Уровень техники изобретения
Область техники, к которой относится изобретение
[0001] Настоящее изобретение в общем относится к системе изготовления бесконечных ремней, усиленных слоем скрученного растяжимого корда, конкретнее к системе изготовления зубчатых ремней практически любой длины на одном и том же устройстве и инструменте и в особенности бесконечных ремней без корда, обнаженного на внешних поверхностях ремня.
Описание предшествующего уровня техники
[0002] Бесконечные ремни обычно изготавливаются из эластомеров, имеющих работающие на растяжение элементы, вставленные в периферийном направлении. Эластомер может представлять собой вулканизированную резину, термопластичный эластомер или литьевые эластомеры. Существует несколько способов, обычно используемых для производства бесконечных ремней из термопластичных эластомеров и из резины.
[0003] Первый способ использует цилиндрическую оправку определенного диаметра для производства конкретной длины бесконечного ремня, соответствующей тому диаметру. Такая оправка может включать требуемые рельефы поверхности или профиль на ее поверхности для производства, например, профиля зубчатого ремня. Пример, который относится к термопластичным ремням, раскрыт в патенте Великобритании 886,754, выданном Hutzenlaub. Эти оправки являются дорогостоящими, и этот способ может производить только одну конкретную длину ремня на заданной оправке. Чем длиннее ремень, тем больше и дороже оправка. В связи с этим длина ремня ограничивается для практических целей. Отметим, что “длина” ремня для бесконечного ремня относится к периферии ремня. Этот способ также используют для изготовления бесконечных резиновых ремней, которые раскрыты, например, в патенте США 3078206, выданном Skura. Эта разновидность способа также характерна для ремней из литьевых эластомеров.
[0004] Второй способ, в особенности выполняемый с возможностью изготовления бесконечных ремней из ремней с открытыми концами, заключается в производстве непрерывной длины усиленного материала ремня, которую в дальнейшем разрезают на требуемую длину, и два конца соединяют вместе для изготовления бесконечного ремня. Используются различные способы сращивания или соединения, но сращение всегда имеет меньшую прочность, чем если бы растяжимый корд был непрерывен и спирально намотан. Примеры непрерывного способа изготовления термопластичных ремней с открытыми концами раскрыты в патентах США 3880558 и 4251306, выданных Breher и др., в которых вращаемое формовочное колесо снабжают формовочной лентой (обычно из гибкой стали), обматываемой вокруг около половины периферии формовочного колеса, для образования вращающейся формовочной камеры, в которую подают корды вместе с экструдированным материалом ремня. Подобным образом, непрерывная длина резинового ремня может быть изготовлена путем продвижения элементов ремня между нагретой цилиндрической формой с канавками и прижимной лентой. В дополнительном процессе концы ремня с открытыми концами, имеющего требуемую длину ремня, соединяют вместе. Такое сращивание вызывает размерные неоднородности (или ошибку шага) и обеспечивает слабое место в ремне, обычно уменьшая нагрузочную способность и срок службы ремня на около 50% по сравнению с не сращенным бесконечным ремнем.
[0005] Третий способ использует две цилиндрические оправки, которые могут перемещать относительно друг друга для регулирования требуемой длины ремня. Обычно способ включает этапы, на которых спирально обматывают работающие на растяжение элементы вокруг двух оправок и далее экструдируют или отливают и/или вулканизируют эластомерный материал для обеспечения эластичной матрицы, вставляют работающий на растяжение элемент и образуют профиль ремня. Обычно одна из оправок представляет собой формовочное колесо с прижимной лентой, образующие формовочную камеру, в которую вводят или экструдируют материал ремня, как описано во втором способе выше. Этот способ имеет некоторые недостатки. Оборудование является дорогостоящим и крупногабаритным, в особенности для более больших длин ремня, а рабочая эффективность и скорость выхода меньше желаемого. Длину ремня на нижнем конце ограничивают минимальным расстоянием между двумя оправками. Длину ремня на верхнем конце ограничивают максимальным расстоянием, технически возможным для управления точностью межцентрового расстояния ремня. Изменение межцентрового расстояния также может являться проблемой вследствие постепенного увеличения общего натяжения между двумя оправками, так как корд наматывают при натяжении. Вылеты формы обычно используют для поддержания работающих на растяжение элементов, что приводит к обнажению корда в готовом термопластичном ремне. Согласно этому способу резиновые ремни могут быть вулканизированы в несколько последовательных этапов, на которых материалы ремня постепенно продвигают между плоскими формовочными пластинами.
[0006] В четвертом способе полосу ремня с открытым концом спирально обматывают вокруг двух оправок, разнесенных с возможностью достижения требуемой длины ремня, а стыки краев сплавляют или склеивают вместе для образования бесконечного ремня с требуемой шириной ремня. Этот способ обеспечивает ремни различной длины путем изменения расстояния между двумя оправками. Пример раскрыт в патенте США 4058424, выданном Breher. Этот способ также имеет некоторые недостатки. Оборудование является дорогостоящим и крупногабаритным, а рабочая эффективность и скорость выхода меньше желаемого. В дополнение, в зависимости от ширины полос, больше кордов обрывают и обнажают на краях ремней, уменьшая фактическую прочность ремня, небольшие различия в натяжении полос вызывают изменение шага и набегание ремня сбоку, приводя к уменьшенному сроку службы ремня и шуму. Длину ремня на нижнем конце ограничивают минимальным расстоянием между двумя оправками. Длину ремня на верхнем конце ограничивают максимальным расстоянием, технически возможным для управления точностью межцентрового расстояния ремня. Дальнейшее надежное соединение полос является сложным и представляет потенциальный риск разрушения, заставляющий ремень разрушаться в условиях более высокой нагрузки, в особенности путем обрыва концов полосы на краю ремня относительно фланца шкива и затем расслоения или разрушения ремня.
[0007] Следует одновременно упомянуть находящуюся на рассмотрении заявку на патент США, озаглавленную “Method of Making Open-Ended Thermoplastic Belting,” поданную Заявителем в тот же день, и испрашивающую приоритет по предварительной заявке 61/570815, поданной 14 декабря 2011 г, все содержание которой, таким образом, включено сюда путем ссылки.
[0008] Необходим более эффективный, точный способ изготовления бесконечных усиленных ремней без необходимости сращения, без обнаженного корда и с использованием одного инструмента для изготовления различных длин ремня.
Раскрытие изобретения
[0009] Настоящее изобретение направлено на системы и способы, которые обеспечивают бесконечные усиленные ремни без сращения работающих на растяжение элементов, или обеспечивает способ и устройство для производства бесконечных ремней, изготавливаемых из эластомерной матрицы, в которой работающие на растяжение элементы вставлены в периферийном направлении, в результате чего требуется только одна оправка для производства ремней различной длины и ширины. Такие ремни могут представлять собой зубчатые ремни, плоские ремни, поликлиновые ребристые ремни, конвейерные ремни и подобные изделия. Эластомерная матрица может представлять собой термопластичный полиуретан или любой другой пригодный термопластичный эластомер, или может быть выполнен способ вулканизирования резиновых ремней. Работающие на растяжение элементы обычно состоят из скрученных нитей или волокон из стали, стекла, арамида, углерода, полиэстера, полиамида, базальта или других пригодных материалов или их гибридов.
[0010] Изобретение направлено на систему изготовления ремней, включающую три материала ремня: слой эластомерного профиля, растяжимый корд и эластомерный верхний слой. Система включает устройство для изготовления ремней, имеющее: вращаемую цилиндрическую оправку, имеющую профиль, ответный профилю ремня, и периферию, меньшую периферии профильного слоя так, что в любой момент времени только участок профильного слоя может быть зацеплен с оправкой; один или более зацепляющих роликов, расположенных смежно с оправкой, и/или систему натяжения для поддержания зацепления при намотке участка намотки материала профильного слоя на участке намотки или зацепления оправки во время вращения оправки; устройство для наложения корда для спирального наложения и крепления непрерывного растяжимого корда на профильный слой в зацепленного участка; и ламинатор для наложения верхнего слоя на таким образом усиленный профильного слоя, помещающий или вставляющий корд между двумя слоями.
[0011] Устройство для наложения корда может включать нагреваемую профильную лопатку для выплавления канавки в профильном слое и устройство для укладки корда для вжимания корда в поверхность канавки, таким образом приплавляющее корд к профильному слою, пока слой профиля зацеплен с оправкой. Устройство для наложения корда может быть установлено с возможностью перемещения вокруг участка намотки для поперечного перемещения в аксиальном направлении относительно оси оправки и для позиционирования лопатки на заданном расстоянии от поверхности оправки для управления положением корда относительно поверхности профиля для точного управления расчетной линией.
[0012] Ламинатор может включать прижимной ролик, позиционируемый смежно с участком намотки и образующий зазор между оправкой и прижимным роликом, и систему нагрева для расплавления поверхности верхнего слоя и/или материалов профильного слоя до их сжимания вместе для сплавления материалов вместе так, что одновременно выполняется связывание между термопластичными эластомерными материалами и работающим на растяжение элементом. В других вариантах выполнения ламинатор может экструдировать термопластичную резину или TPE или отливать жидкую, вулканизируемую резину для верхнего слоя.
[0013] В различных вариантах выполнения устройство также может иметь один или более направляющих роликов, представляющих буферную секцию, удаленную от оправки, в которую может направляться ненамотанный участок или ненамотанный участок профильного слоя, каркаса и ремня. Натяжение профильного слоя в буферной секции (т.е. в ненамотанном участке) до внедрения работающего на растяжение элемента может быть установлено с помощью перемещения положения одного из буферных роликов так, что заготовка неусиленного материала профиля идеально сцепляется с профилем оправки, такое натяжение является относительно низким по сравнению с прочностью конечного ремня с усилениями. Это низкое натяжение обеспечивает достаточно простую буферную структуру, так как она не должна выдерживать высокие нагрузки и не имеет или имеет очень ограниченное влияние на шаг конечного ремня.
[0014] Направляющая для укладки корда может быть выполнена с возможностью укладки одного, двух или множества кордов с профильной лопаткой, выполненной с возможностью образовывать соответствующие количества канавок для одновременной укладки множества кордов на профильный слой. Для дополнительного увеличения производительности также могут иметься одна или более дополнительных направляющих для укладки корда и связанные нагреваемые лопатки для одновременной укладки корда на двух или более секциях материала профиля.
[0015] Ремень может представлять собой зубчатый ремень, причем профиль ремня имеет множество зубьев, а оправка имеет канавки, выполненные с возможностью крепко сцепляться с зубьями, управляющие точным шагом материала профиля во время внедрения корда. Устройство также может иметь счетчик зубьев для определения количества зубьев до присоединения не усиленного материала профиля.
[0016] Изобретение также направлено на способ изготовления бесконечного зубчатого ремня со слоем спирально скрученного корда между профильным слоем и верхним слоем термопластичного материала. Способ включает несколько этапов, начинаясь с этапа, на котором обеспечивают бесконечный профильный слой первого эластомерного материала, и который в целях удобства может быть выполнен автономно в отдельном процессе. Бесконечный профильный слой обматывают вокруг участка намотки оправки, используя либо буферную силу натяжения, либо один или два или более зажимных или зацепляющих роликов для поддержания зацепление материала профиля с оправкой во время вращения оправки. Далее оправку вращают так, что материал бесконечного профиля проходит по участку намотки множество раз. Во время вращения во вращающемся материале профиля выплавляют или образуют канавку и укладывают корд в расплавленную поверхность канавки на материале профиля. Этот процесс вращения, образования канавок, плавления и наложения корда продолжают для образования усиленного “каркаса”, имеющего слой скрученного растяжимого корда, прочно закрепленного на нем. Наконец, верхний слой второго эластомерного материала ламинируют или экструдируют на усиленный каркас для образования “заготовки” ремня. Ламинирование включает подведение тепла к эластомерным материалам до или во время их сжатия вместе прижимным роликом, расположенным в намотанном участке, таким образом сплавляя вместе верхний слой и каркас и одновременно связывая работающий на растяжение элемент с эластомерными материалами.
