Область техники
Настоящее изобретение относится к техническим тканям и, более конкретно, к способу сваривания области шва технической ткани с использованием ультразвуковой сварки.
Включение посредством ссылки
Все патенты, заявки на патенты, документы и/или ссылки, упомянутые в настоящем описании, включены в него посредством ссылки и могут быть использованы при реализации настоящего изобретения.
Уровень техники
В процессе производства бумаги целлюлозное волокнистое полотно формуют путем нанесения волокнистой пульпы, то есть водной дисперсии целлюлозных волокон, на движущуюся формующую ткань в формующей секции бумагоделательной машины. Большая часть воды отводится из пульпы через формующую ткань, при этом на поверхности формующей ткани формируется бумажное полотно.
Только что сформированное бумажное полотно проходит от формующей секции в прессовую часть, которая содержит ряд зон прессования. Целлюлозное волокнистое полотно проходит через зоны прессования, поддерживаемые прессовой тканью, или, как зачастую бывает, между двумя такими прессовыми тканями. В зонах прессования целлюлозное волокнистое полотно подвергают сжатию, благодаря чему происходит его обезвоживание, которое вызывает сцепление целлюлозных волокон в полотне друг с другом для превращения целлюлозного волокнистого полотна в бумажный лист. Вода принимается прессовой тканью или тканями и, в идеальном случае, не возвращается к бумажному листу.
В конце бумажный лист поступает в сушильную часть, которая содержит по меньшей мере один ряд вращаемых сушильных барабанов или цилиндров, которые изнутри подогреваются паром. Только что сформованный бумажный лист перемещается последовательно по волнообразной траектории вокруг каждого барабана в ряду барабанов посредством сушильной ткани, которая прижимает бумажный лист к поверхности барабанов. Нагретые барабаны снижают содержание воды в бумажном листе до необходимого уровня посредством испарения.
Следует понимать, что формующая, прессовая и сушильная ткани имеют форму бесконечных петель на бумагоделательной машине и функционируют подобно конвейерам. Кроме того, следует понимать, что бумажное производство представляет собой непрерывный процесс, который протекает на значительной скорости. Другими словами, в то время как волокнистую пульпу непрерывно наносят на формующую ткань в формующей секции, на выходе из сушильной части только что изготовленное бумажное полотно непрерывно сматывают на валы.
Следует также понимать, что огромное большинство формующих, прессовых и сушильных тканей представляют собой или по меньшей мере содержат в качестве компонента текстильную ткань в форме бесконечной петли, имеющей конкретную длину, измеренную в продольном направлении по ее окружности, и конкретную ширину, измеренную в поперечном направлении. Поскольку конфигурации бумагоделательных машин могут изменяться в широких пределах, от производителей одежды для бумагоделательной машины требуется производить формующие, прессовые и сушильные ткани таких размеров, которые подходят по размеру для конкретных мест в формующей, прессовой и сушильной секциях бумагоделательных машин заказчиков. Само собой разумеется, что это требование усложняет производственный процесс, поскольку каждая ткань, как правило, должна быть изготовлена на заказ.
Сами текстильные ткани основы имеют множество различных форм. Например, они могут быть сотканы бесконечными, или они могут быть сотканы плоскими с использованием одного или более слоев нитей, ориентированных в машинном направлении («MD») или в направлении («CD»), поперечном машинному, и затем приведены в бесконечную форму при помощи тканого шва. В качестве альтернативного варианта реализации они могут быть созданы способом, известным как измененное бесконечное плетение, в котором кромки ткани основы, ориентированные в ширину, обеспечивают петлями сшивания с использованием их нитей, ориентированных в машинном направлении (MD). При таком способе нити, ориентированные в машинном направлении (MD), непрерывно плетут взад и вперед между кромками ткани, ориентированными в ширину, при этом на каждой кромке нити возвращают назад и тем самым создают петлю сшивания. Ткани основы, созданной таким образом, задают бесконечную форму при установке на бумагоделательную машину, и по этой причине такая ткань называется сшиваемой на машине тканью. Для придания такой ткани бесконечной формы две кромки, ориентированные в ширину, сводят, петли сшивания на двух кромках переплетают друг с другом, и в проход, образованный переплетенными петлями сшивания, заводят сшивающий стержень или штифт.
В любом случае текстильные ткани основы имеют форму бесконечных петель или выполнены с возможностью сшивания в такие формы, которые имеют конкретную длину, измеренную в продольном направлении, ориентированном вокруг указанных петель, и конкретную ширину, измеренную в поперечном направлении, ориентированном поперек указанных петель. Поскольку конфигурации бумагоделательных машин могут изменяться в широких пределах, от производителей одежды для бумагоделательной машины требуется производить формующие, прессовые и сушильные ткани таких размеров, которые подходят по размеру для конкретных мест в формующей, прессовой и сушильной секциях бумагоделательных машин заказчиков, и, следовательно, каждая ткань, как правило, должна быть изготовлена на заказ.
Ткани в современных бумагоделательных машинах могут иметь ширину от 152,4 см до более чем 1005,84 см (от 5 футов до более чем 33 футов), длину от 1219,2 см до более чем 12192 см (от 40 футов до более чем 400 футов) и могут весить приблизительно от 45,36 кг до более чем 1360,8 кг (от 100 фунтов до более чем 3000 фунтов). Эти ткани изнашиваются и требуют замены. Замена тканей зачастую влечет выведение машины из эксплуатации, удаление износившей ткани, настройку для установки ткани и монтаж новой ткани. Несмотря на то, что множество тканей являются бесконечными, тем не менее, многие из используемых сегодня тканей являются сшиваемыми на машине. Установка ткани содержит натяжение основы ткани на машину и соединение концов ткани для формирования бесконечной ленты.
Швы продемонстрировали значительные проблемы при функционировании и использовании технических тканей или лент в бумажном производстве, а также в производстве нетканых материалов, например. Они имеют толщину, которая отличается от толщины кромок технической ткани, которые соединяет шов, и изменение толщины между швом и кромками ткани может приводить к образованию следа на продукте, переносимом на ленте. Кроме того, может произойти повреждение шва в случае, если область шва имеет большую толщину, чем кромки ткани, так как шов становится подверженным воздействию механических компонентов и в результате трению и истиранию. Если лента является проницаемой для текучих сред (воздух и/или вода), то отличия проницаемости/пористости области шва по отношению к полотнищу ткани также могут вызывать нежелательное образование следов на продуктах, создаваемых с использованием тканей, или другие эксплуатационные неполадки.
Таким образом, независимо от того, является ли техническая ткань формующей, прессовой, сушильной тканью, тканью для сквозной сушки воздухом (TAD) или конструктивной тканью, используемых для создания нетканых изделий способами, такими как мелтблоун (meltblowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), или для способов, протекающих в сырой среде, таких как сушильная лента двухвалкового пресса (DNT) или лента для обезвоживания отстоя или тому подобное, или ленты завершения текстильного производства, свойства равномерности и целостности шва являются ключевыми.
Заделки шва ткани или концы нитей, которые переплетены или сплетены для создания шва, подвержены оттягиванию назад при работе на машинах для производства бумаги, картона или бумажных салфеток/полотенец или других производственных установках, когда ткань подвержена растяжению в машинном направлении (MD). Для минимизации этого «оттягивания» концы нитей в шве обычно приклеивают к смежной нити клейким веществом. Однако клеи совершенно не устойчивы к условиям работы машины, и по-прежнему время от времени допускают возникновение оттягиваний или проскальзывание нитей. Подобным образом использование клеев с другими средствами усиления, такими как сшивка заделок концов одежды бумагоделательной машины (РМС), ткани для сквозной сушки воздухом (TAD) или конструктивной ткани, не создает необходимой целостности и равномерности шва.
Кроме того, ширина области шва, измеренная в машинном направлении (MD), которая создана с использованием традиционных техник, как правило, в любом месте шва находится в пределах, например, от 8,89 см до 50,8 см (от 3,5 дюймов до 20 дюймов) или даже больше. Таким образом, ввиду множества причин желательно уменьшать длину в машинном направлении (MD) этой области шва.
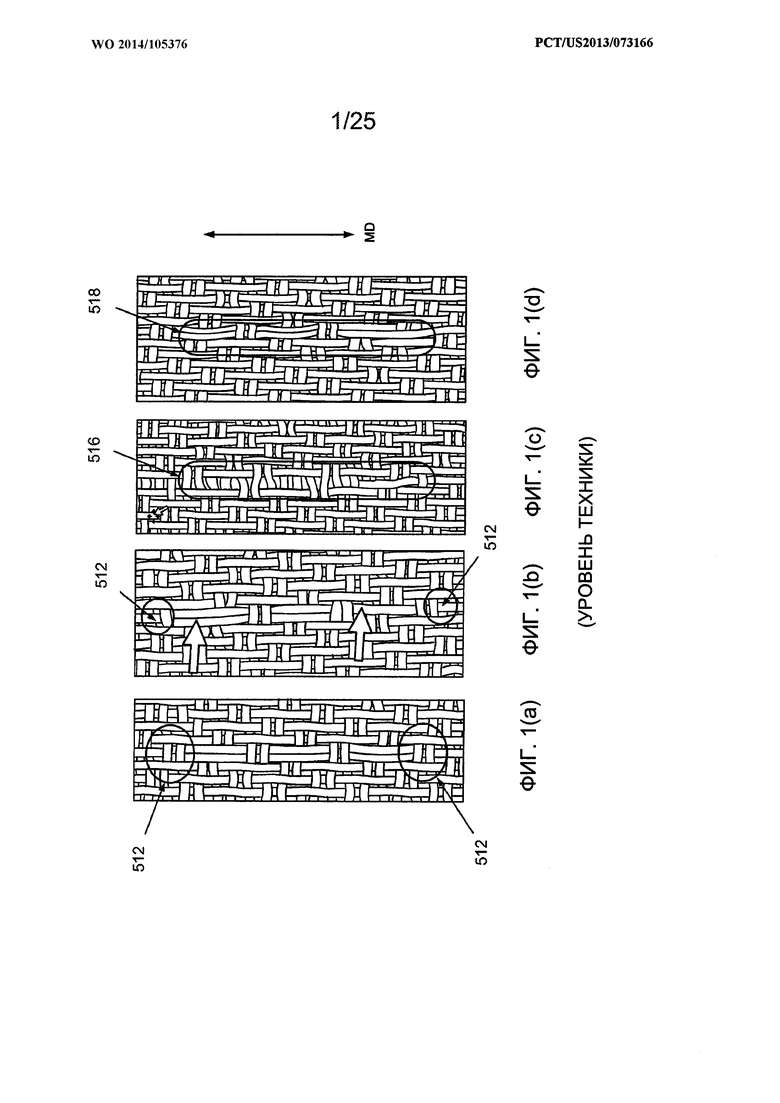
На фиг. 1(a-d) показаны проблемы, относящиеся к обычным техникам создания шва, например, для ткани для сквозной сушки воздухом (TAD), в которых завершающие концы двух кромок ткани переплетены в ткани, «перекрыты» в области шва и критических точках 512, в которых эти концы могут «оттягиваться» в машинном направлении (MD), и сами концы могут выпирать по торцевой поверхности бумаги. В конечном счете смещение в области перекрытия возрастает, как показано стрелкой на фиг. 1, вследствие увеличенных местных напряжений в ткани (фиг. 1b) и в области шва ткани происходит полное смещение и появляется дыра 516 (фиг. 1с). Следовательно, зону перекрытия шва, как правило, усиливают путем склеивания 518 вручную (фиг. 1d) для повышения прочности зоны перекрытия; однако процесс склеивания вручную является трудоемким и требует больших затрат времени. Из-за низкой точности процесса склеивания вручную также сложно ограничивать нанесение клеящего вещества только на перекрывающиеся нити. Кроме того, клеящее вещество, в конечном счете, потеряет свои свойства вследствие изгибания ткани и/или истирания при работе ткани на бумагоделательной машине.
Таким образом, существует необходимость в другом или улучшенном средстве усиления заделок концов нитей шва, и последующей прочности шва.
Одной возможной техникой усиления заделок концов нитей шва для тканей является термическая сварка, такая как ультразвуковая сварка. Термин «ультразвуковая» относится к звукам, превышающим диапазон человеческого слуха, т.е. более 20000 Гц, и ультразвуковая сварка относится к процессу расплавления материалов при помощи звуковых волн. До настоящего времени было предпринято множество попыток соединения кромок ткани с использованием ультразвуковой энергии, т.е. соединение отрезков ткани в бесконечные формы для создания бесконечных лент.
Однако неприемлемые результаты создания шва зачастую возникают в результате применения ультразвуковой сварки, такие как чрезмерное расплавление нитей, уменьшенная проницаемость шва и деформации тканей вследствие местного стягивания нитей, все это происходит отчасти в результате того, что традиционная ультразвуковая сварка основана на изменении множества параметров из числа времени, энергии и расстояния.
Раскрытие изобретения
Таким образом, в уровне техники по-прежнему требуется средство создания швов ткани с подходящими гладкостью, равномерностью, пористостью, проницаемостью, прочностью и долговечностью, которое применимо для широкого диапазона типов ткани.
Соответственно, настоящее изобретение является способом соединения одной кромки ткани с другой кромкой ткани с использованием ультразвуковой энергии. Ткань ткут из нитей, ориентированных в машинном направлении (MD) и направлении (CD), поперечном машинному направлению, созданных из синтетических полимерных смол. MD и CD нити на кромках, ориентированных в поперечном направлении (CD), плоской текстильной ткани могут быть переплетены для создания зоны шва, и указанная зона шва может быть подвержена воздействию ультразвуковой энергии, соединяющей концы нитей, ориентированных в машинном направлении (MD) друг с другом и/или одним или более концами нитей, ориентированных в поперечном направлении (CD), для создания бесконечной ткани или ленты.
В другом варианте реализации длина плоской текстильной ткани с двумя кромками, ориентированными в поперечном направлении (CD), может иметь каждую CD кромку ткани, содержащую одинаковые MD и CD нити, перекрытые друг с другом на некоторое расстояние в машинном направлении (MD) и связанные для формирования плоской текстильной ткани в бесконечную ткань или ленту.
Две кромки, ориентированные в поперечном направлении (CD), плоской текстильной ткани также могут быть загнуты назад на полотнище ткани с каждого конца. Несколько нитей, ориентированных в поперечном направлении (CD), могут быть распущены, тем самым раскрывая отрезки нитей, ориентированных в машинном направлении (MD), которые могут создавать петли. Петли от каждой кромки ткани, ориентированной в поперечном направлении (CD), затем переплетаются друг с другом для создания канала, и для создания шва в указанный канал вставляют стержень или штифт. Петли сшивания могут быть созданы путем загиба отрезка ткани на каждой кромке, ориентированной в поперечном направлении (CD), вокруг стержня, распускания множества нитей, ориентированных в поперечном направлении (CD), в месте загиба таким образом, чтобы при загнутом конце ткани распущенная область обеспечивала возможность формирования петель нитями, ориентированными в машинном направлении (MD), и загнутый отрезок ткани прикрепляется к полотнищу ультразвуковой сваркой, описанной в приведенном выше описании. Загиб может находиться в диапазоне от 5 см до 30 см. Шов загиба может быть использован для фиксации витков сшивания (одного или одного для каждой кромки), вставленных между петлями нитей, ориентированных в машинном направлении (MD), и соединения стержнями или штифтами для создания спирального связующего шва. В любом случае отогнутая область может быть сцеплена с полотнищем ткани перед переплетением петель при реализации настоящего изобретения.
В качестве альтернативного варианта реализации шов для плоских текстильных тканей может быть создан в виде «стержневого шва», известного для специалистов в данной области техники, для которого требуется вплетение нитей, ориентированных в машинном направлении (MD), в полотнище ткани на каждой кромке, ориентированной в поперечном направлении (CD), и создание петель на каждой кромке, ориентированной в поперечном направлении (CD). Петли от каждой кромки, ориентированной в поперечном направлении (CD), затем переплетают друг с другом, и в пространство, образованное переплетенными петлями, вставляют стержень или штифт для создания стержневого шва. В альтернативном варианте реализации спиральные витки могут быть соединены с петлями посредством штифтов или стержней, тем самым образуя спиральные связующие швы, известные специалистам в данной области техники. Такие ткани также могут быть улучшены техникой ультразвуковой сварки, раскрытой в настоящем описании. В таких швах нити, ориентированные в машинном направлении (MD), которые создают сами петли шва, могут быть сварены или сплавлены с нитями, ориентированными в поперечном направлении (CD), до переплетения петель для предотвращения вытягивания их под действием рабочего натяжения при использовании.
