ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к структурам для использования в промышленных тканях, таких как одежда бумагоделательной машины и технические ткани. Более конкретно, эти структуры содержат по меньшей мере один упругий элемент, который может быть сжимаемым и эластичным в направлении толщины и эластичным в продольном направлении, и относительно неупругие функциональные нити в различных рисунках. Такие структуры имеют как высокую степень сжимаемости под действием приложенной перпендикулярно нагрузки, так и превосходное восстановление (эластичность или способность отпружинивать) после снятия этой нагрузки.
УРОВЕНЬ ТЕХНИКИ
Промышленные ткани являются бесконечными структурами в форме бесконечной петли, такой как петля, используемая как формующая, прессовая или сушильная ткань (одежда бумагоделательной машины), а также в качестве технологической ленты, такой как лента для башмачного пресса, каландра или транспортерная лента, используемая на бумагоделательной машине. Кроме того, промышленные ткани означают ткани, используемые в операциях финишной обработки текстиля. Промышленные ткани также включают в себя иные бесконечные ленты, где требуется высокая степень сжимаемости и эластичности.
В то время как в настоящем описании рассматриваются по большей части процессы бумажного производства, следует понимать, что применение изобретения этим не ограничивается.
В этом отношении, например, в процессе бумажного производства целлюлозное полотно формуют нанесением волокнистой пульпы, т.е. разбавленной водой целлюлозной массы, на движущуюся формующую ткань в формующей части бумагоделательной машины. Большая часть воды дренирует из целлюлозной массы сквозь формующую ткань, при этом на поверхности формующей ткани формуется бумажное полотно.
Только что сформованное бумажное полотно проходит из формующей части в прессовую часть, которая содержит ряд вальцовых прессов. Бумажное полотно проходит между валами вальцовых прессов, поддерживаемое прессовой тканью, или, как это часто бывает, полотно пропускают между двумя такими тканями. Между валами пресса бумажное полотно подвергается прессованию, благодаря чему происходит его обезвоживание, которое приводит к слипанию целлюлозных волокон, в результате которого оно превращается в бумажный лист. Влага впитывается прессовой тканью или тканями и в идеальном случае не попадает обратно на бумажный лист.
В заключение бумажный лист транспортируют в сушильную часть, содержащую, по меньшей мере, один ряд вращающихся сушильных барабанов или цилиндров, нагретых изнутри паром. Только что формованный бумажный лист перемещается последовательно вокруг каждого барабана в ряду по змеевидной траектории, плотно прижимаемый сушильной тканью к поверхности барабанов. Путем испарения нагретые барабаны уменьшают содержание воды в бумажном листе до требуемого уровня.
Следует заметить, что все формующие, прессовые и сушильные ткани принимают форму бесконечных петель при установке на бумагоделательной машине и работают наподобие конвейеров. Также следует заметить, что производство бумаги - это непрерывный процесс, который выполняется на значительных скоростях. Более конкретно, волокнистую пульпу непрерывно наносят на формующую ткань в формующей части, в то же время только что изготовленное бумажное полотно непрерывно сматывают в рулоны после того, как оно выходит из сушильной части.
Ткани основания, составляющие значительную часть выше рассмотренных тканей, принимают много различных форм. Например, они могут быть вытканы или бесконечными, или гладкими с последующим формированием в виде бесконечной петли с помощью текстильного шва с использованием одного или более слоев нитей, ориентированных в машинном (MD) и поперечном (CD) направлениях. Кроме того, в таких тканях может быть использован так называемый шов под шпильку, формируемый также из слоев нитей, ориентированных в машинном и поперечном направлениях, для того, чтобы обеспечить установку ткани на бумагоделательной машине. Кроме того, ткани основания могут быть ламинированы размещением одной ткани основания внутри бесконечной петли, сформированной другой тканью основания, и соединением или ламинированием их вместе с использованием различных известных средств, таких как прошивание штапельного волокнистого холста через обе ткани основания для соединения их друг с другом.
В одежде бумагоделательной машины, в частности прессовых тканях, используемой в прессовой части бумагоделательной машины, ткань содержит одну или более «структур основания», сформированных из нитей и штапельного волокнистого холста, вшитого обычно по меньшей мере в поверхность, соприкасающуюся с листом. Прессовая ткань имеет начальную толщину, массу и соответствующий объем пустот (объем, вычисленный на основании этой массы и толщины), который равен влагоемкости. Они также имеют измеряемую контактную поверхность.
Так как прессовые ткани подвергаются перпендикулярным нагрузкам (перпендикулярно плоскости ткани при эксплуатации), когда она проходит через одну или более зон контакта вальцовых прессов, ткань имеет объем сжатых пустот, а также контактную поверхность. Тогда как прикладываются различные усилия для изменения степени прессования, прессовые ткани постепенно со временем становятся тоньше после того, как они миллион раз подверглись сжатию в зоне контакта вальцовых прессов. Со временем их убирают по разным причинам, таким как: недостаточная влагоемкость ткани, наличие вибраций при прессовании или прессовая ткань оставляет на полотне отпечатки. По истечении срока службы их снимают и заменяют на новые.
Новые ткани также со временем разрушаются, когда плотность ткани становится не идеальной, и влагоемкость становится меньше оптимальной. Соответственно идеальная прессовая ткань - это та, которая имеет примерно постоянные или неизменные эксплуатационные характеристики (например, влагоемкость) до тех пор, пока ее не уберут с бумагоделательной машины.
Предпринимались разные попытки улучшения характеристик прессовых тканей, в частности сжимаемости и эластичности. Один способ заключается во включении «упругих» нитей в структуры. Один такой пример описан в заявке PCT WO 2004/072368 A1. Однако существуют недостатки такого способа. Сжимаемость обеспечивается только благодаря упругой части нити (в направлении толщины) и, следовательно, этим ограничивается. Так как могут быть использованы нити большего размера, со временем при эксплуатации происходит сокращение ткани. Кроме того, нити большого размера тяжелые и могут вызвать нежелательное нанесение отпечатков на полотно. Если большие нити являются нитями типа оболочка/сердцевина, всегда существует опасность отслоения оболочки от сердцевины. Наконец, степень сжимаемости ткани ограничена максимальным значением фракции нитей определенного диаметра.
Другой пример описан в заявке на патент США №2007/0163741 A1, в котором набор выполненных с возможностью сжатия нитей типа оболочка/сердцевина прикреплен к обратной стороне сшитой прессовой ткани. Описано, что оболочка - эластомерная и может гасить вибрации. Кроме того, описано, что плотность только сердцевины нити может составлять 200-2000 денье, и общий диаметр нити составляет 0,3-1,2 мм. Использование нитей таких размеров может быть ограничено из-за веса и потенциальной возможности оставлять отпечатки на полотне.
Другой пример описан в патенте США №4,350,731, в котором описано использование изготавливаемых свертыванием нитей для изготовления выполненной с возможностью сжатия структуры прессовой ткани. Далее, степень сжимаемости и восстановления зависит только от эластомерных слоев оболочки, изготавливаемых свертыванием.
Другой пример структуры такого типа описан в патенте Великобритании №2,197,886. В этом патенте раскрыты сжимаемые нити, которые некоторым образом чередуются с нитями, несущими функциональную нагрузку (нагрузку растяжения) с обеспечением под действием перпендикулярной нагрузки плотности, квазиоднослойной структуры основания без «мест переплетения нитей» и с длинными перекидными нитями для создания квазиоднородной структуры основания без мест пересечения.
Еще один пример раскрыт в патенте США №5,087,327, выданном Hood, который относится к неоднородной нити для использования в производстве тканей для бумагоделательной машины. Неоднородная нить содержит растворимую сердцевину, окруженную слоем нерастворимого моноволокна.
Еще один пример раскрыт в патенте США №5,597,450, который относится к сушильной ткани для бумагоделательной машины, содержащей полые термопластические моноволокна в поперечном направлении.
Еще один пример раскрыт в публикации на патент США №2002/0100572, который относится к ткани для бумагоделательной машины, содержащей конструкцию нитей со стержневыми элементами, которые оказывают сопротивление горизонтальному, вертикальному и скручивающему отклонению, а также сжатию при взаимном переплетении. Нити имеют некруглые поперечные сечения, такие как в форме стержневого элемента с профилем в виде буквы “I”, “H” и стержневого элемента с профилем в виде коробки.
Еще один пример раскрыт в патенте США №4,781,967. Такая структура считается относительно несжимаемой, так как уложенные наборы нитей не сжимаются и не перемещаются относительно какого-либо другого слоя. Другими словами, когда нагрузка приложена перпендикулярно к плоскости указанной структуры, происходит незначительное изменение толщины, за исключением деформации нитей, которая является постоянной. Если эластомерный материал используется в качестве нитей всего слоя (в направлении толщины), сжимаемость структуры ограничена частью диаметра этой нити.
Еще один пример описан в патенте США №4,555,440. Такая структура считается несжимаемой, так как здесь происходит незначительное изменение толщины под действием перпендикулярной нагрузки или при снятии этой нагрузки.
Включение «упругих» нитей (в направлении толщины или радиальном направлении) в ткани влияет до некоторой степени на их эластичность или способность отпружинивать этих тканых структур при снятии этой перпендикулярной нагрузки. Далее, при использовании этих нитей степень сжимаемости и пружинистое восстановление обратно ограничены максимум частью диаметра нитей.
Как выше указано, из-за ограниченной эластичности прессовые ткани имеют относительно большой объем пустот для удержания воды, когда они новые, больше, чем требуется в идеальном случае. Они будут уплотняться и на время достигнут оптимальных рабочих характеристик. Однако так как они имеют ограниченную эластичность, они продолжают сжиматься, вызывая, в конечном счете, необходимость снятия и замены вследствие отсутствия водоотведения, формирования отпечатков на листе, вибраций в процессе прессования или вследствие некоторых других нежелательных рабочих характеристик.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно главной задачей настоящего изобретения является создание структуры основания, выполненной по существу с возможностью большего сжатия и более эластичной, чем известные структуры, которая сохраняет свою сжимаемость и эластичность в течение всего срока службы.
В этом отношении настоящим изобретением предложена поддерживающая структура основания, в которой сочетается по меньшей мере один упругий элемент с превосходной сжимаемостью и эластичностью по меньшей мере с одним слоем из относительно неупругих функциональных нитей в различных рисунках, для использования в качестве структуры как таковой или по меньшей мере в качестве слоя поддерживающей структуры основания в одежде бумагоделательной машины, промышленных лентах для обеспечения обработки, лентах, используемых для финишной обработки текстиля и других лентах, где требуется высокая степень сжимаемости и эластичности.