[0017] В различных вариантах выполнения способ может включать этап, на котором направляют ненамотанный участок бесконечного профиля, каркаса и ремня по меньшей мере вокруг одного буферного ролика или вокруг множества буферных роликов, удаленных от оправки. Буферные ролики могут быть регулируемыми с возможностью обеспечения, что общая длина материала профиля, не зацепленная с оправкой, направляется без препятствия во время вращения. В буферной секции не требуется приблизительно никакого натяжения на профильном слое, каркасе или ремне. Эти буферные ролики здесь также называются направляющими роликами или роликами.
[0018] Способ может включать этап, на котором образуют материал профиля в отдельной непрерывной операции; отрезают заданную длину образованного таким образом непрерывного материала профиля и соединяют концы для образования бесконечного профильного слоя. Для профилей зубчатого ремня соединение может представлять собой стыковое соединение, и он может быть предпочтительно расположен в опорной области между двумя зубьями ремня или, наоборот, в зубе. Для зубчатых ремней оправка имеет по меньшей мере на одну канавку меньше, чем количество зубьев в ремне, который изготавливают этим способом. Максимальная длина ремня, который может быть изготовлен, практически ограничена только емкостью буферной секции.
[0019] Согласно вариантам выполнения изобретения может быть изготовлен ремень, не имеющий обнаженного корда с края, практически любой требуемой длины на одной оправке и устройстве. Ремень также не имеет обнаженных участков корда в опорных областях, так как не требуется никаких вылетов формы для поддержания корда на оправке. Из одной заготовки может быть произведено некоторое количество ремней, причем все без обнаженного корда с края, путем удаления кордов до ламинирования верхнего слоя с усиленным каркасом в области, где ремни отрезают от заготовки.
[0020] Надлежащего управления шагом ремня и положением расчетной линии (PLD) достигают путем управления натяжением корда во время укладки корда, положением глубины нагреваемого ножа или резца и условиями плавления канавки для корда. Оправка может иметь регулируемый привод, обеспечивающий управляемый вывод на рабочий режим и производственные скорости для наложения корда и для ламинирования. Для наложения корда вращение оправки с помощью регулируемого механизма, предпочтительно электронного механизма, связывают с подвижной кареткой для укладки корда. Это обеспечивает установку и управление количеством кордов на мм, вставленных в каркас, учитывая периферию оправки в сравнении с периферию материала профиля.
[0021] Процесс может быть автоматизирован, начиная с этапа, на котором подсчитывают зубья требуемого ремня, изготавливают бесконечный профильный слой путем соединения материала профиля из непрерывного материала профиля, укладывают корд описанным образом и ламинируют верхний слой из непрерывного рулона. Также могут быть включены одна или более дополнительных операций, таких как шлифование, отрезание ремня и процессы печатания на том же оборудовании или на отдельной машине для изготовления конечного ремня в одной или множестве машин.
[0022] Ламинатор может включать прижимную ленту, направляемую вокруг нескольких роликов, для обеспечения более сильного сжатия и таким образом более высокой скорости ламинирования. Ламинатор с прижимной лентой также может использоваться с дозирующим устройством, таким как экструдер или шестеренчатый насос, для наложения верхнего слоя из термопластичных или термореактивных вулканизируемых резин. Прижимная лента в сочетании с пригодным нагревателем также может обеспечивать наложение и вулканизацию вулканизируемых резиновых материалов для верхнего слоя и/или профильного слоя.
[0023] Ламинирующий материал может быть экструдирован на корд и спирально наложен во время намотки корда. Наоборот, корд может быть наклеен на профильный слой.
[0024] Признаки и технические преимущества настоящего изобретения были изложены достаточно широко выше для того, чтобы подробное описание изобретения, которое следует далее, могло быть лучше понято. Дополнительные признаки и преимущества изобретения, которые образуют объект формулы изобретения, будут описаны далее. Специалисту в области техники следует понимать, что концепция и раскрытый конкретный вариант выполнения могут быть легко использованы в качестве основы для изменения или выполнения других конструкций для выполнения тех же самых задач настоящего изобретения. Специалисту в области техники также следует понимать, что такие эквивалентные конструкции не отклоняются от объема охраны изобретения, который изложен в приложенной формуле изобретения. Новые признаки, которые считаются отличительными признаками изобретения, как относительно устройства, так и способа функционирования, вместе с дополнительными задачами и преимуществами будут лучше поняты из следующего далее описания при рассмотрении его в связи с сопровождающими фигурами. Однако следует ясно понимать, что каждая из фигур обеспечена исключительно с целью иллюстрации и описания и не предназначена в качестве определения ограничений настоящего изобретения.
Краткое описание чертежей
[0025] Сопровождающие чертежи, которые включены и образуют часть спецификации, в которых одинаковые ссылочные позиции обозначают одинаковые части, иллюстрируют варианты выполнения настоящего изобретения и вместе с описанием служат для объяснения принципов изобретения. На чертежах:
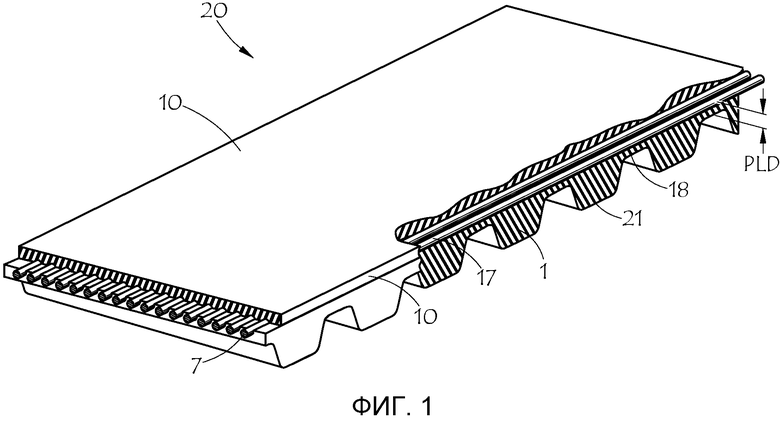
[0026] Фиг. 1 представляет собой вид в перспективе с местным разрезом ремня, изготовленного согласно варианту выполнения изобретения;
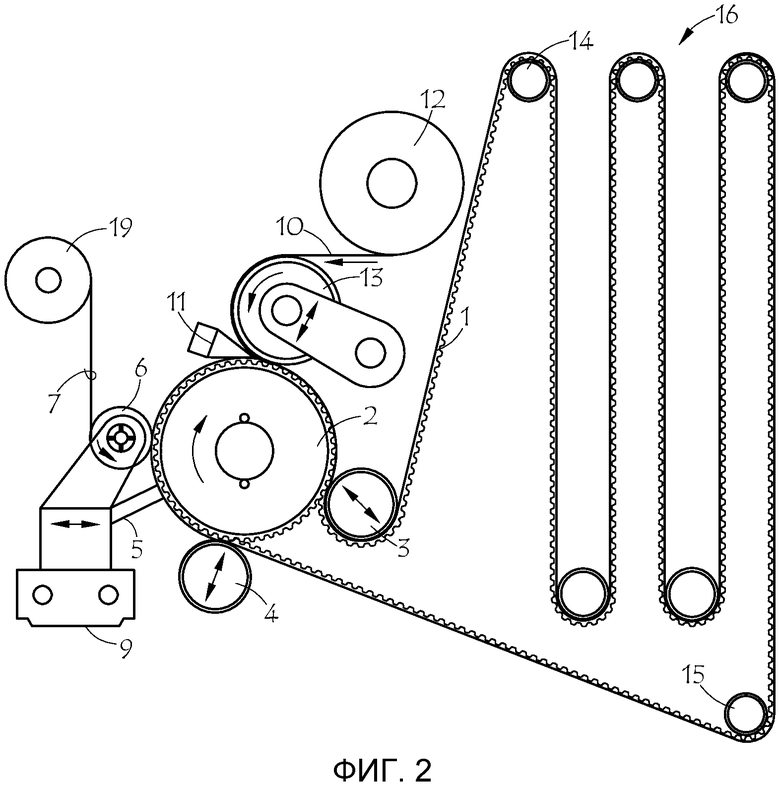
[0027] Фиг. 2 представляет собой схематическое изображение системы согласно варианту выполнения изобретения;
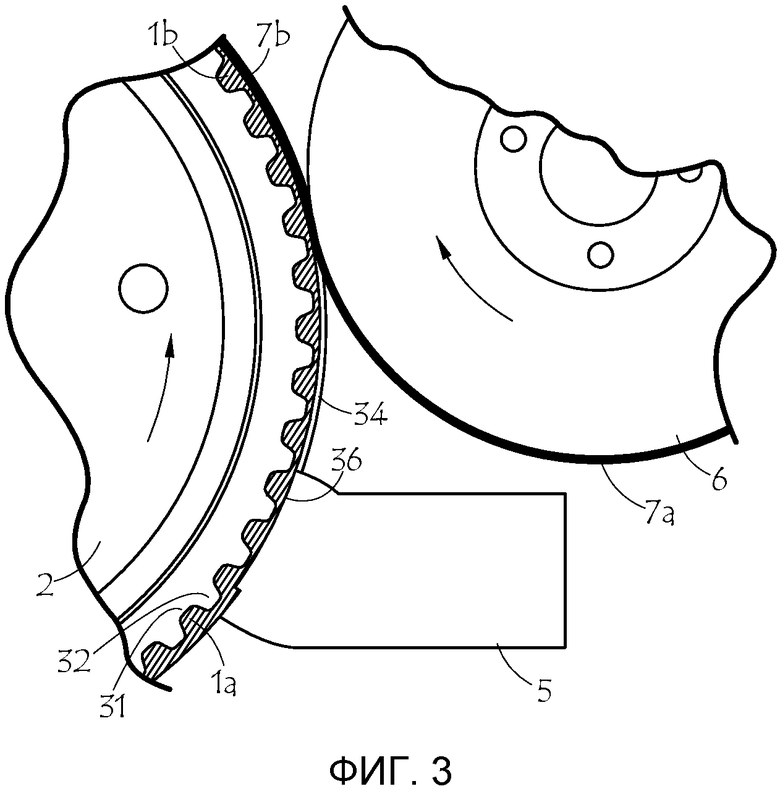
[0028] Фиг. 3 представляет собой увеличенный вид участка системы на Фиг. 2;
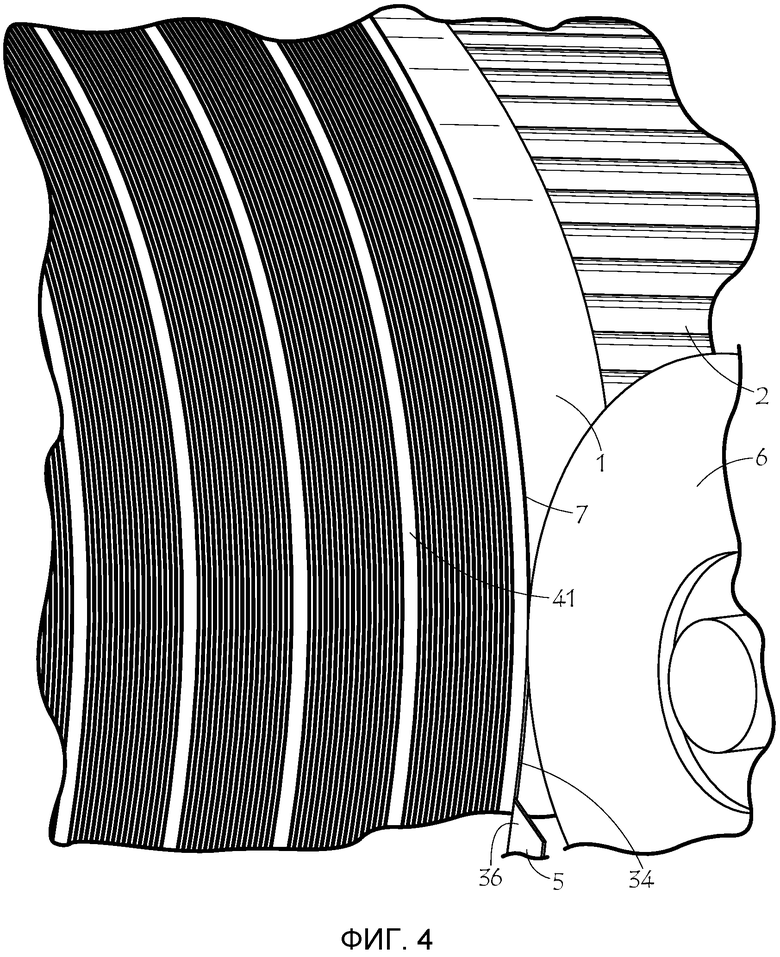
[0029] Фиг. 4 представляет собой вид в перспективе с местным разрезом участка системы на Фиг. 2.
