ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Материалы из волокнистого нетканого полотна широко используются в многочисленных применениях, включая без ограничения впитывающие структуры и чистящие изделия, многие из которых являются одноразовыми. В частности, такие материалы обычно используются во впитывающих изделиях личной гигиены, таких как подгузники, трусы-подгузники, трусики для приучения к горшку, гигиенические изделия для женщин, изделия для взрослых, страдающих недержанием, бандажах, и чистящих изделиях, таких как влажные салфетки для детей и взрослых. Их также обычно используют в чистящих изделиях в чистящих изделиях, таких как влажные и сухие одноразовые салфетки, которые могут быть обработаны чистящими или другими составами, которые предназначены для использования вручную или в сочетании с чистящими устройствами, такими как швабры. Еще одним применением являются косметические средства, такие как ватные диски и салфетки для очистки и снятия макияжа.
Во многих из этих применений необходимыми свойствами являются трехмерность и увеличенная площадь поверхности. Это особенно верно относительно контактирующих с телом материалов для вышеупомянутых впитывающих изделий личной гигиены и чистящих изделий. Одной из основных функций впитывающих изделий личной гигиены является впитывание и удерживание выделений организма, таких как кровь, менструальные выделения, моча и фекальные массы. Путем обеспечения волокнистых нетканых материалов полыми выступами можно одновременно достичь нескольких свойств. Во-первых, путем предоставления выступов можно добиться, чтобы слоистое изделие в целом имело более высокую степень толщины, одновременно сводя к минимуму использование материала. Увеличенная толщина материала служит для улучшения отделения кожи пользователя от впитывающей сердцевины, таким образом улучшая перспективу получения более сухой кожи. Путем предоставления выступов, между выступами создаются низинные области, которые могут временно отделять выделения от высоких точек выступов, пока выделения впитываются, таким образом уменьшая контакт с кожей и обеспечивая лучшие преимущества для кожи. Во-вторых, путем предоставления таких выступов, распространение выделений в конечном изделии может быть уменьшено, поэтому меньшая поверхность кожи подвергается загрязнению. В-третьих, путем предоставления выступов полости могут, сами по себе, служить в качестве резервуаров для текучей среды для временного хранения выделений организма и затем в дальнейшем обеспечения возможности вертикального перемещения выделений в нижележащие слои целого изделия. В-четвертых, путем уменьшения общего контакта с кожей волокнистое нетканое слоистое изделие с такими выступами может обеспечить более мягкое ощущение относительно контактируемой кожи, тем самым улучшая тактильную эстетику слоя и изделия в целом. В-пятых, когда такие материалы применяют в качестве контактирующих с телом материалов подкладки для производства таких изделий как подгузники, трусы-подгузники, трусики для приучения к горшку, изделия для взрослых, страдающих недержанием, и гигиенические изделия для женщин, материал подкладки также выполняет функцию действия в качестве чистящего средства при снятии изделия. Это особенно относится к менструальным выделениям и фекальным массам меньшей вязкости, как обычно бывает в связи с такими изделиями. Опять-таки, такие материалы снова могут обеспечить дополнительное преимущество с точки зрения очистки и удержания.
В контексте чистящих изделий, выступы снова могут обеспечить увеличенную общую площадь поверхности для сбора и удерживания материала, удаленного с очищаемой поверхности. Кроме того, чистящие и другие соединения могут быть загружены в полые выступы для хранения, и затем, при использовании, эти чистящие и другие составы могут быть выпущены на очищаемую поверхность.
Были предприняты другие попытки предоставления волокнистых нетканых полотен, которые предоставят вышеупомянутые свойства и выполнят вышеупомянутые задачи. Одним из таких подходов являлось использование различных типов тиснения для создания трехмерности. Это работает в некоторой степени, однако для создания структуры с существенным рельефом требуется высокий базовый вес. Кроме того, процессу тиснения присуща потеря начальной толщины, вследствие того, что тиснение, по своей природе, является разрушающим и связывающим процессом. Кроме того, для «установки» тиснений в нетканом материале, как правило, припаивают уплотненные сегменты для создания точек припаивания, которые обычно являются непроницаемыми для текучей среды. Следовательно, часть площади для прохождения текучей среды через материал теряется. Также, «осуществление установки» на ткани может привести к тому, что материал станет жестким и шероховатым на ощупь.
Другой подход для предоставления вышеупомянутых свойств заключался в формировании волокнистых полотен на поверхностях, формирующих трехмерную структуру. Получаемые в результате структуры, как правило, имеют малую эластичность при низких значениях базового веса (исходя из того, что применяют мягкие волокна с необходимыми эстетическими свойствами), а геометрическая форма существенно нарушается при наматывании на цилиндр вытяжного прибора и прохождении через последующие процессы преобразования. Это частично решают в процессе трехмерного формирования посредством обеспечения возможности заполнения волокном трехмерной формы. Однако это обычно происходит за счет более высоких затрат вследствие использования большего количества материала и за счет мягкости, как и того факта, что получающийся материал становится эстетически непривлекательным для определенных применений.
Другой подход для обеспечения вышеупомянутых свойств заключался в создании отверстий в волокнистом полотне. В зависимости от процесса можно получить плоское двухмерное полотно или полотно с некоторой трехмерной структурой, в котором смещенное волокно вытеснено из плоскости исходного полотна. Как правило, степень трехмерности ограничена и при достаточной нагрузке смещенное волокно может быть вдавлено назад в исходное положение, что приводит к по меньшей мере частичному закрытию отверстия. Процессы создания отверстий, с помощью которых пытаются «установить» смещенное волокно наружу плоскости исходного полотна, также имеют тенденцию к ухудшению мягкости исходного полотна. Другим недостатком материалов с отверстиями является то, что при их включении в конечные изделия, например с помощью различных видов клея, вследствие их открытой структуры различные виды клея зачастую будут легко проникать через отверстия в материале с ее изнанки наружу, лицевую поверхность, таким образом, создавая нежелательные проблемы, такие как образование слоя клея в процессе преобразования или создавая непредусмотренные связи между слоями в конечном изделии..
В результате все еще имеется потребность как в материале, так и в процессе и аппарате, которые обеспечивают трехмерные характеристики, которые удовлетворяют вышеупомянутые требования.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к подвергнутым струйному скреплению слоистым изделиям, имеющим волокнистый нетканый слой с выступами, которые являются предпочтительно полыми и которые выступают из одной поверхности слоистого изделия, а также к способу и аппарату для изготовления таких слоистых изделий и их включения в состав конечных изделий.
Подвергнутое струйному скреплению слоистое полотно согласно настоящему изобретению, при том что способно включать в себя другие слои, включает опорный слой, имеющий противоположные первую и вторую поверхности и толщину, и нетканое полотно с выступами, содержащее множество волокон и имеющее противоположные внутреннюю и внешнюю поверхности и толщину. Вторая поверхность опорного слоя контактирует с внутренней поверхностью полотна с выступами, и первое множество волокон в полотне с выступами образует множество выступов, которые выходят наружу из внешней поверхности полотна с выступами. Второе множество волокон в полотне с выступами скреплено с опорным слоем для формирования получающегося в результате подвергнутого струйному скреплению слоистого полотна.
Часть полотна с выступами слоистого изделия своими выступами предоставляет широкое разнообразие свойств, которые делают его подходящим для ряда конечных применений. В предпочтительных вариантах осуществления все или по меньшей мере часть выступов образуют полые внутренние части.
Опорный слой может быть изготовлен из разнообразных материалов, включая полотно из непрерывных волокон, такое как материал спанбонд, или он может быть изготовлен из волокнистых полотен из более короткого штапельного волокна. Полотно с выступами может быть также изготовлено и из полотен из непрерывных волокон, и из полотен из штапельного волокна, тем не менее, полотно с выступами должно иметь меньшую связанность между волокнами или скрепление волокон, чем опорный слой, для упрощения формирования выступов.
И опорный слой, и полотно с выступами могут быть изготовлены с различными значениями базового веса, в зависимости от конкретного практического применения. Уникальным свойством слоистого изделия и процесса является возможность изготовления слоистых изделий с базовым весом, который считается низким, для применений, включающих без ограничения впитывающие изделия личной гигиены и компоненты для упаковки пищевых продуктов. Например, подвергнутые струйному скреплению слоистые полотна согласно настоящему изобретению могут иметь общий базовый вес от приблизительно 25 до приблизительно 100 грамм на квадратный метр (г/м2), а опорный слой может иметь базовый вес от приблизительно 5 до приблизительно 40 грамм на квадратный метр, тогда как полотно с выступами может иметь базовый вес от приблизительно 10 до приблизительно 60 грамм на квадратный метр. Такие диапазоны базового веса возможны вследствие способа, с помощью которого формируют слоистое изделие, и использования двух различных слоев с различными функциями относительно процесса формирования. В результате слоистые изделия могут быть изготовлены с коммерческими параметрами, которые прежде считались невозможными вследствие неспособности обрабатывать отдельные полотна и формировать необходимые выступы.
Слоистое полотно согласно настоящему изобретению может быть включено во впитывающие изделия для широкого ряда применений, включая без ограничения подгузники, трусы-подгузники, трусики для приучения к горшку, устройства для людей, страдающих недержанием, гигиенические изделия для женщин, бандажи и салфетки. Как правило, такие изделия будут содержать прилегающую к телу подкладку или контактирующий с кожей материал, обращенный к одежде материал, также называемый нижним листом, и впитывающую сердцевину, расположенную между прилегающей к телу подкладкой и нижним листом. В этом отношении такие впитывающие изделия могут иметь по меньшей мере один слой, который изготовлен, по меньшей мере частично, из подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению, включая без ограничения одну из внешних поверхностей впитывающего изделия. Если внешняя поверхность является контактирующей с телом поверхностью, подвергнутое струйному скреплению слоистое полотно может быть использовано отдельно или в сочетании с другими слоями впитывающего материала. Кроме того, подвергнутое струйному скреплению слоистое полотно может содержать гидрогель, также известный в качестве супервпитывающего материала, предпочтительно в части опорного слоя слоистого изделия. Если слоистое полотно необходимо использовать в качестве внешней поверхности на прилегающей к одежде стороне впитывающего изделия, тогда может быть необходимо прикрепить непроницаемый для жидкости слой, такой как слой пленки, к первой или внешней поверхности опорного слоя и расположить этот непроницаемый для жидкости слой на внутренней стороне впитывающего изделия, так чтобы выступы полотна с выступами находились на внешней стороне впитывающего изделия. Этот же тип конфигурации также может быть использован в упаковке пищевых продуктов для впитывания текучих сред из содержимого упаковки.
Также довольно обычно для таких впитывающих изделий иметь необязательный слой, который обычно называют «принимающий» или «передаточный» слой, расположенный между прилегающей к телу подкладкой и впитывающей сердцевиной. Когда такие изделия имеют форму, например, подгузников и устройств для взрослых, страдающих недержанием, они также могут включать так называемые «ушки», расположенные в передней и/или задней областях талии на боковых сторонах изделий. Эти ушки используются для закрепления изделия вокруг туловища носителя, как правило, в сочетании с клеем и/или механическими крепежными системами типа застежки-липучки. В определенных применениях крепежные системы соединены с дальними концами ушек и прикреплены к так называемой «передней вставке» или «зоне посадки ленты», расположенной на передней части талии изделия. Подвергнутое струйному скреплению слоистое полотно согласно настоящему изобретению может быть использовано для всех или части любого одного или нескольких из этих компонентов и изделий.
Когда такие впитывающие изделия имеют форму, например, трусиков для приучения к горшку, трусов-подгузников или другого изделия, которое предназначено для надевания и использования в качестве нижнего белья, такие изделия будут, как правило, включать так называемые «боковые секции», соединяющие переднюю и заднюю области талии изделия. Такие боковые секции могут содержать и эластичные, и неэластичные части, и подвергнутые струйному скреплению слоистые полотна согласно настоящему изобретению могут быть также использованы в качестве целых боковых секций или их частей.
Следовательно, такие впитывающие изделия могут иметь по меньшей мере один слой, который целиком или частично содержит подвергнутое струйному скреплению слоистое полотно согласно настоящему изобретению.
Также в данном документе раскрывается ряд конфигураций оборудования и процессов формирования подвергнутых струйному скреплению слоистых полотен согласно настоящему изобретению. Один такой процесс включает этапы процесса предоставления поверхности формирования выступов, имеющей множество формирующих прорезей, при этом формирующие прорези расположены на расстоянии друг от друга и имеют между собой низинные области. Поверхность формирования выступов выполнена с возможностью перемещения в направлении обработки со скоростью поверхности формирования выступов. Также предоставляется устройство для струйного скрепления выступов, которое имеет множество форсунок для формирования выступов, способных выпускать множество потоков текучей среды под давлением для формирования выступов из форсунок для формирования выступов в направлении поверхности формирования выступов.
Далее предоставляются опорный слой, имеющий противоположные первую и вторую поверхности, и нетканое полотно с выступами, имеющее множество волокон и противоположные внутреннюю и внешнюю поверхности. Полотно с выступами подают на поверхность формирования выступов с внешней поверхностью полотна с выступами, расположенной рядом с поверхностью формирования выступов. Вторую поверхность опорного слоя подают на внутреннюю поверхность полотна с выступами. Множество потоков скрепляющей текучей среды под давлением для формирования выступов из множества форсунок для формирования выступов направляются в направлении от первой поверхности опорного слоя к поверхности формирования выступов, чтобы заставить a) первое множество волокон в полотне с выступами поблизости от формирующих прорезей в поверхности формирования выступов направляться в формирующие прорези для формирования множества выступов, выходящих наружу из внешней поверхности полотна с выступами, и b) второе множество волокон в полотне с выступами скрепляться с опорным слоем для формирования слоистого полотна. Это скрепление может быть результатом скрепления волокон полотна с выступами с опорным слоем или, если опорный слой также является волокнистой структурой, - скрепления волокон опорного слоя с волокнами полотна с выступами, или сочетанием двух описанных процессов скрепления. Кроме того, первое и второе множество волокон в полотне с выступами могут представлять собой одно и то же множество волокон, особенно, когда выступы расположены рядом, как одни и те же волокна, если имеют достаточную длину, могут и формировать выступы, и скрепляться с опорным слоем.
После формирования выступов в полотне с выступами и скрепления полотна с выступами с опорным слоем для формирования слоистого полотна, слоистое полотно снимают с поверхности формирования выступов. В определенных вариантах осуществления процесса и аппарата необходимо, чтобы направление множества потоков текучей среды вызывало формирование выступов, которые являются полыми.
В предпочтительной конструкции поверхность формирования выступов содержит текстурирующий барабан, хотя также можно сформировать формирующую поверхность из ленточной системы или ленточно-проволочной системы. В определенных вариантах осуществления необходимо, чтобы низинные области поверхности формирования выступов не были проницаемыми для текучей среды, в других случаях они могут являться проницаемыми, особенно, если поверхность формирования является пористой формирующей проволокой. При необходимости поверхность формирования может быть сформирована с приподнятыми областями в дополнение к прорезям для того, чтобы сформировать углубления и/или отверстия в низинных областях подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению.
В альтернативных вариантах осуществления оборудования полотно с выступами и/или опорный слой могут быть поданы в процесс формирования выступов с той же скоростью, с которой перемещается поверхность формирования выступов, или с более высокой или более низкой скоростью. В определенных вариантах осуществления процесса необходимо подавать полотно с выступами на поверхность формирования выступов со скоростью, которая больше, чем скорость, с которой опорный слой подается на полотно с выступами. В других случаях необходимой может являться подача и полотна с выступами, и опорного слоя на поверхность формирования выступов со скоростью, которая больше, чем скорость поверхности формирования выступов. Было обнаружено, что избыточная подача материала в процесс обеспечивает дополнительную волокнистую структуру в полотне с выступами для формирования выступов. Скорость, с которой материал подается в процесс, называют степенью избыточной подачи. Было обнаружено, что особенно хорошо сформированные выступы могут быть изготовлены, когда степень избыточной подачи составляет от приблизительно 10 до приблизительно 50 процентов, что означает, что скорость, с которой материал подают в процесс и аппарат, на приблизительно 10-50 процентов выше, чем скорость поверхности формирования выступов. Это является особенно преимущественным относительно избыточной подачи полотна с выступами в процесс и аппарат.
В альтернативном варианте осуществления процесса и оборудования перед этапом формирования выступов предоставляют этап предварительного ламинирования. В этом варианте осуществления оборудование и процесс снабжены ламинирующей формирующей поверхностью, которая является проницаемой для текучих сред. Ламинирующая формирующая поверхность выполнена с возможностью перемещения в направлении обработки со скоростью формирования ламинирования. Как и в другом варианте осуществления процесса и оборудования, предоставляется поверхность формирования выступов, которая содержит множество формирующих прорезей, при этом формирующие прорези разнесены друг от друга и имеют между собой низинные области. Поверхность формирования выступов также выполнена с возможностью перемещения в направлении обработки со скоростью поверхности формирования выступов. Оборудование и процесс также включают ламинирующее устройство для струйного скрепления, имеющее множество форсунок для ламинирующей текучей среды, способных выпускать множество потоков ламинирующей скрепляющей текучей среды под давлением из форсунок для ламинирующей текучей среды в направлении к ламинирующей формирующей поверхности, и устройство для струйного скрепления выступов, имеющее множество форсунок для формирования выступов, способных выпускать множество потоков скрепляющей текучей среды под давлением для формирования выступов скрепляющей текучей среды из сопел для формирования выступов в направлении к поверхности формирования выступов.
Как и в другом процессе и оборудовании, далее предоставляются опорный слой, имеющий противоположные первую и вторую поверхности, и полотно с выступами, имеющее множество волокон и противоположные внутреннюю и внешнюю поверхности. Опорный слой и поверхность с выступами подают на ламинирующую формирующую поверхность, в результате чего множество потоков ламинирующей скрепляющей текучей среды под давлением направляют из множества форсунок для ламинирующей текучей среды на опорный слой и полотно с выступами, чтобы привести к скреплению по меньшей мере части волокон из полотна с выступами с опорным слоем для формирования слоистого полотна.
После формирования слоистого полотна его подают на поверхность формирования выступов, причем внешняя поверхность полотна с выступами расположена рядом с поверхностью формирования выступов. Затем, множество потоков скрепляющей текучей среды под давлением для формирования выступов из множества форсунок для формирования выступов направляются на слоистое полотно в направлении от первой поверхности опорного слоя к поверхности формирования выступов, чтобы заставить первое множество волокон в полотне с выступами поблизости от формирующих прорезей в поверхности формирования выступов направляться в формирующие прорези для формирования множества выступов, выходящих наружу из внешней поверхности полотна с выступами. Сформированное таким образом подвергнутое струйному скреплению слоистое полотно затем снимают с поверхности формирования выступов.