Кроме того, спиральная навивка полос тканого материала, требующая создания швов кромка к кромке, которая подробно описана в патенте США №5,360,656, все содержание которого включено в настоящее описание посредством ссылки, также может быть улучшена техникой ультразвуковой сварки, раскрытой в настоящем описании.
Настоящее изобретение может отличаться от уровня техники управлением, выполняемым в промежутке времени, в течение которого ультразвуковую энергию прикладывают к соединяемым слоям ткани, и в течение прижатия к слоям сонотрода, подводящего ультразвуковые колебания.
Один вариант реализации настоящего изобретения содержит этапы, на которых обеспечивают устройство ультразвуковой сварки, имеющее текстурированный сонотрод, предназначенный для передачи ультразвуковой энергии в зону шва плоской текстильной ткани, и обеспечивают опору с текстурированной или не текстурированной поверхностью, к которой или от которой может перемещаться сонотрод для зажима двух слоев ткани вместе для соединения указанных слоев ткани. Сонотрод и опора могут иметь подходящую текстурированную поверхность, или текстурированную поверхность может иметь только сонотрод или опора.
При реализации способа согласно этому варианту реализации две кромки ткани расположены одна поверх другой на опоре, и сонотрод перемещают к двум перекрытым кромкам ткани на опоре.
Сонотрод приводится в действие для передачи ультразвуковой энергии к двум перекрытым кромкам ткани, когда сила, с которой сонотрод прижимает указанные перекрытые кромки ткани к опоре, достигает заданного уровня. Сила возрастает и становится больше, чем эта заданная сила срабатывания по мере передачи сонотродом ультразвуковой энергии к двум перекрытым кромкам, посредством которой происходит расплавление и сплавление нитей, из которых сотканы кромки, до необходимой степени. Сонотрод выключается для прекращения передачи ультразвуковой энергии по достижении им заданного расстояния от опоры. Сила, прикладываемая сонотродом к двум перекрытым кромкам ткани, затем поддерживается в течение заданного времени выдержки для охлаждения и отверждения расплавленного полимерного смолистого материала нитей в сжатом состоянии. В конце сонотрод отводится назад от двух перекрытых кромок ткани и опоры, открывая область шва новой бесконечной ткани.
При реализации данного способа две кромки ткани соединяют путем повторного выполнения этапов, рассмотренных в приведенном выше описании, множество раз, поскольку соединяемые слои ткани, как правило, намного шире в поперечном направлении (CD), чем ширина сонотрода/опоры ультразвукового устройства. Соответственно, для выполнения, например, операции сшивания две перекрытые кромки ткани должны быть соединены с шагом, равным по ширине с шириной сонотрода/опоры, при этом выдерживая минимальным любое перекрытие между соседними шагам. Это потребует перемещения устройства относительно перекрытых кромок ткани на расстояние, равное ширине устройства, после соединения каждой секции, равной ширине устройства, создаваемого шва. Процесс должен быть выполнен повторно столько раз, сколько необходимо для перемещения устройства шагами, равными его ширине, по всей ширине ткани.
Настоящее изобретение может быть применено для сшивания тканей в бесконечные петли для использования в качестве технических лент в производстве бумаги, картона и подобных изделий. Например, ленты, используемые на двухвалковом прессе (DNT), могут быть сшиты согласно настоящему изобретению. Ленты для любого пресса с двумя сетками, предназначенного для обработки пульпы и/или отстоя или любого другого материала, который должен обладать содержанием твердой фазы, получаемой при удалении текучей среды, могут быть сшиты посредством реализации настоящего изобретения.
Кроме того, настоящее изобретение может быть применимо при создании шва в сушильной ткани для сквозной сушки воздухом (TAD), технической ткани для производства нетканых изделий, ленте гофромашины или в ткани/ленте, используемой для конечной обработки текстильных изделий или ленте дубильного производства. Настоящее описание направлено на необходимость создания швов в одежде бумагоделательной машины или любых других тканях, в которых желательно, чтобы зона шва была по возможности максимально подобна или идентична полотнищу ткани в отношении текстуры, а также проницаемости для воздуха и/или воды. Такие швы могли бы быть ориентированы в машинном направлении («MD»), в направлении («CD»), поперечном машинному направлению, или по спирали вдоль длины ткани.
Соответственно один вариант реализации настоящего изобретения представляет собой способ сшивания технической ткани, имеющей длину и ширину, причем указанный способ содержит этапы, на которых перекрывают первую кромку ткани со второй кромкой ткани на заданное расстояние, размещают по меньшей мере часть перекрытой области между ультразвуковым сонотродом и опорой; и сваривают часть перекрытых кромок приложением ультразвуковой энергии в течение заданного промежутка времени или пока свариваемой частью не будет воспринято заданное количество энергии, причем контактирующая с тканью поверхность сонотрода и/или опоры текстурирована или имеет рисунок.
Согласно одному варианту реализации заданное расстояние может составлять 20 см или меньше, 10 см или меньше или предпочтительно 5 см или меньше. Текстура или рисунок могут представлять собой отпечаток, зеркально отражающий или имитирующий рисунок переплетения ткани. Ткань может быть создана переплетением множества нитей основы с множеством нитей утка. Ткань может быть плоской текстильной тканью или тканью, созданной путем навивки по спирали полосы ткани из текстильных нитей. В альтернативном варианте реализации ткань может быть тканью, содержащей плоские тканые полосы материала со швами в машинном направлении (MD) на смежных кромках параллельных петель ткани. Параллельные петли ткани могут иметь области шва в направлении (CD), поперечном машинному направлению, которые могут быть расположены на одной линии или расположены в шахматном порядке в машинном направлении (MD).
Согласно одному варианту реализации способ может включать этапы переплетения одной или более нитей от одной или обеих кромок ткани до перекрытия кромок. Способ также может включать этап добавления одного или более моноволокон, комплексных нитей, полос или лент на ткань со стороны сонотрода и/или опоры до сваривания двух кромок. Сонотрод и/или опора могут иметь выпуклую часть, выполненную с возможностью контакта с поверхностью ткани. Сонотрод и/или опора могут иметь одну или более канавок для фиксации «добавленных» одного или более моноволокон, комплексных нитей, полос или лент. Первая и вторая кромки ткани могут быть кромками, ориентированными в ширину, или кромками, ориентированными в длину.
Согласно одному варианту реализации способ может включать этапы, на которых: создают одно или более сквозных отверстий или полостей в сваренной части ткани. Одно или более сквозных отверстий или полостей могут быть созданы лазерным сверлением или механической пробивкой.
Настоящее изобретение согласно одному варианту реализации представляет собой техническую ткань, имеющую длину и ширину и содержащую: первую кромку ткани, перекрытую со второй кромкой ткани на заданное расстояние, причем по меньшей мере часть перекрытых кромок сварена, и сваренная часть имеет текстуру или рисунок. Заданное расстояние может составлять 20 см или меньше, 10 см или меньше или предпочтительно 5 см или меньше. Ткань может быть одной из: тканей бумагоделательной машины (РМС), тканей для сквозной сушки воздухом (TAD), технических тканей и лент для производства нетканых материалов, тканей для обезвоживания отстоя, обезвоживания пульпы, используемых для конечной обработки текстильных изделий, включая каландрование или дубление шкуры, и лент гофромашины.
Согласно одному варианту реализации текстура или рисунок могут представлять собой отпечаток, зеркально отражающий или имитирующий рисунок переплетения нитей ткани. Ткань может быть создана переплетением множества нитей основы с множеством нитей утка. Ткань может быть плоской текстильной тканью или тканью, созданной путем навивки по спирали полос ткани из текстильных нитей. В альтернативном варианте реализации ткань может быть тканью, содержащей плоские тканые полосы материала со швами в машинном направлении (MD) на смежных кромках параллельных петель ткани. Параллельные петли ткани могут иметь области шва в направлении (CD), поперечном машинному направлению, которые могут быть расположены на одной линии или расположены в шахматном порядке в машинном направлении (MD).
Одна или более нитей могут быть распущены из одной или обеих кромок ткани перед свариванием. Кроме того, одно или более моноволокон, комплексных нитей, полос или лент могут быть добавлены в направлении, параллельном распущенным нитям, пере свариванием. Первая и вторая кромки ткани могут быть кромками, ориентированными в ширину, или кромками, ориентированными в длину.
Согласно одному варианту реализации ткань может содержать одно или более сквозных отверстий или полостей в сваренной части ткани. Одно или более сквозных отверстий или полостей могут быть созданы лазерным сверлением или механической пробивкой. Воздухопроницаемость и/или водопроницаемость сваренной части ткани могут быть подобными или таким же как воздухопроницаемость и/или водопроницаемость остальной части полотнища ткани.
Путем устранения недостатков, связанных с обычной ультразвуковой сваркой, техника ультразвуковой сварки согласно настоящему изобретению может достигать швов ткани с повышенной прочностью, повышенной износостойкостью и/или увеличенным сроком службы ткани и с текстурой и воздухопроницаемостью/водопроницаемостью шва такой же или подобной текстуре и воздухопроницаемости/водопроницаемости полотнища ткани.
В одном варианте реализации настоящего изобретения предложена техническая ткань или лента для формующей, прессовой и сушильной частей бумагоделательной машины, включая сушильную ткань для сквозной сушки воздухом (TAD). Ткань или лента согласно настоящему изобретению также может быть использована в качестве транспортной ленты, ткани пресса с удлиненной зоной прессования (LNP), ленты каландра или в качестве других технологических лент, таких как ленты гофромашины. Ткань также может быть использована в качестве части ленты для отделки текстильного полотна, такой как, например, усадочная лента или дубильная лента. Кроме того, ткань согласно настоящему изобретению может быть использована в других промышленных установках, в которых технические ленты используются для обезвоживания материала. Например, ткань может быть использована в формующей пульпу ленте или сжимающей пульпу ленте, в ленте, используемой для обезвоживания вторичной бумаги в процессе очистки от краски, такой как сушильная лента двухвалкового пресса (DNT) в машине, смывающей краску; или в обезвоживающей ленте для обезвоживания отстоя. Ткань согласно настоящему изобретению также может быть использована в качестве ленты, используемой в производстве нетканых изделий способами, такими как суховоздушное формирование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling).
Несмотря на то, что прежде всего использованы термины «ткань», «техническая ткань» и «структура ткани», тем не менее для описания структуры настоящего изобретения ткань, лента, конвейер и структура ткани используются как взаимозаменяемые.
Различные признаки новизны, которые характеризуют настоящее изобретение, подробно раскрыты в пунктах формулы изобретения, приложенной и составляющей неотъемлемую часть настоящего описания. Для лучшего понимания настоящего изобретения, его функциональных преимуществ и конкретных целей, достигаемых его использованием, ссылка сделана на сопроводительный описательный материал, в котором предпочтительные, но неограничивающие варианты реализации настоящего изобретения изображены на сопроводительных чертежах, на которых сходные компоненты обозначены одинаковыми ссылочными номерами.
Термин «содержащий» и «содержит» в настоящем изобретении может означать «включающий в себя» и «включает в себя» или могут иметь значение, обычно присвоенное термину «содержащий» или «содержит» в Патентном законе США. Термины «по существу состоящий из» или «по существу состоит из» при использовании в пунктах формулы изобретения имеют значение, приписанное им в Патентном законе США. Другие аспекты настоящего изобретения описаны или очевидны из (и в пределах настоящего изобретения) представленного ниже подробного описания.
Краткое описание чертежей
Теперь настоящее изобретение будет описано более подробно со ссылкой на чертежи, на которых одни и те же ссылочные номера обозначают одинаковые элементы и части и которые представлены ниже.
