[Область техники]
Настоящее изобретение относится к профилированному листу и к поглощающему изделию, в котором используется подобный лист.
[Предшествующий уровень техники]
Профилированные листы применяются в некоторых поглощающих изделиях, таких как гигиенические прокладки, предназначенные для повседневного использования прокладки для трусов и подгузники одноразового использования. Например, в качестве верхнего листа был раскрыт верхний лист, в котором горячее тиснение выполнено на поверхности листообразного, подвергнутого обработке для придания гидрофильности, нетканого материала из двухкомпонентных волокон для образования выступов и углублений на нем и в котором участки поверхностей вершин выступов преобразованы в пленки, в результате чего образуются выступы с формой усеченного конуса (см. патентный документ 1). В данном верхнем листе выступы являются независимыми друг от друга, и участки вершин выступов превращены в пленки, что приводит к очень высокой плотности волокон.
Кроме того, было раскрыто соединение двух листов нетканого материала вместе посредством множества размещенных с интервалами стержнеобразных элементов для тиснения и избирательное стягивание нижнего листа посредством термической сушки для отделения верхнего листа с образованием волнообразной структуры, чтобы тем самым получить верхний лист (см. патентный документ 2). Кроме того, было раскрыто поглощающее изделие, которое было снабжено листом с проницаемой для жидкостей поверхностью, не проницаемым для жидкостей, задним листом и удерживающим жидкости, поглощающим элементом, предусмотренным между двумя листами, и поверхность которого, подлежащая введению в контакт с кожей, имеет бугристую зону (зону с выступами), в которой множество выступов образованы с равномерными интервалами. Кроме того, данное поглощающее изделие имеет небугристую зону, в которой образованы выступы с высотой, меньшей, чем у выступов бугристой зоны, или в которой не образованы никакие выступы (см. патентный документ 3). В данном поглощающем изделии бугристая зона образована листом ламината, в котором первый слой, расположенный со стороны кожи, и второй слой со стороны поглощающего элемента уложены друг на друга с образованием тем самым соединенной части, при этом обеспечивается частичное скрепление двух слоев с заданным рисунком в соединенной части. Кроме того, множество выступов в бугристой зоне образованы посредством деформирования части первого слоя, отличной от соединенной части, с образованием выпуклой конфигурации посредством сжатия (стягивания) второго слоя. В верхних листах по патентному документу 2 и патентному документу 3 выступы и углубления верхнего слоя образованы посредством стягивания нижнего слоя, так что плотность волокон верхнего слоя является однородной.
Помимо этого был раскрыт верхний лист, включающий в себя верхний лист и нижний лист и имеющий полые выступы, при этом нижние части выступов имеют прямоугольную форму и выступы в целом образованы в виде прямоугольных параллелепипедов или усеченных четырехугольных пирамид (см. патентный документ 4).
[Патентный документ 1] JP-A-11-347062 (“JP-A” означает нерассмотренную опубликованную заявку на патент Японии)
[Патентный документ 2] JP-A-2002-165830
[Патентный документ 3] JP-A-2003-275239
[Патентный документ 4] JP-A-2004-174234
[Раскрытие изобретения]
Профилированный лист в соответствии с настоящим изобретением имеет множество выступов со стороны одной поверхности профилированного листа, образованных из волокон, и соединительные участки, предназначенные для образования барьера и соединения выступов друг с другом, при этом соединительный участок имеет более высокую плотность волокон по сравнению с плотностью волокон выступа.
Кроме того, поглощающее изделие в соответствии с настоящим изобретением имеет профилированный лист, расположенный рядом, по меньшей мере, с зоной выделения, при этом его поверхность, выполненная с выступами, направлена к стороне поверхности кожи.
[Краткое описание чертежей]
[Фиг.1]
Фиг.1 представляет собой выполненный частично в сечении, схематический вид в перспективе основной части верхнего листа в профилированном листе в соответствии с одним вариантом осуществления (первым вариантом осуществления) настоящего изобретения.
[Фиг.2]
Фиг.2 представляет собой увеличенное сечение профилированного листа по фиг.1, выполненное по линии II-II.
[Фиг.3]
Фиг.3 представляет собой увеличенное сечение профилированного листа по фиг.1, выполненное по линии III-III.
[Фиг.4]
Фиг.4 представляет собой увеличенное сечение профилированного листа по фиг.1, выполненное по линии IV-IV.
[Фиг.5]
Фиг.5 представляет собой карту расстановки (pattern chart), которая показывает шеститочечный рисунок тиснения в системе координат.
[Фиг.6-1]
Фиг.6-1 представляет собой разъясняющий вид, иллюстрирующий процесс и предназначенный для иллюстрации способа изготовления профилированного листа в соответствии с одним вариантом осуществления настоящего изобретения.
[Фиг.6-2]
Фиг.6-2 представляет собой разъясняющий вид, иллюстрирующий процесс и предназначенный для иллюстрации способа изготовления профилированного листа в соответствии с другим вариантом осуществления.
[Фиг.6-3]
Фиг.6-3 представляет собой схематическое изображение, иллюстрирующее расположение концов зубьев, когда зубья первого барабана и второго барабана введены в зацепление друг с другом.
[Фиг.6-4]
Фиг.6-4 представляет собой увеличенный схематический вид в перспективе основной части первого барабана в соответствии с одним вариантом осуществления.
[Фиг.6-5]
Фиг.6-5 представляет собой увеличенный схематический вид в перспективе основной части первого барабана в соответствии с другим вариантом осуществления.
[Фиг.7]
Фиг.7 представляет собой выполненный частично в сечении, схематический вид в перспективе верхнего листа в профилированном листе в соответствии с другим вариантом осуществления (вторым вариантом осуществления) настоящего изобретения.
[Фиг.8]
Фиг.8 представляет собой увеличенное сечение зоны VIII профилированного листа, проиллюстрированного на фиг.7.
[Фиг.9]
Фиг.9 представляет собой увеличенное выполненное по линии IX-IX сечение профилированного листа, проиллюстрированного на фиг.7.
[Фиг.10]
Фиг.10 представляет собой карту расстановки, которая показывает четырехточечный рисунок тиснения в системе координат.
[Фиг.11]
Фиг.11 представляет собой выполненный частично в сечении, схематический вид в перспективе основной части верхнего листа в соответствии с одним вариантом осуществления (третьим вариантом осуществления) настоящего изобретения.
[Фиг.12]
Фиг.12 представляет собой увеличенный вид в перспективе зоны XII и зоны вблизи нее по фиг.11.
[Фиг.13]
Фиг.13 представляет собой сечение, показывающее в увеличенном виде сечение основной части верхнего листа в профилированном листе в соответствии с еще одним вариантом осуществления (четвертым вариантом осуществления) настоящего изобретения.
[Фиг.14]
Фиг.14 представляет собой выполненный с частичным вырывом, схематический вид в перспективе подгузника одноразового использования, в котором используется профилированный лист в соответствии с настоящим изобретением в качестве верхнего листа.
[Фиг.15]
Фиг.15 представляет собой карту анализа конфигурации поверхности в форме вида в перспективе, при этом конфигурация поверхности верхнего листа (испытываемого материала 2-1), подготовленного в качестве примера, подвергнута измерениям и визуализации посредством микроскопа для профилометрии поверхности.
Другие и дополнительные признаки и преимущества изобретения станут более очевидными из нижеприведенного описания, выполненного с соответствующими ссылками на сопровождающие чертежи.
[Подробное описание изобретения]
В дальнейшем предпочтительные варианты осуществления настоящего изобретения описаны подробно со ссылкой на сопровождающие чертежи.
Фиг.1 представляет собой схематический вид в перспективе основной части верхнего листа поглощающего изделия, который представляет собой профилированный лист в соответствии с предпочтительным вариантом осуществления (первым вариантом осуществления) настоящего изобретения. Фиг.2 представляет собой сечение профилированного листа по фиг.1, выполненное по линии II-II. Фиг.3 представляет собой сечение профилированного листа по фиг.1, выполненное по линии III-III. Фиг.4 представляет собой сечение профилированного листа по фиг.1, выполненное по линии IV-IV. В центре внимания нижеприведенного описания профилированного листа по настоящему изобретению лежит способ использования профилированного листа, при этом поверхность верхнего листа, проиллюстрированного на чертежах, со стороны верхнего слоистого листа обращена к поверхности кожи носителя, но изобретение не должно рассматриваться как ограниченное этим.
Верхний лист 10 в соответствии с первым вариантом осуществления имеет верхний слоистый лист 1 и нижний слоистый лист 2. Верхний лист 10 предпочтительно применяется, например, для поглощающего изделия, такого как гигиеническая прокладка или подгузник одноразового использования. Верхний лист 10 может использоваться вместе с поглощающим элементом (непоказанным), расположенным со стороны нижней поверхности 2b нижнего слоистого листа 2, и при этом сторона верхней поверхности 1а верхнего слоистого листа 1 будет наложена непосредственно на кожу носителя.
На стороне верхнего слоистого листа 1 верхнего листа 10 поглощающего изделия по первому варианту осуществления, то есть на стороне, удерживаемой в контакте с кожей носителя, образовано множество выступов 3, расположенных в шахматном порядке (зигзагообразно). Любые соседние два выступа 3, расположенные в шахматном порядке, соединены вместе соединительным участком 5, предназначенным для образования барьера (первым соединительным участком 11 и вторым соединительным участком 12). Несмотря на то, что в сечении на фиг.2 верхний слоистый лист 1 и нижний слоистый лист 2 не скреплены вместе, два листа скреплены вместе посредством углублений 4, расположенных перед и за плоскостью чертежа (см. также фиг.3 и 4). На фиг.2-4, фиг.8, 9 и 13, рассмотренных ниже, изображение конфигурации в направлении глубины на чертежах опущено для избежания усложнения чертежей. Кроме того, в настоящем изобретении толщина каждого листа, размер структурированной части и соотношение между ними не ограничены данными параметрами, проиллюстрированными на чертежах.
В данном варианте осуществления выступы 3 и первые соединительные участки 11, соединенные вместе, предусмотрены в виде множества линейных рядов 13 выступов (см. фиг.1). Ряды 13 выступов расположены параллельно, и имеющие форму ломаной линии (или имеющие форму изогнутой линии) части 8 в виде канавок, имеющие углубления 4 и вторые соединительные участки 12, образованы как расположенные между выступами 3 и первыми соединительными участками 11 (в настоящем изобретении зоны, в которых отсутствуют какие-либо выступы и какие-либо первые соединительные участки, названы частями в виде канавок (groove portions). В верхнем листе 20 в соответствии с другим вариантом осуществления, описанным ниже, сами углубления 4 образуют части 8 в виде канавок.) Внутри выступов 3 имеются куполообразные пространства 6. Углубления 4 расположены между множеством выступов 3 так, что они не находятся в зоне вышеупомянутых соединительных участков 5, предназначенных для образования барьеров. Необходимо только, чтобы множество выступов было расположено таким образом, чтобы получающийся в результате профилированный лист имел трехмерную выпукло-вогнутую форму и чтобы трехмерный профилированный лист выполнял заданную функцию, и отсутствуют какие-либо особые ограничения в отношении конкретного количества, плотности или распределения выступов в листе.
Как описано выше, в верхнем листе 10 по данному варианту осуществления ряды 13 выступов, имеющие вид горных цепей и образованные выступами 3 и первыми соединительными участками 11, выполнены параллельными, при этом между ними расположены плавно изогнутые, подобные впадинам части 8 в виде канавок (см. фиг.1). Поверхности частей в виде канавок не плоские, а имеют волнообразную конфигурацию поверхности со вторыми соединительными участками 12, являющимися непрерывными по отношению к соседним выступам 3. Вследствие его особой конфигурации наружной поверхности, образованной выступами 3, углублениями 4, соединительными участками 5, предназначенными для образования барьеров (первыми соединительными участками 11 и вторыми соединительными участками 12), и частями 8 в виде канавок, поверхностный лист 10 по данному варианту осуществления обладает большой способностью к предотвращению утечек в направлении плоскости (поверхности) и не позволяет выделениям, таким как моча, неоформленные фекалии (жидкий стул), менструальная кровь или влагалищные выделения, легко растекаться. Более точно, в случае листа, в котором выступы расположены простым образом, при выделении жидкости или полутвердого вещества на стороне обращенной к коже поверхности верхнего листа 10 выделенная жидкость или тому подобное будет проходить вокруг выступов вследствие ее текучести и широко растекаться по верхней поверхности листа. Однако в верхнем листе 10 по данному варианту осуществления параллельно расположены ряды 13 выступов, имеющие вид горных цепей, в которых выступы 3 соединены вместе посредством первых соединительных участков 11, так что существует возможность довольно эффективного прерывания перемещения выделенной жидкости или тому подобного в направлении, ортогональном к рядам 13 выступов. Кроме того, если рассматривать также распространение выделенной жидкости или тому подобного в направлении, параллельном рядам 13 выступов, волнистость, создаваемая частями 8 в виде канавок благодаря вышеупомянутым углублениям 4 и вторым соединительным участкам 12, образует препятствие для перемещения, что создает возможность эффективного подавления растекания жидкости, которое привело бы к утечке.
Вышеупомянутое различие в отношении способности к предотвращению распространения (растекания) выделенной жидкости или тому подобного в направлении, параллельном к направлению, ортогональному к рядам 13 выступов, можно эффективно регулировать в соответствии с функцией, которую должно выполнять поглощающее изделие. Например, в случае гигиенической прокладки или тому подобного, в которой способность к предотвращению утечки в поперечном направлении (в направлении ширины) имеет более важное значение, чем способность к предотвращению утечки в продольном направлении, верхний лист 10 ориентирован так, что ряды 13 выступов проходят в продольном направлении прокладки, что создает возможность надежного предотвращения утечки менструальной крови или тому подобного в боковом направлении. Кроме того, обеспечивается возможность перемещения менструальной крови или тому подобного в соответствующей степени в продольном направлении, что создает возможность широкого и эффективного использования предназначенной для поглощения жидкости зоны поглощающего элемента, расположенного ниже.
Внутри выступов верхнего листа 10 по первому варианту осуществления сохраняются пространства 6. Данные внутренние пространства образованы как пространства с углублениями с задней стороны выступов, и предпочтительно, чтобы пространства представляли собой пространства, образованные с сохранением функционального расстояния между нижней поверхностью 1b верхнего слоистого листа 1 и верхней поверхностью 2а нижнего слоистого листа 2. Несмотря на то, что отсутствуют какие-либо особые ограничения в отношении максимальной протяженности hd внутренних пространств 6, измеренной от верхней поверхности 2а нижнего слоистого листа 2, данная протяженность предпочтительно находится в пределах от 0,4 до 2,8 мм. В том случае, когда верхний лист образован только верхним слоистым листом, расстояние hd может представлять собой не расстояние, измеренное от нижнего слоистого листа, а расстояние, измеренное, например, между обращенной к стороне кожи поверхностью поглощающего элемента и нижней поверхностью 1b верхнего слоистого листа. В случае использования верхнего листа 10 по данному варианту осуществления, при выделении полутвердого вещества, такого как неоформленные фекалии, на наружную поверхность верхнего листа данное вещество скорее всего будет впитываться во внутренние пространства 6 через выступы 3 с низкой плотностью волокон. Кроме того, вещество перемещается к днищам частей 8 в виде канавок и углублений 4, чтобы оставаться там, после чего неоформленные фекалии или тому подобное впитываются во внутренние пространства 6, проходя между волокнами верхнего слоистого листа 1. В данном случае вода, содержащаяся в неоформленных фекалиях или тому подобном, «размещенных» во внутренних пространствах 6, постепенно отводится посредством поглощающего элемента или тому подобного, расположенного под верхним листом, и не создается возможности прохода ее обратно, в результате чего неоформленные фекалии высушиваются и затвердевают. Благодаря данной функции при использовании верхнего листа 10 по данному варианту осуществления даже в том случае, когда имеется высоковязкая жидкость или полутвердое выделенное вещество, содержащиеся в неоформленных фекалиях или влагалищных выделениях, существует возможность поддержания весьма удовлетворительного ощущения при ношении и чистого состояния кожи в течение продолжительного промежутка времени. Кроме того, поскольку существует возможность подавления обратного потока неоформленных фекалий или тому подобного, матери избавлены от затруднений, связанных с вытиранием неоформленных фекалий с ягодиц младенца, в результате чего экономятся время и усилия, необходимые для смены подгузника. Кроме того, уменьшается вредное воздействие на кожу младенцев.
Несмотря на то, что для верхнего листа 10 по первому варианту осуществления отсутствуют какие-либо особые ограничения в отношении высоты ht выступов 3, данная высота предпочтительно находится в пределах от 0,6 до 3,0 мм. Кроме того, в данном варианте осуществления высота h0 первых соединительных участков 11 меньше высоты ht выступов, и отношение высоты первых соединительных участков 11 к высоте выступов 3 (h0/ht) предпочтительно находится в пределах от 0,3 до 0,8 (см. фиг.2). В настоящем изобретении отсутствуют какие-либо особые ограничения в отношении конфигурации соединительных участков 5, предназначенных для образования барьеров (первых соединительных участков 11 и вторых соединительных участков 12), при условии, что они имеют конфигурацию, обеспечивающую выполнение функции удерживания выделенной жидкости или тому подобного в некоторой степени и предотвращения ее перемещения, и их конфигурация в сечении необязательно должна быть прямоугольной, но может представлять собой, например, скругленную выступающую конфигурацию, как в данном варианте осуществления (см. фиг.1 и 3).
Кроме того, в первом варианте осуществления высота hs вторых соединительных участков 12 меньше высоты h0 первых соединительных участков 11, и отношение (hs/h0) предпочтительно находится в пределах от 0,2 до 0,9 (см. фиг.2 и 4).
Конфигурация выступов 3 в первом варианте осуществления будет описана подробно. Каждый выступ 3 может быть функционально разделен на верхушечную часть 3а, плечевую часть 3b и боковую часть 3с (см. фиг.3). Выступ 3 имеет скругленную куполообразную конфигурацию и простирается от верхушечной части 3а вниз к боковой части 3с через плечевую часть 3b. Таким образом, выступы имеют округлую конфигурацию, в результате чего даже в том случае, когда поглощающее изделие немного смещается вследствие движения носителя или тому подобного, подавляется ощущение натирания по отношению к коже, таким образом обеспечивается ощущение гладкости. В частности, поскольку каждый выступ плавно изогнут от плечевой части 3b к верхушечной части 3а, зона контакта между поглощающим изделием и кожей носителя уменьшается. За счет уменьшения подобным образом зоны контакта между верхним листом и носителем можно в значительной степени ослабить ощущение липкости, обусловленное контактом с поверхностью листа после поглощения им жидкости, в результате чего обеспечивается довольно сухое состояние. Кроме того, верхний лист имеет внешний вид мягкого и гладкого листа и создает лучшее впечатление. Вышеупомянутые мягкость, гладкость и ощущение сухости (отсутствие ощущения вязкости или липкости благодаря сухой поверхности) верхнего листа и удовлетворительный внешний вид, создающий подобное впечатление, не могут быть легко получены в случае листа, в котором выступы образованы в основном в виде прямоугольных параллелепипедов или усеченных четырехугольных пирамид или конусов. Кроме того, в верхнем листе 10 по данному варианту осуществления выступы 3 содержат пространства 6, в которых удерживается воздух, так что существует возможность получения характерного пружинения и достижения ощущения еще большей мягкости.
В первом варианте осуществления боковая часть 3с каждого выступа 3 расположена ниже точки, соответствующей приблизительно середине высоты ht выступа (то есть со стороны, противоположной по отношению к коже). Боковая часть 3с выступа находится в месте, соответствующем нижним частям выступа, ведущим вниз к поверхности части в виде канавки и углублению, и вязкая жидкость или полутвердое вещество, такое как неоформленные фекалии, временно скапливаются вокруг данной части. В этой связи предпочтительно уменьшить плотность волокон боковой части 3с выступа и выполнить прорези или узкие участки в ней, поскольку это позволяет высоковязкой жидкости или тому подобному эффективно проходить через нее для быстрого размещения и «укрытия» во внутренних пространствах 6 выступов.
Верхний лист по данному варианту осуществления включает в себя верхний слоистый лист 1, имеющий выступы 3, и плоский нижний слоистый лист 2, расположенный со стороны, противоположной по отношению к поверхности, на которой имеются выступы 3, и верхний слоистый лист 1 и нижний слоистый лист 2 скреплены вместе посредством, по меньшей мере, части углублений 4 верхнего слоистого листа за счет тиснения. Тем не менее, отсутствуют какие-либо особые ограничения в отношении способа скрепления, и также существует возможность использования какого-либо другого способа скрепления. В том случае, когда в настоящем изобретении утверждается, что лист является «плоским», это означает, что лист в целом является по существу плоским, при этом не выполнено никакого профилирования его для образования выступов, и могут существовать несколько выступов и углублений вследствие скрепления с другим листовым материалом или некоторая неизбежная бугристость поверхности вследствие формования листов. Напротив, в том случае, когда утверждается, что лист является профилированным, это означает, что лист неплоский, и, например, это означает, что поверхность листа с естественной конфигурацией является волнистой в такой степени, что тени от выступов можно визуально наблюдать при облучении световыми лучами с заданного направления.
Несмотря на то, что отсутствуют какие-либо особые ограничения в отношении ширины wb углублений, если предположить, что расстояние между соседними конструктивными элементами составляет wa, предпочтительно, чтобы отношение ширины wb углубления к данному расстоянию wa (wb/wa) находилось в пределах от 0,1 до 0,7. Принимая во внимание соотношение с размерами обычного поглощающего изделия, определенная ширина wb углубления, которая может быть принята на практике, находится в пределах от 0,5 до 2,0 мм. В верхнем листе по данному варианту осуществления ширина w0 первых соединительных участков 11 (ширина в направлении, ортогональном к направлению соединения) меньше, чем ширина wt выступов 3, и, например, отношение ширины w0 первых соединительных участков 11 к ширине wt выступов 3 (w0/wt) предпочтительно находится в пределах от 0,2 до 0,8. Данный предпочтительный интервал значений ширины также применим для отношения (ws/wt) для ширины ws вторых соединительных участков (ширины, ортогональной к направлению соединения) (не показано). Целесообразно, чтобы определенная ширина wt выступов 3 находилась в пределах от 2 до 6 мм.
В верхнем листе 10 по данному варианту осуществления вторые соединительные участки 12 расположены в частях 8 в виде канавок (см. фиг.1 и 4). Несмотря на то, что в данном варианте осуществления нижние поверхности вторых соединительных участков 12 верхнего слоистого листа 1 находятся в контакте с нижним слоистым листом 2, они не прикреплены к нему посредством тиснения. В этой связи в данном варианте осуществления имеются туннелеобразные пространства 7 внутри первых соединительных участков 11, в результате чего внутренние пространства 6 выступов 3 будут соединены вместе, но туннелеобразные пространства 7 могут быть исключены (см. фиг.3). Таким образом, между выступами 3, расположенными в шахматном порядке, расположены первые соединительные участки 11 и вторые соединительные участки 12, отличающиеся по высоте и ширине и отличающиеся способом, которым внутренние пространства соединены вместе. Таким образом, существует возможность обеспечить способность к предотвращению утечки, которая не может быть достигнута посредством простого образования выступов, как указано выше.