Упругая нетканая экструдированная пленка или лист, который определен как упругий, эластичный и сжимаемый в направлении толщины и расширяемый, гибкий и эластичный в его продольном и поперечном направлениях, необходим для всех вариантов реализации, рассмотренных в настоящем описании. Упругая нетканая экструдированная пленка или лист может быть перфорирован для содержания множества сквозных отверстий, распределенных в предопределенном симметричном рисунке или в случайном асимметричном рисунке. Упругая нетканая экструдированная пленка или лист может содержать любой упругий материал, такой как термопластический полиуретан (TPU) или любой другой упругий материал. Примеры материалов, демонстрирующих хорошие свойства упругости, содержат, без ограничения, полимеры, такие как полиуретан, резина, силикон или полимеры, продаваемые под торговыми марками Lycra® Invista или Estane® Lubrizol. Сквозные отверстия, сформированные в упругой нетканой пленке или листе, могут иметь круговую или некруговую форму соответствующего размера. Некруговые формы могут охватывать, без ограничения, квадратную, прямоугольную, треугольную, эллиптическую, трапецеидальную, гексагональную и другие многоугольные формы.
В первом варианте реализации использована структура в ее самом простом виде, которая может быть описана следующим образом. Слой (1), который является верхним слоем, представляет собой набор параллельных функциональных нитей. Функциональные нити могут охватывать нити любого типа, известные специалистам в данной области техники. Например, если они ориентированы в машинном направлении или направлении движения, они могут быть нитями, несущими нагрузку растяжения. Для структуры прессовой ткани в качестве полимера полиамид будет предпочтительным. Функциональные нити могут быть выполнены любого размера, формы, сформированы из любого материала или сформированы в соответствии с требованиями конкретного применения, известного специалистам в данной области, например функциональные нити могут иметь круглое или некруглое сечение, включая без ограничения квадратное, прямоугольное, трехугольное, эллиптическое, трапециевидное, гексагональное и другой многоугольной формы. Следующий слой (2) представляет собой необходимую эластичную нетканую экструдированную пленку или лист. Третий слой (3) также является параллельным набором функциональных нитей, расположенных на противоположной стороне слоя (2), однако нити в слое (3) расположены таким образом, что каждая нить в слое (3) лежит в промежутке между двумя соседними нитями в слое (1), вызывая так называемое «гнездование». Слои структуры могут быть скреплены вместе любым способом, известным специалисту в данной области техники. Например, они могут быть прикреплены с использованием волоконного слоя, как описано в вышеуказанном патенте США №4,781,967, ссылка на который означает, что его содержание полностью включено в текст настоящего описания, или нити одного слоя могут быть прикреплены к нетканой эластичной экструдированной пленке или листу соседнего слоя в точке касания нитей с экструдированной пленкой или листом посредством применения клеев, клеящих веществ или с использованием способа термического сплавления/ сварки, известного специалистам в данной области.
Следует отметить, что системы (1) и (3) нитей могут быть одинаковыми или они могут отличаться материалом, формой и т.д. Только необходимо, чтобы нити в слое (3) были расположены на расстоянии друг от друга для того, чтобы соответствующим образом входить между соседними нитями в слое (1), и наоборот.
Кроме того, следует отметить, что между количеством нитей слоев (1) и (3) не обязательно должно быть задано отношение один к одному, и количество нитей в слое (3) может составлять только часть нитей в слое (1), и наоборот. Например, слой (3) может содержать только половину нитей слоя (1), так что остаются промежутки между нитями в слое (3) при эксплуатации, создавая дополнительный объем пустот/влагоемкость/способность удалять воду.
Также могут быть прикреплены другие функциональные слои, например, путем наслаивания для повышения функциональности или характеристик конечной структуры. Например, по меньшей мере один набор нитей, ориентированных в поперечном направлении, может быть прикреплен сверху слоя (1) или снизу слоя (3) для обеспечения прочности в поперечном направлении. Нити одного слоя, ориентированные в поперечном направлении, могут быть присоединены к поверхности смежного слоя в местах их соприкосновения путем использования клеев, клеящих веществ или способов термического сплавления/сваривания, известных специалистам в данной области техники. По меньшей мере один слой волокнистой холстовой ткани может быть приложен к такой структуре со стороны контакта с полотном и/или со стороны контакта с деталями машин способами, известными для специалистов в данной области техники, для усиления связанности между слоями. В качестве дополнительного примера функциональное покрытие может быть нанесено на одну или обе стороны структуры, например, для улучшения устойчивости к загрязнению и/или истиранию.
Соответственно один типовой вариант реализации настоящего изобретения представляет собой сжимаемую эластичную промышленную ткань, содержащую по меньшей мере один слой из упругой нетканой экструдированной пленки или листа, в котором нетканая экструдированная пленка или лист является упругим, эластичным и сжимаемым в направлении толщины и расширяемым, гибким и эластичным в продольном и поперечном направлениях, и по меньшей мере два слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), прикрепленных по обе стороны нетканой экструдированной пленки или листа для обеспечения возможности «гнездования» параллельных MD нитей из одного слоя между параллельными MD нитями другого слоя. Ткань может также содержать по меньшей мере один слой из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), прикрепленный с внешней стороны по меньшей мере двух слоев из параллельных нитей, ориентированных в машинном направлении (MD).
Другой типовой вариант реализации настоящего изобретения представляет собой сжимаемую эластичную промышленную ткань, содержащую (a) первый слой из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), (b) второй слой из упругой нетканой экструдированной пленки или листа, в котором упругая нетканая экструдированная пленка или лист является упругим, эластичным и сжимаемым в направлении толщины и расширяемым, гибким и эластичным в его продольном и поперечном направлениях, (c) третий слой из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), (d) четвертый слой из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), (e) пятый слой из упругой нетканой экструдированной пленки или листа, (f) шестой слой из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), и (g) седьмой слой из упругой нетканой экструдированной пленки или листа.
Еще один вариант реализации настоящего изобретения представляет собой способ формирования сжимаемой эластичной промышленной ткани. Способ содержит обеспечение по меньшей мере одного слоя из упругой нетканой экструдированной пленки или листа, в котором нетканая экструдированная пленка или лист является упругим, эластичным и сжимаемым в направлении толщины и расширяемым, гибким и эластичным в его продольном и поперечном направлениях; и прикрепление по меньшей мере одного слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), к верхней и нижней поверхности нетканой экструдированной пленки или листа. Кроме того, способ может содержать этап прикрепления известными в уровне техники способами по меньшей мере одного слоя из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), сверху или снизу по меньшей мере одного слоя из параллельных нитей, ориентированных в машинном направлении (MD).
Еще один вариант реализации настоящего изобретения представляет собой способ формирования сжимаемой эластичной промышленной ткани. Способ содержит (a) обеспечение первого слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), (b) прикрепление второго слоя из упругой нетканой экструдированной пленки или листа сверху первого слоя, причем нетканая экструдированная пленка или лист является упругим, эластичным и сжимаемым в направлении толщины и расширяемым, гибким и эластичным в его продольном и поперечном направлениях, (c) прикрепление третьего слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), сверху второго слоя, (a) наложение четвертого слоя из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), сверху третьего слоя, (e) наложение пятого слоя из упругой нетканой экструдированной пленки или листа сверху четвертого слоя, (f) наложение шестого слоя из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), сверху пятого слоя, и (g) наложение седьмого слоя из упругой нетканой экструдированной пленки или листа сверху шестого слоя.
Выполненная с возможностью сжатия эластичная ткань может быть включена в состав неограниченного количества конечных тканей, включающих: одежду бумагоделательной машины, такую как формующая ткань, прессовая ткань или сушильная ткань, ткань, используемую в процессах сквозной сушки воздухом, основание ленты для башмачного пресса, основание ленты для каландра или основание транспортерной ленты; основание специализированной технической ткани; или ткань, использующаяся в производстве нетканых материалов в таких процессах, как суховоздушное формирование полотна, мелтблоун (meltblowing), спанбонд (spunbonding) и гидросплетение в потоке воды (hydroentangling); или в промышленных лентах для обработки, таких как ленты для финишной обработки текстиля, или других лентах, где требуется высокая степень сжимаемости и упругости. В любой или во всех таких тканях структура по настоящему изобретению может входить в состав конечной ткани или сама по себе может представлять собой ткань. Там, где ткань является основанием сушильной ткани, сушильная ткань может иметь обратную сторону или не соприкасающуюся с полотном сторону, обратную сторону, содержащую компоненты. Такие расположенные под углом компоненты могут представлять собой нити, экструдированные элементы или компоненты наслоенного слоя, например, показанного на фиг.9.
Для лучшего понимания настоящего изобретения, его функциональных преимуществ и конкретных целей, достигаемых его применением, настоящее описание выполнено со ссылкой на сопроводительный описательный материал, в котором представлены предпочтительные, но неограничивающие, варианты реализации настоящего изобретения.