На фиг. 1(а)-1(d) изображены недостатки использования обычных способов сшивания определенных технических тканей;
На фиг. 2(а)-2(d) изображены этапы, включенные в способ ультразвуковой сварки, согласно одному варианту реализации настоящего изобретения;
На фиг. 3 представлен один пример ткани, подготовленной с использованием ультразвуковой сварки, согласно одному аспекту настоящего изобретения;
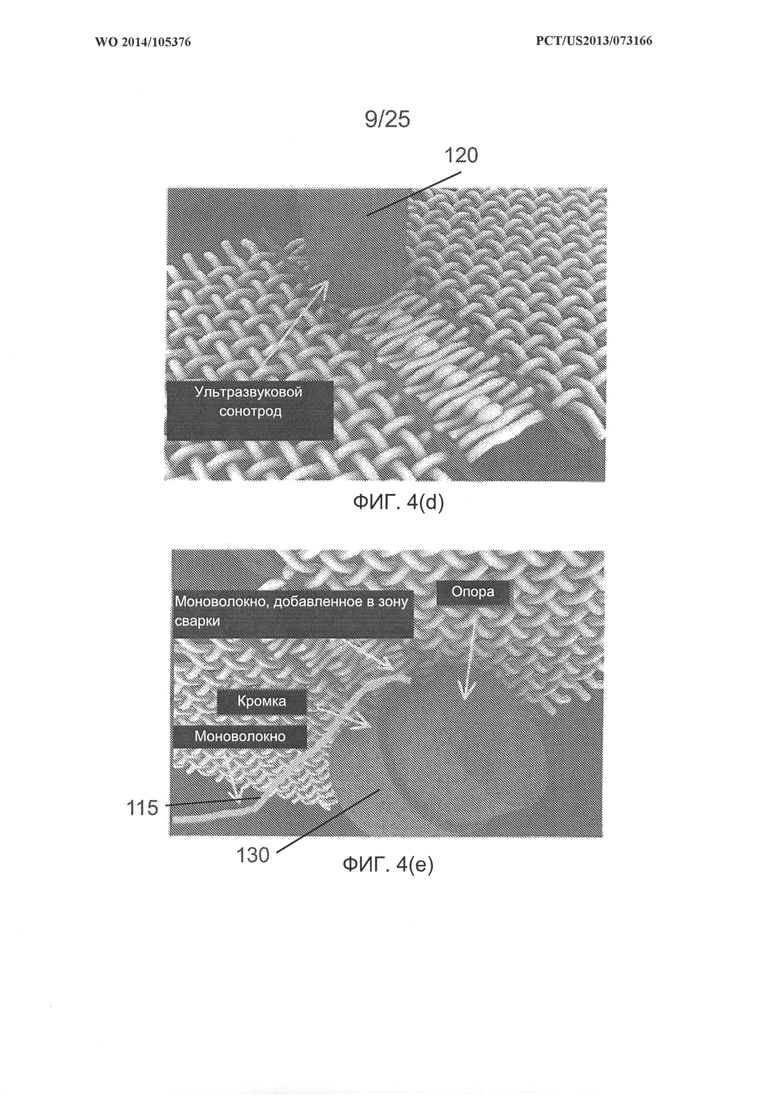
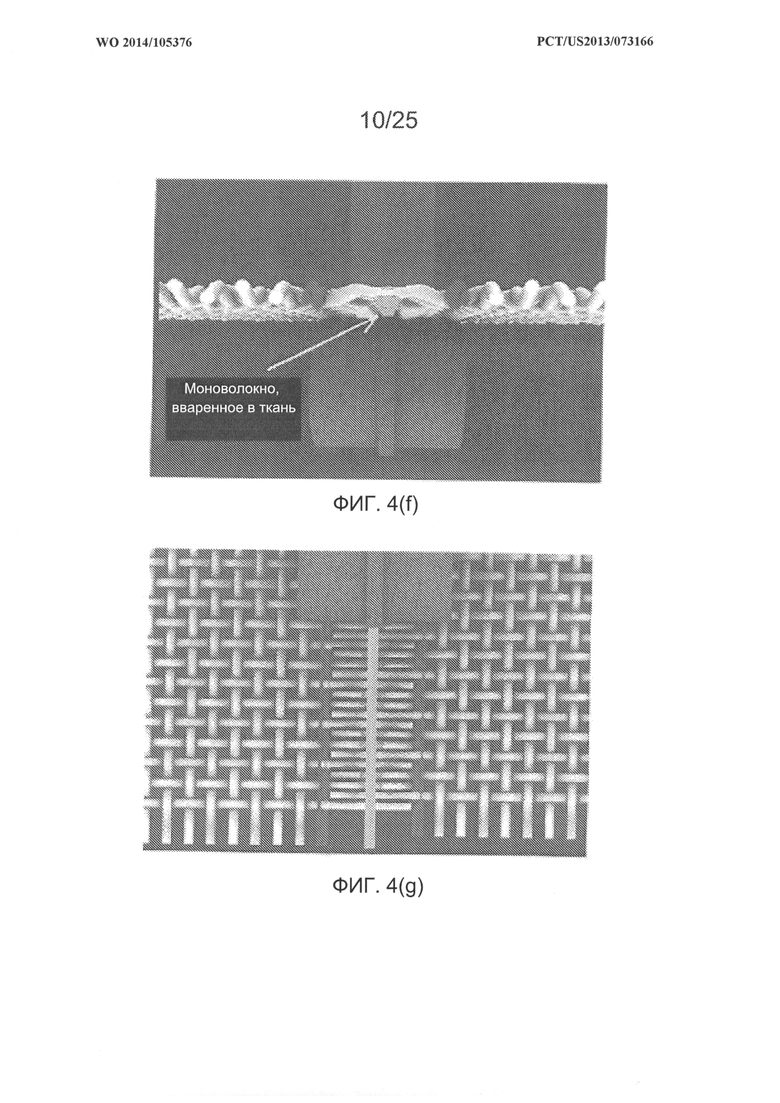
На фиг. 4(а)-4(g) изображены этапы, включенные в способ ультразвуковой сварки, согласно одному варианту реализации настоящего изобретения;
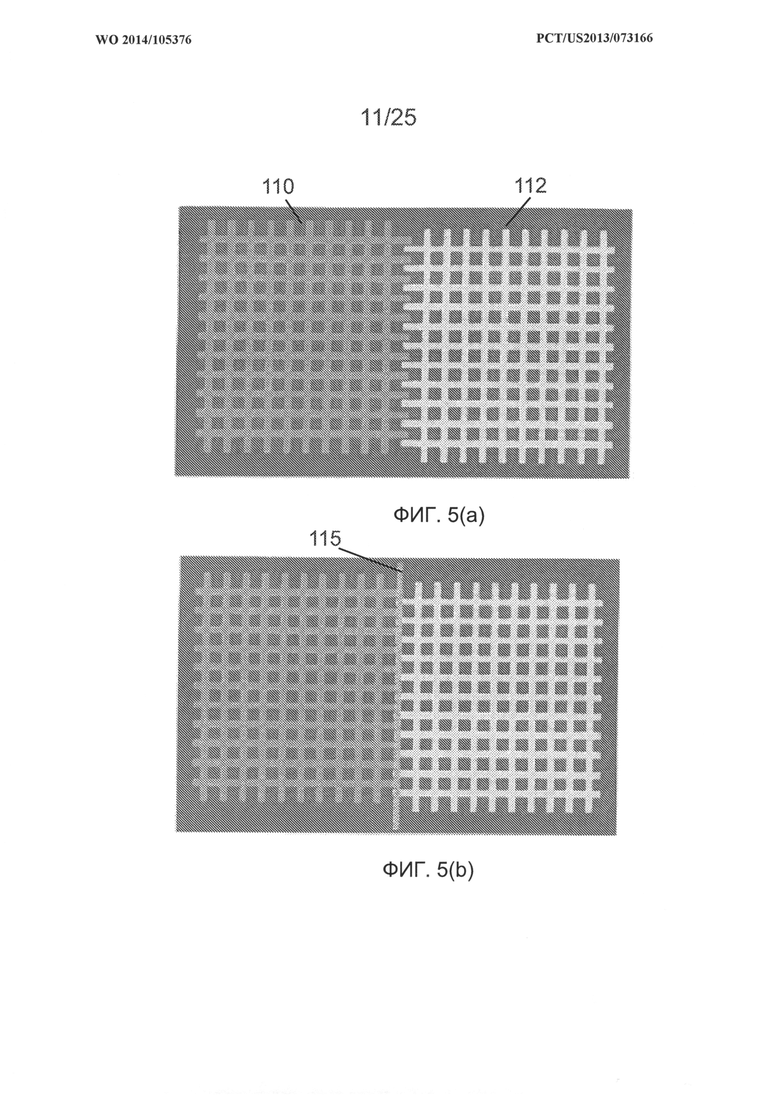
На фиг. 5(а)-5(b) изображены этапы, включенные в способ ультразвуковой сварки, согласно одному варианту реализации настоящего изобретения;
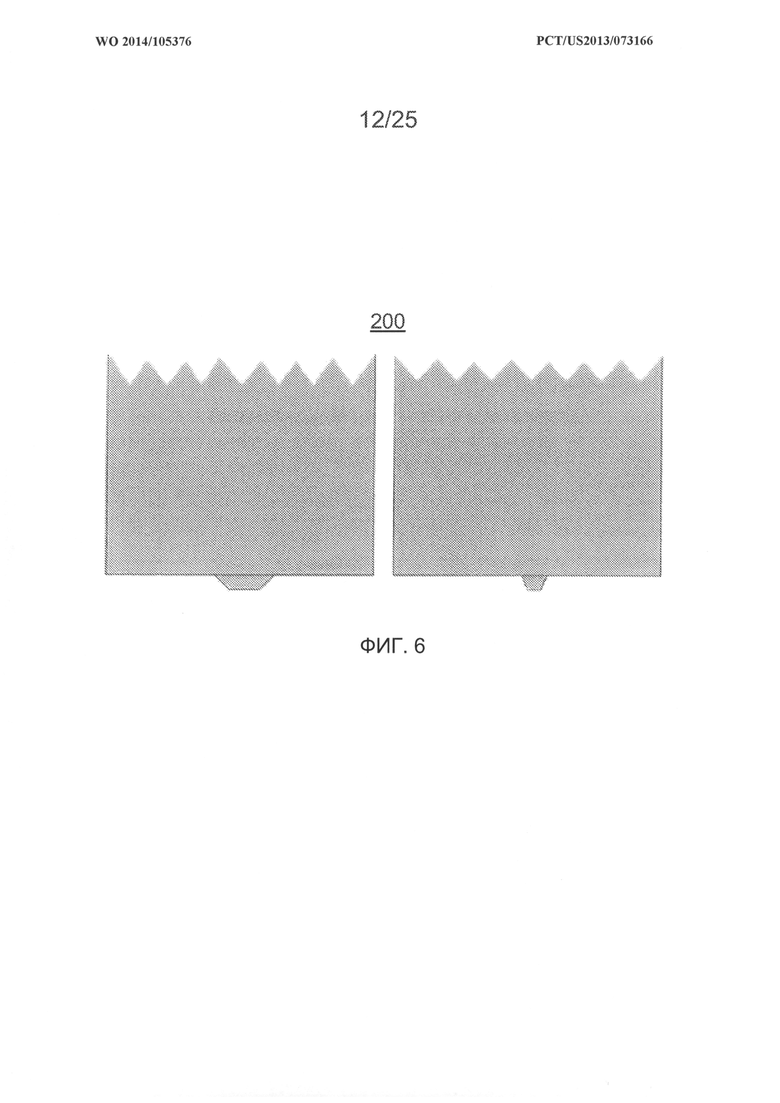
На фиг. 6 изображен вид в поперечном разрезе одного ультразвукового сонотрода/опоры;
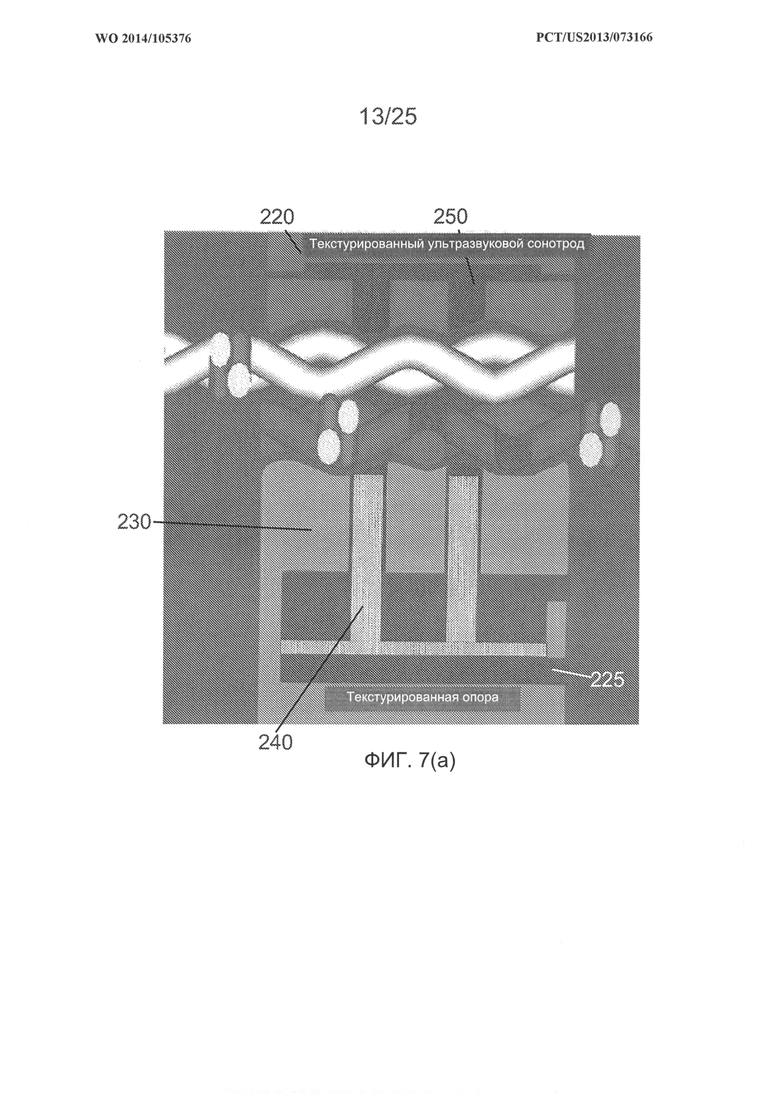
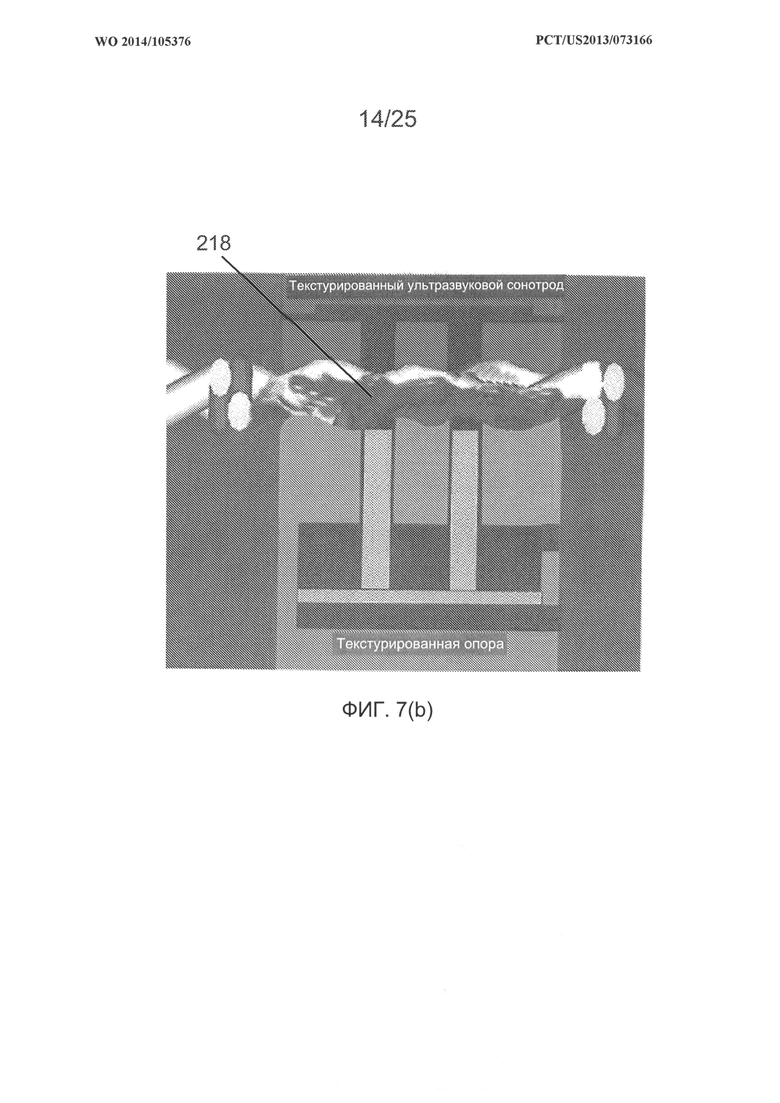
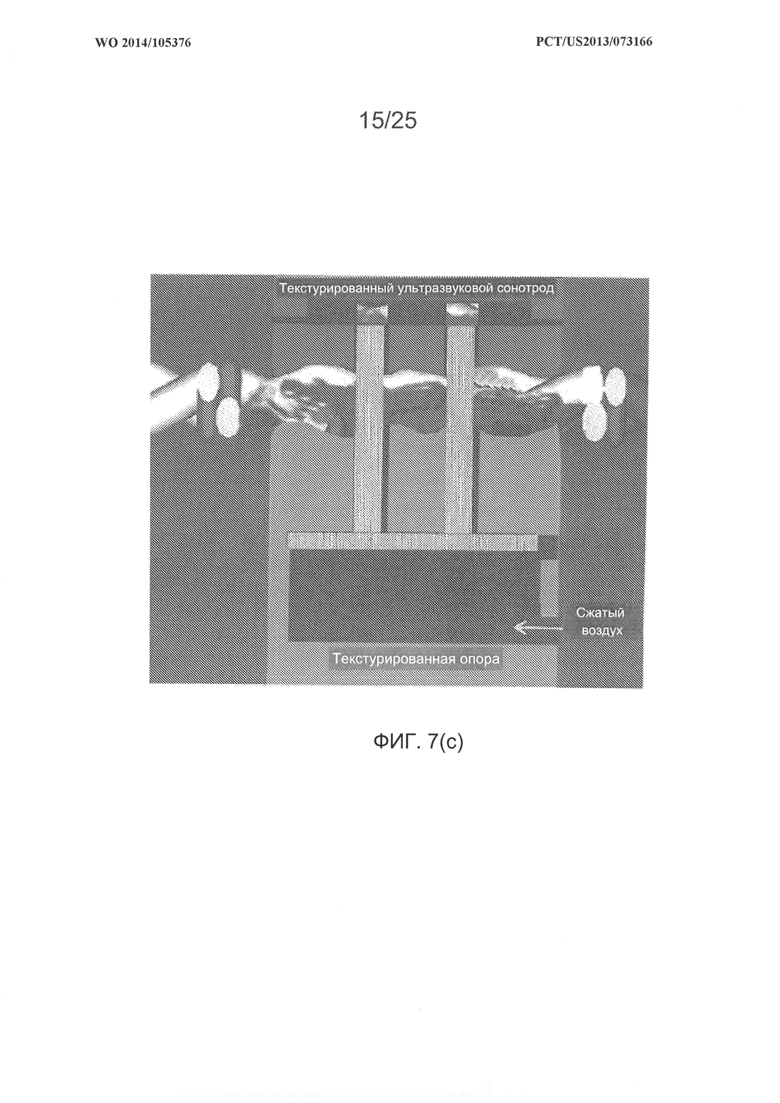
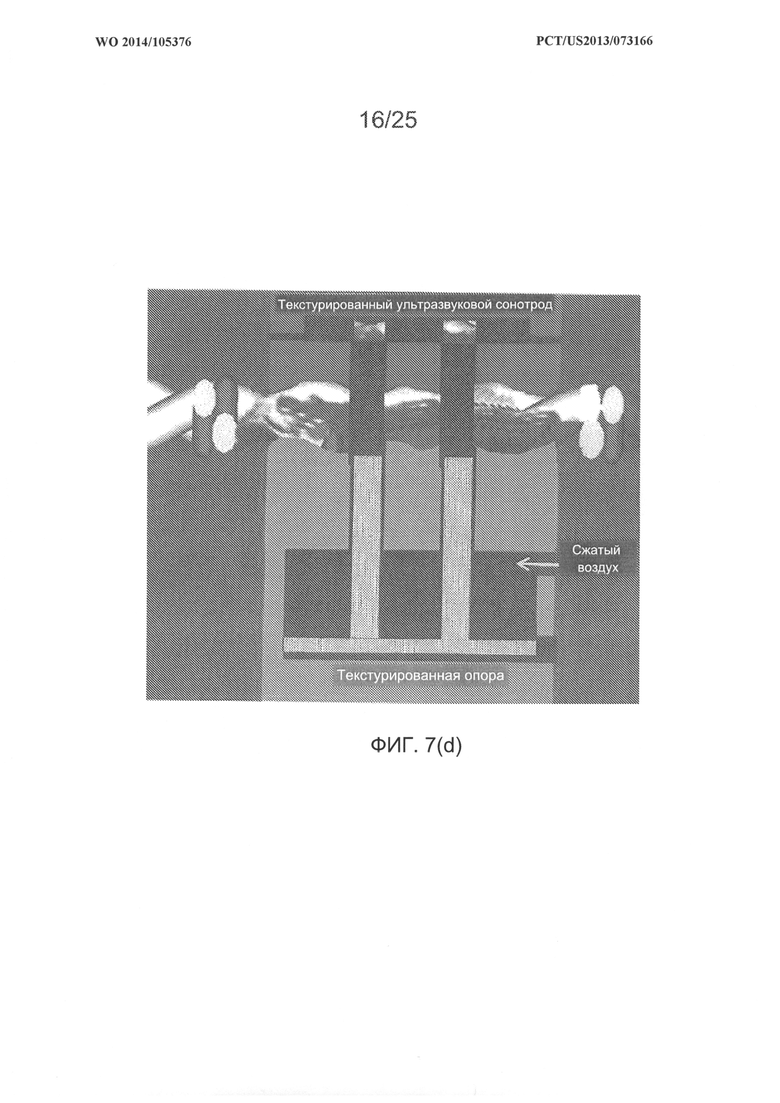