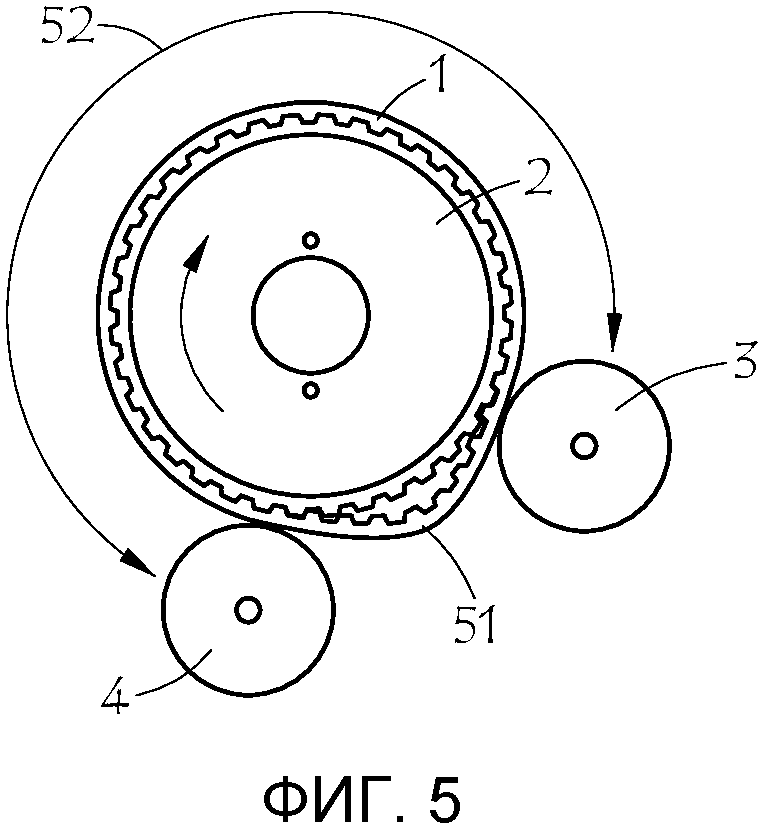
[0030] Фиг. 5 представляет собой схематическое изображение участка системы согласно другому варианту выполнения изобретения;
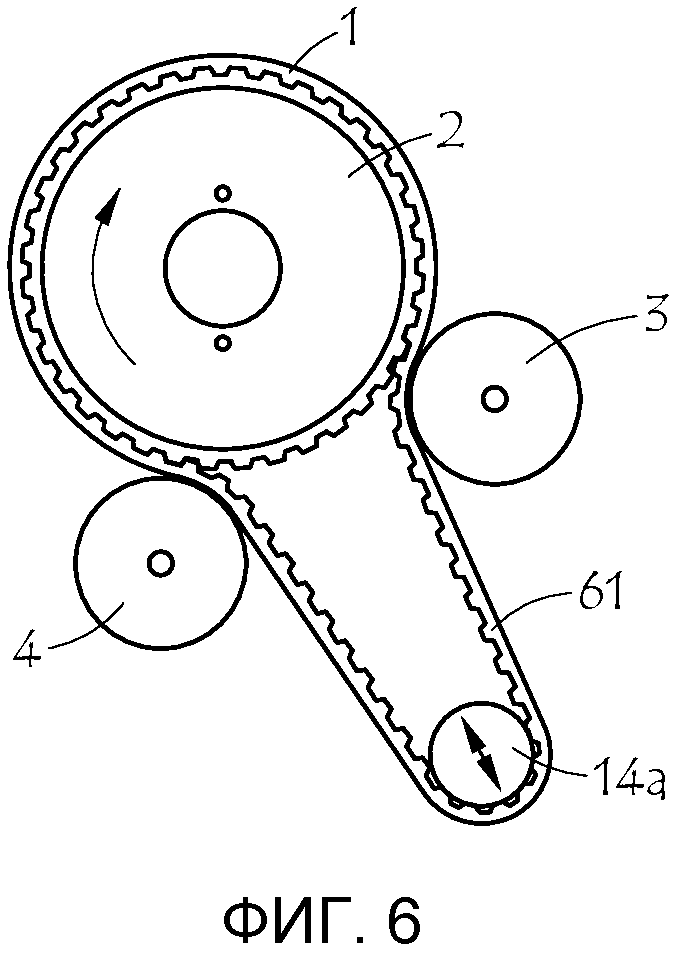
[0031] Фиг. 6 представляет собой схематическое изображение участка системы согласно другому варианту выполнения изобретения;
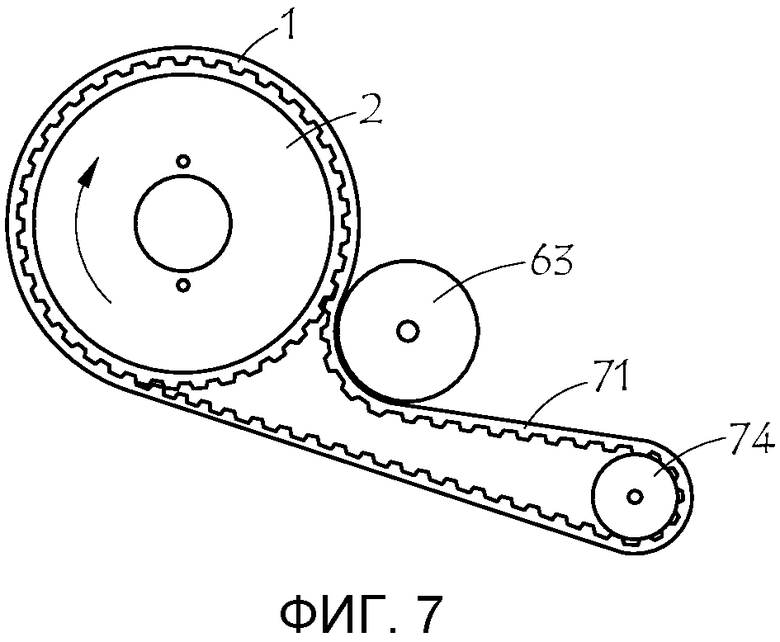
[0032] Фиг. 7 представляет собой схематическое изображение участка системы согласно другому варианту выполнения изобретения;
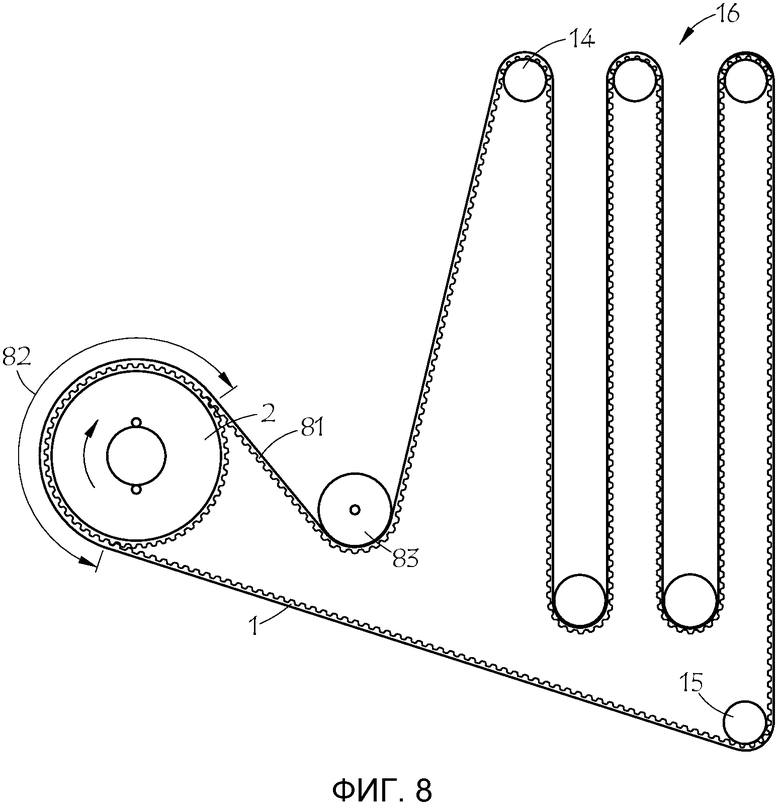
[0033] Фиг. 8 представляет собой схематическое изображение участка системы согласно другому варианту выполнения изобретения;
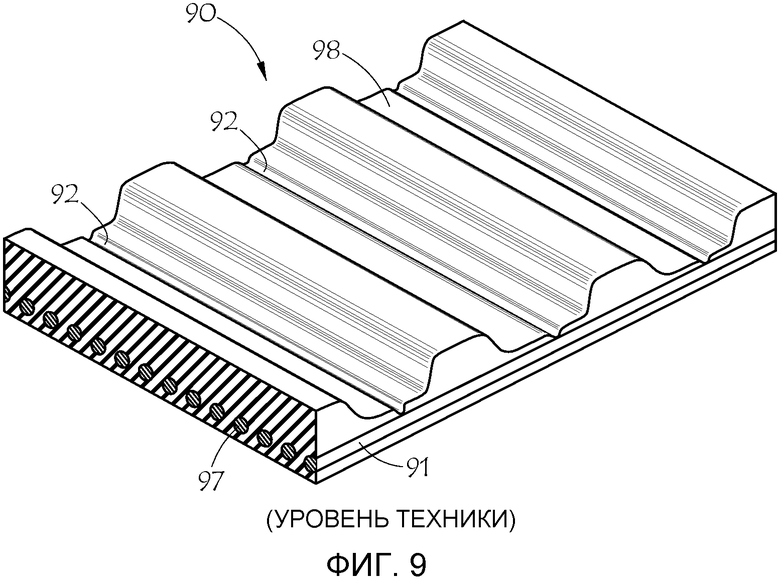
[0034] Фиг. 9 представляет собой вид в перспективе с местным разрезом ремня, изготовленного согласно известному уровню техники;
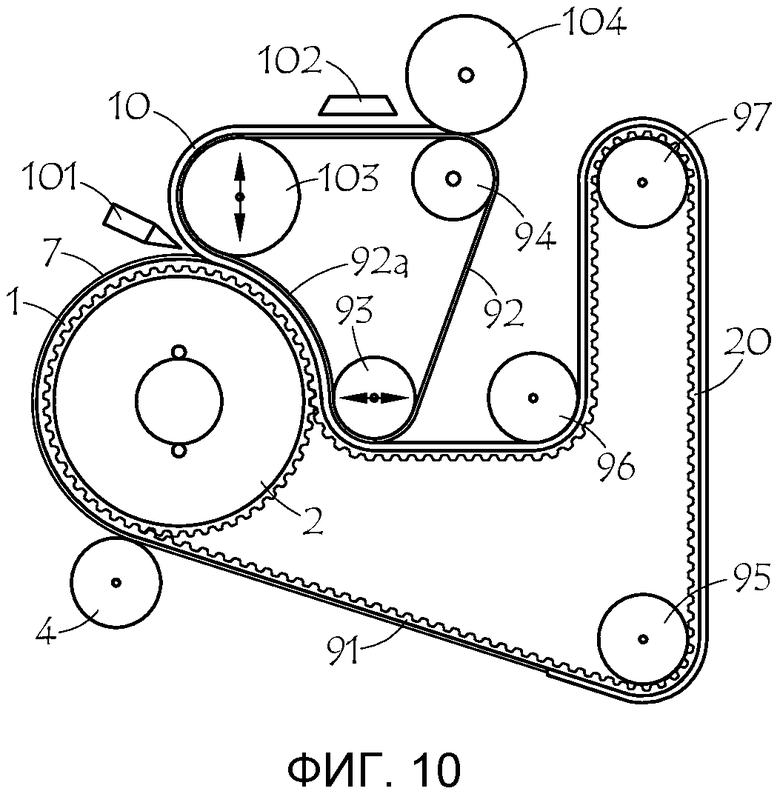
[0035] Фиг. 10 представляет собой схематическое изображение участка системы согласно другому варианту выполнения изобретения; и
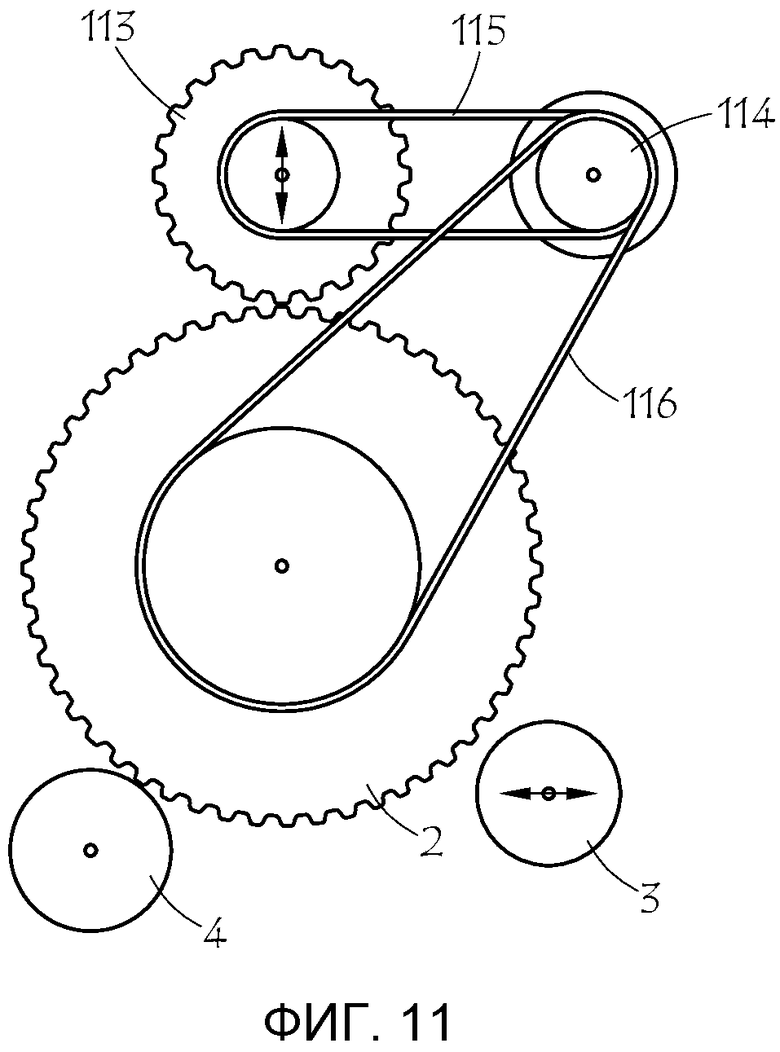
[0036] Фиг. 11 представляет собой схематическое изображение участка системы согласно другому варианту выполнения изобретения.