Кроме того, за счет размещения частей, отличающихся по толщине листа, подобным образом в виде сетки верхний лист 10 по данному варианту осуществления может обеспечить драпируемость (свойство, обеспечивающее возможность прилегания листа даже к поверхности кожи со сложной волнистостью за счет плавного деформирования без возникновения какого-либо выпучивания, что позволяет листу соответствовать по форме любому изменению неровности поверхности кожи вследствие движения носителя или тому подобного). В результате поверхность листа будет принимать форму поверхности кожи и плавно прилегать к поверхности кожи с усложненной неровностью поверхности, и существует возможность поддержания соответствия по форме даже в том случае, если волнистая конфигурация поверхности изменяется. Например, даже в том случае, когда поглощающее изделие удерживается в контакте с частью со значительными неровностями поверхности кожи, как в случае промежностной части, верхний лист 10 может прилегать к коже без образования какого-либо зазора между ними. Кроме того, даже в том случае, когда неровности поверхности кожи продолжают изменяться вследствие движения носителя или тому подобного, верхний лист деформируется согласованно с изменением неровности поверхности, что обеспечивает возможность поддержания удовлетворительной прилегаемости.
В верхнем листе 10 по данному варианту осуществления плотность D0 волокон соединительных участков 5, предназначенных для образования барьеров (первых соединительных участков 11 и вторых соединительных участков 12), выше, чем плотность Dt волокон выступов. Кроме того, плотность Db волокон углублений 4 выше, чем плотность D0 волокон соединительных участков 5, предназначенных для образования барьеров.
В настоящем изобретении «плотность волокон» каждой части рассчитывают посредством рассматривания единичной площади верхушечной части каждой части посредством оптического микроскопа в состоянии, в котором отсутствуют изменения конфигурации (например, в состоянии отсутствия контакта, в котором не приложено никакой нагрузки), и определения числа волокон в заданной части листа (который представляет собой верхний слоистый лист в данном варианте осуществления) или на поверхности листа.
Отношение плотности Dt волокон выступов к плотности D0 волокон соединительных участков 5, предназначенных для образования барьеров, то есть Dt/D0, предпочтительно находится в пределах от 0,8 до 0,3. Кроме того, отношение плотности D0 волокон соединительных участков 5, предназначенных для образования барьеров, к плотности Db волокон углублений 4, то есть D0/Db, предпочтительно находится в пределах от 0,6 до 0,1. Когда существует различие между плотностью D01 волокон первых соединительных участков 11 и плотностью D02 волокон вторых соединительных участков 12, плотность D0 волокон соединительных участков 5, предназначенных для образования барьеров, соответствует среднему значению из двух. В данном варианте осуществления плотность D01 волокон первых соединительных участков предпочтительно меньше плотности D02 волокон вторых соединительных участков.
За счет создания таким образом градиента плотности волокон в каждой конструктивной части в верхнем листе 10 можно, например, обеспечить быструю передачу или перемещение жидкости низкой вязкости к стороне с высокой плотностью волокон, то есть от выступов к углублениям 4 и их периферии через посредство соединительных участков. В результате существует возможность всасывания жидкости к стороне верхнего листа 10, не находящейся в контакте с кожей, и быстрого перемещения жидкости к поглощающему элементу, предусмотренному ниже, с обеспечением ее поглощения и удерживания. Напротив, если рассматривать высоковязкое жидкое или полутвердое вещество, такое как неоформленные фекалии, скорее всего, данное вещество будет проходить через части вокруг вершин выступов 3, образованные в виде больших куполов, вследствие их низкой плотности, в результате чего усиливается эффект, за счет которого оно размещается в пространствах 6. Таким образом, свойство втягивания жидкостей, характеризуемое градиентом плотности волокон, и свойство предотвращения утечки/обратного потока, обусловленные отличительной конфигурацией верхнего листа, проявляются одновременно, так что даже в том случае, когда одновременно имеются выделенные вещества, отличающиеся по вязкости, существует возможность надлежащего поглощения и удерживания их. Кроме того, поскольку плотность волокон выступов 3, которые вводятся в непосредственный контакт с кожей, является низкой, выделенное вещество, такое как моча или неоформленные фекалии, не будет легко оставаться между волокнами. В результате эффективно подавляется ситуация, при которой жидкость остается на поверхности и возникает липкость, что обеспечивает возможность достижения особенного ощущения сухости благодаря вершинам 3а выступов, введенным в контакт с кожей. Кроме того, существует возможность сохранения кожи пользователя в чистом состоянии, что создает возможность защиты кожи младенца или женщины от сыпи или тому подобного.
Как описано выше, в верхнем листе 10 по данному варианту осуществления выступы 3 расположены в шахматном порядке. В данном случае выражение «в шахматном порядке (или зигзагообразно)» означает состояние, при котором выступы 3 в каждом ряду расположены с равными интервалами и при котором выступы соседних рядов смещены (предпочтительно на 0,5 шага). Более точно, это означает состояние, при котором в том случае, когда выступы 3 каждого ряда выступают в направлении, ортогональном к ряду, между проецируемыми изображениями выступов 3 определенного ряда (предпочтительно прямо между ними) расположены проецируемые изображения выступов соседнего ряда. Тем не менее, это также включает случай, в котором имеется незначительное отклонение от вышеуказанного расположения, такое как отклонение, неизбежное в производственных условиях. Таким образом, за счет расположения выступов 3 в шахматном порядке можно обеспечить равномерное распределение давления на кожу носителя, что создает возможность обеспечения удовлетворительного пружинения. Кроме того, также с точки зрения поглощения и удерживания жидкости, данная функция равномерно выполняется на всем листе, что предпочтительно.
Несмотря на то, что для верхнего слоя 10 по данному варианту осуществления принята двухслойная структура, включающая верхний слоистый лист 1 и нижний слоистый лист 2, также существует возможность того, что верхний лист 10 будет образован только верхним слоистым листом 1. В данном случае можно, например, наложить верхний лист, имеющий верхний слоистый лист 1, на верхнюю поверхность поглощающего элемента так, что его поверхность 1b, которая не подлежит вводу в контакт с кожей, будет удерживаться в контакте с поглощающим элементом. В данном случае также существует возможность прикрепить заднюю поверхность верхнего листа, имеющего верхний слоистый лист 1, к верхней поверхности поглощающего элемента. Таким образом, при использовании верхнего листа, имеющего только верхний слоистый лист 1, могут быть обеспечены эластичность и гибкость благодаря выступам 3, расположенным со стороны поверхности, обращенной к коже, и пространствам 6, соответствующим им, и, кроме того, благодаря соединению выступов 3 посредством соединительных участков 5, предназначенных для образования барьеров, как и в случае двухслойной структуры, описанной выше. Что касается выполнения функции обеспечения проникновения для жидкостей, неоформленных фекалий или тому подобного, то операции, выполняемые куполообразными пространствами 6, могут выполняться посредством комбинации с поглощающим элементом или тому подобным. В этот момент, в частности, неоформленные фекалии или тому подобное, скрытые внутри пространств 6, удерживаются в непосредственном контакте с поглощающим элементом, так что вода, содержащаяся в них, с большой вероятностью будет перемещаться в поглощающий элемент, и неоформленные фекалии или тому подобное предпочтительно быстро высушиваются. Кроме того, это также предпочтительно вследствие того, что жидкость, перемещаемая к соединительным участкам 5, предназначенным для образования барьеров, и углублениям 4, плотность волокон которых выше, чем плотность волокон вершин 3а выступов, непосредственно поглощается и удерживается поглощающим элементом, не проходя через нижний слоистый лист 2.
Фиг.5 представляет собой схематическую карту расстановки, иллюстрирующую расположение шеститочечного тиснения α, когда верхний лист по первому варианту осуществления виден на виде в плане. Чертеж иллюстрирует рисунок тиснения в виде сетки квадратов 12 строк × 12 столбцов, при этом компоненты шеститочечного рисунка тиснения следующие. Шесть мест тиснения (1, 2), (1, 4), (3, 1), (3, 5), (5, 2) и (5, 4) образуют первый элемент рисунка из шести точек (первый элемент). В данном случае величины в скобках показывают (номер строки, номер столбца). Соседний второй элемент с правой стороны образован шестью тиснениями (1, 8), (1, 10), (3, 7), (3, 11), (5, 8) и (5, 10). Кроме того, третий элемент под первым элементом имеет две общие точки (5, 2) и (5, 4) с первым элементом. Он образован шестью точками (5, 2), (5, 4), (7, 1), (7, 5), (9, 2) и (9, 4). Кроме того, четвертый элемент с правой стороны от третьего элемента имеет общие тиснения (3, 5), (3, 7), (5, 4), (7, 5) и (5, 8) с одним или другим из первого - третьего элементов и включает в себя шесть точек, а именно тиснение (7, 7) и вышеупомянутые пять точек. Таким образом, шеститочечные узоры образуются неоднократно, при этом часть элементов (по меньшей мере, две точки) будут общими для узоров.
В данном случае, при применении вышеуказанного шеститочечного рисунка тиснения для формы верхнего листа 10 тиснения α образуют углубления 4. Кроме того, что касается первого элемента, то его центральная точка β образует выступ 3 (вершину 3а выступа), и первые соединительные участки 11 расположены в местах γ перед и за центральной точкой β. В данном случае вторые соединительные участки 12 расположены в местах ε. Кроме того, выступ 3 также расположен в месте β в центре третьего элемента и соединен с выступом 3 первого элемента посредством первых соединительных участков 11, образованных в местах γ. В результате столбец, «простирающийся» в столбце 3 (координата), образованном местами β и γ, образует ряд 13 выступов на верхнем листе 10. Аналогичные ряды 13 выступов повторяются в столбце 6 (координата), столбце 9 (координата), …, и выступы 3 распределяются в направлении плоскости в шахматном порядке, обеспечивая дальнейшее образование верхнего листа 10 с отличающейся конфигурацией поверхности, имеющей соединительные участки 5, предназначенные для образования барьеров, и углубления 4. Таким образом, в первом варианте осуществления верхний слоистый лист 1 и нижний слоистый лист 2 будут скреплены вместе с образованием шеститочечного рисунка (сварного) соединения, имеющего части со скреплением в шести точках, при этом каждая единичная зона скрепления имеет, по меньшей мере, две общие точки с соседними единичными зонами скрепления, и при этом каждый выступ 3 образован так, что он будет окружен частями со скреплением в шести точках, образующими единичные зоны скрепления.
Для верхнего листа 10, предназначенного для поглощающего изделия по первому варианту осуществления, отсутствуют какие-либо особые ограничения в отношении волокон, образующих верхний слоистый лист 1 или нижний слоистый лист 2. Например, предпочтительно использовать волокна с характеристикой от 1,0 до 7,8 дтекс. Несмотря на то, что в данном варианте осуществления каждый из верхнего слоистого листа 1 и нижнего слоистого листа 2 представляет собой однослойную структуру, также существует возможность использования структуры из двух слоев или более. Кроме того, также существует возможность создания слоя с какой-либо другой функцией, расположенного между указанными слоями и/или снаружи указанных слоев. Несмотря на то, что отсутствуют какие-либо особые ограничения, относящиеся к плотности (массе 1 м2) верхнего слоистого листа 1 и нижнего листа 2, принимая во внимание то обстоятельство, что они применяются для обычного поглощающего изделия, с практической точки зрения целесообразно, чтобы плотность верхнего слоистого листа 1 и нижнего слоистого листа 2 находилась в пределах от 10 до 40 г/м2.
Для верхнего слоистого листа 1 и нижнего слоистого листа 2 предпочтительно использовать нетканый материал. В качестве нетканого материала можно использовать обычный нетканый материал. К примерам нетканых материалов относится термоскрепленный нетканый материал, изготовленный способом кардочесания, нетканый материал фильерного способа производства, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, полученный воздействием струй жидкости (гидроперепутыванием), и нетканый материал, полученный иглопробиванием. При скреплении верхнего слоистого листа 1 и нижнего слоистого листа 2 посредством термоскрепления, как описано ниже, нетканый материал предпочтительно содержит термоплавкие волокна. Термоплавкие (термоскрепляемые) волокна предпочтительно имеют структуру с оболочкой/ядром, такую как полиэтилентерефталат/полиэтилен (ПЭТФ/ПЭ) или полипропилен/полиэтилен (ПП/ПЭ). Кроме того, предпочтительно, если нетканый материал подвергнут обработке для придания гидрофильности посредством использования поверхностно-активного вещества или тому подобного. Среди видов волокон верхнего слоистого листа 1 и нижнего слоистого листа 2 предпочтительной комбинацией является комбинация из волокон из полиэтилентерефталата/полиэтилена (ПЭТФ/ПЭ).
Далее предпочтительный способ изготовления верхнего листа 10 для поглощающего изделия в соответствии с данным вариантом осуществления, предпочтительного в качестве профилированного листа по настоящему изобретению, будет описан со ссылкой на чертежи. Фиг.6-1 представляет собой схематический разъясняющий вид, иллюстрирующий один вид способа изготовления профилированного листа 10 по первому варианту осуществления. Как проиллюстрировано на чертеже, сначала верхний слоистый лист 1 разматывают из рулона с исходным материалом (непоказанного) и, помимо этого, нижний слоистый лист 2 разматывают из рулона с исходным материалом (непоказанного). Верхний слоистый лист 1 и нижний слоистый лист 2 соответственно разматывают в направлениях MD перемещения их в машине (направлениях d1 и d2). В данном случае термин «направление MD (направление движения материала в машине)» относится к направлению, в котором листовой материал, такой как нетканый материал, перемещается во время изготовления. Термин «направление MD» представляет собой аббревиатуру термина “machine direction” и иногда просто выражается как MD для обозначения направления. С другой стороны, термин «направление CD (поперечное направление)» обозначает направление, ортогональное к направлению MD (направлению движения материала в машине). Термин «направление CD» представляет собой аббревиатуру “cross direction” («поперечное направление») и иногда просто выражается как CD для обозначения направления.
Размотанный верхний слоистый лист 1 втягивается в зону Р1 зацепления первого барабана 51 с периферийной поверхностью с выступами/углублениями и второго барабана 52 с периферийной поверхностью с выступами/углублениями, введенного в зацепление с первым барабаном 51, в результате чего верхнему слоистому листу 1 придается конфигурация с выступами/углублениями. Предпочтительно, чтобы впадина зубчатого венца у каждого зуба первого барабана 51 имела всасывающее отверстие (непоказанное). Впадины зубчатого венца соответствуют углублениям конфигурации периферийной поверхности первого барабана 51, выполненной с выступами/углублениями. Всасывающее отверстие ведет к источнику (непоказанному) всасывающего усилия, такому как воздуходувка или вакуумный насос, и предпочтительно, чтобы обеспечивалось регулирование источника всасывающего усилия таким образом, чтобы осуществлялось всасывание от зоны Р1 зацепления первого барабана 51 (вращающегося в направлении, показанном стрелкой d5) и второго барабана 52 (вращающегося в направлении, показанном стрелкой d7) до части Р3, где верхний лист, образованный посредством скрепления вместе верхнего слоистого листа 1 и нижнего слоистого листа 2, направляется наружу. Конкретный пример отсасывающего барабана будет подробно описан ниже со ссылкой на фиг.6-4 и 6-5. Таким образом, получающийся в результате верхний слоистый лист 1, которому придана конфигурация с выступами/углублениями посредством зацепления первого барабана и второго барабана, сохраняется в профилированном состоянии при одновременном удерживании его в плотном контакте с периферийной поверхностью первого барабана 51 под действием всасывающей силы, действующей благодаря всасывающему отверстию. Что касается барабанов 51, 52, имеющих выступы и углубления на их периферийных поверхностях, то можно использовать, например, барабаны, проиллюстрированные на фиг.2-5 документа JP-A-2004-174234.
В зоне Р2 соединения верхний слоистый лист 1 накладывается на нижний слоистый лист 2, подаваемый отдельно, при этом верхний слоистый лист 1 удерживается в плотном контакте с периферийной поверхностью первого барабана 51 за счет всасывания. В данном случае предпочтительно, чтобы два листа сдавливались между первым барабаном 51 и третьим барабаном 53. В качестве третьего барабана 53 предпочтительно использовать опорный барабан, не имеющий выступов или углублений, и предпочтительно нагревать только третий барабан 53 до заданной температуры. В результате верхний слоистый лист 1 и нижний слоистый лист 2, расположенные у дистальных концов зубьев первого барабана 51, соединяются вместе посредством термосплавления. Углубления 4 образуются при образовании верхнего листа за счет данного скрепления со сдавливанием. С другой стороны, верхний слоистый лист 1 и нижний слоистый лист 2 не сдавливаются в зоне углублений (впадин) зубчатого венца и не подвергаются никакому термосплавлению, в результате чего образуются выступы 3. То есть в данном способе при профилировании листа никакая обработка типа сдавливания с нагревом не осуществляется посредством первого барабана 51 и второго барабана 52, так что сохраняется мягкость в зоне вершин выступов 3. Таким образом, даже несмотря на то, что части, образующие углубления 4, подвергаются сдавливанию с нагревом для обеспечения термосплавления волокон нетканых материалов, что делает их несколько более твердыми, при использовании данного листа в качестве верхнего листа выступы 3 выступают в мягком состоянии, так что никакие твердые части не вводятся в непосредственный контакт с кожей, в результате чего обеспечивается хорошее ощущение для кожи. В данном случае части, образующие первые соединительные участки 11 и вторые соединительные участки 12, профилируются при одновременном удерживании их между углублениями 4, и выступы 3 расположены так, что они соединяются вместе.
В способе изготовления данного вида композиционный лист, образованный посредством соединения верхнего слоистого листа 1 и нижнего слоистого листа 2, нагревается и сдавливается в зоне Р3, где он удерживается между первым барабаном 51 и четвертым барабаном 54. В данном случае предпочтительно, чтобы четвертый барабан 54 представлял собой опорный барабан, который подобно третьему барабану 53 не имеет никаких выступов или углублений на его наружной периферии. Предпочтительно, чтобы четвертый барабан 54 был нагрет до заданной температуры. Таким образом, образуется прочно зафиксированный скрепленный участок, в результате чего поддерживается стабильность формы выступов.
Фиг.6-2 представляет собой схематический разъясняющий вид, иллюстрирующий другой вид способа изготовления профилированного листа по настоящему изобретению. Как проиллюстрировано на чертеже, данный вариант аналогичен варианту, проиллюстрированному на фиг.6-1, в том, что используются первый - четвертый барабаны (51, 52, 53, 54). Однако в варианте, проиллюстрированном на фиг.6-2, нижний слоистый лист 2 не используется, а используется только верхний слоистый лист 1. В верхнем слоистом листе 1 образуются выступы и углубления, образующие выступы 3 и желобчатые части 4. Таким образом, хотя данный лист не соединяется с другим листом в желобчатых частях 4, он нагревается и сдавливается посредством первого барабана 51 и третьего барабана 53 или четвертого барабана 54, и волокна нетканого материала подвергаются термосплавлению и отверждению. Таким образом, обеспечивается не только простое сгибание листа с образованием конфигурации с выступами и углублениями, но и профилирование его таким образом, чтобы образовать выступы 3 и желобчатые части 4, выполняющие определенную функцию при образовании верхнего листа, как описано выше. Кроме того, профилирование листа посредством введения в зацепление зубьев первого барабана 51 и второго барабана 52 и всасывание посредством первого барабана 51 в местах Р1 - Р3 такие же, как соответствующие операции в варианте, проиллюстрированном на фиг.6-1.
Фиг.6-3 представляет собой схематическое изображение, иллюстрирующее то, каким образом зубья первого барабана и второго барабана введены в зацепление друг с другом в способе изготовления в соответствии с видом способа, проиллюстрированном на фиг.6-1. На фиг.6-3 дистальные концы зубьев двух барабанов в точке Р1, где зубья первого барабана и второго барабана находятся в зацеплении друг с другом, спроецированы в направлении стрелки А по фиг.6-1. Сплошные линии показывают зубья (дистальные концы зубьев) 52а второго барабана 52, и пунктирные линии показывают зубья (дистальные концы зубьев) 51а первого барабана 51. Тем не менее, следует отметить, что два барабана фактически являются круглыми на виде спереди (фиг.6-1) и введены в зацепление друг с другом посредством только одного ряда зубьев, в то время как на фиг.6-3 рисунок выполнен таким образом, как будто зубья на ровных противоположных пластинах находятся в зацеплении друг с другом (или подача осуществляется в направлении MD движения материалов в машине, при этом зацепление в точке Р1 продолжается на временной шкале).
Вышеописанное зацепление зубьев двух барабанов будет описано более подробно. На схематическом изображении по фиг.6-3 конструкция, изображенная на фиг.6-1, показана в направлении стрелки А, так что дистальные концы зубьев 52а «отведены» к стороне «вглубь» чертежа, и дистальные концы зубьев 51а выступают к передней стороне чертежа, при этом зубья 51а и 52а введены в зацепление друг с другом. То есть, когда верхний слоистый лист 1 (см. фиг.6-1) вдавливается внутрь при одновременном отводе дистальных концов зубьев 52а к стороне «вглубь» чертежа для получения верхнего листа, обеспечивается образование некоторого количества локально изогнутых частей, образующих выступы 3 (см. фиг.1). С другой стороны, когда дистальные концы зубьев 51а толкают верхний слоистый лист по направлению к «передней» стороне чертежа для получения верхнего листа, обеспечивается образование некоторого количества локально изогнутых частей, образующих желобчатые части 4. Верхний слоистый лист, которому таким образом придается конфигурация с выступами/углублениями, подается по направлению к третьему барабану при одновременном поддержании плотного контакта с первым барабаном и накладывается на нижний слоистый лист 2, подаваемый отдельно, как описано выше (см. фиг.6-1). Затем два листа нагреваются и сдавливаются между дистальными концами 51а зубьев первого барабана 51 и периферийной поверхностью третьего барабана 53 или четвертого барабана 54 с образованием места горячего тиснения с термосплавлением посредством дистальных концевых частей 51а зубьев.