На фиг. 7(а)-7(f) изображены этапы, включенные в способ ультразвуковой сварки, согласно одному варианту реализации настоящего изобретения;
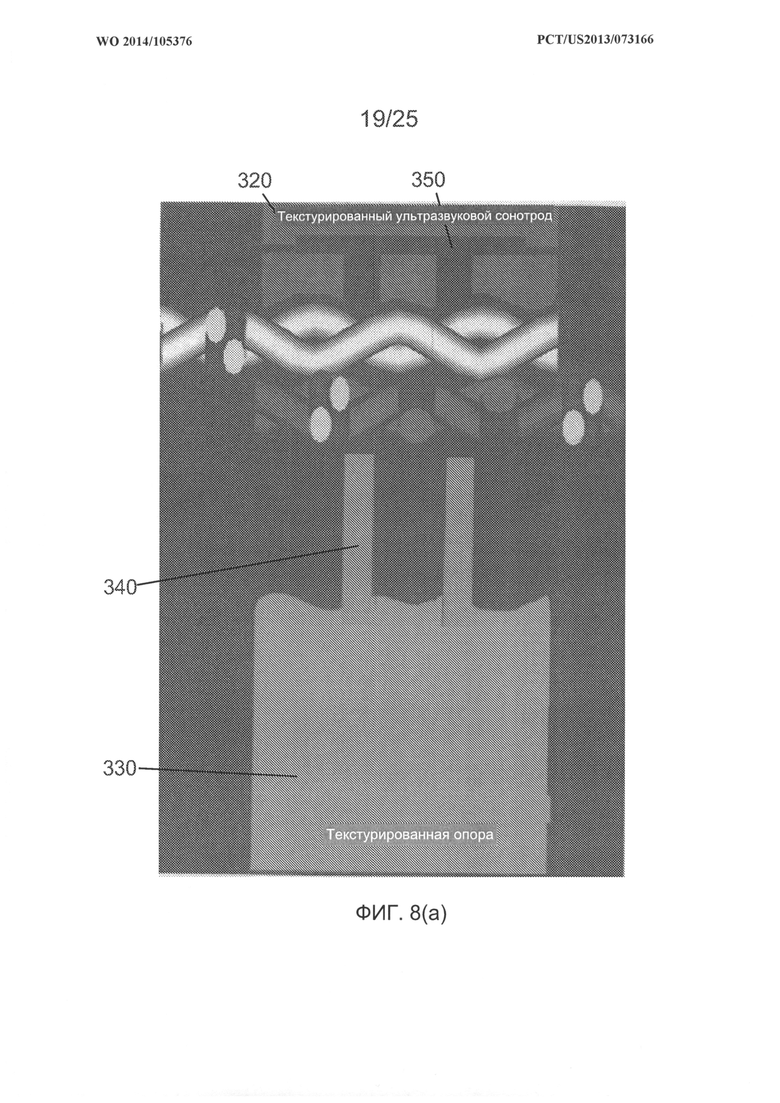
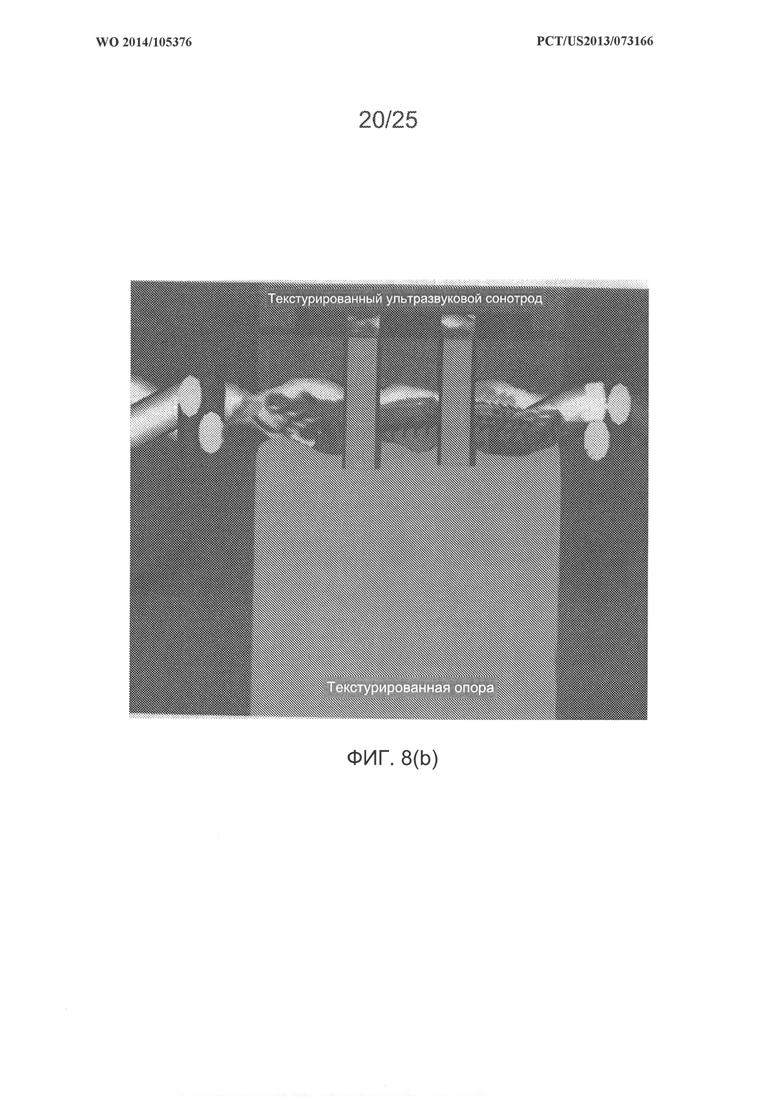
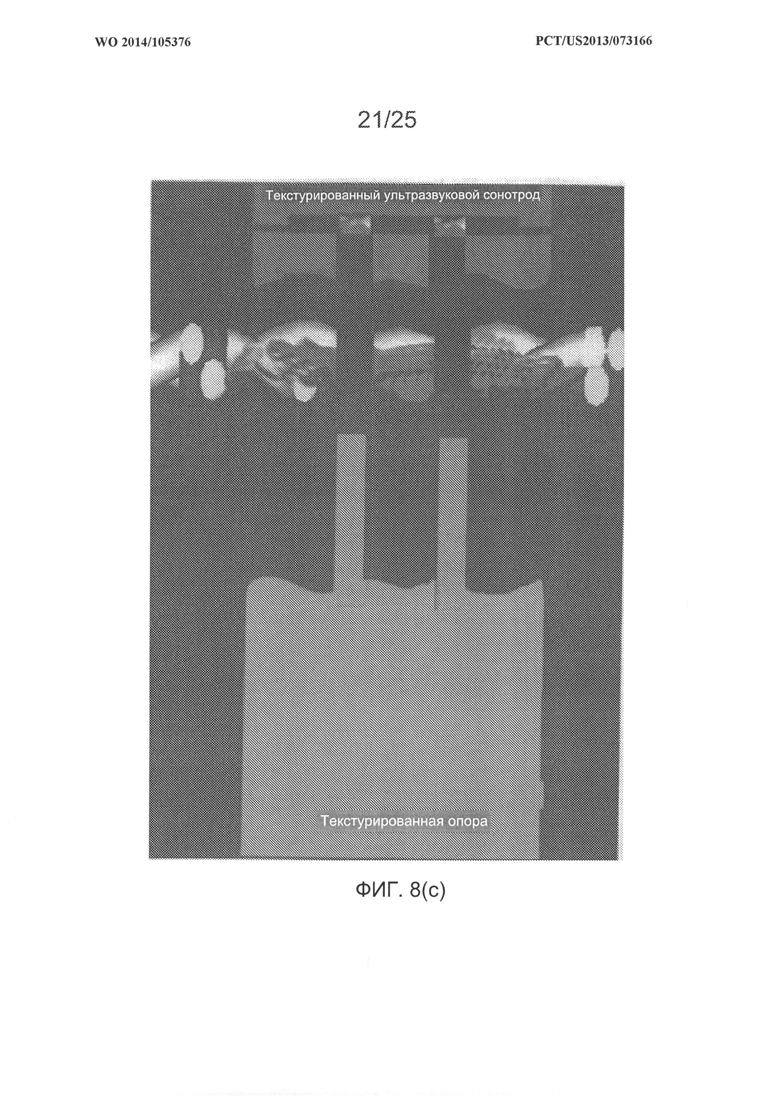
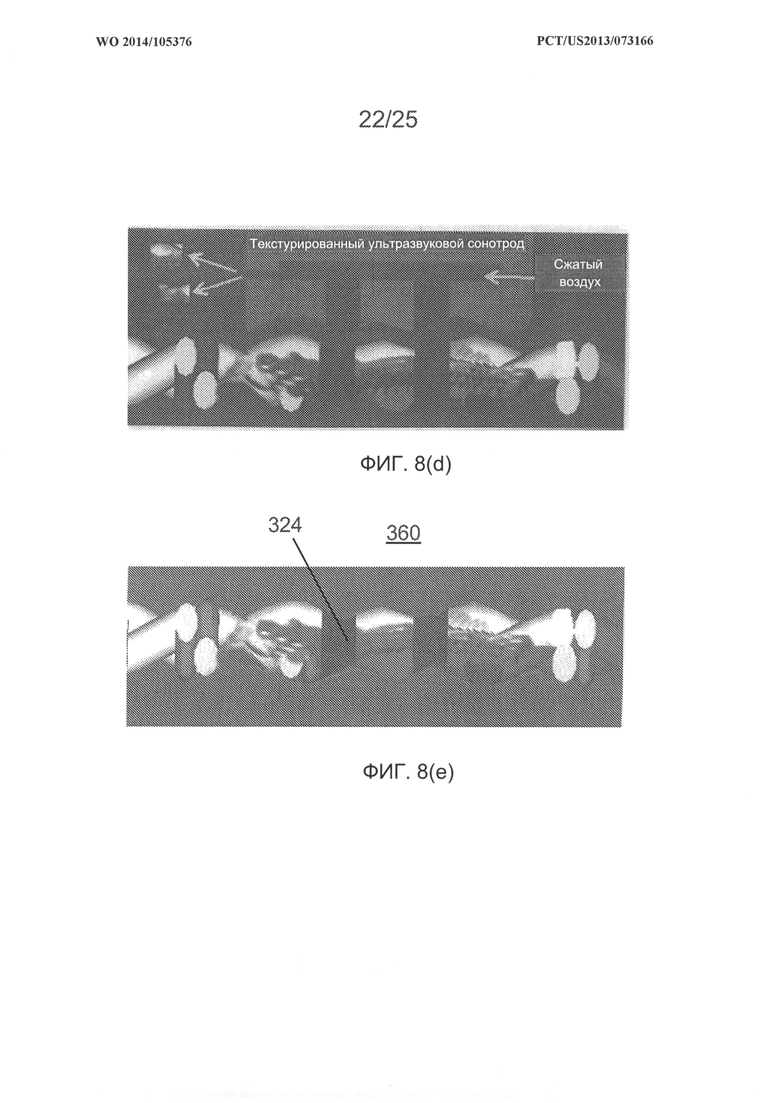
На фиг. 8(а)-8(е) изображены этапы, включенные в способ ультразвуковой сварки, согласно одному варианту реализации настоящего изобретения; и
На фиг. 9(а)-9(с) изображены этапы, включенные в способ ультразвуковой сварки, согласно одному варианту реализации настоящего изобретения.
Осуществление изобретения
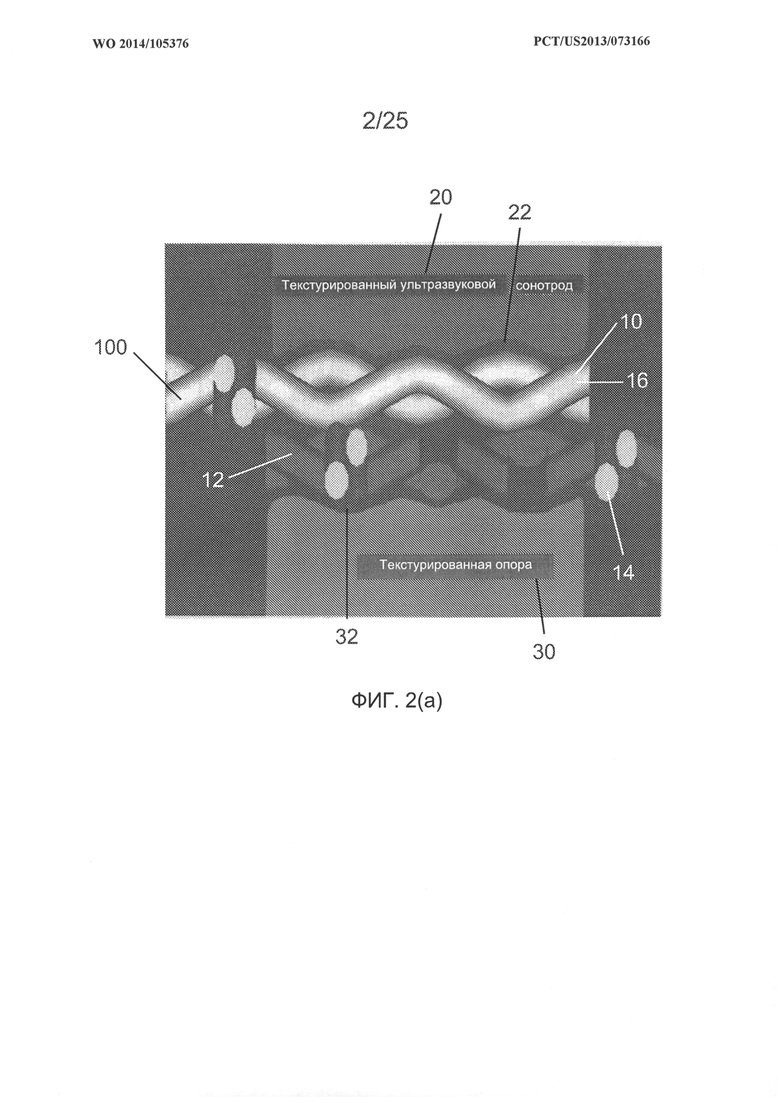
На фиг. 2(а) представлено схематическое изображение, показывающее этап, включенный в способ сшивания технической ткани, согласно одному варианту реализации настоящего изобретения. Ткань 100 основы технической ткани может быть плоской текстильной тканью, например, в которой нити 16 основы сплетены с нитями 14 утка для создания ткани, имеющей длину и две кромки 10, 12 в ширину. Любой из узоров переплетения, известных специалисту в данной области техники, может быть использован в процессе плетения ткани 100 основы.
