ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Основная функция впитывающих изделий личной гигиены заключается во впитывании и удержании таких выделений организма, как моча, каловые массы, кровь и менструальные выделения, при этом дополнительные необходимые свойства включают низкую утечку выделений из впитывающего изделия и ощущение сухости у пользователя впитывающего изделия. Для реализации этих задач впитывающие изделия личной гигиены обычно имеют впитывающую сердцевину и покрытие, охватывающее впитывающую сердцевину. Покрытие обычно пропускает текучую среду на лицевой по отношению к телу стороне впитывающей сердцевины и не пропускает текучую среду на лицевой по отношению к предмету одежды стороне впитывающей сердцевины.
Тем не менее во впитывающих изделиях обычно не удается предотвратить утечку выделений организма. Впитывающие изделия зачастую содержат резинки для ног и герметичные отвороты, предназначенные для контакта с телом пользователя и образования уплотнения с ним с целью предотвращения распространения выделений организма в поперечном направлении за пределы сторон изделия. Тем не менее, резинок для ног и герметичных отворотов иногда недостаточно для достижения удовлетворительной защиты от утечки маловязких выделений организма, таких как моча, особенно в лежачем положении пользователя (например, во время сна). В таких случаях полагают, что моча, особенно в случае мужчин, может легко протекать по телу пользователя и/или лицевой по отношению к телу поверхности изделия без впитывания впитывающим изделием, поскольку впитывающее изделие может не находиться в тесном контакте с телом пользователя из-за гибкости изделия. Также, из-за гибкости в изделии могут формироваться зазоры, через которые может выходить моча.
Другие выделения организма, такие как твердые и полужидкие каловые массы и менструальные выделения, не настолько легко проникают в лицевой по отношению к телу материал впитывающего изделия как выделения с низкой вязкостью, такие как моча, и имеют склонность распределяться по поверхности лицевого по отношению к телу материала. Такое распределение выделений организма может в результате привести к утечке выделений организма из впитывающего изделия. Полужидкие каловые массы, такие как каловые массы с низкой вязкостью, которые могут преобладать у детей младшего возраста, и менструальные выделения могут быть особенно проблематичными для удержания впитывающим изделием. Эти выделения могут перемещаться по лицевому по отношению к телу материалу впитывающего изделия под влиянием силы тяжести, движения и давления, оказываемого пользователем впитывающего изделия. Движение выделений зачастую направлено к периметру впитывающего изделия, повышая вероятность утечки и размазывания по коже пользователя, что может сделать затруднительным очистку кожи.
В прошлом совершались попытки обеспечения впитывающего изделия лицевым по отношению к телу материалом, который может решать описанные выше проблемы. Один такой подход заключался в применении различных типов тиснения для создания трехмерности у лицевой по отношению к телу поверхности впитывающего изделия. Тем не менее, в соответствии с данным подходом для создания структуры с характерной геометрической формой необходим материал с высоким базовым весом. Кроме того, для процесса тиснения характерно, что начальная толщина материала утрачивается вследствие того факта, что тиснение, по своей природе, является процессом сдавливания и связывания. Дополнительно, для «установки» тиснений в нетканом текстильном материале, как правило, припаивают уплотненный сегмент для создания точек припаивания, которые обычно препятствуют прохождению выделений организма. В результате, происходит утрата части области для прохождения через материал выделений организма. Также «осуществление установки» на ткани может привести к тому, что материал станет жестким и шероховатым на ощупь.
Другой подход заключался в формировании волокнистых полотен на поверхностях, формирующих трехмерную структуру. Получаемые в результате структуры, как правило, обладают малой эластичностью при низких значениях базового веса (исходя из того, что применяют мягкие волокна с необходимыми эстетическими свойствами), а геометрическая форма существенно нарушается при наматывании на цилиндр вытяжного прибора и прохождении через последующие процессы преобразования. Это частично решают в процессе формирования трехмерной структуры посредством того, что обеспечивают возможность заполнения трехмерной формы волокном. Однако это, как правило, приводит к более высоким затратам из-за применения большего количества материала. Это также приводит к утрате мягкости, а конечный материал становится эстетически непривлекательным для определенных применений.
Другой подход заключался в создании отверстий в волокнистом полотне. В зависимости от процесса можно получить плоское двухмерное полотно или полотно с некоторой трехмерной структурой, в котором смещенное волокно вытеснено из плоскости исходного полотна. Как правило, степень выраженности трехмерной структуры ограничена, и под определенной нагрузкой смещенное волокно может быть вдавлено назад в его исходное положение, что приводит в результате по меньшей мере к частичному закрытию отверстия. Способы создания отверстий, с помощью которых пытаются «установить» смещенное волокно наружу плоскости исходного полотна, также имеют тенденцию к нарушению мягкости исходного полотна. Другим недостатком материалов с отверстиями является то, что при их включении в конечные продукты, например с помощью различных видов клея, вследствие их открытой структуры различные виды клея зачастую будут легко проникать через отверстия в материале с ее изнанки наружу, лицевую поверхность, таким образом, создавая нежелательные проблемы, такие как образование слоя клея в процессе преобразования или создавая непредусмотренные связи между слоями в конечном продукте.
Все еще остается необходимость во впитывающем изделии, в котором надлежащим образом уменьшают частоту утечки выделений организма из впитывающего изделия. Все еще остается необходимость во впитывающем изделии, которое может обеспечить улучшенное удержание выделений организма. Все еще остается необходимость во впитывающем изделии, которое может минимизировать количество выделений организма, контактирующих с кожей пользователя. Все еще остается необходимость во впитывающем изделии, которое может обеспечить физический и эмоциональный комфорт пользователю впитывающего изделия.
КРАТКОЕ ОПИСАНИЕ
В одном аспекте продуктовая линейка впитывающих изделий в целом включает первое впитывающее изделие для пользователя мужского пола с первым диапазоном размеров. Первое впитывающее изделие включает наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, и впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал. Лицевой по отношению к телу материал определяет взаимодействующий с мужской мочой элемент, содержащий множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем мужского пола. Второе впитывающее изделие для пользователя женского пола имеет размер в пределах первого диапазона размеров. Второе впитывающее изделие включает наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, и впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал. Лицевой по отношению к телу материал определяет взаимодействующий с женской мочой элемент, содержащий множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем женского пола. По меньшей мере часть выступающих частей взаимодействующего с женской мочой элемента характеризуется конфигурацией, отличной от выступающих частей взаимодействующего с мужскими выделениями элемента.
Согласно одному соответствующему варианту осуществления по меньшей мере часть из множества выступающих частей взаимодействующего с мужской мочой элемента имеет по меньшей мере один размер, превышающий размер у множества выступающих частей взаимодействующего с женской мочой элемента. Например, по меньшей мере часть из множества выступающих частей взаимодействующего с мужской мочой элемента имеет диаметр, превышающий диаметр у множества выступающих частей взаимодействующего с женской мочой элемента. Предпочтительно средний диаметр у множества выступающих частей взаимодействующего с мужской мочой элемента составляет приблизительно 4 мм, как определено «Способом определения ширины выступающих частей», а средний диаметр у множества выступающих частей взаимодействующего с женской мочой элемента составляет приблизительно 3 мм, как определено «Способом определения ширины выступающих частей».
Согласно одному соответствующему варианту осуществления лицевой по отношению к телу материал каждого из первого и второго впитывающих изделий содержит опорный слой и слой с выступающими частями, прикрепленный к опорному слою.
Согласно одному соответствующему варианту осуществления каждое из первого и второго впитывающих изделий дополнительно содержит вторичный прокладочный материал, причем лицевой по отношению к телу материал каждого из изделий лежит поверх вторичного прокладочного материала. Предпочтительно вторичный прокладочный материал выступает за пределы лицевого по отношению к телу материала как в первом, так и во втором впитывающем изделии.
Согласно другому соответствующему варианту осуществления продуктовая линейка впитывающих изделий в целом включает первое впитывающее изделие для пользователя мужского пола с первым диапазоном размеров. Первое впитывающее изделие включает наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, и впитывающую основу, расположенную между прокладочным материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал. Лицевой по отношению к телу материал определяет взаимодействующий с мужской мочой элемент, содержащий лицевую по отношению к телу поверхность, лицевую по отношению к предмету одежды поверхность и множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем мужского пола. Второе впитывающее изделие для пользователя женского пола имеет размер в пределах первого диапазона размеров. Второе впитывающее изделие включает наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, и впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал. Лицевой по отношению к телу материал определяет взаимодействующий с женской мочой элемент, содержащий лицевую по отношению к телу поверхность, лицевую по отношению к предмету одежды поверхность и множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем женского пола. По меньшей мере часть выступающих частей взаимодействующего с женской мочой элемента имеет конфигурацию, отличную от конфигурации по меньшей мере у части выступающих частей взаимодействующего с мужскими выделениями элемента, а впитывающая основа второго впитывающего изделия отличается от впитывающей основы первого впитывающего изделия.
Согласно одному варианту осуществления по меньшей мере часть из множества выступающих частей взаимодействующего с мужской мочой элемента имеет по меньшей мере один размер, превышающий размер по меньшей мере у части из множества выступающих частей взаимодействующего с женской мочой элемента. Например, по меньшей мере часть из множества выступающих частей взаимодействующего с мужской мочой элемента имеет диаметр, превышающий диаметр у по меньшей мере части из множества выступающих частей взаимодействующего с женской мочой элемента. Предпочтительно средний диаметр у множества выступающих частей взаимодействующего с мужской мочой элемента составляет приблизительно 4 мм, как определено «Способом определения ширины выступающих частей», а средний диаметр у множества выступающих частей взаимодействующего с женской мочой элемента составляет приблизительно 3 мм, как определено «Способом определения ширины выступающих частей».
Согласно одному варианту осуществления впитывающая основа первого впитывающего изделия имеет форму, отличную от формы впитывающей основы второго впитывающего изделия. Предпочтительно впитывающая основа первого впитывающего изделия имеет большее количество впитывающего материала по сравнению с впитывающей основой второго впитывающего изделия. Например, как впитывающая основа первого впитывающего изделия, так и впитывающая основа второго впитывающего изделия содержат ворс и супервпитывающий материал, причем впитывающая основа первого впитывающего изделия имеет большее количество по меньшей мере одного из ворса и супервпитывающего материала по сравнению с впитывающей основой второго впитывающего изделия или равное количество, но в другом местоположении. Согласно одному соответствующему варианту осуществления впитывающая основа первого впитывающего изделия расположена ближе к передней части впитывающего изделия, нежели впитывающая основа второго впитывающего изделия.
В еще одном аспекте продуктовая линейка впитывающих изделий в целом включает первое впитывающее изделие для пользователя мужского пола с первым диапазоном размеров. Первое впитывающее изделие включает наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, и впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал. Лицевой по отношению к телу материал определяет взаимодействующий с мочой элемент, содержащий множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем мужского пола. Взаимодействующий с мужской мочой элемент и впитывающая основа имеют местоположение, адаптированное для впитывания мочи, высвобождаемой пользователем мужского пола. Второе впитывающее изделие для пользователя женского пола имеет размер в пределах первого диапазона размеров. Второе впитывающее изделие включает наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, и впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал. Лицевой по отношению к телу материал определяет взаимодействующий с мочой элемент, содержащий множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем женского пола. Взаимодействующий с женской мочой элемент и впитывающая основа имеют местоположение, адаптированное для впитывания мочи, высвобождаемой пользователем женского пола. Местоположение взаимодействующего с женской мочой элемента и впитывающей основы отличаются от местоположения взаимодействующего с мужской мочой элемента и соответствующей впитывающей основы.
Согласно одному соответствующему варианту осуществления первое и второе впитывающее изделие имеют передний поясной край. Взаимодействующий с мужской мочой элемент расположен ближе к переднему поясному краю первого впитывающего изделия, чем взаимодействующий с женской мочой элемент по отношению к переднему поясному краю второго впитывающего изделия.
Согласно одному варианту осуществления первое и второе впитывающее изделие дополнительно содержат вторичный прокладочный материал, причем лицевой по отношению к телу материал каждого из изделий лежит поверх вторичного прокладочного материала. Предпочтительно вторичный прокладочный материал каждого из первого и второго впитывающих изделий расположен между впитывающей основой и соответствующим взаимодействующим с мочой элементом.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлена иллюстрация вида сбоку согласно одному варианту осуществления впитывающего изделия.
На фиг. 2 представлен вид сверху согласно варианту осуществления впитывающего изделия с отрезанными для ясности частями.
На фиг. 3 представлен покомпонентный вид в поперечном разрезе согласно одному варианту осуществления впитывающего изделия.
На фиг. 4 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
На фиг. 5 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
На фиг. 6 представлен покомпонентный вид в поперечном разрезе согласно другому варианту осуществления впитывающего изделия.
На фиг. 7 представлен вид в перспективе согласно одному варианту осуществления лицевого по отношению к телу материала.
На фиг. 8 представлен вид в поперечном разрезе лицевого по отношению к телу материала с фиг. 7, взятый по линии 8-8.
На фиг. 9 представлен вид в поперечном разрезе лицевого по отношению к телу материала с фиг. 7, взятый по линии 8-8 с фигуры 7, демонстрирующий возможные направления движения волокон на лицевом по отношению к телу материале в результате процесса струйного скрепления.
На фиг. 10 представлена микрофотография под углом 45 градусов, демонстрирующая подвергнутый струйному скреплению лицевой по отношению к телу материал.
На фигурах 10A и 10B представлены микрофотографии, демонстрирующие поперечный разрез лицевого по отношению к телу материала.
На фиг. 11A представлен вид сверху согласно иллюстративному варианту осуществления слоя с выступающими частями лицевого по отношению к телу материала, в котором две выступающие части частично соответствуют друг другу.
На фиг. 11B представлен вид сверху согласно иллюстративному варианту осуществления слоя с выступающими частями лицевого по отношению к телу материала, в котором две выступающие части полностью соответствуют друг другу.
На фиг. 11C представлен вид сверху согласно иллюстративному варианту осуществления слоя с выступающими частями лицевого по отношению к телу материала, в котором две выступающие части полностью не соответствуют друг другу.
На фиг. 12 приведена схематическая боковая проекция аппарата и способа получения подвергнутого струйному скреплению лицевого по отношению к телу материала.
На фиг. 12A приведен покомпонентный вид иллюстративной части поверхности, формирующей выступающие части.
На фиг. 13 приведена схематическая боковая проекция согласно альтернативному варианту осуществления аппарата и способа получения подвергнутого струйному скреплению лицевого по отношению к телу материала.
На фиг. 14 приведена схематическая боковая проекция согласно альтернативному варианту осуществления аппарата и способа получения подвергнутого струйному скреплению лицевого по отношению к телу материала. Проиллюстрированные на фиг. 14 аппарат и способ представляют собой адаптацию аппарата и способа, которые проиллюстрированы на фиг. 13, а также на последующих фигурах 15 и 17.
На фиг. 15 приведена схематическая боковая проекция согласно альтернативному варианту осуществления аппарата и способа получения подвергнутого струйному скреплению лицевого по отношению к телу материала.
На фиг. 16 приведена схематическая боковая проекция согласно альтернативному варианту осуществления аппарата и способа получения подвергнутого струйному скреплению лицевого по отношению к телу материала.
На фиг. 17 приведена схематическая боковая проекция согласно альтернативному варианту осуществления аппарата и способа получения подвергнутого струйному скреплению лицевого по отношению к телу материала.
На фиг. 18 представлен вид в перспективе согласно одному варианту осуществления впитывающего изделия.
На фиг. 19 представлен вид сверху согласно одному варианту осуществления впитывающего изделия.
На фиг. 20 представлен вид в перспективе иллюстративного изображения структуры системы визуализации, применяемой для определения процента открытой области.
На фиг. 21 представлен вид в перспективе иллюстративного изображения структуры системы визуализации, применяемой для определения высоты выступающей части.
На фиг. 22 представлен график, на котором приведена толщина ткани в зависимости от степени избыточной подачи слоя с выступающими частями в способе получения.
На фиг. 23 представлен график, иллюстрирующий растяжение ткани при нагрузке 10 Н в зависимости от степени избыточной подачи слоя с выступающими частями в способе получения лицевых по отношению к телу материалов и слоев с выступающими частями и без подложки.
На фиг. 24 представлен график, иллюстрирующий нагрузку в ньютонах на 50 мм ширину в зависимости от процента растяжения в сравнении как для лицевого по отношению к телу материала, так и для слоя с выступающими частями и без подложки.
На фиг. 25 представлен график, иллюстрирующий нагрузку в ньютонах на 50 мм ширину в зависимости от процента растяжения для ряда лицевых по отношению к телу материалов, при этом с различной степенью избыточной подачи.
На фиг. 26 представлен график, иллюстрирующий нагрузку в ньютонах на 50 мм ширину в зависимости от процента растяжения для ряда слоев с выступающими частями с плотностью 45 г/м2, при этом с различной степенью избыточной подачи.
На фиг. 27 представлена микрофотография, вид сверху, образца, обозначенного кодом 3-6 в таблице 1 настоящего описания.
На фиг. 27А представлена микрофотография образца, обозначенного кодом 3-6 в таблице 1 настоящего описания, сделанная под углом 45 градусов.
На фиг. 28 представлена микрофотография, вид сверху, образца, обозначенного кодом 5-3 в таблице 1 настоящего описания.
На фиг. 28А представлена микрофотография образца, обозначенного кодом 5-3 в таблице 1 настоящего описания, сделанная под углом 45 градусов.
На фиг. 29 представлена микрофотография, на которой изображено совмещение части лицевого по отношению к телу материала с опорным слоем, служащим в качестве подложки для слоя с выступающими частями, или без него, которое подвергают одновременной обработке на одном аппарате.
На фиг. 30 представлен вид в перспективе иллюстративного изображения структуры цифрового толщиномера.
На фиг. 31 представлена боковая проекция иллюстративного изображения структуры аппарата для введения.
На фиг. 32 представлен вид в перспективе иллюстративного изображения структуры аппарата для введения с фиг. 31.
На фиг. 33 представлен вид в перспективе иллюстративного изображения структуры системы визуализации.
На фиг. 34 представлен вид сверху иллюстративного изображения структуры вакуумной камеры.
На фиг. 35 представлена боковая проекция иллюстративного изображения вакуумной камеры с фиг. 34.
На фиг. 36 представлен вид сзади иллюстративного изображения вакуумной камеры с фиг. 34.
На фиг. 37 представлен график, иллюстрирующий область распределения имитирующего каловые массы средства на различных впитывающих композитах.
На фиг. 38 представлен график, иллюстрирующий область распределения имитирующего каловые массы средства на различных впитывающих композитах.
На фиг. 39 представлен график, иллюстрирующий область распределения имитирующего каловые массы средства на различных впитывающих композитах.
На фиг. 40 представлен график, иллюстрирующий остаточное количество имитирующего каловые массы средства на различных впитывающих композитах.
На фиг. 41 представлен график, иллюстрирующий остаточное количество имитирующего каловые массы средства на различных впитывающих композитах.
На фиг. 42 представлен график, иллюстрирующий остаточное количество имитирующего каловые массы средства на различных впитывающих композитах.
На фиг. 43 представлен график, иллюстрирующий остаточное количество имитирующего каловые массы средства на различных впитывающих композитах.
На фиг. 44 представлен график, иллюстрирующий напряжение при сжатии в зависимости от толщины для слоя с выступающими частями и без подложки и двух лицевых по отношению к телу материалов при одном цикле нагрузки и устранения нагрузки.
На фиг. 45 представлен график, иллюстрирующий нагрузку (Н/25 мм) в зависимости от процента растяжения для слоя с выступающими частями и без подложки и двух различных лицевых по отношению к телу материалов.
На фиг. 46 представлен вид сверху варианта осуществления оценочного блока.
На фиг. 46A представлен вид в поперечном разрезе оценочного блока с фиг. 46.
На фиг. 47A представлен вид сверху согласно варианту осуществления первого впитывающего изделия из продуктовой линейки впитывающих изделий.
На фиг. 47В представлен вид сверху согласно варианту осуществления второго впитывающего изделия из продуктовой линейки впитывающих изделий.
На фигурах 48A-50B представлены изображения впитывающих изделий (подгузников), полученных при испытании на манекене, которое описано в настоящем документе.
ПОДРОБНОЕ ОПИСАНИЕ
Согласно одному варианту осуществления настоящее раскрытие, в целом, относится к впитывающему изделию, которое может характеризоваться улучшенным удержанием выделений организма. Согласно одному варианту осуществления настоящее раскрытие, в целом, относится к впитывающему изделию с лицевым по отношению к телу материалом, который может иметь полые выступающие части, выходящие из поверхности лицевого по отношению к телу материала. Без ограничений теорией, полагают, что многие свойства могут быть достигнуты путем обеспечения наличия полых выступающих частей на лицевом по отношению к телу материале. Во-первых, при обеспечении наличия на лицевом по отношению к телу материале полых выступающих частей лицевой по отношению к телу материал может иметь более высокую степень толщины с минимизацией, в то же время, количества используемого материала. Повышенная толщина лицевого по отношению к телу материала может улучшить разделение кожи пользователя от впитывающей основы впитывающего изделия, таким образом, повышая вероятность того, что кожа будет более сухой. Путем обеспечения наличия выступающих частей между выступающими частями могут быть созданы низинные области, которые могут временно отдалять выделения организма от высших точек выступающих частей, при этом выделения организма могут впитываться впитывающим изделием. Таким образом, обеспечение наличия выступающих частей может уменьшить контакт кожи с выделениями организма и принести больше пользы для кожи. Во-вторых, путем обеспечения наличия выступающих частей можно уменьшить распределение выделений организма на лицевом по отношению к телу материале впитывающего изделия, таким образом, меньше подвергая кожу загрязнению. В-третьих, в результате уменьшения общего контакта с кожей лицевой по отношению к телу материал с выступающими частями может обеспечить более мягкое ощущение на ощупь для контактирующей кожи, таким образом, увеличивая тактильные свойства лицевого по отношению к телу материала и впитывающего изделия. В-четвертых, при использовании материалов с выступающими частями в качестве лицевого по отношению к телу материала для впитывающего изделия лицевой по отношению к телу материал также может выполнять функцию чистящего средства при удалении впитывающего изделия с пользователя.
Определения
Термин «впитывающее изделие» в данном документе относится к изделию, которое может быть размещено вплотную на теле или вблизи тела (т. е. в соприкосновении с телом) пользователя для впитывания и удержания различных жидких, твердых и полужидких выделений, выделяемых телом. Такие описываемые в данном документе впитывающие изделия необходимо выбрасывать после ограниченного периода применения вместо стирки или другого способа восстановления для повторного применения. Необходимо понимать, что настоящее раскрытие применимо к различным одноразовым впитывающим изделиям, в том числе без ограничения, к подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам, гигиеническим продуктам для женщин, включающим, кроме прочего, менструальные прокладки, продуктам для страдающих недержанием, предметам медицинской одежды, хирургическим прокладкам и бандажам, другим предметам личной гигиены или предметам по уходу за здоровьем и т. д., без отступления от объема настоящего раскрытия.
Термин «поглощающий слой» в данном документе относится к слою, способному принимать и временно удерживать жидкие выделения организма для замедления и диффузии выброса или излияния жидких выделений организма и последующего высвобождения жидких выделений организма из него в другой слой или слои впитывающего изделия.
Термин «связанный» в данном документе относится к сочленению, склеиванию, соединению, прикреплению и т. п. двух элементов. Два элемента будут рассматриваться в качестве связанных друг с другом, если они сочленены, склеены, соединены, прикреплены и т. п. непосредственно друг с другом или косвенно друг с другом, например, если каждый из них непосредственно связан с промежуточными элементами.
Термин «кардочесанное полотно» в настоящем документе относится к полотну, содержащему натуральные или синтетические волокна со штапельной длиной, как правило, имеющие значения длины волокон менее чем приблизительно 100 мм. Связки штапельных волокон можно подвергнуть процессу рыхления для разделения волокон, которые затем отправляют в процесс кардочесания, с помощью которого разделяют и объединяют волокна для их выравнивания в машинном направлении, после чего волокна осаждают на движущуюся сетку для дополнительной обработки. Такие полотна обычно подвергают какому-либо процессу связывания, такому как термосварка с помощью тепла и/или давления. В дополнение или вместо этого волокна можно подвергнуть процессам склеивания для связывания волокон друг с другом, например, путем применения разновидностей порошкового клея. Кардочесанное полотно можно подвергнуть струйному скреплению, такому как водоструйное скрепление, для дополнительного сплетения волокон и, таким образом, повышения целостности кардочесанного полотна. Кардочесанные полотна, благодаря выравниванию волокон в машинном направлении, при связывании, как правило, будут иметь прочность в машинном направлении, превышающую прочность в поперечном направлении.
Применяемый в данном документе термин «пленка» относится к термопластической пленке, изготовленной с применением способа экструзии и/или формования, такого как способ экструзии пленки через щелевую головку или экструзии пленки с раздувом. Термин включает пленки с отверстиями, пленки, разрезанные на узкие ленточки, и другие пористые пленки, которые представляют собой пленки для переноса текучих сред, а также пленки, которые не переносят текучие среды, такие как, без ограничения, барьерные пленки, наполненные пленки, воздухопроницаемые пленки и ориентированные пленки.
Термин «струйное скрепление» и «подвергнутый струйному скреплению» в настоящем документе относится к способу формования для дополнительного повышения степени скрепления волокна в заданном волокнистом нетканом полотне или между волокнистыми неткаными полотнами и другими материалами с тем, чтобы сделать разделение отдельных волокон и/или слоев более затруднительным в результате скрепления. Обычно его осуществляют путем закрепления волокнистого нетканого полотна на формующей или несущей поверхности некоторого типа, которая имеет по меньшей мере некоторую степень проницаемости для нагнетаемой под давлением текучей среды. Затем поток текучей среды под давлением (обычно множество потоков) может направляться к поверхности нетканого полотна, которая является противоположной по отношению к опорной поверхности полотна. Текучая среда под давлением контактирует с волокнами и давит на части волокон в направлении потока текучей среды, таким образом, смещая все или часть из множества волокон по направлению к опорной поверхности полотна. В результате происходит дополнительное скрепление волокон в направлении, которое можно назвать Z-направлением полотна (его толщине) по отношению к более плоской области, его X-Y плоскости. Если два или более отдельных полотна или других слоев размещены смежно друг с другом на формующей/несущей поверхности и подвергаются действию текучей среды под давлением, обычно необходимый результат заключается в том, что некоторые волокна по меньшей мере одного из полотен принудительно вдавливаются в смежное полотно или слой, таким образом, вызывая скрепление волокна в области взаимодействия двух поверхностей так, что в результате происходит связывание или сочленение полотен/слоев друг с другом в результате повышенного скрепления волокон. Степень связывания или скрепления будет зависеть от ряда факторов, в том числе без ограничения типов используемых волокон, длины волокон, степени предварительного связывания или скрепления полотна или полотен перед осуществлением способа струйного скрепления, типа используемой текучей среды (жидкости, такие как вода, пар или газы, такие как воздух), давления текучей среды, количества потоков текучей среды, скорости осуществления способа, времени воздействия текучей среды и пористости полотна или полотен/других слоев и формующей/несущей поверхности. Один из наиболее распространенных способов струйного скрепления называют водоструйным скреплением, который является способом, хорошо известным для специалистов в области нетканых полотен. Примеры способов струйного скрепления можно найти в патенте США №4939016, выданном Radwanski и соавт., патенте США №3485706, выданном Evans, и патентах США №4970104 и №4959531, выданных Radwanski, каждый из которых включен в настоящий документ с помощью ссылки в полном его объеме для всех целей.
Термин «г/см3» в данном документе относится к граммам на кубический сантиметр.
Термин «г/м2» в данном документе относится к граммам на квадратный метр.
Термин «гидрофильный» в данном документе относится к волокнам или поверхностям волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов, в свою очередь, можно описать на основании краевых углов и значений поверхностного натяжения рассматриваемых жидкостей и материалов. Оборудование и методики, подходящие для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут быть представлены системой для анализа сил поверхностного натяжения Cahn SFA-222 или практически эквивалентной системой. При измерении с помощью данной системы волокна с краевыми углами менее 90 обозначают как «смачиваемые» или гидрофильные, а волокна с краевыми углами, превышающими 90, обозначают как «несмачиваемые» или гидрофобные.
Термин «непроницаемый для жидкости» в данном документе относится к слою или многослойному слоистому материалу, в котором жидкие выделения организма, такие как моча, не будут проходить через слой или слоистый материал, при обычных условиях применения, в направлении, обычно перпендикулярном плоскости слоя или слоистого материала в точке контакта с жидкостью.
Термин «проницаемый для жидкости» в данном документе относится к любому материалу, который не является непроницаемым для жидкости.
Термин «мелтблаун» в данном документе относится к волокнам, сформированным посредством экструзии расплавленного термопластического материала через множество мелких, обычно круглых, капилляров формы в виде расплавленных нитей или элементарных нитей в сходящихся высокоскоростных нагретых потоках газа (например, воздуха), которые способствуют уменьшению диаметра элементарных нитей из расплавленного термопластического материала, которые могут характеризоваться диаметром микроволокон. Затем волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на принимающую поверхность с формированием полотна из распределенных в произвольном порядке волокон мелтблаун. Такой способ раскрыт, например, в патенте США №3849241, выданном Butin и соавт., который включен в данный документ с помощью ссылки. Волокна мелтблаун являются микроволокнами, которые могут быть непрерывными или дискретными, обычно имеют толщину нити меньше чем приблизительно 0,6 денье, а также могут быть клейкими и самосвязывающимися при осаждении на принимающую поверхность.
Термин «нетканый» в данном документе относится к материалам и полотнам из материала, которые сформированы без помощи процесса тканья или вязания ткани. Материалы и полотна из материалов могут иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых «волокнами»), которые могут быть переслаивающимися, но не поддающимися опознаванию таким способом, как в случае трикотажной ткани. Нетканые материалы или полотна можно сформировать с помощью многих способов, таких как без ограничения способы создания мелтблаун, способы создания спанбонд, способы создания кардочесанного полотна и т. д.
Термин «податливый» в данном документе относится к материалам, которые деформируются и которые будут легко приходить в соответствие с общей формой и контурами одежды пользователя.
Термин «спанбонд» в данном документе относится к волокнам малого диаметра, которые формируют путем экструзии расплавленного термопластического материала в виде элементарных нитей из множества мелких капилляров экструдера для производства искусственного волокна с круглой или другой конфигурацией, при этом диаметр экструдированных элементарных нитей затем легко уменьшают с помощью традиционного способа, такого как, например, эжекторное вытягивание, и способов, которые описаны в патенте США №4340563, выданном Appel и соавт., в патенте США №3692618, выданном Dorschner и соавт., в патенте США №3802817, выданном Matsuki и соавт., в патентах США №3338992 и №3341394, выданных Kinney, в патенте США №3502763, выданном Hartmann, в патенте США №3502538, выданном Peterson, и в патенте США №3542615, выданном Dobo и соавт., каждый из которых включен в данный документ с помощью ссылки в полном его объеме. Волокна спанбонд обычно являются непрерывными и зачастую имеют средние значения толщины нити в денье, превышающие приблизительно 0,3, и согласно одному варианту осуществления от приблизительно 0,6, 5 и 10 до приблизительно 15, 20 и 40. Волокна спанбонд обычно не являются клейкими при их осаждении на принимающую поверхность.
Термин «супервпитывающий» в данном документе относится к набухающему в воде, нерастворимому в воде органическому или неорганическому материалу, способному, при наиболее благоприятных условиях, впитывать по меньшей мере приблизительно в 15 раз больше своего веса, и согласно одному варианту осуществления по меньшей мере приблизительно в 30 раз больше своего веса, в водном растворе, содержащем 0,9 весового процента хлорида натрия. Супервпитывающими материалами могут быть натуральные, синтетические и модифицированные натуральные полимеры и материалы. Кроме того, супервпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
Термин «термопластический» в настоящем документе относится к материалу, который размягчается, и которому можно придать форму под воздействием тепла, и который практически возвращается в неразмягченное состояние при охлаждении.
Впитывающее изделие
Как показано на фиг. 1, одноразовое впитывающее изделие 10 по настоящему раскрытию проиллюстрировано в форме подгузника. Следует понимать, что настоящее раскрытие подходит для использования совместно с различными другими впитывающими изделиями для личной гигиены, такими как, например, гигиенические продукты для женщин, без отступления от объема настоящего раскрытия. Несмотря на то, что описываемые в данном документе варианты осуществления и иллюстрации в целом могут быть пригодны для впитывающих изделий, производимых с продольным направлением продукта, которое далее в данном документе называют производством продукта в машинном направлении, следует отметить, что специалист в данной области техники сможет применить приведенную в данном документе информацию по отношению к впитывающим изделиям, произведенным с поперечным направлением продукта, которое далее в данном документе называют производством продукта в поперечном направлении, без отступления от сущности и объема настоящего раскрытия. Проиллюстрированное на фиг. 1 впитывающее изделие 10 содержит переднюю область 12 талии, заднюю область 14 талии и область 16 промежности, соединяющую между собой соответственно переднюю и заднюю области 12 и 14 талии. Впитывающее изделие 10 имеет пару продольных боковых краев 18 и 20 (показанных на фиг. 2) и пару противоположных поясных краев, соответственно обозначенных передним поясным краем 22 и задним поясным краем 24. Передняя область 12 талии может быть сопредельной с передним поясным краем 22, а задняя область 14 талии может быть сопредельной с задним поясным краем 24.