В процессе, в котором применяется этап ламинирования перед этапом формирования выступов, ламинирование может осуществляться либо с опорным слоем, представляющим собой слой, который находится в прямом контакте с ламинирующей формирующей поверхностью, или с полотном с выступами, находящимся в прямом контакте с ламинирующей формирующей поверхностью. Когда опорный слой подают на ламинирующую формирующую поверхность, его первая поверхность будет расположена рядом с ламинирующей формирующей поверхностью, и поэтому внутреннюю поверхность полотна с выступами, таким образом, подают на вторую поверхность опорного слоя. В результате множество потоков ламинирующей скрепляющей текучей среды под давлением, выходящих из форсунок для ламинирующей текучей среды под давлением, направляются от внешней поверхности полотна с выступами к ламинирующей формирующей поверхности, что приводит к скреплению по меньшей мере части волокон из полотна с выступами с опорным слоем для формирования слоистого полотна.
Как и в первом процессе, поверхность формирования выступов может содержать текстурирующий барабан, и в определенных применениях необходимо, чтобы низинные области поверхности формирования выступов были непроницаемыми для текучей среды относительно используемой скрепляющей текучей среды. Также необходимо, чтобы множество потоков текучей среды под давлением для формирования выступов вызывали формирование выступов, которые являются полыми. Кроме того, полотно с выступами может быть подано на опорный слой со скоростью, которая больше, чем скорость, с которой опорный слой подают на ламинирующую формирующую поверхность. Альтернативно, как полотно с выступами, так и опорный слой могут быть поданы на ламинирующую формирующую поверхность со скоростью, которая больше, чем скорость ламинирующей формирующей поверхности. Степень избыточной подачи для материала, подаваемого в формирующей ламинирование части способа, может составлять от приблизительно 10 до приблизительно 50 процентов. Когда слоистое полотно сформировано, оно может быть подано на поверхность формирования выступов со скоростью, которая больше скорости поверхности формирования выступов.
В некоторых применениях может быть необходимо, чтобы выступы имели дополнительную жесткость и износостойкость, например, когда слоистое полотно используют в качестве очистительной прокладки или в случае, если выступы и слоистое изделие в целом будут подвергаться в большей степени воздействию вертикальных сжимающих сил. В таких случаях может быть необходимо сформировать полотно с выступами с волокнами, которые способны связываться или быть связанными друг с другом, например, с помощью двухкомпонентных волокон. Альтернативно или дополнительно для связывания волокон вместе может быть использовано химическое связывание, такое как с использованием акриловых смол. В таких случаях слоистое полотно может быть подвергнуто дополнительной обработке, такой как этап связывания, на котором свежесформированное слоистое полотно подвергают нагреванию или другому несжимающему процессу связывания, который сплавляет вместе все или часть волокон в выступах и, при необходимости, в окружающих областях, чтобы придать слоистому изделию большую структурную жесткость.
Эти и другие варианты осуществления настоящего изобретения более подробно изложены далее.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Полное и достаточное раскрытие настоящего изобретения, включая его наилучший вариант осуществления, изложено более конкретно в оставшейся части описания, которая включает ссылку на сопроводительные фигуры, на которых:
фиг. 1 -вид в перспективе одного варианта осуществления подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению.
Фиг. 2 - поперечное сечение материала, показанного на фиг. 1, взятое по линии 2-2, показанной на фиг. 1.
Фиг. 2А - вид в поперечном сечении материала согласно настоящему изобретению, взятом по линии 2-2, показанной на фиг. 1, на котором показаны возможные направления перемещений волокна в слоистом изделии вследствие процесса струйного скрепления согласно настоящему изобретению.
Фиг. 3 - схематический вид сбоку аппарата и процесса согласно настоящему изобретению для формирования подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению.
Фиг. 3А - покомпонентный вид репрезентативной части поверхности формирования выступов согласно настоящему изобретению.
Фиг. 4 - схематический вид сбоку альтернативных аппарата и процесса согласно настоящему изобретению для формирования подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению.
Фиг. 4А - схематический вид сбоку альтернативных аппарата и процесса согласно настоящему изобретению для формирования подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению, которые представляют собой адаптацию аппарата и процесса, показанных на фиг. 4, а также следующих фиг. 5 и 7.
Фиг. 5 - схематический вид сбоку альтернативных аппарата и процесса согласно настоящему изобретению для формирования подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению.
Фиг. 6 - схематический вид сбоку альтернативных аппарата и процесса согласно настоящему изобретению для формирования подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению.
Фиг. 7 - схематический вид сбоку альтернативных аппарата и процесса согласно настоящему изобретению для формирования подвергнутого струйному скреплению слоистого полотна согласно настоящему изобретению.
Фиг. 8 - микрофотография под углом 45 градусов, на которой показано подвергнутое струйному скреплению слоистое полотно согласно настоящему изобретению.
Фиг. 9 и 9A - микрофотографии, на которых показано подвергнутое струйному скреплению слоистое полотно в поперечном сечении согласно настоящему изобретению.
Фиг. 10 - вид в разрезе в перспективе впитывающего изделия, в котором может быть использовано подвергнутое струйному скреплению слоистое полотно согласно настоящему изобретению.
Фиг. 11 - график, на котором представлена толщина ткани в зависимости от степени избыточной подачи полотна с выступами в процесс формирования.
Фиг. 12 - график, на котором представлено растяжение такни под нагрузкой 10 Н в зависимости от степени избыточной подачи полотна с выступами в процесс формирования как для слоистых изделий согласно настоящему изобретению, так и полотен с выступами без опорного слоя.
Фиг. 13 - график, на котором представлено сравнение нагрузки в ньютонах на ширину 50 миллиметров в зависимости от выраженного в процентах растяжения как слоистого изделия согласно настоящему изобретению, так и полотна с выступами без опорного слоя.
Фиг. 14 - график, на котором представлена нагрузка в Ньютонах на 50 мм ширины в зависимости от выраженного в процентах натяжения для ряда слоистых изделий согласно настоящему изобретению с изменением степени избыточной подачи.
Фиг. 15 - график, на котором представлена нагрузка в ньютонах на ширину 50 мм в зависимости от выраженного в процентах растяжения для ряда 45 г/м2 полотен с выступами при изменении степени избыточной подачи.
Фиг. 16 - фотография вида сверху образца, обозначенного кодом 3-6 в таблице 1 описания.
Фиг. 16A - фотография образца, обозначенного кодом 3-6 в таблице 1 описания, сделанная под углом 45 градусов.
Фиг. 17 - фотография вида сверху образца, обозначенного кодом 5-3 в таблице 1 описания.
Фиг. 17A - фотография образца, обозначенного кодом 5-3 в таблице 1 описания, сделанная под углом 45 градусов.
Фиг. 18 - фотография, на которой показано совмещение части ткани с и без опорного слоя, служащего в качестве подложки для полотна с выступами, которое подвергают одновременной обработке на одной установке.
Повторное использование ссылочных позиций в настоящем описании и графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ РЕПРЕЗЕНТАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Определения
Как используется в данном документе, термин «нетканый материал или полотно» относится к полотну, имеющему структуру отдельных волокон, элементарных нитей или нитей (совместно называемых «волокнами» для простоты), которые являются переслаивающимися, но не поддающимся опознаванию способом, как в случае вязанной ткани. Нетканые материалы или полотна формируют множеством способов, таких как, например, способы создания мелтблаун ("фильерно-раздувные"), способы создания спанбонд ("фильерные"), способы создания кардочесанного полотна и т.д.
Как используется в данном документе, термин «полотно спанбонд» в общем относится к нетканому полотну, которое сформировано процессом, в котором расплавленный термопластичный материал экструдируют через множество мелких, обычно круглых, капилляров формы в виде расплавленных волокон в сходящихся высокоскоростных потоках газа (например, воздуха), которые способствуют уменьшению диаметра волокон из расплавленного термопластичного материала, которые могут иметь диаметр микроволокон. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и откладываются на принимающую поверхность с образованием полотна распределенных случайным образом волокн мелтблаун. Такой процесс раскрыт, например, в патенте США № 3849241, Butin и соавт., который включен в данный документ во всей своей полноте ссылкой для всех целей. В общем, волокна мелтблаун могут представлять собой микроволокна, которые являются в значительной мере непрерывными или дискретными, диаметром обычно менее 10 микрон, и обычно клейкие при отложении на принимающей поверхности.
Как используется в данном документе, термин «полотно спанбонд» обычно относится к полотну, содержащему в основном непрерывные волокна небольшого диаметра. Волокна формируют путем экструдирования расплавленного термопластичного материала из множества мелких, обычно круглых, капилляров фильерного устройства, при этом диаметр экструдированных волокон затем быстро уменьшают, например, выводящим протаскиванием и/или другими хорошо известными способами формирования из расплава полимера фильерным способом. Производство полотен спанбонд описано и представлено, например, в патентах США № 4340563, Appel и соавт., № 3692618, Dorschner и соавт., № 3802817, Matsuki и соавт., № 3338992, Kinney, № 3341394, Kinney, № 3502763, Hartman, № 3502538, Levy, № 3542615, Dobo и соавт., и № 5382400, Pike и соавт., которые включены в данный документ во всей своей полноте ссылкой для всех целей. Волокна спанбонд обычно не являются клейкими при их отложении на принимающей поверхности. Волокна спанбонд иногда могут иметь диаметры менее приблизительно 40 микрон, а зачастую от приблизительно 5 до приблизительно 20 микрон. Для предоставления дополнительной целостности полотна сформированные таким образом полотна могут быть подвергнуты дополнительным методикам связывания волокон при необходимости. См., например, патент США № 3855046, Hansen и соавт., который включен в данный документ во всей своей полноте ссылкой для всех целей.
Как используется в данном документе, термин «кардочесанное полотно» в целом относится к полотну, содержащему натуральные или синтетические волокна штапельной длины, как правило, имеющие значения длины волокна менее 100 миллиметров. Связки штапельных волокон подвергают процессу рыхления для разделения волокон, которые затем отправляют на процесс кардочесания, с помощью которого разделяют и объединяют волокна для выравнивания их в направлении обработки, после чего волокна осаждают на движущуюся сетку для дополнительной обработки. Такие полотна обычно подвергают процессу связывания некоторого типа, такому как термосварка с помощью тепла и/или давления. В дополнение или вместо них волокна можно подвергнуть процессам склеивания для связывания волокон друг с другом, например, путем применения разновидностей порошкового клея. Более того, кардочесанное полотно можно подвергнуть струйному скреплению, такому как водоструйное скрепление, для дополнительного сплетения волокон и, таким образом, повышения целостности кардочесанного полотна. Кардочесанные полотна благодаря выравниванию волокон в направлении обработки при связывании, как правило, будут иметь большую прочность в направлении обработки, чем прочность в направлении, перпендикулярном направлению обработки.
Как используется в данном документе, термин «струйное скрепление» или «подвергнутый струйному скреплению» в целом относится к процессу формирования для дополнительного увеличения степени скрепления волокон в данном волокнистом нетканом полотне или между волокнистыми неткаными полотнами и другими материалами с тем, чтобы сделать разделение отдельных волокон и/или слоев более затруднительным в результате скрепления. Обычно его осуществляют путем закрепления волокнистого нетканого полотна на формирующей или несущей поверхности некоторого типа, которая имеет по меньшей мере некоторую степень проницаемости для нагнетаемой под давлением текучей среды. Поток текучей среды под давлением (обычно множество потоков) затем направляется к поверхности нетканого полотна, которая является обратной стороной к опорной поверхности полотна. Текучая среда под давлением контактирует с волокнами и давит на части волокон в направлении потока текучей среды, таким образом, смещая все или часть из множества волокон по направлению к опорной поверхности полотна. В результате происходит дополнительное скрепление волокон в направлении, которое можно назвать Z-направлением полотна (его толщиной) по отношению к более плоской области, его плоскости X-Y. Если два или более отдельных полотна или других слоев размещены рядом друг с другом на формирующей/несущей поверхности и подвергаются действию текучей среды под давлением, необходимый результат заключается в том, что некоторые из волокон по меньшей мере одного из полотен принудительно вдавливаются в смежное полотно или слой, таким образом, вызывая скрепление волокон между в области взаимодействия двух поверхностей так, что в результате происходит связывание или сочленение полотен/слоев вместе вследствие увеличенного скрепления волокон. Степень связывания или скрепления будет зависеть от ряда факторов, включая без ограничения типы используемых волокон, их длины волокон, степень предварительного связывания или скрепления полотна или полотен перед осуществлением способа струйного скрепления, типа используемой текучей среды (жидкости, такие как вода, пар или газы, такие как воздух), давление текучей среды, количество потоков текучей среды, скорости осуществления способа, время воздействия текучей среды и пористость полотна или полотен/других слоев и формирующей/несущей поверхности. Один из наиболее распространенных способов струйного скрепления называют водоструйным скреплением, которое является хорошо известным процессом для средних специалистов в области нетканых полотен. Примеры процесса струйного скрепления могут быть найдены в патенте США № 4939016, Radwanski и соавт., патенте США № 3485706, Evans, и патентах США № 4970104 и № 4959531, Radwanski, каждый из которых включен в настоящий документ с помощью ссылки в полном его объеме для всех целей.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее будет сделана ссылка на варианты осуществления изобретения, один или более примеров которых изложены далее. Каждый пример предоставлен посредством объяснения изобретения, а не в качестве ограничения изобретения. Фактически, специалистам в данной области техники будет понятно, что в изобретение могут быть внесены различные модификации и изменения без отступления от объема или сущности изобретения. Например, признаки, показанные или описанные как один вариант осуществления, могут быть использованы в другом варианте осуществления для получения еще одного варианта осуществления. Таким образом, предполагается, что настоящее изобретение охватывает такие модификации и изменения, которые подпадают под объем прилагаемых пунктов формулы изобретения и их эквивалентов. Если предоставляются диапазоны для параметров, предполагается, что каждая из конечных точек диапазона также включается в данный диапазон. Среднему специалисту в данной области техники следует понимать, что настоящее рассмотрение представляет собой описание только приведенных в качестве примера вариантов осуществления и не предполагается в качестве ограничения более широких аспектов настоящего изобретения, более широкие аспекты которого являются осуществленными приведенными в качестве примера конструкциями.
Подвергнутое струйному скреплению слоистое полотно с выступами
Результатом процессов и аппарата, описанных в данном документе, является создание подвергнутого струйному скреплению слоистого полотна с выступами, выходящими наружу и в сторону от по меньшей мере одной предполагаемой внешней поверхности слоистого изделия. В предпочтительных вариантах осуществления выступы являются полыми. Один вариант осуществления настоящего изобретения представлен на фиг. 1, 2, 2A, 8, 9 и 9A графических материалов. Подвергнутое струйному скреплению слоистое полотно 10 показано с выступами 12, которые для многих применений являются предпочтительно полыми. Полотно 10 содержит опорный слой 14 (который на фиг. 1, 2 и 2A показан в качестве волокнистого нетканого опорного полотна 14) и волокнистое нетканое полотно 16 с выступами. Опорный слой 14 имеет первую поверхность 18 и противоположную вторую поверхность 20, а также толщину 22. Полотно 16 с выступами имеет внутреннюю поверхность 24 и противоположную внешнюю поверхность 26, а также толщину 28. Поверхность раздела между опорным слоем 14 и полотном 16 с выступами представлена ссылочным номером 27, и необходимо, чтобы волокна полотна 16 с выступами пересекали поверхность раздела 27 и были скреплены и сцеплялись с опорным слоем 14 с формированием слоистого полотна 10. Если опорный слой или полотно 14 также является волокнистым нетканым материалом, волокна этого слоя могут пересекать поверхность 27 раздела и быть скрепленными с волокнами в полотне 16 с выступами. Слоистое изделие 10 в целом называют подвергнутым струйному скреплению слоистым полотном из-за волокнистой природы части полотна 16 с выступами слоистого полотна 10, тогда как понятно, что опорный слой 14 называют слоем, поскольку он может содержать материал волокнистого полотна, такой как нетканый материал, но он также может содержать или включать другие материалы, такие как, например, пленки, сетки и пеноматериалы. В целом, для практических применений, изложенных в данном документе, базовый вес для подвергнутого струйному скреплению слоистого полотна 10 будет находиться в диапазоне от приблизительно 25 до приблизительно 100 г/м2, несмотря на то, что базовый вес за пределами этого диапазона может быть использован в зависимости от конкретного практического применения.
Полые выступы
Несмотря на то, что выступы 12 могут быть заполнены волокнами из полотна 16 с выступами и/или опорного слоя 14, обычно необходимо, чтобы выступы 12 были в общем полыми, особенно, если такие слоистые полотна 10 используют в сочетании со впитывающими структурами. Полые выступы 12 предпочтительно имеют закрытые концы 13, которые не имеют прорезей или отверстий. Такие прорези или отверстия необходимо отличать от обычных промежутков между волокнами, обычно имеющихся в волокнистых нетканых полотнах. Однако в некоторых применениях может быть необходимо увеличить давление и/или время воздействия ударяющих струй текучей среды в процессе струйного скрепления, как описано ниже, для создания одной или нескольких прорезей или отверстий (не показанных) в одном или нескольких полых выступах 12. Такие отверстия могут быть образованы в концах 13 или боковых стенках 11 выступов 12, а также как в концах 13, так и боковых стенках 11 выступов 12.
Полые выступы 12, показанные на фигурах, являются круглыми при рассмотрении сверху с отчасти куполообразными или изогнутыми вершинами или концами 13, как видно при рассмотрении в поперечном сечении. Фактическая форма выступов 12 может изменяться в зависимости от формы формирующей поверхности, в которую вдавливают волокна из полотна 16 с выступами. Таким образом, но не ограничиваясь указанными вариантами, формы выступов 12 могут быть, например, круглыми, овальными, квадратными, прямоугольными, треугольными, ромбовидными и т.д. Как ширина, так и глубина полых выступов 12 могут изменяться, как могут и промежутки, и конфигурация выступов 12. Кроме того, различные формы, размеры и промежутки между выступами 12 могут быть использованы в одном и том же полотне 16 с выступами.