После того, как ткань основы сплетена, кромки 10, 12 ткани сводят и помещают между ультразвуковым сонотродом 20 и опорой 30 для сваривания, как показано, например, на фиг. 2(а). Перекрытие кромок 10, 12 может составлять 20 см или меньше, 10 см или меньше или предпочтительно 5 см или меньше. Сонотрод 20 или опора 30 или они оба могут иметь текстурированную поверхность 22, 32 или узор, сформированный на них таким образом, что поверхность 22, 32 отражает рисунок переплетения в пределах полотнища ткани 100 основы. То есть текстурированная поверхность может быть создана таким образом, что она принимает форму узора плетения свариваемой ткани. Структура может содержать множество выпуклых частей, а также множество углублений, отражающих узор плетения в пределах полотнища ткани основы.
Глубиной сварного шва можно управлять, например, путем установки механического ограничителя или использования другого средства для управления расстоянием между сонотродом и опорой, размещения свариваемой ткани между сонотродом и опорой и свариванием части этой ткани с использованием ультразвуковой энергии, пока сонотрод не достигает заданной глубины, затем продолжают сваривать на этой глубине в течение заданного отрезка времени или пока заданное количество энергии не будет поглощено.
Механический ограничитель (не показан) может быть использован для регулировки самого близкого расстояния, на которое сонотрод может приблизиться к опоре. Другими словами, механический ограничитель задает глубину, на которую ультразвуковой сонотрод может проникнуть в свариваемую ткань. Это расстояние между сонотродом и опорой является зазором. Как только сонотрод достигает механического ограничителя, он продолжает сваривать на этом расстоянии в течение любого времени или с заданной энергией без дополнительной потери толщины ткани. Материал удерживается сжатым в момент приложения ультразвуковой энергии. Задача, однако, состоит в том, чтобы управлять глубиной проникновения сонотрода или глубиной проникновения опоры. В любом случае расстояние между опорой и наконечником сонотрода определяет глубину сварного шва и прочность сварного шва, созданного таким образом.
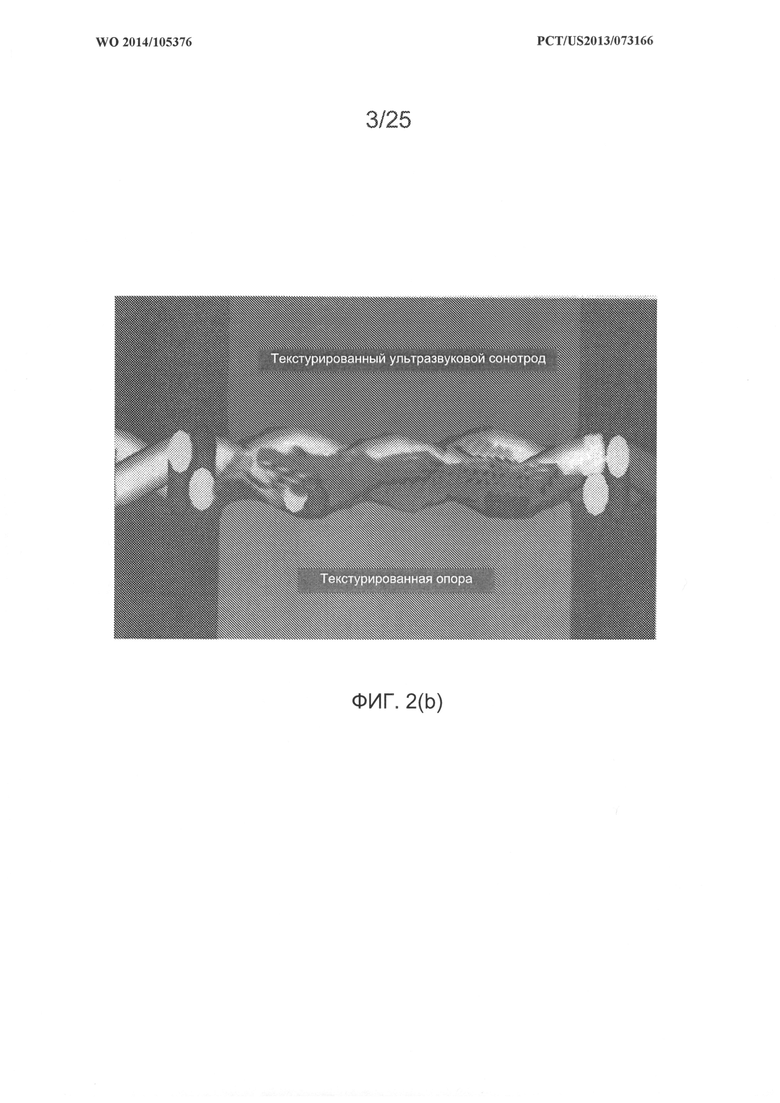
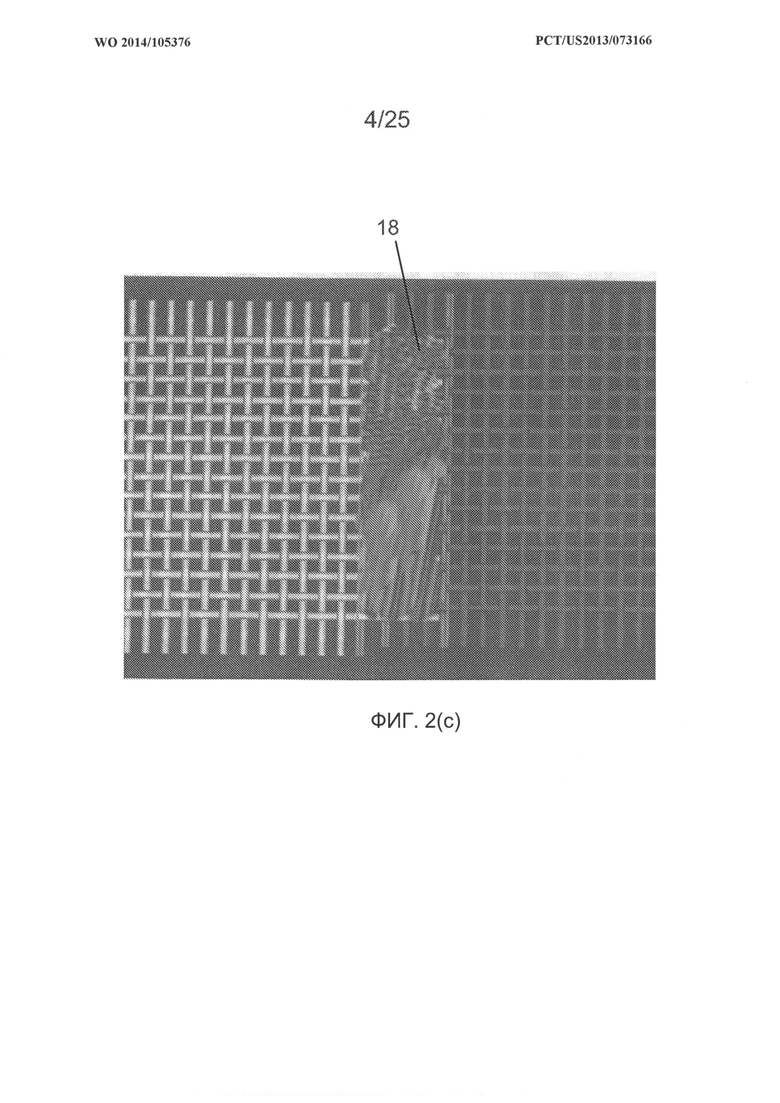
При сваривании материал нитей на кромках 10, 12 ткани по меньшей мере частично плавится, и кромки смыкаются или соединяются швом, как показано, например, на фиг. 2(b). Поскольку материал нитей любой или обеих кромок плавится и вливается в промежутки ткани при сваривании, сварной шов образует зону 18 сварки, как показано, например, на фиг. 2(с).
Типовое устройство, используемое в ультразвуковой сварке настоящего изобретения, содержит установку для сварки ультразвуком или то, что в уровне техники в целом называется ультразвуковым стеком (или акустическим стеком). Стек состоит из трех частей, а именно, преобразователя, бустера и сонотрода. Кольцо вокруг бустера расположено в месте, где стек зафиксирован в пределах держателя стека. Механический ограничитель установлен так, чтобы предотвращалось перемещение держателя стека или зажима, выдерживающего нейтральную точку стека или кольца бустера, вниз от требуемой точки. При включенной установке для сварки ультразвуком наконечник сонотрода вибрирует с определенной амплитудой выше и ниже этой заданной точки. Однако при выключенной установке для сварки ультразвуком механический ограничитель устанавливает фиксированное расстояние между сонотродом и опорой. Например, если требуется сваривать части 1 и 2, ограничитель устанавливается на заданную высоту исходя из толщины частей и глубины требуемого сварного шва. Когда стек начинает перемещаться вниз, ультразвуковой наконечник выключен, и вскоре после того, как сонотрод входит в контакт с образцами, достигается заданное значение нагрузки. Эта нагрузка замеряется датчиком давления, таким как, например, динамометрический датчик, установленным на корпусе стека. На этом этапе включается ультразвуковая энергия. Следует отметить, что на данном этапе корпус стека (представленный здесь кольцом бустера, который зафиксирован в указанном кольце) не вошел в контакт с ограничителем. По мере сваривания тепло, создаваемое свариванием в сочетании с давлением прижима сонотрода, действующим на части, вызывает уменьшение толщины материала в зоне сварки до тех пор, пока корпус стека не столкнется с ограничителем, тем самым предотвращая дальнейшее уменьшение толщины ткани. Ультразвуковая энергия, однако, остается включенной и продолжает сваривать. После выключения ультразвуковой энергии, сваренные части, как правило, удерживаются под давлением в течение заданного периода времени для охлаждения и совместного отверждения указанных частей, что придает зоне сваривания улучшенные физические свойства, такие как прочность. Стек затем отводится, и сварка завершается.
Свариванием можно управлять за счет времени, энергии или расстояния. Например, как только достигнуто конкретное усилие срабатывания, машина выполняет сваривание в течение установленного периода времени, или до заданного количества энергии, или ниже определенного расстояния в ткани. Технология ультразвуковой сварки создает более сильную связь с допустимой величиной искажения нитей и обеспечивает плотное сваривание по всей ширине ткани, потому что все параметры для сваривания были установлены, а также добавление дополнительного уровня управления способствует достижению наиболее надежного процесса с большим диапазоном допустимого режима обработки.
Расстояние между сонотродом и опорой также определено свариваемым материалом. В одном варианте реализации настоящего изобретения свариваемый материал является тканью, и начальное расстояние между сонотродом и опорой эквивалентно толщине ткани.
Фактическая длина каждого сварного шва в машинном направлении (MD) зависит от размеров и плотности (количество и интервал) нитей основы и нитей утка. Ширина каждого сварного шва зависит также от диаметра нити и расстановки основы или утка в машинном направлении (MD). Зона сварки может быть создана как можно меньшей, но по-прежнему достигать заданной прочности шва и сохранять характеристики, такие как текстура и воздухопроницаемость/водопроницаемость, как в полотнище ткани и, следовательно, в бумаге или другом изделии, создаваемом на этой ткани.
Настоящее изобретение также относится к улучшению шва с использованием способов, рассмотренных в настоящем описании. Швы, созданные ультразвуковой сваркой, имеют в результате преимуществ в том, что они короче (при измерении в машинном направлении (MD) или в направлении, поперечном машинному направлению (CD) в случае использования «параллельного» петлевого шва) по сравнению с традиционными швами; являются более прочными швами; представляют собой швы, которые уменьшают возможность, например, образования отпечатка на листе бумаги; и являются швами, которые сохраняют подобные или такие же воздухопроницаемость и водопроницаемость как остальная часть полотнища ткани.
Настоящее изобретение также относится к улучшению целостности шва. Например, при использовании ткани важно, чтобы область шва сохраняла свою целостность, когда ткань будет функционировать, например, на бумагоделательной или ткацкой машине. Поддержание целостности тканевого шва увеличивает эксплуатационный срок службы ткани. В приведенном выше описании были рассмотрены различные швы для плоских текстильных тканей, и существующая техника ультразвуковой сварки может быть применена для швов, таких как, например, стержневой шов, в котором нити в машинном направлении (MD), формирующие сами петли шва, могут быть сварены или сплавлены с нитями, ориентированными в направлении, поперечном машинному (CD), для предотвращения вытягивания под действием рабочего натяжения при использовании, тем самым повышая прочность и долговечность шва.
Теперь настоящее изобретение будет дополнительно описано в качестве представленных ниже неограничивающих примеров. Одним типовым вариантом реализации настоящего изобретения является способ сшивания технической ткани с использованием ультразвуковой сварки и лазерного сверления. Согласно этому варианту реализации два конца ткани соединяют внахлестку, и степень перекрытия изменяется согласно требуемой прочности шва ткани. Область шва ткани могла бы остаться в том виде «как соткана» с нитями, ориентированными в машинном (MD) и поперечном машинному (CD) направлениях, или одна или обе кромки ткани могли бы иметь нити, ориентированные в поперечном машинному направлении (CD), размотанные из области свариваемой ткани. Зона перекрытия, состоящая теперь из двух слоев ткани, подвергается свариванию с помощью ультразвука согласно приведенному выше описанию под действием приложенной нагрузки так, чтобы конечная толщина шва была равна толщине одного слоя исходной ткани. На фиг. 2(а) показан один типовой вариант реализации настоящего изобретения.
На фиг. 2(b) показана сварка с неизменным погружением или сварка непрерывным швом сонотродом с конической поверхностью или поворотным сонотродом, который мог бы быть использован для соединения концов ткани. Зона сварного соединения становится менее проницаемой по мере сжатия массы на единицу площади, которая больше, чем масса на единицу площади исходной ткани, сжата до требуемой толщины. Согласно фиг. 2(с) в случае, в котором использованы распущенные ткани, плотность вдвое больше плотности исходной ткани.
Согласно одному варианту реализации мог бы использоваться текстурированный сонотрод 20 так, чтобы зона имела такую же топографию как ткань. Кроме того, требуемая топография может быть создана текстурированной опорой 30. Сонотрод и опора могли бы иметь подходящие текстуры.