Как показано на фиг. 2, неограничивающая иллюстрация впитывающего изделия 10, такого как, например, подгузник, представлена в виде сверху с отрезанными частями для упрощения иллюстрации. Впитывающее изделие 10 может содержать наружное покрытие 26 и лицевой по отношению к телу материал 28. Согласно одному варианту осуществления лицевой по отношению к телу материал 28 может быть связан с наружным покрытием 26 путем наслоения с помощью любых подходящих способов, таких как, кроме прочего, использование разновидностей клея, получение связей способом ультразвуковой сварки, получение связей способом термосварки, образование связей под давлением или другие традиционные методики. Наружное покрытие 26 может определять длину, или продольное направление 30, и ширину, или поперечное направление 32, которые согласно проиллюстрированному варианту осуществления могут совпадать с длиной и шириной впитывающего изделия 10. Продольное направление 30 и поперечное направление 32 впитывающего изделия 10 и материалов, которые формируют впитывающее изделие 10, могут соответственно задавать X-Y плоскости впитывающего изделия 10 и материалов, которые формируют впитывающее изделие 10. Впитывающее изделие 10 и материалы, которые формируют впитывающее изделие 10, также могут характеризоваться Z-направлением. Измерение, проводимое под давлением, в Z-направлении материала, который формирует впитывающее изделие 10, может дать измеряемый показатель толщины материала. Измерение, проводимое под давлением, в Z-направлении впитывающего изделия 10 может дать измеряемый показатель объема впитывающего изделия 10.
Как показано на фигурах 2–6, впитывающая основа 40 может быть размещена между наружным покрытием 26 и лицевым по отношению к телу материалом 28. Впитывающая основа 40 может иметь продольные края 42 и 44, которые согласно одному варианту осуществления могут соответственно формировать части продольных боковых краев 18 и 20 впитывающего изделия 10, и может иметь края 46 и 48 на противоположных частях, которые согласно одному варианту осуществления могут соответственно формировать части поясных краев 22 и 24 впитывающего изделия 10. Согласно одному варианту осуществления впитывающая основа 40 может характеризоваться длиной и шириной, которые являются такими же или меньше длины и ширины впитывающего изделия 10. Согласно одному варианту осуществления может присутствовать пара герметичных отворотов 50 и 52, и при этом они могут препятствовать растеканию выделений организма в поперечном направлении.
Передняя область 12 талии может включать часть впитывающего изделия 10, которая при ношении расположена по меньшей мере частично на передней стороне пользователя, в то время как задняя область 14 талии может включать часть впитывающего изделия 10, которая при ношении расположена по меньшей мере частично на задней стороне пользователя. Область 16 промежности впитывающего изделия 10 может включать часть впитывающего изделия 10, которая при ношении расположена между ногами пользователя и может частично покрывать нижнюю часть туловища пользователя. Поясные края 22 и 24 впитывающего изделия 10 выполнены с возможностью охватывания талии пользователя и вместе определяют центральное отверстие 54 для талии (например, показанное на фиг. 1). Части продольных боковых краев 18 и 20 в области 16 промежности могут в целом определять отверстия 56 для ног (например, показанные на фиг. 1) при ношении впитывающего изделия 10.
Впитывающее изделие 10 может быть выполнено с возможностью удержания и/или впитывания жидких, твердых и полужидких выделений организма, выделяемых пользователем. Например, герметичные отвороты 50 и 52 могут быть выполнены с возможностью создания барьера для растекания выделений организма в поперечном направлении. Элемент 58 и 60, представляющий собой резинку отворота, может быть функционально соединен с каждым герметичным отворотом 50 и 52 любым подходящим способом, известным из уровня техники. Герметичные отвороты, 50 и 52, с эластичными элементами могут определять частично не прикрепленный край, который может принимать вертикальную конфигурацию по меньшей мере в области 16 промежности впитывающего изделия 10 для формирования уплотнения на теле пользователя. Герметичные отвороты 50 и 52 могут быть расположены вдоль продольных боковых краев 18 и 20 впитывающего изделия 10 и могут проходить полностью по всей длине впитывающего изделия 10 или могут проходить частично по длине впитывающего изделия 10. Подходящая конструкция и схемы расположения герметичных отворотов 50 и 52 в целом хорошо известны специалистам в настоящей области и описаны в патентах США №4704116, выданном 3 ноября 1987 года Enloe, и №5562650, выданном 8 октября 1996 Everett и соавт., которые включены в настоящий документ с помощью ссылки.
Согласно различным вариантам осуществления впитывающее изделие 10 может включать вторичный прокладочный материал 34 (например, проиллюстрированный на фиг. 4 и фиг. 6). Согласно таким вариантам осуществления вторичный прокладочный материал 34 может иметь лицевую по отношению к телу поверхность 36 и лицевую по отношению к предмету одежды поверхность 38. Согласно таким вариантам осуществления лицевой по отношению к телу материал 28 может быть связан с лицевой по отношению к телу поверхностью 36 вторичного прокладочного материала 34.
Для дополнительного повышения сдерживания и/или впитывания выделений организма впитывающее изделие 10 может предпочтительно содержать передний элемент 62, представляющий собой резинку на талии, задний элемент 64, представляющий собой резинку на талии, и элементы 66 и 68, представляющие собой резинки для ног, которые известны специалистам в данной области. Элементы 62 и 64, представляющие собой резинки на талии, могут быть прикреплены к наружному покрытию 26, лицевому по отношению к телу материалу 28 и/или вторичному прокладочному материалу 34 вместе с противолежащими поясными краями 22 и 24, и они могут проходить вдоль части или по всей длине поясных краев 22 и 24. Элементы 66 и 68, представляющие собой резинки для ног, могут быть прикреплены к наружному покрытию 26, лицевому по отношению к телу материалу 28 и/или вторичному прокладочному материалу 34 вместе с противолежащими продольными боковыми краями 18 и 20, и расположены в области 16 промежности впитывающего изделия 10.
Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может выдерживать нагрузку более чем приблизительно 2 ньютона на 25 мм ширины при 10% растяжении в машинном направлении, согласно результатам измерения с помощью описанного в настоящем документе способа испытания «Нагрузка в сопоставлении с процентом растяжения». Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может иметь выступающие части, которые имеют высоту, превышающую приблизительно 1 мм, по результатам измерения с помощью описанного в настоящем документе способа испытания «Способ определения высоты выступающих частей». Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может характеризоваться эластичностью, превышающей приблизительно 70%, по результатам измерения с помощью описанного в настоящем документе способа испытания «Процент эластичности на один цикл сжатия». Согласно различным вариантам осуществления количество остаточного имитирующего каловые массы средства на лицевом по отношению к телу материале 28 впитывающего изделия 10 после взаимодействия с имитирующим каловые массы средством может составлять менее чем приблизительно 2,5 грамма, по результатам измерения с помощью описанного в настоящем документе способа испытания «Способ определения остаточного имитирующего каловые массы средства». Согласно различным вариантам осуществления область распределения имитирующего каловые массы средства на лицевом по отношению к телу материале 28 впитывающего изделия 10 после взаимодействия с имитирующими каловые массы средством может составлять менее чем приблизительно 34 см2, по результатам измерения с помощью описанного в настоящем документе способа испытания «Способ определения области распределения имитирующего каловые массы средства». Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может иметь выступающие части 90, которые имеют менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, по результатам измерения с помощью описанного в настоящем документе способа испытания «Способ определения процента открытой области». Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может иметь низинную область 116, которая может иметь более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, по результатам измерения с помощью описанного в настоящем документе способа испытания «Способ определения процента открытой области». Согласно различным вариантам осуществления время поглощения для второго поглощения через лицевой по отношению к телу материал 28 на впитывающем изделии 10 после взаимодействия с имитирующим менструальные выделения средством может быть меньше, чем у доступных на рынке впитывающих изделий, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления время поглощения для второго поглощения через лицевой по отношению к телу материал 28 на впитывающем изделии 10 может быть на от приблизительно 25 или 30% до приблизительно 50, 60 или 70% меньше, чем у доступных на рынке продуктов после взаимодействия с имитирующим менструальные выделения средством, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления время для второго поглощения через лицевой по отношению к телу материал 28 на впитывающем изделии 10 может составлять менее чем приблизительно 30 секунд после взаимодействия с имитирующим менструальные выделения средством, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может иметь низинную область 116, причем процент открытой области превышает процент открытой области выступающего участка 90, по результатам измерения согласно описанному в настоящем документе способу испытания «Способ определения процента открытой области».
Дополнительные детали касательно каждого из данных элементов описанного в данном документе впитывающего изделия 10 можно найти ниже и обратившись к фигурам.
Наружное покрытие
Наружное покрытие 26 может быть воздухопроницаемым и/или непроницаемым для жидкости. Наружное покрытие 26 может быть эластичным, растяжимым или не растяжимым. Наружное покрытие 26 может быть выполнено из одного слоя, нескольких слоев, слоистых материалов, текстильных материалов спанбонд, пленок, текстильных материалов мелтблаун, эластичной сетки, микропористых полотен и связанных кардочесанных полотен или вспененных материалов, полученных с применением эластомерных или полимерных материалов. Согласно одному варианту осуществления, например, наружное покрытие 26 может быть выполнено из микропористой полимерной пленки, такой как полиэтилен или полипропилен.
Согласно одному варианту осуществления наружное покрытие 26 может представлять собой один слой непроницаемого для жидкости материала. Согласно одному варианту осуществления наружное покрытие 26 предпочтительно может быть растяжимым и более предпочтительно – эластичным, по меньшей мере в поперечном или в окружном направлении 32 впитывающего изделия 10. Согласно одному варианту осуществления наружное покрытие 26 может быть растяжимым и более предпочтительно – эластичным как в поперечном 32, так и в продольном 30 направлениях. Согласно одному варианту осуществления наружное покрытие 26 может представлять собой многослойный слоистый материал, в котором по меньшей мере один из слоев является непроницаемым для жидкости. Согласно одному варианту осуществления, такому как проиллюстрированному на фигурах 3-6, наружное покрытие 26 может представлять собой двухслойную структуру, включающую материал наружного слоя 70 и материал внутреннего слоя 72, которые могут быть связаны друг с другом, например, с помощью клея для слоистого материала. Подходящие разновидности клея для слоистого материала могут быть нанесены непрерывно или периодически в виде гранул, спрея, параллельных кривых и т. п. Подходящие разновидности клея можно получить от компании Bostik Findlay Adhesives, Inc., Вауватоза, Висконсин, США. Необходимо понимать, что внутренний слой 72 может быть связан с наружным слоем 70 с использованием связей, полученных способом ультразвуковой сварки, связей, полученных способом термосварки, связей, образованных под давлением, и т. п.
Наружный слой 70 наружного покрытия 26 может быть любым подходящим материалом и может быть таким, который обеспечивает для пользователя в целом тканеподобную текстуру или внешний вид. Примером такого материала может быть 100% полипропиленовое связанное кардочесанное полотно со структурой ромбовидных связей, доступное от компании Sandler A.G., Германия, например, Sawabond 4185® или эквивалент, 30 г/м2. Другим примером материала, подходящего для применения в качестве наружного слоя 70 наружного покрытия 26, может быть полипропиленовое нетканое полотно спанбонд, 20 г/м2. Наружный слой 70 также может быть выполнен из тех же материалов, из которых может быть выполнен описанный в настоящем документе вторичный прокладочный материал 34.
Непроницаемый для жидкости внутренний слой 72 наружного покрытия 26 (или непроницаемое для жидкости наружное покрытие 26, если наружное покрытие 26 имеет однослойную структуру) может быть либо паропроницаемым (т. е. «воздухопроницаемым»), либо паронепроницаемым. Непроницаемый для жидкости внутренний слой 72 (или непроницаемое для жидкости наружное покрытие 26, если наружное покрытие 26 имеет однослойную структуру) можно изготовить из тонкой пластиковой пленки, хотя также можно применять другие непроницаемые для жидкости материалы. Непроницаемый для жидкости внутренний слой 72 (или непроницаемое для жидкости наружное покрытие 26, при этом наружное покрытие 26 имеет однослойную структуру) может препятствовать вытеканию жидких выделений организма из впитывающего изделия 10 и намоканию изделия, такого как постельные простыни и одежда, а также пользователя и лица, осуществляющего уход. Примером материала для непроницаемого для жидкости внутреннего слоя 72 (или непроницаемого для жидкости наружного покрытия 26, если наружное покрытие 26 имеет однослойную структуру) может быть пленка с печатным рисунком Berry Plastics XP-8695H, 19 г/м2, или эквивалент, которые коммерчески доступны от компании Berry Plastics Corporation, Эвансвилл, Индиана, США.
Если наружное покрытие 26 имеет однослойную структуру, его можно подвергнуть тиснению и/или матировать поверхность для получения более тканеподобной текстуры или внешнего вида. Наружное покрытие 26 может позволять пару выходить из впитывающего изделия 10, при этом предотвращая прохождение жидкостей. Подходящий непроницаемый для жидкости, паропроницаемый материал может состоять из микропористой полимерной пленки или нетканого материала, на который было нанесено покрытие или он был обработан другим способом для придания необходимого уровня непроницаемости для жидкости.
Впитывающая основа
Впитывающая основа 40 предпочтительно может быть выполнена как в целом сжимаемая, конформная, податливая, не вызывающая раздражение кожи пользователя и способная впитывать и удерживать жидкие выделения организма. Впитывающую основу 40 можно производить с широким спектром размеров и форм (например, прямоугольной, трапециевидной, T-образной, I-образной, в форме песочных часов и т. д.) и из широкого спектра материалов. Размер и впитывающая способность впитывающей основы 40 должны соответствовать размеру предполагаемого пользователя и нагрузке жидкости, обеспечиваемой предполагаемым применением впитывающего изделия 10. Кроме того, размер и впитывающая способность впитывающей основы 40 может варьировать для удобства ношения пользователями, от младенцев до взрослых.
Впитывающая основа 40 может иметь длину в диапазоне от приблизительно 150, 160, 170, 180, 190, 200, 210, 220, 225, 230, 240, 250, 260, 270, 280, 290, 300, 310, 320, 330, 340 или 350 мм до приблизительно 355, 360, 380, 385, 390, 395, 400, 410, 415, 420, 425, 440, 450, 460, 480, 500, 510 или 520 мм. Впитывающая основа 40 может иметь ширину в паховой области в диапазоне от приблизительно 30, 40, 50, 55, 60, 65 или 70 мм до приблизительно 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 125, 130, 140, 150, 160, 170 или 180 мм. Ширина впитывающей основы 40, расположенной в передней области 12 талии и/или задней области 14 талии впитывающего изделия 10, может находиться в диапазоне от приблизительно 50, 55, 60, 65, 70, 75, 80, 85, 90 или 95 мм до приблизительно 100, 105, 110, 115, 120, 125 или 130 мм. Как отмечалось в настоящем документе, впитывающая основа 40 может иметь длину и ширину, которая может быть меньше или равна длине и ширине впитывающего изделия 10.
Согласно одному варианту осуществления впитывающее изделие 10 может представлять собой подгузник с приведенными далее диапазонами длины и ширины впитывающей основы 40 в форме песочных часов: длина впитывающей основы 40 может находиться в диапазоне от приблизительно 170, 180, 190, 200, 210, 220, 225, 240 или 250 мм до приблизительно 260, 280, 300, 310, 320, 330, 340, 350, 355, 360, 380, 385 или 390 мм; ширина впитывающей основы 40 в области 16 промежности может находиться в диапазоне от приблизительно 40, 50, 55 или 60 мм до приблизительно 65, 70, 75 или 80 мм; ширина впитывающей основы 40 в передней области 12 талии и/или задней области 14 талии может находиться в диапазоне от приблизительно 80, 85, 90 или 95 мм до приблизительно 100, 105 или 110 мм.
Согласно одному варианту осуществления впитывающее изделие 10 может представлять собой трусы для приучения к горшку или трусы для подростков с приведенными далее диапазонами длины и ширины впитывающей основы 40 в форме песочных часов: длина впитывающей основы 40 может находиться в диапазоне от приблизительно 400, 410, 420, 440 или 450 мм до приблизительно 460, 480, 500, 510 или 520 мм; ширина впитывающей основы 40 в области 16 промежности может находиться в диапазоне от приблизительно 50, 55 или 60 мм до приблизительно 65, 70, 75 или 80 мм; ширина впитывающей основы 40 в передней области 12 талии и/или задней области 14 талии может находиться в диапазоне от приблизительно 80, 85, 90 или 95 мм до приблизительно 100, 105, 110, 115, 120, 125 или 130 мм.
Согласно одному варианту осуществления впитывающее изделие 10 может представлять собой предмет одежды для взрослых, страдающих недержанием, с приведенными далее диапазонами длины и ширины впитывающей основы 40 с прямоугольной формой: длина впитывающей основы 40 может варьировать от приблизительно 400, 410 или 415 до приблизительно 425 или 450 мм; ширина впитывающей основы 40 в области 16 промежности может находиться в диапазоне от приблизительно 90 или 95 мм до приблизительно 100, 105 или 110 мм. Следует отметить, что впитывающая основа 40 предмета одежды для взрослых, страдающих недержанием, может, но не обязательно, заходить либо в переднюю область 12 талии, либо в заднюю область 14 талии впитывающего изделия 10 или в обе области одновременно.
Согласно одному варианту осуществления впитывающее изделие 10 может представлять собой гигиенический продукт для женщин, с приведенными далее диапазонами длины и ширины впитывающей основы 40 в форме песочных часов: длина впитывающей основы 40 может находиться в диапазоне от приблизительно 150, 160, 170 или 180 мм до приблизительно 190, 200, 210, 220, 230, 240, 250, 260, 270, 280, 290, 300, 310 или 320 мм; ширина впитывающей основы в области 16 промежности может варьировать от приблизительно 30, 40 или 50 мм до приблизительно 60, 70, 80, 90 или 100 мм.
Впитывающая основа 40 может иметь две поверхности 74 и 76, например, лицевую по отношению к пользователю поверхность 74 и лицевую по отношению к предмету одежды поверхность 76. Края, такие как продольные боковые края 42 и 44 и такие как края 46 и 48 передней и задней части, могут соединять две поверхности 74 и 76.
Согласно одному варианту осуществления впитывающая основа 40 может состоять из материала полотна из гидрофильных волокон, целлюлозных волокон (например, древесных волокон), натуральных волокон, синтетических волокон, тканых или нетканых полотен, сетчатого материала по типу марли или других стабилизирующих структур, супервпитывающего материала, связующих материалов, поверхностно-активных веществ, определенных гидрофобных и гидрофильных материалов, пигментов, лосьонов, средств для устранения неприятного запаха и т. п., а также их комбинаций. Согласно одному варианту осуществления впитывающая основа 40 может представлять собой матрицу из целлюлозного ворса и супервпитывающего материала.
Согласно одному варианту осуществления впитывающая основа 40 может быть выполнена из одного слоя материалов или, согласно альтернативному варианту, может быть выполнена из двух слоев материалов или более. Согласно одному варианту осуществления, в котором впитывающая основа 40 имеет два слоя, впитывающая основа 40 может иметь лицевой по отношению к пользователю слой, предпочтительно состоящий из гидрофильных волокон, и лицевой по отношению к предмету одежды слой, предпочтительно состоящий отчасти из материала с высокой впитывающей способностью, обычно известного как супервпитывающий материал. Согласно такому варианту осуществления лицевой по отношению к пользователю слой впитывающей основы 40 предпочтительно может состоять из целлюлозного ворса, такого как ворс древесной целлюлозы, а лицевой по отношению к предмету одежды слой впитывающей основы 40 предпочтительно может состоять из супервпитывающего материала или смеси целлюлозного волокна и супервпитывающего материала. В результате лицевой по отношению к пользователю слой может обладать более низкой впитывающей способностью на единицу веса, чем лицевой по отношению к предмету одежды слой. Лицевой по отношению к пользователю слой в альтернативном случае может состоять из смеси гидрофильных волокон и супервпитывающего материала, при условии, что концентрация супервпитывающего материала, присутствующего в лицевом по отношению к пользователю слое, ниже концентрации супервпитывающего материала, присутствующего в лицевом по отношению к предмету одежды слое с тем, чтобы лицевой по отношению к пользователю слой мог обладать более низкой впитывающей способностью на единицу веса, чем лицевой по отношению к предмету одежды слой. Также предусматривается, что лицевой по отношению к предмету одежды слой может состоять исключительно из супервпитывающего материала, без отступления от объема настоящего раскрытия. Также подразумевают, что согласно одному варианту осуществления каждый из слоев, лицевой по отношению к пользователю и лицевой по отношению к предмету одежды слои, может содержать супервпитывающий материал, так что впитывающие способности двух супервпитывающих материалов могут отличаться и могут обеспечивать впитывающей основе 40 более низкую впитывающую способность в лицевом по отношению к пользователю слое, чем в лицевом по отношению к предмету одежды слое.
Во впитывающей основе 40 можно применять различные типы смачиваемых гидрофильных волокон. Примеры подходящих волокон включают натуральные волокна, целлюлозные волокна, синтетические волокна, состоящие из целлюлозы или производных целлюлозы, такие как целлюлозные химические волокна; неорганические волокна, состоящие из смачиваемого по своей природе материала, такого как стекловолокна; синтетические волокна, полученные из смачиваемых по своей природе термопластических полимеров, такие как конкретные полиэфирные или полиамидные волокна, или состоящие из несмачиваемых термопластических полимеров, такие как полиолефиновые волокна, которые были гидрофилизированы с помощью подходящих средств. Волокна можно гидрофилизировать, например, посредством обработки поверхностно-активным веществом, обработки силикагелем, обработки материалом, который характеризуется наличием подходящего гидрофильного фрагмента и который нельзя легко удалить с волокна, или посредством нанесения на несмачиваемое гидрофобное волокно оболочки из гидрофильного полимера в процессе формирования волокна или после этого. Например, одним подходящим типом волокна является древесная целлюлоза, которая представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую, в основном, волокна из мягких пород древесины. Тем не менее, древесную целлюлозу можно заменить другими волокнистыми материалами, такими как синтетические, полимерные волокна или волокна мелтблаун, или комбинацией волокон мелтблаун и натуральных волокон. Согласно одному варианту осуществления целлюлозный ворс может включать смесь ворса из древесной целлюлозы. Примером ворса из древесной целлюлозы может быть «CoosAbsorb™ S Fluff Pulp» или эквивалент, доступные от Abitibi Bowater, Гринвилл, Южная Каролина, США, который представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую, в основном, волокна из мягких пород древесины из южной части США.
Впитывающую основу 40 можно сформировать с помощью методики сухого формования, методики воздушного формования, методики мокрого формования, методики формования с пенообразованием и т. п., а также их комбинаций. Также может быть использован нетканый материал коформ. Способы и аппарат для осуществления таких методик хорошо известны из уровня техники.
Подходящие супервпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Супервпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры. Сшивание может представлять собой образование ковалентной, ионной, ван-дер-ваальсовой или водородной связи. Как правило, супервпитывающий материал может впитывать количество жидкости по меньшей мере в десять раз больше своего веса. Согласно одному варианту осуществления супервпитывающий материал может впитывать количество жидкости более чем в двадцать четыре больше своего веса. Примеры супервпитывающих материалов включают полиакриламиды, поливиниловый спирт, сополимеры этилена и малеинового ангидрида, поливиниловые эфиры, гидроксипропилцеллюлозу, карбоксиметилцеллюлозу, поливинилморфолинон, полимеры и сополимеры винилсульфоновой кислоты, полиакрилаты, полиакриламиды, поливинилпирролидон и т. п. Дополнительные полимеры, подходящие в качестве супервпитывающего материала, включают гидролизованный привитой сополимер крахмала и акрилонитрила, привитой сополимер крахмала и акриловой кислоты, полиакрилаты и сополимеры изобутилена и малеинового ангидрида и их смеси. Супервпитывающий материал может иметь форму дискретных частиц. Дискретные частицы могут иметь любую необходимую форму, например, спиральную или полуспиральную, кубическую, стержневидную, полиэдрическую и т. д. Также для применения согласно настоящему изобретению предусмотрены формы с наибольшим соотношением наибольший размер/наименьший размер, такие как иглы, чешуйки и волокна. Также во впитывающей основе 40 можно применять конгломераты частиц супервпитывающих материалов.
Согласно одному варианту осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно одному варианту осуществления впитывающая основа 40 может содержать по меньшей мере приблизительно 15% по весу супервпитывающего материала. Согласно одному варианту осуществления впитывающая основа 40 может содержать по меньшей мере приблизительно 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или 100% по весу супервпитывающего материала. Согласно одному варианту осуществления впитывающая основа 40 может содержать менее приблизительно 100, 99, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25 или 20% по весу супервпитывающего материала. Согласно одному варианту осуществления впитывающая основа 40 может содержать от приблизительно 15, 20, 25, 30, 35, 40, 45, 50, 55 или 60% до приблизительно 65, 70, 75, 80, 85, 90, 95, 99 или 100% по весу супервпитывающего материала. Примеры супервпитывающего материала включают без ограничения FAVOR SXM-9300 или эквивалент, доступный от Evonik Industries, Гринсборо, Северная Каролина, США, и HYSORB 8760 или эквивалент, доступный от BASF Corporation, Шарлотт, Северная Каролина, США.
Впитывающую основу 40 можно расположить поверх внутреннего слоя 72 наружного покрытия 26, при этом она будет проходить в поперечном направлении между элементами 66 и 68, представляющими собой резинки для ног, и ее можно связать с внутренним слоем 72 наружного покрытия 26, например, путем связывания с ним с помощью клея. Тем не менее, следует понимать, что впитывающая основа 40 может контактировать, но не быть связанной с наружным покрытием 26, и оставаться в пределах объема настоящего раскрытия. Согласно одному варианту осуществления наружное покрытие 26 может состоять из одного слоя, и впитывающая основа 40 может контактировать с одним слоем наружного покрытия 26. Согласно одному варианту осуществления слой, такой как без ограничения переносящий текучую среду слой 78, может быть расположен между впитывающей основой 40 и наружным покрытием 26.
Переносящий текучую среду слой
Согласно различным вариантам осуществления, например проиллюстрированным в неограничивающем примере на фиг. 3, впитывающее изделие 10 может быть выполнено без переносящего текучую среду слоя 78. Согласно различным вариантам осуществления, например проиллюстрированным в неограничивающих примерах на фигурах 4–6, впитывающее изделие 10 может иметь переносящий текучую среду слой 78. Переносящий текучую среду слой 78 может иметь лицевую по отношению к пользователю поверхность 80 и лицевую по отношению к предмету одежды поверхность 82. Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать с впитывающей основой 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может быть связан с впитывающей основой 40. Связывание переносящего текучую среду слоя 78 с впитывающей основой 40 может осуществляться с помощью любого средства, известного специалисту в данной области, такого как без ограничения разновидности клея. Согласно одному варианту осуществления, такому как проиллюстрированный в неограничивающем примере на фиг. 4, переносящий текучую среду слой 78 может быть расположен между лицевым по отношению к телу материалом 28 и впитывающей сердцевиной 40. Согласно одному варианту осуществления, такому как проиллюстрированный в неограничивающем примере на фиг. 5, переносящий текучую среду слой 78 может полностью окружать впитывающую основу 40, а его концы могут быть скреплены друг с другом. Согласно такому варианту осуществления переносящий текучую среду слой 78 может быть обмотан в несколько оборотов, а затем скреплен с помощью, например, тепла и/или давления. Согласно одному варианту осуществления, такому как, например, на неограничивающей иллюстрации фиг. 6, переносящий текучую среду слой 78 может состоять из отдельных листов материала, которые могут быть использованы для частичного или полного окружения впитывающей основы 40 и которые могут быть сварены друг с другом с помощью средств скрепления, таких как связь, полученная с помощью установки ультразвуковой сварки или другого средства образования термохимической связи или посредством применения клея.
Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать и/или быть связан с лицевой по отношению к пользователю поверхностью 74 впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать и/или быть связан с лицевой по отношению к пользователю поверхностью 74 и по меньшей мере с одним из краев 42, 44, 46 и/или 48 впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать и/или быть связан с лицевой по отношению к пользователю поверхностью 74, по меньшей мере с одним из краев 42, 44, 46 и/или 48 и лицевой по отношению к предмету одежды поверхностью 76 впитывающей основы 40. Согласно одному варианту осуществления впитывающая основа 40 может быть частично или полностью окружена переносящим текучую среду слоем 78.
Переносящий текучую среду слой 78 может быть податливым, менее гидрофильным, чем впитывающая основа 40, и достаточно пористым, чтобы, таким образом, позволять жидким выделениям организма проникать через переносящий текучую среду слой 78 и достигать впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может обладать достаточной структурной целостностью, чтобы противостоять смачиванию его и впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78 может быть выполнен из одного слоя материала или он может представлять собой слоистый материал, выполненный из двух или более слоев материала.
Согласно одному варианту осуществления переносящий текучую среду слой 78 может включать без ограничения натуральные и синтетические волокна, такие как без ограничения полиэфирные, полипропиленовые, ацетатные, нейлоновые, полимерные материалы, целлюлозные материалы, такие как древесная целлюлоза, хлопок, целлюлозные химические волокна, вискоза, LYOCELL®, например, от Lenzing Company из Австрии, или смеси таких или других целлюлозных волокон и их комбинации. Натуральные волокна могут включать без ограничения шерстяные, хлопковые, льняные, конопляные и из древесной целлюлозы. Разновидности древесной целлюлозы могут включать без ограничения стандартную ворсистую из мягких пород древесины, такую как «CoosAbsorb™ S Fluff Pulp» или эквивалент, доступный от Abitibi Bowater, Гринвилл, Южная Каролина, США, которая представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую, в основном, волокна из мягких пород древесины из южной части США.
Согласно различным вариантам осуществления переносящий текучую среду слой 78 может включать целлюлозный материал. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может представлять собой крепированную вату или высокопрочную ткань. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может включать полимерный материал. Согласно одному варианту осуществления переносящий текучую среду слой 78 может включать материал спанбонд. Согласно одному варианту осуществления переносящий текучую среду слой 78 может включать материал мелтблаун. Согласно одному варианту осуществления переносящий текучую среду слой 78 может представлять собой слоистый материал из нетканого материала мелтблаун с волокнами, наслоенными по меньшей мере на один слой нетканого материала спанбонд с грубыми волокнами. Согласно такому варианту осуществления переносящий текучую среду слой 78 может представлять собой материал спанбонд-мелтблаун («SM»). Согласно одному варианту осуществления переносящий текучую среду слой 78 может представлять собой материал спанбонд-мелтблаун-спанбонд («SMS»). Неограничивающим примером такого переносящего текучую среду слоя 78 может быть материал спанбонд-мелтблаун-спанбонд, 10 г/м2. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может состоять по меньшей мере из одного материала, который был гидравлически вплетен в нетканую подложку. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может состоять по меньшей мере из двух материалов, которые были гидравлически вплетены в нетканую подложку. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может содержать по меньшей мере три материала, которые были гидравлически вплетены в нетканую подложку. Неограничивающим примером переносящего текучую среду слоя 78 может быть гидравлически вплетенная подложка 33 г/м2. Согласно такому примеру переносящий текучую среду слой 78 может представлять собой гидравлически вплетенную подложку, 33 г/м2, состоящую из материала спанбонд, 12 г/м2, материала из древесной целлюлозы, 10 г/м2, с длиной от приблизительно 0,6 см до приблизительно 5,5 см, и материала из полиэфирного штапельного волокна, 11 г/м2. Для получения описанного выше переносящего текучую среду слоя 78 базовым слоем может служить материал спанбонд, 12 г/м2, в то время как материал из древесной целлюлозы, 10 г/м2, и материал из полиэфирного штапельного волокна, 11 г/м2, можно гомогенно перемешать и осадить на материал спанбонд, а затем гидравлически скрепить с материалом спанбонд.
Согласно различным вариантам осуществления в переносящий текучую среду слой 78 может быть включено придающее влагостойкость средство. Неограничивающим примером придающего влагостойкость средства может быть Kymene 6500 (557LK) или эквивалент, доступный от Ashland Inc. из Ашленда, Кентукки, США. Согласно различным вариантам осуществления в переносящий текучую среду слой 78 может быть включено поверхностно-активное вещество. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может быть гидрофильным. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может быть гидрофобным, а также его можно обработать любым известным из уровня техники способом для придания ему гидрофильных свойств.
Согласно одному варианту осуществления переносящий текучую среду слой 78 может контактировать с и/или быть связанным с впитывающей основой 40, которая по меньшей мере частично выполнена из зернистого материала, такого как супервпитывающий материал. Согласно одному варианту осуществления, в котором переносящий текучую среду слой 78 по меньшей мере частично или полностью окружает впитывающую основу 40, переносящий текучую среду слой 78 не должен чрезмерно растягиваться или тянуться, поскольку это может привести к выходу зернистого материала за пределы впитывающей основы 40. Согласно одному варианту осуществления переносящий текучую среду слой 78, находясь в сухом состоянии, должен иметь соответствующие величины растяжения при пиковой нагрузке в машинном и поперечном направлениях, составляющие 30 процентов или менее и 40 процентов или менее, соответственно.
Согласно одному варианту осуществления переносящий текучую среду слой 78 может иметь продольную длину такую же, превышающую или меньше продольной длины впитывающей основы 40. Переносящий текучую среду слой 78 может иметь продольную длину в диапазоне от приблизительно 150, 160, 170, 180, 190, 200, 210, 220, 225, 230, 240, 250, 260, 270, 280, 290, 300, 310, 320, 330, 340 или 350 мм до приблизительно 355, 360, 380, 385, 390, 395, 400, 410, 415, 420, 425, 440, 450, 460, 480, 500, 510 или 520 мм.
Поглощающий слой
Согласно различным вариантам осуществления, таким как проиллюстрированные, например, на фиг. 5, впитывающее изделие 10 может иметь поглощающий слой 84. Поглощающий слой 84 может способствовать замедлению и диффузии выбросов или излияний жидких выделений организма, проникающих в лицевой по отношению к телу материал 28. Согласно одному варианту осуществления поглощающий слой 84 может быть расположен между лицевым по отношению к телу материалом 28 и впитывающей основой 40 для приема и распределения выделений организма с целью впитывания впитывающей основой 40. Согласно одному варианту осуществления поглощающий слой 84 может быть расположен между лицевым по отношению к телу материалом 28 и переносящим текучую среду слоем 78 при наличии переносящего текучую среду слоя 78. Согласно одному варианту осуществления поглощающий слой 84 может быть расположен между вторичным прокладочным материалом 34, при наличии, и впитывающей основой 40.