Подробное описание
[0037] Изобретение обеспечивает способ и устройство для производства бесконечных ремней, изготавливаемых из эластомерной матрицы, в которой работающие на растяжение элементы вставлены в периферийном направлении, в результате чего для производства ремней различной длины и ширины используется одна оправка или форма. Такие ремни могут представлять собой зубчатые ремни, плоские ремни, поликлиновые ребристые ремни, конвейерные ремни и подобные изделия. Процесс в особенности пригоден для изготовления зубчатых ремней, которые требуют точного управления разнесением зубьев или “шагом”. Эластомерная матрица может представлять собой термопластичный полиуретан (TPU), термопластичный вулканизат (TPV) или любой другой пригодный термопластичный эластомер (в общем TPE). Процесс также может быть приспособлен для термореактивных резин или для вулканизируемой резиновой матрицы. Материалы матрицы могут включать любое количество необходимых ингредиентов, включая, например, антиокислители, противоозоностарители, УФ-стабилизаторы, противомикробные добавки, вспомогательные средства, смягчители, наполнители, фрикционные преобразователи, вспениватели и т.п.
[0038] Работающие на растяжение элементы обычно состоят из кордов, пряжей, нитей или волокон из стали, стекла, арамида, углерода, полиэстера, полиамида, базальта или других пригодных материалов или их гибридов. Пряжа представляет собой пучок нитей или волокон и может быть скрученной или крученой. Корд представляет собой скрученную, сплетенную или крученую пряжу или пучок пряж и может быть обработан в целях прилипания или обработки. Выражения «проволока« и «кабель« часто используются в связи с металлическими кордами или металлическими работающими на растяжение элементами. Здесь “корд” или “растяжимый корд” будет использоваться относительно всех типов работающих на растяжение элементов. В сочетании с пучками пряжи или вместо более обычных кордов также могут быть использованы слои ткани или другие необычные типы растяжимых усилений, такие как шинный корд, сетки с редким плетением, тканые ткани или нетканые ткани или т.п.
[0039] Зубчатый ремень 20 на Фиг. 1, согласно варианту выполнения изобретения, включает три главных компонента: профильный слой 1, работающий на растяжение элемент 7 и верхний слой 10. Одна или обе поверхности могут дополнительно включать тканую или нетканую ткань, пластиковую пленку или другую обработку поверхности. Профильный слой и верхний слой могут представлять собой одинаковый материал или могут представлять собой два различных эластомерных материала.
[0040] Профильный слой 1 может быть изготовлен из непрерывного экструдированного TPE или TPU, имеющего зубья или другой требуемый профиль ремня на одной стороне и плоскую поверхность на противоположной стороне. Профильный слой может быть образован известными способами экструзионного формования или формования, такими как способы, раскрытые в патенте США № 4,251,306, которые используют формовочное колесо и формовочную ленту, смежную с или обматываемую вокруг около половины периферии формовочного колеса для образования вращающейся формовочной камеры для профиля, в которую материал профиля экструдируют для непрерывного прессования. С другой стороны, профильный слой может представлять собой резиновую композицию, которая может быть подобным образом образована и частично вулканизирована. Следует понимать, что такие процессы формования осуществляют без какого-либо вставленного корда в целях настоящего изобретения. Таким образом, настоящий профильный слой может быть образован значительно более быстро и эффективно, чем известными способами, при которых ремень образуют со вставленным в него кордом. Более того, профиль ремня, образуемый на профильном слое, может быть образован без обычных выемок или дефектов, так как для поддержания корда не требуются вылеты или выступы. Если требуется, профильный слой может включать слой текстиля или пленки на поверхности зуба для износостойкости, уменьшения шума или другой цели. Пригодные текстили включают тканые, вязаные и нетканые ткани, например. Конечную толщину профильного слоя выбирают с возможностью обеспечения полной или частичной внедрения работающего на растяжение элемента при заданном положении расчетной линии (“PLD”). PLD представляет собой меру толщины ремня ниже линии корда и определяется как расстояние от поверхности ремня в опорной области до осевой линии корда, которая обозначена на Фиг. 1. Опорная область 18 представляет собой тонкую секцию ремня, расположенную между любыми двумя смежными зубьями 21.
[0041] Работающий на растяжение элемент 7 обычно изготавливают из непрерывных волокон, скрученных в корд, и он обычно может иметь адгезивное покрытие для связывания с материалом эластомерной матрицы. Работающий на растяжение элемент 7 скручивают в ремне. Два или более различных корда могут быть одновременно скручены в ремне вплотную. Например, один или два или более кордов одинаковой или противоположной крутки (т.е. левой крутки S и правой крутки Z) могут быть использованы в качестве работающего на растяжение элемента. Работающий на растяжение элемент может быть обнажен со стороны ремня или, предпочтительно, работающий на растяжение элемент полностью вставлен в эластомерную матрицу без обнажения с одной или обеих сторон. Может использоваться любой пригодный тип корда. Адгезивное покрытие может быть нанесено на корд до укладки корда в отдельной операции или во время укладки корда во встроенной операции покрывания до того, как корд контактирует с материалом эластомерной матрицы.
[0042] Работающий на растяжение элемент 7 накладывают и приплавляют к профильному слою 1 во время непрерывного процесса спиральной намотки, который будет описан более подробно ниже. Получающийся в результате усиленный профильный слой называется здесь “каркас” или “усиленный каркас”. Для изготовления готового ремня 20 требуется добавление верхнего слоя 10. Следует отметить, что наложение корда на профильный слой и ламинирование верхнего слоя на каркас выполняют на открытой оправке без использования формовочной ленты.
[0043] Верхний слой 10 обычно изготавливают из непрерывного экструдированного TPE или TPU или резины из либо такого же материала, как и профильный слой, либо другого материала или другого состава. Например, профильный слой может быть изготовлен из относительно более жесткого материала для выдерживания высокой нагрузки на зуб, тогда как верхний слой может быть изготовлен из относительно более мягкого материала для более высокой гибкости, другого коэффициента трения и/или для уменьшенного шума и/или для уменьшенной стоимости. Толщина верхнего слоя может быть выбрана, чтобы завершать вставку растяжимого элемента и иметь требуемое количество дополнительного материала над кордом в ремне. Верхний слой предпочтительно может иметь приблизительно такую же ширину, как и профильный слой. Обработка верхнего слоя может быть выполнена путем традиционной экструзии посредством пригодного кристалла для гладкого верхнего слоя. Если на задней стороне ремня требуется некоторый вспомогательный профиль или текстура, в этом случае процесс, такой как используемый для материала профиля, вместо этого может быть использован для изготовления верхнего слоя. Что касается материала профиля, на верхний слой может быть нанесено текстильное покрытие во время формования, если такое покрытие требуется для готового ремня, для изменения внешнего вида или уменьшения трения и/или шума. Слой текстиля может быть наложен на каркас для внедрения между каркасом и верхним слоем.
[0044] Процесс ламинирования обычно выполняют с использованием подвода тепла для ламинирования поверхностей со скоростью ламинирования так, что непосредственно перед линией зазором между прижимным роликом и оправкой только контактные поверхности усиленного каркаса и верхнего слоя являются расплавленными и липкими, тогда как корпуса этих материалов по-прежнему остаются твердыми и сохраняют их форму. Управление температурой прижимного ролика и оправки для профиля также является важным в совокупности со скоростью вращения оправки для обеспечения достаточного тепла ко всем трем материалам (ламинирующему материалу, корду и материалу профиля) для хорошего результата связывания и склеивания. При прохождении через зазор материалы прочно сжимают вместе для исключения вовлечения воздуха и обеспечения немедленного связывания всех трех материалов (корда, верхнего слоя и профильного слоя). Подвод тепла к поверхностям материалов, входящих в зазор ламинатора, может быть обеспечен с помощью воздуходува для горячего воздуха, обеспечивающего тепло и поток воздуха, или с помощью инфракрасного излучения, или с помощью горячего ножа или лазера, или с помощью совокупностей средств нагрева. В других вариантах выполнения прижимная лента, которая обматывается вокруг участка оправки, может быть использована для обеспечения более длительного периода времени для ламинирования, чем зазор, описанный выше.
[0045] Согласно вариантам выполнения изобретения процесс производства включает следующие этапы, на которых используют устройство, которое показано на Фиг. 2.
[0046] Материал профиля, имеющий требуемый профиль ремня на одной стороне, обеспечивают по требуемой длине и ширине. Таким образом материал профиля может быть отрезан от непрерывной экструдированной полосы и соединен известными способами для образования слоя 1 материала бесконечного профиля требуемой длины, а в случае зубчатого ремня - с требуемым количеством зубьев. Сплавление концов может быть выполнено, в качестве неограничивающих примеров, путем термического сплавления, путем термообработки или ультразвуковой сварки, непосредственным склеиванием или тонкой пленкой или адгезивной лентой или их совокупностями. Под “профилем ремня” подразумевается конфигурация поверхности ремня, выполненная с возможностью зацепления шкива или звездочки в ее приводной связи в ременной приводной системе. В ременной приводной системе с фрикционным приводом, например, профиль ремня может быть плоским или клиновым или поликлиновым ребристым, тогда как в системе с синхронным или принудительным приводом профиль ремня может представлять собой последовательность равномерно поперечно разнесенных зубьев или наклонных или спиральных зубьев. Настоящее изобретение является в особенности предпочтительным для изготовления зубчатых ремней для систем с принудительным приводом, которые требуют узких допусков по форме зуба и шагу и длине шага ремня для надлежащего сцепления с зубчатыми шкивами. Для материала зубчатого профиля концы предпочтительно соединяют в опорной области для лучшего обеспечения растягивания или сжатия во время зацепления с оправкой для укладки корда, таким образом, избегая ошибки шага в области соединения. Однако соединение может выполняться в области зуба, если необходимо более крепкое соединение, чем то, которое возможно при соединении в опоре. Разумеется, могут быть использованы другие способы соединения, такие как пальцевые соединения, зубчатые соединения или т.п. Таким образом обеспечивают бесконечный профильный слой.