Выступы 12 в слоистом полотне 10 расположены на и выходят из внешней поверхности 26 полотна 16 с выступами. Если выступы 12 полые, тогда они будут иметь открытые концы 15, которые расположены в направлении внутренней поверхности 24 полотна 16 с выступами и покрыты второй поверхностью 20 опорного слоя или полотна 14 или внутренней поверхности полотна 16 с выступами в зависимости от количества волокна, которое было использовано из полотна 16 с выступами для формирования выступов 12. Выступы 12 окружены низинными областями 19, которые также сформированы из внешней поверхности 26 полотна 16 с выступами, несмотря на то, что толщина низинных областей 19 состоит как из полотна 16 с выступами, так и опорного слоя 14. Эта низинная область 19 может быть относительно пологой и плоской, как показано на фиг. 1, или в ней может быть создана топографическая изменчивость. Например, низинная область 19 может иметь множество трехмерных форм, сформированных в ней посредством формирования полотна 16 с выступами на формирующей поверхности трехмерной формы, такой как раскрыта в патенте США № 4741941, Englebert и соавт., переуступленном Kimberly-Clark Worldwide и полностью включенном в данный документ посредством ссылки для всех целей. Например, низинные области 19 могут быть снабжены углублениями 23, которые проходят полностью или частично в полотно 16 с выступами и/или опорный слой 14. Кроме того, низинные области 19 могут быть подвергнуты тиснению, которое может придавать поверхностную текстуру и другие функциональные свойства низинной области 19. Более того, низинные области 19 и слоистое изделие 10 в целом могут быть снабжены отверстиями 25, которые проходят через слоистое изделие 10 для дополнительного упрощения перемещения текучих сред (таких как жидкости и твердые вещества, которые составляют выделения организма) в и через слоистое изделие 10. В результате процессов струйного скрепления, описанных в данном документе, обычно нежелательно, чтобы давление текучей среды, прилагаемое для формирования выступов 12, имело достаточную силу для того, чтобы заставить волокна из опорного слоя 14 выступить на внешней поверхности 26 полотна 16 с выступами.
Несмотря на то, что возможно изменение плотности и содержания волокна выступов 12, обычно необходимо, чтобы выступы 12 были «полыми». Обращаясь к фиг. 9 и 9A, можно увидеть, что, если выступы 12 являются полыми, то они склонны формировать оболочку 17 из волокон полотна 16 с выступами. Оболочка 17 определяет внутреннее полое пространство 21, которое имеет более низкую плотность волокон по сравнению с плотностью оболочки 17 выступов 12. Под «плотностью» подразумевается количество или содержание волокон на выбранную единицу объема в пределах части внутреннего полого пространства 21 или оболочки 17 выступа 12. Толщина оболочки 17, а также ее плотность, может отличаться в конкретном или отдельном выступе 12 и она также может отличаться между различными выступами 12. Кроме того, размер полого внутреннего пространства 21, а также его плотность, могут изменяться в пределах конкретного или отдельного выступа 12 и он также может изменяться между различными выступами 12. На микрофотографиях, показанных на фиг. 9 и 9A, показана более низкая плотность или количество волокон во внутреннем полом пространстве 21 по сравнению с частью 17 оболочки проиллюстрированного выступа 12. В результате, если имеется по меньшей мере некоторая часть внутреннего полого пространства 21 выступа 12, которая имеет более низкую плотность волокон, чем по меньшей мере некоторая часть оболочки 17 того же выступа 12, то выступ считают «полым». В этом отношении, в некоторых случаях, может не быть четко определенной границы между оболочкой 17 и внутренним полым пространством 21, но, если, при достаточном увеличении поперечного сечения одного из выступов, можно увидеть, что по меньшей мере некоторая часть внутреннего полого пространства 21 выступа 12 имеет более низкую плотность, чем некоторая часть оболочки 17 того же выступа 12, то выступ 12 считается «полым». Кроме того, если по меньшей мере часть выступов 12 подвергнутого струйному скреплению слоистого полотна 10 являются полыми, тогда полотно 16 с выступами и слоистое полотно 10 считают «полыми» или имеющими «полые выступы». Как правило, часть выступов 12, которые являются полыми, будет превышать или равняться 50 процентам от выступов 12 в выбранной области подвергнутого струйному скреплению слоистого полотна 10, альтернативно превышать или равняться 70 процентам от выступов в выбранной области подвергнутого струйному скреплению слоистого полотна 10 и в качестве альтернативы превышать или равняться 90 процентам от выступов 10 в выбранной области подвергнутого струйному скреплению слоистого полотна 10
Как станет более понятно в связи с описанием процессов, изложенным далее, подвергнутое струйному скреплению слоистое полотно 10 является результатом перемещения волокон в полотне 16 с выступами в одном и иногда в двух или более направлениях. Обращаясь к фиг. 2A и 3A, если поверхность 130 формирования выступов, на которой размещено полотно 16 с выступами, является твердой за исключением формирующих прорезей или отверстий 134, используемых для формирования полых выступов 12, тогда сила потоков струйного скрепления, бьющих и отражающихся от твердой области 136 поверхности поверхности 130 формирования выступов, соответствующей низинным областям 19 полотна 16 с выступами, может вызвать перемещение волокон рядом со внутренней поверхностью 24 полотна 16 с выступами в опорный слой 14 рядом с его второй поверхностью 20. Это перемещение волокон в первом направлении представлено стрелками 30, показанными на фиг. 2A. Для формирования полых выступов 12, выходящих наружу из внешней поверхности 26 полотна 16 с выступами, должно быть перемещение волокон во втором направлении, как показано стрелками 32. Это перемещение во втором направлении заставляет волокна из полотна 16 с выступами выходить из и идти в сторону от внешней поверхности 26 для формирования полых выступов 12.
Если опорный слой 14 является волокнистым нетканым полотном, в зависимости от степени целостности полотна и прочности и времени воздействия скрепляющей текучей среды из форсунок для текучей среды под давлением, также может происходить перемещение волокон опорного полотна в полотно 16 с выступами, как показано стрелками 31 на фиг. 2A. Конечным результатом этих перемещений волокон является создание слоистого изделия 10 с хорошей общей целостностью и наслоением слоя и полотна (14 и 16) на их поверхности 27 раздела, таким образом, обеспечивая дополнительную обработку и транспортировку слоистого полотна 10.
Опорный слой и полотно с выступами
Как следует из названия, опорный слой 14 предназначен для поддержки полотна 16 с выступами, содержащего выступы 12. Опорный слой 14 может быть изготовлен из ряда структур, при условии, что опорный слой 14 способен поддерживать полотно 16 с выступами. Основными функциями опорного слоя 14 являются защита полотна 16 с выступами во время формирования выступов 12, способность связываться или быть скрепленным с полотном 16 с выступами и способствование дополнительной обработке полотна 16 с выступами и полученного в результате подвергнутого струйному скреплению слоистого полотна 10. Подходящие материалы для опорного слоя 14 могут включать без ограничения нетканые материалы или полотна, материалы холста, сетчатые материалы, изделия на основе бумаги/целлюлозы/древесной целлюлозы, которые можно рассматривать как подмножество нетканых материалов или полотен, а также пеноматериалы, пленки и сочетания вышеуказанного, при условии, что выбранный материал или материалы способны выдерживать процесс струйного скрепления. Особенно хорошо подходящим материалом для опорного слоя 14 является волокнистое нетканое полотно, изготовленное из множества случайным образом наложенных волокон, которые могут являться волокнами штапельной длины, такими как используются, например, в кардочесанных полотнах, уложенных воздухом полотнах и т.д., или они могут быть более непрерывными волокнами, такими как имеются, например, в полотнах мелтблаун или полотнах спанбонд. Из-за функций, которые должен выполнять опорный слой 14, опорный слой 14 должен иметь более высокую степень целостности, чем полотно 16 с выступами. В этом отношении опорный слой 14 должен быть способен оставаться в практически неизменным, когда его подвергают воздействию способа струйного скрепления, более подробно описанного далее. Степень целостности опорного слоя 14 должна являться таковой, чтобы материал, формирующий опорный слой 14, не поддавался просадке внутрь и заполнению полых выступов 14 полотна 16 с выступами. В результате, если опорный слой 14 является волокнистым нетканым полотном, необходимо, чтобы он имел более высокую степень связывания между волокнами и/или скрепления волокон, чем у волокон в полотне 16 с выступами. Хотя необходимо заставить волокна из опорного слоя 14 скрепляться с волокнами полотна 16 с выступами рядом с поверхностью 27 раздела между двумя слоями, в общем необходимо, чтобы волокна этого опорного слоя 14 не были встроены или вкреплены в полотно 16 с выступами до такой степени, что большие части этих волокон будут пробиваться внутрь полых выступов 12.
Функция опорного слоя 14 состоит в облегчении дополнительной обработки полотна 16 с выступами. Как правило, волокна, используемые для формирования полотна 16 с выступами, являются более дорогими, чем используемые для формирования опорного слоя 14. В результате необходимо сохранить низкий базовый вес полотна 16 с выступами. При этом, однако, становится трудно обрабатывать полотно 16 с выступами после его формирования. Путем прикрепления полотна 16 с выступами к нижележащему опорному слою 14 дальнейшая обработка, намотка и размотка, хранение и другие действия могут быть выполнены более эффективно.
Для того, чтобы противостоять этой более высокой степени перемещения волокна, как упомянуто выше, необходимо, чтобы опорный слой 14 имел более высокую степень целостности, чем полотно 16 с выступами. Эта более высокая степень целостности может быть реализована рядом способов. Одним из них заключается в связывании волокон между собой, которое может быть реализовано посредством термосварки или ультразвуковой сварки волокон друг с другом с применением или без применения давления, как в связывании с воздушной набивкой, точечном связывании, порошковом связывании, химическом связывании, клеевом связывании, тиснении, каландровом связывании и т.д. Кроме того, другие материалы могут быть добавлены в волокнистую смесь, такие как клеи и/или двухкомпонентные волокна. Может быть также использовано предварительное скрепление волокнистого нетканого опорного слоя 14, например, путем воздействия на полотно водоструйным скреплением, иглопробиванием и т.д., перед соединением этого полотна 14 с полотном 16 с выступами. Также возможны сочетания вышеописанного. Однако другие материалы, такие как пеноматериалы, холсты и сетки могут иметь достаточную начальную целостность, так что они не требуют дополнительной обработки. Уровень целостности во многих случаях может быть визуально видимым благодаря, например, осмотру невооруженным глазом таких методик как точечное связывание, которое обычно используется с волокнистыми неткаными полотнами, такими как полотна спанбонд и полотна, содержащие штапельное волокно. Дополнительное увеличение опорного слоя 14 может также выявить использование струйного скрепления или использование термической сварки и/или клеевого связывания для соединения волокон вместе. В зависимости от того, доступны ли образцы отдельных слоев (14 и 16), испытание на разрыв в одном или обоих из направления обработки и направления, перпендикулярного направлению обработки, может быть проведено для сравнения целостности опорного слоя 14 с полотном 16 с выступами. См., например, испытание ASTM D5035-11, которое включено в данный документ во всей своей полноте для всех целей.
Тип, базовый вес, прочность и другие свойства опорного слоя 14 могут быть выбраны и изменены в зависимости от конкретного конечного использования полученного в результате слоистого полотна 10. Если слоистое полотно 10 необходимо использовать в качестве части впитывающего изделия, такого как впитывающее изделие личной гигиены, салфетка, и т.д., в общем необходимо, чтобы опорный слой 14 представлял собой слой, который является проницаемым для текучей среды, имеет хорошую прочность во влажном и сухом состояниях, способен впитывать текучие среды, такие как выделения организма, возможно, удерживать текучие среды в течение определенного периода времени и затем высвобождать текучие среды в один или несколько нижележащих слоев. В этом отношении волокнистые нетканые полотна, такие как полотна спанбонд, полотна мелтблаун и кардочесанные полотна, такие как уложенные воздухом полотна, связанные кардочесанные полотна и материалы, полученные по технологии коформ, являются особенно хорошо подходящими в качестве опорных слоев 14. Пеноматериалы и материалы в виде холста также являются хорошо подходящими. Кроме того, опорный слой 14 может являться многослойным материалом вследствие использования нескольких слоев или использования многорядных процессов формирования, как обычно используется при производстве полотен спанбонд и полотен мелтблаун а также слоистых сочетаний полотен мелтблаун и полотен спанбонд. В формировании таких опорных слоев 14 могут применяться как натуральные, так и синтетические материалы, отдельно или в сочетании для производства материала. В общем, для практических применений, изложенных в данном документе, базовый вес опорного слоя 14 будет находиться в диапазоне от приблизительно 5 до приблизительно 40 г/м2, несмотря на то, что базовый вес за пределами этого диапазона может быть использован в зависимости от конкретного практического применения.
Тип, базовый вес и пористость опорного полотна 14 будут влиять на условия процесса, необходимые для формирования выступов 12 в полотне 16 с выступами. Материалы с большим базовым весом будут увеличивать скрепляющую силу потоков скрепляющей текучей среды, необходимой для формирования выступов 12 в полотне 16 с выступами. Однако опорные слои 14 с высоким базовым весом будут также обеспечивать улучшенную поддержку для полотна 16 с выступами, поскольку главная проблема самого по себе полотна 16 с выступами заключается в том, что оно является слишком растяжимым для сохранения формы выступов 12 после процесса формирования. Полотно 16 с выступами само по себе чрезмерно удлиняется в направлении обработки из-за механических сил, прикладываемых к нему последующими процессами намотки и преобразования, которые уменьшают и деформируют выступы 12. Также без опорного слоя 14 выступы 12 в полотне 16 с выступами сминаются из-за давления при намотке и сжимающего веса, которым подвергается полотно 16 с выступами в процессе намотки и последующего преобразования, и не восстанавливаются до той степени, до которой они восстанавливаются с опорным слоем 14.
Опорный слой 14 может быть подвергнут дополнительной обработке и/или введению добавок для изменения или улучшения его свойств. Например, поверхностно-активные вещества и другие химические вещества могут быть добавлены как внутри, так и снаружи к компонентам, образующим весь или часть опорного слоя 14, для изменения или улучшения его свойств. Соединения, обычно называемые гидрогелями или сверхабсорбентами, которые поглощают в жидкостях во много раз больше, чем весят, могут быть добавлены в опорный слой 14 как в порошкообразной, так и в волокнистой форме.
Полотно 16 с выступами изготовлено из множества случайным образом наложенных волокон, которые могут являться волокнами штапельной длины, такими как используются, например, в кардочесанных полотнах, уложенных воздухом полотнах, полотнах, полученных по технологии коформ, и т.д., или они могут являться более непрерывными волокнами, такими как имеются, например, в полотнах мелтблаун или полотнах спанбонд. Волокна в полотне 16 с выступами предпочтительно должны иметь меньшую связанность между волокнами и/или скрепление волокон, и, следовательно, меньшую целостность по сравнению с целостностью опорного слоя 14, особенно если опорный слой 14 представляет собой волокнистое нетканое полотно. Волокна в полотне 16 с выступами могут не иметь начальной связанности между волокнами для предоставления возможности формирования полых выступов 12, как более подробно будет объяснено далее в связи с описанием одного или нескольких вариантов осуществления процесса и аппарата для формирования подвергнутого струйному скреплению слоистого полотна 10. В качестве альтернативы, если как опорный слой 14, так и полотно 16 с выступами являются волокнистыми неткаными полотнами, полотно 16 с выступами будет иметь меньшую целостность, чем опорный слой 14 вследствие того, что полотно 16 с выступами имеет, например, меньшую связанность между волокнами, меньшее количество клея или меньшее предварительное скрепление волокон, формирующих полотно 16.
Полотно 16 с выступами должно иметь достаточную величину способности перемещения волокон для предоставления описанному далее процессу струйного скрепления возможности перемещать волокна полотна 16 с выступами из плоскости X-Y полотна 16 с выступами, как показано на фиг. 1, и в перпендикулярном направлении или направлении Z (направлении его толщины 28) полотна 16 для формирования полых выступов 12. Если используются более непрерывные волокнистые структуры, такие как полотна мелтблаун или спанбонд, предпочтительно присутствует незначительное предварительное скрепление полотна 16 с выступами перед процессом струйного скрепления или предварительное связывание может отсутствовать. Более длинные волокна, такие как образующиеся в процессах по технологии мелтблаун и спанбонд (которые часто называют непрерывными волокнами, чтобы отличать их от волокон штапельной длины), как правило, будут требовать больше силы для смещения волокон в направлении Z, чем волокна более короткой, штапельной длины, которые часто имеют длины волокна менее 100 миллиметров (мм) и чаще - длины волокна в диапазоне от 10 до 60 мм. Напротив, полотна из штапельного волокна, такие как кардочесанные полотна и уложенные воздухом полотна, могут иметь некоторую степень предварительной связанности или скрепления волокон вследствие их более короткой длины. Такие более короткие волокна требуют меньше силы текучей среды от потоков струйного скрепления для их перемещения в направлении Z для формирования полых выступов 12. В результате необходимо соблюдать баланс между длиной волокна, степенью предварительной связанности волокна, силой текучей среды, скоростью полотна и временем воздействия, чтобы иметь возможность создавать полые выступы 12 без, если не требуется иное, формирования отверстий в низинных областях 19, полых выступах 12 или вытеснения слишком большого количества материала во внутреннее полое пространство 21 выступов 12, тем самым делая выступы 12 слишком жесткими для некоторых практических применений.
В общем, полотно 16 с выступами будет иметь базовый вес в диапазоне от приблизительно 10 до приблизительно 60 г/м2 для использований, изложенных в данном документе, но и базовый вес за пределами этого диапазона может быть использован в зависимости от конкретного практического применения. Полотна спанбонд, как правило, будут иметь базовый вес от приблизительно 15 до приблизительно 50 грамм на квадратный метр (г/м2) при использовании в качестве полотна 16 с выступами. Диаметры волокон будут находиться в диапазоне от приблизительно 5 до приблизительно 20 микрон. Волокна могут представлять собой однокомпонентные волокна, образованные из одной полимерной композиции, или они могут представлять собой двухкомпонентные или многокомпонентные волокна, при этом одна часть волокна имеет более низкую точку плавления, чем другие компоненты, чтобы обеспечивать связывание между волокнами посредством применения тепла и/или давления. Также могут быть использованы полые волокна. Волокна могут быть образованы из любых полимерных составов, как правило, используемых для формирования полотен спанбонд. Примеры таких полимеров включают без ограничения полипропилен (PP), полиэфир (PET), полиамид (PA), полиэтилен (PE) и полимолочную кислоту (PLA). Полотна спанбонд могут быть при необходимости подвергнуты методикам связывания и скрепления после формирования для улучшения обрабатываемости полотна перед тем, как подвергать его процессу формирования выступов.
Полотна мелтблаун как правило, имеют базовый вес от приблизительно 20 до приблизительно 50 грамм на квадратный метр (г/м2) при использовании в качестве полотна 16 с выступами. Диаметры волокон будут находиться в диапазоне от приблизительно 0,5 до приблизительно 5 микрон. Волокна могут представлять собой однокомпонентные волокна, образованные из одной полимерной композиции, или они могут представлять собой двухкомпонентные или многокомпонентные волокна, при этом одна часть волокна имеет более низкую точку плавления, чем другие компоненты, чтобы обеспечивать связывание между волокнами посредством применения тепла и/или давления. Волокна могут быть образованы из любых полимерных составов, как правило, используемых для формирования вышеупомянутых полотен спанбонд. Примеры таких полимеров включают без ограничения PP, PET, PA, PE и PLA.