Поглощающий слой 84 может иметь лицевую по отношению к пользователю поверхность 86 и лицевую по отношению к предмету одежды поверхность 88. Согласно одному варианту осуществления поглощающий слой 84 может контактировать с и/или быть связан с лицевым по отношению к телу материалом 28. Согласно одному варианту осуществления, в котором поглощающий слой 84 связан с лицевым по отношению к телу материалом 28, связывание поглощающего слоя 84 с лицевым по отношению к телу материалом 28 может происходить посредством связывания с помощью клея и/или точечного сплавления. Связывание с помощью точечного сплавления можно выбрать без ограничения из связывания под действием ультразвука, давления, температуры и их комбинаций. Согласно одному варианту осуществления связывание при помощи точечного сплавления можно осуществлять согласно любой схеме, которая представляется подходящей.
Поглощающий слой 84 может иметь любой размер продольной длины, который представляется подходящим. Поглощающий слой 84 может иметь продольную длину от приблизительно 120, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 225, 230, 240 или 250 мм до приблизительно 260, 270, 280, 290, 300, 310, 320, 340, 350, 360, 380, 400, 410, 415, 420, 425, 440, 450, 460, 480, 500, 510 или 520 мм. Согласно одному варианту осуществления поглощающий слой 84 может иметь любую длину, причем такую, чтобы поглощающий слой 84 мог иметь общую границу с поясными краями 22 и 24 впитывающего изделия 10.
Согласно одному варианту осуществления продольная длина поглощающего слоя 84 может быть такой же, что и продольная длина впитывающей основы 40. Согласно такому варианту осуществления средняя точка продольной длины поглощающего слоя 84 может в значительной степени совпадать со средней точкой продольной длины впитывающей основы 40.
Согласно одному варианту осуществления продольная длина поглощающего слоя 84 может быть короче продольной длины впитывающей основы 40. Согласно такому варианту осуществления поглощающий слой 84 может быть расположен в любом необходимом местоположении вдоль продольной длины впитывающей основы 40. В качестве примера такого варианта осуществления впитывающее изделие 10 может содержать целевую область, где обычно происходят повторяющиеся жидкие выбросы во впитывающем изделии 10. Конкретное местоположение целевой области может варьировать в зависимости от возраста и пола пользователя впитывающего изделия 10. Например, для мужчин характерно мочиться ближе к передней зоне впитывающего изделия 10, и целевая область может быть смещена вперед во впитывающем изделии 10. Например, целевая область для пользователя мужского пола может быть расположена приблизительно на 2 ¾” впереди от продольной средней точки впитывающей основы 40 и может иметь длину приблизительно ± 3” и ширину приблизительно ± 2”. Целевая область для женщин может быть расположена ближе к центру области 16 промежности впитывающего изделия 10. Например, целевая область для пользователя женского пола может быть расположена приблизительно на 1” впереди от продольной средней точки впитывающей основы 40 и может иметь длину приблизительно ± 3” и ширину приблизительно ± 2”. В результате относительное продольное расположение поглощающего слоя 84 во впитывающем изделии 10 может быть выбрано так, чтобы наилучшим образом соответствовать целевой области для одной или обеих категорий пользователей.
Согласно одному варианту осуществления впитывающее изделие 10 может содержать целевую область, находящуюся в центре области 16 промежности впитывающего изделия 10 при условии, что впитывающее изделие 10 будет носиться пользователем женского пола. Таким образом, поглощающий слой 84, может быть расположен вдоль продольной длины впитывающего изделия 10 так, чтобы поглощающий слой 84 мог в значительной степени совпадать с целевой областью впитывающего изделия 10, предназначенного для пользователя женского пола. В качестве альтернативы, впитывающее изделие 10 может содержать целевую область, расположенную между областью 16 промежности и передней областью 12 талии впитывающего изделия 10, при условии, что впитывающее изделие 10 будет носиться пользователем мужского пола. Таким образом, поглощающий слой 84, может быть расположен вдоль продольной длины впитывающего изделия 10 так, чтобы поглощающий слой 84 мог в значительной степени совпадать с целевой областью впитывающего изделия 10, предназначенного для пользователя мужского пола.
Согласно одному варианту осуществления поглощающий слой 84 может иметь габаритный размер, который является таким же габаритным размером, что и у целевой области впитывающего изделия 10, или габаритный размер, превышающий габаритный размер целевой области впитывающего изделия 10. Согласно одному варианту осуществления поглощающий слой 84 может контактировать с и/или быть связан с лицевым по отношению к телу материалом 28 по меньшей мере частично в целевой зоне впитывающего изделия 10.
Согласно различным вариантам осуществления поглощающий слой 84 может иметь продольную длину, которая короче, такая же или длиннее продольной длины впитывающей основы 40. Согласно одному варианту осуществления, в котором впитывающее изделие 10 представляет собой подгузник, поглощающий слой 84 может иметь продольную длину от приблизительно 120, 130, 140, 150, 160, 170 или 180 мм до приблизительно 200, 210, 220, 225, 240, 260, 280, 300, 310 или 320 мм. Согласно такому варианту осуществления поглощающий слой 84 в продольной длине может быть короче продольной длины впитывающей основы 40 и может быть смещен от переднего торцевого края 46 впитывающей основы 40 с расстоянием от приблизительно 15, 20 или 25 мм до приблизительно 30, 35 или 40 мм. Согласно одному варианту осуществления, в котором впитывающее изделие 10 может представлять собой трусы для приучения к горшку или трусы для подростков, поглощающий слой 84 может иметь продольную длину от приблизительно 120, 130, 140, 150, 200, 210, 220, 230, 240 или 250 мм до приблизительно 260, 270, 280, 290, 300, 340, 360, 400, 410, 420, 440, 450, 460, 480, 500, 510 или 520 мм. Согласно такому варианту осуществления поглощающий слой 84 может иметь продольную длину, которая короче продольной длины впитывающей основы 40, и может быть смещен на расстояние от приблизительно 25, 30, 35 или 40 мм до приблизительно 45, 50, 55, 60, 65, 70, 75, 80 или 85 мм от переднего торцевого края 46 впитывающей основы 40. Согласно одному варианту осуществления, в котором впитывающее изделие 10 представляет собой предмет одежды для взрослых, страдающих недержанием, поглощающий слой 84 может иметь продольную длину от приблизительно 200, 210, 220, 230, 240 или 250 мм до приблизительно 260, 270, 280, 290, 300, 320, 340, 360, 380, 400, 410, 415, 425 или 450 мм. Согласно такому варианту осуществления поглощающий слой 84 может иметь продольную длину, которая короче продольной длины впитывающей основы 40, и при этом поглощающий слой 84 может быть смещен на расстояние от приблизительно 20, 25, 30 или 35 мм до приблизительно 40, 45, 50, 55, 60, 65, 70 или 75 мм от переднего торцевого края 46 впитывающей основы 40.
Поглощающий слой 84 может иметь любую необходимую ширину. Поглощающий слой 84 может иметь размер по ширине от приблизительно 15, 20, 25, 30, 35, 40, 45, 50, 55, 60 или 70 мм до приблизительно 80, 90, 100, 110, 115, 120, 130, 140, 150, 160, 170 или 180 мм. Ширина поглощающего слоя 84 может варьировать в зависимости от размера и формы впитывающего изделия 10, в котором будет размещен поглощающий слой 84. Поглощающий слой 84 может иметь ширину, которая меньше, такая же или больше ширины впитывающей основы 40. В области 16 промежности впитывающего изделия 10 поглощающий слой 84 может иметь ширину, которая меньше, такая же или больше ширины впитывающей основы 40.
Согласно одному варианту осуществления поглощающий слой 84 может включать натуральные волокна, синтетические волокна, супервпитывающий материал, тканый материал, нетканый материал, волокнистые полотна влажной укладки, практически несвязанное, волокнистое полотно воздушной укладки, функционально связанное, стабилизированное волокнистое полотно воздушной укладки и т. п., а также их комбинации. Согласно одному варианту осуществления поглощающий слой 84 может быть сформирован из материала, который является по сути гидрофобным, такого как нетканое полотно, состоящее из полипропилена, полиэтилена, сложного полиэфира и т. п. и их комбинаций.
Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна, которые могут иметь толщину нити в денье, превышающую приблизительно 5. Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна, которые могут иметь толщину нити в денье меньше приблизительно 5.
Согласно одному варианту осуществления поглощающий слой 84 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как композит кардочесанного полотна, полученного воздушной набивкой, 50 г/м2, содержащий однородную смесь из приблизительно 50% двухкомпонентных, имеющих оболочку/сердцевину волокон из полиэтилена/полипропилена с диаметром волокна 3 денье и приблизительно 50% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 1,5 денье. Примером такого композита является композит с приблизительно 50% двухкомпонентных волокон ESC-233 от ES FiberVisions с диаметром 3 денье и приблизительно 50% двухкомпонентных волокон ESC-215 от ES FiberVisions с диаметром 1,5 денье или эквивалентный композит, доступный от ES FiberVisions Corp., Дулут, Джорджия, США.
Согласно одному варианту осуществления поглощающий слой 84 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как композит кардочесанного полотна, полученного воздушной набивкой, 50 г/м2, содержащий однородную смесь из приблизительно 50% волокон Rayon с диаметром волокна 3 денье и приблизительно 50% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 1,5 денье. Примером такого композита является композит с приблизительно 50% волокон Rayon Galaxy от Kelheim с диаметром 3 денье и приблизительно 50% двухкомпонентных волокон ESC-215 от ES FiberVisions с диаметром 1,5 денье или эквивалентный композит, доступный от ES FiberVisions Corp., Дулут, Джорджия, США.
Согласно одному варианту осуществления поглощающий слой 84 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как композит кардочесанного полотна, полученного воздушной набивкой, 50 г/м2, содержащий однородную смесь из приблизительно 40% полых полипропиленовых волокон с диаметром волокна 7 денье и приблизительно 60% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 17 денье. Примером такого композита является композит с приблизительно 40% полых полипропиленовых волокон T-118 от ES FiberVisions с диаметром 7 денье и приблизительно 60% двухкомпонентных волокон Varde от ES FiberVisions с диаметром 17 денье или эквивалентный композит, доступный от ES FiberVisions Corp., Дулут, Джорджия, США.
Согласно одному варианту осуществления поглощающий слой 84 может представлять собой кардочесанное полотно, полученное воздушной набивкой, такое как композит кардочесанного полотна, полученного воздушной набивкой, 35 г/м2, содержащий однородную смесь из приблизительно 35% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 6 денье, приблизительно 35% двухкомпонентных, содержащих оболочку/сердцевину полиэтилен/полипропиленовых волокон с диаметром волокна 2 денье и приблизительно 30% полиэфирных волокон с диаметром волокна 6 денье. Примером такого композита является композит с приблизительно 35% Huvis 180-N (PE/PP 6 денье), приблизительно 35% Huvis N-215 (PE/PP 2 денье) и приблизительно 30% Huvis SD-10 PET, 6 денье, или эквивалентный композит, доступный от SamBo Company, Ltd, Корея.
Согласно одному варианту осуществления поглощающий слой 84 может представлять собой подвергнутое термосварке, стабилизированное, уложенное воздухом волокнистое полотно (например, согласованный код продукта DT200.100.D0001), которое доступно от Glatfelter, при этом фирма имеет офисы, размещенные в Йорке, Пенсильвания, США.
Согласно одному варианту осуществления поглощающий слой 84 может включать материал, полученный по технологии коформ/пеноматериал. Согласно одному варианту осуществления поглощающий слой 84 может включать упругий материал, полученный по технологии коформ. Применяемый в настоящем документе термин «коформ» относится к смеси волокон мелтблаун и впитывающих волокон, таких как целлюлозные волокна, которые могут быть сформированы путем формования воздухом полимерного материала мелтблаун с одновременным продуванием взвешенных в воздухе волокон в поток волокон мелтблаун. Материал, полученный по технологии коформ, также может включать другие материалы, такие как супервпитывающий материал. Волокна мелтблаун и впитывающие волокна (и другие необязательные материалы) можно собирать на формирующей поверхности, например, обеспечиваемой перфорированной лентой. Формирующая поверхность может включать проницаемый для газа материал, который был размещен на формирующей поверхности. Материалы, полученные по технологии коформ, дополнительно описаны в патентах США №5508102 и №5350624, выданных Georger и соавт., и №4100324, выданном Anderson, и публикации заявки США №2012/0053547, под авторством Schroeder и соавт., которые включены в настоящий документ с помощью ссылки на них в полном объеме и до такой степени, при которой они не конфликтуют с настоящим описанием. Применяемый в настоящем документе термин «упругий коформ» относится к нетканому слою из упругого коформа, включающему матрицу из волокон мелтблаун и впитывающий материал, при этом волокна мелтблаун составляют от приблизительно 30 вес. % до приблизительно 99 вес. % полотна, а впитывающий материал составляет от приблизительно 1 вес. % до приблизительно 70 вес. % полотна, и при этом дополнительно волокна мелтблаун сформированы из термопластической композиции, которая содержит по меньшей мере один сополимер пропилена и α-олефина с содержанием пропилена от приблизительно 60 мол. % до приблизительно 99,5 мол. % и содержанием α-олефина от приблизительно 0,5 мол. % до приблизительно 40 мол. %, при этом сополимер дополнительно имеет плотность от приблизительно 0,86 до приблизительно 0,90 грамма на кубический сантиметр, а композиция имеет показатель текучести расплава от приблизительно 120 до приблизительно 6000 грамм за 10 минут, определяемый при 230 C в соответствии со способом испытания ASTM D1238-E, хотя из практических соображений можно снизить верхнюю границу диапазона показателя текучести расплава.
Поглощающий слой 84 может иметь дополнительные параметры, включая базовый вес и толщину. Согласно одному варианту осуществления базовый вес поглощающего слоя 84 может составлять по меньшей мере приблизительно 10 или 20 г/м2. Согласно одному варианту осуществления базовый вес поглощающего слоя 84 может составлять от приблизительно 10, 20, 30, 40, 50 или 60 г/м2 до приблизительно 65, 70, 75, 80, 85, 90, 100, 110, 120 или 130 г/м2. Согласно одному варианту осуществления базовый вес поглощающего слоя 84 может составлять менее чем приблизительно 130, 120, 110, 100, 90, 85, 80, 75, 70, 65, 60 или 50 г/м2. Согласно одному варианту осуществления поглощающий слой 84 может иметь толщину, измеренную при 0,05 фунт/кв. дюйм (0,345 кПа), которая составляет менее чем приблизительно 1,5 мм. Согласно одному варианту осуществления, такому как, например, при котором впитывающим изделием 10 может быть подгузник, поглощающий слой 84 может иметь толщину, измеренную при 0,05 фунт/кв. дюйм (0,345 кПа), которая составляет менее чем приблизительно 1,5, 1,25 или 1,0 мм. Согласно одному варианту осуществления, такому как, например, при котором впитывающим изделием может быть гигиенический продукт для женщин, поглощающий слой 84 может иметь толщину, измеренную при 0,2 фунт/кв. дюйм (1,379 кПа), которая составляет менее чем приблизительно 1,5, 1,25 или 1,0 мм.
Лицевой по отношению к телу материал
Как проиллюстрировано на фигурах 7–9, лицевой по отношению к телу материал 28 может быть полотном из подвергнутого струйному скреплению слоистого материала с выступающими частями 90, выходящими наружу и в сторону от по меньшей мере одной заданной внешней поверхности полотна из слоистого материала. Согласно одному варианту осуществления выступающие части 90 могут быть полыми. Лицевой по отношению к телу материал 28 может иметь два слоя, такие как опорный слой 92 и слой 94 с выступающими частями. Опорный слой 92 может иметь первую поверхность 96 и противоположную вторую поверхность 98, а также толщину 100. Слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и противоположную внешнюю поверхность 104, а также толщину 106. Между опорным слоем 92 и слоем 94 с выступающими частями может присутствовать поверхность 108 раздела. Согласно одному варианту осуществления волокна слоя 94 с выступающими частями могут пересекать поверхность 108 раздела и скрепляться опорным слоем 92 и зацеплять опорный слой 92 с формированием лицевого по отношению к телу материала 28. Согласно одному варианту осуществления, в котором опорный слой 92 представляет собой волокнистое нетканое полотно, волокна опорного слоя 92 могут пересекать поверхность 108 раздела и скрепляться волокнами слоя 94 с выступающими частями.
Выступающие части лицевого по отношению к телу материала
Согласно одному варианту осуществления выступающие части 90 могут быть заполнены волокнами из слоя 94 с выступающими частями и/или опорного слоя 92. Согласно одному варианту осуществления выступающие части 90 могут быть полыми. Выступающие части 90 могут иметь закрытые концы 110, у которых могут отсутствовать отверстия. Тем не мене, согласно некоторым вариантам осуществления может быть необходимо увеличение давления и/или времени воздействия ударяющих струй текучей среды в ходе описанного в настоящем документе процесса скрепления для создания одного или более отверстий (не показанных) в каждой из выступающих частей 90. Отверстия в лицевом по отношению к телу материале можно сформировать посредством формирования штырей (не показаны), которые могут быть расположены на поверхности 156, формирующей выступающие части (такой как формирующая поверхность 156 на фигурах 12 и 12A). Такие отверстия могут быть сформированы на закрытых концах 110 и/или на боковых стенках 112 выступающих частей 90. Такие отверстия должны отличаться от промежутка между волокнами, который представляет собой промежуток от одного отдельного волокна до следующего отдельного волокна.
Согласно различным вариантам осуществления выступающие части 90 могут иметь процент открытой области, в которой свет может проходить через выступающие части 90 без помех со стороны материала, формирующего выступающие части 90, такого как, например, волокнистый материал. Процент открытой области, имеющейся в выступающих частях 90, охватывает всю область выступающей части 90, где свет может беспрепятственно проходить через выступающую часть 90. Так, например, процент открытой области выступающей части 90 может охватывать всю открытую область выступающей части 90 посредством отверстий, промежутка между волокнами и любых других промежутков в выступающей части 90, где свет может проходить беспрепятственно. Согласно одному варианту осуществления выступающие части 90 могут быть сформированы без отверстий, а открытая область может быть существовать благодаря промежутку между волокнами. Согласно различным вариантам осуществления выступающие части 90 могут иметь менее чем приблизительно 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2 или 0,1% открытой области в выбранной области лицевого по отношению к телу материала 28, по результатам измерения согласно описанному в настоящем документе способу испытания «Способ определения процента открытой области».
Согласно одному варианту осуществления, такому как неограничивающий вариант осуществления, проиллюстрированный на фиг. 10, выступающие части 90 могут быть круглыми при обзоре сверху с отчасти куполообразными или изогнутыми верхушками или закрытыми концами 110, такими как наблюдаемые при обзоре в поперечном разрезе, например, как показано на фигурах 10A и 10B. Фактическая форма выступающих частей 90 может изменяться в зависимости от формы формирующей поверхности, в которую вдавливают волокна из слоя 94 с выступающими частями. Таким образом, но не ограничиваясь указанными вариантами, формы выступающих частей 90 могут быть, например, круглыми, овальными, квадратными, прямоугольными, треугольными, ромбовидными и т. д. Как ширина, так и высота выступающих частей 90 могут варьировать, поскольку могут присутствовать промежуток и структура выступающих частей 90. Согласно одному варианту осуществления в одном слое 94 с выступающими частями можно использовать выступающие части 90 с различными формами, размерами и промежутками. Согласно одному варианту осуществления выступающие части 90 могут иметь высоту, измеренную согласно описанному в настоящем документе способу испытания «Способ определения процента открытой области», превышающую приблизительно 1 мм. Согласно одному варианту осуществления выступающие части 90 могут иметь высоту, превышающую приблизительно 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 мм. Согласно одному варианту осуществления выступающие части 90 могут иметь высоту от приблизительно 1, 2, 3, 4 или 5 мм до приблизительно 6, 7, 8, 9 или 10 мм.
Выступающие части 90 лицевого по отношению к телу материала 28 могут быть расположены на внешней поверхности 104 слоя 94 с выступающими частями или исходить из нее. Согласно одному варианту осуществления выступающие части 90 могут выходить из внешней поверхности 104 слоя 94 с выступающими частями в направлении от опорного слоя 92. Согласно одному варианту осуществления, в котором выступающие части 90 могут быть полыми, они могут иметь открытые концы 114, которые могут быть расположены по направлению к внутренней поверхности 102 слоя 94 с выступающими частями, и они могут быть покрыты второй поверхностью 98 опорного слоя 92 или внутренней поверхностью 102 слоя 94 с выступающими частями в зависимости от количества волокна, которое было использовано из слоя 94 с выступающими частями для формирования выступающих частей 90. Выступающие части 90 могут быть окружены низинными областями 116, которые могут быть сформированы из внешней поверхности 104 слоя 94 с выступающими частями, при этом толщина низинных областей 116 может состоять как из слоя 94 с выступающими частями, так и из опорного слоя 92. Низинные области 116 могут быть относительно пологими и плоскими, как показано на фигурах 7 и 8, или в низинных областях 116 может быть создана топографическая изменчивость. Например, согласно одному варианту осуществления низинная область 116 может иметь множество трехмерных форм, сформированных в ней путем формирования слоя 94 с выступающими частями на обладающей трехмерной формой формирующей поверхности, наподобие раскрытой в патенте США №4741941, выданном Engelbert и соавт., переуступленном Kimberly-Clark Worldwide, и включенном в настоящий документ с помощью ссылки в полном его объеме для всех целей. Например, согласно одному варианту осуществления низинная область 116 может быть обеспечена углублениями 118, которые могут полностью или частично заходить в слой 94 с выступающими частями и/или опорный слой 92. Кроме того, низинная область 116 может быть подвергнута тиснению, которое может придать низинной области 116 поверхностную текстуру и другие функциональные признаки. Согласно одному варианту осуществления низинная область 116 и лицевой по отношению к телу материал 28, в целом, могут быть обеспечены отверстиями 120, которые могут проходить через лицевой по отношению к телу материал 28 для дополнительного облегчения прохождения текучих сред (таких как жидкости и твердые вещества, которые составляют выделения организма) в и через лицевой по отношению к телу материал 28. Такие отверстия 120 необходимо отличать от промежутка между волокнами, представляющего собой промежуток от одного отдельного волокна до следующего отдельного волокна.
Согласно различным вариантам осуществления низинные области 116 могут иметь процент открытой области, в котором свет может проходить через низинные области 116 беспрепятственно со стороны материала, формирующего низинные области 116, такого как, например, волокнистый материал. Процент открытой области, имеющийся в низинных областях 116, охватывает всю область низинных областей 116, где свет может беспрепятственно проходить через низинные области 116. Таким образом, например, процент открытой области в низинной области 116 может охватывать всю открытую область в низинных областях 116 посредством отверстий, промежутка между волокнами и любого другого промежутка в низинных областях 116, где беспрепятственно может проходить свет. Согласно различным вариантам осуществления низинные области 116 могут иметь более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, по результатам измерения в соответствии с описанным в настоящем документе способом испытания «Способ определения процента открытой области». Согласно одному варианту осуществления низинные области 116 могут быть сформированы без отверстий, а открытая область может быть образована благодаря промежутку между волокнами. Согласно различным вариантам осуществления низинные области 116 могут иметь более чем приблизительно 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19 или 20% открытой области в выбранной области лицевого по отношению к телу материала 28. В различных вариантах осуществления низинные области 116 могут иметь приблизительно 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 10,5, 11, 11,5, 12, 12,5, 13, 13,5, 14, 14,5, 15, 15,5, 16, 16,5, 17, 17,5, 18, 18,5, 19, 19,5 или 20% открытой области в выбранной области лицевого по отношению к телу материала 28. Согласно различным вариантам осуществления низинные области 116 могут иметь от приблизительно 1, 2 или 3% до приблизительно 4 или 5% открытой области в выбранной области лицевого по отношению к телу материала. Согласно различным вариантам осуществления низинные области 116 могут иметь от приблизительно 5, 6 или 7% до приблизительно 8, 9 или 10% открытой области в выбранной области лицевого по отношению к телу материала 28. Согласно различным вариантам осуществления низинные области 116 могут иметь от приблизительно 10, 11, 12, 13, 14 или 15% до приблизительно 16, 17, 18, 19 или 20% открытой области в выбранной области лицевого по отношению к телу материала 28. Согласно различным вариантам осуществления низинные области 116 могут иметь более чем приблизительно 20% открытой области в выбранной области лицевого по отношению к телу материала 28.
Выступающие части 90 лицевого по отношению к телу материала 28 могут быть реализованы в любой ориентации, которая представляется подходящей. Согласно одному варианту осуществления выступающие части 90 лицевого по отношению к телу материала 28 могут быть реализованы произвольно по отношению к лицевому по отношению к телу материалу 28. Согласно одному варианту осуществления выступающие части 90 могут быть ориентированы линейно в продольном направлении 30 впитывающего изделия 10. Согласно одному варианту осуществления выступающие части 90 могут быть ориентированы линейно в поперечном направлении 32 впитывающего изделия 10. Согласно одному варианту осуществления выступающие части 90 могут быть ориентированы линейно в направлении, которое может находиться под углом к продольному направлению 30 и/или поперечному направлению 32 впитывающего изделия 10. Низинные области 116 лицевого по отношению к телу материала 28 могут быть реализованы в любой ориентации, которая представляется подходящей. Согласно одному варианту осуществления низинные области 116 могут быть ориентированы линейно в продольном направлении 30 впитывающего изделия 10. Согласно одному варианту осуществления низинные области 116 могут быть ориентированы линейно в поперечном направлении 32 впитывающего изделия 10. Согласно одному варианту осуществления низинные области 116 могут быть ориентированы линейно в направлении, которое может находиться под углом к продольному направлению 30 и/или поперечному направлению 32 впитывающего изделия 10.
Согласно одному варианту осуществления выступающие части 90 и/или низинные области 116 могут быть реализованы так, чтобы выступающие части 90 были расположены в области 16 промежности впитывающего изделия 10, расположены по направлению к периметру впитывающего изделия 10 и в их комбинации. Согласно одному варианту осуществления выступающие части 90 могут иметь различные значения высоты в различных областях впитывающего изделия 10. Согласно такому варианту осуществления, например, выступающие части 90 могут иметь первую высоту в одной области впитывающего изделия 10 и другую высоту в другой области впитывающего изделия 10. Согласно одному варианту осуществления выступающие части 90 могут иметь различные значения диаметра в различных областях впитывающего изделия 10. Согласно такому варианту осуществления, например, выступающие части 90 могут иметь первый диаметр в одной области впитывающего изделия 10 и могут иметь другой диаметр в другой области впитывающего изделия 10. Согласно одному варианту осуществления концентрация выступающих частей 90 во впитывающем изделии 10 может варьировать. Согласно такому варианту осуществления одна область впитывающего изделия 10 может иметь более высокую концентрацию выступающих частей 90, чем концентрация выступающих частей 90 во второй области впитывающего изделия 10.
Согласно одному варианту осуществления выступающие части 90 и/или низинные области 116 могут быть реализованы в структурированной ориентации. Неограничивающие примеры структурированных ориентаций могут включать без ограничений линии, круги, квадраты, прямоугольники, треугольники, овалы, звезды и шестигранники. Согласно одному варианту осуществления структурированная ориентация может быть реализована так, чтобы структурированная ориентация была параллельна продольному направлению 30 и/или поперечному направлению 32 впитывающего изделия 10. Согласно одному варианту осуществления структурированная ориентация может быть реализована так, чтобы структурированная ориентация находилась под углом по отношению к продольному направлению 30 и/или поперечному направлению 32 впитывающего изделия 10. Согласно одному варианту осуществления выступающая часть 90 лицевого по отношению к телу материала 28 может по меньшей мере частично совпадать, полностью совпадать или полностью не совпадать с другой выступающей частью 90 лицевого по отношению к телу материала 28, такой как, например, смежная выступающая часть 90. Без привязки к теории полагают, что совпадение (либо частичное, либо полное совпадение, либо полное несовпадение) выступающей части 90 лицевого по отношению к телу материала 28 с другой выступающей частью 90, такой как смежная выступающая часть 90, лицевого по отношению к телу материала 28 может привести к образованию каналов низинных областей 116, которые могут препятствовать дополнительному распределению выделений организма по лицевому по отношению к телу материалу 28 впитывающего изделия 10 и/или могут направлять распределение выделений организма к необходимым местам лицевого по отношению к телу материала 28 впитывающего изделия 10.
В качестве иллюстративных примеров на фигурах 11A, 11B и 11C приведены изображения иллюстративного варианта осуществления частичного совпадения, полного совпадения и полного несовпадения двух выступающих частей в смежных линиях выступающих частей. Согласно проиллюстрированному варианту осуществления, например на фиг. 11A, первая линия 91 выступающих частей 90 может быть расположена линейно в направлении, которое параллельно продольному направлению 30 впитывающего изделия 10. Согласно такому варианту осуществления выступающая часть 90 первой линии 91 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия, может по меньшей мере частично совпадать с выступающей частью 90 непосредственно смежной второй линии 93 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия. Согласно такому варианту осуществления частичное совпадение выступающей части 90 первой линии 91 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия 10, с выступающей частью 90 непосредственно смежной второй линии 93 выступающих частей 90, которая ориентирована в направлении, параллельном продольному направлению 30 впитывающего изделия 10, может обусловить прохождение воображаемой линии 95 в поперечном направлении 32 впитывающего изделия 10 через каждую из выступающих частей 90 первой 91 и второй 93 линий выступающих частей 90. Следует понимать, что такое прохождение воображаемой линии 95 через каждую из выступающих частей 90 первой 91 и второй 93 линий выступающих частей 90 не обязательно приводит к прохождению через среднюю точку каждой из выступающих частей 90 первой 91 и второй 93 линий выступающих частей 90. Согласно проиллюстрированному варианту осуществления, например на фиг. 11B, первая линия 91 выступающих частей 90 может быть расположена линейно в направлении, которое параллельно продольному направлению 30 впитывающего изделия 10. Согласно такому варианту осуществления выступающая часть 90 первой линии 91 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия 10, может полностью совпадать с выступающей частью 90 непосредственно смежной второй линии 93 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия 10. Согласно такому варианту осуществления полное совпадение выступающей части 90 первой линии 91 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия 10, с выступающей частью 90 непосредственно смежной второй линии 93 выступающих частей 90, которая ориентирована в направлении, параллельном продольному направлению 30 впитывающего изделия 10, может обусловить прохождение воображаемой линии 95 в поперечном направлении 32 впитывающего изделия 10 через каждую из выступающих частей 90 первой 91 и второй 93 линий выступающих частей 90. Согласно такому варианту осуществления воображаемая линия 95 может проходить через среднюю точку каждой из выступающих частей 90 первой 91 и второй 93 линий выступающих частей 90. Согласно проиллюстрированному варианту осуществления, например на фиг. 11С, первая линия 91 выступающих частей 90 может быть расположена линейно в направлении, которое параллельно продольному направлению 30 впитывающего изделия 10. Согласно такому варианту осуществления выступающая часть 90 первой линии 91 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия 10, может полностью не совпадать с выступающей частью 90 непосредственно смежной второй линии 93 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия 10. Согласно такому варианту осуществления полное несовпадение выступающей части 90 первой линии 91 выступающих частей 90, которые ориентированы в направлении, параллельном продольному направлению 30 впитывающего изделия 10, с выступающей частью 90 непосредственно смежной второй линии 93 выступающих частей 90, которая ориентирована в направлении, параллельном продольному направлению 30 впитывающего изделия 10, может обусловить прохождение воображаемой линии 95 в поперечном направлении 32 впитывающего изделия 10 через лишь одну из выступающих частей 90 или через любую из выступающих частей 90 первой 91 и второй линий 93 выступающих частей 90. Следует понимать, что можно сформировать дополнительные конфигурации частичного совпадения, полного совпадения и полного несовпадения.
Хотя можно изменить плотность и содержание волокна у выступающих частей 90, согласно одному варианту осуществления выступающие части 90 могут быть «полыми». Как показано на фигурах 10A и 10B, можно видеть, что если выступающие части 90 являются полыми, то они могут иметь оболочку 122, сформированную из волокон слоя 94 с выступающими частями. Оболочка 122 может определять внутреннее пространство 124, которое может характеризоваться более низкой плотностью волокон по сравнению с оболочкой 122 выступающих частей 90. Под «плотностью» понимают количество или содержание волокон на выбранную единицу объема в части внутреннего пространства 124 или оболочки 122 выступающей части 90. Расстояние 103 от внешней лицевой поверхности оболочки 122 до внутренней лицевой поверхности оболочки 122, а также плотность оболочки 122 могут варьировать в конкретной или отдельной выступающей части 90, и оно также может варьировать между различными выступающими частями 90. Кроме того, размер полого внутреннего пространства 124, а также его плотность, могут варьировать в конкретной или отдельной выступающей части 90, и он также может варьировать между различными выступающими частями 90. Микрофотографии на фигурах 10A и 10B показывают более низкую плотность или количество волокон во внутреннем пространстве 124 по сравнению с оболочкой 122 проиллюстрированной выступающей части 90. В результате, если имеется по меньшей мере некоторая часть внутреннего пространства 124 выступающей части 90, которая имеет более низкую плотность волокон, чем по меньшей мере некоторая часть оболочки 122 той же выступающей части 90, то выступающую часть считают «полой». В этом отношении, в некоторых ситуациях, может не быть четко определенной границы между оболочкой 122 и внутренним пространством 124, но, при достаточном увеличении поперечного сечения одного из выступов, можно увидеть, что по меньшей мере некоторая часть внутреннего пространства 124 выступающей части 90 имеет более низкую плотность, чем некоторая часть оболочки 122 той же выступающей части 90, то выступающую часть 90 считают «полой». Кроме того, если по меньшей мере часть выступающих частей 90 лицевого по отношению к телу материала 28 является полой, то слой 94 с выступающими частями и лицевой по отношению к телу материал 28 считают «полым» или имеющим «полые выступающие части». Согласно одному варианту осуществления часть выступающих частей 90, которые являются полыми, могут быть больше или равны приблизительно 50 процентам выступающих частей 90 в выбранной области лицевого по отношению к телу материала 28. Согласно одному варианту осуществления полым может быть более или равное 70 процентам количество выступающих частей 90 в выбранной области лицевого по отношению к телу материала 28. Согласно одному варианту осуществления полым может быть более или равное 90 процентам количество выступающих частей 90 в выбранной области лицевого по отношению к телу материала 28.