В данном случае из дистальных концевых частей 51а зубьев по фиг.6-3 рассматриваются только дистальные концы Т1-Т6. Дистальные концы зубьев Т1-Т6 образуют части, образующие углубления 4. В данном случае участки нетканого материала, выдавливаемые (или вдавливаемые) дистальными концами 51а, 52а зубьев, перемещаются локально за счет растягивания (или сжатия), и во время выполнения этого волокна, расположенные, например, у дистальных концов, стремятся войти в зазоры между зубьями двух барабанов. В данном случае растягивающее усилие обычно будет приложено к верхнему слоистому листу 1 в направлении MD движения материала в машине, так что под действием его характерное направление движения сообщается перемещению волокон нетканого материала, образующего верхний слоистый лист. Более точно, когда волокна стремятся войти в зазоры между дистальными концами зубьев Т1-Т6 вследствие усилия растягивания листа, приложенного в направлении MD движения материала в машине, перемещение волокон в направлении MD движения материала в машине отличается от перемещения в поперечном направлении CD. То есть в зоне 91, представляющей собой зазор между дистальными концами зубьев Т1 и Т4 и между дистальными концами зубьев Т3 и Т6, количество волокон, входящих из другой зоны 92, увеличивается, и при формировании верхнего листа образуются участки, представляющие собой первые соединительные участки 11. Кроме того, часть, соответствующая зоне 91, не нагревается и не сдавливается дистальным концом 52а зубьев, так что данная часть не прикрепляется к нижнему слоистому листу 2, в результате чего образуются туннелеобразные пространства 7 верхнего листа. На фиг.6-3 направление MD движения материала в машине соответствует направлению X в верхнем листе по варианту осуществления, проиллюстрированному на фиг.1 и 2.
Напротив, количество волокон, входящих в зоны 92, сравнительно мало, в результате чего при формировании верхнего листа они образуют только вторые соединительные участки 12 (малые выступы 9 в третьем варианте осуществления, описанном ниже). Таким образом, углубления 4, образованные частями, которые выдавливаются дистальными концами 51а зубьев, и вторые соединительные участки 12 представляют собой непрерывные части в виде канавок с формой ломаной линии. В конкретном проиллюстрированном примере при образовании частей в виде канавок ряд, образованный дистальными концами зубьев Т1, Т2 и Т3, и ряд, образованный дистальными концами зубьев Т4, Т5 и Т6, представляют собой часть 8 в виде канавки, непрерывную и имеющую форму одной ломаной линии в направлении MD движения материала в машине. Таким образом, ряд 13 выступов, имеющий вид горной цепи, в котором выступы и первые соединительные участки верхнего листа соединены в направлении X на фиг.1, образован так, что он будет простираться в направлении MD движения материала в машине при использовании данного вида способа изготовления (см. фиг.6-3). Напротив, конфигурация сечения, проиллюстрированная на фиг.3 и «проходящая» в направлении Y по фиг.1, образуется в поперечном направлении CD по фиг.6-3.
Если в данном случае предположить, что площадь шестиугольника, образованного посредством соединения центров Т1-Т6 зубьев 51а первого барабана (поверхностей дистальных концов), представляет собой базовую площадь А и что площадь участка, содержащегося внутри шестиугольника, образованного посредством соединения центров Т1-Т6 зубьев 51а первого барабана, представляет собой площадь В, отношение площади В к базовой площади А (В/А) предпочтительно находится в пределах от 0,10 до 0,25. Когда величина данного отношения (В/А) слишком мала, отсутствует различие между выступами 3 и первыми соединительными участками 11, так что они образуются в виде одного выступа. Таким образом, первые соединительные участки 11 не могут быть образованы, так выступ легко сминается. Когда данное отношение (В/А) слишком большое, туннелеобразные пространства 7 в первых соединительных участках 11 могут исчезнуть. Кроме того, отношение площади С зубьев 52а второго барабана (поверхностей дистальных концов), находящихся в пределах базовой площади А, к базовой площади А (С/А) предпочтительно находится в пределах от 0,10 до 0,25. Когда данное отношение (С/А) слишком мало, образование выступов может быть затруднено. Когда данное отношение (С/А) слишком большое, существует вероятность того, что выступы будут принимать конфигурацию, подобную прямоугольному параллелепипеду, и станут довольно твердыми, что приведет к ухудшению мягкости на ощупь. Предпочтительно, чтобы величина, получаемая делением расстояния 97 между зубьями первого барабана на измеряемый в поперечном направлении CD размер 98 зубьев второго барабана, находилась в пределах от 0,25 до 0,83. Посредством регулирования данной величины можно получить еще более стабильным образом выступы 3, по существу имеющие форму холмов, и первые соединительные участки 11.
Несмотря на то, что отсутствуют какие-либо особые ограничения в отношении размера 101 зубьев первого барабана в направлении MD движения материала в машине, данный размер предпочтительно находится в интервале, например, от 0,5 до 3,5 мм и более предпочтительно - в интервале от 0,6 до 2 мм. Кроме того, несмотря на то, что отсутствуют какие-либо особые ограничения в отношении размера 100 в поперечном направлении CD, он предпочтительно находится в интервале, например, от 0,5 до 3,5 мм и более предпочтительно - в интервале от 0,6 до 2 мм. Кроме того, несмотря на то, что отсутствуют особые ограничения в отношении расстояния 97 между зубьями первого барабана, оно предпочтительно находится в интервале, например, от 0,8 до 5 мм и более предпочтительно - в интервале от 1 до 2 мм. Несмотря на то, что отсутствуют особые ограничения в отношении размера 99 зубьев второго барабана в направлении MD движения материала в машине, данный размер предпочтительно находится в интервале, например, от 0,5 до 3,5 мм и более предпочтительно - в интервале от 0,6 до 2 мм. Кроме того, несмотря на то, что отсутствуют ограничения в отношении размера 98 в поперечном направлении CD, он предпочтительно находится в интервале, например, от 0,5 до 6 мм и более предпочтительно - в интервале от 0,6 до 4 мм. Несмотря на то, что расстояние 94 между зубьями первого барабана 1 или второго барабана 2 может быть определено соответствующим образом, оно предпочтительно находится в интервале, например, от 1,5 до 10 мм и более предпочтительно - в интервале от 2 до 6 мм. Несмотря на то, что отсутствуют особые ограничения в отношении расстояния 102 между зубьями первого и второго барабанов в направлении MD движения материала в машине, оно предпочтительно находится в интервале, например, от 0,4 до 4 мм. Кроме того, несмотря на то, что отсутствуют особые ограничения в отношении расстояния 103 между зубьями первого и второго барабанов в направлении MD движения материала в машине, предпочтительно, чтобы расстояние 103 между зубьями было таким же, как расстояние 102 между зубьями первого и второго барабанов в направлении MD движения материала в машине, более предпочтительно, чтобы оно находилось в интервале, например, от 0,4 до 4 мм. Кроме того, отсутствуют какие-либо особые ограничения в отношении расстояния 104 между зубьями в поперечном направлении CD, и данное расстояние предпочтительно находится в интервале, например, от 1,2 до 7,5 мм.
Кроме того, высота и конфигурация зубьев первого и второго барабанов могут быть определены соответствующим образом в соответствии с конфигурацией заданного верхнего листа. Например, высота зубьев предпочтительно находится в пределах от 0,8 до 9 мм. Несмотря на то, что на фиг.6-3 профилирование листа посредством зацепления (взаимодействия) зубьев первого барабана и второго барабана проиллюстрировано в отношении способа изготовления в соответствии с видом способа, проиллюстрированным на фиг.6-1, оно также применимо к способу изготовления в соответствии с видом, проиллюстрированным на фиг.6-2.
Кроме того, предпочтительно использовать нетканый материал с относительным удлинением при разрыве в направлении MD движения материала в машине, составляющем 100% или более, что создает возможность образования профилированного верхнего листа предпочтительной конфигурации в соответствии с настоящим изобретением.
Фиг.6-4 представляет собой увеличенный схематический вид в перспективе основной части первого барабана 51 в соответствии c одним вариантом осуществления (51А). Первый барабан 51 образован в виде барабана посредством соединения множества прямозубых цилиндрических зубчатых колес 61, 61, … с заданной шириной зубьев. Предпочтительно, чтобы ширина зубьев каждого зубчатого колеса определялась в соответствии с расстоянием между выступами листа для заданного поглощающего изделия. В данном варианте осуществления соседние зубчатые колеса соединены таким образом, что их зубья смещены друг относительно друга на 0,5 шага зацепления.
Всасывающие отверстия 63 образованы в частях, представляющих собой канавки между зубьями (впадины между зубьями) каждого зубчатого колеса первого барабана 51А. Верхний лист удерживается в плотном контакте с периферийной поверхностью первого барабана под действием всасывающей силы благодаря всасывающим отверстиям 63, в результате чего поддерживается состояние с формой с выступами/углублениями. В данном случае при обеспечении заданного зазора G между соседними зубчатыми колесами можно ввести лист в плотный контакт с периферийной поверхностью первого барабана, не вызывая приложения какой-либо избыточной всасывающей силы или разрезающего воздействия, обусловленного взаимодействием барабанов с образованием выступов/углублений, на лист. Величина зазора G предпочтительно находится в пределах от 0,1 до 50 мм и более предпочтительно - в пределах от приблизительно 0,1 до 5 мм.
Фиг.6-5 представляет собой увеличенный вид в перспективе основной части первого барабана 51 в соответствии с другим вариантом осуществления (51В). В первом барабане по данному варианту осуществления множество зубчатых колес 61с и вторых зубчатых колес 61d, выполненных в виде прямозубых цилиндрических зубчатых колес, соединены, и зубчатые колеса коаксиально установлены на вращающемся валу 65 подобно барабану. Все зубчатые колеса имеют одинаковую ширину зубьев. Каждое зубчатое колесо в центре имеет отверстие, и вращающийся вал 65 вставлен в отверстие. Зубчатые колеса и вращающийся вал 65 имеют пазы (непоказанные), в которые вставлена шпонка (непоказанная), в результате чего предотвращается вращение зубчатых колес вхолостую.
Диаметр окружности у вершин зубьев вторых зубчатых колес 61d меньше диаметра окружности у вершин зубьев первых зубчатых колес 61с. Более точно, предпочтительно, чтобы диаметр окружности у вершин зубьев вторых зубчатых колес (проставок) был на 0,5-10 мм меньше диаметра окружности у вершин зубьев первых зубчатых колес.
В первом барабане 51В по данному варианту осуществления по одному первому зубчатому колесу 61с расположено с обеих сторон второго зубчатого колеса 61d, и установлено множество групп 66 зубчатых колес, каждая из которых имеет вышеупомянутые три зубчатых колеса. В группах 66 зубчатых колес первые зубчатые колеса 61с и вторые зубчатые колеса 61d расположены так, что зубья зубчатых колес расположены параллельно в направлении оси вращения барабана. В результате в каждой группе 66 зубчатых колес выступы 67 и углубления 68 будут образованы попеременно в направлении вращения барабана. Каждый из выступов 67 имеет или зубья трех зубчатых колес (то есть двух первых зубчатых колес 61с и одного второго зубчатого колеса 61d), расположенные параллельно в направлении оси вращения барабана (обозначены ссылочной позицией 67а на чертеже), или зубья двух первых зубчатых колес 61с, расположенные параллельно в направлении оси вращения барабана (обозначены ссылочной позицией 67b на чертеже).
Используются две или более групп 66 зубчатых колес. Группы 66 зубчатых колес расположены таким образом, что шаги выступов и углублений соседних групп 66, 66 зубчатых колес отличаются друг от друга. В данном варианте осуществления выступы и углубления соседних групп 66, 66 зубчатых колес смещены на 0,5 шага.
В каждой группе 66 зубчатых колес, между двумя зубчатыми колесами 61с образовано множество частей 69 в виде зазоров с постоянными промежутками в направлении, в котором вращается барабан 51В. Каждая часть 69 в виде зазора образована двумя первыми зубчатыми колесами 61с и вторым зубчатым колесом 61d, расположенным между ними. Более точно, каждая часть 69 в виде зазора ограничена противоположными боковыми поверхностями двух первых зубчатых колес 61с и двух соседних зубьев второго зубчатого колеса 61d. Таким образом, число образованных частей 69 в виде зазоров равно числу зубьев второго зубчатого колеса 61d. Части 69 в виде зазоров открыты наружу.
Первое зубчатое колесо 61с имеет множество отверстий 60, расположенных так, что они окружают отверстие в центре, в которое вставлен вращающийся вал 65. Отверстия 60 имеют одинаковый диаметр и образованы на одинаковых расстояниях от центра зубчатого колеса. Углы, образованные соседними отверстиями 60, 60 и центром зубчатого колеса, являются одинаковыми. Число отверстий 60 в каждом зубчатом колесе 61с такое же, как число зубьев второго зубчатого колеса 61d. Кроме того, при сборке групп 66 зубчатых колес первые и вторые зубчатые колеса 61с, 61d размещают таким образом, чтобы отверстия 60 были расположены между соседними зубьями вторых зубчатых колес 61d. В том состоянии, в котором группы 66 зубчатых колес собирают таким образом и размещают так, что шаги выступов и углублений в группах 66 зубчатых колес отличаются друг от друга, отверстия 60 первых зубчатых колес 61с являются непрерывными в направлении оси вращения барабана 51В, и внутри барабана образуется множество всасывающих каналов 61, проходящих в направлении оси вращения. Всасывающие каналы 61 сообщаются с вышеупомянутыми частями 69 в виде зазоров.
По меньшей мере, один конец всасывающих каналов 61 ведет к источнику всасывающей силы, такому как воздуходувка или вакуумный насос (непоказанный). Таким образом, при приведении в действие источника всасывающей силы для выполнения операции всасывания воздух всасывается из частей 69 в виде зазоров по всасывающим каналам 61.
Фиг.7 представляет собой выполненный с частичным вырывом, схематический вид в перспективе верхнего листа 20 в соответствии с другим вариантом осуществления (вторым вариантом осуществления) профилированного листа по настоящему изобретению. Фиг.8 представляет собой увеличенное сечение зоны VIII профилированного листа по фиг.7. Фиг.9 представляет собой выполненное по линии IX-IX, увеличенное сечение профилированного листа по фиг.7. В верхнем листе 20 по второму варианту осуществления структурные части, размерные линии и тому подобное, функционально общие с вышеупомянутым верхним листом 10 по первому варианту осуществления, обозначены теми же ссылочными символами.
В верхнем листе 20 по второму варианту осуществления каждый из выступов 3, расположенных в шахматном порядке, имеет соединительные участки 5, предназначенные для образования барьеров, со всех четырех сторон, и соседние выступы 3 соединены друг с другом соединительными участками 5, предназначенными для образования барьеров, с четырех сторон. Соединительные участки 5, предназначенные для образования барьеров с четырех сторон, расположены так, что они по существу делят каждый выступ 3 на четыре равные части в направлении поверхности листа, то есть в местах, находящихся приблизительно под углом 45 градусов относительно выступа 3, который должен находиться в центре. Таким образом, на стороне верхнего слоистого листа 1 (на обращенной к коже стороне) верхнего листа 20 образована конфигурация поверхности с явно выраженной сеткой элементов, подобных горным цепям, в которой множество «гор» (выступов) соединены гребнями с четырех сторон. В данном случае, несмотря на то, что верхний слоистый лист 1 и нижний слоистый лист 2 скреплены вместе с промежутками посредством тиснений, образованных в углублениях 4, также можно образовать верхний лист только посредством верхнего слоистого листа 1, которому придана конфигурация с выступами/углублениями, как упомянуто выше.
Во втором варианте осуществления выступы 3 представляют собой части, которым придана такая форма, чтобы они выступали на поверхности обращенной к коже стороны, предусмотренной на верхнем слоистом листе 1. В сечении по фиг.8 видно, что каждый выступ 3 образован так, что он расположен между двумя углублениями 4 (см. фиг.8). Кроме того, каждый выступ 3 функционально разделен на верхушечную часть 3а, плечевую часть (край) 3b и боковую часть 3с. В частности, он имеет конфигурацию по существу в виде холма со скруглением от верхушечной части 3а до плечевой части 3b. С другой стороны, в сечении по фиг.9 видно, что соседние выступы соединены соединительными участками 5, предназначенными для образования барьеров. В данном случае, несмотря на то, что каждый выступ 3 имеет верхушечную часть 3а и плечевую часть 3b, на данном сечении видно, что боковая часть 3с не отличается от соединительного участка 5, предназначенного для образования барьера, а образует одно целое с ним и является непрерывной по отношению к нему. Кроме того, внутренние части соединительных участков 5, предназначенных для образования барьеров, заполнены волокнами. Несмотря на то, что в данном варианте осуществления верхний слоистый лист 1 и нижний слоистый лист 2 не скреплены вместе в зонах соединительных участков 5, предназначенных для образования барьеров, предпочтительно, чтобы два листа функционально находились в контакте друг с другом. Тем не менее, два листа могут находиться не в состоянии контакта на некотором интервале при условии, что поддерживается функционирование соединительных участков 5, предназначенных для образования барьеров. Как и в сечении по фиг.9, так же и в сечении, выполненном по линии X-X на фиг.7 (схематическое изображение которого не показано), выступы 3 соединены посредством соединительных участков 5, предназначенных для образования барьеров.
В верхнем листе 20 по второму варианту осуществления значения ширины wa и ширины wb и предпочтительный интервал значений их отношения (wa/wb) такие же, как соответствующие параметры в первом варианте осуществления, описанном выше. Однако во втором варианте осуществления ширина wc выступов в сечении по фиг.9 предпочтительно находится в пределах от 2 до 4 мм, и ширина wd соединительных участков предпочтительно находится в пределах от 0,5 до 2 мм. Расстояние hd для самой широкой части куполообразного пространства 6 в выступе, высота ht выступа 3, высота h0 соединительного участка 5, предназначенного для образования барьера, и отношение высоты соединительного участка 5, предназначенного для образования барьера, к высоте выступа 3 (ht/h0) такие же, как соответствующие параметры в первом варианте осуществления. Кроме того, предпочтительные диапазоны значений плотности Dt волокон верхушечной части 3а выступа, плотности D0 волокон соединительного участка 5, предназначенного для образования барьера, и плотности Db волокон углубления такие же, как соответствующие параметры в первом варианте осуществления, описанном выше.
Верхний лист 20 по второму варианту осуществления имеет отличающуюся конфигурацию наружной поверхности и конфигурацию внутренней поверхности листа, как описано выше, что создает возможность предотвращения растекания мочи, неоформленных фекалий или тому подобного в направлении поверхности. Кроме того, вследствие «взаимодействия» градиентов плотности волокон выступов 3, соединительных участков 5, предназначенных для образования барьеров, и углублений 4 можно обеспечить ощущение сухости для кожи. Кроме того, благодаря пространственной сетке, образованной за счет отличающегося внутреннего пространства листа и конфигурации наружной поверхности, может быть обеспечена возможность очень хорошо «справляться» с неоформленными фекалиями или тому подобным, и могут быть приданы превосходные характеристики драпируемости. Данные эффекты такие же, как эффекты первого варианта осуществления, описанного выше.
Отличающимся эффектом второго варианта осуществления является то, что вследствие расположения соединительных участков 5, предназначенных для образования барьеров, с четырех сторон каждого выступа 3 можно обеспечить выполнение функции предотвращения распространения для неоформленных фекалий или выделенной жидкости, такой как моча, со всех четырех сторон каждого выступа 3. Кроме того, поскольку внутренние пространства 6 независимы друг от друга, существует возможность еще более эффективного подавления растекания неоформленных фекалий или тому подобного в направлении поверхности после удерживания их внутри. Таким образом, например, в том случае, когда неоформленные фекалии или тому подобное должны удерживаться в максимально возможной степени в одном месте и растекание их в направлении поверхности должно сильно подавляться, предпочтительно использовать верхний лист по второму варианту осуществления для поглощающего изделия.
Верхний лист 20 по второму варианту осуществления может быть изготовлен так же, как верхний лист 10 по первому варианту осуществления, описанному выше. Например, он может быть изготовлен посредством процесса, подобного проиллюстрированному на фиг.6-1. Таким образом, зубья 51а барабана 51, образующие углубления 4, расположены, например, в виде схемы с четырехточечным сварным соединением, как проиллюстрировано на фиг.10, на которой четыре тиснения α образуют один элемент узора (рисунка). В этом случае каждый зуб 52а барабана 52 будет расположен так, чтобы он находился в центральном месте β вышеупомянутого элемента узора, включающего в себя четыре точки, и выступ 3 образуется с внутренним пространством 6. Таким образом, профилирование выполняется посредством введения зубьев 51а и 52а в зацепление друг с другом, в результате чего получают верхний лист 20, профилированный со схемой образования сварных соединений в четырех точках, при этом на данном листе соединительные участки 5, предназначенные для образования барьеров, расположены в местах γ. Несмотря на то, что фиг.10 иллюстрирует только положение β для выступа 3 (вершины 3а выступа) и положения γ для соединительных участков 5, предназначенных для образования барьеров, по отношению к первому элементу, образованному четырьмя тиснениями (1, 3), (3, 1), (3, 5) и (5, 3), в данном варианте осуществления структурный элемент, образованный выступами 3, соединительными участками 5 и углублениями 4, находящимися соответственно в местах α, β и γ, повторяется во все стороны в направлении поверхности также для других тисненых элементов.
Фиг.11 представляет собой схематический частичный вид в перспективе основной части верхнего листа для поглощающего изделия в соответствии с одним вариантом осуществления (третьим вариантом осуществления) настоящего изобретения, и фиг.12 представляет собой увеличенный вид в перспективе зоны XII по фиг.11, если смотреть под несколько другим углом. Множество выступов 3 предусмотрены в шахматном порядке на стороне верхнего слоистого листа 1 в верхнем листе 30 для поглощающего изделия в соответствии с третьим вариантом осуществления, то есть на стороне, подлежащей вводу в контакт с кожей носителя. Выступы 3 имеют в их внутренних частях куполообразные пространства 6, образованные посредством профилирования верхнего слоистого листа 1 с образованием конфигурации с выступами/углублениями.
Выступы 3 соединены соединительными участками 5, предназначенными для образования барьеров, для образования рядов 13 выступов. Куполообразные пространства 6 в выступах соединены туннелеобразными пространствами 7, и углубления расположены с обеих сторон соединительных участков 5, предназначенных для образования барьеров и предусмотренных в рядах выступов. В третьем варианте осуществления соединительные участки 5, предназначенные для образования барьеров, могут быть, в частности, названы «гребнеобразными участками». Данная конфигурация листа такая же, как конфигурация по первому варианту осуществления, и такие свойства, как характеристики драпируемости, удовлетворительная прилегаемость и способность к пружинению, а также функциональность, посредством которой жидкость или тому подобное перемещается в поглощающий элемент для «укрытия» в нем, каждое из которых проявляется благодаря конфигурации листа, такие же, как соответствующие свойства первого варианта осуществления.
Пространства 6 внутри куполообразных выступов 3 являются пространственно непрерывными друг относительно друга за счет туннелеобразных пространств 7, в результате чего неоформленные (жидкие) фекалии или тому подобное эффективно «укрываются» в сетке внутренних пространств. Данная функция, которая аналогична соответствующей функции первого варианта осуществления, будет здесь описана подробно.