Термины «содержащий» и «содержит» в настоящем описании могут означать «включающий в себя» и «включает в себя» или могут иметь значение, в общем заданное термину «содержащий» или «содержит» в патентном законе США. Термины «состоящий по существу из» или «состоит по существу из» при использовании в пунктах формулы изобретения имеют значение, приписанное им в патентном законе США. Другие аспекты настоящего изобретения описаны или очевидны из приведенного ниже описания (и в объеме настоящего изобретения).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Таким образом, благодаря использованию настоящего изобретения поставленные цели и его преимущества будут реализованы, описание настоящего изобретения приводится со ссылками на прилагаемые чертежи, на которых:
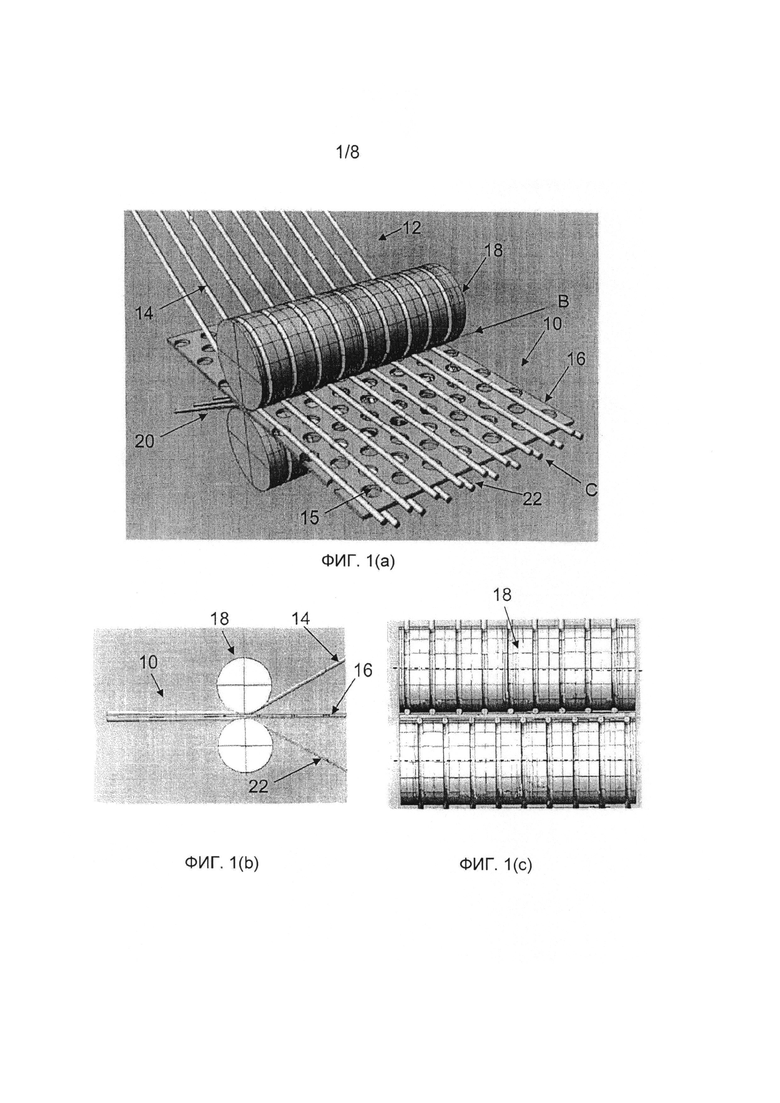
на фиг.1(a)-1(c) изображен способ изготовления сжимающейся эластичной промышленной ткани;
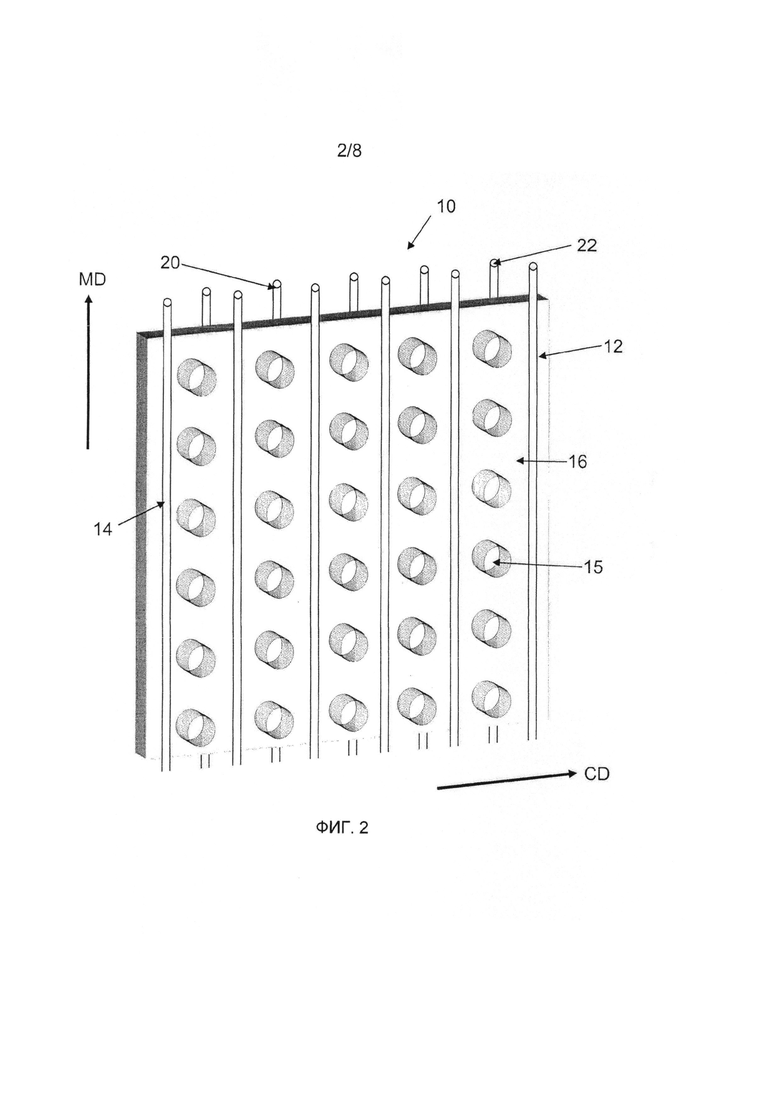
на фиг.2 изображен вид сбоку промышленной ткани согласно одному варианту реализации настоящего изобретения;
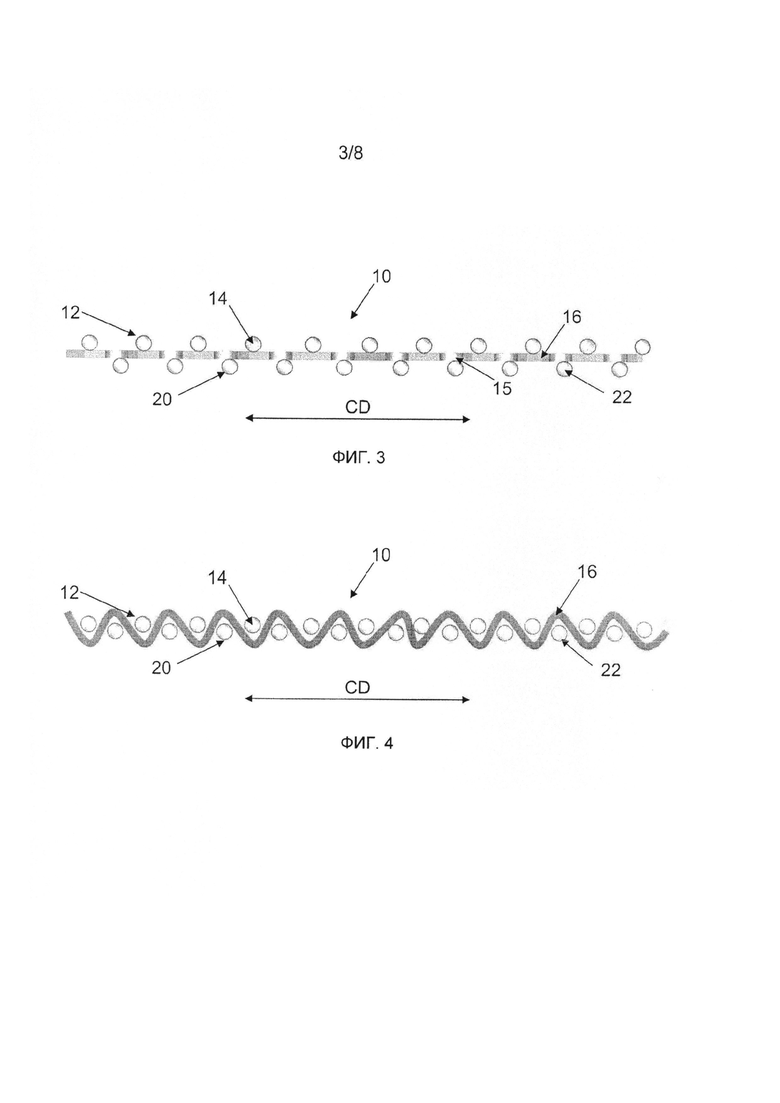
на фиг.3 изображено сечение промышленной ткани, показанной на фиг.2, в ее поперечном направлении;
на фиг.4 изображен увеличенный вид промышленной ткани, показанной на фиг.3, находящейся под действием перпендикулярной нагрузки;
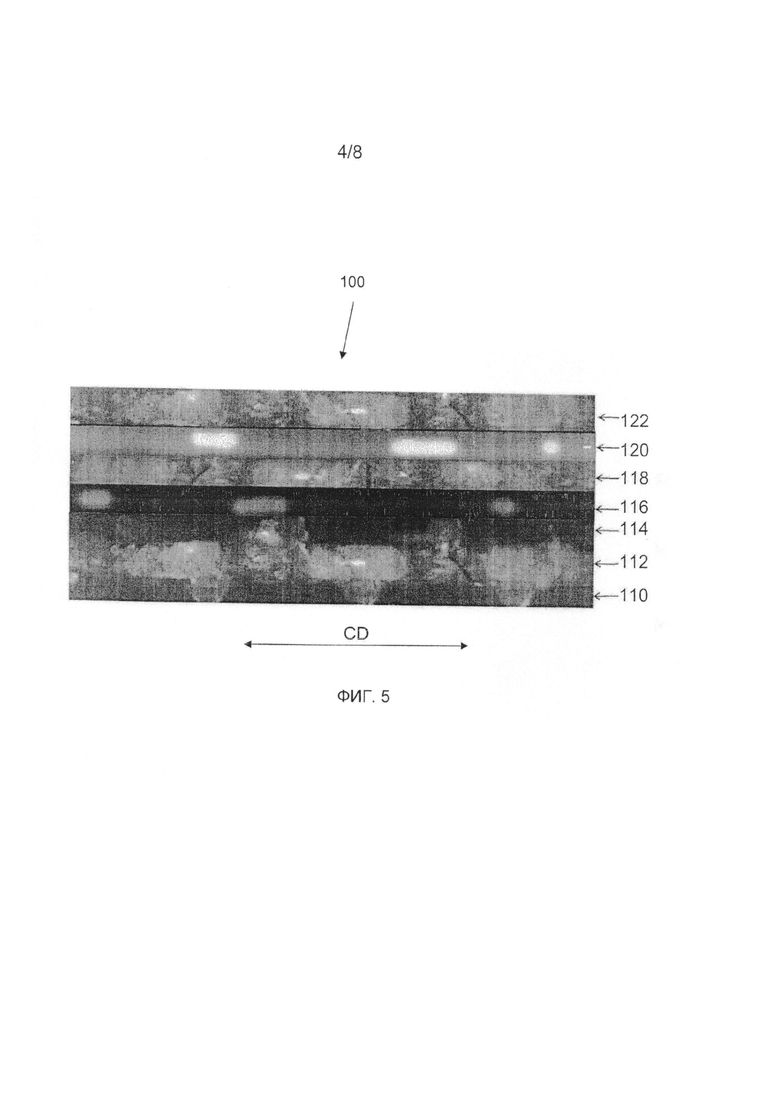
на фиг.5 изображено сечение промышленной ткани вдоль ее поперечного направления согласно одному варианту реализации настоящего изобретения;