Как станет более понятно в связи с описанием изложенных ниже способов, лицевой по отношению к телу материал 28 может быть результатом движения волокон в слое 94 с выступающими частями в одном, и иногда в двух или более направлениях. Как показано на фигуре 9, если формирующая поверхность (такая как формирующая поверхность 156 на фигурах 12 и 12A), под которой расположен слой 94 с выступающими частями, является твердой, за исключением формирующих прорезей (таких как формирующие прорези 170 на фигуре 12A), применяемых для формирования выступающих частей 90, то сила потоков струйного скрепления, бьющих и отражающихся от низинных областей твердой поверхности (таких как низинные области 172 на фигуре 12A), соответствующих низинным областям 116 слоя 94 с выступающими частями, может вызывать смещение волокон рядом с внутренней поверхностью 102 слоя 94 с выступающими частями в опорный слой 92 рядом со второй поверхностью 98. Такое смещение волокон в первом направлении можно представить с помощью стрелок 126, показанных на фигуре 9. Для формирования выступающих частей 90, выходящих наружу из внешней поверхности 104 слоя 94 с выступающими частями, должно быть смещение волокон во втором направлении, которое показано стрелками 128. Это смещение во втором направлении, которое заставляет волокна из слоя 94 с выступающими частями выходить из и идти от внешней поверхности 104 с образованием выступающих частей 90.
Согласно одному варианту осуществления, в котором опорный слой 92 может представлять собой волокнистое нетканое полотно, в зависимости от степени целостности и прочности полотна и времени воздействия струй текучей среды также может иметь место смещение волокон опорного слоя 92 в слой 94 с выступающими частями, как показано стрелками 130 на фигуре 9. Конечным результатом таких смещений волокон может быть образование лицевого по отношению к телу материала 28 с хорошей общей целостностью и наслоением слоев (92 и 94) на их поверхности 108 раздела, что, таким образом, делает возможным дополнительные обработку и манипуляции лицевого по отношению к телу материала 28. В результате описанных в настоящем документе процессов струйного скрепления обычно нежелательно, чтобы давление текучей среды, прилагаемое для образования выступающих частей 90, имело достаточную силу для того, чтобы заставить волокна из опорного слоя 92 выступить на внешней поверхности 104 слоя 94 с выступающими частями.
Опорный слой и слой с выступающими частями лицевого по отношению к телу материала
Как подразумевает название, опорный слой 92 может служить опорой для слоя 94 с выступающими частями, содержащего выступающие части 90, и может быть выполнен из ряда структурных элементов, при условии, что опорный слой 92 может служить опорой слою 94 с выступающими частями. Основные функции опорного слоя 92 могут заключаться в защите слоя 94 с выступающими частями во время формирования выступающих частей 90, возможности связывать слой 94 с выступающими частями или скрепляться с ним и в облегчении последующей обработки слоя 94 с выступающими частями и полученным в результате лицевым по отношению к телу материалом 28. Подходящие материалы для опорного слоя 92 могут включать без ограничения нетканые материалы или полотна, материалы холста, сетчатые материалы, изделия на основе бумаги/целлюлозы/древесной целлюлозы, которые можно рассматривать как подмножество нетканых материалов или полотен, а также пеноматериалы, пленки и комбинации вышеуказанных, при условии, что выбранные материал или материалы могут выдержать процесс производства, такой как процесс струйного скрепления. Согласно одному варианту осуществления опорный слой 92 может представлять собой волокнистое нетканое полотно, изготовленное из множества случайным образом наложенных волокон, которые могут представлять собой волокна со штапельной длиной, такие, которые применяют, например, в кардочесанных полотнах, уложенных воздухом полотнах и т. д. или они могут представлять собой более непрерывные волокна, такие как находящиеся, например, в полотнах мелтблаун или спанбонд. В связи с функциями, которые должен выполнять опорный слой 92, опорный слой 92 может иметь более высокую степень целостности, чем слой 94 с выступающими частями. В этом отношении опорный слой 92 может оставаться практически неизменным, когда его подвергают процессу струйного скрепления, который более подробно обсуждается ниже. Степень целостности опорного слоя 92 может быть такой, чтобы материал, формирующий опорный слой 92, мог противостоять при увлечении вниз и заполнении выступающих частей 90 слоя 94 с выступающими частями. В результате, согласно одному варианту осуществления, в котором опорный слой 92 представляет собой волокнистое нетканое полотно, он должен иметь более высокую степень связанности волокон между собой и/или скрепления волокна, чем волокна в слое 94 с выступающими частями. Несмотря на то, что желательно, чтобы волокна из опорного слоя 92 были скреплены с волокнами слоя 94 с выступающими частями, смежного с поверхностью 108 раздела между двумя слоями, обычно желательно, чтобы волокна данного опорного слоя 92 не встраивались в слой 94 с выступающими частями, или не скреплялись с ним, до такой степени, что большие части этих волокон будут пробиваться внутрь выступающих частей 90.
Согласно одному варианту осуществления функция опорного слоя 92 может заключаться в облегчении дополнительной обработки слоя 94 с выступающими частями. Согласно одному варианту осуществления волокна, применяемые для формирования слоя 94 с выступающими частями, могут быть дороже волокон, применяемых для формирования опорного слоя 92. В результате, согласно такому варианту осуществления, может быть необходимо сохранять базовый вес слоя 94 с выступающими частями низким. При этом, однако, может стать затруднительной обработка слоя 94 с выступающими частями после его формирования. В результате прикрепления слоя 94 с выступающими частями к нижележащему опорному слою 92 можно более эффективно выполнять дополнительную обработку, намотку и размотку, хранение и другие действия.
Для того, чтобы противостоять более высокой степени смещения, которое упомянуто выше, согласно одному варианту осуществления опорный слой 92 может иметь более высокую степень целостности, чем слой 94 с выступающими частями. Эта более высокая степень целостности может быть реализована рядом способов. Один может представлять собой связывание волокон между собой, которое может быть достигнуто посредством термосварки или ультразвуковой сварки волокон друг с другом с или без применения давления, как в связывании с воздушной набивкой, точечном связывании, порошковом связывании, химическом связывании, клеевом связывании, тиснении, каландровом связывании и т. д. Кроме того, другие материалы можно добавлять в смесь волокнистых материалов, такие как разновидности клея и/или двухкомпонентные волокна. Также можно использовать предварительное скрепление волокнистого нетканого опорного слоя 92, такое как, например, путем воздействия на полотно водоструйным скреплением, иглопробиванием и т. д., перед тем, как этот опорный слой 92 будет сцеплен со слоем 94 с выступающими частями. Также возможны комбинации вышеописанного. При этом другие материалы, такие как вспененные материалы, холсты и сетки, могут иметь достаточную начальную целостность для того, чтобы не требовать дальнейшей обработки. Уровень целостности можно во многих случаях наблюдать визуально благодаря, например, осмотру невооруженным глазом при таких методиках, как точечное связывание, которое обычно используют с волокнистыми неткаными полотнами, такими как полотна спанбонд, и полотна, содержащие штапельное волокно. Дополнительное увеличение опорного слоя 92 может также показывать использование струйного скрепления или использование термосварки и/или клеевого связывания для сцепления волокон вместе. В зависимости от того, доступны ли образцы отдельных слоев (92 и 94), испытание на разрыв либо на одном из, либо на обоих из машинного и поперечного машинному направлений можно провести для сравнения целостности опорного слоя 92 со слоем 94 с выступающими частями. См., например, испытание D5035-11 ASTM, которое включено в данный документ во всей своей полноте ссылкой для всех целей.
Тип, базовый вес, прочность на разрыв и другие свойства опорного слоя 92 можно выбрать и изменять в зависимости от конкретного конечного применения полученного в результате лицевого по отношению к телу материала 28. Если лицевой по отношению к телу материал 28 должен использоваться в качестве части впитывающего изделия, такого как впитывающее изделие личной гигиены, салфетка и т. д., обычно может быть желательно, чтобы опорный слой 92 представлял собой слой, который пропускает текучую среду, имеет хорошую прочность во влажном и сухом состоянии, был способен впитывать текучие среды, такие как выделения организма, возможно, удерживать текучие среды в течение определенного периода времени, а затем высвобождать текучие среды в один или более нижележащих слоев. В этом отношении волокнистые нетканые материалы, такие как полотна спанбонд, полотна мелтблаун и кардочесанные полотна, такие как уложенные воздухом полотна, связанные кардочесанные полотна и материалы, полученные по технологии коформ, хорошо подходят в качестве опорных слоев 92. Также хорошо подходят вспененные материалы и материалы в виде холста. Кроме того, опорный слой 92 может представлять собой многослойный материал вследствие использования нескольких слоев или использования многорядных процессов формирования, которые обычно используются при изготовлении полотен спанбонд и полотен мелтблаун, а также слоистых комбинаций полотен мелтблаун и спанбонд. При формировании таких опорных слоев 92 можно использовать как натуральные, так и синтетические материалы отдельно или в комбинации для производства материалов. Согласно различным вариантам осуществления опорный слой 92 может иметь базовый вес в диапазоне от приблизительно 5 до приблизительно 40 или 50 г/м2.
Тип, базовый вес и пористость опорного слоя 92 могут влиять на условия процесса, необходимые для формирования выступающих частей 90 в слое 94 с выступающими частями. Материалы с большим базовым весом могут повышать скрепляющую силу потоков скрепляющей текучей среды, необходимую для формирования выступающих частей 90 в слое 94 с выступающими частями. Тем не менее, опорные слои 92 с большим базовым весом также могут обеспечивать улучшенную поддержку для слоя 94 с выступающими частями, поскольку было определено, что слой 94 с выступающими частями сам по себе является слишком растяжимым для сохранения формы выступающих частей 90 после процесса формирования. Слой 94 с выступающими частями сам по себе может чрезмерно удлиняться в машинном направлении вследствие механических сил, прикладываемых к нему при последующих процессах намотки и преобразования и, следовательно, уменьшающих и искривляющих выступающие части. Также, без опорного слоя 92 выступающие части 90 в слое 94 с выступающими частями проявляют тенденцию к смятию вследствие величин давления при намотке и сжимающего веса, которым подвергается слой 94 с выступающими частями в процессе намотки и последующего преобразования, и не восстанавливаются в той степени, в которой они восстанавливаются, если присутствует опорный слой 94.
Опорный слой 92 может подвергаться дополнительной обработке и/или введению добавок для изменения или улучшения его свойств. Например, поверхностно-активные вещества и другие химические вещества могут быть добавлены как внутри, так и снаружи к компонентам, образующим весь опорный слой 92 или его часть, для изменения или улучшения его свойств. В опорный слой 92 могут быть добавлены соединения, обычно называемые гидрогелями или супервпитывающими материалами, которые поглощают жидкости, во много раз превышающие их собственный вес, как в форме частиц, так и в волокнистой форме.
Слой 94 с выступающими частями может быть изготовлен из множества случайным образом наложенных волокон, которые могут представлять собой волокна штапельной длины, такие как используемые, например, в кардочесанных полотнах, уложенных воздухом полотнах, полотнах, полученных по технологии коформ, и т. д., или они могут представлять собой более непрерывные волокна, такие как находящиеся, например, в мелтблаун или спанбонд полотнах. Волокна в слое 94 с выступающими частями могут иметь меньшую связанность между волокнами и/или скрепление волокон и, следовательно, меньшую целостность по сравнению с целостностью опорного слоя 92, особенно в вариантах осуществления, в которых опорный слой 92 представляет собой волокнистое нетканое полотно. Согласно одному варианту осуществления волокна в слое 94 с выступающими частями могут не иметь начального связывания между волокнами с целью обеспечения возможности формирования выступающих частей 90, которое будет более подробно объяснено ниже в связи с описанием одного или более из вариантов осуществления способа и устройства для формирования лицевого по отношению к телу материала 28. В качестве альтернативы, если как опорный слой 92, так и слой 94 с выступающими частями могут представлять собой волокнистые нетканые полотна, слой 94 с выступающими частями может иметь меньшую целостность, чем опорный слой 92 вследствие того, что слой 94 с выступающими частями имеет, например, меньшую связанность между волокнами, меньшее количество клея на волокнах или меньшее предварительное скрепление волокон, формирующих слой 94 с выступающими частями.
Слой 94 с выступающими частями может иметь достаточную величину способности волокон к перемещению, чтобы обеспечивать в описанном ниже способе струйного скрепления возможность перемещения первого множества из множества волокон слоя с выступающими частями 94 из плоскости X-Y слоя 94 с выступающими частями и в перпендикулярном или Z-направлении относительно слоя 94 с выступающими частями таким образом, чтобы они были способны формировать выступающие части 90 (проиллюстрированы на фиг. 7). Как отмечено в данном документе, согласно различным вариантам осуществления выступающие части 90 могут быть полыми. Как описано в данном документе, согласно одному варианту осуществления второе множество из множества волокон в слое 94 с выступающими частями может становиться скрепленным с опорным слоем 92. Если используются более непрерывные волокнистые структуры, такие как полотна мелтблаун или спанбонд, согласно одному варианту осуществления может присутствовать незначительное предварительное связывание слоя 94 с выступающими частями перед осуществлением способа струйного скрепления или предварительное связывание может отсутствовать. Более длинные волокна, такие как образующиеся в способах по технологии мелтблаун и спанбонд (которые часто называют непрерывными волокнами, чтобы отличать их от волокон штапельной длины) обычно будут требовать большей силы для смещения волокон в направлении Z, чем более короткие волокна штапельной длины, которые обычно имеют длины волокон менее чем приблизительно 100 мм и, более типично, длины волокон в диапазоне 10-60 мм. Напротив, полотна из штапельного волокна, такие как кардочесанные полотна и уложенные воздухом полотна, могут иметь некоторую степень предварительной связанности или скрепления волокон вследствие их меньшей длины. Для таких более коротких волокон требуется меньшая сила текучей среды от потоков струйного скрепления для их перемещения в направлении Z с формированием выступающих частей 90. В результате необходимо соблюдать баланс между длиной волокна, степенью предварительной связанности волокна, силой текучей среды, скоростью полотна и временем пребывания с тем, чтобы иметь возможность создавать выступающие части 90 без, если не требуется иное, формирования отверстий в низинных областях 116 или выступающих частях 90 или вытеснения слишком большого количества материала во внутреннее пространство 124 выступающих частей 90, тем самым делая выступающие части 90 слишком жесткими для некоторых целевых назначений.
Согласно различным вариантам осуществления слой 94 с выступающими частями может иметь базовый вес в диапазоне от приблизительно 10 г/м2 до приблизительно 60 г/м2. Полотна спанбонд обычно могут иметь значения базового веса от приблизительно 15 до приблизительно 50 г/м2 при использовании в качестве слоя 94 с выступающими частями. Диаметры волокон могут находиться в диапазоне от приблизительно 5 до приблизительно 20 микрон. Волокна могут представлять собой однокомпонентные волокна, сформированные из одной полимерной композиции, или они могут представлять собой двухкомпонентные или многокомпонентные волокна, где одна часть волокна может иметь более низкую точку плавления по сравнению с другими компонентами для того, чтобы обеспечить возможность связывания между волокнами при использовании нагревания и/или приложения давления. Также могут быть использованы полые волокна. Волокна могут быть образованы из любых полимерных составов, обычно используемых для формирования полотен спанбонд. Примеры таких полимеров включают без ограничения полипропилен («PP»), сложный полиэфир («PET»), полиамид («PA»), полиэтилен («PE») и полимолочную кислоту («PLA»). Полотна спанбонд могут быть подвергнуты действию методик связывания и скрепления после формирования, если необходимо улучшить пригодность полотна к обработке перед тем, как оно подвергнется процессу формирования выступающих частей.
Мелтблаун полотна обычно могут иметь значения базового веса от приблизительно 20 до приблизительно 50 г/м2 при использовании в качестве слоя 94 с выступающими частями. Диаметры волокон могут находиться в диапазоне от приблизительно 0,5 до приблизительно 5 микрон. Волокна могут представлять собой однокомпонентные волокна, сформированные из одной полимерной композиции, или они могут представлять собой двухкомпонентные или многокомпонентные волокна, где одна часть волокна может иметь более низкую точку плавления по сравнению с другими компонентами для того, чтобы обеспечить возможность связывания между волокнами при использовании нагревания и/или приложения давления. Волокна могут быть образованы из любых полимерных составов, обычно используемых для формирования полотен спанбонд. Примеры таких полимеров включают без ограничений PP, PET, PA, PE и PLA.
В кардочесанных и уложенных воздухом полотнах могут использоваться штапельные волокна, длина которых обычно может находиться в диапазоне от приблизительно 10 до приблизительно 100 миллиметров. Толщина волокна в денье будет находиться в диапазоне от приблизительно 0,5 до приблизительно 6 денье в зависимости от конкретного конечного применения. Значения базового веса могут находиться в диапазоне от приблизительно 20 до приблизительно 60 г/м2. Штапельные волокна могут быть изготовлены из широкого спектра полимеров, в том числе без ограничения PP, PET, PA, PE, PLA, хлопка, целлюлозных химических волокон, льна, шерсти, конопли и регенерированной целлюлозы, такой как, например, вискоза. Также могут быть использованы смеси волокон, такие как смеси двухкомпонентных волокон и однокомпонентных волокон, а также смеси твердых волокон и полых волокон. Если необходимо связывание, оно может быть реализовано рядом способов, включая, например, связывание с воздушной набивкой, каландровое связывание, точечное связывание, химическое связывание и клеевое связывание, такое как порошковое связывание. При необходимости, для дополнительного улучшения целостности и пригодности к обработке слоя 94 с выступающими частями перед процессом формирования выступающих частей слой 94 с выступающими частями может быть подвергнут способу предварительного скрепления для повышения скрепления волокон в слое 94 с выступающими частями перед формированием выступающих частей 90. Водоструйное скрепление может быть выгодным в этом отношении.
Хотя вышеописанные типы нетканых полотен и процессы формирования, описанные в данном документе, являются подходящими для применения в сочетании со слоем 94 с выступающими частями, ожидается, что другие полотна и процессы формирования также можно использовать при условии, что полотна способны к формированию выступающих частей 90.
Каждый из опорного слоя 92 и слоя 94 с выступающими частями может быть изготовлен с различными значениями базового веса в зависимости от конкретного конечного применения. Например, лицевой по отношению к телу материал 28 может иметь общий базовый вес от приблизительно 15, 20 или 25 до приблизительно 100, 110 или 120 г/м2, и опорный слой 92 может иметь базовый вес от приблизительно 5 до приблизительно 40 или 50 г/м2, тогда как слой 94 с выступающими частями может иметь базовый вес от приблизительно 15 или 20 до приблизительно 50 или 60 г/м2. Такие диапазоны базового веса могут быть возможны вследствие способа, которым можно формировать лицевой по отношению к телу материал 28, и применения двух различных слоев с различными функциями относительно процесса формирования. В результате лицевой по отношению к телу материал 28 может быть изготовлен в коммерческих установках, которые прежде не рассматривались как возможные вследствие неспособности к обработке отдельных полотен и формированию желаемых выступающих частей 90.
Согласно одному варианту осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении. Согласно одному варианту осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может выдерживать нагрузку, превышающую приблизительно 4 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении. Согласно одному варианту осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может выдерживать нагрузку, превышающую приблизительно 6 ньютон на 25 мм ширины, с 10% растяжением в машинном направлении. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может иметь эластичность, превышающую приблизительно 70%. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может иметь эластичность, превышающую приблизительно 70, 73, 75, 77, 80 или 83%.
Согласно различным вариантам осуществления впитывающее изделие 10 может представлять собой подгузник. Согласно различным вариантам осуществления количество остаточного имитирующего каловые массы средства на лицевом по отношению к телу материале 28 впитывающего изделия 10 после взаимодействия с имитирующим каловые массы средством, по результатам измерения с помощью описанного в данном документе способа испытаний «Способ определения остаточного имитирующего каловые массы средства», может составлять менее чем приблизительно 2,5, 2,4, 2,3, 2,2, 2,1, 2,0, 1,9, 1,8, 1,7, 1,6 или 1,5 грамма. Согласно различным вариантам осуществления область распределения имитирующего каловые массы средства на лицевом по отношению к телу материале 28 впитывающего изделия 10 после взаимодействия с имитирующим каловые массы средством, по результатам измерения с помощью описанного в данном документе способа испытаний «Определение области распределения имитирующего каловые массы средства», может составлять менее чем приблизительно 34, 33, 32, 31, 30 или 29 см2.
Согласно различным вариантам осуществления впитывающее изделие 10 может представлять собой гигиенический продукт для женщин. Согласно различным вариантам осуществления второе время поглощения через лицевой по отношению к телу материал 28 на впитывающем изделии 10 после взаимодействия с имитирующим менструальные выделения средством может быть меньше, чем приблизительно 30, 20 или 15 секунд, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления второе время поглощения имитирующего менструальные выделения средства через лицевой по отношению к телу материал 28 на впитывающем изделии 10 может быть на от приблизительно 25 или 30% до приблизительно 50, 60 или 70% меньше, чем у коммерчески доступного продукта после взаимодействия с имитирующим менструальные выделения средством, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления второе время поглощения через лицевой по отношению к телу материал 28 на впитывающем изделии 10 может быть на приблизительно 25, 30, 31, 47, 49, 50, 54, 60, 64, 66 или 70% меньше, чем у коммерчески доступных продуктов после взаимодействия с имитирующим менструальные выделения средством, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение».
Согласно различным вариантам осуществления второе время поглощения через лицевой по отношению к телу материал 28 на впитывающем изделии 10 после взаимодействия с имитирующим менструальные выделения средством может быть меньше, чем приблизительно 30, 20 или 15 секунд без увеличения показателя повторного увлажнения, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления второе время поглощения имитирующего менструальные выделения средства через лицевой по отношению к телу материал 28 на впитывающем изделии 10 может быть на от приблизительно 25 или 30% до приблизительно 50, 60 или 70% меньше, чем у коммерчески доступного продукта без повышения показателя повторного увлажнения после взаимодействия с имитирующим менструальные выделения средством, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления второе время поглощения через лицевой по отношению к телу материал 28 на впитывающем изделии 10 после взаимодействия с имитирующим менструальные выделения средством может быть приблизительно на 25, 30, 31, 47, 49, 50, 54, 60, 64, 66 или 70% меньше, чем у коммерчески доступных продуктов без повышения величины повторного увлажнения.
Способ производства лицевого по отношению к телу материала
Процесс струйного скрепления можно использовать для формирования лицевого по отношению к телу материала 28. Любое количество текучих сред можно использовать для соединения вместе опорного слоя 92 и слоя 94 с выступающими частями, в том числе как жидкости, так и газы. Наиболее распространенная технология, используемая в этом направлении, может называться спанлейс или технология водоструйного скрепления, в которой могут использовать воду под давлением в качестве текучей среды для скрепления.
Обращаясь к фигуре 12, на ней показан вариант осуществления способа и аппарат для формирования подвергнутого струйному скреплению лицевого по отношению к телу материала 28 с выступающими частями 90. Аппарат 150 может содержать первый ленточный транспортер 152, приводной валик 154 ленточного транспортера, поверхность 156, формирующую выступающие части, устройство 158 для струйного скрепления, необязательный валик 160 для избыточной подачи и систему 162 удаления текучей среды, такую как вакуумное или другое традиционное отсасывающее устройство. Такие вакуумные устройства и другие средства хорошо известны специалистам в данной области. Ленточный транспортер 152 может переносить слой 94 с выступающими частями в аппарат 150. Если необходимо проведение какого-либо предварительного скрепления на слое 94 с выступающими частями на входе в процесс, проиллюстрированный на фиг. 12, ленточный транспортер 152 может быть пористым. Ленточный транспортер 152 может двигаться в первом направлении (которое является машинным направлением), которое показано стрелкой 164 с первой скоростью или скоростью оборота V1. Ленточный транспортер 152 может приводиться в движение приводным валиком 154 ленточного транспортера или другими подходящими средствами, которые хорошо известны специалистам в данной области.
Формирующая выступы поверхность 156, которая представлена на фигуре 12, может иметь форму текстурирующего барабана и частичный покомпонентный вид поверхности которого представлен на фигуре 12A. Формирующая выступы поверхность 156 может перемещаться в машинном направлении, как показано стрелкой 166, со скоростью или скоростью оборота V3. Она может приводиться в движение и ее скорость может контролироваться любыми подходящими приводящими в движение средствами (не показаны), такими как электродвигатели и приводные механизмы, которые хорошо известны специалистам в данной области. Поверхность 156, формирующая выступающие части, изображенная на фигурах 12 и 12A, может иметь формирующую поверхность 168, содержащую структуру из формирующих прорезей 170, которая может соответствовать форме и структуре желаемых выступающих частей 90 в слое 94 с выступающими частями, и формирующие прорези 170 могут быть разделены низинной областью 172. Формирующие прорези 170 могут иметь любую форму и любую структуру. Как можно увидеть из фигур, на которых изображен лицевой по отношению к телу материал 28, форма формирующих прорезей 170 может быть круглой, но следует понимать, что любое число форм и комбинаций форм можно использовать в зависимости от целевого назначения. Примеры возможных форм формирующих прорезей 170 включают без ограничений овалы, перекрестия, квадраты, прямоугольники, ромбовидные фигуры, шестиугольники и другие многоугольники. Такие формы могут быть образованы на поверхности 156, формирующей выступающие части, путем литья, перфорирования, штамповки, лазерного разрезания и гидроструйного разрезания. Промежуток между формирующими прорезями 170 и, следовательно, величину низинной области 172 можно изменять в зависимости от конкретного конечного применения лицевого по отношению к телу материала 28. Кроме того, структуру формирующих прорезей 170 на поверхности 156, формирующей выступающие части, можно изменять в зависимости от конкретного конечного применения лицевого по отношению к телу материала 28.
Материал, формирующий поверхность 156, формирующую выступающие части, может представлять собой любое количество подходящих материалов, обычно применяемых для формирования таких поверхностей, в том числе без ограничения листовой металл, пластмассы и другие полимерные материалы, резину и т. д. Формирующие прорези 170 могут быть образованы в листе материала, который затем формируют в поверхность 156, формирующую выступающие части, или поверхность 156, формирующую выступающие части, можно сформовать или отлить из подходящих материалов или распечатать с помощью технологии 3D печати. Поверхность 156, формирующую выступающие части, можно с возможностью перемещения установить на и над необязательной пористой внутренней оболочкой 174 барабана таким образом, чтобы различные формирующие поверхности 168 можно было использовать для различных вариантов дизайна конечного продукта. Пористая внутренняя оболочка 174 барабана может работать согласовано с системой 162 удаления текучей среды, что может облегчать затягивание скрепляющей текучей среды и волокон в формирующие прорези 170 в наружной формирующей поверхности 168, таким образом формируя выступающие части 90 в слое 94 с выступающими частями. Пористая внутренняя оболочка 174 барабана также может действовать как барьер для замедления дальнейшего сброса волокон в систему 162 удаления текучей среды и другие части оборудования, таким образом снижая загрязнение оборудования. Пористая внутренняя оболочка 174 барабана может вращаться в том же направлении и с той же скоростью, что и поверхность 156, формирующая выступающие части. Кроме того, для дополнительного контроля высоты выступающих частей 90 расстояние между внутренней оболочкой 174 барабана и поверхностью 156, формирующей выступающие части, можно изменять. Согласно одному варианту осуществления, в котором используется пористая внутренняя оболочка барабана, расстояние между наружной лицевой поверхностью внутренней оболочки 174 барабана и внутренней лицевой поверхностью у поверхности 156, формирующей выступающие части, может находиться в диапазоне от приблизительно 0 до приблизительно 5 мм.
Геометрические размеры поперечного разреза формирующих прорезей 170 и их глубина может влиять на поперечный разрез и высоту выступающих частей 90, полученных в слое 94 с выступающими частями. Согласно одному варианту осуществления глубина формирующих прорезей 170 у поверхности 156, формирующей выступающие части, может соответствовать высоте выступающих частей 90. Согласно одному варианту осуществления глубина формирующих прорезей 170 у поверхности 156, формирующей выступающие части, может составлять от приблизительно 1 или 3 мм до приблизительно 5 или 10 мм. Согласно одному варианту осуществления размер поперечного разреза формирующих прорезей 170 может составлять от приблизительно 2 или 3 мм до приблизительно 6 или 10 мм при измерении вдоль основной оси. Согласно одному варианту осуществления промежуток между формирующими прорезями 170, исходя из измерения от центра до центра, может составлять от приблизительно 3 или 4 мм до приблизительно 7 или 10 мм. Структуру промежутка между формирующими прорезями 170 можно изменять и выбирать в зависимости от конкретного конечного применения. Некоторые примеры структур включают без ограничений выровненные структуры из рядов и/или колонок, скошенные структуры, шестиугольные структуры, волнистые структуры и структуры, изображающие картинки, фигуры и объекты. Следует отметить, что каждое из глубины, промежутка, размера, формы и других параметров формирующих прорезей 170 можно изменять независимо друг от друга, и их можно изменять, исходя из конкретного конечного применения формируемого лицевого по отношению к телу материала 28.
Низинные области 172 у формирующей поверхности 168 у поверхности 156, формирующей выступающие части, могут быть твердыми для того, чтобы не пропускать скрепляющую текучую среду 176, истекающую из устройств 158 для струйного скрепления, но в некоторых случаях может быть желательно сделать низинные области 172 проницаемыми для текучей среды для дополнительного текстурирования открытой поверхности слоя 94 с выступающими частями. В качестве альтернативы, выбранные области формирующей поверхности 168 у поверхности 156, формирующей выступающие части, могут пропускать текучую среду, а другие области могут не пропускать ее. Например, центральная зона (не показана) поверхности 156, формирующей выступающие части, может пропускать текучую среду, тогда как боковые участки (не показаны) с любой стороны от центральной зоны могут не пропускать текучую среду. Кроме того, низинные области 172 у формирующей поверхности 168 могут иметь приподнятые области (не показаны), сформированные на них или прикрепленные к ним с образованием необязательных углублений 118 и/или необязательных отверстий 120 в слое 94 с выступающими частями и лицевом по отношению к телу материале 28.
Согласно варианту осуществления аппарата 150, показанного на фигуре 12, поверхность 156, формирующая выступающие части, показана в виде текстурирующего барабана. Следует, тем не менее, понимать, что другие средства можно использовать для создания поверхности 156, формирующей выступающие части. Например, можно использовать перфорированную ленту или сетку (не показано), которая включает формирующие прорези 170, образованные в ленте или сетке в соответствующих направлениях. В качестве альтернативы, можно применять гибкие прорезиненные ленты, которые не пропускают потоки струйного скрепления под давлением, защищая формирующие прорези 170. Такие ленты и сетки хорошо известны специалистам в данной области, как и средства для приведения в действие и контроля скорости таких лент и сеток. Согласно одному варианту осуществления текстурирующий барабан может быть более предпочтительным для образования лицевого по отношению к телу материала 28, который описан в данном документе, поскольку он может быть произведен с низинными областями 172, которые могут быть гладкими и могут не пропускать скрепляющую текучую среду 176 и которые не оставляют витую сетчатую структуру на внешней поверхности 104 слоя 94 с выступающими частями, к чему имеют склонность сетчатые ленты.
Альтернативой поверхности 156, формирующей выступающие части, с глубиной формирующих прорезей, определяющей высоту выступающих частей, может быть оболочка барабана, толщина которой является меньшей, чем желаемая высота выступающих частей, но которая может быть отделена промежутком от поверхности пористого внутреннего барабана 174, на который она намотана. Промежуток можно получить с помощью средств, которые в ином случае предпочтительно не оказывают отрицательного воздействия на процесс формирования выступающих частей 90 и удаление скрепляющей текучей среды из оборудования. Например, одним средством может быть жесткая сетка или элементарная нить, которая может быть вставлена между поверхностью 156, формирующей выступающие части, и пористым внутренним барабаном 174 в качестве разделителя или может быть намотана вокруг внутреннего пористого барабана 174 под поверхностью 156, формирующей выступающие части, с обеспечением подходящего промежутка. Глубина оболочки барабана менее чем приблизительно 2 мм может сделать более сложным удаление слоя 94 с выступающими частями и лицевого по отношению к телу материала 28 с поверхности 156, формирующей выступающие части, поскольку материал слоя 94 с выступающими частями может расширяться или переноситься потоком текучей среды в нависающую область под поверхностью 156, формирующей выступающие части, что, в свою очередь, может перекашивать полученный лицевой по отношению к телу материал 28.
Тем не менее, было выявлено, что при использовании опорного слоя 92 в сочетании со слоем 94 с выступающими частями в рамках процесса формирования перекос полученных в результате двух слоев подвергнутого струйному скреплению лицевого по отношению к телу материала 28 можно значительно уменьшить, и это, в целом, облегчает удаление лицевого по отношению к телу материала 28, поскольку менее растяжимый более стабильный по размерам опорный слой 92 может принимать нагрузку, тогда как лицевой по отношению к телу материал 28 удаляется с поверхности 156, формирующей выступающие части. Более высокое натяжение, которое может прикладываться к опорному слою 92, в сравнении с одним слоем 94 с выступающими частями означает, что по мере того как лицевой по отношению к телу материал 28 двигается от поверхности 156, формирующей выступающие части, выступающие части 90 могут благополучно покидать формирующие прорези 170 в направлении, приблизительно перпендикулярном формирующей поверхности 168 и соосно с формирующими прорезями 170 у поверхности 156, формирующей выступающие части. Кроме того, при использовании опорного слоя 92 можно повысить скорости обработки.