В кардочесанных и уложенных воздухом полотнах используются штапельные волокна, которые, как правило, будут иметь длину в диапазоне от приблизительно 10 до приблизительно 100 миллиметров. Толщина волокна в денье будет находиться в диапазоне от приблизительно 0,5 до приблизительно 6 денье, в зависимости от конкретного конечного использования. Базовый вес будет находиться в диапазоне от приблизительно 20 до приблизительно 60 г/м2. Штапельные волокна могут быть изготовлены из широкого ряда полимеров, включая без ограничения PP, PET, PA, PLA, хлопка, целлюлозных химических волокон, льна, шерсти, конопли и регенерированной целлюлозы, такой как, например, вискоза. Также могут быть использованы смеси волокон, такие как смеси двухкомпонентных волокон и однокомпонентных волокон, а также смеси твердых волокон и полых волокон. Если необходимо связывание, оно может быть реализовано рядом способов, включая, например, связывание с воздушной набивкой, каландровое связывание, точечное связывание, химическое связывание и клеевое связывание, такое как порошковое связывание. При необходимости для дополнительного улучшения целостности и обрабатываемости таких полотен перед процессом формирования выступов они могут быть подвергнуты процессам предварительного скрепления для увеличения скрепления волокон в полотне 16 с выступами перед формированием выступов 12. В этом отношении особенно предпочтительным является водоструйное скрепление.
Несмотря на то, что вышеописанные типы нетканого полотна и процессы формирования подходят для использования совместно с полотном 16 с выступами, предполагается, что другие полотна и процессы формирования также могут быть использованы, при условии, что полотна способны формировать полые выступы 12.
Описание способа
Для формирования материалов согласно настоящему изобретению должен быть использован способ струйного скрепления. Для соединения вместе опорного слоя 14 и полотна 16 с выступами может быть использовано любое число текучих сред, включая как жидкости, так и газы. Наиболее распространенной технологией, используемой в этом отношении, является технология спанлейс или технология водоструйного скрепления, в которой в качестве текучей среды для скрепления используется вода под давлением.
Обращаясь к фиг. 3, представляется первый вариант осуществления процесса и аппарата 100 для формирования подвергнутого струйному скреплению слоистого полотна 10 с полыми выступами 12 согласно настоящему изобретению. Аппарат 100 содержит первую транспортную ленту 110, приводной валик 120 транспортной ленты, поверхность 130 формирования выступов, устройство 140 для струйного скрепления, необязательный валик 150 для избыточной подачи и систему 160 удаления текучей среды, такую как вакуумное или другое традиционное отсасывающее устройство. Такие вакуумные устройства и другие средства являются хорошо известными специалистам в данной области техники. Транспортная лента 110 используется для перемещения полотна 16 с выступами в аппарат 100. Если должно быть выполнено какое-либо предварительное скрепление на полотне 16 с выступами на входе в процесс, показанный на фиг. 3, тогда транспортная лента 110 может быть пористой. Транспортная лента 110 движется в первом направлении (которое является направлением обработки), как показано стрелкой 112, с первой скоростью или скоростью оборота V1. Транспортная лента 110 может быть приведена в действие приводным валиком 120 транспортной ленты или другими подходящими средствами, хорошо известными средним специалистам в данной области техники.
Поверхность 130 формирования выступов, как показано на фиг. 3, имеет форму текстурирующего барабана 130, частичный покомпонентный вид поверхности которого показан на фиг. 3A. Поверхность 130 формирования выступов перемещается в направлении обработки, как показано на фиг. 3 стрелкой 131, со скоростью или скоростью оборота V3. Она приводится в действие и ее скорость контролируется любыми подходящими приводящими в движение средствами (не показаны), такими как электродвигатели и приводные механизмы, как хорошо известно средним специалистам в данной области техники. Текстурирующий барабан 130, показанный на фиг. 3 и 3A, состоит из формирующей поверхности 132, содержащей конфигурацию из формирующих прорезей 134, которые соответствуют форме и конфигурации необходимых выступов 12 в полотне 16 с выступами. Формирующие прорези 134 разделены низинной областью 136. Формирующие прорези 134 могут иметь любую форму и любую конфигурацию. Как можно увидеть на фигурах, на которых показаны слоистые полотна 10 согласно настоящему изобретению, формы прорезей являются круглыми, но следует понимать, что может быть использовано любое число форм и сочетаний форм, в зависимости от практического применения. Примеры возможных форм отверстий включают без ограничения овалы, перекрестия, квадраты, прямоугольники, ромбовидные формы, шестиугольники и другие многоугольники. Такие формы могут быть образованы на поверхности барабана путем литья, перфорирования, штамповки, лазерного разрезания и гидроструйного разрезания. Промежутки между формирующими прорезями 134 и, следовательно, уровень низинной области 136 также могут быть изменены в зависимости от конкретного конечного применения подвергнутого струйному скреплению слоистого полотна 10. Кроме того, конфигурация формирующих прорезей 134 в текстурирующем барабане 130 может быть изменена в зависимости от конкретного конечного применения подвергнутого струйному скреплению слоистого полотна 10. Материал, формирующий текстурирующий барабан 130, может представлять собой любое количество подходящих материалов, обычно используемых для таких формирующих барабанов, включая без ограничения листовой металл, пластмассы и другие полимерные материалы, резину, и т.д. Формирующие прорези 134 могут быть образованы в листе материала 132, которому затем придают форму текстурирующего барабана 130, или текстурирующий барабан 130 может быть сформован или отлит из подходящих материалов, или отпечатан с помощью технологии 3D печати. Как правило, перфорированный барабан 130 с возможностью снятия устанавливают на и над необязательной пористой внутренней оболочкой 138 барабана, так что различные формирующие поверхности 132 могут быть использованы для различных конструкций конечных изделий. Пористая внутренняя оболочка 138 барабана стыкуется с системой 160 удаления текучей среды, которая упрощает вытягивание скрепляющей текучей среды и волокон вниз в формирующие прорези 134 во внешней поверхности 132 текстурирующего барабана, тем самым формируя полые выступы 12 в полотне 16 с выступами. Пористая внутренняя оболочка 138 барабана также действует в качестве барьера для замедления дальнейшего сброса волокон в систему 160 удаления текучей среды и другие части оборудования, тем самым уменьшая засорение оборудования. Пористая внутренняя оболочка 138 барабана вращается в том же направлении и с той же скоростью, что и текстурирующий барабан 130. Кроме того, для дополнительного контроля высоты выступов 12, можно менять расстояние между внутренней оболочкой 138 барабана и текстурирующим барабаном 130. В общем, промежуток между внутренней поверхностью поверхности 130 формирования выступов и внешней поверхностью внутренней оболочки 138 барабана будет находиться в диапазоне от приблизительно 0 до приблизительно 5 мм. Другие диапазоны могут быть использованы в зависимости от конкретного практического применения и необходимых признаков подвергнутого струйному скреплению слоистого полотна 10.
Глубина формирующих прорезей 134 в текстурирующем барабане 130 или другой поверхности 130 формирования выступов может составлять от 1 мм до 10 мм, но предпочтительно от приблизительно 3 мм до 5 мм для создания выступов 12 такой формы, которая будет является наиболее подходящей для предполагаемых общих применений. Размер поперечного сечения прорези может составлять от приблизительно 2 мм до 10 мм, но предпочтительно от 3 мм до 6 мм при измерении вдоль главной оси, и промежуток между формирующими прорезями 134 на основе расстояния между центрами может составлять от 3 мм до 10 мм, но предпочтительно от 4 мм до 7 мм. Конфигурацию промежутков между формирующими прорезями 134 можно изменять и выбирать в зависимости от конкретного конечного применения. Некоторые примеры конфигураций включают без ограничения выровненные конфигурации из рядов и/или колонок, скошенные конфигурации, шестиугольные конфигурации, волнистые конфигурации и конфигурации с изображением картинок, фигур и объектов.
Размеры поперечного сечения формирующих прорезей 134 и их глубина влияют на поперечное сечение и высоту выступов 12, создаваемых в полотне 16 с выступами. В общем, необходимо избегать форм прорезей с острыми или узкими углами на переднем крае формирующих прорезей 134 при рассмотрении в направлении 131 обработки, поскольку они могут иногда негативно влиять на возможность безопасного съема подвергнутого струйному скреплению слоистого полотна 10 с формирующей поверхности 132 без повреждения выступов 12. Кроме того, толщина/глубина прорези в текстурирующем барабане 130 в общем будет стремиться соответствовать глубине или высоте полых выступов 12. Однако следует отметить, что каждый из глубины, промежутка, размера, формы и других параметров прорези может быть изменен независимо от другого и может быть изменен на основе конкретного конечного применения формируемого подвергнутого струйному скреплению слоистого полотна 10.
Низинные области 136 в формирующей поверхности 132 текстурирующего барабана 130, как правило, являются твердыми для того, чтоб не пропускать скрепляющую текучую среду 142, истекающую из форсунок для текучей среды под давлением, содержащихся в устройствах 140 для струйного скрепления, но в некоторых случаях может быть необходимо создание проницаемых для текучей среды низинных областей 136 для дополнительного текстурирования открытой поверхности полотна 16 с выступами. Альтернативно выбранные области формирующей поверхности 132 текстурирующего барабана 130 могут быть проницаемыми для текучей среды, а другие области - непроницаемыми. Например, центральная зона (не показана) текстурирующего барабана 130 может быть проницаемой для текучей среды, тогда как боковые участки (не показаны) на каждой стороне центрального участка могут быть непроницаемыми для текучей среды. Кроме того, низинные области 136 на формирующей поверхности 132 могут иметь приподнятые области (не показаны), образованные в них или прикрепленные к ним для формирования необязательных впадин 23 и/или отверстий 25 в полотне 16 с выступами и подвергнутом струйному скреплению слоистом полотне 10.
В варианте осуществления аппарата 100, показанного на фиг. 3, поверхность 130 формирования выступов показана в виде текстурирующего барабана. Однако следует понимать, что другие средства могут быть использованы для создания поверхности 130 формирования выступов. Например, может быть использована перфорированная лента или сетка (не показана), которая включает формирующие прорези 134, сформированные в ленте или проволоке в соответствующих местах. Альтернативно могут быть использованы гибкие прорезиненные ленты (не показаны), которые непроницаемы для потоков струйного скрепления под давлением, для защиты формирующих прорезей 134. Такие ленты и сетки хорошо известны средним специалистам в данной области техники, как и средства для приведения в действие и управления скоростью таких лент и сеток. Текстурирующий барабан 130 является более предпочтительным для формирования подвергнутого струйному скреплению слоистого полотна 10 согласно настоящему изобретению, поскольку он может быть изготовлен с низинными областями 136, которые являются гладкими и непроницаемыми для скрепляющей текучей среды 142 и которые не оставляют витую сетчатую структуру на внешней поверхности 26 полотна 16 с выступами, к чему склонны проволочные ленты.
Альтернативой формирующей поверхности 132 с глубиной прорези, определяющей высоту выступа, является формирующая поверхность 132, которая является более тонкой, чем необходимая высота выступа, но которая находится на расстоянии от поверхности пористой внутренней оболочки 138 барабана, на которой она намотана. Промежуток между текстурирующим барабаном 130 и пористой внутренней оболочкой 138 барабана может быть получен любым способом, который предпочтительно в остальном не мешает процессу формирования полых выступов 12 и отводу скрепляющей текучей среды из оборудования. Например, одним средством является твердая проволока или нить, которая может быть вставлена между внешним текстурирующим барабаном 130 и пористой внутренней оболочкой 138 барабана в качестве разделителя или намотана вокруг внутренней пористой оболочки 138 барабана под текстурирующим барабаном 130 для обеспечения надлежащего промежутка. Глубина оболочки формирующей поверхности 132 менее 2 мм может усложнить удаление полотна 16 с выступами и слоистого полотна 10 с текстурирующего барабана 130, поскольку волокнистый материал полотна 16 с выступами может расширяться или переноситься потоком скрепляющей текучей среды в нависающую область под текстурирующим барабаном 130, что в свою очередь может перекашивать полученное в результате подвергнутое струйному скреплению слоистое полотно 10. Однако было обнаружено, что посредством использования опорного слоя 14 вместе с полотном 16 с выступами в качестве части процесса формирования, перекос полученного в результате двухслойного подвергнутого струйному скреплению слоистого полотна 10 можно значительно уменьшить. Применение опорного полотна 14 обычно способствует более полному удалению подвергнутого струйному скреплению слоистого полотна 10, поскольку во время удаления подвергнутого струйному скреплению слоистого материала 10 с текстурирующего барабана 130 нагрузку принимает менее растяжимый, более стабильный по размерам опорный слой 14. Более высокое напряжение, которое может быть приложено к опорному слою 14, по сравнению с одним полотном 16 с выступами, означает, что, если подвергнутое струйному скреплению слоистое изделие 10 перемещается от текстурирующего барабана 130, выступы 12 могут благополучно покидать формирующие прорези 134 в направлении приблизительно перпендикулярном формирующей поверхности 132 и соосно с формирующими прорезями 134 в текстурирующем барабане 130. Кроме того, посредством использования опорного слоя 14 могут быть увеличены скорости обработки.
Для формирования выступов 12 в полотне 16 с выступами и для наслоения друг на друга опорного слоя 14 и полотна 16 с выступами одно или несколько устройств 140 для струйного скрепления расположено над поверхностью 130 формирования выступов. Наиболее распространенной технологией, используемой в этом отношении, называется технология спанлейс или технология водоструйного скрепления, в которой в качестве текучей среды для скрепления используется вода под давлением. Поскольку полотно или полотна с несвязанными или относительно несвязанными волокнами подают в устройство 140 для струйного скрепления, множество струй текучей среды под высоким давлением (не показаны) из одного или нескольких устройств 140 для струйного скрепления перемещают волокна полотен, и завихрение текучей среды вызывает скрепление волокон. Эти потоки текучей среды, которая в данном случае является водой, могут вызывать дополнительное скрепление волокон внутри отдельных полотен. Потоки также могут вызвать перемещение волокон и скрепление на поверхности 27 раздела двух или более полотен/слоев, тем самым приводя к соединению полотен/слоев друг с другом. Более того, если волокна в полотне, таком как полотно 16 с выступами, удерживаются вместе свободно, они могут выводиться из своей плоскости X-Y и таким образом в направлении Z (см. фиг. 1 и 2A) для формирования выступов 12, которые предпочтительно являются полыми. В зависимости от уровня необходимого скрепления может быть использовано одно или несколько таких устройств 140 для струйного скрепления.
На фиг. 3 показано одно устройство 140 для струйного скрепления, но на последующих фигурах, на которых использовано несколько устройств 140 в различных участках аппарата 100, они отмечены буквенными обозначениями, такими как 140a, 140b, 140c, 140d и 140e. Если используется несколько устройств, давление скрепляющей текучей среды в каждом последующем устройстве 140 для струйного скрепления обычно выше, чем в предыдущем, так что энергия, передаваемая на полотна/слои, увеличивается и, следовательно, усиливается скрепление волокон внутри или между полотнами/слоями. Это уменьшает нарушение общей равномерности поверхностной плотности полотна/слоя струями текучей среды под давлением при одновременном достижении необходимого уровня скрепления и, следовательно, связывании полотен/слоев и формировании выступов 12. Скрепляющая текучая среда 142 устройств 140 для струйного скрепления изливается из форсунок через группы или полоски с форсунками (не показаны), состоящих из ряда или рядов форсунок для текучей среды под давлением с небольшими отверстиями диаметром обычно от 0,08 до 0,15 мм и промежутком приблизительно 0,5 мм в направлении, перпендикулярном направлению обработки. Давление в форсунках может составлять от приблизительно 5 бар до приблизительно 400 бар, но, как правило, составляет менее 200 бар за исключением подвергнутых струйному скреплению слоистых полотен 10 с большим весом и если требуется образование фибриллярной структуры. Другие размеры форсунок, промежутки между ними, число форсунок и давление в форсунках могут быть использованы в зависимости от конкретного конечного применения. Такие устройства 140 для струйного скрепления хорошо известнысредним специалистам в данной области техники и легко доступны от таких производителей как Fleissner, Германия, и Andritz-Perfojet, Франция.
Устройства 140 для струйного скрепления часто будут иметь отверстия форсунок, расположенные или расположенные с промежутком от приблизительно 5 миллиметров до приблизительно 20 миллиметров и чаще от приблизительно 5 миллиметров до приблизительно 10 миллиметров от поверхности 130 формирования выступов, несмотря на то, что фактический промежуток может изменяться в зависимости от базового веса материалов, на которые оказывают воздействие, давления текучей среды, количества использованных отдельных форсунок, величины вакуума, использованного системой 160 удаления текучей среды, и скорости, с которой работает оборудование.
В вариантах осуществления, показанных на фиг. 3-7, устройства 140 для струйного скрепления являются традиционными устройствами для водоструйного скрепления, конструкция и работа которых хорошо известны средним специалистам в данной области техники. См., например, патент США № 3485 706, Evans, содержимое которого включено в данный документ ссылкой во всей своей полноте для всех целей. Также см. описание оборудования для гидравлического скрепления, описанного Honeycomb Systems, Inc., Биддефорд, Мэн, в статье под названием "Rotary Hydraulic Entanglement of Nonwovens" (Ротационное гидравлическое скрепление нетканых материалов), перепечатанной из конференции INSIGHT '86 INTERNATIONAL ADVANCED FORMING/BONDING Conference, содержимое которой полностью включено в данный документ ссылкой во всей своей полноте для всех целей.
Снова возвращаясь к фиг. 3, полотно 16 с выступами подают в аппарат и процесс 100 со скоростью V1, опорный слой 14 подают в аппарат и процесс 100 со скоростью V2, а подвергнутое струйному скреплению слоистое полотно 10 выходит из аппарата и процесса 100 со скоростью V3, которая представляет собой скорость поверхности 130 формирования выступов и также может быть названа скоростью поверхности формирования выступов. Как будет более подробно объяснено далее, эти скорости V1, V2 и V3 могут быть одинаковыми или меняться для изменения процесса формирования и свойств полученного в результате подвергнутого струйному скреплению слоистого полотна 10. Подача как полотна 16 с выступами, так и опорного слоя 14 в процесс с одинаковой скоростью (V1 и V2) будет создавать подвергнутое струйному скреплению слоистое полотно 10 согласно настоящему изобретению с необходимыми полыми выступами 12. Подача как полотна 16 с выступами, так и опорного слоя 14 в процесс с одинаковой скоростью, которая превышает скорость (V3) в направлении обработки поверхности 130 формирования выступов, будет также формировать необходимые полые выступы 12.