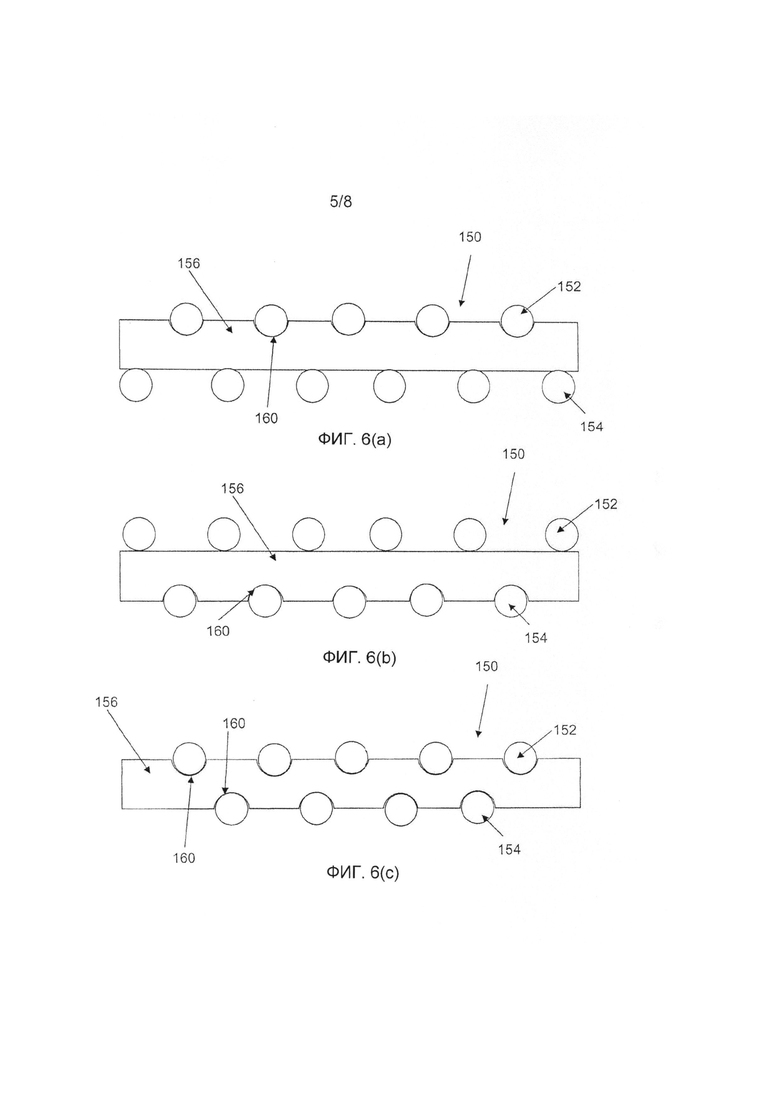
на фиг.6(a)-6(c) изображены сечения промышленной ткани согласно одному варианту реализации настоящего изобретения;
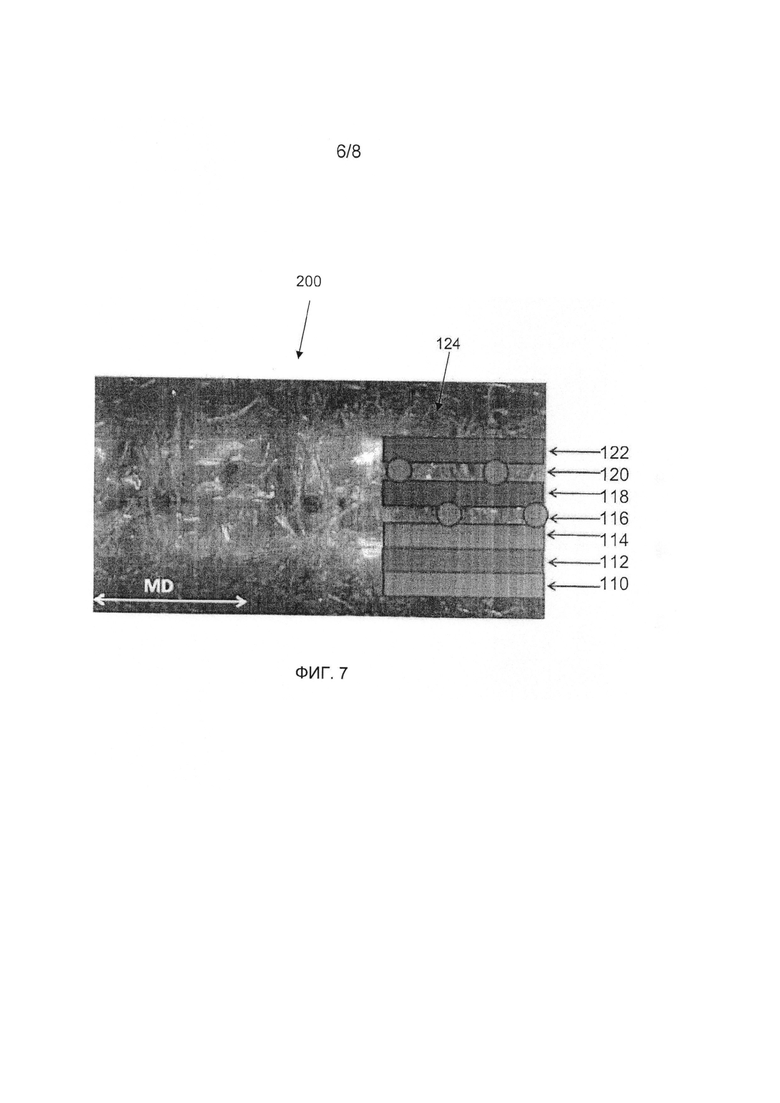
на фиг.7 изображено сечение промышленной ткани вдоль ее машинного направления после прошивки волокнистого слоя согласно одному варианту реализации настоящего изобретения;
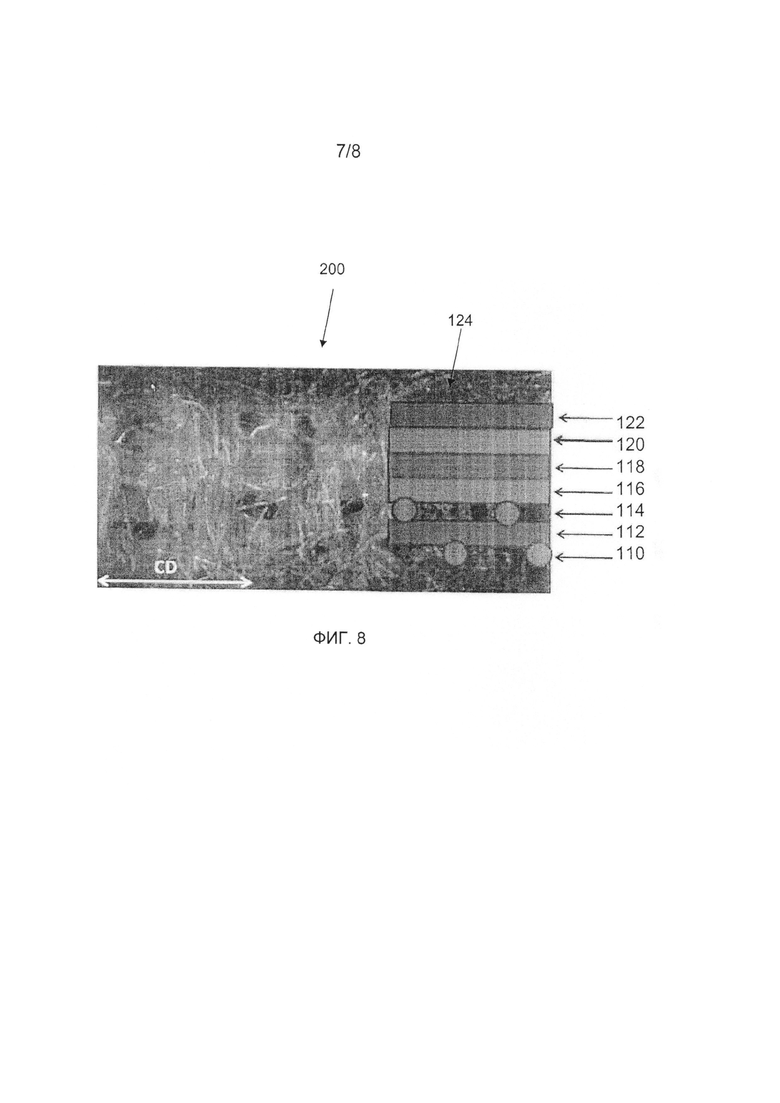
на фиг.8 изображено сечение промышленной ткани вдоль ее поперечного направления после прошивки волокнистого слоя согласно одному варианту реализации настоящего изобретения;
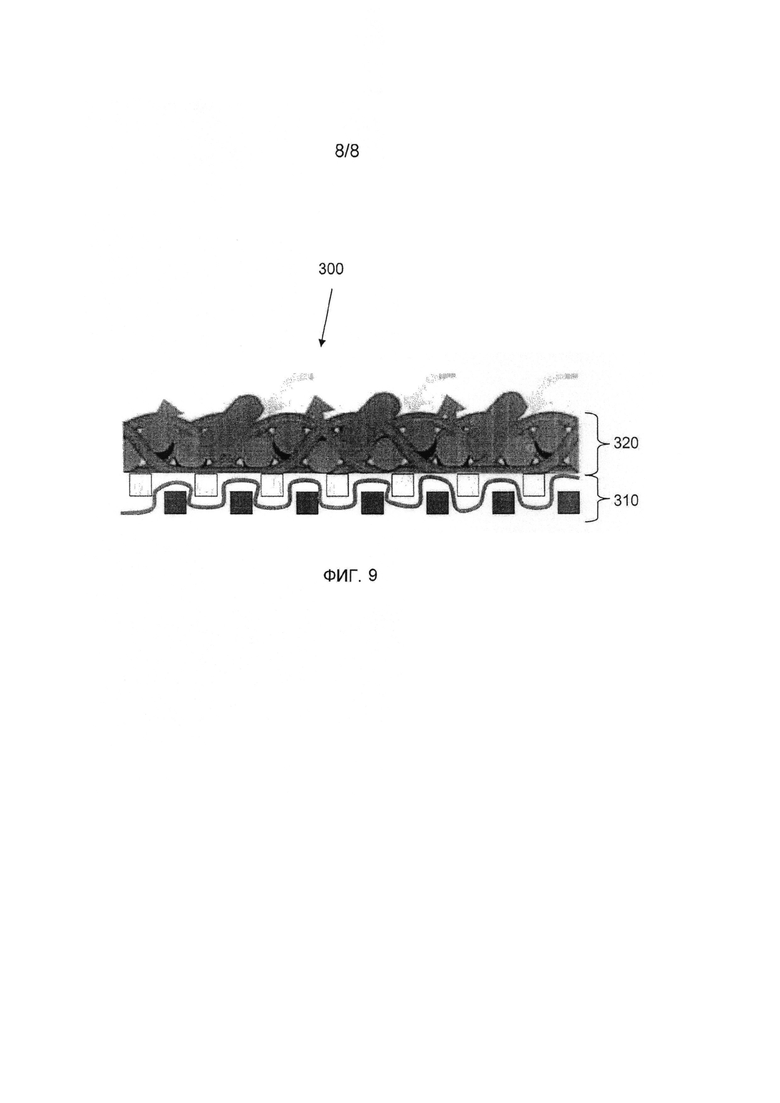
на фиг.9 изображено сечение промышленной ткани согласно одному варианту реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Во-первых, несмотря на то, что будет рассматриваться прессовая ткань, как раскрыто в приведенном выше описании, настоящее изобретение применимо к тканям или лентам других видов, включая формующие ткани, прессовые ткани, сушильные ткани, ткани, используемые в процессах сквозной сушки воздухом (TAD), ленты для башмачного пресса, ленты для каландра или транспортерные ленты; технические ткани или ткани, используемые в производстве нетканых материалов такими процессами, как суховоздушное формирование полотна, мелтблоун (meltblown), спанбонд (spunbonding) и гидросплетение в потоке воды (hydroentangling); или в технических лентах, таких как ленты для финишной обработки текстиля, или в других лентах, где требуется высокая степень сжимаемости и упругости.