Одно или более устройств 158 для струйного скрепления могут быть расположены с промежутками выше поверхности 156, формирующей выступающие части, для образования выступающих частей 90 в слое 94 с выступающими частями и для совместного ламинирования опорного слоя 92 и слоя 94 с выступающими частями. Наиболее распространенная технология, используемая в этом направлении, может называться спанлейс или технология водоструйного скрепления, в которой могут использовать воду под давлением в качестве текучей среды для скрепления. Поскольку полотно с несвязанными или относительно связанными волокнами или полотна, образующие слои (92 и 94), можно подавать на поверхность 156, формирующую выступающие части, совокупность струй текучей среды под высоким давлением (не показаны) от одного или более устройств 158 для струйного скрепления может двигать волокна в полотнах, и завихрение текучей среды может вызывать скрепление волокон. Эти потоки текучей среды могут вызывать дополнительное скрепление волокон в отдельных полотнах. Потоки также могут вызывать движение и скрепление волокон на поверхности раздела двух или более полотен, таким образом приводя к тому, что полотна становятся соединенными друг с другом. Более того, если волокна в слое, таком как слой 94 с выступающими частями, держатся вместе неплотно, они могут быть вытеснены из их плоскости X-Y и, следовательно, в Z-направление с образованием выступающих частей 90. В зависимости от необходимого уровня скрепления можно использовать одно или множество таких устройств 158 для струйного скрепления.
На фигуре 12 показано одно устройство 158 для струйного скрепления, но на последующих фигурах, где используются несколько устройств в разных участках аппарата 150, они помечены буквенными обозначениями, как например, 158a, 158b, 158c, 158d и 158e. Если используется несколько устройств 158 для струйного скрепления, давление скрепляющей текучей среды в каждом последующем устройстве 158 для струйного скрепления может быть выше, чем в предыдущем для того, чтобы энергия, передаваемая полотну или полотнам, возрастала и, следовательно, повышалось скрепление волокон внутри или между полотнами. Это уменьшает нарушение общей равномерности поверхностной плотности полотна струями текучей среды под давлением при достижении желаемого уровня скрепления и, следовательно, связывания слоев, а также формирования выступающих частей 90. Скрепляющая текучая среда 176 в устройствах 158 для струйного скрепления может изливаться из форсунок через полоски с форсунками (не показаны), состоящие из ряда или рядов форсунок для текучей среды под давлением с небольшими отверстиями диаметром обычно от приблизительно 0,08 до приблизительно 0,15 мм и с промежутками около 0,5 мм в направлении, поперечном по отношению к машинному. Давление в форсунках может составлять приблизительно от 5 бар до 400 бар, но, как правило, оно может составлять менее чем приблизительно 200 бар, за исключением подвергнутых струйному скреплению материалов с большим весом, и если требуется образование фибриллярной структуры. Можно использовать другие размеры форсунок, промежутки между ними, число форсунок и давление в форсунках в зависимости от конкретного конечного применения. Такие устройства 158 для струйного скрепления хорошо известны специалистам в данной области и являются легкодоступными от таких производителей как Fleissner из Германии и Andritz-Perfojet из Франции.
Устройство 158 для струйного скрепления может быть обеспечено традиционными полосками с форсунками для водоструйного скрепления. Как правило, эти полоски с форсунками могут быть расположены или расположены с промежутком от приблизительно 5 миллиметров до приблизительно 10 или 20 миллиметров от поверхности 156, формирующей выступающие части, хотя фактически присутствующие промежутки могут изменяться в зависимости от значений базового веса материалов, на которые оказывается воздействие, давления текучей среды, числа используемых отдельных форсунок, величины низкого давления, используемого в системе 162 удаления текучей среды, и скорости, с которой работает оборудование.
Согласно вариантам осуществления, показанным на фигурах 12-17, устройства 158 для струйного скрепления могут представлять собой традиционные устройства для струйного скрепления, конструкция и функционирование которых хорошо известно специалистам в данной области. См. например, патент США №3485706, выданный Evans, содержание которого включено в данный документ по ссылке во всей своей полноте во всех отношениях. См. также описание оборудования для гидравлического скрепления, описанного Honeycomb Systems, Inc., Биддефорд, Мэн, в статье, озаглавленной «Ротационное гидравлическое скрепление нетканых материалов», перепечатанной из материалов конференции INSIGHT ‘86 INTERNATIONAL ADVANCED FORMING/BONDING Conference, содержание которой включено в данный документ по ссылке во всей своей полноте во всех отношениях.
Как показано на фигуре 12, слой 94 с выступающими частями можно подавать в аппарат 150 со скоростью V1, опорный слой 92 можно подавать в аппарат 150 со скоростью V2, и лицевой по отношению к телу материал 28 может покидать аппарат 150 со скоростью V3, которая представляет собой скорость поверхности 156, формирующей выступающие части. Как будет более подробно объяснено ниже, эти скорости V1, V2 и V3 могут быть одинаковыми или изменяться для изменения процесса формирования и свойств полученного в результате лицевого по отношению к телу материала 28. Подача как слоя 94 с выступающими частями, так и опорного слоя 92 в аппарат 150 с одинаковой скоростью (V1 и V2) может давать лицевой по отношению к телу материал 28 с желаемыми выступающими частями 90. Подача как слоя 94 с выступающими частями, так и опорного слоя 92 в аппарат 150 с одинаковой скоростью, которая будет большей, чем скорость (V3) в машинном направлении поверхности 156, формирующей выступающие части, может также формировать желаемые выступающие части 90.
На фигуре 12 также показан необязательный валик 160 для избыточной подачи, который может приводиться в движение со скоростью Vf. Валик 160 для избыточной подачи может двигаться с той же скоростью, что и скорость V1 слоя 94 с выступающими частями, или он может двигаться с большей скоростью для натяжения слоя 94 с выступающими частями перед валиком 160 для избыточной подачи, если избыточная подача является желаемой. Избыточная подача может иметь место, если один или оба поступающих слоя (92 и 94) подают на поверхность 156, формирующую выступающие части, со скоростью большей, чем скорость V3 поверхности 156, формирующей выступающие части. Было выявлено, что на улучшенное формирование выступающих частей в слое 94 с выступающими частями может воздействовать подача слоя 94 с выступающими частями на поверхность 156, формирующую выступающие части, со скоростью более высокой, чем скорость поступления V2 опорного слоя 92. Кроме того, было обнаружено, что улучшенные свойства и формирование выступающих частей могут быть достигнуты посредством изменения скоростей подачи слоев (92 и 94), а также посредством применения валика 160 для избыточной подачи непосредственно перед поверхностью 156, формирующей выступающие части, для поступления большего количества волокон через слой 94 с выступающими частями для последующего перемещения скрепляющей текучей средой 176 в формирующие прорези 170 у поверхности 156, формирующей выступающие части. В частности, посредством избыточной подачи слоя 94 с выступающими частями на поверхность 156, формирующую выступающие части, может быть достигнуто улучшенное формирование выступающих частей, в том числе увеличенная высота выступающих частей.
С целью обеспечения избытка волокон с тем, чтобы можно было максимально увеличить высоту выступающих частей 90, слой 94 с выступающими частями можно подавать на поверхность 156, формирующую выступающие части, со скоростью поверхности (V1) большей, чем та (V3), с которой перемещается поверхность 156, формирующая выступающие части. Как показано на фигуре 12, слой 94 с выступающими частями можно подавать на поверхность 156, формирующую выступающие части, со скоростью V1, тогда как опорный слой 92 можно подавать со скоростью V2, и поверхность 156, формирующая выступающие части, может перемещаться со скоростью V3, которая может быть меньшей, чем V1, и может быть равной V2. Процент избыточной подачи (OF), степень, с которой слой 94 с выступающими частями можно подавать на поверхность 156, формирующую выступающие части, можно определить как OF = [(V1 / V3) – 1]x100, где V1 представляет собой скорость на входе у слоя 94 с выступающими частями, а V3 представляет собой скорость на выходе у полученного в результате лицевого по отношению к телу материала 28 и скорость поверхности 156, формирующей выступающие части. (Если валик 160 для избыточной подачи используют для повышения скорости поступающего материала на поверхность 156, формирующую выступающие части, следует отметить, что скорость V1 материала после валика 160 для избыточной подачи будет большей, чем скорость V1 перед валиком 160 для избыточной подачи. При расчете степени избыточной подачи, следует использовать эту более высокую скорость V1.) Было выявлено, что хорошее формирование выступающих частей 90 имеет место, когда степень избыточной подачи составляет от приблизительно 10 до приблизительно 50 процентов. Также следует отметить, что эту методику избыточной подачи и эту степень избыточной подачи можно использовать не только в отношении одного слоя 94 с выступающими частями, но и комбинации слоя 94 с выступающими частями и опорного слоя 92, поскольку они совместно подаются на поверхность 156, формирующую выступающие части.
С целью сведения к минимуму длины слоя 94 с выступающими частями, который поддерживает свой собственный вес перед воздействием скрепляющей текучей среды 176, и во избежание образования складок и сворачивания слоя 94 с выступающими частями валик 160 для избыточной подачи можно использовать для переноса слоя 94 с выступающими частями со скоростью V1 к положению, близкому к зоне 178 текстурирования, на поверхности 156, формирующей выступающие части. В примере, проиллюстрированном на фигуре 12, валик 160 для избыточной подачи может приводиться в движение от ленточного транспортера 152, но также возможно, чтобы он приводился в движение отдельно, с тем, чтобы не приводить к избыточному напряжению поступающего слоя 94 с выступающими частями. Опорный слой 92 можно подавать в зону 178 текстурирования отдельно от слоя 94 с выступающими частями и со скоростью V2, которая может быть большей, равной или меньшей, чем скорость V3 у поверхности 156, формирующей выступающие части, и большей, равной или меньшей, чем скорость V1 у слоя 94 с выступающими частями. Согласно одному варианту осуществления опорный слой 92 может продвигаться в зону 178 текстурирования посредством сцепления за счет трения со слоем 94 с выступающими частями, расположенным на поверхности 156, формирующей выступающие части, и, таким образом, при попадании на поверхность 156, формирующую выступающие части, опорный слой 92 может иметь скорость поверхности, близкую к скорости V3 у поверхности 156, формирующей выступающие части, или его можно прямо подавать в зону 178 текстурирования со скоростью, близкой к скорости V3 у поверхности 156, формирующей выступающие части. Процесс текстурирования может вызвать некоторое сжатие опорного слоя 92 в машинном направлении. Избыточную подачу либо опорного слоя 92, либо слоя 94 с выступающими частями можно регулировать в соответствии с конкретными используемыми материалами и оборудованием, а также условиями таким образом, чтобы избыточный материал, который подается в зону 178 текстурирования, мог расходоваться, тем самым избегая образования каких-либо неприглядных складок в полученном в результате лицевом по отношению к телу материале 28. В результате два слоя (92 и 94) могут находиться под некоторым натяжением во все моменты времени, несмотря на процесс избыточной подачи. Скорость сматывания лицевого по отношению к телу материала 28 можно установить таким образом, чтобы она была близкой к скорости V3 у поверхности 156, формирующей выступающие части, так, чтобы избыточное натяжение не прикладывалось к лицевому по отношению к телу материалу 28 при его удалении с поверхности 156, формирующей выступающие части. Такое избыточное натяжение будет вредным для прозрачности и размера выступающих частей 90.
Альтернативный вариант осуществления способа и аппарата может быть показан на фигуре 13, на которой аналогичные номера позиций использованы для аналогичных элементов. В этом варианте осуществления основными отличиями относительно способа и аппарата, показанных на фиг. 12, являются предварительное скрепление слоя 94 с выступающими частями для повышения его целостности перед дальнейшей обработкой с использованием предварительного скрепляющего устройства 158а для струйного скрепления; ламинирование слоя 94 с выступающими частями с опорным слоем 92 с использованием ламинирующего устройства 158b для струйного скрепления; и увеличение числа устройств 158 для струйного скрепления (называемых устройствами 158c, 158d и 158e для струйного скрепления выступающих частей) и, следовательно, расширение зоны 178 текстурирования на поверхности 156, формирующей выступающие части, в части способа, на которой происходит формирование выступающих частей.
Слой 94 с выступающими частями может поступать в аппарат 150 с использованием ленточного транспортера 152. По мере того как слой 94 с выступающими частями перемещается на транспортирующей ленте 152, он может подвергаться воздействию первого устройства 158а для струйного скрепления для повышения целостности слоя 94 с выступающими частями. Это можно назвать предварительным скреплением слоя 94 с выступающими частями. В результате ленточный транспортер 152 может пропускать текучую среду, обеспечивая возможность прохождения скрепляющей текучей среды 176 через слой 94 с выступающими частями и ленточный транспортер 152. Для удаления доставленной скрепляющей текучей среды 176, как на фигуре 12, можно использовать систему 162 удаления текучей среды под ленточным транспортером 152. Давление текучей среды из первого устройства 158а для струйного скрепления может находиться в диапазоне от приблизительно 10 до приблизительно 50 бар.
Опорный слой 92 и слой 94 с выступающими частями можно подавать на ламинирующую формирующую поверхность 180 с первой поверхностью 96 опорного слоя 92, обращенной к ламинирующей формирующей поверхности 180 и контактирующей с ней, и второй поверхностью 98 опорного слоя 92, контактирующей с внутренней поверхностью 102 слоя 94 с выступающими частями. Для скрепления вместе двух слоев (92 и 94) можно использовать одно или более устройств 158b для струйного скрепления в сочетании с ламинирующей формирующей поверхностью 180, чтобы воздействовать на скрепление волокон между двумя слоями (92 и 94). Систему 162 удаления текучей среды можно использовать для удаления скрепляющей текучей среды 176. Чтобы отличить аппарат в этой предполагающей ламинирование части общего способа от последующей части, предполагающей формирование выступающих частей, на которой формируются выступающие части, это оборудование и способ называют оборудованием для ламинирования в противоположность оборудованию для формирования выступающих частей. Следовательно, эта часть относится к ламинирующей формирующей поверхности 180 и ламинирующему устройству 158b для струйного скрепления, в котором используются форсунки для ламинирующей текучей среды в противоположность форсункам для формирования выступающих частей. Ламинирующая формирующая поверхность 180 может двигаться в машинном направлении аппарата 150 со скоростью ламинирующей формирующей поверхности, и она должна быть проницаемой для скрепляющей текучей среды, истекающей из форсунок для ламинирующей текучей среды, расположенных в ламинирующем устройстве 158b для струйного скрепления. Ламинирующее устройство 158b для струйного скрепления может иметь множество форсунок для ламинирующей текучей среды, которые способны выпускать множество потоков ламинирующей скрепляющей текучей среды 176 под давлением в направлении ламинирующей формирующей поверхности 180. Ламинирующая формирующая поверхность 180, когда она имеет конфигурацию барабана, как показано на фигуре 13, может иметь множество отверстий в своей поверхности, разделенных низинными областями, что делает ее проницаемой для текучей среды, или она может быть выполнена из традиционной формирующей сетки, которая также является проницаемой. В этой части аппарата 150 полное связывание двух слоев (92 и 94) не является необходимым. Параметры процесса для этой части оборудования являются подобными параметрам для части, в которой предполагается формирование выступающих частей, а также описанию оборудования и способа в связи с фигурой 12. Таким образом, скорости слоев (92 и 94) и поверхностей в формирующей ламинирование части оборудования и способа могут изменяться, как объяснялось выше в отношении оборудования и способа формирования выступающих частей, описанных относительно фигуры 12.
Например, слой 94 с выступающими частями можно подавать для осуществления способа формирования ламинирования и на опорный слой 92 со скоростью, которая может быть большей, чем скорость опорного слоя 92, можно подавать на ламинирующую формирующую поверхность 180. По сравнению с величинами давления скрепляющей текучей среды более низкие величины давления в форсунках для ламинирующей текучей среды могут быть желательны в этой части оборудования, поскольку дополнительное скрепление слоев может происходить в ходе части способа, на которой предполагается формирование выступающих частей. В результате величины давления для формирования ламинирования в ламинирующем устройстве 158b для струйного скрепления могут находиться в диапазоне от приблизительно 30 до приблизительно 100 бар.
Если множество потоков 176 ламинирующей текучей среды в ламинирующем устройстве 158b для струйного скрепления направлены в направлении от внешней поверхности 104 слоя 94 с выступающими частями к ламинирующей формирующей поверхности 180, по меньшей мере часть волокон в слое 94 с выступающими частями может становиться скрепленными с опорным слоем 92 с образованием слоистого полотна. После соединения слоя с выступающими частями 94 и опорного слоя 92 в слоистое полотно, слоистое полотно может покинуть предполагающую ламинирование часть оборудования и способа (элементы 158b и 180) и может быть подано в часть оборудования и способа, в которой предполагается формирование выступающих частей (элементы 156, 158c, 158d, 158e и необязательный 160). Как и в соответствии со способом, показанным на фигуре 12, слоистое полотно можно подавать на поверхность 156, формирующую выступающие части, с той же скоростью, с которой перемещается поверхность 156, формирующая выступающие части, или его можно подавать с избыточной скоростью на поверхность 156, формирующую выступающие части, с использованием валика 160 для избыточной подачи, или просто заставляя слоистое полотно перемещаться со скоростью V1, которая является большей, чем скорость V3 у поверхности 156, формирующей выступающие части. В результате переменные параметры процесса, описанные выше в отношении фигуры 12, можно использовать с оборудованием и способом, показанными на фигуре 13. Кроме того, как и с аппаратом и материалами на фигуре 12, если используют валик 160 для избыточной подачи для увеличения скорости V1 слоистого полотна, когда оно вступает в контакт с поверхностью 156, формирующей выступающие части, следует использовать при расчете степени избыточной подачи эту большую скорость V1 после валика 160 для избыточной подачи. Аналогичный подход можно использовать при расчете степени избыточной подачи с остальными вариантами осуществления, показанными на фигурах 14–17, при использовании избыточной подачи материала.
В части оборудования, в которой предполагается формирование выступающих частей, множество потоков скрепляющей текучей среды 176 под давлением для формирования выступающих частей могут быть направлены от форсунок для формирования выступающих частей, расположенных в устройствах (158c, 158d и 158e) для струйного скрепления выступающих частей, в слоистое полотно в направлении от первой поверхности 96 опорного слоя 92 к поверхности 156, формирующей выступающие части, чтобы задать направление первого множества волокон слоя 94 с выступающими частями вблизи формирующих прорезей 170, расположенных в поверхности 156, формирующей выступающие части, в формирующие прорези 170 с образованием множества выступающих частей 90, которые простираются вовне от внешней поверхности 104 слоя 94 с выступающими частями, таким образом формируя подвергнутый струйному скреплению лицевой по отношению к телу материал 28. Как и в соответствии с другими способами, лицевой по отношению к телу материал 28 можно удалить с поверхности 156, формирующей выступающие части, и, если нужно, его можно подвергнуть такой же или отличающейся дальнейшей обработке, как описано в отношении способа и аппарата на фиг. 12, такой как высушивание для удаления избытка скрепляющей текучей среды или дополнительного связывания или другие стадии. В части оборудования и аппарата 150, в которой предполагается формирование выступающих частей, величины давления, используемого для формирования выступающих частей из устройств 158c, 158d и 158e для струйного скрепления, могут находиться в диапазоне от приблизительно 80 до приблизительно 200 бар.
Дальнейшая модификация способа и аппарата 150 с фигуры 13 может быть проиллюстрирована на фигуре 14. На фигуре 13, также как и в вариантах осуществления, проиллюстрированных на фигурах 15 и 17, подвергнутый струйному скреплению лицевой по отношению к телу материал 28 на стадии предварительного ламинирования может быть подвергнут воздействию ламинирующей формирующей поверхности 180 и ламинирующего(ламинирующих) устройства(устройств) 158b для струйного скрепления. В каждой из этих конфигураций (фигуры 13, 15 и 17) материал, который находится в непосредственном контакте с ламинирующей формирующей поверхностью 180 представляет собой первую поверхность 96 опорного слоя 92. Тем не менее, также можно поменять порядок опорного слоя 92 и слоя 94 с выступающими частями, как, например, показано на фигуре 14 с тем, чтобы внешняя поверхность 104 слоя 94 с выступающими частями представляла собой сторону, которая находится в непосредственном контакте с ламинирующей формирующей поверхностью 180.
Другой вариант осуществления способа и аппарата может быть проиллюстрирован на фиг. 15. Этот вариант осуществления может быть подобным показанному на фигуре 13, за исключением того, что только слой 94 с выступающими частями может подвергаться предварительному скреплению с использованием устройств 158a и 158b для струйного скрепления до того, как слой 94 с выступающими частями подают в часть оборудования, в которой предполагается формирование выступающих частей. Кроме того, опорный слой 92 можно подавать в зону 178 текстурирования на поверхность 156, формирующую выступающие части, таким же образом, как на фигуре 12, хотя подачу в зону 178 текстурирования можно осуществлять с помощью нескольких устройств (158c, 158d и 158e) для струйного скрепления.
На фигуре 16 изображен другой вариант осуществления способа и аппарата, в котором, подобно фигуре 13, можно приводить слой 94 с выступающими частями и опорный слой 92 в контакт друг с другом для обработки ламинированием в предполагающей ламинирование части оборудования и способа при использовании ламинирующей формирующей поверхности 180 (которая может представлять собой тот же элемент, что и ленточный транспортер 152) и ламинирующего устройства 158b для струйного скрепления. Кроме того, подобно варианту осуществления, показанному на фигуре 13, в зоне 178 текстурирования в части способа и аппарата 150, в которой предполагается формирование выступающих частей, можно использовать несколько устройств (158c и 158d) для струйного скрепления выступающих частей.
На фигуре 17 изображен другой вариант осуществления способа и аппарата 150. На фигуре 17 основным различием является то, что слой 94 с выступающими частями может подвергаться первой обработке скрепляющей текучей средой 176 с использованием устройства 158с для струйного скрепления выступающих частей в зоне 178 текстурирования перед тем, как вторая поверхность 98 опорного слоя 92 приводится в контакт с внутренней поверхностью 102 слоя 94 с выступающими частями для струйного скрепления с использованием устройства 158d для струйного скрепления выступающих частей. Таким образом, первоначальное формирование выступающих частей 90 может начинаться без находящегося на месте опорного слоя 92. В результате может быть желательно, чтобы устройство 158с для струйного скрепления выступающих частей функционировало при более низком давлении, чем устройство 158d для струйного скрепления. Например, устройство 158с для струйного скрепления выступающих частей может функционировать в диапазоне величин давления от приблизительно 100 до приблизительно 140 бар, тогда как устройство 158d для струйного скрепления выступающих частей может функционировать в диапазоне величин давления от приблизительно 140 до приблизительно 200 бар. Другие комбинации и диапазоны величин давления можно выбрать в зависимости от условий функционирования оборудования, а также типов и значений базового веса материалов, используемых для слоя 94 с выступающими частями и опорного слоя 92.
В каждом из вариантов осуществления процесса и аппарата 150 волокна в слое 94 с выступающими частями могут быть достаточно обособленными и подвижными внутри слоя 94 с выступающими частями так, чтобы скрепляющая текучая среда 176, изливающаяся из форсунок для скрепляющей текучей среды в зоне 178 текстурирования, могла перемещать достаточное количество волокон из плоскости X-Y слоя 94 с выступающими частями в область в непосредственной близости от формирующих прорезей 170 в поверхности 156, формирующей выступающие части, и вдавливать волокна в формирующие прорези 170, таким образом формируя выступающие части 90 в слое 94 с выступающими частями лицевого по отношению к телу материала 28. Кроме того, при избыточной подаче по меньшей мере слоя 94 с выступающими частями в зону 178 текстурирования можно достичь улучшенного формирования выступающих частей, как показано в примерах и на микрофотографиях.
Вторичный прокладочный материал
Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может перекрывать впитывающую основу 40 и наружное покрытие 26 и может отделять кожу пользователя от жидких отходов, удерживаемых впитывающей основой 40. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может перекрывать вторичный прокладочный материал 34. В таких вариантах осуществления вторичный прокладочный материал 34 может перекрывать впитывающую основу 40. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может быть расположен между вторичным прокладочным материалом 34 и впитывающей основой 40. Согласно различным вариантам осуществления поглощающий слой 84 может быть расположен между вторичным прокладочным материалом 34 и впитывающей основой 40 или переносящим текучую среду слоем 78, при его наличии. Согласно различным вариантам осуществления вторичный прокладочный материал 34 может быть связан с поглощающим слоем 84 или переносящим текучую среду слоем 78, если отсутствует поглощающий слой 84, с помощью клея и/или с помощью связывания точечным сплавлением. Связывание точечным сплавлением можно выбрать из связывания под действием ультразвука, температуры, давления, а также их комбинаций.
Согласно одному варианту осуществления вторичный прокладочный материал 34 может выходить за пределы впитывающей основы 40, и/или переносящего текучую среду слоя 78, и/или поглощающего слоя 84 с перекрытием части наружного покрытия 26 и может быть связан с ним с помощью любого способа, считающегося подходящим, такого как, например, с помощью связывания с ним с помощью клея, практически охватывая впитывающую основу 40 между наружным покрытием 26 и вторичным прокладочным материалом 34. Вторичный прокладочный материал 34 может быть уже, чем наружное покрытие 26, но следует понимать, что вторичный прокладочный материал 34 и наружное покрытие 26 могут иметь одинаковые размеры. Также предполагается, что вторичный прокладочный материал 34 может не выходить за пределы впитывающей основы 40 и/или может быть не прикреплен к наружному покрытию 26. Вторичный прокладочный материал 34 может быть надлежащим образом деформируемым, мягким на ощупь и не раздражающим кожу пользователя и может быть таким же или менее гидрофильным, чем впитывающая основа 40, делая возможным легкое проникновение выделений организма через впитывающую основу 40 и обеспечивая пользователю относительно сухую поверхность.
Вторичный прокладочный материал 34 можно производить из широкого спектра материалов, таких как синтетические волокна (например, полиэфирные или полипропиленовые волокна), натуральные волокна (например, древесные или хлопковые волокна), комбинация натуральных и синтетических волокон, пористые вспененные материалы, сетчатые вспененные материалы, перфорированные пластиковые пленки и т. п. Примеры подходящих материалов включают без ограничения целлюлозные химические волокна, древесные, хлопковые, полиэфирные, полипропиленовые, полиэтиленовые, нейлоновые волокна или другие волокна, способные к связыванию под воздействием нагревания, полиолефины, такие как без ограничения сополимеры полипропилена и полиэтилена, линейный полиэтилен низкой плотности, сложные эфиры алифатических кислот, такие как полимолочная кислота, полотна из перфорированной пленки с мелкими отверстиями и т. п., а также их комбинации.
В качестве вторичного прокладочного материала 34 можно использовать различные тканые и нетканые текстильные материалы. Вторичный прокладочный материал 34 может включать тканый текстильный материал, нетканый текстильный материал, полимерную пленку, пленочно-тканевый слоистый материал и т. п., а также их комбинации. Примеры подходящего нетканого материала включают текстильный материал спанбонд, текстильный материал мелтблаун, материал, полученный по технологии коформ, кардочесанное полотно, связанное кардочесанное полотно, двухкомпонентный текстильный материал спанбонд, материал, полученный по технологии спанлейс, и т. п., а также их комбинации.
Например, вторичный прокладочный материал 34 может состоять из полотна мелтблаун или спанбонд из полиолефиновых волокон. В качестве альтернативы, вторичный прокладочный материал 34 может представлять собой связанное кардочесанное полотно, состоящее из натуральных и/или синтетических волокон. Вторичный прокладочный материал 34 может состоять из практически гидрофобного материала, и гидрофобный материал можно необязательно обработать поверхностно-активным веществом или подвергнуть иной обработке для придания необходимого уровня смачиваемости и гидрофильности. Поверхностно-активное вещество можно наносить с помощью любых традиционных средств, таких как распыление, печать, нанесение покрытия кистью и т. п. Поверхностно-активное вещество можно наносить на весь вторичный прокладочный материал 34, или его можно избирательно наносить на конкретные сегменты вторичного прокладочного материала 34. Согласно одному варианту осуществления вторичный прокладочный материал 34 можно обрабатывать модификатором, который может повышать поверхностную энергию поверхности материала или снижать вязкоупругие свойства выделений организма, таких как менструальные выделения.
Согласно одному варианту осуществления вторичный прокладочный материал 34 может быть выполнен из нетканого двухкомпонентного полотна. Нетканое двухкомпонентное полотно может представлять собой двухкомпонентное полотно спанбонд, или связанное кардочесанное двухкомпонентное полотно. Пример двухкомпонентного штапельного волокна включает двухкомпонентное полиэтиленовое/полипропиленовое волокно. В этом конкретном двухкомпонентном волокне полипропилен образует сердцевину, а полиэтилен образует оболочку волокна. Волокна, имеющие другую ориентацию, такие как расположенные в виде нескольких лепестков, параллельно, встык, можно использовать без отступления от объема настоящего раскрытия. Согласно одному варианту осуществления вторичный прокладочный материал 34 может представлять собой спанбонд-подложку, с базовым весом от приблизительно 10 или 12 до приблизительно 15 или 20 г/м2. Согласно одному варианту осуществления вторичный прокладочный материал 34 может представлять собой подложку типа спанбонд-мелтблаун-спанбонд, 12 г/м2, имеющую 10% содержание материала мелтблаун, нанесенного между двумя слоями материала спанбонд.
Хотя наружное покрытие 26 и вторичный прокладочный материал 34 могут включать эластомерные материалы, предполагается, что наружное покрытие 26 и вторичный прокладочный материал 34 могут состоять из материалов, которые, в целом, не относятся к эластомерным. Согласно одному варианту осуществления вторичный прокладочный материал 34 может быть растяжимым и, что является более подходящим, эластичным. Согласно одному варианту осуществления вторичный прокладочный материал 34 может быть надлежащим образом растяжимым и, что является более подходящим, эластичным по меньшей мере в поперечном или периферическом направлении впитывающего изделия 10. Согласно другим аспектам вторичный прокладочный материал 34 может быть растяжимым и, что является более подходящим, эластичным как в поперечном, так и в продольном направлениях.
Герметичные отвороты
Согласно одному варианту осуществления герметичные отвороты 50 и 52 могут быть прикреплены к лицевому по отношению к телу материалу 28 и/или, при его наличии, ко вторичному прокладочному материалу 34, впитывающего изделия 10 и расположены, в целом, параллельно друг другу с промежутком, причем каждый из них расположен по бокам в направлении вовнутрь от отверстий 56 для ног для обеспечения барьера от протекания выделений организма в отверстия 56 для ног. Согласно одному варианту осуществления герметичные отвороты 50 и 52 могут проходить в продольном направлении от передней области 12 талии впитывающего изделия 10 через область 16 промежности к задней области 14 талии впитывающего изделия 10. Герметичные отвороты 50 и 52 могут быть связаны с лицевым по отношению к телу материалом 28 и/или вторичным прокладочным материалом 34 швом клея 137, определяя фиксированный ближний конец 138 герметичных отворотов 50 и 52.
Герметичные отвороты 50 и 52 могут быть выполнены из волокнистого материала, который может быть подобным материалу, формирующему лицевой по отношению к телу материал 28, и/или вторичному прокладочному материалу 34, при его наличии. Также можно использовать другие традиционные материалы, такие как полимерные пленки. Каждый герметичный отворот 50 и 52 может иметь подвижный дальний конец 136, который может включать резинки отворота, такие как резинки 58 и 60 отворота, соответственно. Подходящие эластичные материалы для резинки 58 и 60 отворота могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластических эластомерных материалов.
Резинки 58 и 60 отворота, как проиллюстрировано, могут иметь две полосы из эластомерного материала, проходящие в продольном направлении вдоль дальних концов 136 герметичных отворотов 50 и 52 и расположенные, в целом, параллельно друг другу с промежутком. Эластичные полосы могут находиться внутри герметичных отворотов 50 и 52, при этом способны к эластичному стягиванию так, чтобы стягивание полос собирало и сокращало дальние концы 136 герметичных отворотов 50 и 52. В результате, эластичные полосы могут смещать дальние концы 136 каждого герметичного отворота 50 и 52 к положению, находящемуся на расстоянии от ближнего конца 138 герметичных отворотов 50 и 52, так, чтобы герметичные отвороты 50 и 52 могли вытягиваться от лицевого по отношению к телу материала 28 и/или вторичного прокладочного материала 34 при, в целом, вертикальной ориентации герметичных отворотов 50 и 52, особенно в области 16 промежности впитывающего изделия 10, если впитывающее изделие 10 надето на пользователя. Дальний конец 136 герметичных отворотов 50 и 52 может быть соединен с резинками 58 и 60 отворотов путем частичного загибания материала герметичных отворотов 50 и 52 на себя на величину, которая может быть достаточной для охвата резинок 58 и 60 отворота. Тем не менее, следует понимать, что герметичные отвороты 50 и 52 могут иметь любое количество полос из эластомерного материала и также могут отсутствовать во впитывающем изделии 10 без отступления от объема настоящего раскрытия.
Резинки для ног
Элементы 66 и 68, представляющие собой резинки для ног, могут быть закреплены между наружным и внутренним слоями 70 и 72, соответственно, наружного покрытия 26 так, чтобы они были связаны между собой клеем для слоистого материала, обычно смежно с наружными боковыми краями внутреннего слоя 72 наружного покрытия 26. В качестве альтернативы, элементы 66 и 68, представляющие собой резинки для ног, могут быть размещены между другими слоями впитывающего изделия 10. Для элементов 66 и 68, представляющих собой резинки для ног, можно использовать широкий спектр эластичных материалов. Подходящие эластичные материалы могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластических эластомерных материалов. Эластичные материалы могут быть растянуты и прикреплены к подложке, прикреплены к собранной подложке или прикреплены к подложке, а затем собраны на резинку или сжаты, например, при воздействии тепла, таким образом, чтобы подложке передавались эластичные затягивающие усилия.
Система крепления
Согласно одному варианту осуществления впитывающее изделие 10 может включать систему крепления. Система крепления может включать одно или более задних креплений 140 и одно или более передних креплений 142. Части системы крепления могут быть включены в переднюю область 12 талии, заднюю область 14 талии или в обе области. Система крепления может быть выполнена с возможностью закрепления впитывающего изделия 10 возле талии пользователя и удерживания впитывающего изделия 10 на месте во время использования. Согласно одному варианту осуществления задние крепления 140 могут включать один или более материалов, связанных вместе с образованием композиционного ушка, которое известно из уровня техники. Например, композиционное крепление может состоять из растягивающегося компонента 144, нетканого несущего слоя или основы 146 с крючками и компонента 148 крепления.
