23.03.2006 | |||
| Способ лазерокоагуляции гемангиом кожи у детей с использованием Nd-YAG-лазера и водного охлаждения | 2016 |
|
RU2663390C2 |