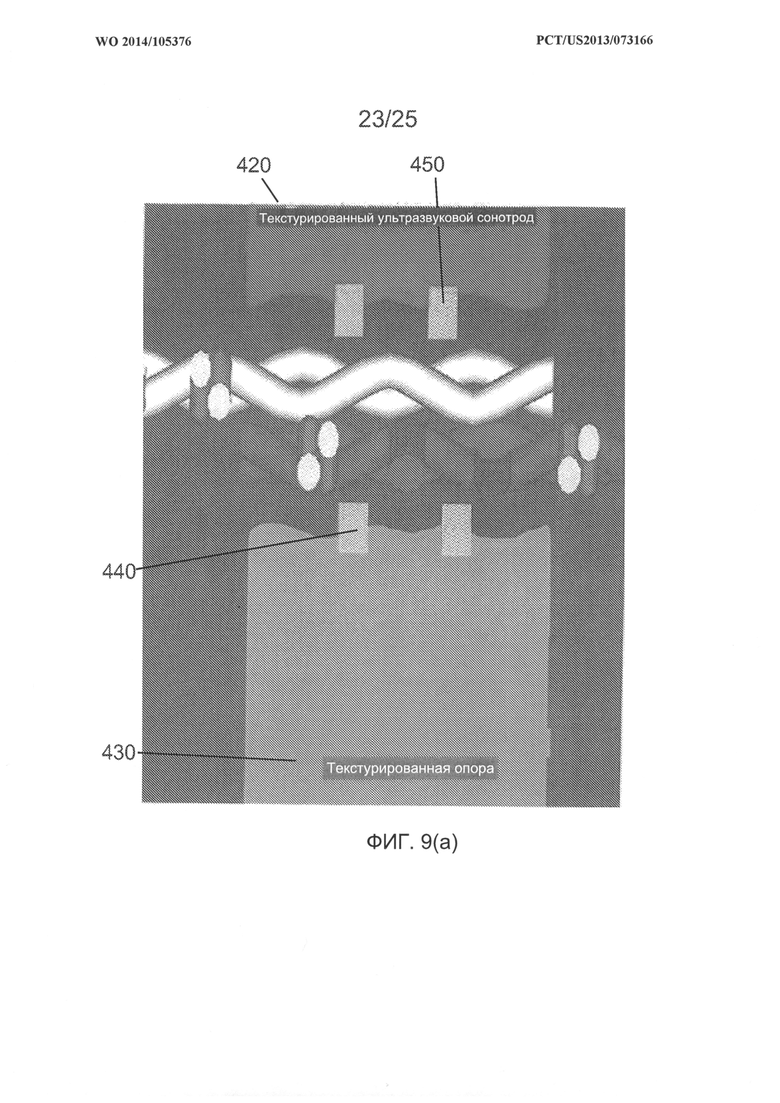
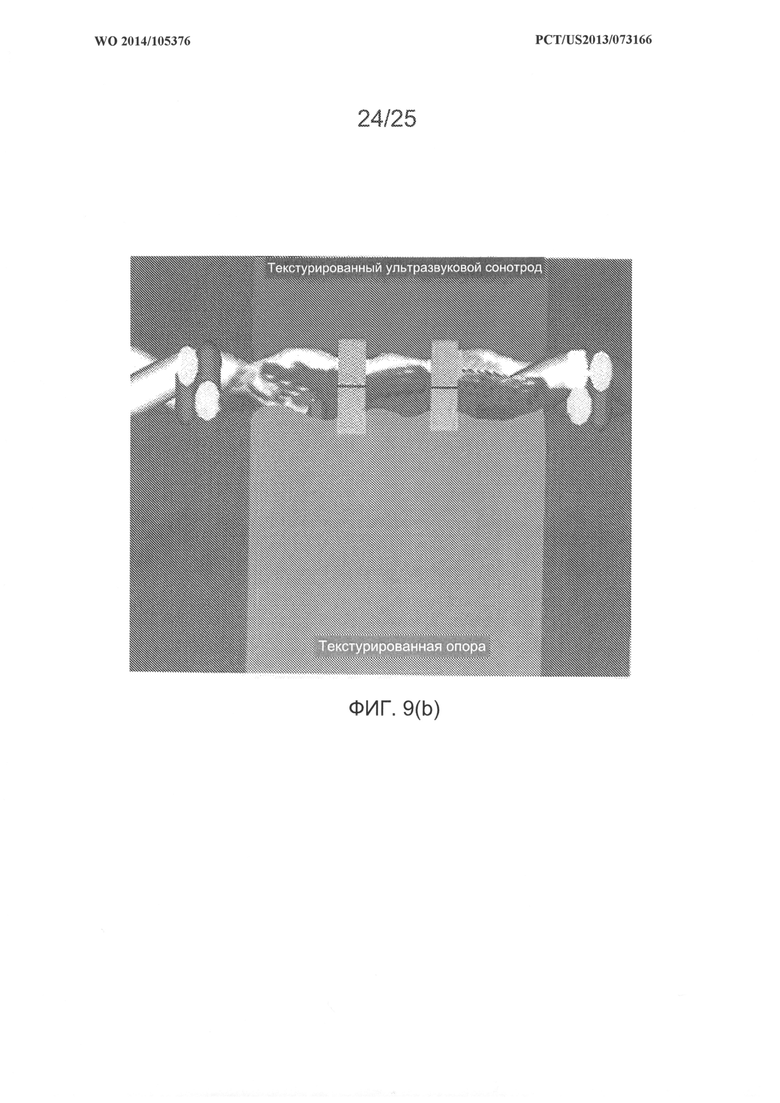
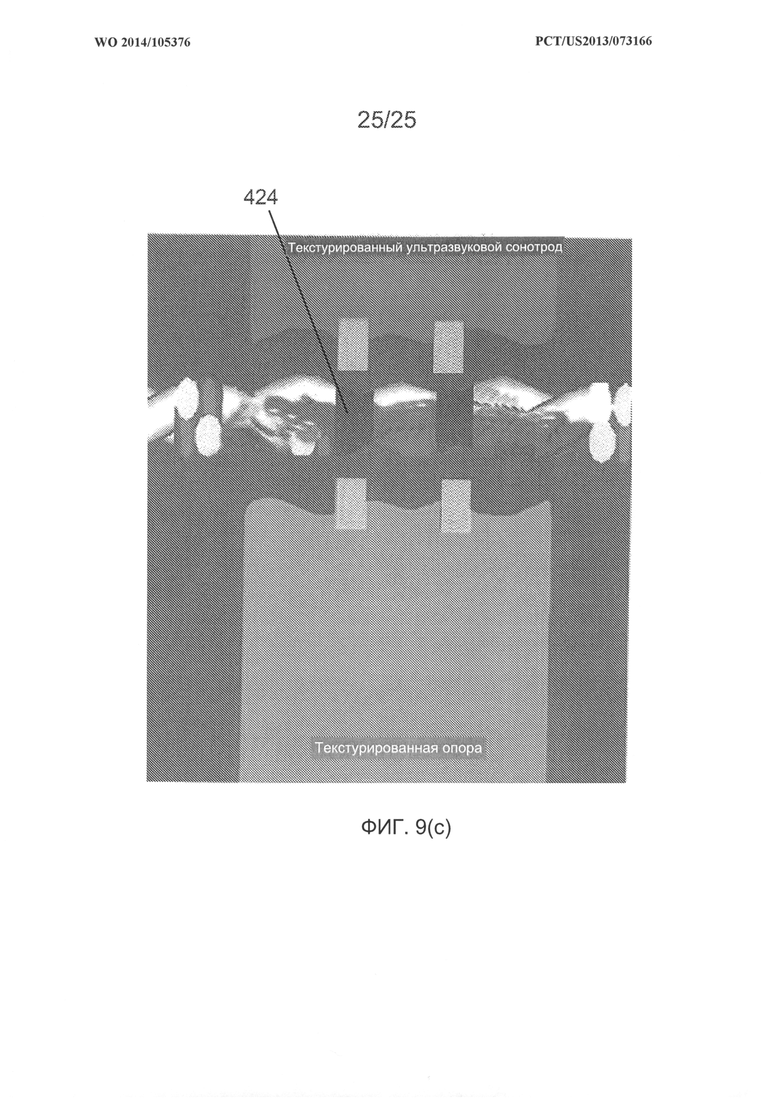
Согласно одному варианту реализации сонотрод 420 мог бы иметь выпуклые штыри 450 для создания углублений, по которым посредством лазера должны быть просверлены отверстия 424, как изображено, например, на фиг. 9(а)-(с). Подобным образом опора 430 могла бы иметь выпуклые штыри 440 для создания углублений с противоположной стороны, по которым посредством лазера должны быть просверлены отверстия 424.
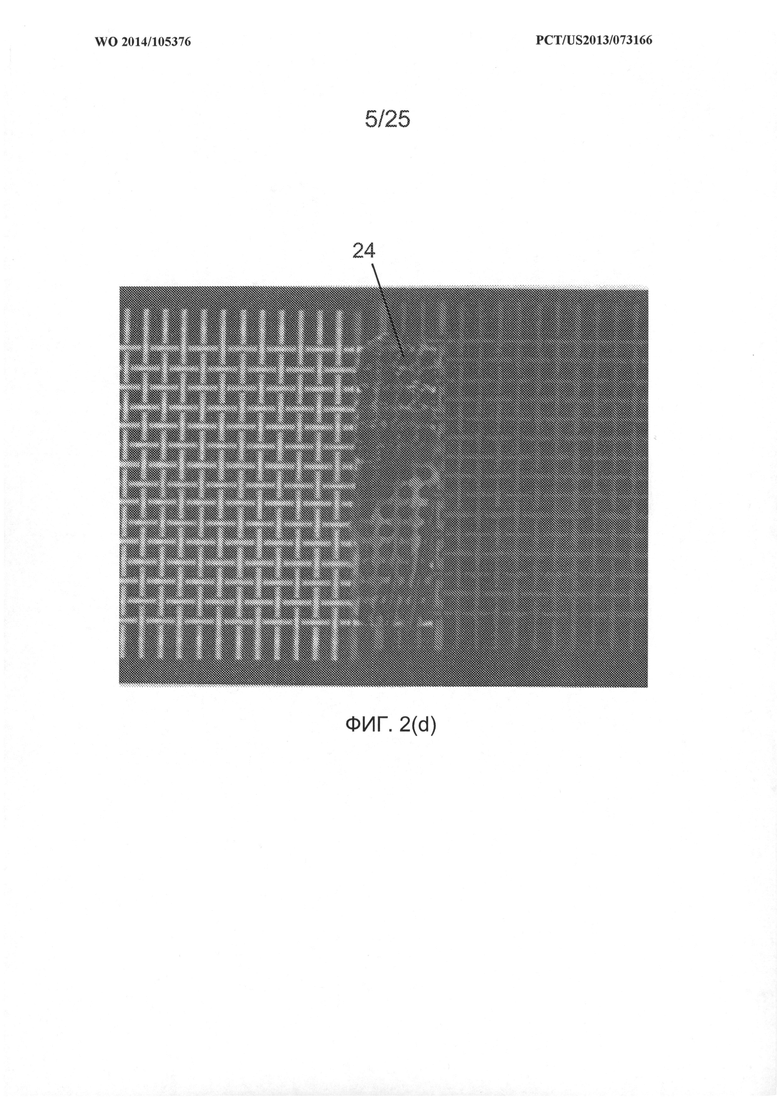
Зона 418 сварки может быть просверлена, например, посредством лазера для создания проницаемости для воздуха и/или воды, подобной проницаемости исходной ткани. Отверстия 424 могут быть выполнены перпендикулярно поверхности ткани или под различными углами для более точно подражания исходной ткани. На фиг. 2(d), например, показано схематическое изображение ткани, сшитой согласно одному варианту реализации настоящего изобретения, имеющей эквивалентную схему из 324 отверстий на см2. На шве размерами 1 см в длину (в машинном набавлении (MD)) на 10 м в ширину (поперек ткани) с площадью 1000 см2, при умеренной производительности сверления в 1000 отверстий за секунду, для создания требуемых отверстий 24 может потребоваться приблизительно 5,5 минут лазерного сверления.
Некоторыми преимуществами настоящего способа сварки являются то, что поверхность соединения будет иметь подобные или такие же толщину, топографию и проницаемость как остальная часть полотнища ткани. Сварной шов может быть более долговечным, чем обычные швы в течение всего срока службы ткани. Способы, представленные в настоящем описании, могли бы быть использованы для создания тканей, используемых в бумажном производстве, включая формующие ткани, прессовые ткани, сушильные ткани, технические ткани, ткани для сквозной сушки воздухом (TAD), а также компонент одной из этих тканей или любая из других тканей/лент для бумажного производства, проектирования или производственного процесса, указанных в приведенном выше описании. Кроме того, этот способ мог быть использован в любой другой области применения, в которой требуется поверхность сцепления, которая имитирует полотнище ткани.
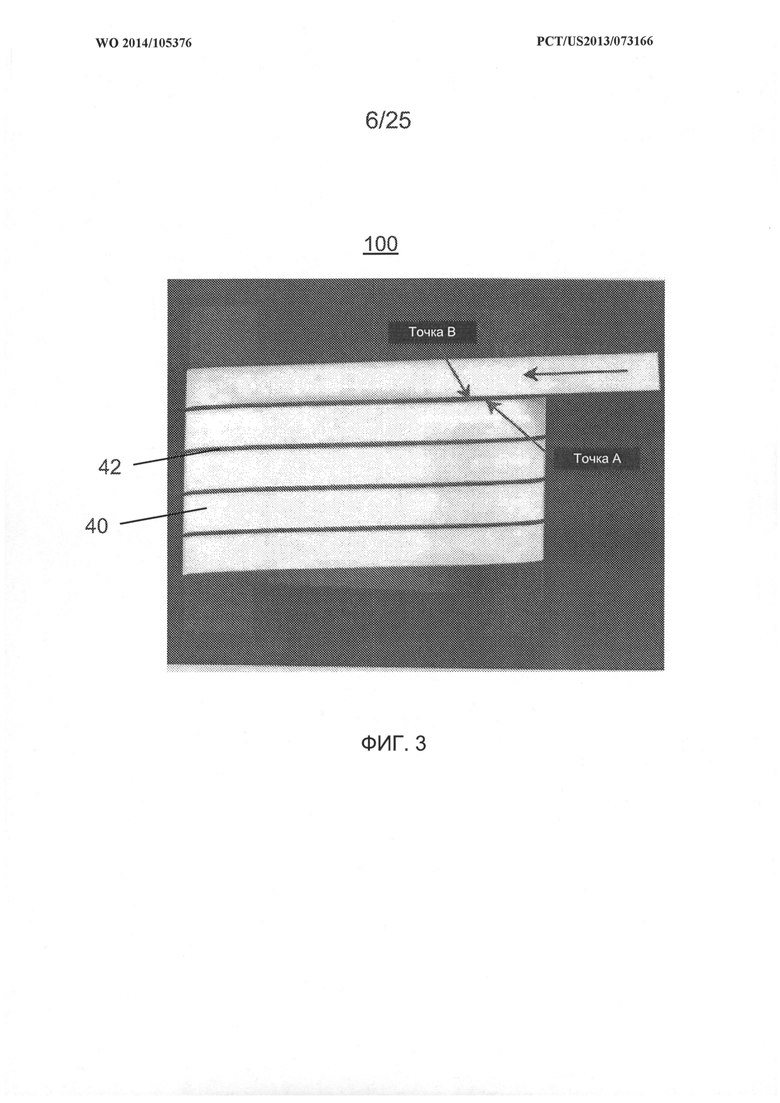
Этот способ может быть использован для создания навитой по спирали ткани 100, например, раскрытой в патенте  Rexfelt:
Rexfelt:
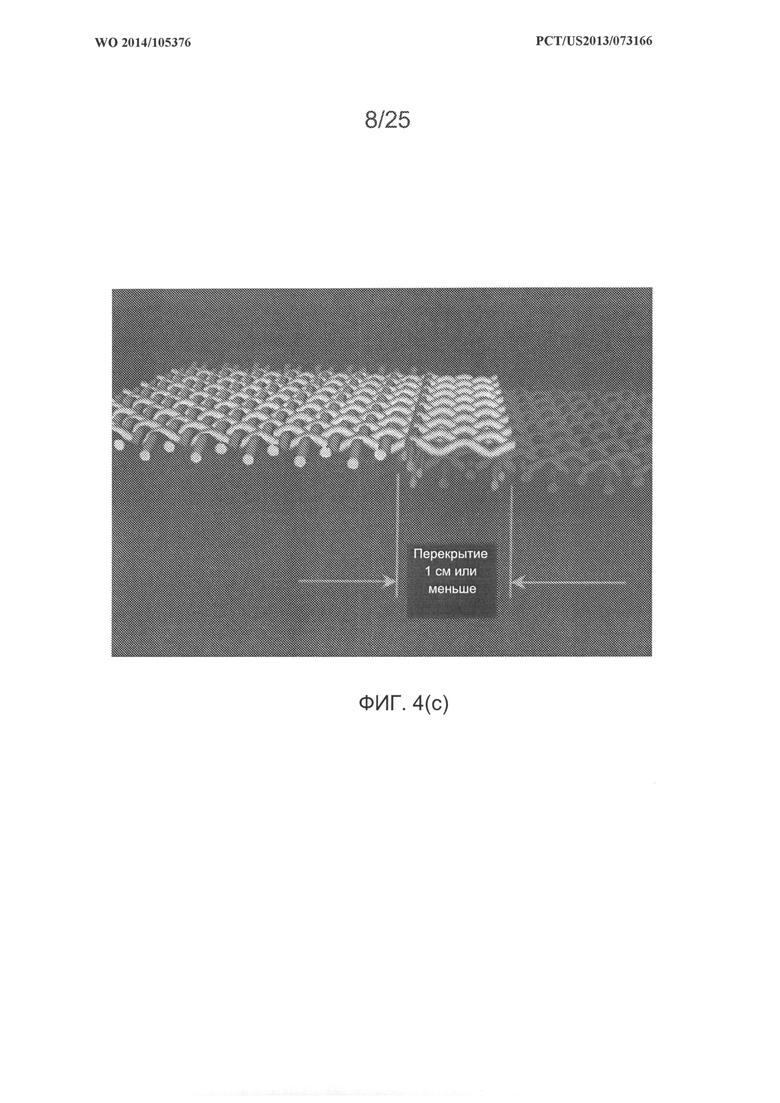
1. Подача полосы такни в направлении черной стрелки вокруг двух параллельных валов, разнесенных (валы не показаны) на подходящем расстоянии друг от друга, указанное расстояние приблизительно составляет половину конечной требуемой длины ткани/ленты, как показано, например, на фиг. 3. Полоса ткани подавалась бы в систему так, чтобы перекрывать смежную существующую петлю ткани на некоторую небольшую величину (5 см или меньше). Исходная текстильная ткань может быть перекрыта, как есть или одна или обе смежные кромки ткани слоев могли бы иметь некоторые или все MD или нити основы, распущенные на расстояние перекрытия.