Элементы, представляющие собой резинки на талии
Согласно одному варианту осуществления впитывающее изделие 10 может иметь элементы 62 и 64, представляющие собой резинки на талии, которые могут быть образованы из любого подходящего эластичного материала. Согласно такому варианту осуществления подходящие эластичные материалы могут включать без ограничения листы, полосы или ленты из натурального каучука, синтетического каучука или термопластических эластомерных полимеров. Эластичные материалы могут быть растянуты и связаны с подложкой, связаны с собранной подложкой или связаны с подложкой, а затем собраны на резинку или сжаты, например, при воздействии тепла, таким образом, чтобы подложке передавались эластичные затягивающие усилия. Тем не менее, следует понимать, что элементы 62 и 64, представляющие собой резинки на талии, могут отсутствовать во впитывающем изделии 10 без отступления от объема настоящего раскрытия.
Боковые секции
Согласно одному варианту осуществления, в котором впитывающее изделие 10 может представлять собой трусы для приучения к горшку, трусы для подростков, трусы-подгузники или впитывающие трусы для взрослых, впитывающее изделие 10 может иметь передние боковые секции 182 и 184 и задние боковые секции 186 и 188. На фиг. 18 представлена неограничивающая иллюстрация впитывающего изделия 10, которое может иметь боковые секции, такие как передние боковые секции 182 и 184 и задние боковые секции 186 и 188. Передние боковые секции 182 и 184 и задние боковые секции 186 и 188 впитывающего изделия 10 могут быть связаны со впитывающим изделием 10 в соответствующих передней и задней областях 12 и 14 талии и могут выходить наружу за пределы продольных боковых краев 18 и 20 впитывающего изделия 10. Согласно одному примеру передние боковые секции 182 и 184 могут быть связаны со внутренним слоем 72 наружного покрытия 26, как например, связаны с ними с помощью клея, с помощью связывания под действием давления, с помощью термосварки или с помощью связывания под действием ультразвука. Эти передние боковые секции 182 и 184 также могут быть связаны с наружным слоем 70 наружного покрытия 26, как например, с помощью связывания с ним с помощью клея, с помощью связывания под воздействием давления, с помощью термосварки или с помощью связывания под действием ультразвука. Задние боковые секции 186 и 188 могут быть прикреплены к наружным и внутренним слоям 70 и 72, соответственно, наружного покрытия 26 в задней области 14 талии впитывающего изделия 10 практически таким же образом, что и передние боковые секции 182 и 184. В качестве альтернативы, передние боковые секции 182 и 184 и задние боковые секции 186 и 188 могут быть сформированы вместе с впитывающим изделием 10, как например, сформированы вместе с наружным покрытием 26, лицевым по отношению к телу материалом 28, вторичным прокладочным материалом 34 или другими слоями впитывающего изделия 10.
Для улучшенного прилегания и внешнего вида передние боковые секции 182 и 184 и задние боковые секции 186 и 188 могут соответственно иметь среднюю длину, измеренную параллельно продольной оси впитывающего изделия 10, составляющую приблизительно 20 процентов или более и, что является более подходящим, приблизительно 25 процентов или более от общей длины впитывающего изделия 10, также измеренной параллельно продольной оси. Например, если впитывающие изделия 10 имеют общую длину приблизительно 54 сантиметра, то передние боковые секции 182 и 184 и задние боковые секции 186 и 188 соответственно имеют среднюю длину приблизительно 10 сантиметров или более и, что является более предпочтительно, имеют среднюю длину приблизительно 15 сантиметров. Каждая из передних боковых секций 182 и 184 и задних боковых секций 186 и 188 может быть выполнена из одного или более отдельных отличных кусков материала. Например, каждая передняя боковая секция 182 и 184 и задняя боковая секция 186 и 188 может включать первую и вторую части боковых секций (не показаны), соединенные по шву (не показан), при этом по меньшей мере одна из частей включает эластомерный материал. В качестве альтернативы, каждая отдельная передняя боковая секция 182 и 184 и задняя боковая секция 186 и 188 могут быть изготовлены из одного куска материала, загнутого на себя вдоль промежуточной линии сгиба (не показана).
Каждая из передних боковых секций 182 и 184 и задних боковых секций 186 и 188 может иметь внешний край 190, расположенный сбоку от шва 192 для сцепления, прилегающий к ноге концевой край 194, расположенный по направлению к продольному центру впитывающего изделия 10, и поясной концевой край 196, расположенный по направлению к продольному концу впитывающего изделия 10. Прилегающий к ноге концевой край 194 и поясной концевой край 196 могут проходить от продольных боковых краев 18 и 20 впитывающего изделия 10 к наружным краям 190. Прилегающие к ногам концевые края 194 передних боковых секций 182 и 184 и задних боковых секций 186 и 188 могут образовывать часть продольных боковых краев 18 и 20 впитывающего изделия 10. Прилегающие к ногам концевые края 194 проиллюстрированного впитывающего изделия 10 могут быть изогнуты и/или расположены под углом относительно поперечной оси для обеспечения лучшего прилегания к ногам пользователя. Тем не менее, следует понимать, что только один из прилегающих к ногам концевых краев 194 может быть изогнут или расположен под углом, например, прилегающий к ноге концевой край 194 задней поясной области 14, или ни один из прилегающих к ногам концевых краев 194 не может быть изогнут или расположен под углом без отступления от объема настоящего изобретения. Поясные концевые края 196 могут быть параллельны поперечной оси. Поясные концевые края 196 передних боковых секций 182 и 184 могут образовывать часть переднего поясного края 22 впитывающего изделия 10, а поясные концевые края 196 задних боковых секций 186 и 188 могут образовывать часть заднего поясного края 24 впитывающего изделия 10.
Передние боковые секции 182 и 184 и задние боковые секции 186 и 188 могут включать эластичный материал, способный к растяжению в сторону. Подходящие эластичные материалы, а также один описанный способ включения эластичных передних боковых секций 182 и 184 и задних боковых секций 186 и 188 во впитывающее изделие 10 описаны в следующих документах: патент США №4940464, выданный 10 июля 1990 года Van Gompel и соавт., патент США №5224405, выданный 6 июля 1993 года Pohjola, патент США №5104116, выданный 14 апреля 1992 года Pohjola, и патент США №5046272, выданный 10 сентября 1991 года Vogt и соавт., при этом все они включены в данный документ по ссылке. В качестве примера подходящие эластичные материалы включают терморастянутый слоистый материал (STL), соединенный перетяжками слоистый материал (NBL), слоистый материал с обратимыми перетяжками или соединенный в растянутом состоянии слоистый материал (SBL). Способы получения таких материалов хорошо известны специалистам в данной области и описаны в следующих документах: патент США №4663220, выданный 5 мая 1987 года Wisneski и соавт., патент США №5226992, выданный 13 июля 1993 года Morman, и Европейская патентная заявка EP №0217032, опубликованная 8 апреля 1987 года на имя Taylor и соавт., и PCT заявка WO 01/88245 на имя Welch и соавт., при этом все они включены в данный документ по ссылке. Другие подходящие материалы описаны в заявках на патент США №12/649508, Welch и соавт., и №12/023447, Lake и соавт., при этом все они включены в данный документ по ссылке. В качестве альтернативы, передние боковые секции 182 и 184 и задние боковые секции 186 и 188 могут включать другие тканые или нетканые материалы, такие как описанные выше как подходящие для наружного покрытия 26 или вторичного прокладочного материала 34, предварительно механически деформированные композиты или растяжимые, но не эластичные материалы.
Гигиенический продукт для женщин
На фиг. 19 представлена неограничивающая иллюстрация впитывающего изделия 10 в виде гигиенического продукта для женщин, такого как менструальная прокладка или продукты для взрослых женщин, страдающих недержанием. Впитывающее изделие 10 может иметь продольное направление 30 по длине, которое может проходить вдоль назначенной оси X впитывающего изделия 10, и поперечное боковое направление 32, которое проходит вдоль назначенной оси Y изделия 10. Кроме того, впитывающее изделие 10 может содержать первую и вторую противоположные в продольном направлении концевые части 13 и 15 и промежуточную область 17, расположенную между концевыми частями 13 и 15. Впитывающее изделие 10 может иметь первый и второй продольные боковые края 18 и 20, которые могут представлять собой продольные стороны удлиненного впитывающего изделия 10. Продольные боковые края 18 и 20 могут иметь контуры, соответствующие форме впитывающего изделия 10. Впитывающее изделие 10 может иметь любую желаемую форму, такую как, например, форму кости для собак, форму гоночного трека, форму песочных часов и т. п. Кроме того, впитывающее изделие 10 может быть практически симметричным в продольном направлении или может быть асимметричным в продольном направлении, если необходимо.
Как показано в качестве иллюстрации, продольный размер впитывающего изделия 10 может быть относительно большим, чем поперечный боковой размер впитывающего изделия 10. Конфигурации впитывающего изделия 10 могут включать лицевой по отношению к телу материал 28 и наружное покрытие 26, такое как описанное в данном документе. Впитывающая основа 40, такая как описанная в данном документе, может быть расположена между лицевым по отношению к телу материалом 28 и наружным покрытием 26. Как показано в качестве иллюстрации, например, периферические части лицевого по отношению к телу материала 28 и наружного покрытия 26 могут быть практически полностью смежными, или периферические части лицевого по отношению к телу материала 28 и наружного покрытия 26 могут быть частично или полностью несмежными. Согласно одному варианту осуществления впитывающее изделие 10 может включать вторичный прокладочный материал 34, такой как описанный в данном документе. Согласно одному варианту осуществления впитывающее изделие 10 может включать поглощающий слой 84, такой как описанный в данном документе.
Согласно одному варианту осуществления, в котором впитывающее изделие 10 может представлять собой гигиенический продукт для женщин, впитывающее изделие 10 может включать выступающие в поперечном направлении части 198 в форме крылышек, которые могут быть соединены как единое целое с боковыми краями 18 и 20 впитывающего изделия 10 в промежуточной области 17 впитывающего изделия 10. Например, части 198 в форме крылышек могут являться отдельно получаемыми элементами, которые впоследствии прикрепляются или иным образом функционально сочленяются с промежуточной областью 17 впитывающего изделия 10. В других конфигурациях части 198 в форме крылышек могут быть образованными в виде единого целого с одним или более компонентами впитывающего изделия 10. В качестве одного примера, часть 198 в форме крылышка может быть сформирована в результате соответствующего рабочего растяжения лицевого по отношению к телу материала 28, вторичного прокладочного материала 34, при его наличии, наружного покрытия 26 и их комбинаций.
Части 198 в форме крылышек могут иметь назначенное закрепленное положение (не показано), в котором части 198 в форме крылышек, в целом, направлены внутрь в направлении продольно проходящей центральной линии 31. Согласно различным вариантам осуществления часть 198 в форме крылышка, которая соединена с одним боковым краем, таким как боковой край 18, может иметь достаточную длину в поперечном направлении для того, чтобы доходить и выходить за центральную линию 31, достигая в поперечном направлении противоположного бокового края 20 впитывающего изделия 10. Закрепленное положение частей 198 в форме крылышек обычно может представлять расположение, наблюдаемое, когда впитывающее изделие 10 извлекается из обертки или упаковки. Перед размещением впитывающего изделия 10, такого как гигиенический продукт для женщин, на обращенную к телу сторону нижнего белья перед использованием части 198 в форме крылышек можно избирательно расположить таким образом, чтобы они проходили в поперечном направлении от боковых краев 18 и 20 промежуточной области 17 впитывающего изделия 10. После размещения впитывающего изделия 10 на нижнем белье части 198 в форме крылышек можно функционально завернуть и закрепить вокруг боковых краев нижнего белья, что способствует удерживанию впитывающего изделия 10 на месте известным в данной области техники способом.
Части 198 в форме крылышек могут иметь любую функциональную конструкцию и могут включать слой любого функционального материала. Кроме того, каждая часть 198 в форме крылышка может содержать композиционный материал. Например, части 198 в форме крылышек могут включать текстильный материал спанбонд, двухкомпонентный материал спанбонд, материал спанбонд, соединенный перетяжками, соединенный перетяжками в растянутом состоянии слоистый материал (NBL), текстильный материал мелтблаун, связанное кардочесанное полотно, подвергнутое термосварке кардочесанное полотно, связанное кардочесанное полотно, полученное воздушной набивкой, и т. п., а также их комбинации.
Каждая часть 198 в форме крылышка может включать секцию-компонент крепления (не показан), который может быть функционально сцеплен с соответствующей назначенной поверхностью для сцепления в соединенной с ней частью 198 в форме крылышка. Секция-компонент крепления может включать систему взаимозацепляемых механических креплений, систему клейких креплений и т. п., а также их комбинации. Согласно одному варианту осуществления одна из или обе части 198 в форме крылышек может включать секцию-систему крепления, которая включает функциональный клей. Клей может представлять собой клей на основе растворителя, термоплавкий клей, клей, склеивающий при надавливании, и т. п., а также их комбинации.
Согласно одному варианту осуществления механизм прикрепления к предмету нижнего белья (не показан), такой как клей для прикрепления к предмету нижнего белья, может быть распределен на обращенной к предмету нижнего белья стороне впитывающего изделия 10. Согласно одному варианту осуществления клей для предмета нижнего белья может быть распределен по обращенной к предмету нижнего белья стороне впитывающего изделия 10 наружного покрытия 26, и один или более слоев или листов высвобождающего материала могут быть размещены с возможностью снятия на клей для предмета нижнего белья для хранения перед использованием. Согласно одному варианту осуществления механизм прикрепления предмета нижнего белья может включать функциональный компонент системы механического крепления. Согласно такому варианту осуществления механизм прикрепления предмета нижнего белья может включать функциональный компонент системы крепления по типу застежки-липучки.
Обесцвечивающая композиция
Согласно одному варианту осуществления средство для химической обработки можно использовать для изменения цвета выделений организма, поглощенных впитывающим изделием 10. Согласно одному варианту осуществления, например, средство для обработки может представлять собой обесцвечивающую композицию, которая вызывает агглютинацию (склеивание) эритроцитов в крови и менструальных выделениях и ограничивает степень видимости красного цвета менструальных выделений. Одна такая композиция включает поверхностно-активное вещество, такое как описанное в патенте США №6350711, Potts и соавт., который включен в данный документ во всей своей полноте с помощью ссылки на него. Неограничивающие примеры таких поверхностно-активных веществ включают поверхностно-активные вещества Pluronic® (поверхностно-активное вещество на основе триблок-сополимеров), неорганические соли, которые содержат многозарядный анион (например, двухзарядный, трехзарядный и т. д.), такой как сульфат (SO42-), фосфат (PO43-), карбонат (CO32-), оксид (O2-) и т. д., и однозарядный катион, такой как натрий (Na+), калий (K+), литий (Li+), аммоний (NH4+) и т. д. Также подходят катионы щелочных металлов. Некоторые примеры солей, образованных из таких ионов, включают без ограничений динатрия сульфат (Na2SO4), дикалия сульфат (K2SO4), динатрия карбонат (Na2CO3), дикалия карбонат (K2CO3), мононатрия фосфат (NaH2PO4), динатрия фосфат (Na2HPO4), монокалия фосфат (KH2PO4), дикалия фосфат (K2HPO4) и т. д. Смеси вышеупомянутых солей также могут быть эффективными при облегчении физического разделения эритроцитов. Например, можно использовать смесь динатрия сульфата (Na2SO4) и монокалия фосфата (KH2PO4).
Помимо агглютинирующих средств, обесцвечивающая композиция может изменять химическую структуру гемоглобина с изменением его цвета. Примеры таких композиций описаны в публикации заявки на патент США №2009/0062764, под авторством MacDonald и соавт., которая включена в данный документ в своей полноте с помощью ссылки на нее. Согласно одному варианту осуществления композиция может включать окисляющее средство, которое обычно способно к окислению гемоглобина или других веществ, ответственных за нежелательный цвет выделений организма. Некоторые примеры окисляющих средств включают без ограничений отбеливатели на основе перекисей (например, перекиси водорода, перкарбонатов, персульфатов, перборатов, пероксикислот, гидроперекисей алкилов, перекисей, перекисей диацилов, озонидов, супероксидов, оксо-озонидов и периодатов); гидроперекисей (например, гидроперекиси трет-бутила, гидроперекиси кумила, 2,4,4-триметилпентил-2-гидропероксида, ди-изопропилбензол-моногидропероксида, гидроперекиси трет-амила и 2,5-диметил-гексан-2,5-дигидропероксида); перекисей (например, перекиси лития, перекиси натрия, перекиси калия, перекиси аммония, перекиси кальция, перекиси рубидия, перекиси цезия, перекиси стронция, перекиси бария, перекиси магния, перекиси ртути, перекиси серебра, перекиси циркония, перекиси гафния, перекиси титана, перекиси фосфора, перекиси серы, перекиси рения, перекиси железа, перекиси кобальта и перекиси никеля); перборатов (например, натрия пербората, калия пербората и аммония пербората); персульфатов (например, натрия персульфата, калия пероксодисульфата и калия персульфата) и т. п. Другие подходящие окисляющие средства включают без ограничений омега-3 и -6 жирные кислоты, такие как линолевые кислоты, α-линолевая кислота, арахидоновая кислота, эйкозапентаеновая кислота, докозагексаеновая кислота, эйкозадиеновая кислота, эйкозатриеновая кислота и т. д.
Обесцвечивающую композицию можно наносить на любой проницаемый для жидкости слой впитывающего изделия 10, где он может контактировать с водными текучими средами, выделяемыми организмом, такими как, например, менструальные выделения, как например, на лицевой по отношению к телу слой 28, вторичный прокладочный материал 34, поглощающий слой 84, переносящий текучую среду слой 78, впитывающую основу 40, наружное покрытие 26 и их комбинации. Согласно одному варианту осуществления обесцвечивающую композицию можно наносить только на часть поверхности слоя(слоев), на которые ее наносят для обеспечения того, чтобы слой(слои) все еще были способны к сохранению достаточных впитывающих свойств. Согласно одному варианту осуществления может быть желательным, чтобы обесцвечивающая композиция располагалась ближе к впитывающей основе 40. Согласно одному варианту осуществления дополнительный слой (не показан) можно использовать во впитывающем изделии 10, и его можно наносить с обесцвечивающей композицией, которая находится в контакте с впитывающей основой 40. Дополнительный слой может быть образован из ряда различных пористых материалов, таких как перфорированная пленка, нетканое полотно (например, целлюлозное полотно, полотно спанбонд, полотно мелтблаун и т. д.), вспененные материалы и т. д. Согласно одному варианту осуществления дополнительный слой может иметь форму полой оболочки (например, пакетик, мешок и т. д.), который сложен таким образом, чтобы частично или полностью окружать впитывающую основу 40. Обесцвечивающую композицию можно разместить внутри этой оболочки таким образом, чтобы она оставалась запечатанной в данной оболочке до применения.
Неограничивающие примеры вариантов осуществления впитывающих изделий
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40 и лицевой по отношению к телу материал 28. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающее изделие 10 может дополнительно включать вторичный прокладочный материал 34, расположенный между лицевым по отношению к телу материалом 28 и впитывающей основой 40. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинной области 116 может быть образована за счет промежутка между волокнами.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40, лицевой по отношению к телу материал 28 и вторичный прокладочный материал 34, расположенный между лицевым по отношению к телу материалом 28 и впитывающей основой 40. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 может быть образована за счет промежутка между волокнами.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40 и лицевой по отношению к телу материал 28. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может дополнительно выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающее изделие 10 может дополнительно включать вторичный прокладочный материал 34, расположенный между лицевым по отношению к телу материалом 28 и впитывающей основой 40. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 может быть образована за счет промежутка между волокнами.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40 и лицевой по отношению к телу материал 28. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь эластичность, превышающую приблизительно 70%. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, и их комбинации. Согласно различным вариантам осуществления впитывающее изделие 10 может дополнительно включать вторичный прокладочный материал 34, расположенный между лицевым по отношению к телу материалом 28 и впитывающей основой 40. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 может быть образована за счет промежутка между волокнами.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40 и лицевой по отношению к телу материал 28, который может иметь опорный слой 92 и слой 94 с выступающими частями. Слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь низинную область 116, которая может иметь более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, и выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающее изделие 10 может дополнительно включать вторичный прокладочный материал 34, расположенный между лицевым по отношению к телу материалом 28 и впитывающей основой 40. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления количество остаточного имитирующего каловые массы средства, оставшегося на лицевом по отношению к телу материале 28 после взаимодействия с имитирующим каловые массы средством согласно способу испытаний, описанному в данном документе, может составлять менее чем приблизительно 2,5 грамма.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40, лицевой по отношению к телу материал 28 и переносящий текучую среду слой 78, расположенный между впитывающей основой 40 и лицевым по отношению к телу материалом 28. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно различным вариантам осуществления переносящий текучую среду слой может содержать полимерный материал. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления количество остаточного имитирующего каловые массы средства, оставшегося на лицевом по отношению к телу материале 28 после взаимодействия с имитирующим каловые массы средством согласно способу испытаний, описанному в данном документе, может составлять менее чем приблизительно 2,5 грамма.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40, лицевой по отношению к телу материал 28, поглощающий слой 84, расположенный между впитывающей основой 40 и лицевым по отношению к телу материалом 28, и переносящий текучую среду слой 78, расположенный между поглощающим слоем 84 и впитывающей основой 40. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна с толщиной нити в денье менее чем приблизительно 5. Согласно различным вариантам осуществления переносящий текучую среду слой 78 может содержать целлюлозный материал. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления количество остаточного имитирующего каловые массы средства, оставшегося на лицевом по отношению к телу материале 28 после взаимодействия с имитирующим каловые массы средством согласно способу испытаний, описанному в данном документе, может составлять менее чем приблизительно 2,5 грамма.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40, лицевой по отношению к телу материал 28, который может иметь опорный слой 92 и слой 94 с выступающими частями, и переносящий текучую среду слой 78, расположенный между впитывающей основой 40 и лицевым по отношению к телу материалом 28. Слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь низинную область 116, которая может иметь более чем приблизительно 10% открытой области в выбранной области лицевого по отношению к телу материала 28, и выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления количество остаточного имитирующего каловые массы средства, оставшегося на лицевом по отношению к телу материале 28 после взаимодействия с имитирующим каловые массы средством согласно способу испытаний, описанному в данном документе, может составлять менее чем приблизительно 2,5 грамма.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40, лицевой по отношению к телу материал 28, поглощающий слой 84, расположенный между впитывающей основой 40 и лицевым по отношению к телу материалом 28, и переносящий текучую среду слой 78, расположенный между поглощающим слоем 84 и впитывающей основой 40. Согласно такому варианту осуществления переносящий текучую среду слой 78 может включать полимерный материал. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна с толщиной нити в денье более чем приблизительно 5. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления область распределения имитирующего каловые массы средства на лицевом по отношению к телу материале 28 после взаимодействия с имитирующим каловые массы средством согласно способу испытаний, описанному в данном документе, может иметь размер менее чем приблизительно 34 см2.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40, лицевой по отношению к телу материал 28 с низинной областью 116 с более чем приблизительно 5% открытой области в выбранной области лицевого по отношению к телу материала 28, поглощающий слой 84, расположенный между впитывающей основой 40 и лицевым по отношению к телу материалом 28, и переносящий текучую среду слой 78, расположенный между поглощающим слоем 84 и впитывающей основой 40. Согласно такому варианту осуществления переносящий текучую среду слой 78 может содержать целлюлозный материал. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями, где выступающие части имеют менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала. Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна с толщиной нити в денье более чем приблизительно 5. Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна с толщиной нити в денье менее чем приблизительно 5. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинной области 116 может быть образована за счет промежутка между волокнами. Согласно различным вариантам осуществления область распределения имитирующего каловые массы средства на лицевом по отношению к телу материале 28 после взаимодействия с имитирующим каловые массы средством согласно способу испытаний, описанному в данном документе, может иметь размер менее чем приблизительно 34 см2.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40, лицевой по отношению к телу материал 28, поглощающий слой 84, расположенный между впитывающей основой 40 и лицевым по отношению к телу материалом 28, и переносящий текучую среду слой 78, расположенный между поглощающим слоем 84 и впитывающей основой 40. Согласно такому варианту осуществления переносящий текучую среду слой 78 может содержать целлюлозный материал. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна с толщиной нити в денье более чем приблизительно 5. Согласно различным вариантам осуществления поглощающий слой 84 может иметь волокна с толщиной нити в денье менее чем приблизительно 5. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 впитывающего изделия 10 может дополнительно включать множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, выступающие части имеют менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может иметь низинную область 116, и низинная область 116 может иметь открытую область, превышающую приблизительно 1% в выбранной области лицевого по отношению к телу материала 28. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область выступающих частей 90 образована за счет промежутка между волокнами. Согласно различным вариантам осуществления открытая область низинных областей 116 образована за счет промежутка между волокнами. Согласно различным вариантам осуществления область распределения имитирующего каловые массы средства на лицевом по отношению к телу материале 28 после взаимодействия с имитирующим каловые массы средством согласно способу испытаний, описанному в данном документе, может иметь размер менее чем приблизительно 34 см2.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40 и лицевой по отношению к телу материал 28. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно такому варианту осуществления впитывающее изделие 10 может характеризоваться вторым временем поглощения имитирующего менструальные выделения средства через лицевой по отношению к телу материал 28, составляющее менее чем приблизительно 30 секунд после взаимодействия с имитирующим менструальные выделения средством, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающее изделие 10 может дополнительно включать вторичный прокладочный материал 34, расположенный между лицевым по отношению к телу материалом 28 и впитывающей основой 40. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область низинной области 116 может быть образована за счет промежутка между волокнами.
Согласно одному варианту осуществления впитывающее изделие 10 может иметь наружное покрытие 26, впитывающую основу 40, лицевой по отношению к телу материал 28 и вторичный прокладочный материал 34, расположенный между лицевым по отношению к телу материалом 28 и впитывающей основой 40. Согласно такому варианту осуществления лицевой по отношению к телу материал 28 может иметь опорный слой 92 и слой 94 с выступающими частями. Согласно такому варианту осуществления слой 94 с выступающими частями может иметь внутреннюю поверхность 102 и внешнюю поверхность 104 и может иметь множество полых выступающих частей 90, выходящих из внешней поверхности 104 слоя 94 с выступающими частями. Согласно такому варианту осуществления впитывающее изделие 10 может характеризоваться вторым временем поглощения имитирующего менструальные выделения средства через лицевой по отношению к телу материал 28, составляющее менее чем приблизительно 30 секунд после взаимодействия с имитирующим менструальные выделения средством, по результатам измерения с помощью описанного в настоящем документе способа испытания «Поглощение/повторное увлажнение». Согласно различным вариантам осуществления лицевой по отношению к телу материал 28 может дополнительно включать низинную область 116 с более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, выступающие части 90 с менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 28, множество волокон слоя 94 с выступающими частями, скрепленных с опорным слоем 92, может выдерживать нагрузку, превышающую приблизительно 2 ньютона на 25 мм ширины, с 10% растяжением в машинном направлении, при этом выступающие части 90 имеют высоту, превышающую приблизительно 1 мм, эластичность, превышающую приблизительно 70%, и их комбинации. Согласно различным вариантам осуществления впитывающая основа 40 может не содержать супервпитывающий материал. Согласно различным вариантам осуществления впитывающая основа 40 может содержать более чем приблизительно 15% супервпитывающего материала. Согласно различным вариантам осуществления открытая область низинной области 116 может быть образована за счет промежутка между волокнами.
Способ определения процента открытой области
Процентное соотношение открытой области можно определить с использованием способа измерения с помощью анализа изображения, описанного в данном документе. В данном контексте как открытая область рассматриваются участки в материале, где свет, распространяющийся от источника света, проходит непосредственно через те участки, которые свободны в представляющем интерес материале. Обычно в способе анализа изображения определяют количественное значение процента открытой области для материала посредством анализа изображения в отношении конкретных параметров, таких как область. Способ измерения процента открытой области осуществляют с использованием общепринятых методик анализа оптического изображения для выявления участков открытой области как в низинных областях, так и в выступающих частях по отдельности, а затем расчета их процентных соотношений в каждом. Для разделения низинных областей и выступающих частей для дальнейшего выявления и измерения использовали освещение падающим светом вместе со стадиями обработки изображения. Система анализа изображений, управляемая алгоритмом, выполняет выявление, обработку изображений и измерение, а также передает данные в цифровом виде в базу данных в виде динамической электронной таблицы. Полученные в результате данные измерений используют для определения процента открытой области у материалов, имеющих низинные области и выступающие части.
Способ определения процента открытой области как в низинных областях, так и в выступающих частях заданного материала включает стадию получения двух отдельных цифровых изображений материала. Примерная установка для получения изображения иллюстративно представлена на фиг. 20. В частности, видеокамера 200 с CCD матрицей (например, видеокамера Leica DFC 310 FX, работающая в режиме шкалы серого и доступная от Leica Microsystems из Хербругг, Швейцария) монтируется на стандартном штативе 202, таком как стандартный штатив Polaroid MP-4 Land Camera или эквивалент, доступный от центра Polaroid Resource Center в Кембридже, Массачусетс. Стандартный штатив 202 прикреплен к просмотровому устройству 204 для макрообъектов, такому как просмотровое устройство для макрообъектов KREONITE, доступное от Dunning Photo Equipment, Inc., с офисом в Биксби, Оклахома. Автоматическая платформа 208 размещается на верхней поверхности 206 просмотрового устройства 204 для макрообъектов. Автоматическую платформу 208 используют для автоматической перемены положения заданного материала для выбора кадра камерой 200. Подходящей автоматической платформой является Model H112, выпускаемая фирмой Prior Scientific Inc, с офисом в Рокленде, Массачусетс.
Материал, имеющий низинные области и выступающие части помещают на автоматическую платформу 208 под оптическую ось 60 мм объектива 210 Nikon AF Micro Nikkor с настройкой диафрагмы объектива 4. Объектив 210 Nikon прикреплен к камере 200 Leica DFC 310 FX с использованием переходника с-крепления объектива. Расстояние D1 от передней лицевой стороны 212 объектива 210 Nikon до материала составляет приблизительно 21 см. Материал укладывают горизонтально на автоматическую платформу 208 и все складки удаляют с помощью его осторожного растягивания и/или закрепления на поверхности автоматической платформы 208 с использованием прозрачной клейкой ленты на ее наружных краях. Материал ориентируют таким образом, чтобы машинное направление (MD) совпадало с горизонтальным направлением полученного в результате изображения. Поверхность материала освещают падающим флуоресцентным светом, обеспечиваемым 40 ваттной флуоресцентной лампой 214 GE Circline диаметром 16 дюймов. Лампа 214 содержится в зажиме, который расположен таким образом, что он выровнен по центру над материалом и под видеокамерой выше и находится на расстоянии D2 в 3 дюймах выше поверхности материала. Управление уровнем освещения лампы 214 осуществляется посредством регулируемого автотрансформатора типа 3PN1010, доступного от Staco Energy Products Co. с офисом в Дейтоне, Огайо. Пропущенный свет также попадает на материал из-под автоматической платформы 208 от группы из пяти 20 ваттных флуоресцентных осветительных приборов 218, накрытых рассеивающей пластиной 220. Рассеивающая пластина 220 вставлена в верхнюю поверхность 206 просмотрового устройства 204 для макрообъектов и образует ее часть. На рассеивающую пластину 220 наложена черная маска 222, имеющая отверстие 224 размером 3 на 3 дюйма. Отверстие 224 расположено таким образом, что выровнено по центру под оптической осью камеры Leica и системой объектива. Расстояние D3 от отверстия 224 до поверхности автоматической платформы 208 составляет примерно 17 см. Уровень освещения у группы флуоресцентных осветительных приборов 218 также управляется отдельным регулируемым автотрансформатором.
Программной платформой для анализа изображений, используемой для осуществления измерений процента открытой области, является QWIN Pro (версия 3.5.1), доступная от Leica Microsystems с офисом в Хербругге, Швейцария. Систему и изображения также калибруют с использованием программного обеспечения QWIN и стандартной линейки с измерительными отметками по меньшей мере в пределах одного миллиметра. Калибровка выполняется в горизонтальном измерении изображения видеокамеры. Единицы числа миллиметров на пиксель используют для калибровки.
Способ определения процента открытой области заданного материала включает стадию осуществления нескольких измерений области на изображениях, полученных при освещении как падающим, так и пропущенным светом. В частности, для получения и обработки изображений, а также выполнения измерений с использованием языка системы пользовательского интерактивного программирования Quantimet (QUIPS) используется алгоритм анализа изображения. Алгоритм анализа изображения воспроизводится далее.