При выделении неоформленных фекалий или тому подобного они сначала перемещаются по направлению к низу частей 8 в виде канавок на наружной поверхности верхнего листа и остаются там. После этого или одновременно с этим неоформленные фекалии или тому подобное проходят между волокнами верхнего листа и удерживаются в пределах внутренних пространств 6. В данном случае вода из неоформленных фекалий или тому подобного, размещенных во внутренних пространствах 6, постепенно удаляется посредством поглощающего элемента или тому подобного, расположенного под верхним листом, и неоформленные фекалии или тому подобное постепенно высушиваются для достижения состояния, при котором они не образуют обратный поток, в результате чего у носителя поддерживается надлежащее ощущение. Кроме того, в верхнем листе по данному варианту осуществления внутренние пространства 6 куполообразных выступов соединены вместе туннелеобразными пространствами 7. Таким образом, когда, например, большое давление со стороны тела будет приложено к верхнему листу, существует возможность подавления и предотвращения обратного потока к стороне поверхности, контактирующей с кожей, вследствие подавления деформирования посредством гребнеобразных частей и тому подобного. Кроме того, неоформленные фекалии или тому подобное, размещенные в пространствах 6, распространяются в направлении поверхности верхнего листа через туннелеобразные пространства 7, в результате чего подавляется и предотвращается обратный поток к стороне поверхности, контактирующей с кожей. В результате даже в том случае, когда выделяются неоформленные фекалии или высоковязкая жидкость, или полутвердое вещество, содержащееся во влагалищных выделениях, существует возможность поддержания весьма удовлетворительного комфорта при ношении и чистого состояния кожи в течение продолжительного промежутка времени. Принимая во внимание функцию, подобную описанной выше, целесообразно, чтобы расстояние hn (фиг.2) для самой широкой части туннелеобразных пространств 7 внутри гребнеобразных частей предпочтительно находилось в пределах от 0,1 до 5 мм и более предпочтительно составляло от 0,1 мм до 1 мм.
В отличие от первого варианта осуществления, в котором имеются вторые соединительные участки 12, в верхнем листе 30 по третьему варианту осуществления отсутствуют вторые соединительные участки (12), но в соответствующих местах расположены малые выступы 9. Малые выступы 9 не соединяют выступы 3 друг с другом и расположены в частях 8 в виде канавок как выступы, не зависимые от выступов 3. В третьем варианте осуществления малые выступы 9 имеют меньшую высоту, чем соединительные участки 5, предназначенные для образования барьеров, и отношение высоты hr малых выступов 9 к высоте h0 соединительного участка 5, предназначенного для образования барьера (гребнеобразных частей), то есть (hr/h0), предпочтительно находится в пределах от 0,1 до 0,9. В третьем варианте осуществления малые выступы 9 имеют большую высоту, чем нижние части углублений 4 (самые нижние части на стороне, не контактирующей с кожей). Благодаря наличию малых выступов 9 нижние поверхности частей 8 в виде канавок не представляют собой плоские U-образные канавки, но образуют функциональную бугристую (неровную) поверхность, как описано выше. Кроме того, несмотря на то, что со стороны задней поверхности верхнего слоистого листа малые выступы 9 находятся в контакте с нижним слоистым листом 2, они не скреплены посредством тиснения подобно углублениям 4. Таким образом, гребнеобразные части 5 и малые выступы 9, различающиеся по высоте, ширине и состоянию скрепления, расположены между выступами 3 и впадинами 4, расположенными в шахматном порядке, в результате чего создается возможность обеспечения такой функции, как драпируемость, которая не может быть обеспечена посредством образования просто частей в виде канавок посредством линейных сварных швов.
Когда свободные пространства просто образуются внутри выступов, существует вероятность того, что выступы будут сминаться при приложении к ним большого давления. Однако в верхнем листе по данному варианту осуществления выступы 3 соединены тонкими и узкими соединительными участками, предназначенными для образования барьеров (гребнеобразными участками) 5, с образованием конфигурации типа горной цепи, так что существует возможность предотвращения чрезмерной деформации, когда выступы 3 сильно сдавливаются, при одновременном поддержании достаточного пружинения. В результате выступы не сминаются в чрезмерной степени, и существует возможность обеспечения достаточного пружинения. Соединительные участки 5, предназначенные для образования барьеров (гребнеобразные участки), и малые выступы 9 имеются между углублениями 4, образованными посредством соединения или скрепления верхнего слоистого листа и нижнего слоистого листа, и их кривизна меньше кривизны выступов 3, так что они мало подвержены деформированию. Таким образом, существует возможность подавления деформирования поэтапно посредством соответствующих высот гребнеобразных участков 5 и малых выступов 9 в связи с деформированием выступов 3. Таким образом, при приложении небольшого давления верхушечные части выступов 3 и их периферия деформируются в незначительной степени для обеспечения ощущения мягкости, а при приложении большого давления не только выступы 3, но также соединительные участки 5, предназначенные для образования барьеров (гребнеобразные участки), и малые выступы 9 выполняют функцию упругой опоры. В результате даже в том случае, когда к верхнему листу 30 будет приложено давление разного уровня вследствие перемещения и массы носителя, верхний лист функционально «реагирует» на это с образованием соответствующей силы отталкивания, в результате чего обеспечивается ощущение мягкости и плавности для кожи.
Кроме того, выступы 3 не изолированы, а соединены соединительными участками 5, предназначенными для образования барьеров (гребнеобразными участками), так что даже при изгибе листа не происходит легкого деформирования выступов 3 необратимым образом. В результате даже в том случае, когда лист подвергается значительной деформации сдавливания или изгибания вследствие неровностей кожи или энергичных движений, после снятия нагрузки структура, обеспечивающая соединение выступов 3 и гребнеобразных частей 5, восстанавливается, и лист возвращается к исходному мягкому состоянию с достаточной толщиной. Кроме того, вследствие того, что деформация выступов 3 уменьшается до соответствующей высоты, как описано выше, вязкая жидкость или тому подобное, размещенные в пространствах 6, не будут легко выдавливаться, и подавляется обратный их поток по направлению к поверхности контакта с кожей, посредством чего поддерживается состояние сухости и чистоты при ношении. Эффекты, обусловленные взаимодействиями выступов 3, соединительных участков 5, предназначенных для образования барьеров (гребнеобразных участков), и малых выступов 9 по третьему варианту осуществления, могут также действовать аналогичным образом в той мере, в какой выступы 3, первые соединительные участки 11 и вторые соединительные участки в первом варианте осуществления соответствуют соответствующим вышеупомянутым компонентам.
Фиг.13 представляет собой увеличенное сечение основной части профилированного листа в соответствии с еще одним вариантом осуществления (четвертым вариантом осуществления) настоящего изобретения. Сечение основной части, проиллюстрированное на фиг.13, соответствует сечению, проиллюстрированному на фиг.3 в отношении первого варианта осуществления. Оно иллюстрирует первый соединительный участок 11 с его дополнительно увеличенной центральной частью. Тем не менее их конфигурации в сечении отличаются друг от друга тем, как они показаны схематически.
Верхний слоистый лист 1 по четвертому варианту осуществления включает в себя первый слой 1е на стороне поверхности, контактирующей с кожей, и второй слой 1f на стороне поверхности, не контактирующей с кожей. Волокна, образующие первый слой, являются более тонкими, чем волокна, образующие второй слой. Несмотря на то, что конкретный диаметр волокон каждого слоя может быть определен соответствующим образом, тонина (E1d) волокон первого слоя предпочтительно находится в пределах от 1,0 до 4,4 дтекс и более предпочтительно - в пределах от 1,2 до 3,3 дтекс. Отношение тонины (E1d) волокон, используемых в первом слое, к тонине (E2d) волокон, используемых во втором слое, то есть (E1d/E2d), предпочтительно находится в пределах от 10 до 70% и более предпочтительно - в пределах от 20 до 60%.
Тонина (E2d) волокон, образующих второй слой 1f верхнего слоистого листа, предпочтительно находится в пределах от 2,2 до 7,8 дтекс и более предпочтительно - в пределах от 3,3 до 5,6 дтекс. Тонина (E3d) волокон, образующих нижний слоистый лист 2, предпочтительно находится в пределах от 1,0 до 4,4 дтекс и более предпочтительно - в пределах от 1,2 до 3,3 дтекс. Несмотря на то, что отсутствуют какие-либо особые ограничения в отношении отношения тонины (E2d) волокон, образующих второй слой 1f верхнего слоистого листа, к тонине (E3d) волокон, образующих нижний слоистый лист 2, то есть отношения (E2d/E3d), данное отношение предпочтительно находится в пределах от 150% до 800% и более предпочтительно - в пределах от 150% до 500%.
Как и в первом варианте осуществления, описанном выше, в четвертом варианте осуществления верхнему листу 40 придана такая форма, чтобы он имел выступы 3, соединительные участки 5, предназначенные для образования барьеров (первые соединительные участки 11 и вторые соединительные участки 12), и углубления 4. Также существует возможность, как и в третьем варианте осуществления, профилировать лист так, чтобы образовать малые выступы 9 вместо вторых соединительных участков 12.
В данном варианте осуществления выступы 3 имеют скругленную конфигурацию сечения по существу с формой холма. Более точно, боковые части выступов образованы не как вертикальные стенки, ортогональные к нижнему слоистому листу 2, а как поверхности с плавным наклоном, как проиллюстрировано на чертеже. Плечевая часть 3b (см. фиг.3) каждого выступа скруглена. Более точно, несмотря на то, что отсутствуют какие-либо особые ограничения в отношении угла θ наклона края (см. фиг.13), данный угол предпочтительно находится в пределах от 95 до 140 градусов и более предпочтительно - в пределах от 100 до 130 градусов. В настоящем изобретении угол θ наклона края определяют и измеряют как угол, образованный прямой линией (i), полученной посредством разрезания выступа острием бритвы от вершины выступа в направлении, параллельном направлению X, и проходящей от вершины параллельно направлению поверхности листа, и прямой линией (ii), проходящей от боковой части 3с. При образовании скругленного края (плечевой части) таким образом не будет никакого дискомфорта, если поглощающее изделие сместится вследствие движения носителя или тому подобного, что является предпочтительным.
Кроме того, посредством образования боковой части 3с в виде склона (то есть посредством выполнения большого угла θ) можно уменьшить площадь верхушечной части 3а выступа (см. фиг.3). За счет уменьшения подобным образом площади верхушечной части 3а выступа, которая входит в непосредственный контакт с кожей носителя, можно уменьшить площадь контакта с носителем. В результате существует возможность предотвращения входа листа, который содержит поглощенную жидкость, в поверхностный контакт, который бы вызвал ощущение липкости у носителя, и вследствие соответствующего точечного контакта можно обеспечить достаточное пружинение и ощущение сухости на ощупь. Кроме того, когда поглощающее изделие смещается из заданного положения, уменьшается дискомфорт, вызываемый трением верхнего листа, в результате чего получают изделие, отличное с точки зрения осязания и ощущений при ношении.
В четвертом варианте осуществления верхний слоистый лист образован в виде двухслойной структуры, и тонкость каждого листа задана на определенном уровне, так что существует возможность получения заданной конфигурации выступов более стабильным образом. Функция обеспечения данной устойчивости при профилировании выполняется следующим образом: в четвертом варианте осуществления при образовании выступа, содержащего полое пространство, верхний слоистый лист образуется в виде двух слоев, и в листе создается градиент жесткости, так что можно ожидать, что листу будет более легко придаваться заданная конфигурация. Кроме того, при придании выступам 3 определенной формы посредством использования зубчатых колес с созданием всасывающей силы способ, посредством которого поверхность листа удерживается в плотном контакте вследствие данного всасывания, варьируется благодаря градиенту диаметра волокон в листе, так что бугристая конфигурация, получаемая подобным образом, легко стабилизируется до заданной конфигурации.
В четвертом варианте осуществления верхний слоистый лист 1 и нижний слоистый лист 2 могут быть образованы из волокнистого материала одинакового вида или волокнистых материалов разных видов. Предпочтительно, чтобы каждый лист был образован из листового материала, по существу свободного от растягивания и стягивания. В этой связи каждый лист может быть по существу свободным от растягивания и стягивания в направлении MD движения материала в машине и в поперечном направлении CD, или он может растягиваться и стягиваться только в одном направлении из направления MD движения материала в машине и поперечного направления CD. В случае нетканого материала, обладающего растяжимостью только в одном направлении, предпочтительно, чтобы листы были наложены друг на друга таким образом, чтобы направления растягивания/стягивания двух листов совпадали друг с другом. За счет использования подобного листового материала при выполнении профилирования посредством всасывающего зубчатого венца и барабана, как описано ниже, существует возможность выполнения профилирования с заданной конфигурацией стабильным образом и с достаточной воспроизводимостью.
Кроме того, как и в случае четвертого варианта осуществления, посредством выполнения волокон наружного первого слоя 1е верхнего слоистого листа 1, образующего выступы, более тонкими по сравнению с волокнами внутреннего второго листа 1f можно сделать выступы мало подверженными раздавливанию (смятию) и поддерживать надлежащее ощущение при осязании и ощущение пружинения во время ношения. Предполагается, что это может быть обеспечено, поскольку волокна внутреннего второго слоя 1f, образующего выступы, имеют большую толщину, так что, в частности, боковые части выступов не будут легко сплющиваться во время сжатия. Другими словами, второй слой 1f с внутренней стороны выступов служит для обеспечения опоры для выступов 3 в целом подобно стойке (вертикальному столбу), что делает выступы относительно свободными от смятия. С другой стороны, верхушечные части выступов могут быть деформированы под действием соответствующей упругой силы, что обеспечивает возможность достижения высококачественного пружинения, как будто объемный хлопок был размещен на цилиндрической части стенки высокой жесткости. Когда не приложено никакой сжимающей силы, действует восстанавливающая сила, обусловленная большей толщиной волокон второго слоя, и обеспечивается эффективная жесткость слоя за счет синергетического эффекта вместе с функцией обеспечения опоры подобно стойке, и исходная конфигурация легко восстанавливается после сжатия выступов. Таким образом, во время сжатия выступы 3 упруго деформируются при одновременном поддержании заданной высоты и легко восстанавливаются до исходной конфигурации, когда не действует никакой сжимающей силы.
Кроме того, в четвертом варианте осуществления волокна наружного первого слоя 1е верхнего слоистого листа, образующего выступы, являются более тонкими, чем волокна внутреннего второго слоя 1f, в результате чего существует возможность обеспечения очень хорошего функционирования с точки зрения поглощения жидкости или тому подобного. Это будет описано более конкретно. Как разъяснено выше, волокна второго слоя имеют большую толщину, чем волокна первого слоя, так что промежуток между волокнами второго слоя обычно увеличивается в большей степени, чем промежуток между волокнами первого слоя. В результате на стороне второго слоя образуется зона, в которой волокна являются редкими, так что, например, неоформленные фекалии, содержащие большое количество жидкости, всасываются и интенсивно скапливаются. В частности, твердая часть неоформленных фекалий втягивается во внутренние пространства 6 выступов 3 для «укрытия» в них, так что существует возможность уменьшения дискомфорта, вызываемого в том случае, когда неоформленные фекалии входят в непосредственный контакт с кожей носителя.
Кроме того, вокруг мест 4а скрепления углублений волокна первого слоя 1е и второго слоя 1f, образующих верхний слоистый лист 1, сдавливаются, будучи несколько удлиненными. Таким образом, вокруг мест 4а скрепления обеспечивается выполнение функции сильного всасывания жидкости за счет большой капиллярной силы. В результате в случае наличия неоформленных фекалий, содержащих большое количество жидкости, жидкость концентрируется вокруг углублений 4, и данная часть жидкости быстро направляется к поглощающему элементу через нижний слоистый лист 2. В данном примере, как и в четвертом варианте осуществления, подслой (нижележащий слой) 21 расположен между верхним листом 1 и поглощающим элементом (не показанным на фиг.13), в результате чего подача жидкости дополнительно усиливается, что является предпочтительным.
Как указано выше, диаметр волокон внутреннего второго слоя 1f верхнего слоистого листа 1, образующего выступы, является большим, и промежуток между волокнами, как правило, является большим, так что даже в случае полутвердых неоформленных фекалий они эффективно скапливаются в полых пространствах. В данном примере волокна, образующие нижний слоистый лист 2, изготовлены с диаметром, меньшим, чем диаметр волокон второго слоя 1f верхнего слоистого листа, при этом диаметр волокон, образующих нижний слоистый лист 2, будет приблизительно таким же, как, например, диаметр волокон первого слоя 1е. В этом случае не выполняется трехмерное профилирование нижнего слоистого листа 2, так что промежуток между волокнами не увеличивается, и неоформленные фекалии не входят легко в поглощающий элемент через нижний слоистый лист 2. Таким образом, твердая часть неоформленных фекалий будет эффективно улавливаться в пространствах 6, при этом обеспечивается возможность быстрого впитывания только жидкой части в поглощающий элемент. То есть даже в случае неоформленных фекалий, содержащих большое количество жидкости, существует возможность удерживания твердой части в пространствах 6 и предотвращения пачкания поглощающего элемента, ухудшения выполнения функции поглощения и тому подобного в чрезмерной степени. С другой стороны, существует возможность избирательного перемещения только жидкой части в поглощающий элемент, что обеспечивает весьма удовлетворительное ощущение чистоты и сухости при ношении для носителя.
То есть, как указано выше, волокна, образующие верхний лист, являются специфическими для каждого слоя. Промежуток между волокнами второго слоя предпочтительно выполнен большим, чем промежуток между волокнами первого слоя, и более предпочтительно, если промежуток между волокнами первого слоя выполнен большим, чем промежуток между волокнами нижнего слоя, в результате чего существует возможность обеспечения хорошего выполнения функции обработки, в частности, для неоформленных фекалий, содержащих большое количество жидкости. В настоящем изобретении, если не указано иное, «расстояние между волокнами» представляет собой среднее расстояние между волокнами в заданной зоне листа. Расстояние между волокнами рассчитывают исходя из толщины и массы нетканого материала, и структуры волокна составляющего холста, и оно определяется следующей формулой.
[Математическая формула 1]
Среднее расстояние между волокнами =  … Формула (1)
… Формула (1)
В формуле (1) t - толщина [мм] нетканого материала, w - масса [г/м2] нетканого материала, и d - тонина (денье) волокон, образующих волокнистый холст. В настоящем изобретении расстояние между волокнами предпочтительно находится в пределах от 70 до 100 мкм в первом слое для верхнего слоистого листа и в пределах от 120 до 160 мкм во втором слое. Расстояние между волокнами предпочтительно находится в пределах от 70 мкм до 90 мкм в нижнем слоистом слое.
В четвертом варианте осуществления при использовании растяжимого нетканого материала степень растяжения в направлении растяжения предпочтительно находится в пределах от 105 до 200% и более предпочтительно - в пределах от 105 до 120%. В данном случае термин «растяжимость» означает то, что в том случае, когда степень растяжения составляет, например, 105%, растяжение, превышающее относительное удлинение на 5% относительно длины в направлении растягивания материала, приводит к разрыву материала или вызывает остаточную деформацию. Кроме того, выражение «по существу не растяжимый нетканый материал» означает материал, имеющий степень растяжения, составляющую 105% или менее, при этом разрыв материала или остаточная деформация возникает при растяжении материала с относительным удлинением, превышающим 5%. В данном случае, когда материал растягивают или увеличивают в размерах для удвоения его исходной длины, степень растяжения составляет 200%. Кроме того, когда материал растягивают для удвоения его исходной длины, относительное удлинение составляет 100%.
В качестве нетканого материала можно использовать обычный нетканый материал. К примерам нетканого материала относятся различные нетканые материалы, изготовленные способом кардочесания, такие как термоскрепленный нетканый материал, нетканый материал фильерного способа производства, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, полученный воздействием струй жидкости (гидроперепутыванием), и нетканый материал, полученный иглопробиванием. При скреплении верхнего слоистого листа 1 и нижнего слоистого листа 2 вместе посредством термосплавления, как описано ниже, предпочтительно, чтобы нетканый материал содержал термоплавкие волокна. В качестве термоплавких (термоскрепляемых) волокон предпочтительно использовать волокна со структурой с оболочкой/ядром, такие как полиэтилентерефталат/полиэтилен (ПЭТФ/ПЭ) или полипропилен/полиэтилен (ПП/ПЭ). Кроме того, предпочтительно выполнить обработку нетканого материала для придания гидрофильности посредством использования поверхностно-активного вещества или тому подобного. Из волокон, образующих верхний слоистый лист 1 и нижний слоистый лист 2, предпочтительной комбинацией является комбинация из волокон из полиэтилентерефталата/полиэтилена (ПЭТФ/ПЭ).
Предпочтительно, чтобы в верхнем слоистом листе 1 верхнего листа 40 по четвертому варианту осуществления поверхностная плотность наружного первого слоя 1е была меньше или равна поверхностной плотности внутреннего второго слоя 1f. Что касается толщины, то предпочтительно, чтобы толщина первого слоя была меньше или равна толщине второго слоя. Кроме того, предпочтительно, чтобы поверхностная плотность верхнего слоистого листа 1 была больше или равна поверхностной плотности нижнего слоистого листа 2. Что касается толщины, то предпочтительно, чтобы толщина верхнего слоистого листа 1 была больше или равна толщине нижнего слоистого листа 2. Что касается тонины волокон, образующих верхний слоистый лист 1 и нижний слоистый лист 2, то предпочтительно, чтобы волокна, образующий второй слой 1f верхнего слоистого листа 1, имели большую толщину по сравнению с толщиной волокон, образующих нижний слоистый лист 2, или такую же толщину, как толщина волокон, образующих нижний слоистый лист 2.
В верхнем листе 40 по четвертому варианту осуществления подслой 21 расположен в его нижней части (см. фиг.13). Предпочтительно, чтобы верхний лист 40 и подслой 21 были скреплены вместе, например, с промежутками, так что будет невозможной ситуация, при которой какая-либо жидкость будет оставаться в верхнем листе. Для того чтобы поглощающий элемент мог легко всасывать жидкость, когда поглощающий элемент расположен под подслоем 21, предпочтительно, чтобы скрепление осуществлялось, например, посредством редкого скрепления на всей поверхности. Подслой 21, который расположен под верхним листом 40, приспособлен для «буферизации» напряжений, обусловленных любым давлением, приложенным со стороны, обращенной к коже (стороны верхнего листа). В результате выступы 3 верхнего листа с трехмерной формой будут выполнены менее подверженными смятию, что обеспечивает возможность достижения дополнительного улучшения с точки зрения ощущения при осязании и ощущения пружинения.
Кроме того, в четвертом варианте осуществления благодаря наличию подслоя 21 можно улучшить поглощение и распространение жидкости, перемещаемой из верхнего листа 40. Более точно, данный слой эффективен для обеспечения быстрого всасывания жидкости при одновременном подавлении распространения жидкости в поверхностном материале и ускорении распространения жидкости в поглощающем элементе. В данном варианте осуществления подслой 21 включает в себя два слоя, то есть верхний слой 21е подслоя и нижний слой 21f подслоя. Волокна, образующие верхний слой 21е подслоя 21, имеют большую толщину, чем волокна, образующие нижний слой 21f верхнего листа, который должен быть размещен на нем. В результате, когда после концентрирования жидкости в углублениях 4 верхнего слоя и всасывания ее к стороне нижнего слоистого листа 2 жидкость должна быть перемещена дальше в подслой 21, можно обеспечить распространение жидкости в направлении поверхности подслоя. Это обусловлено функциональной характеристикой, заключающейся в том, что волокна, образующие верхний слой 21е подслоя, имеют большую толщину, чем волокна, образующие нижний слой 21f, так что плотность верхнего слоя 21е подслоя будет по-прежнему ниже, что обеспечивает увеличение силы распространения относительно силы всасывания жидкости. Таким образом, когда жидкость в дальнейшем всасывается в нижний слой 21f подслоя и поглощающий элемент, не происходит никакого насыщения жидкостью, неравномерно распределенной локально, и жидкость может поглощаться и удерживаться при одновременном ее растекании в направлении поверхности. В результате увеличиваются количество удерживаемой жидкости и скорость поглощения (всасывания) в поглощающее изделие в целом.