На фиг. 3 также показан необязательный валик 150 для избыточной подачи, который может быть приведен в действие со скоростью или угловой скоростью Vf. Валик 150 для избыточной подачи может вращаться с такой же скоростью, как и скорость V1 полотна 16 с выступами, в случае чего Vf будет равна V1, или он может вращаться с более высокой скоростью для натяжения полотна 16 с выступами перед валиком 150 для избыточной подачи при необходимости избыточной подачи. Избыточная подача происходит, если одно или оба из поступающих полотен/слоев (16, 14) подают на поверхность 130 формирования выступов с более высокой скоростью, чем скорость поверхности формирования выступов поверхности 130 формирования выступов. Было обнаружено, что на улучшенное формирование выступов в полотне 16 с выступами можно влиять путем подачи полотна 16 с выступами на поверхность 130 формирования выступов с более высокой скоростью, чем скорость поступления V2 опорного слоя 14. Однако, кроме того, было обнаружено, что улучшенные свойства и формирование выступов могут быть реализованы посредством изменения скоростей подачи полотен/слоев (16, 14), а также посредством использования валика 150 для избыточной подачи непосредственно перед текстурирующим барабаном 130 для подачи большего количества волокна посредством полотна 16 с выступами для последующего перемещения скрепляющей текучей средой 142 вниз в формирующие прорези 134 в текстурирующем барабане 130. В частности, посредством избыточной подачи полотна 16 с выступами на текстурирующий барабан 130 может быть достигнуто улучшенное формирование выступов, включая увеличенную высоту выступов.
Для предоставления избыточного количества волокна, так чтобы максимально увеличить высоту выступов 12 полотно 16 с выступами может быть подано на текстурирующий барабан 130 с более высокой скоростью (V1) поверхности, чем движется (V3) текстурирующий барабан 130. Обращаясь к фиг. 3, если необходима избыточная подача, полотно 16 с выступами подают на текстурирующий барабан 130 со скоростью V1, тогда как опорный слой 14 подают со скоростью V2, и текстурирующий барабан 130 движется со скоростью V3, которая ниже скорости V1 и может быть равна скорости V2. Процент или степень избыточной подачи, степень, с которой полотно 16 с выступами подают на текстурирующий барабан 130, может быть определен как OF = [(V1 / V3) - 1]x100, где V1 -скорость на входе полотна 16 с выступами, а V3 -скорость на выходе полученного в результате подвергнутого струйному скреплению слоистого полотна 10 и скорость текстурирующего барабана 130. (Если валик 150 для избыточной подачи применяют для увеличения скорости поступающего материала на текстурирующий барабан 130, следует отметить, что скорость V1 материала после валика 150 для избыточной подачи будет превышать скорость V1 перед валиком 150 для избыточной подачи. При расчете степени избыточной подачи необходимо использовать эту более высокую скорость V1). Было обнаружено, что хорошее формирование выступов 12 происходит, если степень избыточной подачи составляет от приблизительно 10 до приблизительно 50 процентов. Следует также отметить, что эта методика и степень избыточной подачи могут быть использованы не только в отношении полотна 16 с выступами, но и сочетания полотна 16 с выступами и опорного слоя 14, поскольку их вместе подают на поверхность 130 формирования выступов.
Для сведения к минимуму длины полотна 16 с выступами, которое поддерживает свой собственный вес перед воздействием скрепляющей текучей среды 142, и во избежание образования складок и сворачивания полотна 16 с выступами, валик 150 для избыточной подачи может быть использован для переноса полотна 16 с выступами со скоростью V1 в положение, близкое к зоне 144 текстурирования на текстурирующем барабане 130. В примере, проиллюстрированном на фиг. 3, валик 150 для избыточной подачи приводится в действие от транспортной ленты 110, но также возможно привести его в действие отдельно, чтобы не подвергать чрезмерному напряжению материал поступающего полотна 16 с выступами. Опорный слой 14 может быть подан в зону 144 текстурирования отдельно от полотна 16 с выступами и со скоростью V2, которая может быть больше, равна или меньше скорости V3 текстурирующего барабана и больше, равна или меньше скорости V1 полотна 16 с выступами. Предпочтительно опорный слой 14 продвигается в зону 144 текстурирования посредством сцепления за счет трения с полотном 16 с выступами, расположенным на текстурирующем барабане 130, и поэтому, оказавшись на текстурирующем барабане 130, опорный слой 14 имеет поверхностную скорость близкую к скорости V3 текстурирующего барабана 130, или он может быть прямо подан в зону 144 текстурирования со скоростью близкой к скорости V3 текстурирующего барабана. Процесс текстурирования вызывает некоторое сжатие опорного слоя 14 в направлении 131 обработки. Избыточная подача опорного слоя 14 или полотна 16 с выступами может быть отрегулирована в соответствии с использованными конкретными материалами, и оборудованием, и условиями, так что избыточный материал, который подается в зону 144 текстурирования, расходуется, избегая образования каких-либо неприглядных складок полученного в результате подвергнутого струйному скреплению слоистого полотна 10. В результате два полотна/слоя (16, 14) обычно будут находиться под некоторым напряжением все время, несмотря на процесс избыточной подачи. Скорость сматывания подвергнутого струйному скреплению слоистого полотна 10 должна быть установлена близкой к скорости V3 текстурирующего барабана, так что избыточное напряжение не прикладывается к слоистому изделию во время при его снятии с текстурирующего барабана 130, поскольку такое избыточное напряжение было бы вредным для прозрачности и размера выступов.
Альтернативный вариант осуществления способа и аппарата 100 согласно настоящему изобретению показан на фиг. 4, на которой подобные номера ссылок использованы для подобных элементов. В этом варианте осуществления главными отличиями являются предварительное скрепление полотна 16 с выступами для улучшения его целостности перед дальнейшей обработкой посредством устройства 140a для струйного скрепления предварительного скрепления; наслоение полотна 16 с выступами на опорный слой 14 посредством ламинирующего устройства 140b для струйного скрепления; и увеличение количества устройств 140 для струйного скрепления (называемых устройствами 140c, 140d и 140e для струйного скрепления выступов) и, таким образом, увеличение зоны 144 текстурирования на текстурирующем барабане 130 в части процесса, на которой происходит формирование выступов.
Полотно 16 с выступами подают в процесс/аппарат 100 с помощью транспортной ленты 110. Когда полотно 16 с выступами движется на транспортной ленте 110, его подвергают воздействию первого устройства 140a для струйного скрепления для улучшения целостности полотна 16 с выступами. Это можно назвать предварительным скреплением полотна 16 с выступами. В результате эта транспортная лента 110 должна быть проницаемой для текучей среды для обеспечения возможности прохождения скрепляющей текучей среды 142 через полотно 16 с выступами и транспортную ленту 110. Для удаления доставленной скрепляющей текучей среды 142, как показано на фиг. 3, под транспортной лентой 110 может быть использована система 160 удаления текучей среды, такая как вакуумное или другое традиционное устройство удаления текучей среды. Давление текучей среды от первого устройства 140a для струйного скрепления в целом находится в диапазоне от приблизительно 10 до приблизительно 50 бар.
Опорный слой 14 и полотно 16 с выступами затем подают на ламинирующую формирующую поверхность 152, с первой поверхностью 18 опорного полотна или слоя 14, обращенной к и контактирующей с ламинирующей формирующей поверхностью 152, и второй поверхностью 20 опорного слоя 14, контактирующей с внутренней поверхностью 24 полотна 16 с выступами. (См. фиг. 2 и 4). Для скрепления вместе опорного слоя 14 и полотна 16 с выступами одно или несколько ламинирующих устройств 140b для струйного скрепления используют вместе с ламинирующей формирующей поверхностью 152 для воздействия на скрепление волокон между материалами. В очередной раз система 160 удаления текучей среды используется для отвода скрепляющей текучей среды 142. Чтобы отличить аппарат в этой предполагающей ламинирование части аппарата и процесса 100 в целом от последующей части, предполагающей формирование выступов, на которой формируются выступы, это оборудование и процесс называют ламинирующим оборудованием, в противоположность оборудованию для формирования выступов. Таким образом, эта часть относится к ламинирующей формирующей поверхности 152 и ламинирующему устройству 140b для струйного скрепления, в котором используются форсунки для ламинирующей текучей среды, в противоположность форсункам для формирования выступов. Ламинирующая формирующая поверхность 152 выполнена с возможностью перемещения в направлении обработки аппарата 100 со скоростью ламинирующей формирующей поверхности и должна быть проницаемой для скрепляющей текучей среды из форсунок для ламинирующей текучей среды, расположенных в ламинирующем устройстве 140b для струйного скрепления. Ламинирующее устройство 140b для струйного скрепления имеет множество форсунок для ламинирующей текучей среды, которые способны испускать множество потоков ламинирующей скрепляющей текучей среды 142 под давлением в направлении к ламинирующей формирующей поверхности 152. Ламинирующая формирующая поверхность 152, имеющая конфигурацию барабана, как показано на фиг. 4, может иметь множество формирующих прорезей на своей поверхности, разделенных низинными областями, чтобы сделать ее проницаемой для текучей среды, или она может быть изготовлена из традиционной формирующей сетки, которая также является проницаемой. В этой части аппарата 100 полное связывание двух материалов (14 и 16) не является обязательным. Параметры процесса для этой части оборудования подобны параметрам для части формирования выступов и описанию оборудования и процесса в связи с фиг. 3. Таким образом, скорости материалов и поверхностей в формирующей ламинирование части оборудования и процесса могут меняться, как объяснено выше относительно оборудования и процесса формирования выступов, описанных относительно фиг. 3.
Например, полотно 16 с выступами может быть подано в процесс формирования ламинирования и на опорный слой 14 со скоростью, которая превышает скорость, с которой опорный слой 14 подают на ламинирующую формирующую поверхность 152. Относительно давления скрепляющей текучей среды, в этой части оборудования необходимо более низкие давления форсунок для ламинирующей текучей среды, поскольку дополнительное скрепление полотен/слоев будет происходить в ходе части процесса, на которой предполагается формирование выступов. В результате давления для формирования ламинирования из ламинирующего устройства 140b для струйного скрепления обычно будет находиться в диапазоне от приблизительно 30 до приблизительно 100 бар.
Если множество потоков 142 ламинирующей текучей среды в ламинирующем устройстве 140b для струйного скрепления направляется в направлении от внешней поверхности 26 полотна 16 с выступами к ламинирующей формирующей поверхности 152, тогда по меньшей мере часть волокон в полотне 16 с выступами вынуждены становиться скрепленными с опорным слоем 14 с формированием слоистого полотна 10. После соединения полотна 16 с выступами и опорного слоя 14 с образованием слоистого изделия 10, слоистое изделие 10 покидает предполагающую ламинирование часть оборудования и процесса (элементы 140b и 152) и подается в предполагающую формирование выступов часть оборудования и процесса (элементы 130, 140c, 140d, 140e и необязательный 150). Как и в процессе, показанном на фиг. 3, слоистое изделие 10 может быть подано на поверхность формирования выступов/текстурирующий барабан 130 с такой же скоростью, с которой движется текстурирующий барабан 130, или его можно подать с избыточной скоростью на текстурирующий барабан 130 с использованием валика 150 для избыточной подачи или просто заставляя слоистое полотно двигаться со скоростью V1, которая превышает скорость V3 поверхности 130 формирования выступов. В результате переменные параметры процесса, описанные выше относительно фиг. 3 графических материалов, также могут быть использованы с оборудованием и процессом, показанными на фиг. 4. Кроме того, как и в аппарате и материалах, показанных на фиг. 3, валик 150 для избыточной подачи применяют для увеличения скорости V1 слоистого изделия 10, когда оно вступает в контакт с поверхностью 130 формирования выступов, именно эту более высокую скорость V1 после валика 150 для избыточной подачи следует использовать при расчете степени избыточной подачи. Тот же подход следует применять при расчете степени избыточной подачи для остальных вариантов осуществления, показанных на фиг. 4a, 5, 6 и 7, если используется избыточная подача материала.
В предполагающей формирование выступов части оборудования множество потоков скрепляющей текучей среды 142 под давлением для формирования выступов направлено из форсунок для формирования выступов, расположенных в устройствах (140c, 140d и 140e) для струйного скрепления выступов, в слоистое полотно 10 в направлении от первой поверхности 18 опорного слоя 14 к поверхности 130 формирования выступов, чтобы заставить первое множество волокон полотна 16 с выступами вблизи формирующих прорезей 134, расположенных в поверхности формирования выступов, направляться в формирующие прорези 134 для формирования множества выступов 12, которые выходят наружу из внешней поверхности 26 полотна 16 с выступами, таким образом, формируя подвергнутое струйному скреплению слоистое полотно 10 согласно настоящему изобретению. Как и в других процессах сформированное слоистое полотно 10 удаляют с поверхности 130 формирования выступов и при необходимости могут подвергнуть такой же или другой дополнительной обработке, как описано в отношении процесса и аппарата, показанных на фиг. 3, такой как сушка для удаления избыточной скрепляющей текучей среды или дополнительное связывание или другие этапы. В предполагающей формирование выступов части оборудования и аппарата 100 величины давления, используемого для формирования выступов из устройств (140c, 140d и 140e) для струйного скрепления выступов, обычно будет находиться в диапазоне от приблизительно 80 до приблизительно 200 бар.
Дополнительная модификация процесса и аппарата 100, показанных на фиг. 4, показана на фиг. 4A. На фиг. 4, а также последующих вариантах осуществления аппарата и процесса, показанных на фиг. 5 и 7, подвергнутое струйному скреплению слоистое полотно 10 подвергают воздействию на этапе предварительного ламинирования с использованием ламинирующей формирующей поверхности 152 и ламинирующего устройства или устройств 140b для струйного скрепления. В каждой из этих конфигураций (фиг. 4, 5 и 7) материал, который находится в прямом контакте с ламинирующей формирующей поверхностью 152, представляет собой первую поверхность 18 опорного слоя 14. Однако также возможно перевернуть опорный слой 14 и полотно 16 с выступами, которые показаны на фиг. 4A, так чтобы внешняя поверхность 26 полотна 26 с выступами являлась стороной, которая находится в прямом контакте с ламинирующей формирующей поверхностью 152, и эта альтернативная версия аппарата и процесса, показанных на фиг. 4, 5 и 7, также подпадает под объем настоящего изобретения, а также его варианты.
Еще один альтернативный вариант осуществления процесса и аппарата 100 согласно настоящему изобретению представлен на фиг. 5. Этот вариант осуществления подобен показанному на фиг. 4, за исключением того, что только полотно 16 с выступами подвергают предварительному скреплению с использованием устройств 140a и 140b для струйного скрепления перед подачей полотна 16 с выступами в формирующую выступы часть оборудования. Кроме того, опорный слой 14 подают в зону 144 текстурирования на поверхности формирования выступов/барабане 130 таким же образом, как показано на фиг. 3, несмотря на то, что зона 144 текстурирования снабжена несколькими устройствами (140c, 140d и 140e) для струйного скрепления выступов.
На фиг. 6 показан еще один вариант осуществления процесса и аппарата согласно настоящему изобретению, подобно показанному на фиг. 4, на котором полотно 16 с выступами и опорный слой 14 входят в контакт друг с другом для обработки ламинирования в предполагающей ламинирование части оборудования и процесса с использованием ламинирующей формирующей поверхности 152 (которая представляет собой тот же элемент, что и транспортная лента 110) и ламинирующего устройства 140b для струйного скрепления. Кроме того, как и в варианте осуществления, показанном на фиг. 4, в зоне 144 текстурирования части формирования выступов процесса и аппарата 100 используется несколько устройств (140c и 140d) струйного скрепления для выступов.
На фиг. 7 показан еще один вариант осуществления процесса и аппарата 100 согласно настоящему изобретению. На фиг. 7 основным отличием является то, что полотно 16с выступами проходит первую обработку скрепляющей текучей средой 142 посредством устройства 140c для струйного скрепления выступов в зоне 144 текстурирования перед введением в контакт второй поверхности 20 опорного слоя 14 с внутренней поверхностью 24 полотна 16 с выступами для струйного скрепления с использованием устройства 140d для струйного скрепления выступов. Таким образом, начальное формирование выступов 12 начинается без нахождения опорного слоя 14 на месте. В результате может быть необходимо, чтобы устройство 140c для струйного скрепления выступов работало при более низком давлении, чем устройство 140d для струйного скрепления выступов. Например, устройство 140c для струйного скрепления выступов может работать в диапазоне давлений от приблизительно 100 до приблизительно 140 бар, тогда как устройство 140d для струйного скрепления выступов может работать в диапазоне давлений от приблизительно 140 до приблизительно 200 бар. Другие сочетания и диапазоны давлений могут быть выбраны в зависимости от рабочих условий оборудования и типов и базового веса материалов, используемых для полотна 16 с выступами и опорного слоя 14.
В каждом из вариантов осуществления процесса и аппарата 100 волокна в полотне 16 с выступами являются существенно обособленными и подвижными в полотне 16 с выступами, так что скрепляющая текучая среда 142, выходящая из форсунок для формирования выступов в зоне 144 текстурирования, может перемещать существенное количество волокон из плоскости X-Y полотна 16 с выступами вблизи формирующих прорезей 134 в поверхности 130 формирования выступов и вдавливать волокна в формирующие прорези 134, тем самым формируя полые выступы 12 в полотне 16 с выступами подвергнутого струйному скреплению слоистого полотна 10. Кроме того, посредством избыточной подачи по меньшей мере полотна 16 с выступами в зону 144 текстурирования можно добиться улучшенного формирования выступов, как показано в следующих примерах и на микрофотографиях.
ПРИМЕРЫ
Для демонстрации процесса, аппарата и материалов настоящего изобретения изготовили ряд подвергнутых струйному скреплению слоистых полотен 10, а также полотен 16 с выступами без опорных слоев 14. Образцы получали на производственной линии по технологии спанлейс в Textor Technologies PTY LTD в Талламарин, Австралия, способом, подобным показанному на фиг. 5 графических материалов, за исключением того, что лишь одно устройство 140c для струйного скрепления выступов использовали для формирования выступов 12 в зоне 144 текстурирования. Кроме того, полотно 16 с выступами предварительно смачивали перед процессом, показанным на фиг. 5, и перед применением предварительного скрепляющего устройства 140a для струйного скрепления с использованием традиционного оборудования. В этом случае предварительное смачивание было достигнуто посредством использования одного шприца с установленным давлением в 8 бар. Предварительное скрепляющее устройство 140a для струйного скрепления было установлено на 45 бар, ламинирующее устройство 140b для струйного скрепления было установлено на 60 бар, тогда так давление отдельного устройства 140c для струйного скрепления выступов было переменным, как изложено далее в таблицах 1 и 2, т.е. давление составляло 140, 160 и 180 бар в зависимости от прохождения конкретного образца.
Для транспортной ленты 110, показанной на фиг. 5, предварительное скрепляющее устройство 140a для струйного скрепления было установлено на высоте 10 мм над транспортной лентой 110. Для ламинирующей формирующей поверхности 152 ламинирующее устройство 140b для струйного скрепления было установлено на высоте 12 мм над поверхностью 152, как и устройство 140c для струйного скрепления выступов относительно поверхности 130 формирования выступов.
Поверхность 130 формирования выступов являлась 1,3 м широким стальным текстурирующим барабаном, имеющим диаметр 520 мм, толщину барабана 3 мм и гексагональную конфигурацию из близко расположенных круглых формирующих прорезей размером 4 мм, разделенных расстоянием между центрами, составляющим 6 мм. Пористая внутренняя оболочка 138 барабана представляла собой тканую проволочную сетку из нержавеющей стали размером 100 меш (100 проволок на дюйм в обоих направлениях/39 проволок на сантиметр в обоих направлениях). Интервал или зазор между наружной поверхностью оболочки 138 и внутренней поверхностью барабана 130 составлял 1,5 мм.