NAME = % Open Area - Land vs Projection Regions-1
PURPOSE = Measures % open area on 'land' and 'projection' regions via 'sandwich' lighting technique
DEFINE VARIABLES & OPEN FILES
Open File ( C:\Data\39291\% Open Area\data.xls, channel #1 )
MFLDIMAGE = 2
TOTCOUNT = 0
TOTFIELDS = 0
SAMPLE ID AND SET UP
Configure ( Image Store 1392 x 1040, Grey Images 81, Binaries 24 )
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Measure frame ( x 31, y 61, Width 1330, Height 978 )
Image frame ( x 0, y 0, Width 1392, Height 1040 )
-- Calvalue = 0.0231 mm/px
CALVALUE = 0.0231
Calibrate ( CALVALUE CALUNITS$ per pixel )
Clear Accepts
For ( SAMPLE = 1 to 1, step 1 )
Clear Accepts
File ( "Field No.", channel #1, field width: 9, left justified )
File ( "Land Area", channel #1, field width: 9, left justified )
File ( "Land Open Area", channel #1, field width: 13, left justified )
File ( "%Open Land Area", channel #1, field width: 15, left justified )
File ( "Proj. Area", channel #1, field width: 9, left justified )
File ( "Proj. Open Area", channel #1, field width: 13, left justified )
File ( "% Open Proj. Area", channel #1, field width: 15, left justified )
File ( "Total % Open Area", channel #1, field width: 14, left justified )
File Line ( channel #1 )
Stage ( Define Origin )
Stage ( Scan Pattern, 5 x 1 fields, size 82500.000000 x 82500.000000 )
IMAGE ACQUISITION I - Projection isolation
For ( FIELD = 1 to 5, step 1 )
Display ( Image0 (on), frames (on,on), planes (off,off,off,off,off,off), lut 0, x 0, y 0, z
1, Reduction off )
PauseText ( "Ensure incident lighting is correct (WL = 0.88 - 0.94) and acquire
image." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Acquire ( into Image0 )
DETECT – Projections only
PauseText ( "Ensure that threshold is set at least to the right of the left gray-level
histogram peak which corresponds to the 'land' region." )
Detect [PAUSE] ( whiter than 127, from Image0 into Binary0 delineated )
BINARY IMAGE PROCESSING
Binary Amend (Close from Binary0 to Binary1, cycles 10, operator Disc, edge erode on)
Binary Identify ( FillHoles from Binary1 to Binary1 )
Binary Amend (Open from Binary1 to Binary2, cycles 20, operator Disc, edge erode on)
Binary Amend (Close from Binary2 to Binary3, cycles 8, operator Disc, edge erode on )
PauseText ("Toggle <control> and <b> keys to check bump detection and correct if
necessary." )
Binary Edit [PAUSE] ( Draw from Binary3 to Binary3, nib Fill, width 2 )
Binary Logical ( copy Binary3, inverted to Binary4 )
IMAGE ACQUISITION 2 – % Open Area
Display ( Image0 (on), frames (on,on), planes (off,off,off,off,off,off), lut 0, x 0, y 0, z
1, Reduction off )
PauseText ( "Turn off incident light & ensure transmitted lighting is correct (WL =
0.97) and acquire image." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Acquire ( into Image0 )
DETECT – Open areas only
Detect ( whiter than 210, from Image0 into Binary10 delineated )
BINARY IMAGE PROCESSING
Binary Logical ( C = A AND B : C Binary11, A Binary3, B Binary10 )
Binary Logical ( C = A AND B : C Binary12, A Binary4, B Binary10 )
MEASURE AREAS - Land, projections, open area within each
-- Land Area
MFLDIMAGE = 4
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area
LANDAREA = FLDRESULTS(1)
-- Projection Area
MFLDIMAGE = 3
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area
BUMPAREA = FLDRESULTS(1)
-- Open Projection area
MFLDIMAGE = 11
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area
APBUMPAREA = FLDRESULTS(1)
-- Open land area
MFLDIMAGE = 12
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area
APLANDAREA = FLDRESULTS(1)
-- Total % open area
MFLDIMAGE = 10
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area%
TOTPERCAPAREA = FLDRESULTS(1)
CALCULATE AND OUTPUT AREAS
PERCAPLANDAREA = APLANDAREA/LANDAREA*100
PERCAPBUMPAREA = APBUMPAREA/BUMPAREA*100
File ( FIELD, channel #1, 0 digits after '.' )
File ( LANDAREA, channel #1, 2 digits after '.' )
File ( APLANDAREA, channel #1, 2 digits after '.' )
File ( PERCAPLANDAREA, channel #1, 1 digit after '.' )
File ( BUMPAREA, channel #1, 2 digits after '.' )
File ( APBUMPAREA, channel #1, 4 digits after '.' )
File ( PERCAPBUMPAREA, channel #1, 5 digits after '.' )
File ( TOTPERCAPAREA, channel #1, 2 digits after '.' )
File Line ( channel #1 )
Stage ( Step, Wait until stopped + 1100 msecs )
Next ( FIELD )
PauseText ( "If no more samples, enter '0.'" )
Input ( FINISH )
If ( FINISH=0 )
Goto OUTPUT
Endif
PauseText ( "Place the next replicate specimen on the auto-stage, turn on incident light
and turn-off and/or block sub-stage lighting." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
File Line (channel #1)
Next ( SAMPLE )
OUTPUT:
Close File ( channel #1 )
END
Алгоритм QUIPS выполняется с использованием программной платформы QWIN Pro. Анализирующему специалисту вначале предоставляются подсказки по вводу набора информации о материале, который направляется в файл EXCEL.
Затем анализирующему специалисту предоставляются подсказки с помощью окна настройки по изображению прямой передачи на экране монитора компьютера, чтобы поместить материал на автоматическую платформу 208. Материал следует уложить горизонтально и осторожно приложить силу к его краям, чтобы удалить все крупные складки, которые могут присутствовать. Его следует выровнять таким образом, чтобы машинное направление проходило горизонтально на изображении. В этот момент можно включить флуоресцентную лампу 214 Circline для помощи в размещении материала в определенном положении. Затем анализирующему специалисту предоставляются подсказки по регулировке флуоресцентной лампы 214 Circline, освещения падающим светом, через регулируемый автотрансформатор для считывания при уровне белого примерно 0,9. Группу осветительных приборов 218 под платформой для освещения проходящим светом следует либо выключить в этот момент, либо замаскировать с использованием клочка светоизолирующего черного строительного картона, помещенного над отверстием 224 размером 3 на 3 дюйма.
Анализирующему специалисту теперь предоставляются подсказки, чтобы удостовериться, что пороговое значение для выявления установлено на подходящий уровень для выявления выступающих частей с использованием «окна выявления», которое отображается на экране монитора компьютера. Как правило, пороговое значение устанавливают с использованием белого режима в точке, находящейся примерно около середины диапазона на 8-разрядной шкале серого (например, 127). Если необходимо, пороговый уровень можно корректировать вверх или вниз таким образом, чтобы в полученном в результате выявления двоичном изображении оптимально охватывались выступающие части, показанные на полученном изображении с учетом их границ с окружающим низинным участком.
После того как алгоритм автоматически осуществляет несколько стадий обработки двоичного изображения на полученном в результате выявления двоичном изображении выступающих частей, анализирующему специалисту будет дана возможность повторной проверки выявления выступающих частей и исправления всех неточностей. Анализирующий специалист может переключаться обеими клавишами «control» и «b» одновременно для повторной проверки выявленных выступающих частей относительно нижележащего полученного полутонового изображения. Если необходимо, анализирующий специалист может выбрать из набора инструментов для редактирования двоичных изображений (например, нарисовать, отменить и т. д.) для осуществления мелких регулировок. Если принимаются меры для обеспечения надлежащего освещения и выявления на ранее описанных стадиях, в этот момент будет необходимо малое количество исправлений, или они не будут нужны вовсе.
Затем анализирующему специалисту предоставляются подсказки, чтобы выключить флуоресцентную лампу 214 Circline для освещения падающим светом и чтобы либо включить группу осветительных приборов под платформой для освещения проходящим светом, либо удалить светоизолирующую маску. Группа осветительных приборов под платформой для освещения проходящим светом управляется регулируемым автотрансформатором для считывания при уровне белого примерно 0,97. В этот момент фокус изображения можно оптимизировать для низинных областей материала.
Алгоритм после осуществления дополнительных операций на полученных в результате отдельных двоичных изображениях для выступающих частей, низинных областей и открытой области будет затем автоматически осуществлять измерения и выдавать данные в назначенном файле в виде динамической таблицы EXCEL. Следующие данные параметров измерения будут располагаться в файле «data.xls» после осуществления измерений и передачи данных.
Низинная область
Низинная открытая область
% открытой низинной области
Выступающая область
Выступающая открытая область
% открытой выступающей области
Общий % открытой области
После передачи данных алгоритм будет управлять передвижением автоматической платформы 208 к следующему полю обзора, и процесс включения флуоресцентной лампы 214 Circline для освещения падающим светом и блокирования группы осветительных приборов 218 под платформой для освещения проходящим светом будет начинаться снова. Этот процесс будет повторяться четыре раза таким образом, что будет присутствовать пять наборов данных от пяти отдельных изображений поля обзора на один образец в параллели.
Обработка нескольких параллелей образцов из одного материала может быть осуществлена в ходе одного выполнения алгоритма QUIPS (примечание: The Sample For – Next line в алгоритме нужно скорректировать для отражения количества параллелей осуществляемых анализов материала на материал). Конечное среднее значение для распределения материала обычно основано на анализе с N=5 от пяти отдельных параллелей-частей образца материала. Сравнение между различными материалами может быть выполнено с использованием T-анализа Стьюдента при 90% уровне достоверности.
Способ определения высоты выступающей части
Высоту выступающих частей можно определить с использованием способа измерения с помощью анализа изображения, описанного в данном документе. В способе анализа изображения определяют численное значение размера по высоте для выступающих частей с использованием конкретных измерений в анализе изображения как низинных областей, так и выступающих частей с нижележащими низинными участками в образце, а затем рассчитывают высоту самих выступающих частей по разнице между ними. Способ определения высоты выступающих частей осуществляют с использованием общепринятых методик анализа оптического изображения для выявления на поперечном разрезе участков как низинных областей, так и выступающих структур, а затем измеряют среднее значение линейной высоты для каждого из них при выборе кадра с использованием камеры с освещением падающим светом. Полученные в результате данные измерений используют для сравнения характеристик высоты выступающих частей у различных типов направленных к телу поглощающих слоев.
Перед осуществлением измерений в анализе изображения представляющий интерес образец нужно подготовить таким образом, чтобы обеспечить возможность визуализации репрезентативного поперечного разреза, который проходит через центр выступающей части. Поперечное разрезание можно осуществить путем закрепления репрезентативного куска образца по меньшей мере на одном из его проходящих в поперечном машинному направлении прямых краев на плоской гладкой поверхности при помощи полоски липкой ленты, такой как ¾ дюймовая лента SCOTCH® Magic™, производимая 3M. Затем осуществляют поперечное разрезание путем использования нового, ранее не использованного лезвия из углеродистой вороненной стали с одним режущим краем (PAL) и аккуратного разрезания в направлении от и перпендикулярно к закрепленному краю и через центры по меньшей мере одной выступающей части и предпочтительно дальше, если выступающие части расположены рядами, проходящими в машинном направлении. Все остальные ряды выступающих частей, расположенные позади лицевой стороны выступающих частей в поперечном разрезе, должны быть отрезаны и удалены перед закреплением образца таким образом, чтобы присутствовали только представляющие интерес выступающие части в поперечном разрезе. Данные лезвия для поперечного разрезания можно приобрести у Electron Microscopy Sciences, Хатфилд, Пенсильвания (кат. №71974). Поперечное разрезание осуществляют в машинном направлении образца, и для каждого нового поперечного разреза следует использовать новое, ранее не использованное лезвие. Теперь лицевую сторону поперечного разреза можно закрепить таким образом, чтобы выступающие части были направлены вверх от опорной плиты, с использованием приклеивающегося материала, такого как двухсторонняя лента, с тем, чтобы ее можно было просматривать с использованием видеокамеры, имеющей оптический объектив. Плита сама по себе и любой фон позади образца, который будет просматриваться камерой, должны быть затемнены с использованием соответственно неотражающей черной ленты и черного строительного картона 317 (показанного на фигуре 21). Для типичного образца следует отрезать и закрепить отдельно достаточное количество поперечных срезов, исходя из которых можно будет определить итого шесть значений высоты выступающих частей.
Примерная установка для получения изображений иллюстративно представлена на фиг. 21. В частности, видеокамера 300 с CCD матрицей (например, видеокамера Leica DFC 310 FX, работающая в режиме шкалы серого, доступна от Leica Microsystems из Хербругг, Швейцария) монтируется на стандартном штативе 302, таком как стандартный штатив Polaroid MP-4 Land Camera, доступный от центра Polaroid Resource Center в Кембридже, Массачусетс. Стандартный штатив 302 прикреплен к просмотровому устройству 304 для макрообъектов, такому как просмотровое устройство для макрообъектов KREONITE, доступное от Dunning Photo Equipment Inc. с офисом в Биксби, Оклахома. Автоматическая платформа 306 размещается на верхней поверхности просмотрового устройства 304 для макрообъектов. Автоматическая платформа 306 используется для перемены положения заданного образца для оптимального выбора кадра камерой 300. Подходящей автоматической платформой 306 является Model H112, доступная от Prior Scientific Inc. с офисом в Рокленде, Массачусетс.
Затемненную плиту 308 с образцом, обращающую лицевую сторону поперечного разреза образца, имеющего низинные области и выступающие части, размещают на автоматической платформе 306 под оптической осью 50 мм объектива 310 Nikon с настройкой диафрагмы объектива 2,8. Объектив 310 Nikon прикреплен к камере 300 Leica DFC 310 FX с использованием 30 мм переходника 312 и с-крепления объектива. Плиту 308 с образцом ориентируют таким образом, чтобы лицевые стороны поперечных разрезов образца были установлены вплотную к камере 300 и совпадали с горизонтальным направлением полученного в результате изображения, причем выступающие части направлены вверх от опорной плиты. Лицевые стороны поперечных разрезов освещают падающим светом от осветительного прибора 316 по типу лампы накаливания, обеспечиваемым двумя 150 ваттными рефлекторными прожекторами заливающего света GE. Два прожектора заливающего света расположены таким образом, чтобы они обеспечивали большее освещение лицевой стороны поперечного разреза, чем плита 308 с образцом под ней на изображении. При просмотре сверху непосредственно над камерой 300 и нижележащей платформой 308 с поперечным разрезом образца прожекторы 316 заливающего света будут расположены под углом примерно 30 градусов и 150 градусов относительно горизонтальной плоскости, проходящей через камеру 300. В этой точке штатив камеры будет находиться в положении под углом 90 градусов. Управление уровнем освещения ламп осуществляется посредством регулируемого автотрансформатора типа 3PN1010, доступного от Staco Energy Products Co. с офисом в Дейтоне, Огайо.
Программной платформой для анализа изображений, используемой для осуществления измерений, является QWIN Pro (версия 3.5.1), доступная от Leica Microsystems с офисом в Хербругге, Швейцария. Систему и изображения также калибруют с использованием программного обеспечения QWIN и стандартной линейки с измерительными отметками по меньшей мере в пределах одного миллиметра. Калибровка выполняется в горизонтальном измерении изображения видеокамеры. Единицы числа миллиметров на пиксель используют для калибровки.
Таким образом, способ определения высоты выступающих частей в заданном образце также включает стадию осуществления нескольких измерений размеров. В частности, для получения и обработки изображений, а также выполнения измерений с использованием языка системы пользовательского интерактивного программирования Quantimet (QUIPS) используется алгоритм анализа изображения. Алгоритм анализа изображения воспроизводится далее.
NAME = Height - Projection vs Land Regions - 1
PURPOSE = Measures height of projection and land regions
DEFINE VARIABLES & OPEN FILES
-- The following line is set to designate where measurement data will be stored.
Open File (C:\Data\39291\Height\data.xls, channel #1)
FIELDS = 6
SAMPLE ID AND SET UP
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
Measure frame ( x 31, y 61, Width 1330, Height 978 )
Image frame ( x 0, y 0, Width 1392, Height 1040 )
-- Calvalue = 0.0083 mm/pixel
CALVALUE = 0.0083
Calibrate ( CALVALUE CALUNITS$ per pixel )
For ( REPLICATE = 1 to FIELDS, step 1 )
Clear Feature Histogram #1
Clear Feature Histogram #2
Clear Accepts
IMAGE ACQUISITION AND DETECTION
PauseText ( "Position sample, focus image and set white level to 0.95." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 200.00 msec, Brightness 0, Lamp 49.99 )
Acquire ( into Image0 )
ACQOUTPUT = 0
-- The following line can be optionally set-up for saving image files to a specific
location.
ACQFILE$ = "C:\Images\39291 - for Height\Text.
2H_"+STR$(REPLICATE)+"s.jpg"
Write image ( from ACQOUTPUT into file ACQFILE$ )
Detect ( whiter than 104, from Image0 into Binary0 delineated )
IMAGE PROCESSING
Binary Amend (Close from Binary0 to Binary1, cycles 4, operator Disc, edge erode on)
Binary Amend (Open from Binary1 to Binary2, cycles 4, operator Disc, edge erode on)
Binary Identify (FillHoles from Binary2 to Binary3)
Binary Amend (Close from Binary3 to Binary4, cycles 15, operator Disc, edge erode on)
Binary Amend (Open from Binary4 to Binary5, cycles 20, operator Disc, edge erode on)
PauseText ( "Fill in projection & land regions that should be included, and reject over
detected regions." )
Binary Edit [PAUSE] ( Draw from Binary5 to Binary6, nib Fill, width 2 )
PauseText ( "Select 'Land' region for measurement." )
Binary Edit [PAUSE] ( Accept from Binary6 to Binary7, nib Fill, width 2 )
PauseText ( "Select 'Projection' region for measurement." )
Binary Edit [PAUSE] ( Accept from Binary6 to Binary8, nib Fill, width 2 )
-- Combine land and projection regions with measurement grid.
Graphics ( Grid, 30 x 0 Lines, Grid Size 1334 x 964, Origin 21 x 21, Thickness 2,
Orientation 0.000000, to Binary15 Cleared )
Binary Logical ( C = A AND B : C Binary10, A Binary7, B Binary15 )
Binary Logical ( C = A AND B : C Binary11, A Binary8, B Binary15 )
MEASURE HEIGHTS
-- Land region only
Measure feature ( plane Binary10, 8 ferets, minimum area: 8, grey image: Image0 )
Selected parameters: X FCP, Y FCP, Feret90
Feature Histogram #1 ( Y Param Number, X Param Feret90, from 0.0100 to 5.,
logarithmic, 20 bins )
Display Feature Histogram Results ( #1, horizontal, differential, bins + graph (Y axis
linear), statistics ) Data Window ( 1278, 412, 323, 371 )
-- Projection regions only (includes any underlying land material)
Measure feature ( plane Binary11, 8 ferets, minimum area: 8, grey image: Image0 )
Selected parameters: X FCP, Y FCP, Feret90
Feature Histogram #2 ( Y Param Number, X Param Feret90, from 0.0100 to 10.,
logarithmic, 20 bins )
Display Feature Histogram Results ( #2, horizontal, differential, bins + graph (Y axis
linear), statistics ) Data Window ( 1305, 801, 297, 371 )
OUTPUT DATA
File ( "Land Height (mm)", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #1, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File ( "Projection + Land Height (mm)", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #2, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
Next ( REPLICATE )
Close File ( channel #1 )
END
Алгоритм QUIPS выполняется с использованием программной платформы QWIN Pro. Анализирующему специалисту вначале предоставляются подсказки по вводу идентификационной информации об образце, которая направляется в назначенный файл EXCEL, в который затем будут направлены данные измерений.
Анализирующему специалисту затем предоставляются подсказки по расположению закрепленного поперечного разреза образца на автоматической платформе 306, имеющей затемненный фон так, чтобы лицевая сторона поперечного разреза была установлена вплотную к камере 300, причем выступающие части направлены вверх, а длина проходит горизонтально на изображении прямой передачи, отображаемом на экране видеомонитора. Анализирующий специалист затем регулирует вертикальное положение видеокамеры 300 и объектива 310 для оптимизации фокусирования на лицевой стороне поперечного разреза. Уровень освещения также регулируется анализирующим специалистом через регулируемый автотрансформатор для считывания при уровне белого примерно 0,95.
После того как анализирующий специалист завершит вышеуказанные стадии и выполнит команду продолжить, изображение будет получено, выявлено и обработано автоматически с помощью алгоритма QUIPS. Анализирующему специалисту затем будут предоставлены подсказки, чтобы пометить с использованием компьютерной мыши на выявленном двоичном изображении любые выступающие и/или низинные области, показанные на изображении поперечного разреза, которое должно было быть включено на предыдущих стадиях выявления и обработки изображения, а также отклонить остальные выявленные участки, которые выходят за пределы границ структуры поперечного разреза, показанной на нижележащем полутоновом изображении. Для получения помощи в этом процессе редактирования анализирующий специалист может переключаться клавишами «control» и «B» на клавиатуре одновременно для включения и выключения отображения вышележащего двоичного изображения для оценки того, как точно совпадает двоичное изображение с границами образца, показанного на поперечном разрезе. Если первоначальное получение поперечных разрезов образца было осуществлено хорошо, будет требоваться незначительное ручное редактирование, если оно вообще будет требоваться.
Анализирующему специалисту теперь предлагается «выбрать ‘низинный’ участок для измерения» с использованием компьютерной мыши. Этот выбор осуществляется путем аккуратного рисования вертикальной линии вниз через одну сторону одной низинной области, расположенной между выступающими частями или смежно к ним, а затем при все еще нажатой левой кнопке мыши перемещения курсора ниже низинной области к ее противоположной стороне, а затем рисования другой вертикальной линии вверх. После этого левую кнопку мыши можно отпустить, а подлежащая измерению низинная область должна быть отмечена путем заливки зеленым цветом. Если вертикальные края полученного в результате выбранного участка искажены каким-либо образом, анализирующий специалист может сбросить исходное выявленное двоичное изображение, щелкнув на кнопку «отменить», расположенную в окне редактирования двоичного изображения, и начать процесс выбора снова, пока не будут получены прямые вертикальные края с обеих сторон выбранного низинного участка.
Аналогично, анализирующему специалисту затем предлагается «выбрать ‘выступающий’ участок для измерения». Верхнюю часть выступающего участка, смежную с ранее выбранной низинной областью, теперь выбирают таким же образом, как было ранее описано для выбора низинной области.
Алгоритм затем будет автоматически осуществлять измерения на обоих выбранных участках и будет выдавать в формате гистограммы данные в назначенном файле в виде динамической таблицы EXCEL. В файле EXCEL гистограммы для низинных и выступающих участков соответственно будут помечены «высота низинных участков (мм)» и «высота выступающих участков + низинных участков (мм)». Отдельный набор гистограмм будет генерироваться для каждого выбора пар низинных и выступающих участков.
Анализирующему специалисту затем снова предлагается расположить образец и начать процесс выбора различных низинных и выступающих участков. В этот момент анализирующий специалист может либо использовать координатный регулятор для автоматической платформы типа джойстик, чтобы перемещать тот же поперечный разрез в положение новой части образца, либо совсем другой закрепленный поперечный разрез, полученный из того же образца, можно расположить на автоматической платформе 306 для измерения. Процесс расположения образца и выбора низинных и выступающих участков для измерения будет происходить шесть раз для каждого выполнения алгоритма QUIPS.
Затем определяют одно значение высоты выступающих частей путем расчета численной разницы между средними значениями для отдельных гистограмм низинных и выступающих участков для каждой отдельной пары измерений. Алгоритм QUIPS будет обеспечивать шесть наборов параллелей измерений как низинных, так и выступающих участков для отдельного образца таким образом, чтобы генерировались шесть значений высоты выступающих частей на образец. Конечное среднее значение для распределения образца обычно основано на анализе с N=6 от шести отдельных измерений частей образца. Сравнение между различными образцами может быть выполнено с использованием T-анализа Стьюдента при 90% уровне достоверности.
Примеры
Пример 1
Для демонстрации процесса, способа и материалов согласно данному раскрытию получали ряд подвергнутых струйному скреплению лицевых по отношению к телу материалов 28, а также слои 94 с выступающими частями без опорных слоев 92. Образцы получали на производственной линии по технологии спанлейс в Textor Technologies PTY LTD в Талламарин, Австралия, способом, подобным показанному на фигуре 15 в графических материалах, за исключением того, что только одно устройство 158c для струйного скрепления выступающих частей использовали для образования выступающих частей 90 в зоне 178 текстурирования. Кроме того, слой 94 с выступающими частями предварительно увлажняли на входе в процесс, показанный на фигуре 15, и перед предварительным скрепляющим устройством 158a для струйного скрепления с использованием традиционного оборудования. В этом случае предварительное увлажнение достигалось посредством использования одной группы форсунок при давлении 8 бар. Предварительное скрепляющее устройство 158a для струйного скрепления настраивали на 45 бар, ламинирующее устройство 158b для струйного скрепления настраивали на 60 бар, тогда как давление в отдельном устройстве 158c для струйного скрепления выступающих частей изменяли, как изложено в таблицах 1 и 2 ниже с величинами давления 140, 160 и 180 бар в зависимости от конкретного обрабатываемого образца.
Для ленточного транспортера 152 на фигуре 15 предварительное устройство 158а для струйного скрепления настраивали на высоту на 10 мм выше ленточного транспортера 152. Для ламинирующей формирующей поверхности 180, ламинирующее устройство 158b для струйного скрепления настраивали на высоту на 12 мм выше поверхности 180, как и устройство 158c для струйного скрепления выступающих частей относительно поверхности 156, формирующей выступающие части.
Поверхность 156, формирующая выступающие части, представляла собой стальной текстурирующий барабан шириной 1,3 м с диаметром 520 мм, толщиной барабана 3 мм и шестиугольной структурой с высокой плотностью расположения 4 мм образующих круг отверстий 170, разделенных расстоянием от центра до центра, составляющим 6 мм. Пористая внутренняя оболочка барабана 174 представляла собой проволочную сетку из нержавеющей стали с размером ячеек 100 меш (100 проволочек на дюйм в обоих направлениях/39 проволочек на сантиметр в обоих направлениях). Интервал или зазор между наружной поверхностью оболочки 174 и внутренней поверхностью барабана 156 составлял 1,5 мм.
Изменяемыми параметрами процесса являлись вышеупомянутые величины давления скрепляющей текучей среды (140, 160 и 180 бар) и величины избыточной подачи (0%, 11%, 25% и 43%) с использованием вышеупомянутой степени избыточной подачи OF = [(V1 / V3 ) – 1]x100, где V1 представляет собой скорость на входе слоя 94 с выступающими частями, а V3 представляет собой скорость на выходе полученного в результате лицевого по отношению к телу материала 28.
Все образцы проходили с линейной скоростью (V3) на выходе или выпускной скоростью (V3) примерно 25 метров в минуту (м/мин). В таблицах 1 и 2 для приведенных в них образцов указана V1. V2 поддерживали постоянной для всех образцов в таблицах 1 и 2 со скоростью, равной V3 или 25 метров в минуту. Готовые образцы отправляли через сушилку линии для удаления избыточной воды, как это обычно предусмотрено в процессе водоструйного скрепления. Образцы собирали после сушилки, а затем помечали кодом (см. таблицы 1 и 2) для сопоставления с использованными условиями процесса.
Относительно изготовленных материалов, которые указаны ниже в таблицах 1 и 2, некоторые из них были изготовлены с опорным слоем 92, а другие - нет, и в случае, когда использовался опорный слой 92, присутствовало три варианта, в том числе спанбонд полотно, спанлейс полотно и кардочесанное полотно, полученное воздушной набивкой (TABCW). Полученный по технологии спанбонд опорный слой 92 представлял собой полипропиленовое подвергнутое точечному связыванию полотно, 17 г/м2, изготовленное из полипропиленовых спанбонд волокон толщиной 1,8 денье, которые затем подвергают точечному связыванию, с суммарной связанной областью на единицу площади 17,5%, изготовленное Kimberly-Clark Australia в Милсонс Пойнт, Австралия. Спанбонд материал подавали и вводили в процесс в форме рулонов с шириной рулона примерно 130 сантиметров. Полученный по технологии спанлейс опорный слой 92 представлял собой спанлейс материал, 52 г/м2, в котором использовалась однородная смесь 70 весовых процентов вискозных штапельных волокон толщиной 1,5 денье и длиной 40 мм и 30 весовых процентов полиэфирных (PET) штапельных волокон толщиной 1,4 денье и длиной 38 мм, изготовленных Textor Technologies PTY LTD из Талламарин, Австралия. Спанлейс материал подвергали предварительному формированию и подавали в форме рулонов, и он имел ширину рулона примерно 140 сантиметров. Опорный слой 92 из TABCW имел базовый вес 40 г/м2 и содержал однородную смесь 40 весовых процентов штапельных PET волокон толщиной 6 денье и длиной 51 мм и 60 весовых процентов двухкомпонентных штапельных волокон с полиэтиленовой оболочкой/полипропиленовой сердцевиной толщиной 3,8 денье и длиной 51 мм, изготовленных Textor Technologies PTY LTD из Талламарин, Австралия. В приведенных ниже данных (см. таблицы 1 и 2) под заголовком «опорный слой» полученный по технологии спанбонд слой идентифицировался как «SB», полученный по технологии спанлейс слой идентифицировался как «SL», и TABCW-слой идентифицировался как «S». В случаях, когда не использовался опорный слой 92, приводится термин «отсутствует». Значения базового веса, используемые в примерах, не следует считать ограничением в отношении значений базового веса, которые можно использовать, поскольку значения базового веса для опорных слоев 92 можно изменять в зависимости от конечных применений.
Во всех случаях слой 94 с выступающими частями представлял собой кардочесанное полотно из штапельных волокон, изготовленное из 100% полиэфирных штапельных волокон толщиной 1,2 денье и длиной 38 мм, доступных от Huvis Corporation из Тэджон, Южная Корея. Кардочесанное полотно слоя 94 с выступающими частями производили в соответствии со способом водоструйного скрепления Textor Technologies PTY LTD из Талламарин, Австралия, и оно имело ширину примерно 140 сантиметров. Значения базового веса изменялись, как указано в таблицах 1 и 2, и находились в диапазоне от 28 г/м2 до 49,5 г/м2, хотя другие значения и диапазоны базового веса можно использовать в зависимости от конечного применения. Слой 94 с выступающими частями идентифицировали как «кардочесанное полотно» в данных, приведенных ниже в таблицах 1 и 2.
Толщину материалов, изложенных в таблицах 1 и 2 ниже, а также на фигуре 22, измеряли с использованием толщиномера Mitutoyo модели ID-C1025B с давящим усилием 345 Па (0,05 фунта на квадратный дюйм). Измерения выполняли при комнатной температуре (приблизительно 20 градусов по Цельсию) и результаты указывали в миллиметрах с использованием круглого основания с диаметром 76,2 мм (3 дюйма). Значения толщины для выбранных образцов (среднее от трех образцов) с опорными слоями и без них показаны на фиг. 22 графических материалов.
Прочность материалов на разрыв, определенную как пиковая нагрузка, которая достигается в ходе испытания, измеряли как в машинном направлении (MD), так и в направлении, поперечном по отношению к машинному (CMD), с использованием устройства для испытания на растяжение Instron модели 3343, управляемого модулем программного обеспечения Instron Series IX, издание 1.16, с динамометрическим датчиком на +/- 1 кН. Начальное расстояние разведения зажимов («измерительную базу») устанавливали на 75 миллиметров, а скорость ползуна устанавливали на 300 миллиметров в минуту. Нарезали образцы с шириной 50 мм и длиной 300 мм в машинном направлении (MD), и каждый приведенный результат испытания прочности на разрыв представлял собой среднее от двух образцов на код. Образцы оценивали при комнатной температуре (приблизительно 20 градусов по Цельсию). Избыточному материалу позволяли свисать за концы и края аппарата. Также измеряли значения прочности и растяжения в направлении, поперечном по отношению к машинному (CMD), и обычно значения прочности в CMD составляли приблизительно от одной второй до одной пятой значений прочности в MD, и значения растяжения в CMD при пиковой нагрузке были приблизительно в два-три раза выше, чем в MD направлении. (CMD образцы разрезали таким образом, что они имели больший размер в CMD.) Значения прочности в MD приведены в ньютонах на 50 мм ширины материала (результаты приведены в таблицах 1 и 2). Значения растяжения в MD для материала при пиковой нагрузке приведены в виде процента от исходной измерительной базы (исходного разведения зажимов).
Измерения растяжения были также выполнены и указаны в MD при нагрузке 10 ньютонов (Н) (см. таблицы 1 и 2 ниже и фигуру 23). В таблицах 1 и 2 приведены данные, основанные на изменяющихся используемых опорных слоях, используемой величине избыточной подачи и изменениях давления воды в струях воды при водоструйном скреплении.
В качестве примера последствий изменяющихся параметров процесса высокая избыточная подача требует значительного давления струи для введения слоя 94 с выступающими частями в поверхность 156, формирующую выступающие части, и для образования складок избыточного материала, подаваемого в зону 178 текстурирования. Если достаточная энергия струй для преодоления сопротивления материала текстурированию недоступна, то материал будет сворачиваться и перекрывать себя и в худшем случае может обматывать валик перед зоной 178 текстурирования, что требует остановки процесса. Несмотря на то, что эксперименты проводили при скорости линии V3 25 м/мин., это не следует считать ограничением в том, что касается скорости линии, поскольку оборудование с подобными материалами прогоняли со скоростями линии в диапазоне от 10 до 70 метров в минуту, и можно использовать скорости за пределами диапазона в зависимости от обрабатываемых материалов.
В следующих таблицах (таблицы 1 и 2) кратко описаны материалы, параметры процесса и результаты испытаний. Что касается образцов, показанных в таблице 1, образцы были изготовлены с опорными слоями 92 и без них. В образцах с кодами 1.1-3.6 использовали вышеупомянутый полученный по технологии спанбонд опорный слой 92. Образцы с кодами 4.1-5.7 не имели опорного слоя 92. Давления струй для каждого из образцов перечислены в таблицах 1 и 2.
Таблица 1. Параметры экспериментов и результаты испытаний с опорным слоем 92 и без опорного слоя 92, образцы с кодами 1-5.
Слоистый материал*высота (г/м2)
Слоистый материал*растяжение при пиковой нагрузке в MD (%)
*Следует отметить, что для кодов 4.1-5.9 «слоистый материал» представлял собой однослойную структуру, поскольку опорный слой 92 отсутствовал.
Для таблицы 2, образцы 6SL.1-6SL.6 прогоняли на том же оборудовании в тех же условиях, что и образцы в таблице 1 с вышеупомянутым полученным по технологии спанлейс опорным слоем 92, тогда как образцы 6S.1-6S.4 прогоняли с вышеупомянутым опорным слоем 92 из кардочесанного полотна, полученного воздушной набивкой. Слои с выступающими частями 94 («кардочесанные полотна») были изготовлены таким же образом, что и используемые в таблице 1.
Таблица 2. Параметры экспериментов и результаты испытаний образцов с кодом 6, альтернативных опорных слоев 92.
Скорость кардочесанного полотна (V1)
(м/мин.)
материала (г/м2)
Как показано в таблицах 1 и 2, ключевой параметр качества толщины ткани преимущественно зависит от величины избыточной подачи слоя 94 с выступающими частями в зону 178 текстурирования. В сравнении с данными, приведенными в таблице 2, можно увидеть, что высокие степени избыточной подачи приводят в результате к повышенной толщине. Кроме того, при тех же степенях избыточной подачи более высокие значения давления текучей среды приводили к более высоким значениям толщины, что, в свою очередь, указывает на увеличенную высоту выступающих частей 90. В таблице 2 приведены результаты испытаний для образцов, изготовленных с использованием альтернативных опорных слоев 92. Для образцов с кодом 6S использовали кардочесанное полотно, полученное воздушной набивкой, 40 г/м2, и для образцов с кодом 6SL использовали полученный по технологии спанлейс материал, 52 г/м2. Эти материалы проявляли хорошие характеристики и имели хорошую стабильность и внешний вид по сравнению с материалами без подложки, которые не имели опорных слоев 92.