В качестве материала подслоя 21 предпочтительно использовать нетканый материал (к примерам которого относятся нетканые материалы, изготовленные из волокон, образованных из термопластичной смолы, такие как полиолефиновые, подобные полиэтиленовым или пропиленовыми, полиэфирные и полиамидные, и двухкомпонентные волокна, образованные из двух или более из данных смол), целлюлозы или волокнистой целлюлозы, уложенной в виде листа.
В четвертом варианте осуществления волокна нижнего слоя 21f подслоя являются более тонкими, чем волокна верхнего слоя 21е подслоя. В результате обеспечивается более высокая плотность нижнего слоя 21f подслоя по сравнению с плотностью верхнего слоя 21е подслоя, и жидкость, однажды распределенная в верхнем слое 21е подслоя, быстро всасывается в нижний слой 21f подслоя. Таким образом, жидкость, принятая верхним слоистым листом 1 верхнего слоя, сначала концентрируется в углублениях 4, и, когда это происходит, жидкость всасывается в нижний слоистый лист 2 через периферию поверхности 4а скрепления. Кроме того, жидкость перемещается в нижний слой 21f подслоя при одновременном распространении в верхнем слое 21е подслоя. В результате жидкость может быть быстро направлена в весь поглощающий элемент, расположенный под подслоем. Таким образом, в данном варианте осуществления вследствие отличающегося «взаимодействия» функциональных характеристик отдельных слоев верхнего листа и/или отдельных слоев подслоя существует возможность быстрого перемещения жидкости к стороне поглощающего элемента без обеспечения возможности того, что она будет оставаться на стороне контактирующей с кожей поверхности верхнего листа.
Тонина (E4d) волокон, образующих верхний слой 21е подслоя, предпочтительно находится в пределах от 3,3 до 15 дтекс и более предпочтительно - в пределах от 5,6 до 10 дтекс. Несмотря на то, что отсутствуют какие-либо особые ограничения, относящиеся к отношению тонины (E3d) волокон, образующих нижний слоистый лист 2, к тонине (E4d) волокон, образующих верхний слой 21е подслоя, то есть (E3d/E4d), данное отношение предпочтительно находится в пределах от 0,15 до 0,8 и более предпочтительно - в пределах от 0,2 до 0,5. Тонина (E4d) волокон, образующих нижний слой 21f подслоя, предпочтительно находится в пределах от 2,0 до 5,6 дтекс и более предпочтительно - в пределах от 2,2 до 4,4 дтекс. Несмотря на то, что отсутствуют какие-либо особые ограничения, относящиеся к отношению тонины (E4d) волокон, образующих верхний слой 21е подслоя, к тонине (E5d) волокон, образующих нижний слой 21f подслоя, то есть (E4d/E5d), данное отношение предпочтительно находится в пределах от 1,5 до 8 и более предпочтительно - в пределах от 2 до 5,5.
Отсутствуют какие-либо особые ограничения, относящиеся к способу, посредством которого верхний лист 21е подслоя и нижний лист 21f подслоя соединяются друг с другом посредством ламинирования и интегрируются в одно целое. Например, соединение в одно целое может быть осуществлено посредством обработки горячим воздухом после укладки верхнего слоя и нижнего слоя друг на друга. Граница между верхним слоем 21е подслоя и нижним слоем 21f подслоя не является четко выраженной, и она может представлять собой наклонную поверхность сопряжения.
Фиг.14 представляет собой выполненный с частичным вырывом, схематический вид в перспективе подгузника одноразового использования, для которого применен верхний лист 10 по первому варианту осуществления. Подгузник, проиллюстрированный на чертеже, представляет собой подгузник одноразового использования с лентой, предназначенный для младенцев. Подгузник, видимый с внутренней стороны (стороны поверхности контакта с кожей), развернут в плоскости и согнут в некоторой степени. Не вызывает никаких сомнений, что вместо верхнего листа 10 (первого варианта осуществления) можно использовать верхний лист 20, 30 или 40 (второй, третий или четвертый вариант осуществления) для подгузника 100 одноразового использования по данному варианту осуществления.
Подгузник 100 одноразового использования по данному варианту осуществления имеет проницаемый для жидкостей, верхний лист 10, расположенный со стороны поверхности, контактирующей с кожей, не проницаемый для жидкостей, задний лист 75, расположенный со стороны поверхности, не контактирующей с кожей, и поглощающий элемент 73, предусмотренный между двумя вышеуказанными листами. Предпочтительно, чтобы верхний лист был расположен в той части, где происходит выделение жидкости или тому подобных веществ, которые представляют собой мочу, или фекалии, или менструальную кровь, или тому подобное в случае гигиенических изделий, то есть, по меньшей мере, рядом с принимающей выделения частью поглощающего изделия.
В данном варианте осуществления подслой 21 предусмотрен между верхним листом 10 и поглощающим элементом 73. Задний лист 75 находится в развернутом состоянии, при этом его оба боковых края стянуты в центральной части в продольном направлении с образованием конфигурации, по существу подобной форме песочных часов, и он может иметь один лист или множество листов. В данном варианте осуществления задний лист 75 снабжен сборками 72 для предотвращения утечки в боковом направлении, в результате чего существует возможность эффективного предотвращения утечки жидкости или тому подобного в боковом направлении в месте соединения бедер младенца вследствие перемещения или тому подобного. В подгузнике по данному варианту осуществления можно дополнительно предусмотреть функциональную конструктивную часть, листовой материал или тому подобное. На заднем листе 75 расположены верхний лист 10 и поглощающий элемент 73, при этом верхняя сторона поглощающего элемента 73 обернута верхним листом 10.
Подгузник по данному проиллюстрированному варианту осуществления представляет собой подгузник с лентой, и скрепляющая лента 76 предусмотрена в клапанной части с задней стороны r. Лента 76 прикреплена к части для крепления ленты (непоказанной), предусмотренной на клапанной части со стороны f живота, в результате чего существует возможность скрепления и фиксации подгузника в заданном положении. В данном случае центральная часть подгузника плавно изогнута внутрь, при этом поглощающий элемент 73 простирается от бедренной части к нижней части живота младенца, посредством чего выделенное вещество может надлежащим образом поглощаться и удерживаться поглощающим элементом 73.
Профилированный лист по настоящему изобретению применим для разных случаев использования.
В предпочтительном варианте его осуществления профилированный лист по настоящему изобретению может целесообразно использоваться в качестве верхнего листа поглощающего изделия или тому подобного, обладающего высокой поглощающей/удерживающей способностью в отношении жидкости или тому подобного. В частности, в соответствии с профилированным листом по настоящему изобретению можно обеспечить подавление или предотвращение растекания выделенной мочи, неоформленных фекалий или тому подобного по поверхности, вызывающего утечку. Кроме того, при использовании профилированного листа по настоящему изобретению существует возможность подавления обратного потока выделенных веществ, таких как фекалии, моча, пот или тому подобного, с прилипанием их к коже, в результате чего обеспечивается защита кожи носителя от сыпи или тому подобного (раздражения кожи, высыпаний на коже или воспаления кожи).
Кроме того, в предпочтительном варианте его осуществления профилированный лист по настоящему изобретению имеет следующие отличные характеристики: обладает, наряду с вышеупомянутыми функциональными характеристиками, гибкостью и пружинением; является мягким на ощупь; обладает драпируемостью и предпочтительно поддерживает удовлетворительное ощущение при осязании его в течение длительного промежутка времени.
Кроме того, в предпочтительном варианте его осуществления профилированный лист по настоящему изобретению обладает свойством достаточной проницаемости, в частности, для высоковязкой жидкости. Кроме того, при использовании профилированного листа по настоящему изобретению не происходит легкого возникновения обратного потока жидкости даже в том случае, когда верхний лист сдавливается под действием давления тела, приложенного к нему. Кроме того, профилированный лист по настоящему изобретению обладает такими отличными свойствами, что даже в случае сдавливания лист легко восстанавливает свою толщину и даже после прикрепления ощущение мягкости и сухости на ощупь предпочтительно поддерживается в течение длительного промежутка времени, что позволяет получить лист с высокой воздухопроницаемостью в направлении, параллельном поверхности листа.
Настоящее изобретение будет описано более подробно на основе нижеприведенных примеров, но изобретение не следует рассматривать как ограниченное данными примерами.
[Примеры]
{Пример 1, Сравнительный пример 1}
1. Подготовка испытываемого образца подгузника
(Пример 1)
В качестве нетканого материала, образующего верхний слоистый лист, был использован полученный пропусканием воздуха насквозь, нетканый материал с плотностью 18 г/м2, образованный посредством наложением друг на друга двухкомпонентных волокон с оболочкой и ядром, имеющих следующие размеры и плотность: 2,2 дтекс × 51 мм и 6 г/м2, и двухкомпонентных волокон с оболочкой и ядром, имеющих следующие размеры и плотность: 4,4 дтекс × 51 мм и 12 г/м2, при этом в каждом из данных волокон ядро состояло из полиэтилентерефталата и оболочка состояла из полиэтилена. Верхний слой был изогнут в направлении MD движения материала в машине посредством профилирования, и его плотность была увеличена так, чтобы после профилирования она стала равной 22 г/м2 (скорость, с которой разматывали верхний слой, была увеличена приблизительно на 20% по сравнению со скоростью, с которой разматывали нижний слоистый лист). В качестве нетканого материала, образующего нижний слоистый лист, был использован полученный пропусканием воздуха насквозь, нетканый материал с плотностью 18 г/м2, образованный двухкомпонентными волокнами с оболочкой и ядром, имеющими размеры 2,2 дтекс × 51 мм, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена. Посредством использования данных листов был подготовлен верхний лист (испытываемый материал 1) в соответствии с первым вариантом осуществления посредством использования устройства, проиллюстрированного на фиг.6-1. Полученный таким образом верхний лист (испытываемый материал 1) имел отличающуюся конфигурацию листа, подобную проиллюстрированной на фиг.1-4. Высота ht выступов составляла приблизительно от 1,7 до 2,1 мм, и высота h0 соединительных участков, предназначенных для образования барьеров, составляла приблизительно от 0,6 до 1,0 мм. Заданная часть листа испытываемого материала 1 была сфотографирована в увеличенном состоянии (со 150-кратным увеличением) посредством оптического микроскопа (Digital HF Microscope VH-8000 (торговое наименование), изготавливаемого компанией Keyence Corporation). Отношение плотности волокон выступов к плотности волокон соединительных участков, предназначенных для образования барьеров, то есть (Dt/D0), для испытываемого материала 1, полученное посредством данного изображения микроскопа, составляло приблизительно 0,5.
Был подготовлен поглощающий элемент 1, который имел: поглощающую сердцевину с размерами 100×150 мм, обернутую тонким материалом (образованную из целлюлозы в количестве 200 г/м2 и поглощающего полимера в количестве 280 г/м2); подслой на поглощающей сердцевине (полученный пропусканием струй воздуха насквозь, нетканый материал с плотностью 40 г/м2) и верхний лист (испытываемый материал 1) на нем. Полученный таким образом, поглощающий элемент 1 с размерами 100×150 мм был размещен на влагопроницаемом листе, имеющем наружный слоистый лист с размерами 100×330 мм (композиционном листе из нетканого материала и влагопроницаемого листа), в результате чего был подготовлен испытываемый образец 1 подгузника. Для того чтобы в испытываемом образце 1 подгузника не происходило утечки целлюлозы и поглощающего полимера поглощающего элемента и залитой искусственной мочи, поверхность поглощающего элемента 1 на периферии поглощающего элемента 1 была герметично закрыта наружным слоистым листом так, чтобы закрыть [перекрыть] его приблизительно на 10 мм.
(Сравнительный пример 1)
Был использован полученный пропусканием воздуха насквозь, нетканый материал, образованный посредством наложения друг на друга: волокнистого холста, образующего верхний слоистый лист, с поверхностной плотностью 10 г/м2 из двухкомпонентных волокон с оболочкой и ядром с размерами 2,0 дтекс × 51 мм, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена, и волокнистого холста, образующего нижний слоистый лист, с плотностью 15 г/м2 из смеси двухкомпонентных волокон с оболочкой и ядром, имеющих размеры 5,6 дтекс × 51 мм, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена, и двухкомпонентных волокон с оболочкой и ядром, имеющих размеры 5,6 дтекс × 51 мм, ядро которых состояло из полипропилена и оболочка которых состояла из полиэтилена, при этом указанная смесь содержала два вида двухкомпонентных волокон в равных количествах. Данные листы были наложены друг на друга и скреплены вместе, в результате чего был получен верхний лист (испытываемый материал с1) для сравнения. Толщина верхнего листа (испытываемого материала с1) составляла приблизительно 1 мм.
Был подготовлен поглощающий пример с1, имеющий такую же структуру, как пример 1, за исключением того, что вместо верхнего листа (испытываемого материала 1) был использован верхний лист (испытываемый материал с1).
Полученный таким образом, поглощающий материал с1 с размерами 100×150 мм был размещен на влагопроницаемом листе наружного слоистого листа (композиционного листа из нетканого материала и влагопроницаемого листа) с размерами 100×330 мм, в результате чего был подготовлен испытываемый образец с1 подгузника.
Как и в примере 1, также в испытываемом примере с1 подгузника периферийная поверхность поглощающего элемента с1 была покрыта наружным слоистым листом приблизительно на 10 мм с тем, чтобы не происходило утечки поглощающего элемента целлюлозы, поглощающего полимера и залитой искусственной мочи.
2. Испытание накладки для определения влажности кожи на предплечье взрослого человека
Посредством использования испытываемого образца 1 подгузника по примеру 1 и испытываемого образца с1 подгузника по сравнительному примеру 1, полученных указанным образом, в виде накладок было проведено типовое испытание с помощью нижеприведенных методик (1)-(3) для оценки степени влажности кожи (увлажнения кожи) на предплечье взрослого человека после наложения накладки.
(1) 20 мл искусственной мочи, поддерживаемой при температуре 40ºС, заливали на каждый из испытываемых образцов 1 и с1 подгузника, имеющих форму накладок.
(2) Накладка из испытываемого образца с1 подгузника по сравнительному примеру 1 была намотана вокруг одной руки, и накладка из испытываемого образца 1 подгузника по примеру 1 была намотана вокруг другой руки. В этом случае накладки были намотаны так, чтобы совместить ту часть накладки испытываемого образца 1 или с1 подгузника, в которой было выполнено вливание, с измеряемым участком предплечья, при этом концевые части накладок были зафиксированы в заданном положении лентой. Кроме того, липкая лента была прикреплены к периферии накладки с тем, чтобы не происходило образования зазора между накладкой и рукой.
(3) По истечении 3 часов накладка была удалена, и влажность кожи на измеряемом участке была измерена сразу же после этого посредством использования прибора Corneometer MPA5 (торговое наименование; изготавливается компанией C+K GmbH).
(Результаты)
Степень влажности кожи на измеряемом участке перед наматыванием накладки из испытываемого образца подгузника составляла 30. В случае испытываемого образца с1 подгузника по сравнительному примеру 1 степень влажности кожи после наложения накладки составляла 82,4, что означает увеличение степени влажности кожи на 52,4. С другой стороны, в случае испытываемого образца 1 подгузника по примеру 1 степень влажности кожи после наложения накладки составляла 68,5, что означает увеличение степени влажности кожи на 38,5. Вышеупомянутые значения представляли собой средние значения, полученные для семи субъектов, что также справедливо для нижеизложенного.
Как известно, когда вышеупомянутое значение превысит 75, создается ощущение влажной кожи, в то время как в том случае, когда значение составляет 75 или менее, создается ощущение сухости. Таким образом, установлено, что при использовании накладки из испытываемого образца 1 подгузника по примеру 1 не было ощущения влажности, а было ощущение сухой кожи.
3. Оценка уменьшения сплющивания структуры кожи во время набухания кожи посредством косвенного метода (метода отпечатка)
Для поверхности кожи после испытания с накладкой был получен отпечаток кожи посредством использования силиконового вещества для получения оттиска кожи (торговое наименование: ABS-01 Sky Blue; изготавливается компанией Asahibiomed Co., Ltd.), и была измерена шероховатость Ra поверхности посредством использования прибора для анализа (Skin Visiometer SV500, (торговое наименование), изготавливается компанией C+K GmbH).
(Результаты)
На отпечатке кожи, полученном посредством использования накладки из испытываемого образца с1 подгузника по сравнительному примеру 1, шероховатость поверхности составляла 0,008 мкм, в то время как на отпечатке кожи, полученном посредством использования накладки из испытываемого образца 1 подгузника по примеру 1, шероховатость поверхности была довольно значительной и составляла 0,011 мкм, что указывает на уменьшение сплющивания структуры кожи.
Известно, что структура кожи разглаживается при набухании кожи за счет влаги. Исходя из этого установлено, что при использовании накладки из испытываемого образца 1 подгузника по примеру 1 кожа была менее подвержена набуханию по сравнению с накладкой из испытываемого образца с1 подгузника по сравнительному примеру 1.
4. Оценка толщины рогового слоя во время набухания кожи
Толщина рогового слоя кожи после испытания накладки была измерена посредством низкокогерентной оптической интерферометрии (оптической когерентной томографии) (торговое наименование: Skin Dex 300; изготавливается компанией ISIS).
(Результаты)
Толщина рогового слоя кожи перед наматыванием накладки из испытываемого образца подгузника составляла 13,7 мкм. Толщина рогового слоя кожи при наматывании накладки из испытываемого образца с1 подгузника по сравнительному примеру 1 составляла 19,2 мкм, что означает увеличение толщины на 9,4 мкм. С другой стороны, толщина рогового слоя кожи при наматывании накладки из испытываемого образца 1 подгузника по примеру 1 составляла 23,1 мкм, что означает увеличение толщины на 5,5 мкм. Исходя из этого можно установить, что при использовании накладки из испытываемого образца 1 подгузника по примеру 1 было уменьшено увеличение толщины рогового слоя кожи, обусловленное набуханием кожи.
Как известно, при увеличении толщины рогового слоя кожи, обусловленном набуханием кожи, ослабляется барьерная функция кожи, препятствующая проникновению внешнего инородного вещества. Можно видеть, что при использовании накладки из испытываемого образца 1 подгузника по примеру 1 барьерная функция кожи меньше ослабляется, чем при использовании накладки из испытываемого образца с1 подгузника по сравнительному примеру 1.
5. Групповое испытание
Испытываемый образец 1 подгузника по примеру 1 был применен для младенцев, и оценочное испытание было проведено для группы из 14 членов (матерей с детьми, пользующимися подгузниками одноразового использования). Мнение большинства было использовано в качестве результатов экспертной оценки для оценки испытываемого образца 1 в сравнении с промышленно изготавливаемыми и имеющимися на рынке изделиями, которыми они пользуются в настоящее время.
(1) Ощущение при ощупывании (рукой) контактирующей с кожей поверхности испытываемого образца 1 было схоже с ощущением при ощупывании ткани (материала), и она была гладкой и создавала для кожи ощущение, подобное хлопку. С точки зрения внешнего вида она казалась обладающей высокой поглощающей способностью и свободной от обратного потока воды.
(2) После мочеиспускания касались ладонью непосредственно участка поверхности подгузника для проверки создаваемого им ощущения. Результат состоял в том, что при использовании испытываемого образца 1 ощущение сухости было более выраженным по сравнению с промышленно изготавливаемыми и имеющимися на рынке изделиями, при этом меньше влаги прилипало к руке. Кроме того, не оставалось никакой влаги на коже ягодиц младенца, и была уменьшена липкость, обусловленная мочой, неоформленными фекалиями или тому подобным.
(3) При использовании испытываемого образца 1 подгузника количество фекалий, прилипших к ягодицам младенца, было меньше, чем в случае промышленно изготавливаемых и имеющихся на рынке изделий. Напротив, фекалии прилипали к контактирующей с кожей поверхности подгузника. Кроме того, фекалии, прилипшие подобным образом, не растекались вследствие поглощения воды испытываемым образцом 1 подгузника, а оставались в состоянии затвердевшего осадка из выделенного вещества. В результате фекалии, прилипшие к ягодицам младенца, можно было легко вытереть.
{Пример 2, сравнительный пример 2}
(Пример 2-1)
В качестве нетканого материала, образующего верхний слоистый лист, был использован полученный пропусканием воздуха насквозь, нетканый материал с плотностью 18 г/м2, образованный посредством наложения друг на друга двухкомпонентных волокон с оболочкой и ядром, имеющих следующие размеры и плотность: 2,2 дтекс × 51 мм и 6 г/м2, и двухкомпонентных волокон с оболочкой и ядром, имеющих следующие размеры и плотность: 4,4 дтекс × 51 мм и 12 г/м2, при этом в каждом из данных волокон ядро состояло из полиэтилентерефталата и оболочка состояла из полиэтилена. Верхний слой был изогнут в направлении MD движения материала в машине посредством профилирования, и его плотность была увеличена так, чтобы после профилирования она стала равной 22 г/м2 (скорость, с которой разматывали верхний слой, была увеличена приблизительно на 20% по сравнению со скоростью, с которой разматывали нижний слоистый лист). В качестве нетканого материала, образующего нижний слоистый лист, был использован полученный пропусканием воздуха насквозь, нетканый материал с плотностью 18 г/м2, образованный двухкомпонентными волокнами с оболочкой и ядром, имеющими размеры 2,2 дтекс × 51 мм, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена. Посредством использования данных листов был подготовлен верхний лист (испытываемый материал 2-1) в соответствии с третьим вариантом осуществления посредством использования устройства, подобного проиллюстрированному на фиг.6-1, при этом первый барабан и второй барабан имели схему зацепления зубьев, подобную проиллюстрированной на фиг.6-3 (расстояние 94: 3,2 мм; расстояние 97: 1 мм; расстояние 98: 2 мм; длина 99: 0,8 мм, ширина 100: 1 мм и длина 101: 0,8 мм). Полученный таким образом верхний лист (испытываемый материал 2-1) имел отличающуюся конфигурацию листа, подобную проиллюстрированной на фиг.11 и 12. Высота ht выступов составляла приблизительно от 1,7 до 2,1 мм, и высота h0 гребнеобразных участков составляла приблизительно от 0,6 до 1,0 мм. Фиг.15 представляет собой карту анализа конфигурации поверхности в форме вида в перспективе, полученного посредством измерения и визуализации конфигурации поверхности со стороны верхнего слоистого листа данного верхнего листа (испытываемого материала 2-1) посредством микроскопа для профилометрии поверхности (VHX-900 (торговое наименование), изготавливается компанией Keyence). На фигуре символ “t” обозначает выступы, символ “b” обозначает углубления, символ “o” обозначает гребнеобразные участки (соединительные участки, предназначенные для образования барьеров), и символ “s” обозначает малые выступы. Размерная единица, показанная как “um” на фигуре, означает «мкм».