[0047] Бесконечный профильный слой 1 далее устанавливают на производственное устройство, которое показано на Фиг. 2. Таким образом, профильный слой слой 1 обматывают вокруг участка оправки 2, зацепляя профиль ремня профильного слоя с дополнительным профилем формы оправки. Два гладких зацепляющих ролика 3 и 4 удерживают профильный слой в зацеплении с профилем формы во время вращения оправки. Эти ролики являются “позиционируемыми”, что означает, что они могут быть перемещены в требуемое положение с возможностью приспосабливаться к различным толщинам материала, различным требованиям давления и т.п. Они являются “смежными” с оправкой, то есть в непосредственной близости, вблизи или даже касаясь оправки или материалов ремня, зацепляемых на оправке, таким образом, синхронно вращаясь вместе. Стрелки показывают направление вращения оправки 2 и направление других роликов и следующих материалов. Двойные стрелки показывают направление перемещения для зацепления и отцепления различных позиционируемых роликов. Участок оправки, ограниченный двумя зацепляющими роликами 3 и 4, и на который наматывается профильный слой, здесь называется “участок намотки” или “участок зацепления” оправки. Участок профильного слоя, каркаса или ремня, намотанный на оправку, подобен участку намотки или его участку зацепления. На Фиг. 2 показан участок намотки, продолжающийся из положения около семи часов часового циферблата, положения направляющего ролика 4, до положения около четырех часов часового циферблата, положения направляющего ролика 3, на оправке 2. Это положение проиллюстрировано исключительно с целью описания и может быть изменено без выхода за пределы объема охраны этого изобретения. Величина намотки особенно не ограничена, но предпочтительно может находиться в диапазоне от около 45 до около 315° или от около 90° до около 300°, или от около 180° до около 270°, или около 270° по периферии оправки. Чем больше намотка, тем в общем более точно управление шагом и/или тем быстрее можно эксплуатировать устройство. Несмотря на то, что ориентация оси оправки показана как горизонтальная, она может быть вертикальной или какой-либо другой требуемой ориентацией.
[0048] В изобретательской системе оправка по периферии меньше, чем ремень, наматываемый на нее. Таким образом, всегда имеется намотанный участок ремня или профильного слоя и свободный участок, который не зацеплен на или не контактирует с оправкой. Для изготовления зубчатых ремней оправка должна быть по меньшей мере на один шаг зуба меньше по периферии, чем изготавливаемый ремень. Другими словами, оправка имеет по меньшей мере на одну канавку меньше, чем количество зубьев в профиле ремня.
[0049] Ненамотанный или свободный участок профильного слоя (или в конечном счете ремень), т.е. участок, ненамотанный или не зацепленный на оправке 2, может быть направлен вокруг одного или более дополнительных буферных роликов, таких как ролик 14 и/или ролик 15 на Фиг. 2. Для коротких ремней (т.е. не больше, чем оправка периферии) не используется или не требуется никакой такой буферный ролик. До определенной длины ремня может быть использован один регулируемый буферный ролик, позволяющий регулировать каждую длину шага, причем диапазон длины является дополнительно расширяемым с помощью множества буферных роликов для изготовления бесконечных ремней с длиной до 100 метров или более. Обычная конструкция буфера для изготовления очень длинных бесконечных ремней проиллюстрирована на Фиг. 2. Буферная секция 16, имеющая множество буферных роликов, предпочтительно может использоваться для направления ненамотанного участка профильного слоя, усиленного каркаса и ремня во время производства. Верхние буферные ролики в дополнение могут быть подвижными вверх для увеличения диапазона длины ремня без расширения требуемого пространства площадки. Таким образом, буферная секция обеспечивает быструю и удобную загрузку и разгрузку и обеспечивает быстрое вращение оправки без подвисания ненамотанного участка на самом себе или запутывания его на других частях оборудования. Буферные ролики и/или буферная секция также позволяют производить бесконечные ремни практически любого требуемого размера в очень компактной области с использованием одной оправки 2 для намотки независимо от длины или ширины ремня. Как будет обсуждено ниже, ненамотанный участок ремня в буферной секции предпочтительно находится без какого-либо значительного натяжения свыше минимального натяжения, необходимого для исключения чрезмерного провисания в соответственном участке или участках ремня, и натяжения, необходимого для обеспечения зацепления материала профиля с профилем оправки на направляющем ролике 4 и отцепления от оправки, когда он выходит на направляющем ролике 3. Таким образом, предпочтительно некоторое минимальное натяжение для обеспечения надлежащего направления ремня в конструкции буфера, поддержания веса самого ремня и преодоления какого-либо сопротивления вращению направляющих роликов, трения и т.д. Такое минимальное натяжение здесь называется “приблизительно никакого натяжения” или “без натяжения”. Это отличается от известных способов, в особенности способа, включающего две разнесенные оправки, где натяжение корда в точке укладки корда поддерживают на протяжении всей намотки ремня во время намотки, часто приводя к чрезвычайно высоким общим силам на оправках и их опорных конструкциях. Такие известные способы требуют массивные рамы и жесткие конструкции для поддержания длины ремня и шага. Ролики и оправка в этом устройстве могут быть установлены на одной раме на одной стороне устройства так, что другой конец роликов и/или оправки открыт для простой установки и удаления бесконечных профильных слоев и ремней. Наоборот, оба конца ролика могут быть установлены на рамах, но при этом одна рама на одной стороне является легко открываемой для установки и удаления ремня.
[0050] Фиг. 5-8 иллюстрируют несколько альтернативных конструкций для зацепляющих роликов и буферной секции, применимых для изготовления ремней различных длин. Фиг. 5 показывает конструкцию устройства, пригодного для изготовления ремней, которые являются слишком короткими для использования вообще каких-либо буферных роликов, вплоть до минимальной длины ремня, которая на один зуб больше, чем количество зубьев на оправке. Таким образом, на Фиг. 5 профильный слой 1 показан намотанным на оправке 2 вокруг участка 52 зацепления, обеспеченным двумя направляющими роликами 3 и 4. Не зацепленный или свободный участок 51 ремня является самоподдерживаемым, т.е. не направляется вокруг каких-либо других шкивов или роликов. Эта конструкция может быть пригодна для несколько более длинных ремней, чем проиллюстрированные, но только при условии, что свободный участок 51 не может заворачиваться сам на себя, вызывая столкновение его зубьев. Для ремней этой длины или более длинных конструкция на Фиг. 6 является пригодной альтернативой. На Фиг. 6 профильный слой 1 прицеплен к оправке 2 двумя направляющими роликами 3 и 4, а свободный участок 61 направлен вокруг одного буферного ролика 14a, который показан как способный к регулированию с возможностью обеспечения изготовления ремней различных длин. Главная цель ролика 14a заключается в предотвращении спутывания или столкновения свободного участка ремня с самим собой. Ролику 14a нет необходимости прикладывать больше натяжения, чем требуется для управления свободным участком, т.е. приблизительно никакого натяжения.
[0051] Фиг. 7 показывает альтернативную конструкцию, в которой необходим только один зацепляющий ролик 63, смежный с оправкой 2, для поддержания зацепления профильного слоя 1 на оправке 2. Снова, свободный участок 71 направляется вокруг одного буферного ролика 74.
[0052] Фиг. 8 показывает альтернативную конструкцию, в которой не используются зацепляющие или направляющие ролики смежно с оправкой 2, но вместо этого используется система натяжения. Участок 82 намотки профильного слоя 1 определяется углом намотки, создаваемым натяжным роликом 83 и последним буферным роликом 15. Дополнительные буферные ролики 14 составляют буферную секцию 16 так, что может быть изготовлена почти любая длина ремня, как в варианте выполнения, описанном ранее и показанном на Фиг. 2. Однако в особой конструкции на Фиг. 8 необходимо определенное натяжение на натяжном ролике 83 и/или последнем направляющем ролике 15 для поддержания зацепления и отцепления профильного слоя на оправке. Однако натяжение, требуемое для зацепления профильного слоя, по-прежнему намного меньше натяжения, прикладываемого в известных способах наматывания корда на двух оправках. Более того, нет необходимости увеличивать натяжение, так как корд наматывается на профильный слой.
[0053] После установки профильного слоя на оправке и буферных роликах, оправку вращают с заданной скоростью для укладки корда. Намотанный участок профильного слоя всегда принудительно зацепляют в участке намотки оправки во время вращения. Во время вращения оправки нагретую профильную лопатку 5 помещают напротив обратной стороны материала профиля для выплавления канавки в материале на точной глубине, ширине и температуре, а работающий на растяжение элемент или корд 7 обеспечивают устройством 19 управления натяжением и подачей корда для подачи корда к направляющему ролику 6, который помещает корд в канавку на требуемую глубину для управления расчетной линией ремня. Ширина и глубина канавки может быть примерно такой же, как и диаметр корда. Нагрев ножа может регулироваться с возможностью обеспечения укладки корда с переменной скоростью, например, для обеспечения первоначального вывода на рабочий режим или других изменений скорости. Расплавленный материал в канавке материала профиля быстро остывает либо до, либо при вставке в нее корда. Корд связывают или приплавляют к материалу профиля до того, как намотанный участок выходит из участка зацепления оправки. Таким образом, корд частично вставляют и приплавляют к профильному слою, и он способен очень точно фиксировать шаг зубьев при том, что получающийся в результате усиленный каркас по-прежнему зацепляют на оправке. Затем шаг точно поддерживают, даже когда каркас отцепляют от оправки, за счет обычно очень высокого модуля упругости на растяжение корда. Точная глубина канавки и точное расположение корда приводит к точно управляемой расчетной линии и PLD, что необходимо в особенности для зубчатых ремней. Важное преимущество настоящего способа заключается в том, что точная глубина корда может поддерживаться в материалах профиля, которые имеют изменения толщины или волнистость. Нагретый нож может прорезать канавку на точном расстоянии от поверхности оправки даже в рифленом материале. Таким образом, производят точную и равномерную PLD. Волнистость может быть вызвана, например, неравномерной усадкой материала профиля в процессе его образования.
[0054] Во время спиральной укладки корда нагреваемая лопатка 5 и направляющий ролик 6 для корда являются совместно подвижными с одной стороны профильного слоя до другой с помощью каретки 9. Перемещение каретки 9 синхронизируют с вращением оправки для обеспечения требуемого разнесения корда. Во время укладки корда корд также растягивают до заданного уровня для достижения правильной длины и шага ремня. Таким образом, устройство 19 для подачи корда может включать одну или более катушек или рулонов, связанное устройство натяжения или торможения и т.п., которое требуется. Также температура корда в зоне укладки корда может увеличиваться или регулироваться для удаления влажности, для регулирования или стабилизации результата расплавления или сплавления и/или минимизации влияния окружающих условий, таких как влажность или температура.
[0055] Следует понимать, что в результате сплавления корда для изготовления каркаса с требуемым PLD и натяжением в принудительно зацепляемом участке оправки участок усиленного каркаса, направляемый через буферную секцию 16, не требует значительного натяжения для поддержания разнесения корда, шага ремня при укладке корда или целостности каркаса, и также не требует намотки корда, что приводит к увеличивающимся силам натяжения по мере все большей намотки корда. Этот принцип исключает необходимость удержания каркаса при заданном натяжении (или увеличивающемся натяжении) при его отцеплении от оправки и делает процесс простым и очень эффективным по производительности, а также по размерной точности. Таким образом, исключается некоторое количество проблем, описанных с известными способами. Проблема ошибки шага или слабости секции соединения выше описанного известного второго способа исключена с помощью изобретения. Упор на намотку ремня на одной оправке для управления шагом (разнесением зубьев) представляет явное преимущество перед известными способами, обеспечивая значительно более низкую стоимость и более компактную конструкцию оборудования, обеспечивая более высокую эффективность использования материала, производительность труда и энергоэффективность, а также более точные размеры изделия, в особенности управление шагом на длинных, бесконечных, зубчатых ремнях. Разумеется, может быть использована определенная величина натяжения предпочтительно для обеспечения надлежащего направления ремня в буферной секции, как обсуждалось ранее.