Параметры процесса, которые были переменными, являлись вышеупомянутым давлением (140, 160 и 180 бар) скрепляющей текучей среды и степенью избыточной подачи (0%, 11%, 25% и 43%) с использованием вышеупомянутого степени избыточной подачи OF = [(V1 / V3 ) - 1]x100, где V1 является входной скоростью полотна 16 с выступами и V3 является выходной скоростью полученного в результате слоистого изделия 10.
Все образцы проходили по выпускной линии или со скоростью (V3) сматывания приблизительно 25 метров в минуту (м/мин). V1 указана в таблицах 1 и 2 для данных образцов. V2 поддерживали постоянной для всех образцов в таблицах 1 и 2 со скоростью, равной V3 или 25 метров в минуту. Готовые образцы отправляли через сушилку линии для удаления избыточной воды, как это обычно предусмотрено в процессе водоструйного скрепления. Образцы собирали после сушилки, а затем помечали кодом (см. таблицы 1 и 2) для соответствия использованным условиям процесса.
Относительно изготовленных материалов, как указано далее, некоторые изготавливали с опорным слоем 14, а другие без, и, если был использован опорный слой 14, то существовало тр и вариации, включающие полотно спанбонд, полотно спанлейс и связанное кардочесанное полотно (TABCW), полученное воздушной набивкой. Полученный по технологии спанбонд опорный слой 14 являлся полипропиленовым подвергнутым точечному связыванию полотном 17 грамм на квадратный метр (г/м2), изготовленным из полипропиленовых волокон спанбонд толщиной 1,8 денье, которые были впоследствии были подвергнуты точечному связыванию с общей областью связывания на единицу площади 17,5%. Полотно спанбонд было изготовлено фирмой Kimberly-Clark Australia, Милсонс Пойнт, Австралия. Материал спанбонд подавали и вводили в процесс в виде рулона с шириной рулона приблизительно 130 сантиметров. Полотно спанлейс являлось 52 г/м2 материалом спанлейс с применением однородной смеси из 70 весовых процентов вискозных штапельных волокон толщиной 1,5 денье и длиной 40 мм и 30 весовых процентов полиэфирных (PET) штапельных волокон толщиной 1,4 денье и длиной 38 мм, изготовленных фирмой Textor Technologies PTY LTD, Талламарин, Австралия. Материал спанлейс предварительно формировали и подавали в виде рулона, имеющего ширину рулона приблизительно 140 сантиметров. TABCW имело базовый вес 40 г/м2 и содержало однородную смесь из 40 весовых процентов PET штапельных волокон толщиной 6 денье и длиной 51 мм и 60 весовых процентов двухкомпонентных штапельных волокон с полиэтиленовой оболочкой/полипропиленовой сердцевиной толщиной 3,8 денье и длиной 51 мм, изготовленных фирмой Textor Technologies PTY LTD, Талламарин, Австралия. В данных, представленных далее (см. таблицу 1), под заголовком «опорный слой» полотно спанбонд было указано в качестве «SB», полотно спанлейс было указано в качестве «SL» и TABCW было указано в качестве «S». Там, где не был использован опорный слой 14, появляется слово «отсутствует». Базовый вес, использованный в примерах, не должен быть рассмотрен в качестве ограничения базового веса, который может быть использован в качестве базового веса для опорных слоев и может изменяться в зависимости от конечных применений.
Во всех случаях полотно 16 с выступами являлось кардочесанным штапельным волокнистым полотном, изготовленным из 100% полиэфирных штапельных волокон толщиной 1,2 денье и длиной 38 мм, производимых фирмой Huvis Corporation, Дэчон, Корея. Кардочесанное полотно было изготовлено на линии посредством процесса водоструйного скрепления фирмой Textor Technologies PTY LTD, Талламарин, Австралия, и имело ширину приблизительно 140 сантиметров. Базовый вес изменялся, как указано в таблицах 1 и 2, и находился в диапазоне от 28 г/м2 до 49,5 г/м2, хотя другие базовый вес и диапазоны могут быть использованы в зависимости от конечного применения. Полотно 16 с выступами было указано в качестве «кардочесанного полотна» в данных, представленных далее в таблицах 1 и 2.
Толщина материалов, изложенная далее в таблицах 1 и 2, а также на фиг. 11 графических материалов, была измерена с использованием толщиномера Mitutoyo модели № ID-C1025B с давлением основания 345 Па (0,05 psi). Измерения были выполнены при комнатной температуре (приблизительно 20 градусов по Цельсию) и указаны в миллиметрах с использованием круглого основания с диаметром 76,2 мм (3 дюйма). Значения толщины для выбранных образцов (среднее от трех образцов) с и без опорных слоев показана на фиг. 11 графических материалов.
Прочность на разрыв материалов, определенная в качестве пиковой нагрузки, достигнутой во время испытания, была измерена как в направлении (MD) обработки, так и в направлении (CMD), перпендикулярном направлению обработки, с использованием устройства испытания на разрыв Instron модели 3343, работающего с модулем программного обеспечения Instron Series IX версии 1.16 с датчиком нагрузки ± 1 кН. Начальный зазор между зажимами («расчетная длина») был установлен на 75 миллиметров и скорость траверсы была установлена на 300 миллиметров в минуту. Ширина зажима составляла 75 миллиметров. Образцы разрезали до 50 мм в ширину и 300 мм в длину в MD и каждый указанный результат испытания прочности на разрыв представлял собой среднее от двух образцов на код. Образцы оценивали при комнатной температуре (приблизительно 20 градусов по Цельсию). Допускали выпадание избыточного материала с концов и сторон аппарата. Прочности и растяжения в CMD были также измерены и в общем прочности в CMD составляли приблизительно от 1/2 до 1/5 от прочности в MD и растяжения в CMD при пиковой нагрузке превышали приблизительно в два - три раза растяжения в направлении MD. (Образцы в CMD разрезали с наибольшим размером, взятом в CMD). Прочности в MD были указаны в Ньютонах на 50 мм ширины материала. (Результаты показаны в таблицах 1 и 2). Растяжения в MD для материала при пиковой нагрузке были указаны в качестве процентного содержания начальной расчетной длины (начального зазора между зажимами).
Измерения растяжения были также выполнены и указаны в MD при нагрузке 10 Ньютонов (Н). (См. далее таблицы 1 и 2 и фиг. 12). В таблицах 1 и 2 показаны данные на основе изменения использованного опорного слоя, степени использованной избыточной подачи и изменений давления воды из форсунок для воды водоструйного скрепления.
В качестве примера последствий переменных параметров процесса высокая избыточная подача требует достаточного давления струи для введения полотна 16 с выступами в текстурирующий барабан 130 и, следовательно, перемещает избыточный материал, подвергнутый избыточной подаче, в зону 144 текстурирования. Если достаточная энергия струй для преодоления сопротивления материала текстурированию недоступна, то материал будет сгибаться и перекрывать себя и в худшем случае может обмотать валик перед зоной 144 текстурирования, что потребует остановки процесса. Несмотря на то, что эксперименты были проведены при скорости V3 линии 25 м/мин, это не должно быть рассмотрено в качестве ограничения скорости линии, поскольку оборудование с подобными материалами запускали при скоростях линии в диапазоне от 10 до 70 м/мин, и скорости вне этого диапазона могут быть использованы в зависимости от проходящих материалов.
В следующих таблицах сведены материалы, параметры процесса и результаты испытания. Образцы, показанные в таблице 1, были изготовлены с и без опорных слоев. В образцах с кодами 1.1 - 3.6 использовали вышеупомянутый полученный по технологии спанбонд опорный слой. Образцы с кодами 4.1 - 5.9 не имели опорного слоя. Давления струй для каждого из образцов перечислены в таблице.
Таблица 1: экспериментальные параметры и результаты испытаний, с опорным слоем и без опорного слоя, образцы с кодами 1-5.
Вес (г/м2)
Толщина (мм)
Прочность MD (Н/50мм)
Растяжение при пиковой нагрузке MD (%)
MD Растяжение при 10 Н (%)
Примечание для образцов с кодами 4.1 - 5.9: «Слоистое изделие» являлось однослойной структурой, поскольку опорный слой отсутствовал.
Для таблицы 2 с образцами 6SL.1 - 6SL.6 проводили операции на одном оборудовании при одинаковых условиях, как и с образцми в таблице 1 с вышеупомянутым опорным слоем спанлейс, тогда как с образцами 6S.1 - 6S.4 проводили операции с вышеупомянутым опорным слоем из сцепленного кардочесанного полотна, выполненного воздушной набивкой. Полотна с выступами («кардочесанные полотна») изготавливали таким же образом, как и те, что использованы в таблице 1.
Таблица 2: экспериментальные параметры и результаты испытания, образец с кодом 6, альтернативные опорные слои.
Вес (г/м2)
Толщина (мм)
Прочность MD (Н/50мм)
Растяжение при пиковой нагрузке MD (%)
MD Растяжение при 10 Н (%)
Как показано в таблицах 1 и 2, ключевой параметр качества толщины ткани, который является измерением высоты выступов, как указано значениями толщины, преимущественно зависит от величины избыточной подачи полотна 16 с выступами в зону 144 текстурирования. Относительно данных, показанных в таблице 2, видно, что высокие соотношения избыточной подачи приводят к увеличенной толщине. Кроме того, при тех же степенях избыточной подачи более высокие значения давления текучей среды приводили к более высоким значениям толщины, которые в свою очередь указывают на увеличенную высоту выступа. В таблице 2 показаны результаты испытания для образцов, изготовленных с использованием альтернативных опорных слоев. В образцах с кодами 6S использовали 40 г/м2 сцепленное кардочесанное полотно, выполненное воздушной набивкой, и в образцах с кодами 6SL использовали 52 г/м2 материал спанлейс. Эти образцы отлично выполнены и имели хорошую устойчивость и внешний вид по сравнению с образцами без опорных слоев, которые не содержали опорных слоев.
На фиг. 11 графических материалов показана толщина образца в миллиметрах относительно процентного содержания избыточной подачи полотна с выступами для слоистого изделия (представленного в виде ромба) в сравнении с двумя образцами, которые не имели опорного слоя (представленными в виде квадрата и треугольника). Все указанные значения были средним от трех образцов. Как видно из данных на фиг. 11, с увеличением избыточной подачи также увеличивается толщина образца, что показывает важность и преимущество использования избыточной подачи.
На фиг. 12 графических материалов показан график, на котором представлено процентное отношение растяжения образца при нагрузке 10 Ньютонов относительно величины избыточной подачи полотна с выступами для материалов из таблицы 1. Как видно на графике, показанном на фиг. 12, если отсутствует опорный слой, то будет наблюдаться резкое увеличение растяжимости в направлении обработки полученного в результате образца вследствие увеличения процентного отношения избыточной подачи материала в зону текстурирования. И наоборот, образец с полученным по технологии спанбонд опорным слоем практически не подвергается увеличению процентного отношения растяжения при увеличении степени избыточной подачи. Это в свою очередь приводит к полотну с выступами, имеющему выступы, которые являются более устойчивыми во время последующей обработки и которые способны лучше сохранять свою форму и высоту.
Как видно из данных и графиков, более высокая избыточная подача и, следовательно, большая высота выступов также снижает прочность на разрыв в MD и увеличивает растяжение в MD при пиковой нагрузке. Это происходит, поскольку увеличенное текстурирование предоставляет больше материала (в выступах), который не сразу способствует сопротивлению растяжению и созданию нагрузки, и обеспечивает большее растяжение перед достижением пиковой нагрузки.
Ключевым преимуществом слоистого изделия, состоящего из полотна с выступами и опорного слоя, по сравнению с однослойным полотном с выступами без опорного слоя является то, что опорный слой может снизить избыточное растяжение во время последующей обработки и преобразования, которые могут растянуть текстуру волокна и снизить высоту выступов. Без опорного слоя 14, встроенного в процесс формирования выступов, было очень сложно сформировать полотна с выступами, которые могут быть далее обработаны без нагрузок и натяжений со стороны процесса, действующих на полотно и отрицательно воздействующих на целостность выступов, особенно, если необходимы полотна с низким базовым весом. Другие средства могут быть использованы для обеспечения устойчивости материала, например, термосварка или клеевое связывание, или увеличенное скрепление, но они, как правило, приводят к потере мягкости волокна и увеличенной жесткости, а также увеличивают стоимость. Подвергнутое струйному скреплению слоистое полотно согласно настоящему изобретению может предоставить одновременно мягкость и устойчивость. Разница между текстурированными материалами с опорным слоем и без опорного слоя четко проиллюстрирована в последнем столбце таблицы 2, в которой для сравнения показано растяжение образцов при нагрузке 10 Н. Данные также отображены на фиг. 12 графических материалов. Видно, что образец, поддерживаемый полученным по технологии спанбонд опорным слоем, растягивается лишь на несколько процентов при приложенной нагрузке 10 Ньютонов (Н) и растяжение практически не зависит от избыточной подачи. И наоборот, полотно с выступами без опорного слоя растягивается до 30% при нагрузке 10 Ньютонов и растяжение при 10 Н сильно зависело от избыточной подачи, использованной для текстурирования образца. Низкие растяжения при 10 Н могут быть достигнуты для полотен без опорного слоя, но лишь посредством низкой избыточной подачи, что приводит к низкой высоте выступов, т.е. слабому текстурированию полотна.
На фиг. 13 графических материалов показан пример кривых нагрузка-растяжение, полученных во время испытания на разрыв образцов в направлении (MD) обработки, которое является направлением, в котором вероятнее всего будут испытаны наибольшие нагрузки при скручивании материала и при последующей обработке и преобразовании. Все образцы, показанные на фиг. 13, были изготовлены с использованием степени избыточной подачи в 43% и имели приблизительно одинаковую поверхностную плотность (45 г/м2). Видно, что образец, содержащий полученный по технологии спанбонд опорный слой, имел более высокий начальный модуль, начало кривой было крутым по сравнению с самим однослойным полотном с выступами без опорного слоя. Эта более крутая начальная часть кривой для образца с опорным слоем была также восстанавливаемой, поскольку образец был эластичным до точки, где градиент начинает снижаться. Образец без опорного слоя имел очень низкий модуль, постоянную деформацию и потерю текстуры, возникающие при более низкой нагрузке. На фиг. 13 графических материалов показаны кривые нагрузка-растяжение как для ткани с опорным слоем, так и без опорного слоя. Следует отметить относительную крутизну начальной части кривой для ткани/слоистого изделия с опорным слоем согласно настоящему изобретению. Это означает, что образец без опорного слоя относительно легко растягивается и высокое растяжение необходимо для создания в нем какого-либо натяжения по сравнению с образцом с опорным слоем. Натяжение также необходимо для устойчивости при последующей обработке и преобразовании, но образец без опорного слоя вероятнее всего испытывает постоянную деформацию и потерю текстуры в результате высокого растяжения, необходимого для сохранения натяжения.
На фиг. 14 и 15 графических материалов показан набор кривых для более широкого диапазона условий. Видно, что образцы с низким уровнем текстурирования вследствие низкой избыточной подачи были более жесткими и прочными (несмотря на незначительно меньший вес), но отсутствие текстуры делало их непригодными в данном контексте. Все слоистые образцы с опорным слоем согласно настоящему изобретению имели более высокие начальные градиенты по сравнению с образцами без опорного слоя.
Уровень улучшения общего качества подвергнутого струйному скреплению слоистого полотна 10 по сравнению с полотном 16 с выступами без опорного слоя 14 может быть замечен при сравнении фотографий материалов, показанных на фиг. 16, 16A, 17, 17A и 18. На фиг. 16 и 16A показаны фотографии образца, представленного кодом 3-6 в таблице 1. На фиг. 17 и 17A показаны фотографии образца, представленного кодом 5-3 в таблице 1. Эти коды были выбраны, поскольку они оба имели наибольшую величину избыточной подачи (43%) и давления (180 бар) струй с использованием сравнимого базового веса (38 г/м2 и 38,5 г/м2 соответственно) полотна с выступами и, следовательно, наибольший потенциал для формирования подходящих выступов. Как видно из сравнения двух образцов с кодами и прилагаемых фотографий, полотно/слоистое изделие с опорным слоем образует намного более прочные и визуально различимые выступы и однородный материал, чем это же полотно с выступами без опорного слоя. Он также имеет лучшие свойства, как показано в виде данных в таблице 1. В результате, слоистое изделие с опорным слоем согласно настоящему изобретению является намного более подходящим для последующей обработки и использования в таких изделиях, как, например, впитывающие изделия личной гигиены.
На фиг. 18 показана фотография на поверхности раздела полотна с выступами с и без опорного слоя. Как видно на этой фотографии, полотно с выступами с опорным слоем имеет более высокий уровень целостности. Это особенно важно, если материал должен быть использован в таких конечных применениях, как впитывающие изделия личной гигиены, где необходимо (зачастую посредством использования клеев) прикрепить полотно с выступами к прилегающим слоям изделия. При использовании полотна с выступами без опорного слоя значительно большую опасность представляет проступание клея. Такое проступание может привести к загрязнению оборудования для обработки и нежелательному склеиванию слоев, следовательно, вызывая сверхнормативный простой производственного оборудования. На практике полотно с выступами без опорного слоя вероятнее всего приведет к обратному протеканию впитанных текучих сред, принятых впитывающим изделием (таких кровь, моча, кал и менструальные выделения), или «повторному намоканию» верхней поверхности материала, следовательно, приводя к изделию низкого качества.
Еще одним преимуществом, заметным при визуальном рассмотрении образцов (не показанных), являлись покрытие и степень плоскости задней части первой поверхности 18 на внешней стороне опорного слоя 14 и, следовательно, слоистого изделия 10, полученного в результате процесса формирования, по сравнению с внутренней поверхностью 24 полотна 16 с выступами, проходящего через тот же процесс 100 без опорного слоя 14. Без опорного слоя 14 внешняя поверхность полотна 16 с выступами напротив выступов 12 была неровной и относительно неплоской. И наоборот, эта же внешняя поверхность подвергнутого струйному скреплению слоистого полотна 10 согласно настоящему изобретению с опорным слоем 14 была более гладкой и намного более плоской. Предоставление таких плоских поверхностей улучшает способность к прилипанию слоистого изделия к другим материалам при последующем преобразовании. Как отмечено в приведенных в качестве примера вариантах осуществления изделия, описанных далее, если подвергнутые струйному скреплению слоистые полотна 10 согласно настоящему изобретению использованы в таких предметах, как впитывающие изделия личной гигиены, имеющих плоские поверхности, которые легко взаимодействуют с прилегающими слоями, то это важно в контексте соединения слоистого изделия с другими поверхностями для обеспечения быстрого прохождения текучих сред через различные слои изделия. Если отсутствует хороший межповерхностный контакт между слоями, то передача текучей среды между прилегающими слоями может быть нарушена.