Упругая нетканая экструдированная пленка или лист, который определен как упругий, эластичный и сжимаемый в направлении его толщины и расширяемый, гибкий и эластичный в его продольном и поперечном направлениях, необходим для всех вариантов реализации, представленных в настоящем описании. Упругая нетканая экструдированная пленка или лист необязательно может быть перфорирован для содержания множества сквозных отверстий или пустот, распределенных в предопределенном симметричном рисунке или в случайном асимметричном рисунке. Упругая нетканая экструдированная пленка или лист может состоять из любого упругого материала, такого как термопластический полиуретан (TPU) или любой другой упругий материал. Примеры материалов с хорошей упругостью охватывают, без ограничения, полимеры, такие как полиуретан, резина, силикон или полимеры под торговыми марками Lycra® Invista или Estane® Lubrizol. Сквозные отверстия, сформированные в нетканой пленке или листе, могут иметь круговую или некруговую форму подходящего размера. Некруговые формы могут содержать, без ограничения, квадратную, прямоугольную, треугольную, эллиптическую, трапецеидальную, гексагональную и другие многоугольные формы. Отверстия могут быть сформированы в пленке или листе при ее экструдировании, или они могут быть механически перфорированы или термически сформированы после экструдирования пленки или листа; либо на других стадиях в течение формирования ткани.
Один типовой вариант реализации настоящего изобретения представляет собой сжимаемую эластичную промышленную ткань, содержащую по меньшей мере один слой упругой нетканой экструдированной пленки или листа, в котором нетканая экструдированная пленка или лист является упругим, эластичным и сжимаемым в направлении толщины и расширяемым, гибким и эластичным в продольном и поперечном направлениях, и по меньшей мере один слой из множества по существу параллельных функциональных нитей, ориентированных в машинном направлении (MD), прикрепленный сверху и снизу нетканой экструдированной пленки или листа. Ткань может также содержать по меньшей мере один слой из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), прикрепленный на внешней стороне по меньшей мере одного слоя из параллельных нитей, ориентированных в машинном направлении (MD).
Сейчас со ссылкой на чертежи более конкретно раскрывается способ создания структуры 10 основания из промышленной ткани, показанный, например, на фиг.1(a)-1(c), в котором первый или верхний (1) слой 12, состоящий из функциональных нитей 14 в параллельном массиве, ориентирован в машинном направлении (MD) или направлении движения в машине. Они могут иметь любой размер, форму, материал или внешний вид, соответствующие конкретному назначению. Это относится ко всем нитям, упомянутым в настоящем описании. Например, функциональные нити могут иметь круглую или некруглую форму сечения, включая, без ограничения, квадратную, прямоугольную, треугольную, эллиптическую, трапецеидальную, гексагональную и другую многоугольную форму.
Также обеспечен второй или средний (2) слой 16 из упругой нетканой экструдированной пленки или листа 16, обладающий свойствами упругости, упомянутыми в приведенном выше описании. Согласно приведенному выше описанию упругая нетканая экструдированная пленка или лист 16 необязательно может быть перфорирован для содержания множества сквозных отверстий 15, распределенных в предопределенном симметричном рисунке или в случайном асимметричном рисунке. Упругая нетканая экструдированная пленка или лист 16 может состоять из любого упругого материала, такого как термопластический полиуретан (TPU) или любой другой упругий материал. Примеры материалов с хорошей упругостью охватывают, без ограничения, полимеры, такие как полиуретан, резина, силикон или полимеры, продаваемые под торговыми марками Lycra® Invista или Estane® Lubrizol. Сквозные отверстия 15, сформированные в нетканой пленке или листе 16, могут иметь круглую или некруглую форму подходящего размера. Некруглые формы могут охватывать, без ограничения, квадратную, прямоугольную, треугольную, эллиптическую, трапецеидальную, гексагональную и другую многоугольную форму. Отверстия 15 могут быть сформированы в пленке или листе при экструдировании пленки или листа, или они могут быть механически перфорированы или термически сформированы после экструдирования пленки или листа; либо на других этапах в течение формирования ткани.
Третий или нижний (3) слой 20, содержащий функциональные нити 22, обеспечен в форме параллельного массива с другой стороны слоя 16. Согласно фиг.1 нити 22 в слое 20 размещены или выровнены в промежутках между смежными нитями 14 в верхнем (1) слое 12. Такое расположение более отчетливо видно на фиг.1(c), на которой представлен вид спереди схемы процесса, показанный на фиг.1(a) стрелкой C. На фиг.1(b) изображен вид сбоку схемы процесса, показанный на фиг.1(a) по стрелке В. Согласно фиг.1(a) и 1(c) цилиндры или ролики 18 направления нити имеют наружную поверхность с канавками, и такие канавки могут быть разнесены для вмещения и направления нитей 14, 22 на нетканый лист 16 таким образом, чтобы каждая нить слоя 12 выравнивалась в промежутке между двумя смежными нитями слоя 20.
Схематическое изображение сжимаемой эластичной промышленной ткани, сформированной согласно данному типовому варианту реализации, показано на фиг.2. Согласно фиг.2 структура 10 основания имеет первый или верхний (1) слой 12, состоящий из функциональных нитей 14 в параллельном массиве, ориентированном в машинном направлении (MD) или направлении движения в машине, второй или средний (2) слой 16 из нетканой экструдированной пленки или листа 16, имеющего упомянутые выше свойства упругости, и третий или нижний (3) слой 20, состоящий из функциональных нитей 22, обеспечен в форме параллельного массива с другой стороны слоя 16. Нити 22 в слое 20 размещены или выравнены в промежутках между смежными нитями 14 в верхнем (1) слое 12 согласно приведенному выше описанию. В качестве примера на фиг.3 показано сечение структуры 10 основания вдоль машинного направления (CD).
Слои структуры могут быть скреплены любым способом, известным специалисту в данной области техники. Например, они могут быть скреплены с использованием волокнистого холстового слоя согласно описанию, приведенному в вышеупомянутом патенте США №4781967, все содержание которого включено в настоящее описание посредством ссылки, либо нити в одном слое могут быть присоединены к нетканой экструдированной пленке или листу в смежном слое в месте их соприкосновения с экструдированной пленкой или листом посредством использования клеев, клеящих веществ или способа теплового сплавления/сваривания, как известно специалистам в данной области техники.
Следует отметить, что системы (1) и (3) нитей могут быть одинаковыми, или они могут отличаться с точки зрения материала, внешнего вида, формы и т.д. Необходимым является только разнесение нитей в слое (3) для точного вхождения между смежными нитями слоя (1) или наоборот.
Также следует отметить, что наличие отношения один к одному между количеством нитей слоев (1) и (3) не является обязательным, и количество нитей в слое (3) могут составлять лишь часть количества нитей в слое (1), или наоборот. Например, слой (3) может содержать только половину нитей слоя (1) так, чтобы при использовании присутствовали промежутки между нитями слоя (3), создавая дополнительный объем пустот/систему водообработки/способность водоотведения.
При использовании в качестве прессовой ткани и по приложении сжимающей нагрузки, по мере вхождения прессовой ткани в зону прессования на бумагоделательной машине, нетканый экструдированный слой 16 сжимается и растягивается вокруг функциональных нитей 14, 22, обеспечивая возможность перемещения нитей 14 и 22 в направлении друг к другу и возможность «гнездования» между друг другом по существу почти в одной и той же плоскости. На данном этапе нетканый экструдированный слой 16 соответствует такой укладке нитей и сгибается и сглаживается вокруг нитей 14, 22 в верхнем слое 12 и нижнем слое 20. Для облегчения понимания, например, на фиг.4 показан увеличенный вид структуры 10 основания в таком состоянии. При снятии нагрузки, по мере выхода ткани из зоны прессования, вследствие упругого и эластичного поведения экструдированного слоя 16 будет возникать раздвижение слоев 12 и 20 нитей друг от друга или «отскакивание», возвращая ткань к ее необходимой толщине и открытости. Таким образом, ткань, имеющая суммарную толщину из толщины нитей 14 плюс толщины нитей 22 плюс толщины нетканого экструдированного слоя 16 в нормальном несжатом состоянии, является сжимаемой и эластичной почти до всей толщины нити, то есть потеря толщины вследствие сжатия составляет некоторую часть нетканого экструдированного слоя 16, и такая ткань при сжатии может быть фактически такой тонкой, как более толстый (больший) диаметр нити 14 или 22.
В данном случае очевидно, что настоящая ткань увеличивает ширину зазора прессовых вальцов на 5 мм по сравнению с шириной зазора прессовых вальцов, созданную традиционной прессовой тканью такой же начальной толщины под действием одинаковой перпендикулярной нагрузки. Данные свойства важны, поскольку они воздействуют: на однородность распределения давления под нагрузкой, а также на полную площадь контакта; на быстрый запуск, так как ткань легко сжимается до необходимого объема пустот в зазоре между вальцами; на гашение вибрации, так как структура выполняет функцию амортизации «пружинистости»; и быстрое восстановление толщины может способствовать минимизированию повторного увлажнения в течение фазы увеличения обезвоживания прессовых вальцов.
Важно отметить, что ряды нитей слоев 12 и 20 при использовании могут быть также ориентированы в поперечном направлении в ткани, при условии, что упругая нетканая пленка или лист 16 отделяет и расположен между этими слоями, и по меньшей мере один функциональный слой на внешней стороне ткани ориентирован в MD для переноса растягивающего усилия и обеспечения структуре соответствующей прочности и сопротивления растяжению при использовании. Кроме того, важно отметить, что, хотя функциональные нити 14, 22 изображены как обладающие круглым поперечным сечением на некоторых чертежах, тем не менее они могут иметь любой размер, форму, материал или внешний вид, подходящие для конкретного применения.
В другом варианте реализации использован принцип, аналогичный фиг.3, но структура содержит четвертый слой (4) из нетканой экструдированной пленки или листа, расположенный на противоположной стороне третьего слоя (3) относительно второго слоя, и пятый слой (5) из параллельных нитей в одинаковом направлении с первым слоем (1). В данном варианте реализации нити пятого слоя (5) выровнены в той же вертикальной плоскости в направлении толщины, что и плоскость первого слоя (1).
Другой вариант реализации настоящей «нескрещивающейся» структуры показан на фиг.5, в котором подложка 100 основания показана содержащей семь слоев, расположенных в основном в параллельных плоскостях с каждым слоем, содержащим множество параллельных нитей/элементов и необходимые упругие нетканые экструдированные пленки или листы. Сжимаемая эластичная ткань согласно данному типовому варианту реализации содержит (a) первый слой 110 из нитей, ориентированных параллельно машинному направлению (MD), (b) второй слой 112 из нетканой экструдированной пленки или листа, который является упругим, эластичным и сжимаемым в направлении толщины и расширяемым, гибким и эластичным в его продольном и поперечном направлениях, (c) третий слой 114 из нитей, ориентированных параллельно машинному направлению (MD), смещенных в промежутки между нитями первого слоя 110, (d) четвертый слой 116 из нитей, ориентированных параллельно поперечному направлению (CD) хода машины, (e) пятый слой 118 из нетканой экструдированной пленки или листа, (f) шестой слой 120 из нитей, ориентированных параллельно поперечному направлению (CD) хода машины, смещенных в промежутки между нитями четвертого слоя 116, и (g) седьмой слой 122 из нетканой экструдированной пленки или листа. Другими словами, нити первого и третьего слоя 110, 114 ориентированы, например, в машинном направлении, тогда как нити четвертого и шестого слоев 116, 120 ориентированы, например, в направлении, поперечном ходу машины. Первый слой может быть расположен с машинной стороны ткани, а седьмой слой расположен на пленочной стороне ткани, например. Слои, ориентированные в поперечном направлении, могут быть слоями функциональных нитей для способствования прочности в поперечном направлении или для обеспечения большей степени объема пустот под нагрузкой. Однако следует отметить, что седьмой слой 122 является просто дополнительным и может не требоваться для надлежащего функционирования этого варианта реализации. Слой 122 может иметь, например, сквозные отверстия или пустоты как прессовая ткань. Для применения в других областях слой 122 может также иметь некоторую дополнительную структуру, обеспеченную, например, лазерным гравированием или травлением. Для других промышленных применений слой 122 может быть не перфорирован отверстиями или пустотами (например, дубильная лента).