[0056] Следует также понимать, что, согласно настоящему способу, корд полностью поддерживают посредством профильного слоя. Это также представляет явное преимущество перед известными способами, которые требуют маленьких вылетов или выступаний или выступов на каждом зубе оправки для подъема корда с поверхности оправки для требуемого PLD. Фиг. 9 показывает ремень 90, изготовленный таким известным способом, в котором корд 97 поддерживают посредством вылетов формы. Такие вылеты приводят к изгибам корда, которые могут ослаблять корд или приводить к преждевременному усталостному разрушению. Такие вылеты также приводят к обнажению корда на углублениях 92 от вылетов в опорной области 98 в готовом ремне 90, которые также могут представлять собой точки загрязнения и/или коррозии, вызывающие преждевременное разрушение ремня. Исключение вылетов также позволяет одному и тому же устройству производить ремни со множеством типов материала корда, диаметров корда и/или PLD. Традиционные способы, использующие вылеты, обычно требуют нового формовочного инструмента, чтобы приспосабливаться к изменению толщины корда. Также не представлялось возможным использование определенных материалов работающего на растяжение элемента, подобных стекловолокну, так как вылеты повреждают такой материал во время производства и эксплуатации ремней. Изобретение обеспечивает использование всех типов работающих на растяжение элементов на одном и том же инструменте посредством регулирования положения нагреваемого профилирующего устройства для образования канавок с возможностью управления PLD. “Инструмент” используется относительно оправки, т.е. специализированной формы, ограниченной (если по существу не измененной) с возможностью изготовления ремней, имеющей специальный профиль инструмента. Инструмент настоящего изобретения значительно более универсален, чем в известных способах.
[0057] Укладка корда дополнительно проиллюстрирована на Фиг. 3. На Фиг. 3 материал 1а профиля имеет зубья, прочно или крепко зацепленные в канавках 31 между зубьями 32 оправки 2. Зубья материала 1а профиля следует плотно зацеплять в канавках 31 оправки 2. Стрелка показывает направление вращения оправки 2. Нагретая лопатка 5 имеет профилированный край 36, который образует канавку 34 на обратной стороне профильного слоя 1а. Нагреваемая лопатка предпочтительно действует подобно резцу, так как она образует канавку из расплавленного материала. Направляющий ролик 6 для корда подает корд 7a, направляет и вжимает его в канавку 34 до возвращения материала канавки в твердое состояние. Следует регулировать расстояние между лопаткой и направляющим роликом для корда, скорость укладки корда и температуры так, чтобы поверхность материала профиля оставалась расплавленной или липкой до внедрения корда. Результатом является усиленный каркас 1b с кордом 7b, наплавленным на нем. В альтернативном варианте выполнения материал канавки может, наоборот, затвердевать до контакта корда с поверхностью канавки. В этом случае сам корд может подавать тепло для приплавления к материалу профиля, или может быть применен адгезивный или липкий материал для приплавления корда к материалу профиля для образования каркаса.
[0058] Также можно отметить, что некоторые известные способы требуют нагрева корда для приплавления его к термопластику. Такие способы в общем ограничивали металлическими кордами и использовали электрический нагрев. Настоящее изобретение обычно не требует такого нагрева корда и может применяться ко всем видам материалов растяжимого корда. Однако нагрев корда может обеспечивать увеличение скорости укладки корда, и он может легко быть обеспечен посредством нагрева корда до его поступления на направляющий ролик и/или нагрева направляющего ролика. Нагрев может быть обеспечен с помощью электричества или с помощью внешних нагревателей любого пригодного типа. Корд может быть вставлен приблизительно на 30-100% или 50-90% или на около двух третьих его толщины или в диапазоне от половины до одного диаметра корда, но это предпочтительно может регулироваться в зависимости от материала корда и профильного слоя, и диаметра корда, для получения требуемого PLD.
[0059] В других вариантах выполнения могут быть использованы несколько наматывающих головок для наложения множественных кордов. Например, S-образно и Z-образно скрученные корды могут быть уложены спирально вплотную. Наоборот, или в дополнение, множественные головки могут использоваться для изготовления множественных ремней из одной заготовки, оставляя бескордные промежутки между ремнями так, что ни один корд с края не виден, когда ремни разрезают в промежутках. Наоборот, корд может быть намотан, проскакивая промежутки без прерывания намотки, и далее корд может быть удален в промежутках до ламинирования, чтобы снова приводить к отсутствию корда с края после разрезания заготовки в промежутках. В отличие от этого, известные способы приводят к обнажению корда с края, как проиллюстрировано на Фиг. 9 кордом 91 с края.
[0060] Можно отметить некоторые альтернативные способы образования канавок. Вместо нагреваемого ножа может быть применена лазерная резка или профильное шлифование для образования канавки, в которую следует укладывать корд. Наоборот, может быть использована механическая резка ножом в совокупности с лазерным нагревом или инфракрасным нагревом, или горячим воздухом, или т.п. Канавка может быть образована непосредственно перед роликом для корда, как обсуждено выше, или канавка может быть образована на одном или более оборотов оправки до укладки корда. Канавка может быть образована даже в отдельной операции по всей заготовке до укладки корда. В последних случаях, если канавку не образуют непосредственно перед роликом для корда, поверхность канавки может быть нагрета, чтобы ее расплавлять, непосредственно до того, как корд укладывают в канавку, для достижения требуемого приплавления корда к материалу профиля, или корд может быть нагрет, или может быть использован адгезив или их совокупности.
[0061] Предложен другой способ наложения корда и обеспечения ламинирования в одной операции посредством использования мини-экструдера, который устанавливают на каретке 9 и который имеет кристалл, который выполнен с возможностью покрытия корда (одного или двух кордов) для направления корда через и наложения эластомерного материала вокруг него, достаточного по количеству и форме, для одновременного обеспечения укладки корда и ламинирующего материала для этой секции. Далее ламинирующий материал накладывают спирально одновременно с укладкой корда. Этап экструзии этого способа подобен процессу пултрузии кабеля, который обеспечивает дополнительное увеличение скорости и внедрения корда. Этот способ может быть применен в совокупности с лопаткой для нарезки канавок или без нее.
[0062] После окончания операции укладки корда накладывают материал 10 верхнего слоя с помощью этапа, на котором устанавливают вращение оправки с требуемой скоростью ламинирования и перемещают ламинирующий прижимной ролик 13 по направлению к оправке 2 так, что верхний слой 10 и усиленный каркас образуют зазор, где два материала, частично расплавленные нагревателем 11 для ламинирования, сжимают и соединяют вместе, образуя заготовку ремня. Признаки наложения корда не используют на этапе ламинирования, так что устройство для наложения корда может быть удалено или перемещено в сторону от оправки. Предпочтительно, нагреватель для ламинирования подводит тепло к каркасу и производит расплавление поверхности верхнего слоя и профильного слоя. Рабочие параметры скорости ламинирования и подвода тепла следует регулировать так, чтобы на обеих поверхностях возникал только тонкий расплавленный слой без сквозного плавления материала и утраты его формы. Оптимальная величина нагрева и плавления позволяет верхнему слою полностью связываться с каркасом и кордом, протекая вокруг еще не вставленного участка корда, но не нарушая расчетную линию и положение корда. Давление в зазоре должно быть равномерным, и его выбирают с возможностью предотвращения или исключения всех пузырьков.
[0063] Согласно варианту выполнения изобретения ламинатор может включать прижимную ленту, которая обматывается вокруг другого участка участка намотки оправки вместо одного прижимного ролика. Прижимная лента обеспечивает более длительный период времени применения сжатия для ламинирования, чем место захвата, для заданной скорости оправки. Ламинирование с прижимной лентой проиллюстрировано на Фиг. 10. Каркас 91, содержащий профильный слой, и спирально намотанный корд направляют вокруг оправки 2, где их принудительно зацепляют зацепляющим роликом 4. Свободный участок каркаса направляют через буферную секцию, содержащую направляющие ролики 95, 96 и 97. Прижимную ленту 92 направляют вокруг прижимного ролика 103, отводного ролика 93 и натягивающего ролика 94, таким образом обматывая вокруг участка оправки на позиции 92a. Прижимная лента может иметь гибкую стальную конструкцию. Система прижимной ленты является подвижной или удаляемой, как обозначено стрелками на роликах 103 и 93, так, что она не сталкивается с этапом намотки корда. Предпочтительно покрывать оправку нелипким покрытием для предотвращения прилипания материалов ремня к ленте. Пригодные нелипкие покрытия включают, например, фторполимеры, подобные политетрафтороэтилену, силиконовые полимеры и т.п. Верхний слой 10 может быть подан с подающего ролика, например, ламинирующего подающего ролика 104, и подан в зазор между прижимным роликом 103 и оправкой 2. Может быть использован нагреватель 102 для расплавления или размягчения поверхности материала 10 верхнего слоя так, что он будет протекать вокруг корда, когда его прижимают к каркасу 91 между прижимной лентой 92a и оправкой 2. Позиция 101 обозначает другое пригодное положение для нагревателя, чтобы также расплавлять поверхность профильного слоя в каркасе 91.
[0064] Согласно другому варианту выполнения изобретения, также проиллюстрированному на Фиг. 10, позиция 101 может обозначать дозирующее устройство для текучего ламинирующего материала вместо листового материала, подаваемого на ролик 104. Дозирующее устройство может представлять собой, например, экструдер для термопластичных материалов, таких как TPE или TPU, или шестеренчатый насос для жидких вулканизируемых резин, таких как силиконовые полимеры, литьевые полиуретаны или т.п. В этом случае прижимная лента может обеспечивать полость для формирования и формования верхнего слоя ремня с использованием таких материалов. Нагреватель может быть обеспечен вблизи участка 92a намотки прижимной ленты. Таким образом, может быть нагрета полость для вулканизации резины или для вулканизации основы из вулканизируемого резинового материала. Таким образом, прижимная лента обеспечивает температуру вулканизации, давление и время пребывания, необходимые для вулканизируемых материалов ремня. Таким образом, после одного полного цикла ламинирования каркаса производят готовый ремень 20. Прижимная лента может иметь текстуру поверхности или рельеф для того, чтобы наносить требуемую текстуру на верхний слой, т.е. на обратную сторону ремня.
[0065] Согласно другому варианту выполнения изобретения, проиллюстрированному на Фиг. 11, прижимной ролик 113 может иметь канавки для того, чтобы ламинировать профилированный верхний слой на каркас. Профилированный верхний слой может иметь такой же профиль, что и нижний слой (может быть использован даже одинаковый материал профиля), или могут быть использованы различные профили. Таким образом, на одном и том же оборудовании могут быть изготовлены двусторонние зубчатые ремни. Может быть необходимо управлять относительным выравниванием зубов между двумя сторонами ремня. В связи с этим оправка 2 и прижимной ролик 13 предпочтительно могут быть синхронизированы посредством системы с цепным или ременным приводом и/или системы передач или электронно. Фиг. 11 иллюстрирует один возможный механизм синхронизации, содержащий реверсивный механизм 114, приводимый в движение первым ремнем 116, приводимым в движение оправкой 2, и ведущий прижимной ролик 113 со вторым ремнем 115. Цель синхронизации может, например, заключаться в ламинировании верхнего слоя и каркаса с соответствующими линейными скоростями, основанными на расчетной линии корда. Проиллюстрированный привод на Фиг. 11 приблизительно показывает прижимной ролик с диаметром около половины диаметра оправки и, в связи с этим, с ремнем 116 с передаточным отношением 2:1 и ремнем 115 с передаточным отношением 1:1, чтобы приводить к соответствующим скоростям поверхности для прижимного ролика 113 и оправки 2. Возможны другие механизмы в зависимости от требуемого конечного результата. Например, ламинирующий ролик в любом из вариантов выполнения может иметь текстуру поверхности или рельеф для того, чтобы наносить требуемую текстуру на верхний слой, т.е. на обратную сторону ремня.