2. Соединение с помощью ультразвука в точке А. Такое соединение уменьшило бы толщину 2 сложенных друг над другом слоев тканей до толщины полотнища самой ткани. Этот соединительный шов имел бы ширину, равную перекрытию полос ткани (5 см или меньше). Ультразвуковой сонотрод (и/или возможно опора) мог бы иметь текстуру на соей/своих поверхности(-ях) для передачи рисунка, который будет имитировать поверхность окружающей ткани. Здесь перед соединением перекрытые кромки ткани размещены между сонотродом и опорой. После сцепления толщина шва равна толщине полотнища ткани. Однако на виде сверху, представленном, например, на фиг. 2(с), изображено, что отверстия были затянуты расплавленным материалом, и проницаемость понизилась.
3. Лазерное сверление может быть выполнено, когда область склеенного шва от точки А продвигается к точке В. Рисунок и размер просверливаемых отверстий могли бы приблизительно равняться полостям в полотнище ткани. Этот способ мог быть реализован с применением сварки погружением (в которой ткань перемещается вдоль сегментами фиксированной длины) или сварки непрерывным швом, которая продвигалась бы с фиксированной скоростью. Однако следует отметить, что размеры отверстий могут быть равными, меньше или больше, чем размеры отверстий в полотнище ткани. Размер отверстия, а также плотность отверстий может зависеть от проницаемости, требуемой в зоне сварки ткани.
Однако следует отметить, что, при создании бесконечной ткани путем присоединения смежных кромок «параллельных» петель ткани с использованием способа ультразвуковой сварки согласно приведенному выше описанию, если полосы, образующие петли ткани, были бы сотканы плоскими, требующими создания швов в направлении, поперечном машинному (CD), для создания петлей бесконечными, то швы в направлении, поперечном машинному (CD), в петлях также могли быть соединены с помощью ультразвука описанным способом, и швы могли бы быть расположены в шахматном порядке или в линию по всей ширине в направлении, поперечном машинному (CD), ткани.
В другом варианте реализации длина плоской текстильной ткани с двумя CD кромками загнута назад на каждом конце полотнища ткани. Некоторые нити, ориентированные в поперечном машинному направлении (CD), могут быть распущены, раскрывая длины нитей, ориентированных в машинном направлении (MD), которые могут формировать петли. Петли от каждой CD кромки ткани затем переплетаются друг с другом для создания канала, и стержень или штифт вставляется в указанный канал для создания шва. Петли сшивания могут быть созданы посредством загиба длины ткани на каждой CD кромке вокруг стержня, распуская множество нитей в направлении (CD), поперечном машинному, в месте сгиба таким образом, что при загнутом конце ткани распущенная область обеспечивает возможность создания петлей нитями, ориентированными в машинном направлении (MD), и загнутая длина ткани присоединяется к полотнищу ультразвуковой сваркой, рассмотренной в приведенном выше описании. Длина загиб может находится в диапазоне от 5 см до 30 см. Шов, загнутый в обратную сторону, может быть использован для крепления витков сшивания (одного или одного к каждой кромке), вставленных между петлями нитей, ориентированных в машинном направлении (MD), и соединенных стержнем или штифтом для создания спирального шва связующего звена. В любом случае отогнутая область может быть прикреплена к полотнищу ткани до переплетения петель посредством применения настоящего изобретения.
В качестве альтернативного варианта реализации шов для плоских текстильных тканей может быть создан в виде «стержневого шва», известного для специалистов в данной области техники, который требует вплетения нитей, ориентированных в машинном направлении (MD), в полотнище ткани на каждой кромке, ориентированной в поперечном направлении (CD), и формирования петель на каждой кромке, ориентированной в поперечном направлении (CD). Петли от каждой кромки, ориентированной в поперечном направлении (CD), переплетаются друг с другом, и стержень или штифт вставляется в пространство для создания стержневого шва. В альтернативном варианте реализации спиральные витки могут быть соединены с петлями посредством штифтов или стержней, формируя спиральные швы связующего звена, известные специалистам в данной области техники. Такие ткани также могут быть улучшены техникой ультразвуковой сварки, представленной в настоящем описании. В таких швах нити, ориентированные в машинном направлении (MD), которые образуют сами петли шва, могут быть сварены или сплавлены с нитями, ориентированными в поперечном направлении (CD), до переплетения петель для предотвращения их вытягивания под действием рабочего натяжения в процессе эксплуатации.
В одном типовом варианте реализации настоящего изобретения сонотрод 120 может иметь, например, небольшую выпуклую область. Сонотрод и/или опора могут быть текстурированными или гладкими. Однако другие конфигурации больших и малых, текстурированных и гладких сонотродов и опор также могут облегчать сваривание концов тканей с сохранением топографии на одной или обеих сторонах ткани.
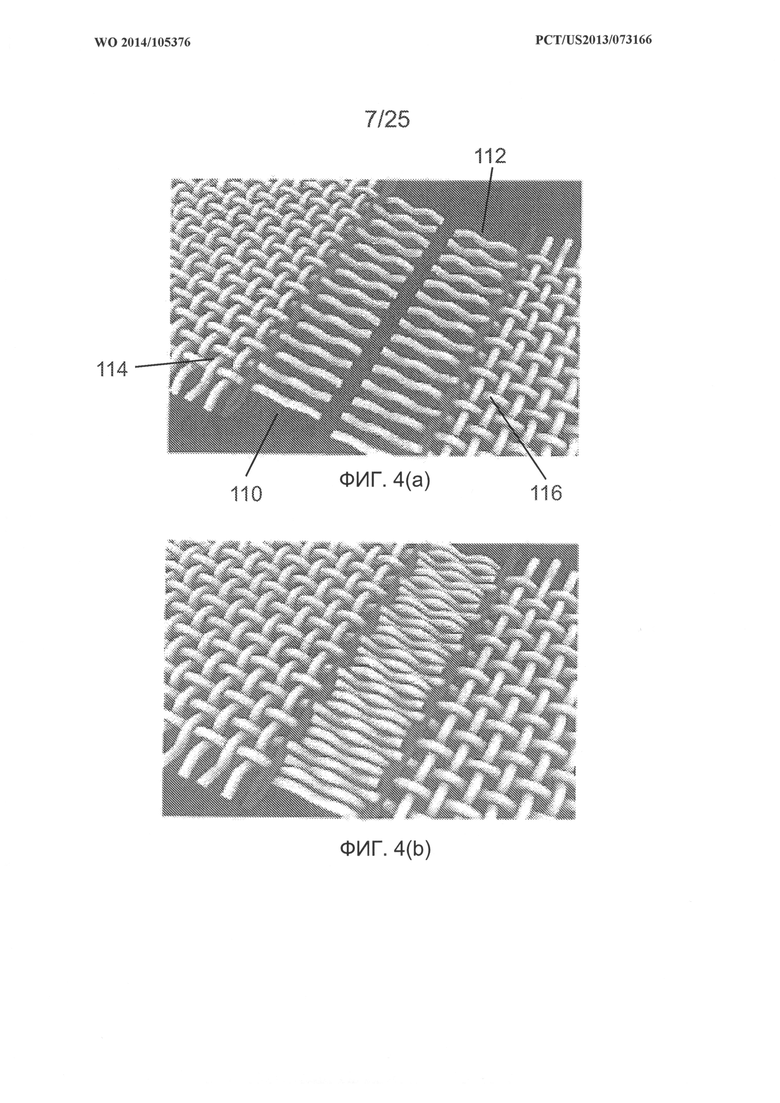
Одним типовым вариантом реализации настоящего изобретения является способ соединения взаимно сцепленных бахромчатых нитей в области шва, как показано, например, на фиг. 4(d). Согласно этому варианту реализации обе кромки ткани распущены посредством удаления нитей в одном направлении, и бахромчатые нити введены в зацепление. Ультразвуковой сонотрод может быть приложен к одной стороне, а опора к другой стороне. По мере выполнения сварного шва к бахромчатым нитям может быть добавлено моноволокно, отдельное от свариваемых кромок ткани, ориентированное под 90 градусов к зоне сварки. Моноволокно может быть вварено в область шва ткани, тем самым перекрывая зазоры, созданные при распускании нитей. Таким образом, при использовании этого способа можно увидеть, что, если шаг разнесения нитей ткани точно выдержан при конкретной ориентации, и в область соединения точно добавлено (добавлены) дополнительное моноволокно (моноволокна) и добавлено подходящее количество моноволокон, то шов почти неотличим от полотнища ткани.
Способ согласно этому варианту реализации может быть использован с одним моноволокном или множеством моноволокон, добавленых в зону сварки. Нить (и) моноволокна может быть добавлено на сварной шов со стороны сонотрода или опоры, в зависимости от требований. При реализации настоящего изобретения могут быть использованы опора или сонотрод с гребнем, как показано, или с канавкой (канаками) для удерживания включенной нити (нитей) моноволокна.
Согласно фиг. 2(с) сонотрод имеет гладкую поверхность на лицевой стороне выпуклой области, которая будет приводить в результате к образованию сварного шва ткани с гладкой сглаженной областью. Однако, если требуется сохранение исходной топографии или формы нитей, то может быть использована текстурированная выпуклая область. Этот способ является способом достижения сварного шва регулируемой глубины с увеличенным временем сварки без использования механического ограничителя. Этот способ также мог быть использован в случаях, в которых неприменим механический ограничитель.
Настоящее изобретение согласно другому варианту реализации является способом создания шва с текстурой и проницаемостью путем наложения двух кромок ткани на небольшую величину, например, 20 см или меньше, 10 см или меньше или предпочтительно 5 см или меньше. Кромки ткани могут быть соединены внахлестку в том виде, как они сотканы, или один или оба слоя могли бы иметь на части кромки ткани распущенные несколько или все нити основы или утка. Следующий этап содержит сцепление перекрытых кромок ткани с помощью ультразвука, которое уменьшит толщину двух расположенных друг над другом тканей до толщины полотнища самой ткани. Эта зона сцепления (шов) будет обладать шириной исходного перекрытия кромок ткани.
Ультразвуковой сонотрод и/или опора могут иметь на своей поверхности текстуру, передающую узор, который имитировал бы поверхность полотнища ткани.
Согласно одному варианту реализации в течение выдержки механическая сила (кулачок, тяга или давление воздуха) вызывает прохождение ряда штампов или выступов 240 (плоские, заостренные, цилиндрические, прямоугольные и т.д.), которые встроены в любом сонотроде 220 или опоре 230, наружу, через ткань и в штамп на противоположной части 250, как, например, показано на фиг. 7(а). При этом выступы 240 сжимают небольшую часть материала 218 между противостоящими выступами, которые могут контактировать или не контактировать друг с другом при сведении сонотрода и опоры, когда сфокусированная ультразвуковая энергия быстро расплавляет материал 218 и вызывает вытекание указанного материала из зоны между выступами, оставляя отверстие или полость 224 непосредственно в ткани 260, как показано, например, на фиг. 7(f). Согласно фиг. 7(b)-(d) такие штампы были бы расположены в соответствии с рисунком текстурирующей опоры, то есть созданные отверстия расположены в тех местах, в которых были бы расположены проницаемые каналы в несваренной ткани. Другая возможность состоит в том, что материал 218, оказавшийся между выступами, может расплавиться не полностью, и может остаться тонкая пленка. В этом случае некоторая другая энергия (сжатый воздух, химически растворение, лазерная энергия) может быть использована для удаления пленки на более позднем этапе, как показано, например на фиг. 7(е).
Формы созданных полостей могли бы быть круглыми, овальными, квадратными, треугольными, трапецеидальными или любой другой подходящей формы. Для втягивания штампов 240, а также удаления полимерных пробок и отделения сонотрода 220 и опоры 230, может быть использовано давление воздуха. В качестве альтернативного варианта реализации пробки могли быть удалены продувкой через штампы для создания шва с толщиной, текстурой и проницаемостью, подобных толщине, текстуре и проницаемости полотнища ткани.
Согласно одному типовому варианту реализации на последующих более поздних этапах для создания отверстий в зоне сварки используют лазер или другой механический способ пробивки/прокалывания/сверления согласно приведенному выше описанию для удаления части расплавленного материала и восстановления локализованной проницаемости в той области, которая до этого подвергалась свариванию, или даже для удаления некоторого количества материала из промежутков между нитями для создания локальной проницаемости в области сварного шва, подобной или такой же как проницаемость остальной части полотнища ткани.
Однако один отрицательный эффект отдельного сваривания может состоять в том, что полости и каналы в ткани затягиваются расплавленным материалом в момент приложения давления, и для создания отверстий и раскрытия ткани с целью приведения проницаемости в области шва в соответствие с проницаемостью полотнища ткани требуется дополнительная операция (лазерное сверление и т.д.). Эта дополнительная операция иногда может быть трудоемкой, дорогостоящей, сложной в отношении выравнивания с текстурой ткани так, чтобы отверстия были созданы именно там, где они требуются, и нагрев, которому подвергается ткань, может оказывать негативное воздействие на прочность указанной ткани.
Таким образом, согласно одному варианту реализации способы настоящего изобретения также могут быть адаптированы к случаю, в котором ультразвуковая энергия соединяет две смежных кромки ткани друг с другом и удаляет связанный материал в одном устройстве, как показано, например, на фиг. 8(а)-(е), в котором штифты или выступы 340 могут быть использованы на контактирующей с тканью поверхности сонотрода и/или опоры для создания сквозных отверстий, которые обеспечивают возможность прохождения текучих сред, таких как воздух и вода, через область шва ткани.
Некоторые примеры способов, рассмотренных в вариантах реализации, представленных в приведенном выше описании, даны ниже:
Пример 1
При использовании установки для сварки ультразвуком частотой 40 кГц с текстурой, сушильная ткань для сквозной сушки воздухом (TAD) сваривалась в течение 500 миллисекунд и выдерживалась в течение 1 секунды (то есть после сваривания текстурированный сонотрод оставался в сварочном положении в течение 1 секунды перед тем, как его поднимут) с амплитудой 40 микрометров. Давление по манометру в области шва составило 144 кПа, а усилие срабатывания (TRS) составило 111 Н.
Результатом процесса является сушильная ткань для сквозной сушки воздухом (TAD) с более прочной областью шва по сравнению с традиционными швами, которая имеет текстуру и проницаемость, подобные или такие же как у остальной части полотнища ткани.
Хотя представленные в приведенном выше описании варианты реализации описаны со ссылкой на текстильные ткани, тем не менее настоящее изобретение не ограничено текстильными тканями. Например, способы, раскрытые в приведенном выше описании, могут быть использованы для сшивания подложек технической ткани, изготовленных из нетканых материалов, пленок, массивов нитей, ориентированных в машинном направлении (MD) или в поперечном направлении (CD), или комбинаций этих структур с текстильными тканями. Подобным образом некоторые варианты реализации направлены на создание швов в направлении (CD), поперечном машинному направлению, и настоящее изобретение не ограничено такими вариантами реализации. Способы, представленные в настоящем описании, могут быть применимы ко швам, созданным также в машинном направлении («MD»).