Согласно фиг.5 функциональные нити 114, ориентированные в MD и расположенные в третьем слое, раздвигаются друг от друга описанным выше способом так, что они ложатся между нитями 110 первого слоя, тем самым вызывая «гнездование», раскрытое в приведенном выше описании. Аналогичным образом функциональные нити 116, ориентированные в CD и расположенные в четвертом слое, разносятся таким образом, что они ложатся между нитями 120 шестого слоя, тем самым вызывая описанное выше «гнездование». Хотя в варианте реализации, представленном в настоящем описании, есть первый и третий слой, ориентированный в машинном направлении, четвертый и шестой слой, ориентированный в поперечном направлении, и нетканая экструдированная пленка или лист, размещенный во втором, пятом и седьмом слоях, тем не менее слои могут быть использованы взаимозаменяемо при условии наличия по меньшей мере одного слоя из упругой нетканой экструдированной пленки или листа между одинаковыми слоями нитей (слоями, ориентированными в одинаковом направлении) для обеспечения способности сжиматься и быть эластичным и по меньшей мере одного слоя, ориентированного в MD и состоящего из нитей, воспринимающих растягивающее усилие, для обеспечения ткани соответствующей прочности и способности сопротивления растяжению при использовании. И в данном случае нити во всех этих слоях могут быть одинаковыми или отличаться друг от друга по форме, материалу, внешнему виду и т.д.
Согласно одному типовому варианту реализации нетканая экструдированная пленка или лист, который является упругим, эластичным и сжимаемым в направлении толщины и расширяемым, гибким и эластичным в его продольном и поперечном направлениях, может иметь непрерывные канавки, сформированные на его поверхности для частичного вложения нитей в канавки и обеспечения равномерного разнесения нитей. Данная особенность обеспечивает возможность использования более толстого слоя пленки или листа, не увеличивая толщину всей структуры. Например, нетканая экструдированная пленка или лист 156 может иметь канавки 160, сформированные на его верхней поверхности, как показано на фиг.6(a), где нити 152, ориентированные в MD или CD, частично вложены в канавки 160 и могут быть равномерно разнесены. В качестве альтернативы нетканая экструдированная пленка или лист 156 может иметь канавки 160, сформированные на его нижней поверхности, как показано на фиг.6(b), где нити 154, ориентированные в MD или CD на нижней стороне, частично вложены в канавки 160 и могут быть равномерно разнесены. В качестве дополнительной альтернативы нетканая экструдированная пленка или лист 156 может иметь канавки 160, сформированные на обеих его поверхностях, как изображено на фиг.6(c), где нити 152, 154, ориентированные в MD или CD, частично вложены в канавки 160 и могут быть равномерно разнесены на обеих сторонах пленочного или листового слоя 156. Хотя канавки могут быть полезными при обеспечении равномерного разнесения нитей, такая особенность не является необходимой для надлежащего функционирования структуры по настоящему изобретению. Канавки 160 изображены как имеющие «C»-образную или полукруглую форму лишь в качестве примера, то есть канавки 160 могут иметь любую форму поперечного сечения, содержащую, без ограничения, квадратную, прямоугольную, треугольную, эллиптическую, трапецеидальную, гексагональную и другие многоугольные формы, подходящие для вмещения нитей, вкладываемых в них.
Во всех вариантах реализации, представленных в настоящем описании, нити, ориентированные в MD или CD и расположенные в одном слое, могут быть прикреплены к нетканой экструдированной пленке или листу в смежном слое или друг к другу в месте контакта, в котором они входят в контакт друг с другом за счет использования клеев, клеящих веществ или способа теплового сплавления/сваривания, известных специалистам в данной области техники. В качестве альтернативы, нити, ориентированные в MD и/или CD, прикреплены к нетканым экструдированным пленкам или листам путем прошивания по меньшей мере одного слоя волокнистого холстового материала через указанную структуру с любой или обеих внешних поверхностей.
Нити, ориентированные в MD и CD, используемые в настоящем изобретении, предпочтительно представляют собой моноволокна, хотя другие формы, такие как волокно с несколькими нитями, крученое моноволокно или крученое волокно с несколькими нитями, элемент, изготавливаемый свертыванием разных материалов, трикотажный элемент, скрученный элемент, многокомпонентный элемент и плетеный элемент, также могут быть использованы при практическом применении настоящего изобретения. В структурах, в которых применены моноволокна, такие моноволокна могут иметь любую форму поперечного сечения, такую как, например, круговую, некруговую, квадратную, прямоугольную, треугольную, эллиптическую, многоугольную, трапецеидальную или дольчатую. Аналогичным образом, нити, используемые в крученых, трикотажных или плетеных элементах, также могут иметь некруглую форму поперечного сечения. Моноволокна во всех вышеупомянутых структурах могут иметь средний диаметр в диапазоне 0,08-2,0 мм.
Любой из вариантов реализации, рассмотренных в приведенном выше описании, может содержать по меньшей мере один слой волокнистого холстового материала, который может быть вшит в ткань для удерживания различных слоев друг с другом. Например, ткань 100, рассмотренная в вышеупомянутом варианте реализации, может быть подвергнута шитью с использованием волокнистого холстового материала 124 для формирования объединенной структуры 200, такой как показанная на фиг.7 и 8. На фиг.7 изображено сечение ткани вдоль ее MD после того, как холстовой материал 124 подвергли шитью, согласно одному варианту реализации настоящего изобретения, и на фиг.8 изображено сечение ткани вдоль ее CD. При необходимости прошитый холстовый материал 124 может быть частично или полностью расплавлен для повышения соединения между слоями посредством связующего. Волокнистый холстовый материал может состоять из любого полимера, такого как, например, полиэфир, полиуретан, полипропилен, полиамид, их форм и комбинаций. Кроме того, верхняя и/или нижняя поверхность конечной ткани может быть покрыта полимерной смолой, которая может частично или полностью пропитывать ткань.
Согласно другому варианту реализации настоящего изобретения все структуры, описанные выше в качестве имеющих по меньшей мере один слой нитей, ориентированных в MD и воспринимающих нагрузку, могут быть использованы для изготовления спирально навитых полос материала, как описано в патенте США №5,360,656, ссылка на который означает, что его содержание полностью включено в текст настоящего описания. В качестве альтернативы структуры, представленные в настоящем описании, могут быть использованы для изготовления ткани производителя бумажной продукции, как описано в патенте США №6,723,208, все содержание которого включено в настоящее описание посредством ссылки.
Все описанные выше структуры могут быть изготовлены бесконечными в машинном направлении. Они также могут иметь шов, который обеспечивает возможность сшивания ткани при установке на бумагоделательной машине. Один способ создания такого шва в «лишенных пересечений» структурах описан в патенте США №4,979,543, все содержание которого включено в настоящее описание посредством ссылки.
Кроме того, степень сжимаемости/упругости регулируется упругостью или сжимаемостью заданной нетканой экструдированной пленки или листа, количеством слоев из упругой пленки или листа и, разумеется, целостностью самой структуры. Размещение нетканой экструдированной пленки или листа должно быть таким, чтобы нетканая экструдированная пленка или лист сжимались при прикладывании к ткани основания перпендикулярной нагрузки, и чтобы ткань основания «пружинила назад» при снятии данной нагрузки. Структура по настоящему изобретению может быть частью слоистого материала с наборами других нитей или тканями основания, прикрепленными к ней.
Более того, в случае применения сушильной или TAD ткани рассмотренные выше варианты реализации, использующие многослойную структуру, могут быть особенно преимущественными в том, что, поскольку ткань проходит вокруг валов, например, сушильных барабанов, то нити в сушильной ткани будут, по меньшей мере, частично встраиваться, увеличивая площадь контакта бумажного полотна к поверхности сушильного барабана, и, следовательно, улучшая передачу тепла. Это вызвано временным увеличением натяжения в машинном (MD) направлении по мере того, как сушильная ткань проходит вокруг вала, а не из-за нагрузки, приложенной перпендикулярно к ткани. Однако в таких применениях для изготовления нетканой экструдированной пленки или листа может быть использован высокотемпературный упругий материал, такой как, например, высокотемпературный упругий полиэфир.
Согласно другому варианту реализации настоящее изобретение представляет собой поддерживающий слой 310 сушильной ткани 300, в котором ткань по настоящему изобретению формирует компонент на стороне листа сушильной ткани 300, например, такой как изображен на фиг.9. В такой ткани 300 «наклонная» или обратная сторона 320 является стороной ткани, не обращенной к полотну. Эта сторона ткани «отсекает» ламинарный поток и создает «поток» в кармане сушильного барабана, уменьшает поток воздуха в осевом (в боковом или поперечном) направлении и помогает передаче массы. В таком расположении поддерживающая ткань 310 прижимается к сушильному барабану, увеличивая площадь контакта полотна с сушильным барабаном, и, следовательно, улучшает передачу тепла. Таким образом, вариант реализации формирует улучшенную сушильную ткань с обращенной к полотну стороной 310, разработанной для улучшения и оптимизации передачи тепла, и обратной стороной 320, разработанной для улучшения и оптимизации передачи массы.