[0066] Согласно другому варианту выполнения изобретения, верхний слой может быть налит непосредственно на каркас без какого-либо внешнего сжатия (т.е. без прижимной ленты). Таким образом, жидкую, быстро вулканизирующуюся резину могут наносить на каркас за один или более оборотов оправки для намотки верхнего слоя. Этот способ может приводить к изменениям толщины вокруг ремня, в связи с чем операция шлифования или зачистки может быть предпочтительной для завершения ремня с требуемой однородностью толщины. В этом варианте литья краевые фланцы на оправке могут быть пригодны для предотвращения вытекания жидкой резины с оправки до вулканизации. Могут использовать любую пригодную резину при условии, что с помощью каркаса достигают пригодное склеивание. Могут использовать пенистые резины для достижения требуемой сжимаемости или мягкости верхнего слоя.
[0067] После производства заготовки ремня это же устройство могут выполнять с возможностью и использовать для шлифовки поверхности обратной стороны или, в противном случае, для механической обработки заготовки для обеспечения гладкого или специального выполненного рельефа на обратной поверхности. Дополнительно или в дополнение, обратную поверхность заготовки могут ламинировать с тканью с использованием описанного устройства и способа, например, для обеспечения конкретных характеристик трения, износа или шума. Наконец, на заготовку могут наносить печать или маркировать ее и/или разрезать на требуемую ширину ремня при вращении, установке или ином использовании варианта выполнения одного и того же устройства.
[0068] Согласно вариантам выполнения изобретения возможны несколько дополнительных признаков или вариантов выполнения. Например, для ускорения процесса несколько наматывающих головок для корда могут размещать на каретке 9, каждую на определенном расстоянии от следующей, например, согласно требуемой ширине ремня.
[0069] Способ и устройство также позволяет накручивать корд на каркас достаточно широко для множественных ремней, оставляя пространство, свободное от работающего на растяжение элемента, между каждым ремнем. Это пространство облегчает разрезание ремней и приводит к ремням без корда, обнаженного на краю разреза, т.е. без “корда с края”. Альтернативно корд могут наматывать на каркас с помощью непрерывного разнесенного корда или с помощью короткой секции корда, проскакивая пространство между ремнями. Затем корд могут удалять из пространства, где ширина ремня подлежит разрезанию. Удаление корда между ремнями до ламинирования верхнего слоя обеспечивает, что не обнажается никакой корд с края на краях разреза. Фиг. 4 иллюстрирует вариант выполнения устройства и способ, в котором несколько ремней подлежат отрезанию от одной заготовки ремня. Фиг. 4 показывает профильный слой 1 в участке намотки оправки 2 с кордом 7, накладываемым почти в конце этапа процесса намотки корда. Нагреваемая профильная лопатка 36 образует канавку 34 непосредственно до укладки в нее корда 7. Выполняют несколько промежутков 41 в слое растяжимого корда в соответствии с тем, где будут отрезать отдельные ремни от заготовки. Результатом после ламинирования и отрезания будут являться ремни без обнаженного корда с края и без обнаженного корда из-за вылетов. В других вариантах выполнения могут использовать различные материалы на профиле (например, для улучшения шумовой или нагрузочной характеристики) и на верхней стороне (например, для трения, внешнего вида, профилирования или т.п.). Подобным образом, могут использовать текстиль или ткань на профиле и/или на обратной стороне. Обратную сторону, вместо гладкой, также могут профилировать. Например, в этом случае ремень может представлять собой двусторонний синхронный ремень или совокупность синхронного и клинового ремня или поликлиновой ребристый ремень, который является одно- или двусторонним. Наоборот, ремень может представлять собой плоский ремень или иметь некоторый другой специальный профиль или профили.
[0070] Согласно варианту выполнения изобретения устройство для наложения корда может включать пару электродов, которыми могут быть ролики, вокруг которых перемещается корд, которые подают достаточный ток через корд для нагревания корда. В другом варианте выполнения устройство для наложения корда может подавать два или более токопроводящих концов корда поверх двух или более пар электродов, которые подают достаточный ток через все корды для нагревания кордов. Подаваемое тепло может быть достаточным для расплавления профильного слоя и вплавления кордов в профильный слой, когда корды приводят в контакт с ним. Токопроводящие корды включают стальные корды, корды из углеродного волокна и т.п.
[0071] Могут обеспечивать пригодные средства управления для автоматизации изобретательского устройства и способа. Например, могут применять автоматическое управление для зацепления, вращения и/или отцепления различных роликов, таких как оправка, направляющие ролики, ламинирующий ролик, направляющий ролик для корда и нагреваемая лопатка, каретка для корда/лопатки и т.п. Автоматическое управление могут применять с возможностью управления входом температуры и/или энергии нагреваемой лопатки, нагревателя для ламинирования и т.п. Автоматическое управление могут применять к различным связанным процессам финишной обработки, таким как шлифование, механическая обработка, маркирование, разрезание и т.п. Алгоритмы управления могут реализовывать программно и/или аппаратно. Если требуется, могут обеспечивать ручное вмешательство или работу в ручном режиме. Согласно варианту выполнения изобретения на этом же устройстве могут осуществлять автоматический подсчет количества зубьев на профильном слое для облегчения образования бесконечного профильного слоя. Подсчет зубьев может быть прямым, например, с использованием механического, оптического датчика или датчика близости для обнаружения зубьев; или косвенным, например, считая шаги от шагового двигателя и вычисляя счет зубьев от него. Соединение концов профильного слоя могут осуществлять на этом же устройстве.
[0072] Можно отметить несколько дополнительных преимуществ изобретения. Путем исключения и вылетов, и корда с края, ремень может быть полностью защищен от условий предполагаемого использования, что может требоваться для общественного питания или других применений «чистого ремня», требующих очистки, стерилизации или т.п. Также, полностью инкапсулированный работающий на растяжение элемент будет лучше защищен от коррозии и изгибания, что приводит к значительному увеличению срока службы. Таким образом, более дорогостоящие устойчивые к коррозии стальные проволоки могут быть заменены на более экономичную стальную проволоку.
[0073] Отдельное производство материала профиля и материала верхнего слоя имеет несколько преимуществ перед известными способами, где все образовывали и собирали на одном и том же устройстве. Отдельное производство позволяет изготавливать материалы профиля и верхнего слоя с оптимальными скоростями для экструзии, в общем намного быстрее, чем возможно при одновременном выполнении укладки корда. Отдельное производство также обеспечивает гораздо более легкую установку системы изготовления ремня на Фиг. 2 и гораздо более простую конструкцию этого устройства и более низкую капитальную стоимость. В частности, не требуются экструдер и традиционная формовочная прижимная лента и их приводная система. Значительно уменьшается время установки и улучшается использование материала корда, так как только один или два или относительно мало кордов необходимо вводить или устанавливать вместо до 100 и более концов корда на традиционном оборудовании для изготовления ремней с открытым концом.
[0074] При этом процессе возможна двойная намотка корда (например, и S-образная, и Z-образная) но очень затруднительно или скорее невозможно работать воспроизводимым образом в известных способах для длинных, бесконечных ремней, которые описаны выше, как четвертый известный способ. Как отмечено ранее, могут использоваться множественные одинарные или двойные наматывающие головки (например, одна головка или набор головок для каждой ширины ремня, изготавливаемой одновременно из одной заготовки ремня). Эти возможности будут значительно ускорять процесс, дополнительно уменьшая стоимость ремня. Намотка корда для бесконечных ремней может быть ограничивающим скорость этапом в процессе производства. Согласно вариантам выполнения изобретения этап намотки корда могут выполнять с линейными скоростями намотки в диапазоне от 5 до 50 метров в минуту с пригодным приплавлением корда к каркасу и надлежащим управлением PLD.
[0075] Изобретательский способ включает посадку принудительным и плотным образом материала профиля на оправку во время намотки посредством зацепляющих роликов 13 и 14 или пригодного натяжения. В одном варианте выполнения зубья профильного слоя наматывающегося участка материала профиля плотно сажают в соответствующие канавки оправки в участке намотки. Эта плотная посадка вместе с точной механической обработкой профиля оправки и в сочетании с управлением положением корда помогает обеспечивать последовательное управление шагом и длиной шага, получающегося в результате ремня, также в области соединения или сращения профильного слоя. Предпочтительно изготавливать бесконечный профильный слой первоначально немного короче длины конечного ремня для обеспечения растяжения профильного слоя с возможностью удержания крепкой посадки на оправке, а не сжатия, как было бы в случае, когда профильный слой длиннее, чем номинальный шаг оправки. Окончательным шагом ремня и длиной шага для зубчатого ремня управляет процесс укладки корда и оправка. Другие известные способы изготовления ремня, включающие две оправки, включают больший риск, что шаг ремня не будет постоянным, в особенности в области соединения.
[0076] В качестве примера выполнили вариант выполнения устройства, имеющий оправку около 400 мм шириной и около 320 мм в диаметре. Материал непрерывного профиля произвели автономно, разрезали по длине (в опорной области), а концы соединили с использованием ленты в опорной области или путем ультразвуковой сварки. Подсчет зубов автоматизировали с помощью шагового двигателя на приводе для оправки и связанного программного обеспечения для подсчета шагов. Бесконечные зубчатые ремни на основе TPU, усиленные стальным, стеклянным или арамидным растяжимым кордом и дополнительно с покрывающей зубья нейлоновой тканью изготавливали на одной и той же оправке с длинами ремня, находящимися в диапазоне от около одного метра до 30 метров в длине. Оправку могут вращать по меньшей мере с двумя очень разными скоростями: высокой скоростью (выбираемой в диапазоне от около 5 до 50 метров в минуту) для намотки корда на профильный слой и низкой скоростью (выбираемой в диапазоне от 0,1 до 2 метров в минуту) для ламинирования верхнего слоя к усиленному каркасу. Нагреваемая профильная лопатка и нагреватель для ламинирования были способны к недолгому, быстрому нагреванию с использованием уставки температуры между 250 и 500°C. Температура лопатки такова, что время воздействия во время контакта между лопаткой и материалом профиля является достаточным для расплавления поверхности, как раз достаточного для операции сплавления корда. Изменение PLD регулировали в 30 мкм.
[0077] Пробные длинные бесконечные зубчатые ремни испытывали в сравнении с ремнями подобного профиля и длиной, изготовленными другими способами. Прочность на растяжение аналогична для ремней с одинаковым типом растяжимого корда, как и следовало ожидать. Динамическое испытание ремня показало улучшения в изобретательских ремнях перед другими ремнями, которые объяснены улучшенным управлением шагом, возникающим в результате изобретательского процесса и устройства.
[0078] Системы и способы изобретения, описанные здесь, также могут быть использованы для изготовления бесконечных гусениц для использования в системах с гусеничным приводом для различных типов транспортных средств с гусеничным приводом, включающих без ограничения снегоходы, тракторы-снегоходы и другие транспортные средства, военные транспортные средства, транспортные средства для строительства, автоматику и т.п. Примеры такой бесконечной гусеницы раскрыты в патенте США 3338107, выданном Kiekhaifer, патенте США 8033619, выданном Bellemare, и патенте США 7090312, выданном Soucy, и др., содержание которых таким образом включено сюда путем ссылки. Гусеница может иметь последовательность внутренних ведущих выступов, которые могут быть образованы и зацеплены на оправке образом, подобным зубьям на зубчатом ремне, как описано здесь. Подобным образом, гусеница может иметь последовательность внешних выступов для зацепления, которые могут быть образованы образом, подобным зубьям на двустороннем зубчатом ремне, как также описано здесь. В других вариантах выполнения гусеница может включать основной ремень, образованный с помощью систем и способов изобретения, описанных здесь, после чего на него крепятся внутренние и/или внешние выступы.