(Пример 2-2)
В качестве нетканого материала, образующего верхний слоистый лист и нижний слоистый лист, был использован полученный пропусканием воздуха насквозь, нетканый материал с поверхностной плотностью 18 г/м2, образованный из двухкомпонентных волокон с оболочкой и ядром, имеющих следующие размеры 2,2 дтекс × 51 мм, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена. Верхний слой был изогнут в направлении MD движения материала в машине посредством профилирования, и его плотность была увеличена так, чтобы после профилирования она стала равной 22 г/м2 (скорость, с которой разматывали верхний слой, была увеличена приблизительно на 20% по сравнению со скоростью, с которой разматывали нижний слоистый лист). Из данных листов был подготовлен верхний лист в соответствии с третьим вариантом осуществления (испытываемый материал 2-2) посредством использования устройства, подобного проиллюстрированному на фиг.6-1, при этом первый барабан и второй барабан имели схему зацепления зубьев, подобную проиллюстрированной на фиг.6-3 (расстояние 94: 3,2 мм; расстояние 97: 1 мм; расстояние 98: 2 мм; длина 99: 0,8 мм, ширина 100: 1 мм и длина 101: 0,8 мм). Полученный таким образом верхний лист (испытываемый материал 2-2) имел отличающуюся конфигурацию листа, подобную проиллюстрированной на фиг.11 и 12. Высота ht выступов составляла приблизительно от 1,3 до 1,7 мм, и высота h0 гребнеобразных участков составляла приблизительно от 0,4 до 0,7 мм.
(Сравнительный пример 2-1)
Был использован полученный пропусканием воздуха насквозь, нетканый материал, образованный посредством наложения друг на друга: волокнистого холста, образующего верхний слоистый лист, с плотностью 16 г/м2 из двухкомпонентных волокон с оболочкой и ядром с размерами 7,7 дтекс × 51 мм, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена, и волокнистого холста, образующего нижний слоистый лист, с плотностью 24 г/м2 из двухкомпонентных волокон с оболочкой и ядром, имеющих размеры 3,3 дтекс × 51 мм, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена. Данные листы были наложены друг на друга и скреплены вместе, в результате чего был получен верхний лист (испытываемый материал с2-1) для сравнения. Толщина верхнего листа (испытываемого материала с2-1) составляла приблизительно 1 мм.
(Сравнительный пример 2-2)
Верхний лист (испытываемый материал с2-2) был получен посредством наложения друг на друга и ультразвуковой сварки вместе двух листов из полученного пропусканием воздуха насквозь, нетканого материала с плотностью 20 г/м2 в качестве нетканых материалов, образующих верхний слоистый лист и нижний слоистый лист, при этом каждый нетканый материал был образован из двухкомпонентных волокон с оболочкой и ядром с размерами 2,2 дтекс × 51 мм, ядро которых было образовано из полиэтилентерефталата и оболочка которых была образована из полиэтилена. Толщина верхнего листа (испытываемого материала с2-2) составляла приблизительно 1 мм.
{Испытание для определения возврата жидкости в поверхностный слой}
Каждый из верхних листов (испытываемых материалов), массы которых были измерены, был размещен на поглощающем материале (ламинате, образованном из вспушенной измельченной целлюлозы и полимера с высокой поглощающей способностью, при этом плотность целлюлозы и полимера составляла соответственно 257 г/м2). Затем 80 г искусственной мочи заливали в центральной части верхнего листа посредством использования дозирующего насоса. После заливки верхний лист оставляли в данном состоянии в течение 10 минут. После этого измеряли массу верхнего листа и массу перед оценкой вычитали из нее. Полученная таким образом величина рассматривалась как количество жидкости, остающейся в поверхностном слое нетканого материала. В том случае, когда остающееся количество жидкости составляет 300 мг или менее, удовлетворяется необходимое условие с точки зрения практического использования, и, кроме того, при значении 150 мг или менее необходимое условие с точки зрения практического использования может удовлетворяться в большей степени.
{Испытание для определения воздухопроницаемости в боковом направлении}
Каждый из верхних листов (испытываемых материалов) был измерен следующим образом для определения объема воздуха, проходящего в направлении, параллельном поверхности листа, под давлением 35 г/м2.
Сначала толщина Th1 верхнего листа при приложении к нему нагрузки, составляющей 35 г/м2, была измерена посредством использования машины для испытаний на сжатие в соответствии с KES (KES - Kawabata Evaluation System - система Kawabata для оценки механических свойств тканей) (KES FB-3 AUTO-A (торговое наименование) с круглой контактной частью (с площадью: 2 см2), изготавливается компанией KATO TECH Co., Ltd.).
Верхний лист, толщина которого была измерена, удерживали между квадратной первой акриловой пластиной, имеющей в центре квадратное отверстие, одна сторона которого составляла 10 мм (размеры: 50 мм × 50 мм × 3 мм), и второй акриловой пластиной, которая была такой же, как первая акриловая пластина, за исключением того, что она не имела никакого отверстия, при этом поверхность верхнего листа, направленная к коже носителя, находилась со стороны первой акриловой пластины. Данный комплект был установлен под прокладкой испытательного прибора Gurley (тип В), как определено в “Gurley tester method” согласно JIS Р 8117 (JIS - Японский промышленный стандарт), при этом сторона первой акриловой пластины была обращена вверх, и сжатие выполняли до тех пор, пока толщина верхнего листа не уменьшилась до Th1.
Затем воздух вводили через отверстие в центральную часть верхнего листа, удерживаемого с толщиной Th1, и был измерен промежуток времени, необходимый для ввода 300 мл воздуха.
После этого рассчитывали количество введенного воздуха (см3) на единицу площади (1 см2) отверстия за одну секунду. Результат данного испытания для определения воздухопроницаемости в боковом направлении показывает легкость, с которой воздух проходит по верхнему листу, то есть ту степень, в которой верхний лист свободен от того, чтобы стать запотевшим от пара. Когда воздухопроницаемость в боковом направлении характеризуется величиной 30 см3/с или более, необходимое условие с точки зрения практического использования может быть удовлетворено на более высоком уровне.
{Толщина в соответствии с системой Kawabata для оценки механических свойств тканей (KES)}
Каждый из верхних листов (испытываемых материалов) был измерен для определения толщины под нагрузкой 0,5 г/см2 и нагрузкой 50 г/см2, приложенной к нему (толщину образца получали посредством сложения толщины нижнего слоистого листа с высотой ht выступов) посредством использования машины для испытаний на сжатие в соответствии с KES (KES FB-3 AUTO-A (торговое наименование) с круглой контактной частью (с площадью: 2 см2), изготавливается компанией KATO TECH Co., Ltd.). Чем больше значение данной толщины, тем более удовлетворительное пружинение поддерживается при реальном ношении подгузника. Более точно, необходимое условие с точки зрения практического использования может быть удовлетворено, когда толщина в соответствии с KES составляет 1,2 или более под нагрузкой 0,5 г/см2, когда толщина в соответствии с KES составляет 0,8 или более под нагрузкой 20 г/см2 и когда толщина в соответствии с KES составляет 0,5 или более под нагрузкой 50 г/см2.
{Испытание для определения твердости при сжатии в соответствии с системой Kawabata для оценки механических свойств тканей (KES)}
Каждый из верхних листов (испытываемых материалов) был измерен для определения твердости при сжатии под нагрузкой 50 г/см2.
Измерение для определения характеристики сжатия было выполнено на верхнем листе посредством сдавливания его до достижения нагрузки до 50 г/см2 посредством использования машины для испытаний на сжатие в соответствии с KES (KES FB-3 AUTO-A (торговое наименование) с круглой контактной частью (с площадью: 2 см2), изготавливается компанией KATO TECH Co., Ltd.). В вышеуказанном испытании для определения твердости при сжатии (KES) величина LC характеризует сжимаемость под действием небольшого усилия. Когда она составляет 0,75 или менее, необходимое условие с точки зрения практического использования может быть удовлетворено. Величина WC характеризует мягкость. Когда она составляет 0,5 грамм-сила·см/см2 или более, необходимое условие с точки зрения практического использования удовлетворяется. Когда она составляет 1 грамм-сила·см/см2 или более, необходимое условие с точки зрения практического использования может быть удовлетворено в большей степени. Величина RC характеризует способность к восстановлению после сжатия. Когда она составляет 30% или более, необходимое условие с точки зрения практического использования может быть удовлетворено в большей степени.
{Испытание для определения драпируемости, способности B' к изгибанию в соответствии с системой Kawabata для оценки механических свойств тканей (KES)}
Каждый из верхних листов (испытываемых материалов) был измерен для определения изгибающего момента, когда ему была придана фиксированная кривизна (± 2,5 см-1).
Из верхнего листа был вырезан кусок с размерами 20 см × 10 см (размер в направлении MD движения материала в машине × размер в поперечном направлении CD) для получения образца. Было выполнено измерение для определения изгибающего момента при придании фиксированной кривизны (± 2,5 см-1) полученному таким образом образцу в направлении MD движения материала в машине и в поперечном направлении CD посредством прибора для испытаний на изгиб в соответствии с KES (KES FB-2 AUTO-A (торговое наименование), изготавливается компанией KATO TECH Co., Ltd.). Величина изгибающего момента при кривизне, составляющей ±2,5 см-1, обозначена “B'”.
В вышеописанном испытании для определения драпируемости и способности B' к изгибанию в соответствии с KES, чем меньше величина B', тем легче согнуть лист. Когда величина составляет 0,35 грамм-сила·см/см2 или менее в одном направлении (направлении MD движения материала в машине), необходимое условие с точки зрения практического использования удовлетворяется. Когда величина составляет 0,2 грамм-сила·см/см2 или менее, необходимое условие с точки зрения практического использования удовлетворяется в большей степени. Когда величина составляет 0,20 грамм-сила·см/см2 или менее в другом направлении (поперечном направлении CD), необходимое условие с точки зрения практического использования удовлетворяется.
{Испытание для определения наличия или отсутствия выпучивания (части, сложенной наполовину в направлении MD движения материала в машине)}
Каждый из верхних листов (испытываемых материалов) был сложен наполовину (в направлении MD движения материала в машине) посредством использования линейки в качестве точки отсчета, и проверялось состояние сложенной наполовину части при раскрытии. Когда оценка [критерии описаны ниже] представляет собой оценку “○” или лучше, необходимое условие с точки зрения практического использования удовлетворяется. Когда оценка представляет собой оценку “○○” или лучше, необходимое условие с точки зрения практического использования удовлетворяется в большей степени.
“×”: Имеется множество сгибов, морщин и углов, при этом сгиб на ощупь твердый.
“∆”: Имеются сгибы с множеством остающихся морщин, и ощущается незначительная твердость сгибов (складок).
“○”: Несмотря на то, что имеются сгибы, морщины отсутствуют. Твердость сгибов ощущается редко.
“○○”: Складки (сгибы) отсутствуют, при этом сохраняется исходное состояние. Твердость складок (сгибов) вообще не ощущается.
{Испытание для определения ощущения при осязании}
Верхний лист подгузника, который подвергся испытанию для определения количества жидкости, остающейся в поверхностном слое, был подвергнут испытанию, при котором его непосредственно касались ладонью для проверки ощущения при осязании. Ладонью также касались непосредственно поверхности верхнего листа (поверхности верхнего слоя) перед включением его в подгузник, и ощущение при касании экспертно оценивалось в соответствии с нижеуказанными критериями. Экспертная оценка выполнялась тремя или более людьми, и мнение большинства расценивалось как результат экспертной оценки. Когда мнения у людей расходились, мнение, выражающее промежуточную оценку, принималось в качестве результата экспертной оценки. Когда оценка представляет собой оценку “○” или лучше, необходимое условие с точки зрения практического использования удовлетворяется. Когда оценка представляет собой оценку “○○” или лучше, необходимое условие с точки зрения практического использования удовлетворяется в большей степени.
“×”: Твердая. Имеется ощущение сопротивления (ощущение шероховатости).
“∆”: Немного твердая. Имеется слабое ощущение сопротивления (ощущение шероховатости).
“○”: До некоторой степени мягкая. Имеется ощущение до некоторой степени гладкой [поверхности].
“○○”: Мягкая, и имеется ощущение гладкости.
Из вышеприведенных результатов можно видеть, что по сравнению со сравнительными примерами (испытываемыми материалами с2-1 и с2-2) верхние листы в соответствии с третьим вариантом осуществления (испытываемые материалы 2-1, 2-2) имели определенно лучшие характеристики возврата жидкости к поверхности и воздухопроницаемости в боковом направлении. Кроме того, можно видеть, что по сравнению со сравнительными примерами (испытываемыми материалами с2-1 и с2-2) верхние листы в соответствии с третьим вариантом осуществления (испытываемые материалы 2-1, 2-2) имели лучшие результаты оценок свойств листов (при испытании для определения толщины в соответствии с KES, испытании для определения твердости при сжатии, испытании для определения драпируемости, испытании для определения наличия или отсутствия выпучивания и испытании для оценки ощущений при осязании). Кроме того, также можно видеть, что верхние листы в соответствии с третьим вариантом осуществления (испытываемые материалы 2-1, 2-2) легко принимали форму контура кожи и обеспечивали мягкую и гладкую текстуру.
{Пример 3}
В качестве нетканого материала, образующего первый лист, был предусмотрен двухслойный лист (верхний слоистый лист), который был образован посредством скрепления вместе первого слоя из полученного пропусканием воздуха насквозь, нетканого материала с плотностью 6 г/м2, который был образован из двухкомпонентных волокон с оболочкой и ядром с характеристикой 2,2 дтекс, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена, и второго слоя из полученного пропусканием воздуха насквозь, нетканого материала с плотностью 12 г/м2, который был образован из двухкомпонентных волокон с оболочкой и ядром с характеристикой 4,4 дтекс, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена. Толщина верхнего слоистого листа составляла 0,6 мм. В качестве нетканого материала, образующего нижний слоистый лист, был использован полученный пропусканием воздуха насквозь, нетканый материал с плотностью 18 г/м2, который был образован из двухкомпонентных волокон с оболочкой и ядром с характеристикой 2,2 дтекс, ядро которых состояло из полиэтилентерефталата и оболочка которых состояла из полиэтилена. Толщина нижнего слоистого листа составляла 0,6 мм. Посредством использования данных листов был подготовлен верхний лист (испытываемый материал 3-1) в соответствии с четвертым вариантом осуществления посредством использования устройства, проиллюстрированного на фиг.6-1. В полученном таким образом листе (испытываемом материале 3-1) высота ht выступов составляла 1,4 мм, ширина wt выступов в направлении X составляла 4,0 мм и ширина wb скрепленных участков (углублений) составляла 1,0 мм.
Верхние листы (испытываемые материалы 3-2 - 3-8) были подготовлены таким же образом, как испытываемый материал 3-1, за исключением того, что тонина волокон, используемых в верхнем слоистом листе и нижнем слоистом листе, поверхностная плотность листов и температура воздуха, пропускаемого через первый слой верхнего слоистого листа, были изменены так, как показано в таблице 2. В таблице символ “×” означает получение первого слоя однослойной структуры путем использования только данного слоя в качестве наружного слоя без использования какого-либо внутреннего слоя.
Подгузники одноразового использования были подготовлены посредством использования листов (испытываемых материалов) в качестве верхних листов, при этом верхний слоистый лист находился со стороны контактирующей с кожей поверхности. В качестве поглощающего элемента было использовано многослойное волокнистое тело, образованное из вспушенной измельченной целлюлозы и полимера с высокой поглощающей способностью. Плотность целлюлозы составляла 257 г/м2, и плотность полимера составляла 257 г/м2. Каждый лист испытываемого материала был расположен на поверхности данного поглощающего элемента. В качестве наружного оболочечного элемента была использована влагопроницаемая пленка с плотностью 20 г/м2. Нижеуказанные испытания были проведены для каждого испытываемого материала посредством использования полученных таким образом подгузников одноразового использования.
{Испытание для определения количества жидкости, остающейся в поверхностном слое}
Каждый подгузник был помещен на горизонтальную подставку так, что его верхний лист был обращен вверх. На нем была размещена прямоугольная рамка с внутренними размерами 20 см × 10 см. Контуры внутренней стороны рамки были обведены ручкой с маслосодержащими чернилами, что обеспечивало воспроизведение конфигурации внутренней стороны рамки на верхнем листе. После этого 200 г искусственной мочи было равномерно залито в рамку. После заливки лист оставляли в данном состоянии на 10 минут. Рамка была удалена через 1 минуту после того, как прошла заливка. После оставления в данном состоянии на 10 минут верхний лист был разрезан вдоль воспроизведенной конфигурации рамки, и была измерена его масса. После этого вырезанный таким образом нетканый материал удерживали между листами кухонных бумажных полотенец, и в данном состоянии обеспечивали один его проход и возврат через пресс (каландр), в результате чего обеспечивалось поглощение искусственной мочи листами кухонных бумажных полотенец. Данную операцию выполняли дважды. Массу нетканого материала после поглощения искусственной мочи измеряли снова, и данную массу вычитали из массы нетканого материала, полученной сначала посредством измерения. Полученную величину рассматривали как количество жидкости, остающейся в поверхностном слое нетканого материала. Чем меньше данная величина, тем в большей степени могут быть удовлетворены требования носителя.
{Испытание для определения ощущения при осязании}
Верхний лист подгузника, который был подвергнут испытанию для определения количества жидкости, остающейся в поверхностном слое, был подвергнут испытанию, при котором его непосредственно касались ладонью для проверки ощущения при осязании. Ладонью касались непосредственно поверхности верхнего листа (поверхности верхнего слоя) перед включением его в подгузник, и ощущение при касании экспертно оценивалось в соответствии с нижеуказанными критериями. Экспертная оценка выполнялась тремя или более людьми, и мнение большинства расценивалось как результат экспертной оценки. Когда мнения у людей расходились, мнение, выражающее промежуточную оценку, принималось в качестве результата экспертной оценки. “×”: Твердая, и имеется ощущение сопротивления (ощущение шероховатости). “∆”: Немного твердая, и имеется слабое ощущение сопротивления (ощущение шероховатости). “○”: До некоторой степени мягкая, и имеется ощущение до некоторой степени гладкой [поверхности]. “○○”: Мягкая, и имеется ощущение гладкости.
{Испытание для определения устойчивости конфигурации}
Верхние листы (испытываемые материалы) были подвергнуты измерению для определения толщины образца, получаемой посредством суммирования толщины нижнего слоистого листа и высоты ht выступов (фиг.2), когда нагрузка 2,5 кПа была приложена к ним посредством использования KES Compressor (KES FB-3 AUTO-A (торговое наименование) с круглой контактной частью (площадь: 2 см2)). Чем больше значение данной толщины, тем более удовлетворительным является пружинение, поддерживаемое при реальном ношении подгузника. Чем больше данная величина, тем выше степень, в которой может быть удовлетворено требование носителя.
{Измерение угла наклона края}
Угол, образованный прямой линией, полученной посредством разрезания выступа 3 острием бритвы от его вершины в направлении, параллельном направлению X, и проходящей от вершины параллельно направлению X, и прямой линией, проходящей от части 3с, представляющей собой стенку, был измерен в качестве угла наклона края (см. фиг.1, 2). Чем больше данная величина, тем более удовлетворяющим является ощущение при осязании, которое может испытывать носитель.
Таблица 2
слоистый лист
Слой
дтекс
2,2
2,2
г/м2
слой
дтекс
4,4
5,6
г/м2
лист
Как можно видеть из результатов, показанных в таблице 2, испытываемые материалы 3-1 - 3-8 удовлетворяли в достаточной степени уровню требования с точки зрения каждой позиции оценки верхнего листа. Прежде всего, можно видеть, что верхние листы в соответствии с четвертым вариантом осуществления (испытываемые материалы 3-1 - 3-4), в которых верхний слоистый лист имел двухслойную структуру, удовлетворяли необходимому условию с точки зрения практического использования в более высокой степени по всем параметрам устойчивости конфигурации выступов, эффекта уменьшения количества жидкости, остающейся в поверхностном слое, и ощущения при осязании. В частности, можно видеть, что посредством регулирования тонкости первого слоя и второго слоя, образующих верхний слоистый лист, можно обеспечить весьма удовлетворительное ощущение при осязании и заметно усилить эффект уменьшения количества жидкости, остающейся в поверхностном слое (испытываемые материалы 3-1, 3-2).
{Пример 4}
(Пример 4-1)
Верхний лист в соответствии с первым вариантом осуществления, в котором верхний слой и нижний слой, каждый из которых имел однослойную структуру, были скреплены вместе с 6-точечным рисунком сварного соединения, был подготовлен посредством использования технологического устройства, подобного проиллюстрированному на фиг.6-1, и был подготовлен подгузник для младенцев (испытываемый материал 4-1) посредством использования данного верхнего листа. Тонина волокон верхнего слоя верхнего листа составляла 2,2 дтекс, и тонина волокон нижнего слоя верхнего листа составляла 2,2 дтекс. Промежуток между волокнами в полученном верхнем слое составлял 100 мкм, и промежуток между волокнами нижнего слоя составлял 55 мкм. Толщина верхнего слоя верхнего листа составляла приблизительно 70 мкм, и толщина его нижнего слоя составляла приблизительно 50 мкм. Расстояние между соседними выступами составляло приблизительно 2,5 мм, и высота выступов составляла приблизительно 1,3 мм.
Что касается испытываемого материала 4-1, то оценка выполнялась группой из шести членов (матерей с детьми, пользующимися подгузниками одноразового использования) в отношении внешнего вида и ощущения при осязании стороны верхнего листа (внутренней стороны подгузника) из испытываемого материала. Результаты были такими: испытываемый материал был сочтен удовлетворительным с точки зрения практического использования в отношении внешнего вида (мягкости, гладкости и ощущения сухости) стороны подгузника с контактирующей с кожей поверхностью, где был расположен верхний лист.
(Пример 4-2)
Верхний лист в соответствии с четвертым вариантом осуществления был подготовлен таким же образом, как испытываемый материал 4-1, за исключением того, что верхний слой верхнего листа имел двухслойную структуру, имеющую первый слой и второй слой, и подгузник для младенцев (испытываемый материал 4-2) был подготовлен с использованием данного верхнего листа. Тонина волокон первого слоя верхнего слоя верхнего листа составляла 2,2 дтекс, тонина волокон второго слоя составляла 4,4 дтекс, и тонина волокон нижнего слоя составляла 2,2 дтекс. Промежуток между волокнами в первом слое полученного верхнего слоя составлял 90 мкм, промежуток между волокнами второго слоя составлял 140 мкм, и промежуток между волокнами нижнего слоя составлял 55 мкм. Толщина верхнего слоя, толщина нижнего слоя, расстояние между соседними выступами и высота выступов верхнего листа испытываемого материала 4-2 были приблизительно такими же, как соответствующие параметры испытываемого материала 4-1.