На основе данного описания различные модификации к настоящему изобретению будут очевидны для специалистов в данной области техники, но они должны быть выполнены в пределах объема изобретения, ограниченного прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЫШЛЕННАЯ ТКАНЬ, СОДЕРЖАЩАЯ ЭСКТРУДИРОВАННУЮ СЕТКУ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2639984C2 |
| СВЕРХЭЛАСТИЧНАЯ ТКАНЬ | 2010 |
|
RU2534064C2 |
| ПРОМЫШЛЕННАЯ ТКАНЬ, СОДЕРЖАЩАЯ ПОЛУЧЕННЫЕ СПИРАЛЬНОЙ НАМОТКОЙ ПОЛОСЫ МАТЕРИАЛА | 2009 |
|
RU2530371C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА С УСИЛЕНИЕМ | 2013 |
|
RU2633267C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ И СПОСОБ СВАРИВАНИЯ ОБЛАСТИ ШВА С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2013 |
|
RU2638516C2 |
| ЭЛАСТИЧНАЯ ПРОКЛАДКА И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ПРОКЛАДКИ | 2012 |
|
RU2593162C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА, И СПОСОБ ПРОИЗВОДСТВА ТАКОЙ ТКАНИ | 2013 |
|
RU2633195C2 |
| ПРЕДВАРИТЕЛЬНАЯ СБОРКА ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ПРОИЗВОДСТВЕ ПРОМЫШЛЕННЫХ ТКАНЕЙ | 2008 |
|
RU2462546C2 |
| ПРОМЫШЛЕННАЯ ТКАНЬ С ТЕРМОХРОМНЫМ ИНДИКАТОРОМ | 2008 |
|
RU2471905C2 |
| ТЕХНИЧЕСКАЯ ТЕКСТИЛЬНАЯ ТКАНЬ | 2004 |
|
RU2361027C2 |
Раскрыта структура для использования в промышленных тканях, таких как одежда бумагоделательной машины и технические ткани. Данная структура содержит по меньшей мере один слой из нетканой экструдированной пленки или листа, который является упругим, эластичным и сжимаемым в направлении толщины и расширяемым, гибким и эластичным в его продольном и поперечном направлениях, и по меньшей мере один слой из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), в различных рисунках. Структура также содержит по меньшей мере один слой из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), прикрепленных сверху или снизу по меньшей мере одного слоя из параллельных нитей, ориентированных в машинном направлении (MD). Такая структура имеет как высокую степень сжимаемости под действием приложенной перпендикулярно нагрузки, так и превосходное восстановление (упругость или способность отпружинивать) после снятия этой нагрузки. 6 н. и 57 з.п. ф-лы, 13 ил.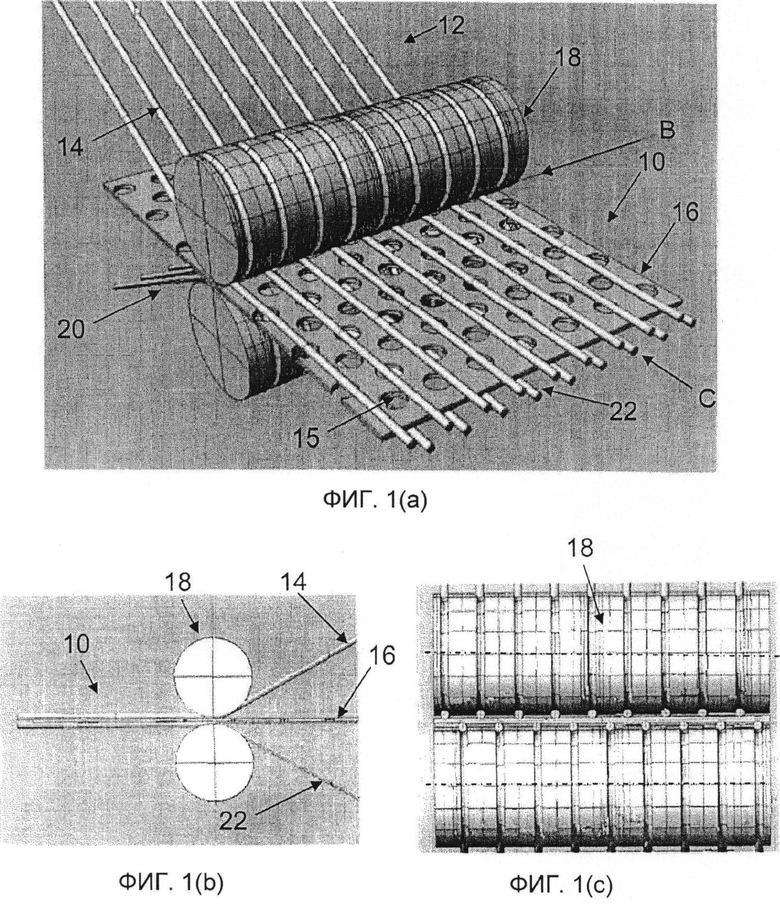
1. Сжимаемая эластичная промышленная ткань, содержащая:
по меньшей мере один слой нетканой экструдированной пленки или нетканого экструдированного листа, которая выполнена упругой, эластичной и сжимаемой или который выполнен упругим, эластичным и сжимаемым в направлении толщины и которая выполнена расширяемой, гибкой и эластичной или который выполнен расширяемым, гибким и эластичным в своем продольном и поперечном направлениях; и
по меньшей мере два слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), причем ткань содержит:
первый слой указанных параллельных нитей, проходящих в машинном направлении (MD);
второй слой указанной упругой нетканой экструдированной пленки или указанного упругого нетканого экструдированного листа на одной стороне первого слоя;
третий слой параллельных нитей на противоположной стороне второго слоя по отношению к первому слою и проходящих в одинаковом направлении с нитями первого слоя, причем
параллельные нити третьего слоя выровнены таким образом, что они вставлены между промежутками, созданными между параллельными нитями первого слоя.
2. Ткань по п. 1, в которой количество нитей в третьем слое меньше, чем количество нитей в первом слое, или наоборот.
3. Ткань по п. 1, содержащая:
четвертый слой указанной упругой нетканой экструдированной пленки или указанного упругого нетканого экструдированного листа на противоположной стороне третьего слоя по отношению ко второму слою; и
пятый слой параллельных нитей, ориентированных в одинаковом направлении с первым слоем и выровненных в той же вертикальной плоскости в направлении толщины, что и плоскость первого слоя.
4. Ткань по п. 1, в которой упругая нетканая экструдированная пленка или упругий нетканый экструдированный лист содержит полимерный материал.
5. Ткань по п. 4, в которой полимерный материал выбран из группы, содержащей: полиуретан, резину, силикон, Lycra®, Estane® и высокотемпературный полиэфир.
6. Ткань по п. 1, в которой упругая нетканая экструдированная пленка или упругий нетканый экструдированный лист перфорированы множеством сквозных отверстий.
7. Ткань по п. 6, в которой сквозные отверстия имеют форму, выбранную из группы, содержащей: круговую, некруговую, квадратную, прямоугольную, треугольную, эллиптическую, многоугольную, трапецеидальную форму и форму закругленного выступа.
8. Ткань по п. 1, представляющая собой:
одежду бумагоделательной машины; формующую ткань;
прессовую ткань; сушильную ткань;
сушильную ткань для сквозной сушки воздухом;
основание ленты для башмачного пресса;
основание ленты для каландра;
основание технической ткани;
основание транспортерной ленты;
ткань, используемую в производстве нетканых материалов в таких процессах, как суховоздушное формирование полотна, мелтблоун (meltblown), спанбонд (spunbonding) и гидросплетение в потоке воды (hydroentangling); или
ленту для промышленной обработки, такую как лента для финишной обработки текстиля или дубильную ленту.
9. Ткань по п. 1, представляющая собой слоистое основание для сушильной ткани, дополнительно содержащей:
обратную или не соприкасающуюся с листом сторону ткани, содержащую наклонные компоненты.
10. Ткань по п. 1, представляющая собой бесконечную ткань или ткань, сшиваемую на машине.
11. Ткань по п. 1, в которой полосы ткани намотаны по спирали для формирования необходимой ширины и необходимой длины конечной структуры основания.
12. Ткань по п. 1, дополнительно содержащая:
по меньшей мере один слой волокнистого холстового материала.
13. Ткань по п. 12, в которой волокнистый холстовый материал вшит в ткань.
14. Ткань по п. 12, в которой волокнистый холстовый материал нанесен на верхнюю и/или нижнюю поверхность ткани и прошит через нее.
15. Ткань по п. 1, в которой верхняя и/или нижняя поверхность ткани покрыта полимерной смолой.
16. Ткань по п. 15, в которой полимерная смола по меньшей мере частично пропитывает ткань.
17. Ткань по п. 1, в которой нетканый экструдированный слой имеет непрерывные канавки, сформированные на одной или обеих его поверхностях.
18. Ткань по п. 17, в которой канавки имеют форму поперечного сечения, выбранную из группы, состоящей из полукруглой, квадратной, прямоугольной, треугольной, эллиптической, трапецеидальной, гексагональной и других многоугольных форм.
19. Сжимаемая эластичная промышленная ткань, содержащая:
по меньшей мере один слой нетканой экструдированной пленки или нетканого экструдированного листа, которая выполнена упругой, эластичной и сжимаемой или который выполнен упругим, эластичным и сжимаемым в направлении толщины и которая выполнена расширяемой, гибкой и эластичной или который выполнен расширяемым, гибким и эластичным в своем продольном и поперечном направлениях; и
по меньшей мере два слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD); и
по меньшей мере один слой из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), прикрепленный сверху или снизу одного из указанных по меньшей мере двух слоев из параллельных нитей, ориентированных в машинном направлении (MD);
причем параллельные нити по меньшей мере двух из указанных по меньшей мере двух слоев из параллельных нитей, ориентированных в машинном направлении (MD), ориентированы так, что один слой параллельных нитей, ориентированных в машинном направлении (MD), вставлен между промежутками, созданными между параллельными нитями другого из указанных по меньшей мере двух слоев.
20. Ткань по п. 19, в которой нити, ориентированные в машинном направлении (MD), и нити, ориентированные в поперечном направлении (CD), выбраны из группы, содержащей моноволокна, волокна с несколькими нитями, крученые моноволокна или крученые волокна с несколькими нитями, элементы, изготавливаемые свертыванием разных материалов, трикотажные элементы, скрученные элементы, многокомпонентные элементы и плетеные элементы.
21. Ткань по п. 19, в которой нити, ориентированные в машинном направлении (MD), и нити, ориентированные в поперечном направлении (CD), имеют поперечное сечение, выбранное из группы, содержащей: круговое, некруговое, квадратное, прямоугольное, треугольное, эллиптическое, многоугольное, трапецеидальное и имеющее форму закругленного выступа сечение.
22. Ткань по п. 19, в которой нити, ориентированные в машинном направлении (MD), и нити, ориентированные в поперечном направлении (CD), имеют диаметр в диапазоне 0,08-2,0 мм.
23. Ткань по п. 19, в которой по меньшей мере один слой из нитей, ориентированных в машинном направлении (MD) и/или в поперечном направлении (CD), термически сварен или склеен по меньшей мере с одним слоем указанной пленки или указанного листа.
24. Ткань по п. 19, в которой по меньшей мере один слой из нитей, ориентированных в машинном направлении (MD) и/или в поперечном направлении (CD), прикреплен по меньшей мере к одному слою упругой указанной пленки или упругого указанного листа посредством прошивания по меньшей мере одного слоя волокнистого холстового материала.
25. Сжимаемая эластичная промышленная ткань, содержащая:
(a) первый слой из множества по существу параллельных нитей, ориентированных в машинном направлении (MD),
(b) второй слой упругой нетканой экструдированной пленки или упругого нетканого экструдированного листа, которая выполнена упругой, эластичной и сжимаемой или который выполнен упругим, эластичным и сжимаемым в направлении толщины и которая выполнена расширяемой, гибкой и эластичной или который выполнен расширяемым, гибким и эластичным в своем продольном и поперечном направлениях,
(c) третий слой из множества по существу параллельных нитей, ориентированных в машинном направлении (MD),
(d) четвертый слой из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD),
(e) пятый слой указанной упругой нетканой экструдированной пленки или указанного упругого нетканого экструдированного листа,
(f) шестой слой из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD) и
(g) седьмой слой указанной упругой нетканой экструдированной пленки или указанного упругого нетканого экструдированного листа;
причем параллельные нити по меньшей мере двух из указанных слоев из параллельных нитей, ориентированных в машинном направлении (MD), ориентированы так, что один из слоев из параллельных нитей, ориентированных в машинном направлении (MD), вставлен между промежутками, созданными между параллельными нитями другого слоя из параллельных нитей, ориентированных в машинном направлении (MD).