Для специалиста в данной области техники будет понятно, что ткани, такие как РМС ткани и технические ткани, как правило, содержат нити или пряди из моноволокон, изготовленные из полимеров, таких как полиэфир, полипропилен, полиамид и полиэфирэфиркетона. Однако настоящее изобретение не ограничивается тканями, создаваемыми согласно вариантам реализации, представленным в приведенном выше описании, и любой полимерный материал, известный специалисту в данной области техники, может быть использован при реализации настоящего изобретения.
Таким образом настоящее изобретение, его объекты и преимущества являются осуществимыми, и хотя в настоящем описании были раскрыты и подробно описаны предпочтительные варианты реализации, его объем и объекты, не должно быть ограничены такими вариантами реализации; наоборот объем настоящего изобретения должен быть определен пунктами приложенной формулы изобретения.


Настоящее изобретение относится к ультразвуковой сварке технических тканей. Конкретно, настоящее изобретение относится к способам ультразвуковой сварки области шва технических тканей с использованием текстурированного сонотрода и/или опоры. Кромки ткани перекрываются, как сотканы, или одна или обе кромки могут иметь несколько распущенных нитей основы или утка. Способ включает соединение посредством ультразвука перекрытых кромок ткани, уменьшение толщины двух расположенных друг над другом кромок до толщины полотнища самой ткани. Связанная область затем может быть перфорирована с использованием лазера или другого механического средства с целью создания шва, имеющего такую же вытканную текстуру и проницаемость (воздух и/или вода), как полотнище ткани. 4 н. и 46 з.п. ф-лы, 33 ил.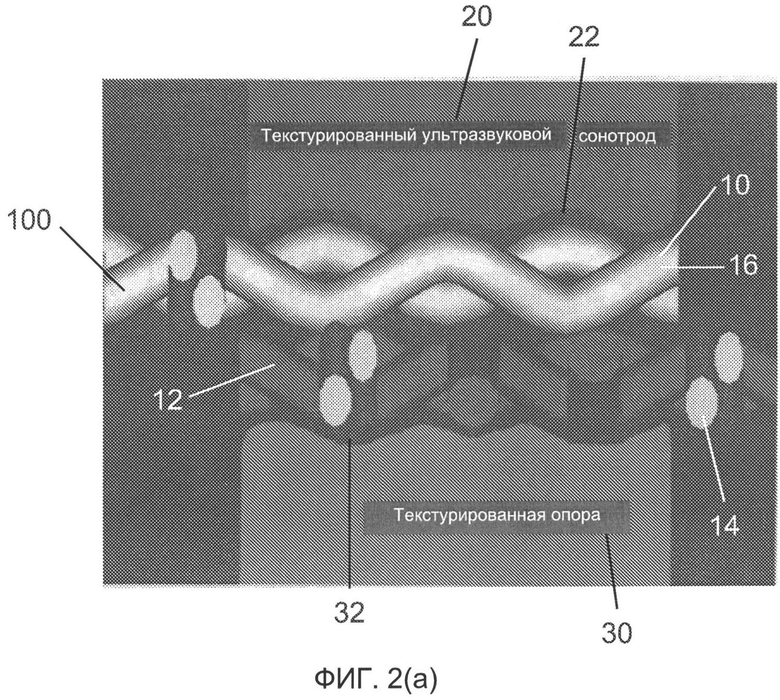
1. Способ сшивания технической ткани, имеющей длину и ширину, содержащий этапы:
перекрывания первой кромки ткани со второй кромкой ткани на заданное расстояние;
размещение по меньшей мере части перекрытой области между ультразвуковым сонотродом и опорой и
сваривание части перекрытой области приложением ультразвуковой энергии,
причем контактирующая с тканью поверхность сонотрода и/или опоры текстурирована или имеет рисунок, а указанные текстура или рисунок является отпечатком, зеркально отражающим или имитирующим рисунок переплетения в части полотнища ткани.
2. Способ по п. 1, согласно которому заданное расстояние составляет 20 см или меньше, 10 см или меньше или предпочтительно 5 см или меньше.
3. Способ по п. 1, согласно которому зоной сварки является область шва ткани.
4. Способ по п. 3, согласно которому область сварного шва имеет толщину, эквивалентную толщине полотнища ткани.
5. Способ по п. 1, согласно которому ткань создана переплетением множества нитей основы с множеством нитей утка.
6. Способ по п. 5, согласно которому ткань является плоской текстильной тканью или тканью, созданной путем навивки по спирали полосы ткани из текстильных нитей, или ткань может содержать плоские тканые полосы материала со швами в машинном направлении (MD) на смежных кромках параллельных петель ткани.
7. Способ по п. 5, дополнительно содержащий этап:
распускания одной или более нитей из первой и/или второй кромок ткани перед перекрыванием.
8. Способ по п. 7, дополнительно содержащий этап:
добавления одного или более моноволокон, комплексных нитей, полос или лент со стороны сонотрода и/или опоры до сваривания двух кромок.
9. Способ по п. 1, согласно которому сонотрод и/или опора имеет выпуклую часть, выполненную с возможностью контакта с поверхностью ткани.
10. Способ по п. 8, согласно которому сонотрод и/или опора имеет одну или более канавок для удержания включенных одного или более моноволокон, комплексных нитей, полос или лент.
11. Способ по п. 1, согласно которому первая и вторая кромки ткани являются кромками в направлении (CD), поперечном машинному, или кромками в машинном направлении (MD) ткани.
12. Способ по п. 11, согласно которому ткань содержит плоские тканые полосы материала со швами в машинном направлении (MD) на смежных кромках параллельных петель ткани.
13. Способ по п. 12, согласно которому параллельные петли ткани содержат области шва в направлении (CD), поперечном машинному направлению.
14. Способ по п. 13, согласно которому области шва в поперечном направлении (CD) в параллельных петлях ткани расположены на одной линии или расположены в шахматном порядке в машинном направлении (MD).
15. Способ по п. 1, дополнительно содержащий этапы:
создания одной или более сквозных полостей для прохода текучих сред (воздух и/или вода) в сваренной части ткани.
16. Способ по п. 15, согласно которому одна или более сквозных полостей созданы лазерным сверлением или механической пробивкой.
17. Способ по п. 16, согласно которому контактирующая с тканью поверхность сонотрода и/или опоры содержит средство для механической пробивки, выбранное из группы, состоящей из штырей и выступов.
18. Способ по п. 1, согласно которому подложка технической ткани изготовлена из нетканых материалов, пленки, массивов нитей, ориентированных в машинном направлении (MD) или поперечном направлении (CD), или комбинации этих структур с текстильными тканями.
19. Способ по п. 15, согласно которому подложка технической ткани изготовлена из нетканых материалов, пленки, массивов нитей, ориентированных в машинном направлении (MD) или поперечном направлении (CD), или комбинации этих структур с текстильными тканями.
20. Способ по п. 1, согласно которому ткань является конечной структурой или составной структурой для использования в конечной ткани, выбранной из группы, состоящей из: формующей ткани, прессовой ткани, сушильной ткани, сушильной ткани для сквозной сушки воздухом (TAD), ленты башмачного пресса (с удлиненной зоной прессования или LNP), ленты транспортера или каландра, технологической ленты, используемой в производстве нетканых материалов процессами, такими как суховоздушное формование полотна, мелтблоун, (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), ленты гофромашины, лент окончательной отделки ткани, таких как усадочная или каландрная ленты, дубильные ленты, формующая пульпу или сжимающая пульпу ленты, сушильная лента двухвальцового пресса (DNT) или лента для обезвоживания отстоя.
21. Способ по п. 20, в котором одна или более нитей распущены из первой и/или второй частей ткани перед свариванием.
22. Способ по п. 20, в котором первая и вторая кромки ткани являются кромками ткани, ориентированными в ширину, или кромками ткани, ориентированными в длину.
23. Способ по п. 22, в котором ткань содержит плоские тканые полосы материала со швами в машинном направлении (MD) на смежных кромках параллельных петель ткани.
24. Способ по п. 23, в котором параллельные петли ткани содержат области шва в направлении (CD), поперечном машинному направлению.
25. Способ по п. 24, в котором области шва в поперечном направлении (CD) в параллельных петлях ткани расположены на одной линии или расположены в шахматном порядке в машинном направлении (MD).
26. Способ сшивания технической ткани, содержащий этапы:
переплетения множества нитей, ориентированных в машинном направлении (MD), с множеством нитей, ориентированных в поперечном направлении (CD), для создания плоской текстильной ткани, имеющей две кромки в машинном направлении (MD) и две кромки в поперечном направлении (CD);
создания петлей сшивания на кромках в поперечном направлении (CD) ткани;
размещения по меньшей мере части области шва ткани между ультразвуковым сонотродом и опорой и
сваривания части области шва посредством приложения ультразвуковой энергии,
причем контактирующая с тканью поверхность сонотрода и/или опоры текстурирована или имеет рисунок, а указанные текстура или рисунок является отпечатком, зеркально отражающим или имитирующим рисунок переплетения в части полотнища ткани.
27. Способ по п. 26, согласно которому плоская текстильная ткань содержит тканые нити, ориентированные в машинном направлении (MD), на обратной стороне, образующие петли сшивания на кромках ткани, ориентированных в ширину (CD).
28. Способ по п. 26, согласно которому петли сшивания созданы загибом длины ткани на каждой кромке, ориентированной в поперечном направлении (CD), вокруг стержня, распусканием множества нитей, ориентированных в поперечном направлении (CD), в месте загиба таким образом, что при загнутом конце ткани распущенная область обеспечивает возможность создания петлей нитями, ориентированными в машинном направлении (MD), и загнутая длина ткани прикреплена к полотнищу на этапе сваривания.
29. Способ по п. 28, согласно которому загиб находится в диапазоне от 5 см до 30 см.
30. Способ по п. 26, согласно которому шов ткани представляет собой стержневой шов или расположенный по прямой спиральный шов.
31. Способ по п. 26, дополнительно содержащий этап: создания одной или более сквозных полостей для прохода текучих сред (воздух и/или вода) в сваренной части ткани.
32. Способ по п. 26, согласно которому ткань является конечной структурой или составной структурой для использования в конечной ткани, выбранной из группы, состоящей из: формующей ткани, прессовой ткани, сушильной ткани, сушильной ткани для сквозной сушки воздухом (TAD), ленты башмачного пресса (с удлиненной зоной прессования или LNP), ленты транспортера или каландра, технологической ленты, используемой в производстве нетканых материалов процессами, такими как суховоздушное формование полотна, мелтблоун, (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), ленты гофромашины, лент окончательной отделки ткани, таких как усадочная или каландрная ленты, дубильные ленты, формующая пульпу или сжимающая пульпу ленты, сушильная лента двухвальцового пресса (DNT) или лента для обезвоживания отстоя.
33. Техническая ткань, имеющая длину и ширину и содержащая:
первую кромку ткани, перекрытую второй кромкой ткани на заданное расстояние;
причем по меньшей мере часть перекрытой области расположена между ультразвуковым сонотродом и опорой, и часть области шва сварена с использованием ультразвуковой энергии, и контактирующая с тканью поверхность сонотрода и/или опоры является текстурированной или имеет рисунок, а указанные текстура или рисунок являются отпечатком, зеркально отражающим или имитирующим рисунок переплетения в части полотнища ткани таким образом, что зона сварки имеет текстуру или рисунок, подобные текстуре или рисунку полотнища ткани.
34. Ткань по п. 33, в которой заданное расстояние составляет 20 см или меньше, 10 см или меньше или предпочтительно 5 см или меньше.
35. Ткань по п. 33, в которой зоной сварки является область шва ткани.
36. Ткань по п. 35, в которой зона сварного шва имеет толщину, подобную или такую же, как толщина части полотнища ткани.
37. Ткань по п. 33, созданная переплетением множества нитей основы с множеством нитей утка.
38. Ткань по п. 37, представляющая собой плоскую текстильную ткань или ткань, созданную путем навивки по спирали полосы ткани из текстильных нитей, или ткань может содержать плоские тканые полосы материала со швами, ориентированными в машинном направлении (MD), на смежных кромках параллельных петель ткани.
39. Ткань по п. 33, дополнительно содержащая одну или более сквозных полостей в области сварного шва ткани.
40. Ткань по п. 39, в которой одна или более сквозных полостей созданы лазерным сверлением или механической пробивкой.
41. Ткань по п. 33, в котором воздухопроницаемость и/или водопроницаемость области сварного шва ткани подобна или такая же, как воздухопроницаемость и/или водопроницаемость остальной части полотнища.
42. Ткань по п. 33, являющаяся конечной структурой или составной структурой для использования в конечной ткани, выбранной из группы, состоящей из: формующей ткани, прессовой ткани, сушильной ткани, сушильной ткани для сквозной сушки воздухом (TAD), ленты башмачного пресса (с удлиненной зоной прессования или LNP), ленты транспортера или каландра, технологической ленты, используемой в производстве нетканых материалов процессами, такими как суховоздушное формование полотна, мелтблоун, (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), ленты гофромашины, лент окончательной отделки ткани, таких как усадочная или каландрная ленты, дубильные ленты, формующая пульпу или сжимающая пульпу ленты, сушильная лента двухвальцового пресса (DNT) или лента для обезвоживания отстоя.
43. Техническая ткань, содержащая:
множество нитей, ориентированных в машинном направлении (MD), сплетенных с множеством нитей, ориентированных в поперечном направлении (CD), для создания плоской текстильной ткани, имеющей две кромки в машинном направлении (MD) и две кромки в поперечном направлении (CD); при этом
указанная ткань имеет петли сшивания на кромках ткани, ориентированных в поперечном направлении (CD);
по меньшей мере часть области шва ткани размещена между ультразвуковым сонотродом и опорой; и часть области шва сварена посредством приложения ультразвуковой энергии,
причем контактирующая с тканью поверхность сонотрода и/или опоры является текстурированной или имеет рисунок, а указанные текстура или рисунок являются отпечатком, зеркально отражающим или имитирующим рисунок переплетения в части полотнища ткани.
44. Ткань по п. 43, в которой плоская текстильная ткань содержит тканые нити, ориентированные в машинном направлении (MD), на обратной стороне, образующие петли сшивания на кромках ткани, ориентированных в ширину (CD).
45. Ткань по п. 43, в которой петли сшивания созданы загибом длины ткани на каждой кромке, ориентированной в поперечном направлении (CD), вокруг стержня, распусканием множества нитей, ориентированных в поперечном направлении (CD), в месте загиба таким образом, что при загнутом конце ткани распущенная область обеспечивает возможность создания петлей нитями, ориентированными в машинном направлении (MD), и загнутая длина ткани прикреплена к полотнищу на этапе сваривания.
46. Ткань по п. 45, в которой загиб находится в диапазоне от 5 см до 30 см.
47. Ткань по п. 45, в которой шов ткани представляет собой стержневой шов или расположенный по прямой спиральный шов.
48. Ткань по п. 43, дополнительно содержащая одну или более сквозных полостей в области сварного шва ткани.
49. Ткань по п. 43, в которой воздухопроницаемость и/или водопроницаемость области сварного шва ткани подобна или такая же, как воздухопроницаемость и/или водопроницаемость остальной части полотнища ткани.
50. Ткань по п. 43, являющаяся конечной структурой или составной структурой для использования в конечной ткани, выбранной из группы, состоящей из: формующей ткани, прессовой ткани, сушильной ткани, сушильной ткани для сквозной сушки воздухом (TAD), ленты башмачного пресса (с удлиненной зоной прессования или LNP), ленты транспортера или каландра, технологической ленты, используемой в производстве нетканых материалов процессами, такими как суховоздушное формование полотна, мелтблоун, (melt blowing), спанбонд (spunbonding) или гидросплетение волокон (hydroentangling), ленты гофромашины, лент окончательной отделки ткани, таких как усадочная или каландрная ленты, дубильные ленты, формующая пульпу или сжимающая пульпу ленты, сушильная лента двухвальцового пресса (DNT) или лента для обезвоживания отстоя.
| US 4090897 A, 23.05.1978 | |||
| DE 3923785 A1, 31.01.1991 | |||
| US 4501782 A, 26.02.1985 | |||
| Устройство для загрузки рулонов на барабан моталки | 1985 |
|
SU1258557A1 |
| RU 2010107686 A,10.10.2011.. | |||