Групповое оценочное испытание, аналогичное испытанию, описанному выше, было проведено для испытываемого материала 4-2. Результаты были следующими: подгузник из испытываемого материала 4-2 был оценен как удовлетворительный или весьма удовлетворительный с точки зрения практического использования в отношении внешнего вида (мягкости, гладкости и ощущения сухости), если смотреть со стороны контактирующей с кожей поверхности, где был расположен верхний лист. Кроме того, ощущение при осязании было заметно лучше по сравнению с испытываемым материалом 4-1, и ощущение при осязании части верхнего листа подгузника из испытываемого материала 4-2 было оценено на уровне весьма удовлетворительного с точки зрения практического использования в отношении всех позиций оценки, то есть мягкости, гладкости и ощущения сухости.
{Пример 5}
(Испытываемый материал 5-1)
Посредством использования технологического устройства, проиллюстрированного на фиг.6-1, был получен верхний лист в соответствии с четвертым вариантом осуществления, в котором верхний слоистый лист, имеющий первый слой со стороны поверхности, контактирующей с кожей, и второй слой со стороны поверхности, не контактирующей с кожей, и нижний слоистый лист были скреплены вместе с образованием 6-точечного рисунка сварного соединения. Затем был подготовлен подгузник для младенцев (испытываемый материал 5-1), в котором данный верхний лист был наложен на поглощающий элемент. В качестве поглощающего элемента был использован поглощающий элемент, полученный посредством обертывания композиционного многослойного волокнистого тела (массы) из вспушенной измельченной целлюлозы и полимера с высокой поглощающей способностью тонким материалом (тканью). Плотность вспушенной измельченной целлюлозы составляла 215 г/м2, и плотность полимера с высокой поглощающей способностью составляла 300 г/м2. В данном случае не контактирующая с кожей поверхность (нижняя поверхность) верхнего листа и контактирующая с кожей поверхность (верхняя поверхность) поглощающего элемента не были скреплены вместе, при этом две данные поверхности были прикреплены к заднему листу и при этом они были прикреплены только на краевых участках. Тонина волокон первого слоя верхнего слоистого листа верхнего листа составляла 2,2 дтекс, тонина волокон второго слоя верхнего слоистого листа составляла 4,4 дтекс, и два слоя были объединены в один лист посредством обработки горячим воздухом после наложения верхнего слоистого листа и нижнего слоистого листа друг на друга. Тонина волокон нижнего слоистого листа верхнего листа составляла 2,2 дтекс. Толщина верхнего слоистого листа полученного верхнего листа составляла приблизительно 70 мкм, и толщина нижнего слоистого листа верхнего листа составляла приблизительно 50 мкм. Ширина wt выступов составляла приблизительно 4,0 мм, ширина wb углублений составляла приблизительно 1,0 мм, и высота ht выступов составляла приблизительно 1,4 мм.
(Испытываемый материал 5-2)
Подгузник для младенцев (испытываемый материал 5-2), в котором подслой был расположен между верхним листом и поглощающим элементом, был подготовлен таким же образом, как испытываемый материал 5-1. В качестве поглощающего элемента был использован поглощающий элемент, полученный посредством обертывания композиционного многослойного волокнистого тела (массы) из вспушенной измельченной целлюлозы и полимера с высокой поглощающей способностью тонким материалом (тканью). Плотность вспушенной измельченной целлюлозы составляла 215 г/м2, и плотность полимера с высокой поглощающей способностью составляла 300 г/м2. В данном случае поверхности контакта наложенных друг на друга верхнего листа, подслоя и поглощающего элемента не были скреплены вместе, и они были прикреплены к заднему листу, при этом они были прикреплены только на краевых участках. Подслой имел двухслойную структуру, и он состоял из верхнего слоя подслоя со стороны контактирующей с кожей поверхности и нижнего слоя подслоя, которые были объединены в одно целое посредством скрепления путем обработки горячим воздухом после наложения верхнего слоя и нижнего слоя друг на друга. Тонина волокон верхнего слоя подслоя составляла 7,8 дтекс, и тонина волокон нижнего слоя подслоя составляла 3.3 дтекс. Толщина подслоя составляла приблизительно 0,85 мм.
(Испытываемый материал 5-3)
Подгузник для младенцев (испытываемый материал 5-3) был подготовлен так же, как испытываемый материал 5-1, за исключением того, что тонина волокон, образующих второй слой верхнего слоистого листа верхнего листа, была изменена на 2,2 дтекс. Полученный таким образом, испытываемый материал был подвергнут испытанию для определения количества жидкости, остающегося в поверхностном материале, и площади распространения жидкости в поверхностном материале. Толщина верхнего слоя, толщина нижнего слоя, ширина выступов, ширина углублений и высота выступов верхнего листа испытываемого материала 5-3 были приблизительно такими же, как соответствующие характеристики испытываемого материала 5-1.
(Испытываемый материал 5-4)
Подгузник для младенцев (испытываемый материал 5-4) был подготовлен так же, как испытываемый материал 5-2, за исключением того, что тонина волокон, образующих второй слой верхнего слоистого листа верхнего листа, была изменена на 2,2 дтекс. Полученный таким образом, испытываемый материал был подвергнут испытанию для определения количества жидкости, остающегося в поверхностном материале, и площади распространения жидкости в поверхностном материале. Толщина верхнего слоя, толщина нижнего слоя, ширина выступов, ширина углублений и высота выступов верхнего листа испытываемого материала 5-4 были приблизительно такими же, как соответствующие характеристики испытываемого материала 5-1.
(Испытываемый материал 5-5)
Подгузник для младенцев (испытываемый материал 5-5) был подготовлен так же, как испытываемый материал 5-4, за исключением того, что тонина волокон верхнего слоистого листа подслоя была изменена на 3,3 дтекс и что тонина волокон нижнего слоя подслоя была изменена на 7,8 дтекс. Полученный таким образом, испытываемый материал был подвергнут испытанию для определения количества жидкости, остающегося в поверхностном материале, и площади распространения жидкости в поверхностном материале. Толщина подслоя испытываемого материала 5-5 была приблизительно такой же, как толщина испытываемого материала 5-4.
{Методы испытаний для определения количества жидкости, остающейся в поверхностном материале, и площади распространения жидкости в поверхностном материале}
Верхний лист, масса которого была определена ранее, был использован в качестве испытываемого материала. Испытываемый материал был размещен на горизонтальной подставке так, чтобы верхний лист был обращен вверх, и затем 80 г искусственной мочи заливали за один раз по существу в центр поглощающего элемента со скоростью 5 г/с. После заливки испытываемый материал оставляли в данном состоянии на 10 минут, и затем прозрачную пленку размещали на верхнем листе. Периферия мокрой части верхнего листа воспроизводилась на прозрачной пленке посредством ручки с маслосодержащими чернилами, и была измерена площадь фигуры, обведенной таким образом, чтобы тем самым получить площадь распространения жидкости в поверхностном материале. Затем только верхний лист был снят с испытываемого материала для измерения его массы, и была рассчитана разность данной массы и массы верхнего листа перед наложением его на испытываемый материал, в результате чего было получено количество жидкости, остающейся в поверхностном материале. Чем меньше количество жидкости, остающейся на поверхности, и чем меньше площадь распространения жидкости в поверхностном материале, тем выше степень, в которой могут быть удовлетворены требования, обусловленные практическим использованием.
Результаты оценки показаны вместе в таблице 3. Как можно видеть из таблицы, по сравнению со случаем использования испытываемого материала 5-3, при использовании испытываемого материала 5-1 и количество жидкости, остающейся в поверхностном материале, и площадь распространения жидкости в поверхностном материале сохранялись на более низком уровне. Кроме того, можно видеть, что по сравнению со случаями использования испытываемых материалов 5-4 и 5-5, в испытываемом материале 5-2 количество жидкости, остающейся в поверхностном материале, сохранялось на заметно более низком уровне. Как можно видеть, посредством регулирования таким образом толщины волокон, образующих верхний слоистый лист (первый слой, второй слой) и нижний слоистый лист, и подслой поверхностного листа, можно поддерживать количество жидкости, остающейся в поверхностном материале, и площадь распространения жидкости в поверхностном материале на еще более низком уровне.
Как видно из вышеприведенных результатов, профилированный лист по настоящему изобретению создает удовлетворительное ощущение при осязании и ощущение пружинения при применении его для поглощающего изделия и, кроме того, может обеспечить быстрое всасывание жидкости от стороны поверхности, контактирующей с кожей, к стороне поверхности, не контактирующей с кожей. Кроме того, профилированный лист по настоящему изобретению обеспечивает возможность быстрого перемещения жидкости к стороне поглощающего элемента и при этом не создает возможности возникновения ситуации, при которой жидкость будет оставаться на поверхности листа, и создает возможность поддержания количества жидкости, остающейся в поверхностном материале, и площади распространения жидкости в поверхностном материале на довольно низком уровне, таким образом он имеет очень хорошие характеристики с точки зрения сохранения ощущения сухости при осязании и чистоты.
[Промышленная применимость]
Профилированный лист по настоящему изобретению можно использовать в качестве листа поглощающего изделия, листа для сцепления с крюком, расположенного там, где требуется сцепление с механическим крюком, чистящего листа, листа для протирания кожи, листа для защиты ран, кулинарного листа, маслопоглощающего листа для кулинарии или тому подобного, или в качестве листового материала, образующего данные листы. Прежде всего, профилированный лист по настоящему изобретению может быть целесообразно использован, например, в качестве верхнего листа для поглощающего изделия, такого как подгузник одноразового использования, гигиеническая прокладка и предназначенная для повседневного использования прокладка для трусов.