26. Ткань по п. 25, в которой первый слой размещен на машинной стороне ткани, а седьмой слой размещен на стороне ткани, обращенной к полотну.
27. Ткань по п. 25, представляющая собой прессовую ткань, которая увеличивает ширину в отношении прессовых вальцов на 5 мм по сравнению с шириной в отношении прессовых вальцов, созданной традиционной прессовой тканью, обладающей одинаковой начальной толщиной при одинаковой перпендикулярной нагрузке.
28. Ткань по п. 25, в которой слои ткани сшиты вместе с использованием по меньшей мере одного слоя волокнистого холстового материала.
29. Ткань по п. 25, в которой слои ткани скреплены вместе путем прошивания по меньшей мере через один слой волокнистого холстового материала и по меньшей мере частичного сплавления этого холстового материала.
30. Ткань по п. 25, верхняя и/или нижняя поверхность которой покрыта полимерным смолистым материалом.
31. Ткань по п. 25, в которой нетканый экструдированный слой имеет непрерывные канавки, сформированные на одной или обеих его поверхностях.
32. Ткань по п. 31, в которой канавки имеют форму поперечного сечения, выбранную из группы, состоящей из полукруглой, квадратной, прямоугольной, треугольной, эллиптической, трапецеидальной, гексагональной и других многоугольных форм.
33. Способ формирования сжимаемой эластичной промышленной ткани, содержащий этапы:
обеспечения по меньшей мере одного слоя упругой нетканой экструдированной пленки или нетканого экструдированного листа, которая выполнена упругой, эластичной и сжимаемой или который выполнен упругим, эластичным и сжимаемым в направлении толщины и которая выполнена расширяемой, гибкой и эластичной или который выполнен расширяемым, гибким и эластичным в своем продольном и поперечном направлениях; и
прикрепления по меньшей мере одного слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), к верхней и/или нижней поверхности нетканой экструдированной пленки или листа, причем способ содержит:
обеспечение первого слоя указанных параллельных нитей, проходящих в машинном направлении (MD);
прикрепление второго слоя указанной упругой нетканой экструдированной пленки или упругого нетканого экструдированного листа на одной стороне первого слоя; и
прикрепление третьего слоя параллельных нитей на противоположной стороне второго слоя по отношению к первому слою, и проходящих в одинаковом направлении с нитями первого слоя,
причем параллельные нити третьего слоя выровнены таким образом, что они вставлены между промежутками, созданными между параллельными нитями первого слоя.
34. Способ по п. 33, в котором количество нитей в третьем слое меньше, чем количество нитей в первом слое, или наоборот.
35. Способ по п. 33, дополнительно содержащий этапы:
наложения четвертого слоя указанной упругой нетканой экструдированной пленки или указанного упругой нетканого экструдированного листа на противоположную сторону третьего слоя относительно второго слоя; и
прикрепления пятого слоя параллельных нитей в одинаковом направлении с первым слоем, выровненных в той же вертикальной плоскости в направлении толщины, что и плоскость первого слоя.
36. Способ по п. 33, в котором указанная упругая нетканая экструдированная пленка или указанный упругий нетканый экструдированный лист содержит полимерный материал.
37. Способ по п. 36, в котором полимерный материал выбран из группы, содержащей: полиуретан, резину, силикон, Lycra®, Estane® и высокотемпературный полиэфир.
38. Способ по п. 33, в котором указанная упругая нетканая экструдированная пленка или указанный упругий нетканый экструдированный лист перфорированы множеством сквозных отверстий.
39. Способ по п. 38, в котором сквозные отверстия имеют форму, выбранную из группы, содержащей: круговую, некруговую, квадратную, прямоугольную, треугольную, эллиптическую, многоугольную, трапецеидальную форму и форму закругленного выступа.
40. Способ по п. 33, в котором ткань представляет собой:
одежду бумагоделательной машины;
формующую ткань; прессовую ткань; сушильную ткань;
сушильную ткань для сквозной сушки воздухом;
основание ленты для башмачного пресса;
основание ленты для каландра;
основание технической ткани;
основание транспортерной ленты;
ткань, используемую в производстве нетканых материалов в таких процессах, как суховоздушное формирование полотна, мелтблоун (meltblown), спанбонд (spunbonding) и гидросплетение в потоке воды (hydroentangling); или
ленту для промышленной обработки, такую как лента для финишной обработки текстиля или дубильную ленту.
41. Способ по п. 33, в котором ткань представляет собой слоистое основание для сушильной ткани, при этом обратная сторона ткани или ее противоположная относительно листа сторона содержит наклонные компоненты.
42. Способ по п. 33, в котором ткань представляет собой бесконечную ткань или ткань, сшиваемую на машине.
43. Способ по п. 33, дополнительно содержащий этап:
намотки полосы ткани по спирали для формирования конечной структуры основания с необходимой шириной и длиной.
44. Способ по п. 33, дополнительно содержащий этап:
наложения по меньшей мере одного слоя волокнистого холстового материала на верхнюю и/или нижнюю поверхность ткани.
45. Способ по п. 44, дополнительно содержащий этап: сквозного прошивания волокнистого холстового материала в ткани.
46. Способ по п. 45, дополнительно содержащий этап:
покрытия верхней и/или нижней поверхности ткани полимерной смолой.
47. Способ по п. 46, в котором полимерная смола по меньшей мере частично пропитывает ткань.
48. Способ по п. 33, в котором нетканый экструдированный слой имеет непрерывные канавки, сформированные на одной или обеих его поверхностях.
49. Способ по п. 48, в котором канавки имеют форму поперечного сечения, выбранную из группы, состоящей из полукруглой, квадратной, прямоугольной, треугольной, эллиптической, трапецеидальной, гексагональной и других многоугольных форм.
50. Способ формирования сжимаемой эластичной промышленной ткани, содержащий:
обеспечение по меньшей мере одного слоя упругой нетканой экструдированной пленки или упругого нетканого экструдированного листа, которая выполнена упругой, эластичной и сжимаемой или который выполнен упругим, эластичным и сжимаемым в направлении толщины и которая выполнена расширяемой, гибкой и эластичной или который выполнен расширяемым, гибким и эластичным в своем продольном и поперечном направлениях; и
прикрепление по меньшей мере одного слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), к верхней и/или нижней поверхности нетканой экструдированной пленки или листа;
прикрепление по меньшей мере одного слоя из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), сверху или снизу указанного по меньшей мере одного слоя из параллельных нитей, ориентированных в машинном направлении (MD),
причем параллельные нити по меньшей мере двух из указанных по меньшей мере двух слоев из параллельных нитей, ориентированных в машинном направлении (MD), ориентированы так, что один слой параллельных нитей, ориентированных в машинном направлении (MD), вставлен между промежутками, созданными между параллельными нитями другого из указанных по меньшей мере двух слоев.
51. Способ по п. 50, в котором нити, ориентированные в MD и CD, выбраны из группы, содержащей моноволокна, волокна с несколькими нитями, крученые моноволокна или крученые волокна с несколькими нитями, элементы, изготавливаемые свертыванием разных материалов, трикотажные элементы, скрученные элементы, многокомпонентные элементы и плетеные элементы.
52. Способ по п. 50, в котором нити, ориентированные в MD и CD, имеют поперечное сечение, выбранное из группы, содержащей: круговое, некруговое, квадратное, прямоугольное, треугольное, эллиптическое, многоугольное, трапецеидальное и имеющее форму закругленного выступа сечение.
53. Способ по п. 50, в котором нити, ориентированные в машинном направлении (MD), и нити, ориентированные в поперечном направлении (CD), имеют диаметр в диапазоне 0,08-2,0 мм.
54. Способ по п. 50, содержащий этап:
прикрепления по меньшей мере одного слоя нитей, ориентированных в машинном направлении (MD) и/или в поперечном направлении (CD), к указанному по меньшей мере одному слою нетканой экструдированной пленки или листа посредством термического сваривания или склеивания.
55. Способ по п. 50, содержащий этап:
прикрепления по меньшей мере одного слоя из нитей, ориентированных в машинном направлении (MD) и/или в поперечном направлении (CD), по меньшей мере к одному слою из упругой нетканой экструдированной пленки или листа посредством прошивки по меньшей мере через один слой из волокнистого холстового материала.
56. Способ формирования сжимаемой эластичной промышленной ткани, содержащий этапы:
(a) обеспечения первого слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD),
(b) прикрепления второго слоя упругой нетканой экструдированной пленки или упругого нетканого экструдированного листа сверху первого слоя, которая выполнена упругой, эластичной и сжимаемой или который выполнен упругим, эластичным и сжимаемым в направлении толщины и которая выполнена расширяемой, гибкой и эластичной или который выполнен расширяемым, гибким и эластичным в своем продольном и поперечном направлениях,
(c) прикрепления третьего слоя из множества по существу параллельных нитей, ориентированных в машинном направлении (MD), сверху второго слоя,
(d) наложения четвертого слоя из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), сверху третьего слоя,
(e) наложения пятого слоя указанной упругой нетканой экструдированной пленки или указанного упругого нетканого экструдированного листа сверху четвертого слоя,
(f) наложения шестого слоя из множества по существу параллельных нитей, ориентированных в поперечном направлении (CD), сверху пятого слоя, и
(g) наложения седьмого слоя указанной упругой нетканой экструдированной пленки или указанного упругого нетканого экструдированного листа сверху шестого слоя.
57. Способ по п. 56, в котором первый слой размещен на машинной стороне ткани, а седьмой слой размещен на стороне ткани, обращенной к полотну.
58. Способ по п. 56, в котором ткань представляет собой прессовую ткань, и при этом такая прессовая ткань увеличивает ширину в отношении прессовых вальцов на 5 мм по сравнению с шириной в отношении прессовых вальцов, созданной традиционной прессовой тканью, обладающей одинаковой начальной толщиной при одинаковой перпендикулярной нагрузке.
59. Способ по п. 56, дополнительно содержащий этап:
скрепления слоев ткани вместе путем прошивания по меньшей мере через один слой волокнистого холстового материала.
60. Способ по п. 56, дополнительно содержащий этап:
скрепления слоев ткани посредством нанесения по меньшей мере одного слоя из волокнистого холстового материала и по меньшей мере частичного сплавления холстового материала.
61. Способ по п. 56, дополнительно содержащий этап:
нанесения покрытия из полимерного смолистого материала на верхнюю и/или нижнюю поверхность ткани.
62. Способ по п. 56, в котором нетканый экструдированный слой имеет непрерывные канавки, сформированные на одной или обеих его поверхностях.
63. Способ по п. 62, в котором канавки имеют форму поперечного сечения, выбранную из группы, состоящей из полукруглой, квадратной, прямоугольной, треугольной, эллиптической, трапецеидальной, гексагональной и других многоугольных форм.
| WO 2010030298 A1, 18.03.2010 | |||
| WO 2009086533 A2, 09.07.2009 | |||
| US 2005081570 A1, 21.04.2005 | |||
| Установка для термообработки комкующихся материалов | 1990 |
|
SU1719834A1 |