[0079] Несмотря на то, что настоящее изобретение и его преимущества были подробно описаны, следует понимать, что здесь могут быть выполнены различные перемены, замены и изменения без отклонения от объема охраны изобретения, который определен приложенной формулой изобретения. Более того, объем охраны настоящей заявки не предназначен быть ограниченным особыми вариантами выполнения процесса, машины, производства, смеси веществ, средств, способов и этапов, описанными в спецификации. Как легко будет понятно специалисту в области техники из раскрытия настоящего изобретения, процессы, машины, производство, смеси веществ, средства, способы или этапы, в настоящее время существующие или разработанные позже, которые выполняют по существу такую же функцию или достигают по существу такого же результата, как и соответствующие варианты выполнения, описанные здесь, могут быть использованы согласно настоящему изобретению. Соответственно, приложенная формула изобретения предназначена включать в ее объем охраны такие процессы, машины, производство, смесь веществ, средства, способы или этапы. Изобретение, раскрытое здесь, может применяться пригодным образом при отсутствии любого элемента, который здесь особенно не раскрыт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОМКНУТОГО ТЕРМОПЛАСТИЧНОГО РЕМНЯ | 2012 |
|
RU2570029C1 |
| СПОСОБ ОБРАЗОВАНИЯ ЗВЕЗДОЧКИ | 2013 |
|
RU2603517C2 |
| ПЕРЕДАЧА С СИНХРОННЫМ ПЛОСКИМ РЕМНЕМ | 2008 |
|
RU2461754C2 |
| СИСТЕМА РЕМЕННОГО ПРИВОДА | 2005 |
|
RU2355924C1 |
| РЕМЕНЬ БЕССТУПЕНЧАТО-РЕГУЛИРУЕМОЙ ПЕРЕДАЧИ | 2010 |
|
RU2514525C2 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1986 |
|
SU1426835A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА | 2011 |
|
RU2575082C2 |
| ЭЛЕКТРОПРОВОДЯЩИЙ РЕМЕНЬ ДЛЯ ПЕРЕДАЧИ МОЩНОСТИ | 2015 |
|
RU2645543C1 |
| РЕМЕНЬ С ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 2002 |
|
RU2265762C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕЛАТИ ИЗ КОМПАЗИЦИОННОГО МАТЕРИАЛА, ПОЛУЧАЕМОЙ НАЛОЖЕНИЕМ СЛОЕВ УСИЛИВАЮЩИХ ВОЛОКОН, ПРИЖИМАЕМЫХ К ОПРАВКЕ | 2010 |
|
RU2531175C2 |
Изобретение относится к системе и способу для изготовления бесконечных ремней. Система содержит бесконечный профильный слой, имеющий периферию, профиль ремня на внутренней стороне и верхнюю сторону. Компонент для подачи материала верхнего слоя, пригодного для ламинирования на верхней стороне профильного слоя. Компонент для подачи непрерывного растяжимого корда, пригодного для спиральной намотки вокруг указанного профильного слоя и внедрения между профильным слоем и верхним слоем. Устройство содержит вращаемую цилиндрическую оправку, имеющую профиль оправки, ответный профилю ремня, и периферию, меньшую периферии профильного слоя так, что в любой момент времени только участок профильного слоя может быть зацеплен с оправкой. Зацепляющий ролик расположен смежно с оправкой для прижатия профильного слоя на оправку, вызывая зацепление при намотке профильного слоя на участке намотки оправки во время вращения оправки. Изобретение обеспечивает повышение качества получаемых изделий. 2 н. и 34 з.п. ф-лы, 11 ил.
1. Система изготовления бесконечного, усиленного, многослойного ремня (20), содержащая:
бесконечный профильный слой (1), имеющий периферию, профиль ремня на внутренней стороне и верхнюю сторону (10);
компонент для подачи материала (12) верхнего слоя, пригодного для ламинирования на указанной верхней стороне указанного профильного слоя;
компонент для подачи непрерывного, растяжимого корда (19), пригодного для спиральной намотки вокруг указанного профильного слоя и внедрения между указанным профильным слоем и указанным верхним слоем; и
устройство, содержащее:
вращаемую цилиндрическую оправку (2), имеющую профиль оправки, ответный указанному профилю ремня, и периферию, меньшую периферии указанного профильного слоя так, что в любой момент времени только участок указанного профильного слоя может быть зацеплен с указанной оправкой; и
зацепляющий ролик (3, 4), расположенный смежно с указанной оправкой для прижатия указанного профильного слоя на указанную оправку, вызывая зацепление при намотке указанного профильного слоя на участке намотки оправки во время вращения оправки.
2. Система по п. 1, дополнительно содержащая:
устройство (6) для наложения корда, позиционируемое смежно с указанной оправкой для спирального наложения указанного растяжимого корда на указанный профильный слой в указанном участке намотки при заданном спиральном разнесении так, что указанный корд прочно прикрепляется к указанному профильному слою до отцепления получающегося в результате участка усиленного каркаса от участка намотки оправки; и
ламинатор, позиционируемый смежно с указанной оправкой для наложения и прикрепления указанного материала верхнего слоя к указанному усиленному каркасу в указанном участке намотки оправки для покрытия указанного спирально наложенного корда и завершения указанного ремня.
3. Система по п. 1, дополнительно содержащая:
отводной ролик, расположенный смежно с указанной оправкой противоположно указанному зацепляющему ролику для отцепления любого из указанного профильного слоя от указанного участка намотки оправки во время вращения оправки.
4. Система по п. 1, дополнительно содержащая:
один или более направляющих роликов, расположенных удаленно от указанной оправки, вокруг которых направляется свободный участок указанного бесконечного профильного слоя.
5. Система по п. 4, содержащая множество указанных направляющих роликов.
6. Система по п. 2, в которой указанный ламинатор содержит:
ламинирующий ролик, смежный с указанным участком намотки, образующий зазор между указанной оправкой и указанным ламинирующим роликом; и
нагреватель для ламинирования, выполненный с возможностью обеспечения энергии для плавления по меньшей мере к одной поверхности одного или обоих листов материала верхнего слоя и каркаса.
7. Система по п. 2, в которой указанное устройство для наложения корда содержит:
нагреваемый резец, установленный с возможностью перемещения смежно с указанным участком намотки для поперечного перемещения в аксиальном направлении относительно указанной оправки и для прорезания нагретой канавки заданной глубины в указанном профильном слое; и
направляющую для укладки корда, выполненную с возможностью укладки корда в указанную нагретую канавку для приплавления указанного корда к указанному профильному слою, причем указанная направляющая для укладки установлена с возможностью поперечного перемещения совместно с указанным резцом.
8. Система по п. 7, в которой указанное устройство для наложения корда вжимает указанный корд менее, чем полностью, в указанный профильный слой.
9. Система по п. 7, в которой указанное устройство для наложения корда содержит:
направляющую для укладки двойного корда для спиральной укладки бок о бок двух кордов; и при этом профильная лопатка выполнена с возможностью образования двух канавок для одновременной укладки и наплавления указанных двух кордов на указанный профильный слой.
10. Система по п. 2, дополнительно содержащая один или более дополнительных устройств для наложения корда для одновременной спиральной укладки и наплавления корда на две или более аксиально разнесенные секции участка намотки.
11. Система по п. 2, дополнительно содержащая привод для оправки, имеющий по меньшей мере две различные скорости, включая более быструю скорость для намотки корда указанным устройством для наложения корда и более низкую скорость для ламинирования указанным ламинатором.
12. Система по п. 1, в которой ремень представляет собой зубчатый ремень, профильный слой имеет множество зубьев, а оправка имеет канавки, выполненные с возможностью плотного сопряжения с указанными зубьями.
13. Система по п. 12, дополнительно содержащая счетчик зубьев для определения количества зубьев в указанном бесконечном профильном слое.
14. Система по п. 12, в которой указанная периферия оправки имеет по меньшей мере на один зуб меньше, чем количество зубьев в указанном профиле ремня.
15. Система по п. 12, в которой указанный бесконечный профильный слой содержит соединение в опорной области.
16. Система по п. 12, в которой указанный верхний слой имеет профиль зуба на одной стороне, а указанный ремень представляет собой двусторонний зубчатый ремень.
17. Система по п. 1, в которой указанный участок намотки занимает от 45 до 315 градусов периферии оправки.
18. Система по п. 2, в которой указанное устройство для наложения корда подает два или более токопроводящих концов корда поверх пары электродов, которые подают достаточный ток через корды для нагрева кордов.
19. Система по п. 2, в которой указанный ламинатор содержит прижимную ленту, направляемую вокруг по меньшей мере трех шкивов и частично обматывающуюся вокруг указанной оправки.
20. Система по п. 19, дополнительно содержащая дозирующее устройство для протекания ламинирующего материала на указанный каркас между указанным каркасом на указанной оправке и указанной прижимной лентой.
21. Система по п. 1, в которой ремень представляет собой гусеницу для приводной системы гусеничного транспортного средства.
22. Способ изготовления бесконечного, усиленного, многослойного ремня, включающий этапы, на которых:
обеспечивают бесконечный профильный слой, имеющий периферию, профиль ремня на внутренней стороне и верхнюю сторону;
обеспечивают подачу материала верхнего слоя, пригодного для ламинирования на указанной верхней стороне указанного профильного слоя;
обеспечивают подачу непрерывного, растяжимого корда, пригодного для спиральной намотки вокруг указанного профильного слоя и внедрения между указанным профильным слоем и указанным верхним слоем; и
зацепляют участок намотки указанного профильного слоя на участке вращаемой цилиндрической оправки, имеющей профиль оправки, ответный указанному профилю ремня, и периферию, меньшую периферии указанного профильного слоя, посредством принудительного зацепления указанного профильного слоя на указанной оправке; и
при этом оставшийся свободный участок профильного слоя не зацепляют на указанной оправке.
23. Способ по п. 22, в котором указанное зацепление осуществляют прижатием указанного профильного слоя на указанную оправку зацепляющим роликом.
24. Способ по п. 22, дополнительно включающий этап, на котором:
спирально накладывают при заданном спиральном разнесении корда указанный растяжимый корд на указанный профильный слой устройством для наложения корда, расположенным смежно с указанным участком намотки указанной оправки так, что указанный корд прочно прикрепляется к указанному профильному слою до отцепления получающегося в результате участка усиленного каркаса от участка намотки оправки; и
накладывают и прикрепляют указанный материал верхнего слоя к указанному усиленному каркасу ламинатором, расположенным смежно с указанным участком намотки указанной оправки, для покрытия указанного спирального корда и завершения указанного ремня.
25. Способ по п. 22, в котором оставшийся свободный участок любого из указанного профильного слоя, каркаса и заготовки ремня отцепляют от указанной оправки отводным роликом при вращении указанной оправки.
26. Способ по п. 22, дополнительно включающий этап, на котором:
направляют свободный участок указанного профильного слоя вокруг одного или более направляющих роликов.
27. Способ по п. 26, в котором указанные направляющие ролики содержат множество роликов.
28. Способ по п. 22, в котором указанный этап наложения и прикрепления включает этапы, на которых:
нагревают для расплавления по меньшей мере одну поверхность указанного верхнего слоя; и
прижимают указанный верхний слой на указанный каркас смежно с указанным участком намотки.
29. Способ по п. 22, в котором указанный этап наложения и прикрепления включает этапы, на которых:
подводят тепло к одной поверхности листа верхнего слоя и каркаса вблизи зазора между ламинирующим роликом и указанной оправкой; и
сжимают указанным ламинирующим роликом в указанном зазоре для сплавления вместе указанного верхнего слоя и указанного каркаса в указанном участке намотки.
30. Способ по п. 22, в котором указанный этап наложения и прикрепления включает этап, на котором наносят адгезив по меньшей мере на одну поверхность указанного верхнего слоя или каркаса и сжимают указанный верхний слой и каркас вместе.
31. Способ по п. 22, в котором указанный этап обеспечения бесконечного профильного слоя включает этапы, на которых образуют профильный материал в отдельной непрерывной операции, отрезают заданную длину образованного таким образом непрерывного профильного материала и соединяют концы указанной длины материала профиля для образования указанного бесконечного профильного слоя.
32. Способ по п. 31, в котором указанные материалы представляют собой термопластичные эластомеры.
33. Способ по п. 31, в котором указанный профильный материал и указанный материал верхнего слоя имеют одинаковый состав.
34. Способ по п. 31, в котором указанный профильный материал и указанный материал верхнего слоя имеют различные составы.
35. Способ по п. 22, в котором указанный профильный слой включает множество зубьев ремня на одной стороне, а указанная оправка имеет канавки для зацепления с указанными зубьями путем плотной посадки, тем самым образуя зубчатый ремень.
36. Способ по п. 22, дополнительно включающий по меньшей мере один дополнительный этап финишной обработки, выполняемый на заготовке ремня при установке на указанной оправке и направляющих, причем указанный этап выбирают из шлифования, механической обработки, маркирования и резания.
| DE 19544885 A1, 05.06.1997 | |||
| WO 9722461 A2, 26.06.1997 | |||
| DE 102005044988 A1, 22.03.2007 | |||
| Устройство для изготовления клиновых ремней | 1974 |
|
SU556047A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ РЕМНЕЙ | 1991 |
|
RU2009039C1 |