Варианты осуществления изделия
Подвергнутые струйному скреплению слоистые полотна согласно настоящему изобретению имеют широкое разнообразие возможных конечных применений, особенно там, где важны впитывание текучей среды, перемещение текучей среды и отделение текучей среды. Две отдельные, но не имеющие ограничительного характера, области применения включают упаковку пищевых продуктов и другие впитывающие изделия, такие как впитывающие изделия личной гигиены, бандажи и т.п. При упаковке пищевых продуктов необходимо использовать впитывающие прокладки в упаковке для пищевых продуктов для впитывания текучих сред, исходящих из упакованных продуктов. Это особенно верно для мясных продуктов и морепродуктов. Объемистая природа материалов, предоставляемых в данном документе, является выгодной в том, что выступы могут способствовать отделению упакованных продуктов от освобожденных текучих сред, находящихся в нижней части упаковки. Кроме того, слоистое изделие может быть прикреплено к непроницаемому для жидкости материалу, такому как слой пленки, на первой стороне 18 опорного слоя 14, с помощью клеев или других средств, так что текучие среды, входящие в слоистое изделие, будут удерживаться в нем.
Впитывающие изделия личной гигиены включают такие изделия, как подгузники, трусики для приучения к горшку, трусы-подгузники, изделия для взрослых, страдающих недержанием, гигиенические изделия для женщин, влажные и сухие салфетки, бандажи, лактационные вкладыши, наматрасники, сменные прокладки и т.п.. Гигиенические изделия для женщин включают гигиенические прокладки, ночные прокладки, прокладки для нижнего белья, тампоны и т.п. Если такие изделия используются для впитывания текучих сред организма, таких как кровь, моча, менструальные выделения, кал, вытекающие текучие среды из поврежденных и оперированных участков, и т.д., тогда зачастую необходимые свойства таких изделий включают способность к впитыванию текучей среды, мягкость, прочность и отделение от пораженной части тела для обеспечения большего ощущения чистоты, сухости и упрощения прохождения потока воздуха для комфорта и здоровья кожи. Слоистые изделия согласно настоящему изобретению могут быть выполнены с возможностью обеспечения таких свойств. Полые выступы способствуют передаче текучей среды и отделению от остальной части слоистого изделия. Вследствие того, что для контакта с кожей может быть выбран более легкий, мягкий материал, который в свою очередь поддерживается более прочным материалом подложки, также может быть придана мягкость. Кроме того, благодаря пустому объему, создаваемому низинными областями, окружающими выступы, обеспечивается площадь для сбора непоглощенных твердых веществ. Этот пустой объем в свою очередь может быть полезным, если изделие снимают, поскольку сочетание выступов и пустых областей позволяет использовать слоистое изделие в режиме очистки, чтобы вытирать и чистить запачканные поверхности кожи. Те же преимущества также могут быть реализованы, если слоистое изделие применяют в качестве влажной или сухой салфетки, что делает слоистое изделие предпочтительным для таких изделий как гигиенические салфетки для взрослых и детей (влажные и сухие), домашние чистящие салфетки, салфетки для ванной и для снятия макияжа, косметические салфетки и аппликаторы, и т.д. Кроме того, в одном или во всех этих применениях слоистое изделие 10 и, в частности, низинные области 19 могут быть снабжены отверстиями для дополнительного упрощения потока текучей среды.
Впитывающие изделия личной гигиены или просто впитывающие изделия, как правило, имеют определенные основные компоненты, в которых могут использоваться слоистые изделия согласно настоящему изобретению. Обращаясь к фиг. 10, представлено впитывающее изделие 200, которое в данном случае имеет основную конструкцию одноразового подгузника. Как правило, такие изделия 200 будут содержать прилегающую к телу подкладку или контактирующий с кожей материал 202, обращенный к одежде материал, также называемый нижним листом или перегородкой 204, и впитывающую сердцевину 206, расположенную между прилегающей к телу подкладкой 202 и нижним листом 204. Кроме того, изделие очень часто имеет необязательный слой 208, который обычно называют принимающим или передаточным слоем, расположенный между прилегающей к телу подкладкой 202 и впитывающей сердцевиной 206. Другие слои и компоненты также могут быть включены в такие изделия, как будет легко понятно средним специалистам в данной области формирования изделия.
Подвергнутое струйному скреплению слоистое полотно 10 согласно настоящему изобретению может быть использовано целиком или в качестве части любого или всех этих вышеупомянутых компонентов таких изделий 200 личной гигиены, включая одну из внешних поверхностей (202 или 204). Например, слоистое полотно 10 может быть использовано в качестве прилегающей к телу подкладки 202, в случае чего более предпочтительно, чтобы выступы 12 были обращены наружу, чтобы находиться в контактирующем с телом положении в изделии 200. Слоистое полотно 10 может быть использовано в качестве принимающего или передаточного слоя 208, или во впитывающей сердцевине 206, или части впитывающей сердцевины 206. Наконец, с точки зрения мягкости и эстетичности слоистое полотно 10 может быть использовано в качестве крайней стороны нижнего листа 204, в случае чего необходимым может являться прикрепление непроницаемой для жидкости пленки или другого материала к первой стороне 18 опорного слоя 14.
Слоистое полотно 10 может быть также использовано для выполнения некоторых функций во впитывающем изделии 200 личной гигиены, таком как показано на фиг. 10. Например, полотно 16 с выступами может выполнять функцию прилегающей к телу подкладки 202, а опорный слой 14 может выполнять функцию принимающего слоя 208. В этом отношении материалы в примерах с опорными слоями «S» являются особенно преимущественными в предоставлении таких функций. См. таблицы 1 и 2
Если такие изделия имеют форму подгузников и устройств для взрослых, страдающих недержанием, они также могут содержать так называемые «ушки», расположенные в передней и/или задней областях талии на боковых краях изделий. Эти ушки применяют для закрепления изделия вокруг туловища пользователя, как правило, вместе с клеевой и/или механической крепежными системами типа застежки-липучки. В определенных применениях крепежные системы соединены с дальними концами ушек и прикреплены к так называемой «передней вставке» или «зоне посадки ленты», расположенной на передней части талии изделия. Подвергнутое струйному скреплению слоистое полотно согласно настоящему изобретению может быть использовано для всех или части любого или нескольких из этих компонентов и изделий.
Если такие впитывающие изделия имеют форму трусиков для приучения к горшку, трусов-подгузников, трусов для страдающих недержанием или другого изделия, которое предназначено для надевания и ношения наподобие нижнего белья, такие изделия, как правило, будут содержать так называемые «боковые секции», соединяющие переднюю и заднюю области талии изделия. Такие боковые секции могут содержать как эластичные, так и неэластичные части, и подвергнутые струйному скреплению слоистые полотна согласно настоящему изобретению могут быть также использованы в качестве целых боковых секций или части этих боковых секций.
Следовательно, такие впитывающие изделия могут иметь по меньшей мере один слой, который целиком или частично содержит подвергнутое струйному скреплению слоистое полотно согласно настоящему изобретению.
Эти и другие модификации и варианты настоящего изобретения могут быть осуществлены средними специалистами в данной области техники без отступления от сущности и объема настоящего изобретения, которое более конкретно изложено в прилагаемой формуле изобретения. Кроме того, следует понимать, что аспекты различных вариантов осуществления могут являться полностью или частично взаимозаменяемыми. Кроме того, средним специалистам в данной области техники будет понятно, что вышеизложенное описание представлено лишь в качестве примера и не предназначено для ограничения изобретения, дополнительно описанного в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВЕРГНУТЫХ СТРУЙНОМУ СКРЕПЛЕНИЮ СЛОИСТЫХ ПОЛОТЕН С ПОЛЫМИ ВЫСТУПАМИ И ОТВЕРСТИЯМИ | 2017 |
|
RU2713351C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2622827C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2625709C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636553C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2614325C2 |
| ПРОДУКТОВАЯ ЛИНЕЙКА ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2014 |
|
RU2615114C1 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2826029C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2826022C2 |
| НЕТКАНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2019 |
|
RU2827023C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2813180C2 |

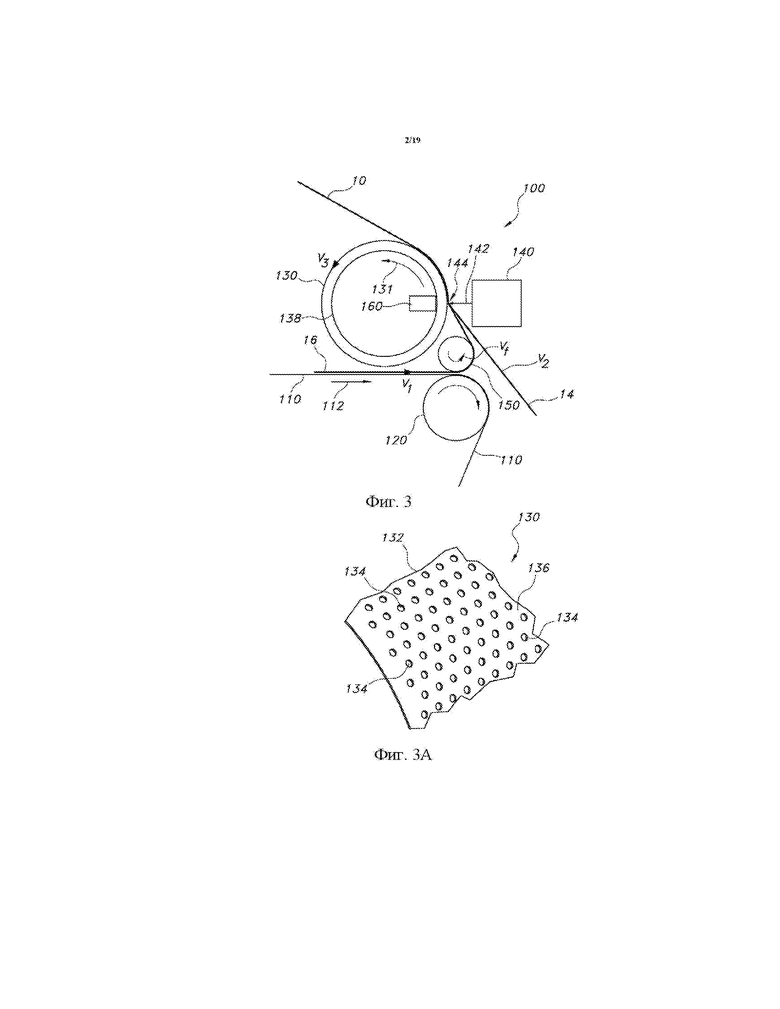

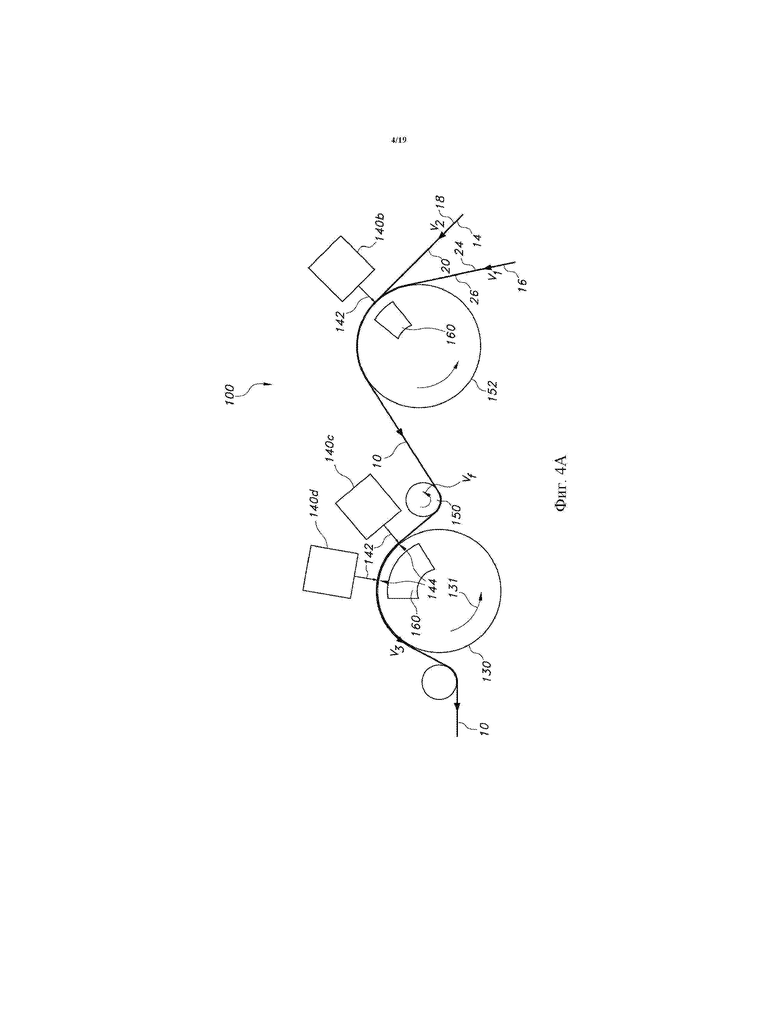



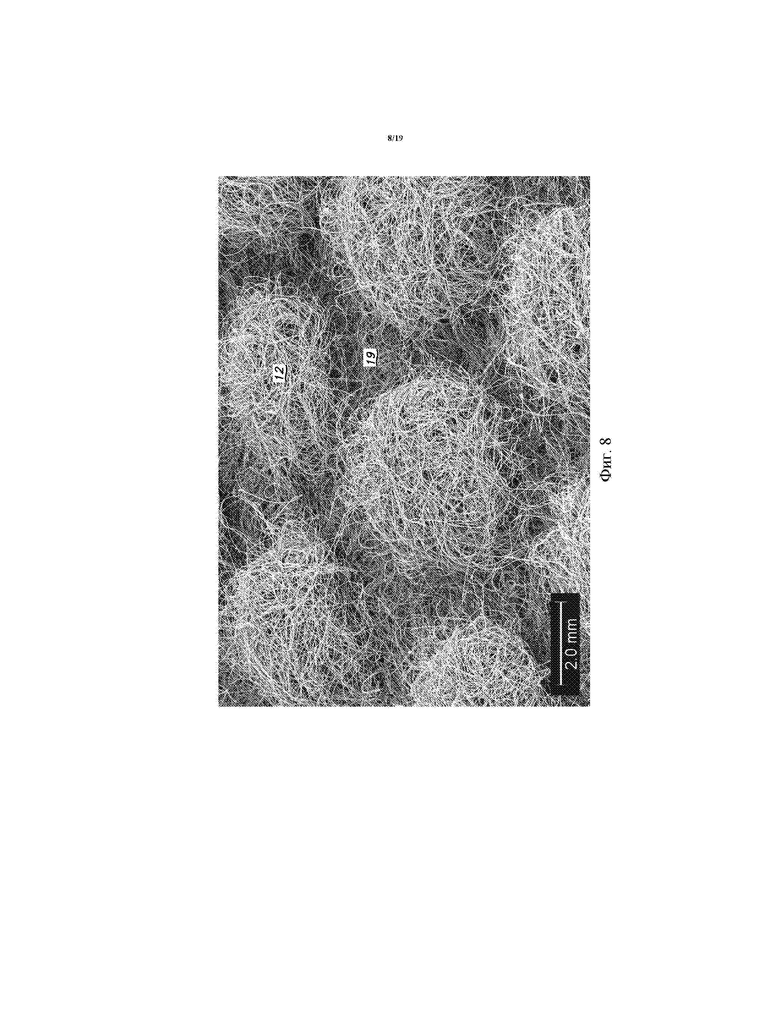


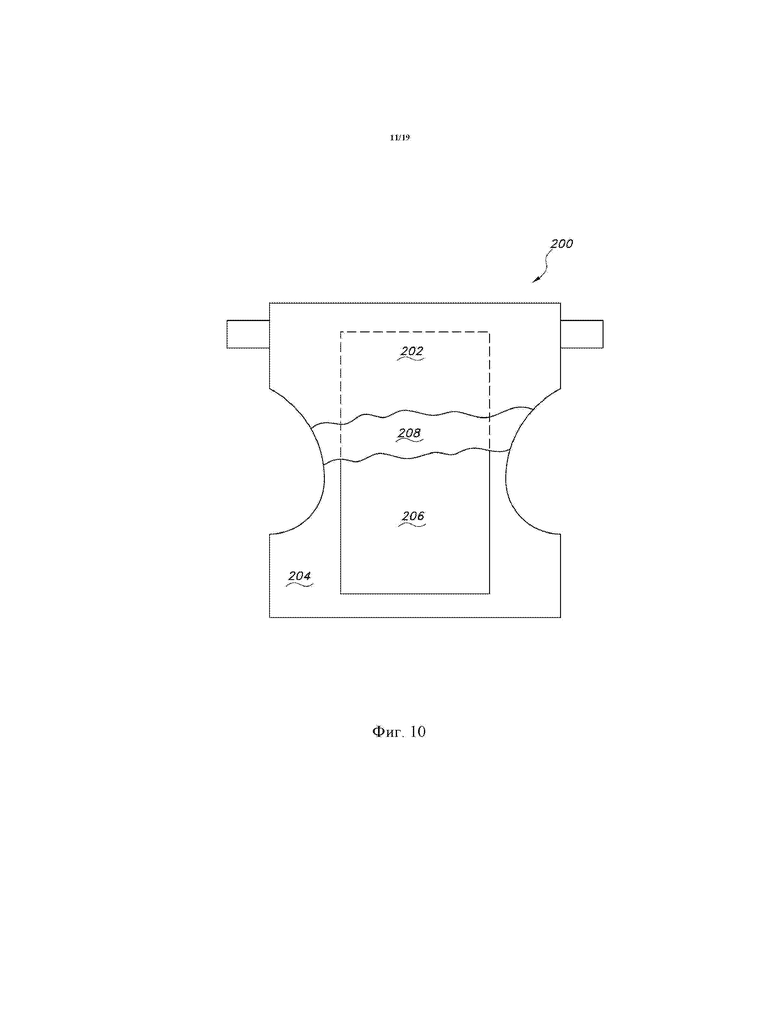


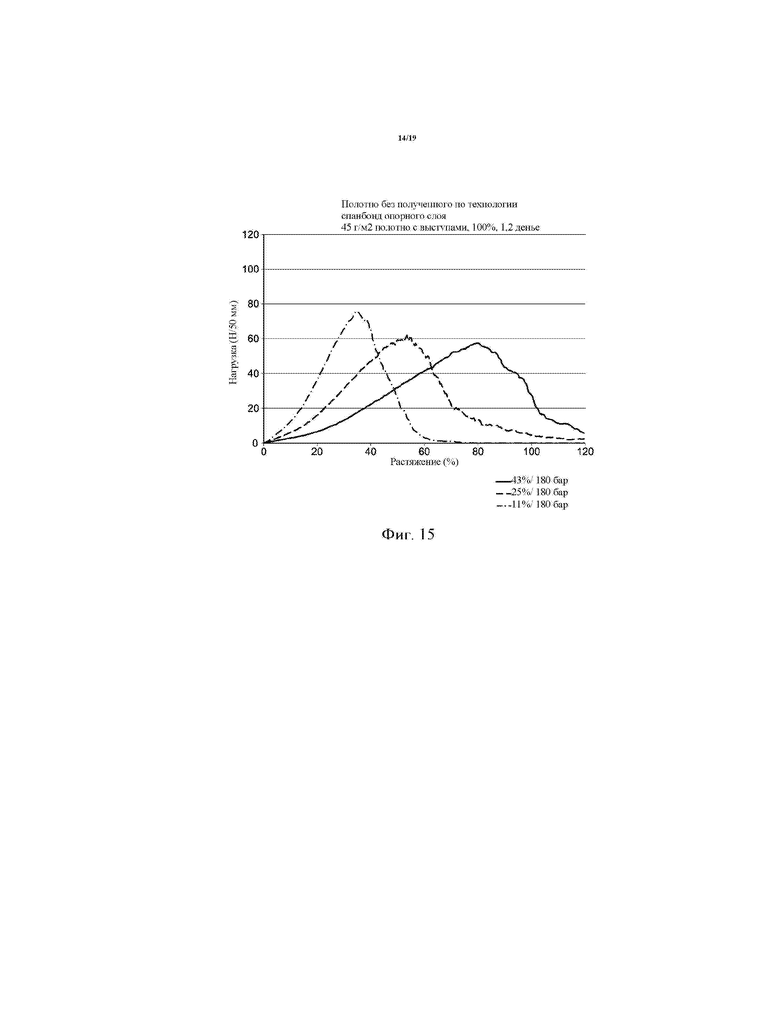
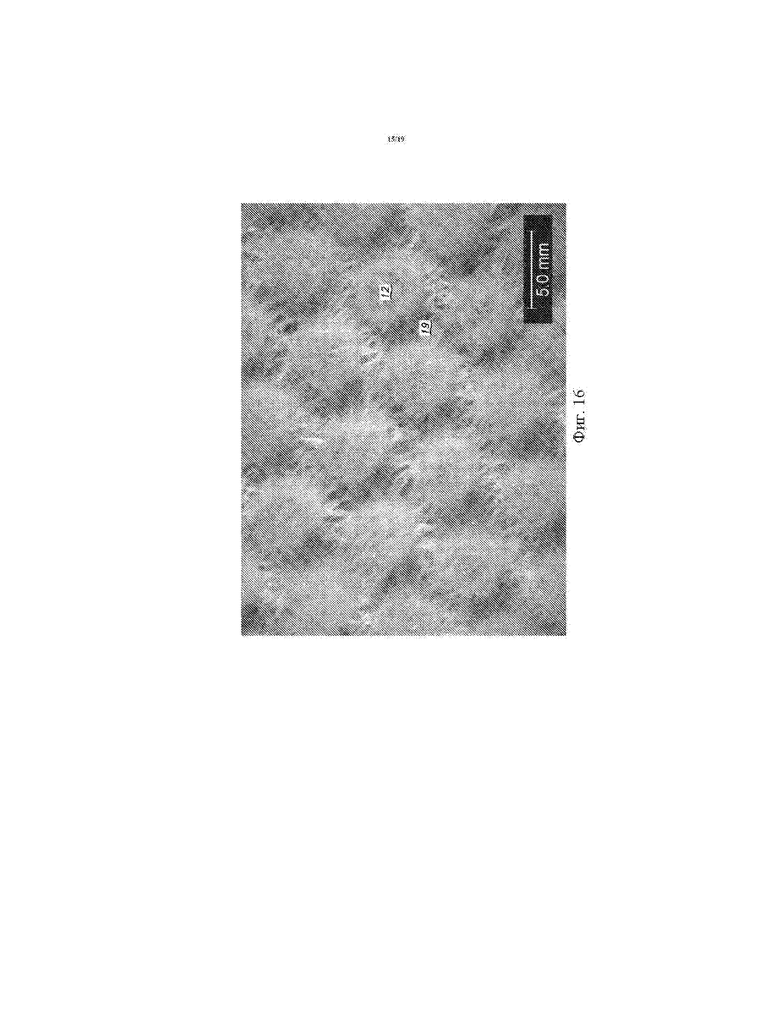
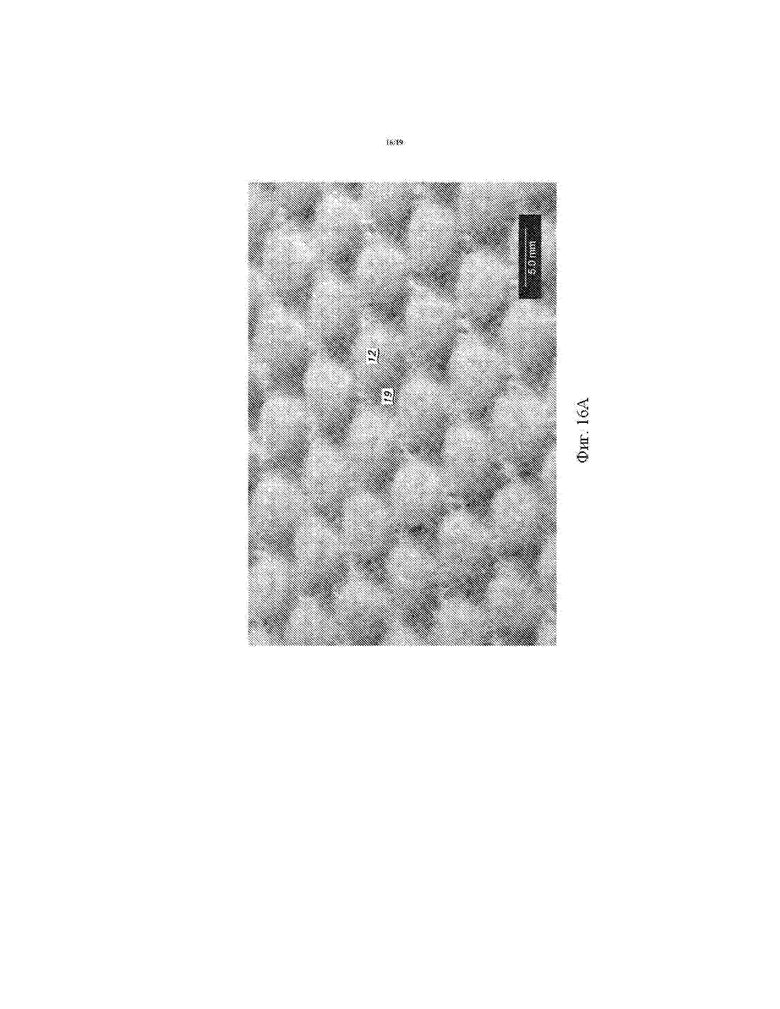



Настоящее изобретение направлено на подвергнутое струйному скреплению слоистое полотно, способ и аппарат для его формирования, а также конечные применения для подвергнутого струйному скреплению слоистого полотна. Слоистое полотно содержит опорный слой и нетканое полотно с выступами, имеющее множество выступов, которые предпочтительно являются полыми. В результате процесса струйного скрепления скрепляющую текучую среду направляют через опорный слой и внутрь полотна с выступами, которое расположено на формирующей поверхности. Сила воздействия скрепляющей текучей среды приводит к соединению двух слоев друг с другом и текучая среда приводит к вдавливанию части волокон в полотне с выступами в отверстия, находящиеся на формирующей поверхности, формируя полые выступы. Полученное в результате слоистое изделие имеет многочисленные применения, включая без ограничения материалы для влажных и сухих салфеток, а также включение в различные части впитывающих изделий личной гигиены и использование в упаковке, где контроль текучей среды является проблемой. 5 н. и 15 з.п. ф-лы, 2 табл., 18 ил. 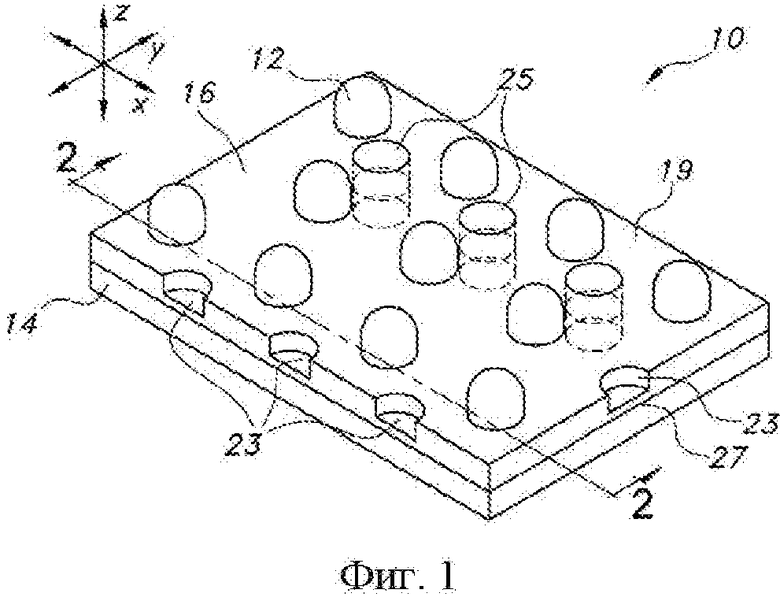
1. Способ формирования подвергнутого струйному скреплению слоистого полотна, имеющего выступы, включающий:
предоставление поверхности формирования выступов, имеющей множество формирующих прорезей, при этом указанные формирующие прорези разнесены друг от друга и имеют между собой низинные области, при этом указанная поверхность формирования выступов выполнена с возможностью перемещения в направлении обработки со скоростью поверхности формирования выступов,
предоставление устройства для струйного скрепления выступов, имеющего множество форсунок для формирования выступов, способных испускать множество потоков скрепляющей текучей среды под давлением для формирования выступов из указанного множества форсунок для формирования выступов в направлении указанной поверхности формирования выступов,
предоставление опорного слоя, при этом указанный опорный слой имеет противоположные первую поверхность и вторую поверхность,
предоставление нетканого полотна с выступами, содержащего волокна, при этом указанное полотно с выступами имеет противоположные внутреннюю поверхность и внешнюю поверхность,
подачу указанного полотна с выступами на указанную поверхность формирования выступов с указанной внешней поверхностью указанного полотна с выступами, расположенной рядом с указанной поверхностью формирования выступов,
подачу указанной второй поверхности указанного опорного слоя на указанную внутреннюю поверхность указанного полотна с выступами,
направление указанного множества потоков указанной скрепляющей текучей среды под давлением для формирования выступов из указанного множества форсунок для формирования выступов в направлении от указанной первой поверхности указанного опорного слоя к указанной поверхности формирования выступов, чтобы заставить a) первое множество указанных волокон в указанном полотне с выступами вблизи указанных формирующих прорезей в указанной поверхности формирования выступов направляться в указанные формирующие прорези для формирования множества выступов, выходящих наружу из указанной внешней поверхности указанного полотна с выступами, и b) второе множество указанных волокон в указанном полотне с выступами становится скрепленным с указанным опорным слоем для формирования слоистого полотна, и
снятие указанного слоистого полотна с указанной поверхности формирования выступов.
2. Способ по п. 1, отличающийся тем, что указанная поверхность формирования выступов содержит текстурирующий барабан.
3. Способ по п. 2, отличающийся тем, что указанные низинные области указанной поверхности формирования выступов являются непроницаемыми для текучей среды для указанной скрепляющей текучей среды.
4. Способ по п. 1, отличающийся тем, что указанное направление указанного множества потоков текучей среды под давлением для формирования выступов приводит к формированию выступов, которые являются полыми.
5. Способ по п. 1, отличающийся тем, что указанное полотно с выступами подают на указанную поверхность формирования выступов со скоростью, которая превышает скорость, с которой указанный опорный слой подают на указанное полотно с выступами.
6. Способ по п. 3, отличающийся тем, что указанное полотно с выступами подают на указанную поверхность формирования выступов со скоростью, которая превышает скорость, с которой указанный опорный слой подают на указанное полотно с выступами.
7. Способ по п. 1, отличающийся тем, что указанное полотно с выступами подают на указанную поверхность формирования выступов со степенью избыточной подачи от приблизительно 10 до приблизительно 50 процентов.
8. Способ формирования подвергнутого струйному скреплению слоистого полотна, имеющего полые выступы, включающий:
предоставление ламинирующей формирующей поверхности, которая является проницаемой для текучих сред, при этом указанная ламинирующая формирующая поверхность выполнена с возможностью перемещения в направлении обработки со скоростью ламинирующей формирующей поверхности,
предоставление поверхности формирования выступов, имеющей множество формирующих прорезей, при этом указанные формирующие прорези разнесены друг от друга и имеют между собой низинные области, при этом указанная поверхность формирования выступов выполнена с возможностью перемещения в направлении обработки со скоростью поверхности формирования выступов,
предоставление ламинирующего устройства для струйного скрепления, имеющего множество форсунок для ламинирующей текучей среды, способных испускать множество потоков ламинирующей скрепляющей текучей среды под давлением из указанного множества форсунок для ламинирующей текучей среды в направлении указанной ламинирующей формирующей поверхности,
предоставление устройства для струйного скрепления выступов, имеющего множество сопел для формирования выступов, способных испускать множество потоков скрепляющей текучей среды под давлением для формирования выступов из указанных форсунок для формирования выступов в направлении указанной поверхности формирования выступов,
предоставление опорного слоя, при этом указанный опорный слой имеет противоположные первую поверхность и вторую поверхность,
предоставление нетканого полотна с выступами, содержащего волокна, при этом указанное полотно с выступами имеет противоположные внутреннюю поверхность и внешнюю поверхность,
подачу указанного опорного слоя и указанного полотна с выступами на указанную ламинирующую формирующую поверхность.
направление указанного множества потоков ламинирующей текучей среды под давлением из указанного множества форсунок для ламинирующей текучей среды в указанный опорный слой и указанное полотно с выступами, чтобы привести к скреплению по меньшей мере части указанных волокон из указанного полотна с выступами с указанным опорным слоем для формирования слоистого полотна,
подачу указанного слоистого полотна на указанную поверхность формирования выступов с указанной внешней поверхностью указанного полотна с выступами, расположенной рядом с указанной поверхностью формирования выступов,
направление указанного множества потоков указанной скрепляющей текучей среды под давлением для формирования выступов из указанного множества форсунок для формирования выступов в слоистое полотно в направлении от указанной первой поверхности указанного опорного слоя к указанной поверхности формирования выступов, чтобы привести к направлению первого множества указанных волокон в указанном полотне с выступами вблизи указанных формирующих прорезей в указанной поверхности формирования выступов в указанные формирующие прорези для формирования множества выступов, выходящих наружу из указанной внешней поверхности указанного полотна с выступами, и
снятие указанного слоистого полотна с указанной поверхности формирования выступов.
9. Способ по п. 8, отличающийся тем, что указанный опорный слой подают на указанную ламинирующую формирующую поверхность с указанной первой поверхностью, прилегающей к указанной ламинирующей формирующей поверхности, при этом указанную внутреннюю поверхность полотна с выступами подают на указанную вторую поверхность указанного опорного слоя и указанное множество потоков ламинирующей текучей среды под давлением направляют из указанного множества форсунок для ламинирующей текучей среды в направлении от указанной внешней поверхности указанного полотна с выступами к указанной ламинирующей формирующей поверхности, чтобы привести к скреплению по меньшей мере части указанных волокон из указанного полотна с выступами с указанным опорным слоем для формирования слоистого полотна.
10. Способ по п. 8, отличающийся тем, что указанная поверхность формирования выступов содержит текстурирующий барабан.
11. Способ по п. 10, отличающийся тем, что указанные низинные области указанной поверхности формирования выступов являются непроницаемыми для текучей среды для указанной скрепляющей текучей среды.
12. Способ по п. 8, отличающийся тем, что указанное направление указанного множества потоков текучей среды под давлением для формирования выступов приводит к формированию выступов, которые являются полыми.
13. Способ по п. 9, отличающийся тем, что указанное полотно с выступами подают на указанный опорный слой со скоростью, которая превышает скорость, с которой указанный опорный слой подают на указанную ламинирующую формирующую поверхность.
14. Способ по п. 11, отличающийся тем, что указанное полотно с выступами подают на указанный опорный слой со скоростью, которая превышает скорость, с которой указанный опорный слой подают на указанную ламинирующую формирующую поверхность.
15. Подвергнутое струйному скреплению слоистое полотно, содержащее:
опорный слой, при этом указанный опорный слой имеет противоположные первую поверхность и вторую поверхность;
нетканое полотно с выступами, содержащее волокна, при этом указанное полотно с выступами имеет противоположные внутреннюю поверхность и внешнюю поверхность;
указанную вторую поверхность указанного опорного слоя, контактирующую с указанной внутренней поверхностью указанного полотна с выступами, первое множество указанных волокон в указанном полотне с выступами, формирующее множество выступов, выходящих наружу из указанной внешней поверхности указанного полотна с выступами, и второе множество указанных волокон в указанном полотне с выступами, скрепленных с указанным опорным слоем для формирования слоистого полотна.
16. Подвергнутое струйному скреплению слоистое полотно по п. 15, отличающееся тем, что по меньшей мере часть указанных выступов являются полыми.
17. Впитывающее изделие, имеющее по меньшей мере один слой, при этом указанный по меньшей мере один слой указанного изделия содержит по меньшей мере частично подвергнутое струйному скреплению слоистое полотно по п. 15.
18. Впитывающее изделие, имеющее по меньшей мере один слой, при этом указанный по меньшей мере один слой указанного изделия содержит по меньшей мере частично подвергнутое струйному скреплению слоистое полотно по п. 16.
19. Впитывающее изделие по п. 17, отличающееся тем, что указанное изделие выбирают из группы, состоящей из подгузника, трусов-подгузников, трусиков для приучения к горшку, устройства для людей, страдающих недержанием, гигиенического изделия для женщин, бандажа или салфетки.
20. Впитывающее изделие по п. 18, отличающееся тем, что указанное изделие выбирают из группы, состоящей из подгузника, трусов-подгузников, трусиков для приучения к горшку, устройства для людей, страдающих недержанием, гигиенического изделия для женщин, бандажа или салфетки.
| Способ дистанционного определения деформаций | 1973 |
|
SU518620A1 |
| ПРОФИЛИРОВАННЫЙ ЛИСТ И ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, В КОТОРОМ ИСПОЛЬЗУЕТСЯ ТАКОЙ ЛИСТ | 2008 |
|
RU2445410C2 |
| US 20070172628 A1, 26.07.2007 | |||
| US 20120111483 A1, 10.05.2012. | |||