Изобретение было описано в отношении представленных вариантов осуществления, при этом предусмотрено, что изобретение не должно быть ограничено деталями описания, если не указано иное, но, напротив, его следует толковать расширительно в пределах его сущности и объема, определенных в сопровождающей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЛАГОПРОНИЦАЕМЫЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2485230C1 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ОБЛАДАЮЩЕЕ УЛУЧШЕННЫМИ СВОЙСТВАМИ ОБРАЩЕНИЯ С ФЕКАЛЬНЫМИ ВЕЩЕСТВАМИ НИЗКОЙ ВЯЗКОСТИ | 2004 |
|
RU2362521C2 |
| ТРЕХМЕРНЫЙ ЛИСТ | 2014 |
|
RU2624300C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2796016C1 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ НАТЯГИВАЕМОГО ТИПА И ДЕРЖАТЕЛЬ ПРОКЛАДКИ | 2013 |
|
RU2596966C2 |
| Одноразовый подгузник типа трусов | 2015 |
|
RU2632379C1 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ ОБРАЩЕННОГО К ТЕЛУ ЛИСТА ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2007 |
|
RU2415659C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА С ТРЕХМЕРНЫМИ ОТВЕРСТИЯМИ, ИСПОЛЬЗУЕМОГО ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2734809C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2013 |
|
RU2617985C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2012 |
|
RU2606570C2 |
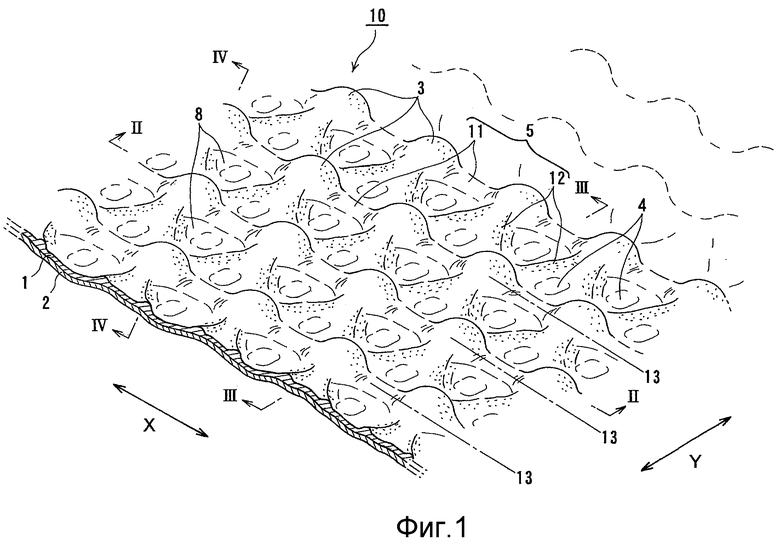
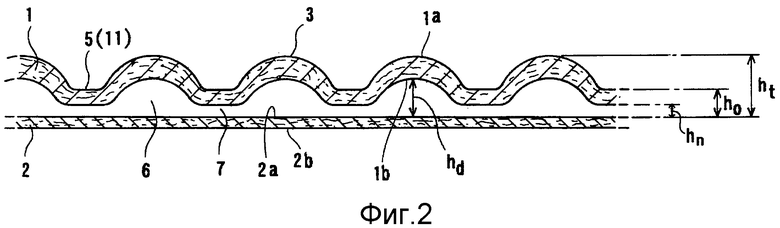
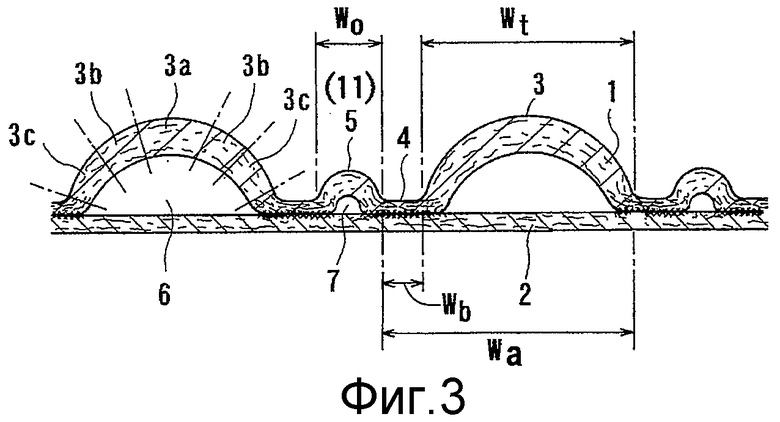
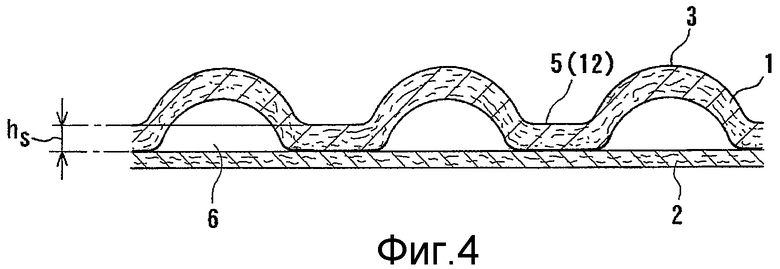

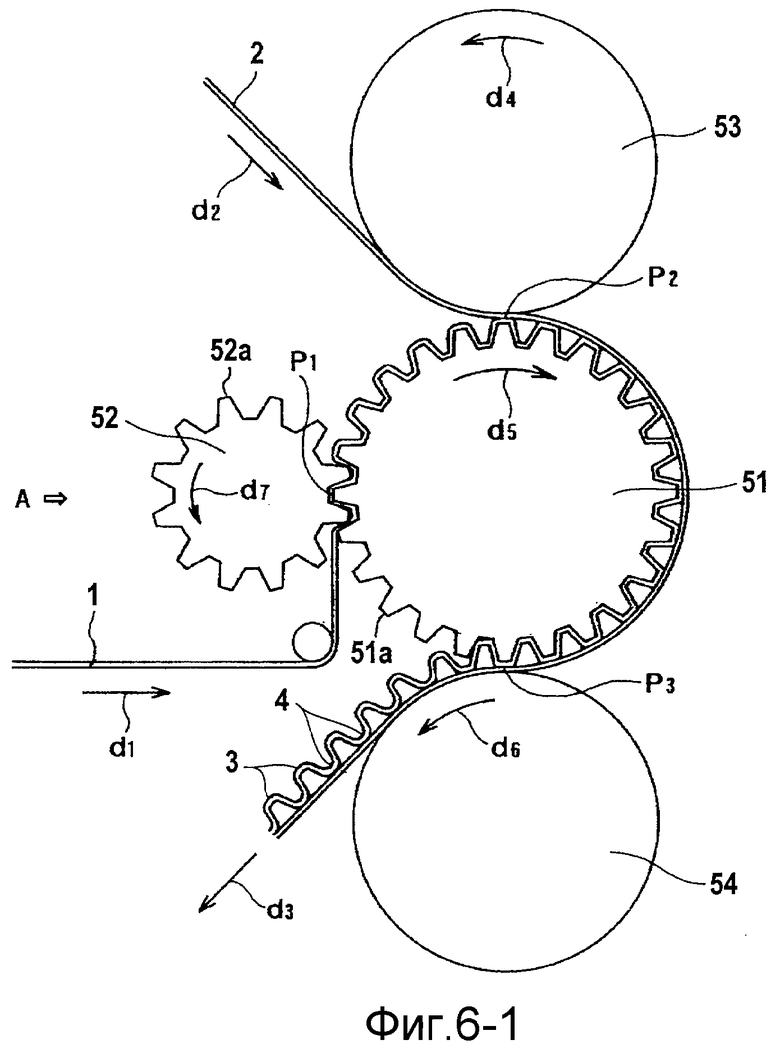
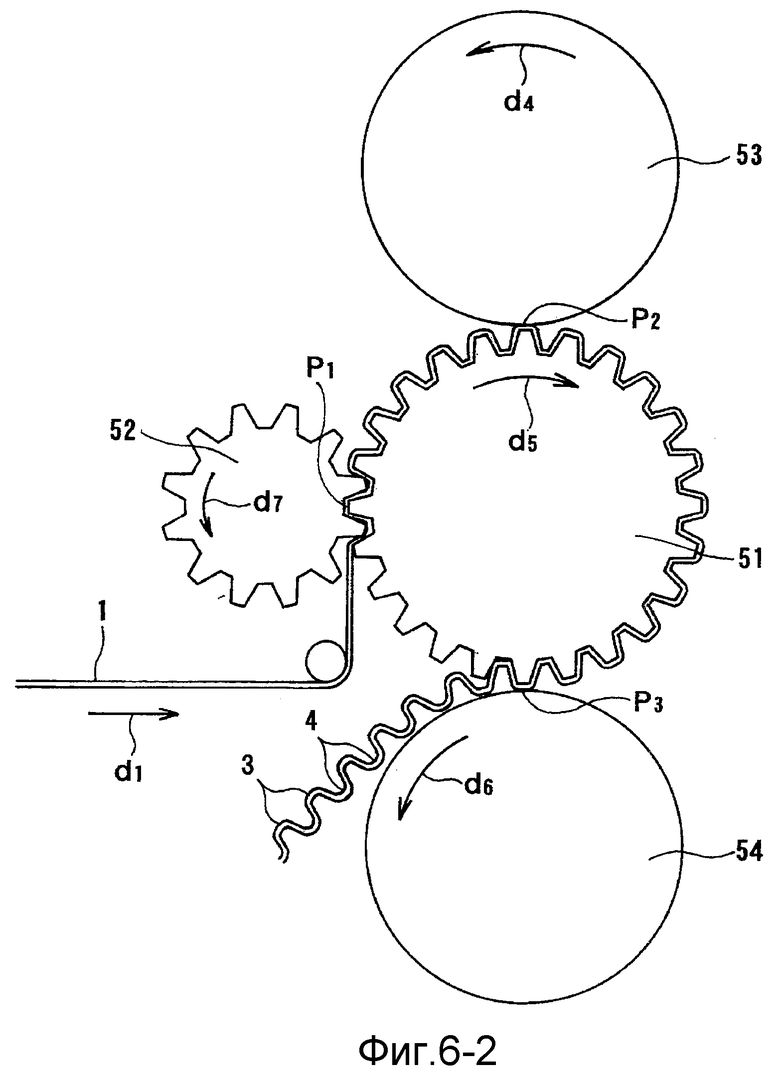
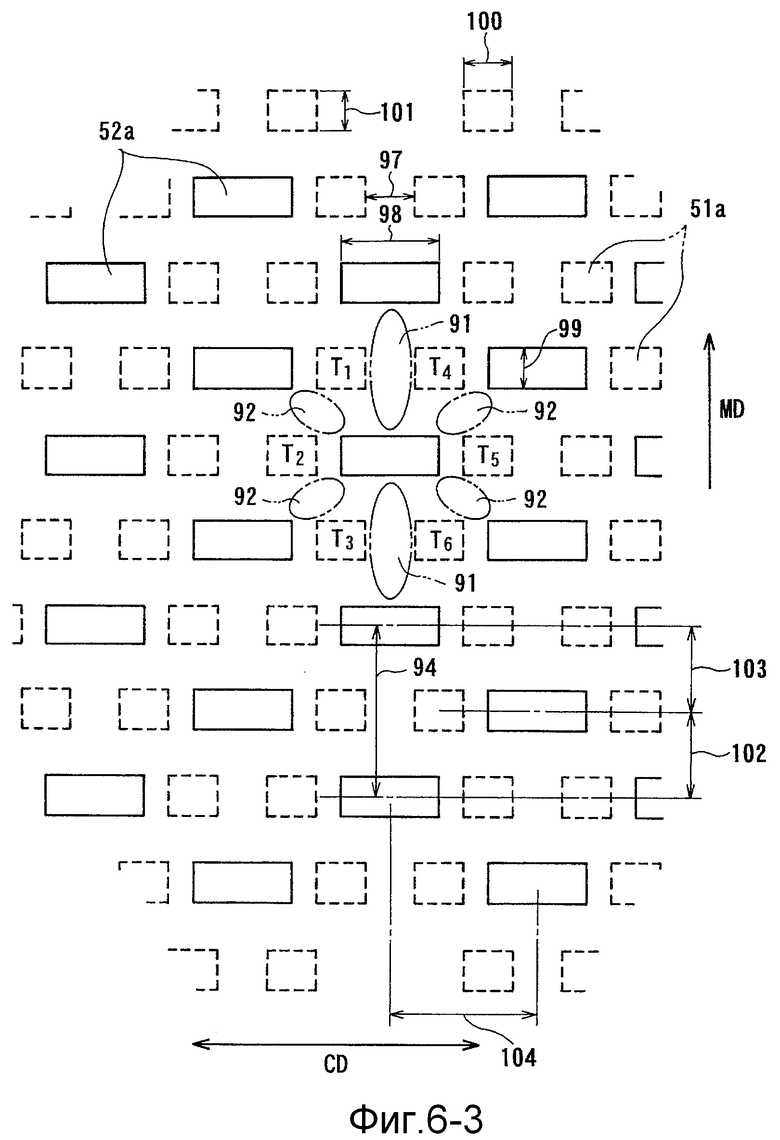
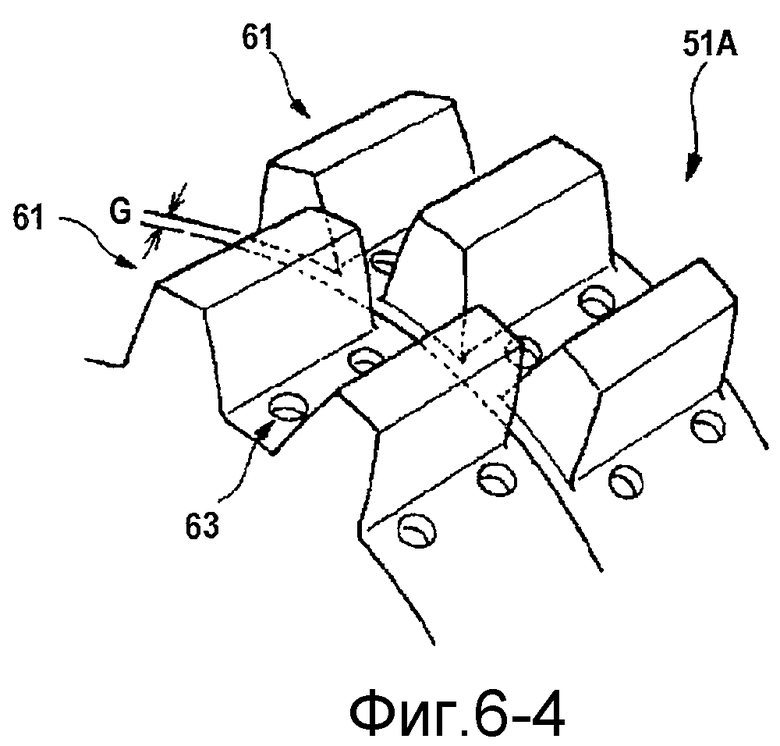
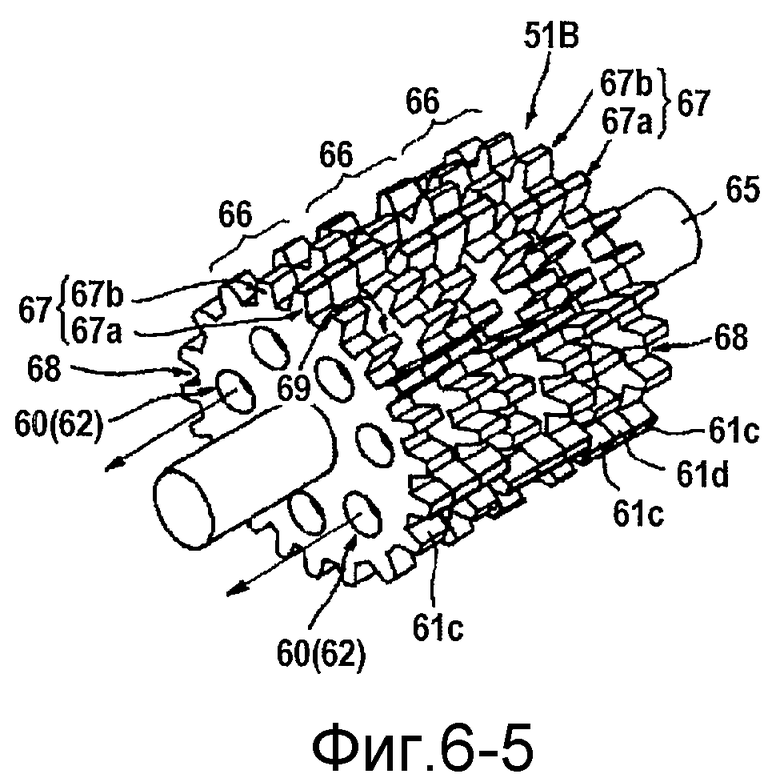
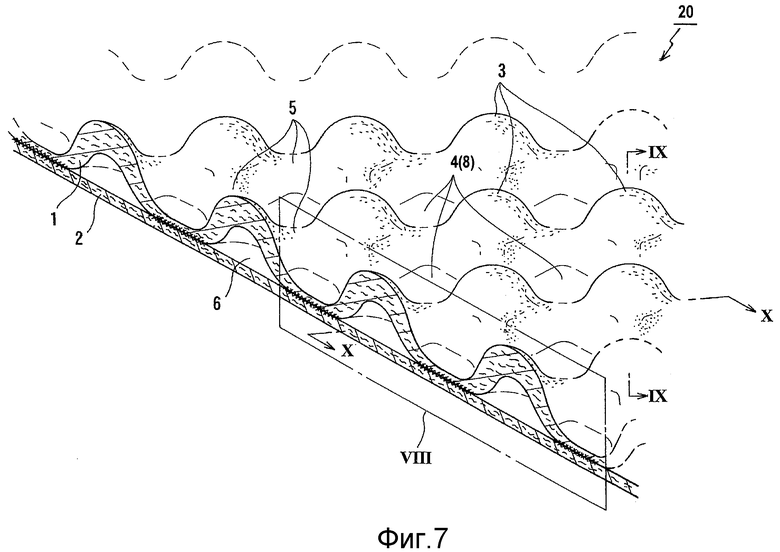
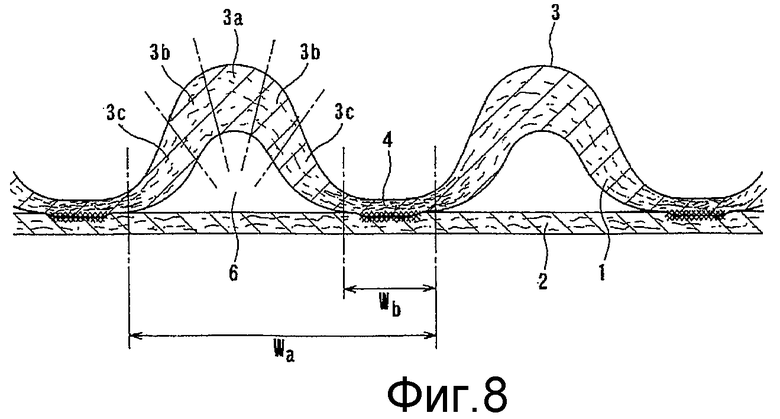
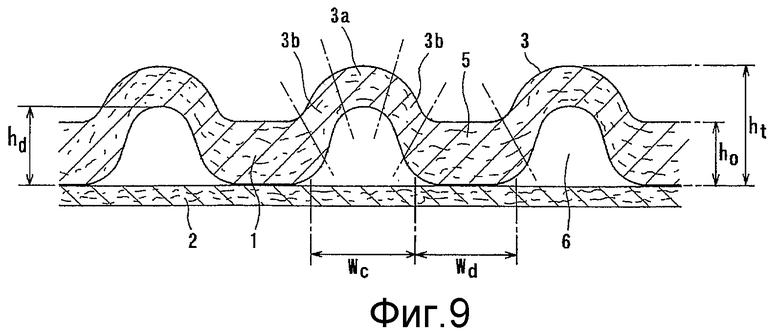
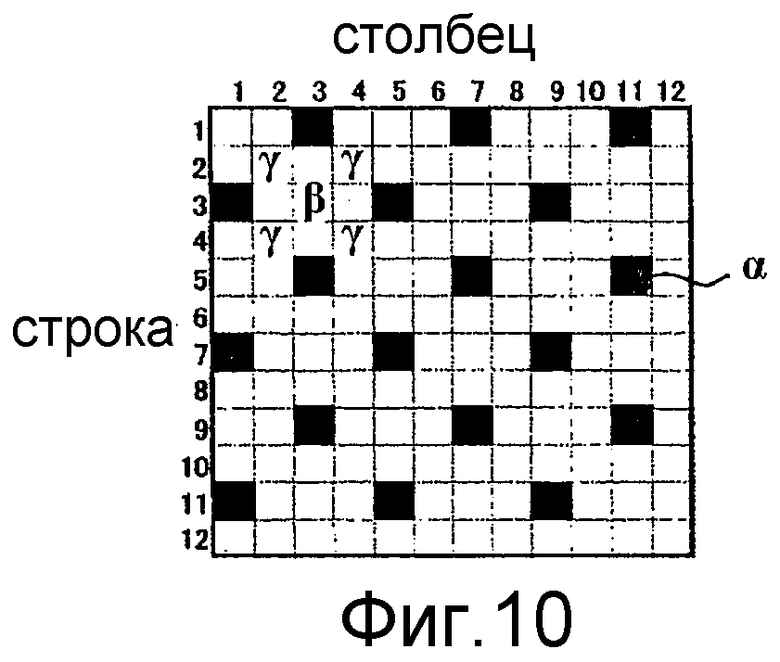
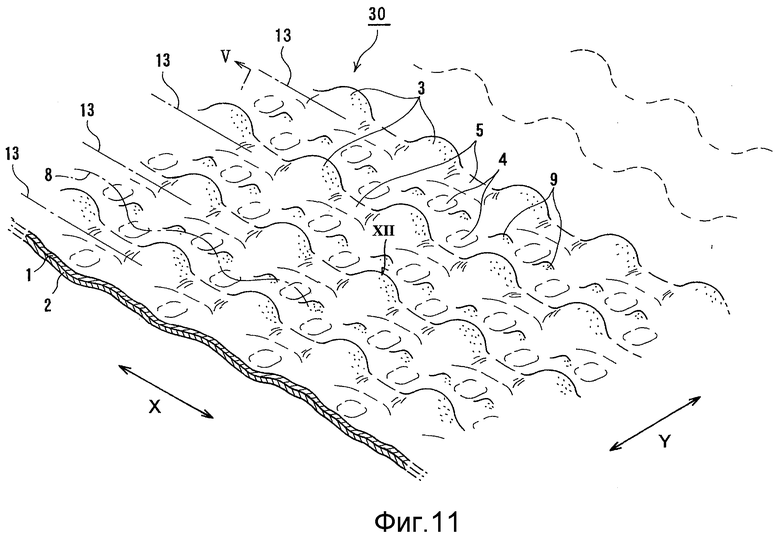
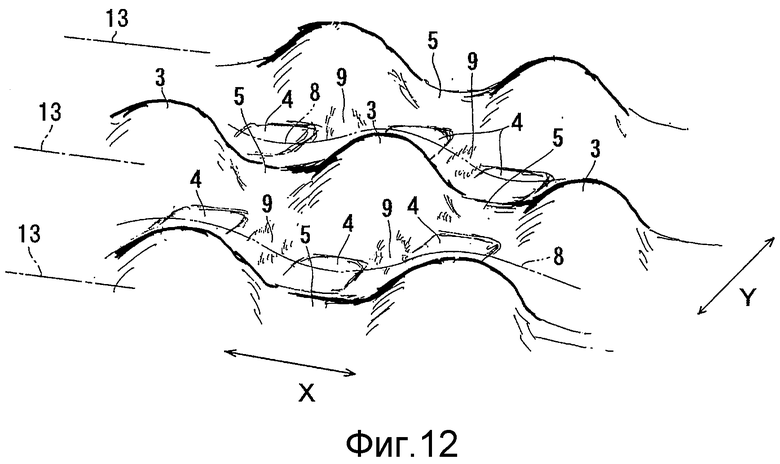
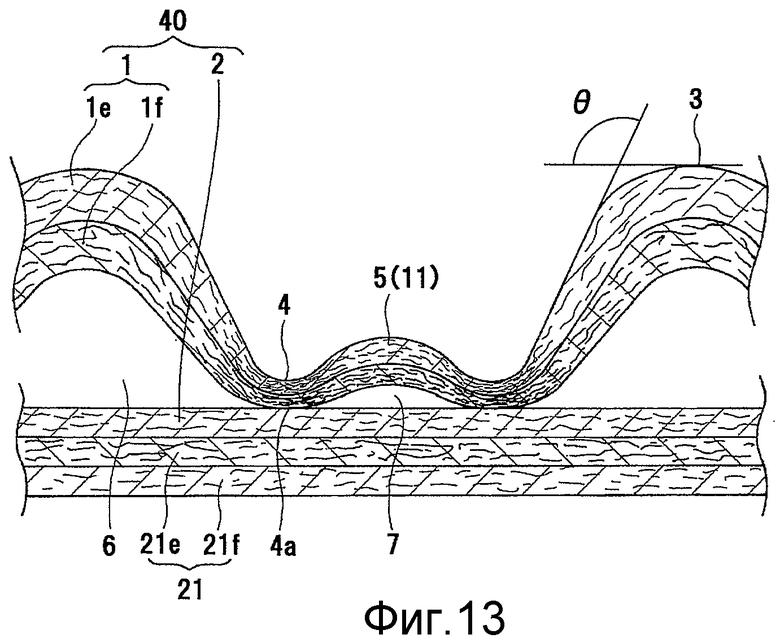
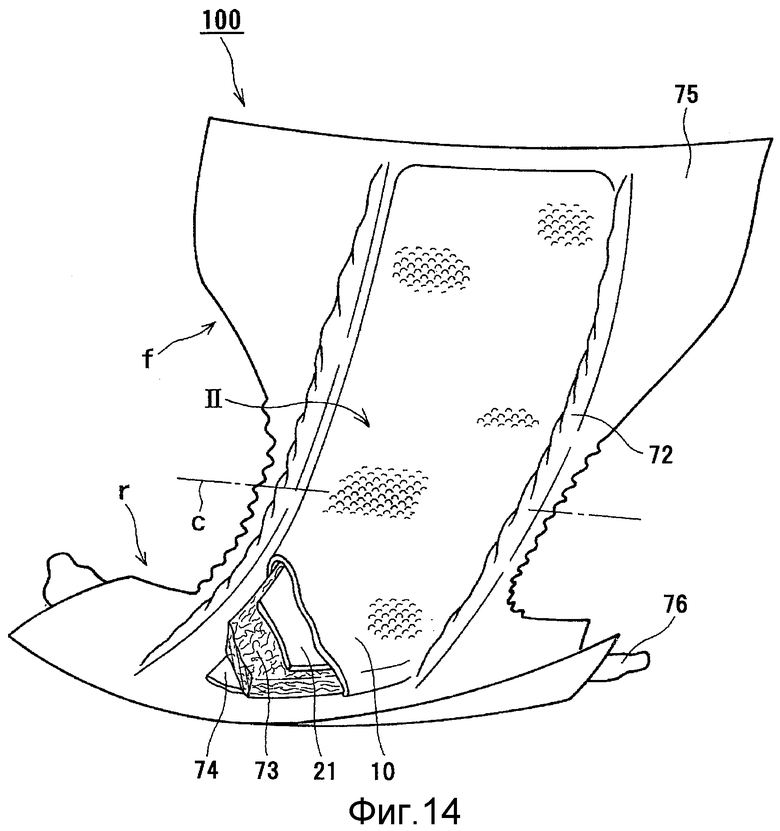
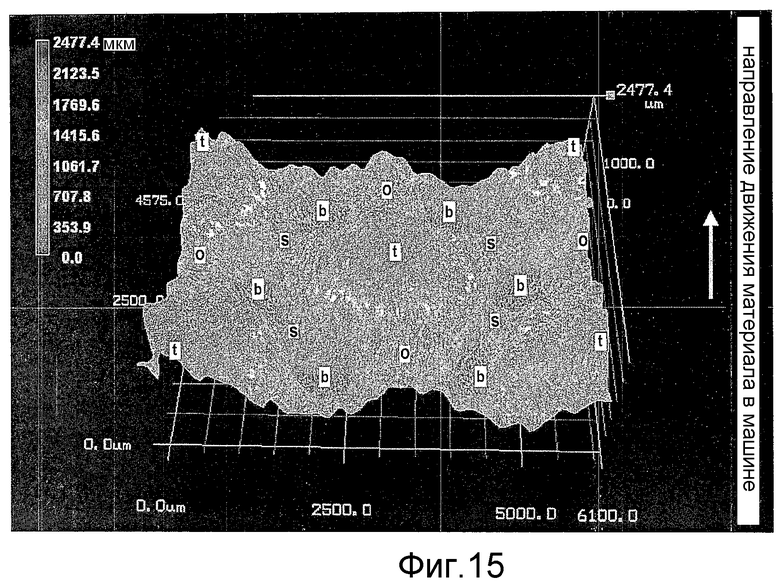
Профилированный лист, сформированный из волокон, содержит множество выступов, соединительных участков и углублений на стороне поверхности профилированного листа. Причем соединительные участки являются границами и соединяют выступы друг с другом. При этом углубления расположены между выступами с исключением соединительных участков по шесть углублений вокруг каждого выступа. Изобретение также относится к поглощающему изделию, содержащему профилированный лист. Группа изобретений обеспечивает создание такого листа, который обладает повышенной эффективностью впитывания жидкости. 2 н. и 15 з.п. ф-лы, 19 ил., 3 табл.
1. Профилированный лист, сформированный из волокон, содержащий:
множество выступов, соединительных участков и углублений на стороне поверхности профилированного листа, причем
соединительные участки являются границами и соединяют выступы друг с другом,
при этом углубления расположены между выступами с исключением соединительных участков по шесть углублений вокруг каждого выступа.
2. Профилированный лист по п.1, в котором углубление имеет более высокую плотность волокон, чем соединительный участок, а соединительный участок имеет более высокую плотность волокон, чем выступ.
3. Профилированный лист по п.1 или 2, в котором каждый из выступов соединен со всеми соседними с ним выступами с помощью соединительных участков.
4. Профилированный лист по п.1, в котором соединительные участки представляют собой соединительные участки двух видов: первый соединительный участок и второй соединительный участок, при этом второй соединительный участок имеет меньшую высоту по сравнению с высотой первого соединительного участка.
5. Профилированный лист по п.1, в котором каждый из выступов имеет внутреннее пространство.
6. Профилированный лист по п.1, в котором выступы расположены в шахматном порядке, при этом шесть углублений, окружающих выступ, расположены таким образом, чтобы образовать шестиугольник путем соединения их центров, а шахматным порядком является расположение, при котором выступы расположены множеством рядов, и выступы в каждом ряду выступают в направлении, ортогональном ряду, а проецируемые изображения выступов ряда расположены между проецируемыми изображениями выступов соседнего ряда.
7. Профилированный лист по п.1, в котором выступы расположены в шахматном порядке и каждый из выступов имеет внутреннее пространство, и выступы соединены друг с другом посредством соединительных участков для образования рядов выступов, причем соединительный участок имеет ширину, меньшую чем ширина выступа в направлении, ортогональном к направлению соединения ряда, и при этом ряды выступов расположены параллельно, так что участки в виде канавок, расположенные между рядами, имеют форму ломаной линии, и на участках в виде канавок имеются углубления, расположенные с обеих сторон соединительных участков.
8. Профилированный лист по п.1, в котором внутри соединительного участка образовано туннелеобразное пространство, а выступ имеет внутреннее пространство, и туннелеобразное пространство соединяет друг с другом внутренние пространства выступов.
9. Профилированный лист по п.1, в котором выступ и шесть углублений, окружающих его, составляют элемент рисунка, и на профилированном листе многократно образовано множество элементов рисунка, при том, что, по меньшей мере, два углубления каждого элемента рисунка являются общими.
10. Профилированный лист по п.1, который образован множеством повторяющихся элементов рисунка, каждый из которых состоит из шеститочечных углублений, окружающих выступ и расположенных в следующем порядке по номеру ряда и номеру столбца:
точки (1,2), (1,4), (3,1), (3,5), (5,2) и (5,4) образуют первый элемент,
точки (1,8), (1,10), (3,7), (3,11), (5,8) и (5,10) образуют соседний второй элемент с правой стороны,
две точки (5,2), (5,4) первого элемента и точки (7,1), (7,5), (9,2), (9,4) образуют третий элемент под первым элементом,
точки (3,5), (3,7), (5,4), (7,5), (5,8) любого из первого, второго или третьего элементов и точка (7,7) образуют четвертый элемент с правой стороны от третьего элемента.
11. Профилированный лист по п.10, в котором в элементе рисунка, образованном шестью углублениями, окружающими выступ, соединительные участки расположены следующим образом,
при котором центральная точка β первого элемента образует выступ, и первые соединительные участки расположены в положениях γ между углублениями впереди и позади выступа, а вторые соединительные участки расположены в положениях ε между остальными выступами,
при котором выступ также расположен в точке β в центре третьего элемента, выступ соединен с выступом первого элемента через первые соединительные участки, образованные в положениях γ между углублениями, в результате чего столбец, проходя в столбце 3 (координата), образованном положениями β и γ образует ряд выступов на листе, и
при котором ряды выступов повторены в столбце 6 (координата), столбце 9 (координата), и выступы распределены в направлении плоскости в шахматном порядке.
12. Профилированный лист по п.11, в котором
соединительный участок образован первым соединительным участком и вторым соединительным участком, меньшим по высоте, чем первый соединительный участок,
выступы и первые соединительные участки соединены и находятся в сечении по линии сечения, проходящей в направлении изготовления и проходящей по вершинам выступов,
выступы и первые соединительные участки расположены с углублениями между выступами, и первый соединительный участок находится в сечении по линии сечения, проходящей в направлении, ортогональном направлению изготовления, и проходящей по вершинам выступов, и
выступы и вторые соединительные участки соединены и расположены в сечении по линии сечения, проходящей по диагонали к направлению изготовления и проходящей выступы и вторые соединительные участки.
13. Профилированный лист по п.1, который содержит верхний слоистый лист, имеющий выступы; плоский нижний слоистый лист, расположенный со стороны поверхности, противоположной по отношению к выступающим выступам, при этом нижний слоистый лист скреплен с верхним слоистым листом посредством, по меньшей мере, части углублений верхнего слоистого листа.
14. Профилированный лист по п.13, в котором верхний слоистый лист содержит первый слой и второй слой, при этом второй слой образован из волокон и расположен со стороны нижнего слоистого листа, а первый слой образован из волокон и расположен с наружной стороны второго слоя, и волокна, образующие первый слой, имеют меньшую толщину волокон по сравнению с толщиной волокон, образующих второй слой.
15. Профилированный лист для поглощающего изделия по п.14, в котором волокна, образующие второй слой в верхнем слоистом листе, имеют большую толщину волокон по сравнению с толщиной волокон, образующих нижний слоистый лист.
16. Профилированный лист по п.15, в котором отношение тонины E1d волокон, образующих первый слой в верхнем слоистом листе, к тонине E2d волокон, образующих второй слой, E1d/E2d, находится в пределах от 10 до 70%, и при этом отношение тонины E2d волокон, образующих второй слой в верхнем слоистом листе, к тонине E3d волокон, образующих нижний слоистый лист, E2d/E3d, находится в пределах от 150 до 800%.
17. Поглощающее изделие, содержащее профилированный лист по любому из пп.1-16, расположенный, по меньшей мере, рядом с зоной выделения, при этом сторона его поверхности, имеющая выступы, направлена к стороне поверхности кожи.
| JP 2004174234 А, 24.06.2004 | |||
| US 6258196 В1, 10.07.2001 | |||
| Устройство для магнитной записи-воспроизведения аналогового сигнала | 1989 |
|
SU1700587A1 |
| JP 2003275239 А, 30.09.2003. | |||