На фигуре 22 изображена толщина образца в миллиметрах относительно процента избыточно подаваемого слоя 94 с выступающими частями для лицевого по отношению к телу материала 28 (представлена ромбовидными пометками) в сравнении с двумя образцами, которые не имели опорного слоя 92 (представлены квадратными и треугольными пометками). Все приведенные значения являлись средними от трех образцов. Как можно увидеть из данных на фигуре 22, по мере того как возрастает избыточная подача, также возрастет толщина образца, что показывает важность и преимущества использования избыточной подачи.
На фигуре 23 представлен график, иллюстрирующий выраженное в процентах растяжение образца при величине нагрузки 10 ньютон относительно величины избыточной подачи слоя 94 с выступающими частями для материалов из таблицы 1. Как можно увидеть из данных на графике на фигуре 23, если опорный слой 92 не присутствовал, имело место значительное повышение растяжимости в машинном направлении полученного в результате образца по мере того, как повышался процент избыточной подачи материала в зону 178 текстурирования. В отличие от этого, образец с полученным по технологии спанбонд опорным слоем 92 фактически не испытывал повышения процента растяжения по мере того, как повышалась степень избыточной подачи. Это, в свою очередь, давало в результате слой 94 с выступающими частями, имеющий выступающие части 90, которые являются более стабильными в ходе дальнейшей обработки и которые способны лучше сохранять свою форму и высоту.
Как видно из данных и графиков, более высокая избыточная подача и, следовательно, большая высота выступающих частей также снижает прочность на разрыв в MD и повышает растяжение в MD при пиковой нагрузке. Это вызвано тем, что повышенное текстурирование обеспечивало большее количество материала (в выступающих частях), которое не вносило прямой вклад в сопротивление растяжению и создание нагрузки и допускало большее растяжение до достижения пиковой нагрузки.
Ключевым преимуществом слоистого материала как слоя 94 с выступающими частями, так и опорного слоя 92 в сравнении с однослойным материалом из слоя 94 с выступающими частями без опорного слоя 92 может быть то, что опорный слой 92 может снижать избыточное растяжение в ходе дальнейшей обработки и преобразования, которые могут растянуть текстуру ткани и уменьшить высоту выступающих частей. Без интеграции опорного слоя 92 в процесс формирования выступающих частей очень сложно сформировать полотна с выступающими частями, которые можно продолжать подвергать обработке без сил и напряжений в процессе, действующих на полотна и оказывающих отрицательное влияние на целостность выступающих частей, особенно если желательными являются полотна с низким базовым весом. Для стабилизации материала можно использовать другие средства, такие как термосварка, или клеевое связывание, или повышенное скрепление, но они имеют тенденцию приводить к потере мягкости ткани и повышенной жесткости, а также повышению затрат. Подвергнутый струйному скреплению лицевой по отношению к телу материал 28 может обеспечивать одновременно мягкость и стабильность. Разница между текстурированными материалами с подложкой и без подложки четко проиллюстрирована в последнем столбце таблицы 1, в которой для сравнения показаны значения растяжения образцов при нагрузке 10 Н. Данные также показаны на фигуре 23. Можно увидеть, что образец с подложкой из полученного по технологии спанбонд опорного слоя 92 растягивается только на несколько процентов при прикладываемой нагрузке 10 ньютон (Н), и растяжение было почти независимым от избыточной подачи. В отличие от этого, слой 94 с выступающими частями и без подложки растягивался вплоть до 30% при нагрузке 10 ньютон, и растяжение при 10 Н сильно зависело от избыточной подачи, используемой для текстурирования материала. Низкие значения растяжения при 10 Н могут быть достигнуты для полотен без подложки, но только при наличии низкой избыточной подачи, что приводит в результате к малой высоте выступающих частей, т. е. незначительному текстурированию полотна.
На фигуре 24 показан пример кривых нагрузка-растяжение, полученных при испытании образцов на растяжение в машинном направлении (MD), которое представляет собой направление, в котором наиболее вероятно будут испытываться наибольшие нагрузки при скручивании материала и при дальнейшей обработке и преобразовании. Все показанные образцы были изготовлены с использованием избыточной подачи, составляющей 43%, и имели примерно одинаковую поверхностную плотность (45 г/м2). Можно увидеть, что образец, содержащий полученный по технологии спанбонд опорный слой 92, имел намного более высокий начальный модуль, начало кривой было крутым в сравнении с таковой для одного слоя 94 с выступающими частями самого по себе без подложки. Эта более крутая начальная часть кривой для образца была также воспроизводимой, поскольку образец являлся эластичным до точки, в которой градиент начинал снижаться. Образец без подложки имел очень низкий модуль, и постоянная деформация и потеря текстуры происходила при более низкой нагрузке. На фигуре 24 показаны кривые нагрузка-растяжение для ткани как с подложкой, так и без подложки. Следует отметить относительную крутизну начальной части кривой для имеющих подложку ткани/лицевого по отношению к телу материала. Это означает, что образец без подложки относительно легко растягивается, и высокое растяжение требуется для создания в нем какого-либо напряжения по сравнению с образцом с подложкой. Напряжение часто требуется для стабильности при дальнейшей обработке и преобразовании, но образцы без подложки с большей вероятностью страдали от постоянной деформации и потери текстуры в результате высокого растяжения, необходимого для поддержания натяжения.
На фигурах 25 и 26 показан набор кривых для более широкого диапазона условий. Можно увидеть, что образцы с низким уровнем текстурирования, полученные с низкой избыточной подачей были жестче и прочнее (несмотря на то, что были чуть легче), но отсутствие текстуры делало их бесполезными в данном случае. Все образцы слоистых материалов с подложкой имели более высокие начальные градиенты в сравнении с образцами без подложки.
Уровень улучшения общего качества лицевого по отношению к телу материала 28 по сравнению со слоем с выступающими частями 94 без опорного слоя 92 может быть замечен при сравнении фотографий материалов, показанных на фигурах 27, 27A, 28 и 28A. На фигурах 27 и 27A показаны фотографии образца, представленного кодом 3-6 в таблице 1. На фигурах 28 и 28A показаны фотографии образца, представленного кодом 5-3 в таблице 1. Эти коды были выбраны, поскольку оба они имели наиболее высокую величину избыточной подачи (43%) и давление струй (180 бар) при использовании сравнимых значений базового веса (38 г/м2 и 38,5 г/м2, соответственно) слоя 94 с выступающими частями и, следовательно, наиболее высокий потенциал для хорошего формирования выступающих частей. Как можно увидеть при сравнении этих двух кодов и сопутствующих фотографий, полотно/слоистый материал с подложкой формировали намного более прочные и визуально различимые выступающие части и однородный материал, чем такой же слой с выступающими частями без опорного слоя. Они также имели лучшие свойства, как показано при помощи данных в таблице 1. В результате слоистый материал с подложкой является намного более подходящим для последующей обработки и применения в таких продуктах, как впитывающие изделия личной гигиены.
Фигура 29 представляет собой фотографию поверхности раздела слоя 94 с выступающими частями с опорным слоем 92 и без него. Как можно заметить на этой фотографии, слой 94 с выступающими частями на подложке имеет значительно более высокий уровень целостности. Это особенно важно, если материал должен использоваться в таких конечных применениях, как впитывающие изделия личной гигиены, где необходимо (часто с использованием клеев) прикрепление слоя 94 с выступающими частями к нижележащим слоям продукта. Со слоем с выступающими частями и без подложки проступание клея является значительно большей угрозой. Такое проступание может приводить в результате к загрязнению обрабатывающего оборудования и нежелательному склеиванию слоев, таким образом вызывая избыточный простой производственного оборудования. При применении слой 94 с выступающими частями и без подложки наиболее вероятно позволит впитанным текучим средам (таким как кровь, моча, фекалии и менструальные выделения), поглощенным внутрь впитывающим изделием, перетекать назад или «повторно увлажнять» верхнюю поверхность материала, таким образом приводя в результате к продукту низкого качества.
Еще одним преимуществом, заметным при визуальном рассмотрении образцов (не показанных), являлись покрытие и степень плоскости задней части первой поверхности 96 на внешней стороне опорного слоя 92 и, следовательно, лицевого по отношению к телу материала 28, полученного в результате процесса формирования, по сравнению с внутренней поверхностью 102 слоя 94 с выступающими частями, проходящего через тот же аппарат 150, без опорного слоя 92. Без опорного слоя 92 внешняя поверхность слоя 94 с выступающими частями напротив выступающих частей 90 была неровной и относительно неплоской. В отличие от этого, та же наружная поверхность лицевого по отношению к телу материала 28 с опорным слоем 92 была более гладкой и более плоской. Получение таких плоских поверхностей улучшает способность к прикреплению лицевого по отношению к телу материала 28 к другим материалам при последующем преобразовании. Как указано в вариантах осуществления иллюстративных продуктов, описанных в данном документе, если лицевые по отношению к телу материалы 28 согласно настоящему раскрытию используются в объектах, таких как впитывающие изделия личной гигиены, наличие плоских поверхностей, которые легко сопрягаются со смежными слоями, является важным в связи с соединением лицевого по отношению к телу материала 28 с другими поверхностями с тем, чтобы обеспечить быстрое прохождение выделений организма через различные слои впитывающего изделия. Если хороший контакт поверхности с поверхностью между слоями не присутствует, перенос текучей среды между смежными слоями может быть нарушен.
Примеры 2-11
В примерах 2–11, описанных в данном документе, применяется следующая таблица описаний материалов:
Таблица 3. Описания материала
Имитирующее каловые массы средство
Далее следует описание имитирующего каловые массы средства, используемого в некоторых из примеров, описанных в данном документе.
Ингредиенты имитирующего каловые массы средства
• Полностью натуральный йогурт с низким содержанием жиров Dannon® (1,5% молочного жира класса A), ваниль с другим натуральным ароматизатором в контейнере на 32 унции.
• Молотая куркума McCormick®.
• 100% жидкие яичные белки Great Value®.
• Неизмененный желатин Knox® без ароматизаторов и в форме порошка.
• Сверхконцентрированное неизмененное ароматизированное средство для мытья посуды DAWN®.
• Дистиллированная вода.
Примечание. Все ингредиенты имитирующего каловые массы средства могут быть приобретены в магазинах продовольственных товаров, таких как Wal-Mart®, или у розничных продавцов в режиме онлайн. Некоторые из ингредиентов имитирующего каловые массы средства представляют собой скоропортящиеся пищевые продукты, и их следует включать в имитирующее каловые массы средство по меньшей мере за две недели до истечения их срока годности.
Оборудование для смешивания имитирующего каловые массы средства
• Лабораторные весы с точностью 0,01 грамма.
• Стакан емкостью 500 мл.
• Маленькая лабораторная лопатка.
• Секундомер.
• Смешивающее устройство с контролем мощности для перемешивания вязких сред IKA®-WERKE Eurostar Power Control-Visc с турбинной мешалкой R 1312, доступное от IKA® Works, Inc., Уилмингтон, Северная Каролина, США.
Процедура смешивания имитирующего каловые массы средства
1. Смесь из 4 компонентов получали при комнатной температуре путем добавления, в следующем порядке, следующих ингредиентов имитирующего каловые массы средства (которые имеют комнатную температуру) в стакан при температуре от 21°C до 25°C: 57% йогурта, 3% куркумы, 39,6% яичного белка и 0,4% желатина. Например, для общего веса смеси 200,0 г смесь будет содержать 114,0 г йогурта, 6,0 г куркумы, 79,2 г яичных белков и 0,8 г желатина при использовании лабораторных весов.
2. Смесь из 4 компонентов следует перемешивать до однородности с использованием мешалки IKA®-WERKE Eurostar, установленной на скорость 50 об/мин. Однородность будет достигаться примерно за 5 минут (при использовании секундомера). Положение стакана можно регулировать во время перемешивания для того, чтобы вся смесь перемешивалась равномерно. Если какой-либо из материалов в смеси прилипал к внутренней стенке стакана, использовали маленькую лопатку для соскребания материала в смеси с внутренней стенки и помещения его в центральную часть стакана.
3. 1,3% раствор DAWN® получали путем добавления 1,3 грамма сверхконцентрировнного DAWN в 98,7 грамма дистиллированной воды. IKA®-WERKE Eurostar и турбинную мешалку R 1312 Turbine использовали для смешивания раствора в течение 5 минут со скоростью 50 об/мин.
4. Добавляли 1,3% раствор DAWN® в количестве 2,0 грамма к 200 граммам смеси из 4 компонентов, полученной на стадии 2, для получения суммарного объединенного веса 202 грамма имитирующего каловые массы средства. Примешивали 2,0 грамма 1,3% раствора DAWN® в однородную смесь из 4 компонентов осторожно и только до однородности (примерно 2 минуты) со скоростью 50 об/мин с использованием мешалки IKA®-WERKE Eurostar. Конечная вязкость конечного имитирующего каловые массы средства должна составлять 390±40 сП (сантипуаз) при измерении со скоростью сдвига 10 с-1 и при температуре 37°C.
5. Имитирующему каловые массы средству давали уравновеситься в течение приблизительно 24 часов в холодильнике при температуре 7°C. Его можно хранить в воздухонепроницаемой емкости с закрытой крышкой и в замороженном состоянии в течение периода до 5 суток при около 7°C. Перед применением имитирующее каловые массы средство необходимо привести в равновесие с комнатной температурой. Следует отметить, что несколько партий имитирующего каловые массы средства с подобной вязкостью можно объединить вместе. Например, пять партий имитирующего каловые массы средства с подобной вязкостью и весом в 200 грамм каждая можно объединить в один общий контейнер в общем объеме 1000 см3. Для уравновешивания с комнатной температурой 1000 см3 имитирующего каловые массы средства будет требоваться примерно 1 час.
Способ определения вязкости имитирующего каловые массы средства
Вязкость имитирующего каловые массы средства определяют с использованием реометра Брукфильда. Конечная вязкость имитирующего каловые массы средства должна составлять 390±40 сП (сантипуаз) при измерении со скоростью сдвига 10 с-1 и при температуре 37°.
Оборудование
• LV-модель реометра Brookfield DV-III ULTRA со шпинделем # SCA-28.
• Программное обеспечение Rheocalc, предоставленное Brookfield.
Способ
1. Осторожно перевернуть (2-3 раза рукой с медленным покачиванием в течение примерно 5 секунд) герметичный контейнер с имитирующим каловые массы средством перед его загрузкой в картридж для уменьшения накопления частиц на дне.
2. По инструкциям, приведенным в руководстве оператора для реометра, имитирующее каловые массы средство добавляют в количестве 17 мл в картридж через шприц и помещают в элемент Thermosel, который поддерживается при постоянной температуре 37°C.
3. Rheocalc запрограммирован на работу с 30 секундными интервалами между каждым об/мин (оборотов в минуту), начиная с 0,01 об/мин, а затем 0,03, 0,07, 0,10, 0,50, 1,00, 3,00, 7,00, 10,0, 20,0, 50,0, 100,0 и 200,0, и до 100,0, 50,0, 20,0, 7,00, 3,00, 1,00, 0,50, 0,10, 0,07, 0,03 и 0,01.
4. Кривую зависимости вязкости от скорости сдвига можно получить, исходя из данных Rheocalc. Из этой кривой можно определить вязкость при скорости сдвига 10/с.
5. Испытание повторяют три раза с использованием трех разных партий имитирующего каловые массы средства для получения диапазона значений вязкости для имитирующего средства при 10/с.
Экспериментальные впитывающие композиты
Экспериментальные впитывающие композиты используются в некоторых примерах, описанных в данном документе. Далее следует описание того, как получают экспериментальные впитывающие композиты.
Материалы
• Наружное покрытие. Пленка внутреннего покрытия XP-8695H Berry Plastics, доступная от Berry Plastics, Эвансвилл, Индиана, США.
• Лицевой по отношению к телу материал, вторичный прокладочный материал, впитывающая основа, поглощающий слой и переносящий текучую среду слой являются уникальными для каждого образца, и конкретные материалы известны для каждого описанного в данном документе образца.
• Высокопрочный клей. H2525A, доступный от Bostik Inc., США.
• Наконечник пистолета для склеивания высокопрочным клеем. Цельный распыляющий наконечник с отверстием диаметром 0,012 дюйма, который доступен как промышленная деталь №152168 от Nordson Corp., США.
Получение материала
1. Лицевой по отношению к телу материал (если присутствует в композите): нарезать по минимальному размеру 16 дюймов в длину на 6,5 дюймов в ширину.
2. Вторичный прокладочный материал (если присутствует в композите): нарезать по минимальному размеру 16 дюймов в длину на 6,5 дюймов в ширину.
3. Поглощающий слой (если присутствует в композите): нарезать по размеру 6 дюймов в длину на 4 дюйма в ширину.
4. Переносящий текучую среду слой (если присутствует в композите): нарезать по размеру 11,3 дюйма в длину на 4 дюйма в ширину.
5. Наружное покрытие нарезать по минимальному размеру 16 дюймов в длину на 6,5 дюймов в ширину.
Инструкции по сборке для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, впитывающую основу и наружное покрытие.
1. Прикрепить впитывающую основу, выровненную по центру как в продольном, так и в поперечном направлении, к наружному покрытию с использованием 15 г/м2 высокопрочного клея для прикрепления подкладочного листа впитывающей основы к наружному покрытию.
2. Нанести 17,5 г/м2 высокопрочного клея на всю открытую поверхность созданного на данный момент впитывающего композита, который включает открытое наружное покрытие и впитывающую основу.
3. Прикрепить лицевой по отношению к телу материал, выровненный по центру как в продольном, так и в поперечном направлении, к впитывающему композиту, который включает наружное покрытие и впитывающую основу.
4. Разгладить все складки на лицевом по отношению к телу материале и удостовериться, что он присоединен к клею.
5. Обеспечить, чтобы все материалы, присутствующие в композите, были прикреплены на своем месте, путем сильного надавливания на участок 1,5 дюйма по периметру.
6. Вырезать собранный впитывающий композит. Окончательный размер должен составлять 6 дюймов в ширину на 15,5 дюймов в длину.
7. Пометить зону взаимодействия в 6 дюймах от заднего конца впитывающей основы одной маленькой точкой с использованием несмываемого маркера. Точка должна быть расположена на срединной линии относительно поперечного направления впитывающей основы.
Инструкции по сборке для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, переносящий текучую среду слой, впитывающую основу и наружное покрытие.
1. Прикрепить впитывающую основу, выровненную по центру как в продольном, так и в поперечном направлении, к наружному покрытию с использованием 15 г/м2 высокопрочного клея для прикрепления подкладочного листа впитывающей основы к наружному покрытию.
2. Прикрепить переносящий текучую среду слой к впитывающей основе с использованием 11 г/м2 высокопрочного клея. Срединная линия по ширине переносящего текучую среду слоя должна быть выровнена со срединной линией по ширине впитывающей основы.
3. Нанести 17,5 г/м2 высокопрочного клея на всю открытую поверхность созданного на данный момент впитывающего композита, который включает открытое наружное покрытие, компоненты впитывающей основы и переносящий текучую среду слой.
4. Прикрепить лицевой по отношению к телу материал, выровненный по центру как в продольном, так и в поперечном направлении, к впитывающему композиту, который включает наружное покрытие, впитывающую основу и переносящий текучую среду слой.
5. Следовать перечисленным выше стадиям 4–7 для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, впитывающую основу и наружное покрытие.
Инструкции по сборке для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, поглощающий слой, впитывающую основу и наружное покрытие.
1. Прикрепить впитывающую основу, выровненную по центру как в продольном, так и в поперечном направлении, к наружному покрытию с использованием 15 г/м2 высокопрочного клея для прикрепления подкладочного листа впитывающей основы к наружному покрытию.
2. Нанести 17,5 г/м2 высокопрочного клея на всю открытую поверхность созданного на данный момент впитывающего композита, который включает открытое наружное покрытие и впитывающую основу.
3. Связать поглощающий слой с лицевым по отношению к телу материалом с использованием высокопрочного клея. Поглощающий слой и лицевой по отношению к телу материал следует выровнять на срединной линии по ширине лицевого по отношению к телу материала.
4. Прикрепить лицевой по отношению к телу материал и поглощающий слой к впитывающему композиту, который включает наружное покрытие и впитывающую основу.
5. Следовать перечисленным выше стадиям 4–7 для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, впитывающую основу и наружное покрытие.
Инструкции по сборке для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, поглощающий слой, переносящий текучую среду слой, впитывающую основу и наружное покрытие.
1. Прикрепить впитывающую основу, выровненную по центру как в продольном, так и в поперечном направлении, к наружному покрытию с использованием 15 г/м2 высокопрочного клея для прикрепления подкладочного листа впитывающей основы к наружному покрытию.
2. Прикрепить переносящий текучую среду слой к впитывающей основе с использованием 11 г/м2 высокопрочного клея. Срединная линия по ширине переносящего текучую среду слоя должна быть выровнена со срединной линией по ширине впитывающей основы.
3. Нанести 17,5 г/м2 высокопрочного клея на всю открытую поверхность созданного на данный момент впитывающего композита, который включает открытое наружное покрытие, компоненты впитывающей основы и переносящий текучую среду слой.
4. Связать поглощающий слой с лицевым по отношению к телу материалом с использованием высокопрочного клея. Поглощающий слой и лицевой по отношению к телу материал следует выровнять на срединной линии по ширине лицевого по отношению к телу материала.
5. Прикрепить лицевой по отношению к телу материал и поглощающий слой к впитывающему композиту, который включает наружное покрытие, впитывающую основу и переносящий текучую среду слой. Поглощающий слой и переносящий текучую среду слой следует выровнять на срединной линии по ширине впитывающего композита.
6. Следовать перечисленным выше стадиям 4–7 для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, впитывающую основу и наружное покрытие.
Инструкции по сборке для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, вторичный прокладочный материал, поглощающий слой, переносящий текучую среду слой, впитывающую основу и наружное покрытие.
1. Прикрепить впитывающую основу, выровненную по центру как в продольном, так и в поперечном направлении, к наружному покрытию с использованием 15 г/м2 высокопрочного клея для прикрепления подкладочного листа впитывающей основы к наружному покрытию.
2. Прикрепить переносящий текучую среду слой к впитывающей основе с использованием 11 г/м2 высокопрочного клея. Срединная линия по ширине переносящего текучую среду слоя должна быть выровнена со срединной линией по ширине впитывающей основы.
3. Нанести 17,5 г/м2 высокопрочного клея на всю открытую поверхность созданного на данный момент впитывающего композита, который включает открытое наружное покрытие, компоненты впитывающей основы и переносящий текучую среду слой.
4. Связать вторичный прокладочный материал с лицевым по отношению к телу материалом высокопрочным клеем. Вторичный прокладочный материал следует выровнять на срединной линии по ширине лицевого по отношению к телу материала.
5. Связать поглощающий слой со вторичным прокладочным материалом с использованием высокопрочного клея. Поглощающий слой, лицевой по отношению к телу материал и вторичный прокладочный материал следует выровнять на срединной линии по ширине лицевого по отношению к телу материала.
6. Прикрепить лицевой по отношению к телу материал, вторичный прокладочный материал и поглощающий слой к впитывающему композиту, который включает наружное покрытие, впитывающую основу и переносящий текучую среду слой. Поглощающий слой и переносящий текучую среду слой следует выровнять на срединной линии по ширине впитывающего композита.
7. Следовать перечисленным выше стадиям 4–7 для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, впитывающую основу и наружное покрытие.
Инструкции по сборке для экспериментального впитывающего композита, имеющего вторичный прокладочный материал, поглощающий слой, переносящий текучую среду слой, впитывающую основу и наружное покрытие.
1. Прикрепить впитывающую основу, выровненную по центру как в продольном, так и в поперечном направлении, к наружному покрытию с использованием 15 г/м2 высокопрочного клея для прикрепления подкладочного листа впитывающей основы к наружному покрытию.
2. Прикрепить переносящий текучую среду слой к впитывающей основе с использованием 11 г/м2 высокопрочного клея. Срединная линия по ширине переносящего текучую среду слоя должна быть выровнена со срединной линией по ширине впитывающей основы.
3. Нанести 17,5 г/м2 высокопрочного клея на всю открытую поверхность созданного на данный момент впитывающего композита, который включает открытое наружное покрытие, компоненты впитывающей основы и переносящий текучую среду слой.
4. Связать поглощающий слой со вторичным прокладочным материалом с использованием высокопрочного клея. Поглощающий слой и вторичный прокладочный материал следует выровнять на срединной линии по ширине вторичного прокладочного материала.
5. Прикрепить вторичный прокладочный материал и поглощающий слой к впитывающему композиту, который включает наружное покрытие, впитывающую основу и переносящий текучую среду слой. Поглощающий слой и переносящий текучую среду слой следует выровнять на срединной линии по ширине впитывающего композита.
6. Разгладить все складки во вторичном прокладочном материале и удостовериться, что он присоединен ко всему клею, не покрытому поглощающим слоем.
7. Следовать перечисленным выше стадиям 5–7 для экспериментального впитывающего композита, имеющего лицевой по отношению к телу материал, впитывающую основу и наружное покрытие.
Распределение имитирующего каловые массы средства по поверхности и остаточное имитирующее каловые массы средство на поверхности
Оборудование и материалы для испытания
• Аппарат для введения (примерная структура проиллюстрирована на фигурах 31 и 32).
• Гирьки весов с точностью до 0,01.
• Электронный цифровой штангенциркуль (VWR International модель 62379-531).
• Цифровой толщиномер (Mitutoyo Type IDF- 1050E, и при этом примерная структура проиллюстрирована на фиг. 30).
• Вакуумная камера (примерная структура проиллюстрирована на фигурах 34–36).
• Цифровой таймер для кухни, удобочитаемый с делениями до 1 секунды.
• Цифровая камера (примерная структура проиллюстрирована на фиг. 33).
• Линейка.
• Имитирующее каловые массы средство, которое описано в данном документе, использовали при комнатной температуре.
• Бумажные полотенца Scott® (Mega Roll Choose A Size).
• Впитывающие композиты для каждого образца впитывающего композита с кодом в испытании, который описан в данном документе.
Наладка оборудования
1. Предварительно взвесить одно бумажное полотенце, которое, как описано ниже, будет использоваться для вытирания средней пластины 244 аппарата 240 для введения, чистого от имитирующего каловые массы средства.
2. Предварительно взвесить четыре листа бумажных полотенец, которые, как описано ниже, будут расположены сверху впитывающего композита, когда впитывающий композит перемещают в вакуумную камеру.
3. Обращаясь к фиг. 30, цифровой толщиномер настраивают для получения измеряемого показателя размера впитывающего композита. Цифровой толщиномер включает гранитное основание 232, имеющее зажимный стержень 231, причем верхняя поверхность 233 гранитного основания 232 является плоской и гладкой. Подходящим гранитным основанием 232 является гранитное основание Starret Granite Base, модель 653G (доступное от The L.S. Starrett Company с офисом, расположенным в Атоле, Массачусетс, США) или эквивалент. Рычаг 235 зажима прикреплен к зажимному стержню 231 на одном конце 236 рычага 235 зажима, а цифровой толщиномер 230 прикреплен к рычагу зажима 235 на противоположном конце 237. Книзу от цифрового толщиномера 230 расположен перемещающийся в вертикальном направлении поршень 238. К дальнему концу 239 поршня 238 прикреплена круглая плита 234 диаметром 76,2 мм. Плита 234 изготовлена из акрила и является плоской и гладкой по меньшей мере на нижней поверхности. Толщина и вес плиты 234 имеют такую конфигурацию, что цифровой толщиномер 230 обеспечивает давление 0,05 фунт/кв. дюйм (0,345 кПа). Чтобы выставить на ноль цифровой толщиномер 230, следует удостовериться, что гранитная поверхность 233 является чистой от инородных частиц, и расположить плиту 234 и поршень 238 так, чтобы нижняя поверхность плиты 234 почти касалась гранитной поверхности 233. После того как цифровой толщиномер 230 выставлен на ноль, поднять плиту 234 и вставить впитывающий композит между плитой 234 и гранитной поверхностью 233. Впитывающий композит должен иметь габаритные размеры по меньшей мере 90 мм на 102 мм. Опустить плиту 234 и поршень 238 таким образом, чтобы нижняя поверхность плиты 234 почти касалась поверхности впитывающего композита, как проиллюстрировано на фиг. 30. При опускании плиты 234 к впитывающему композиту прикладывают давление 0,05 фунт/кв. дюйм (0,345 кПа). Измерить и записать размер от 5 впитывающих композитов для каждого образца впитывающего композита с кодом в испытании. Рассчитать средний размер для образца впитывающего композита с кодом в испытании путем усреднения размера 5 впитывающих композитов, измеренных для каждого образца впитывающего композита с кодом в испытании.
4. Обращаясь к фигурам 31 и 32, аппарат 240 для введения настраивают для доставки 10 см3 имитирующего каловые массы средства со скоростью 15 см3 в секунду. Аппарат 240 для введения имеет верхнюю пластину 242, среднюю пластину 244 и нижнюю пластину 246. Верхняя пластина 242 имеет высоту H1, составляющую 12,42 мм, средняя пластина 244 имеет высоту H2, составляющую 12,2 мм, и нижняя пластина имеет высоту H3, составляющую 12,2 мм. Каждая из верхней пластины 242 и нижней пластины 246 имеет длину L1, составляющую 305 мм, и ширину W1, составляющую 165 мм. Верхняя пластина 242 расположена над, выровнена и соединена с нижней пластиной 246 посредством применения четырех резьбовых стержней, содержащих пластиковые регулировочные ручки 248, расположенные возле углов каждой из верхней пластины 242 и нижней пластины 246. Средняя пластина 244, расположенная между верхней пластиной 242 и нижней пластиной 246, имеет длину L2, составляющую 152 мм, и ширину W2, составляющую 102 мм, и подвешена к центру верхней пластины 242 с использованием четырех болтов 250, расположенных возле углов средней пластины 244. Аппарат 240 для введения имеет трубку 252 для введения имитирующего каловые массы средства, находящуюся выше и расположенную перпендикулярно к верхней плите 242. Трубка 252 для введения имитирующего каловые массы средства имеет длину 7 дюймов и внутренний диаметр 6,4 мм. Трубка изготовлена из материала Norprene® для обеспечения возможности доставки имитирующего каловые массы средства через трубку и на впитывающий композит. Трубка 252 для введения имитирующего каловые массы средства соединена с верхней пластиной 242 через резьбовой фитинг 243 для шланга, имеющего диаметр 0,25 дюйма. Резьбовой фитинг 243 для шланга проходит через верхнюю пластину 242 через прорезь, прорезанную в верхней пластине 242, и к средней пластине 244 для доставки имитирующего каловые массы средства через прорезь, прорезанную через среднюю пластину 244, к впитывающему композиту, который помещен на поверхность нижней пластины 246. Резьбовой фитинг 243 для шланга ввинчен в среднюю пластину 244 для создания уплотнения. Прорезь, прорезанная через среднюю пластину 244, имеет отверстие, которое имеет форму, подобную конусу 245 диаметром 0,88 дюйма. Резьбовой фитинг для шланга производится Parker с заводским номером 125HB-3-4 и доступен от MSC Industrial Supply Company. Трубка 252 для введения имитирующего каловые массы средства удерживается на месте на верхней пластине 242 аппарата 240 для введения с зажимной колодкой 254 для клапана, содержащей электромагнитный запорный клапан 255, который может открываться, позволяя имитирующему каловые массы средству проходить через трубку 252, и закрываться, предотвращая прохождение имитирующего каловые массы средства через трубку 252. Электромагнитный запорный клапан является двухходовым нормально закрытым клапаном с 24VDC. Электромагнитный запорный клапан доступен от NResearch, Inc., номер компонента 648P012.
5. Обращаясь к фиг. 33, цифровая камера 260, функционирующая в цветном режиме, настроена для визуальной регистрации внешнего вида впитывающего композита после доставки имитирующего каловые массы средства. Цифровая камера 260 представляет собой Pixelink (модель: PL-A742), обладающая матрицей 1280x1024 пикселя и функционирующая с частотой смены кадров 10,2 герц в цветном режиме. Телевизионный объектив 262 Pentax (модель: C6Z1218M3-2) прикрепляют к камере Pixelink 260 с использованием переходника с-крепления объектива. Система объектива 262 Pentax позволяет корректировать фокус объектива 262 с использованием сопровождающего программного обеспечения, загруженного на системный компьютер. Система камера/объектив 262 соединена с компьютером через ieee 1394 с шиной firewire (не показано). Камера 260 и объектив 262 прикреплены к штативу 264 камеры VP-400 Bencher. Лицевая сторона 268 объектива Pentax расположена на расстоянии D4, составляющем 94 см, выше основания 266 штатива 264 камеры VP-Bencher. Освещаемое углубление 270 для впитывающего композита расположено на расстоянии D6, составляющем 16 см, ниже основания 266, на котором смонтирована стойка 264 VP-400. Расстояние D7 от лицевой стороны объектива 262 Pantex до впитывающего композита составляет 110 см. Углубление 270 для впитывающего композита освещается со всех четырех сторон 272 группой из 18 миниатюрных флуоресцентных осветительных приборов Sylvania GE с мощностью на выходе по 8 ватт на лампочку. Рассеивающая пластина 271 из матированного стекла толщиной 1/8” находится между лампочками и углублением 270 для композита. Камеру 260 следует поддерживать на одинаковом расстоянии и с одинаковыми настройками для всех изображений для исключения изменчивости среди впитывающих композитов. Линейку помещают в углубление 270 для впитывающего композита, и также получают цифровое изображение впитывающего композита для последующего пространственного калибрования стандарта при определении размера распределения имитирующего каловые массы средства на впитывающем композите. Изображения получали в формате JPEG.
6. Обращаясь к фигурам 34–36, осуществляют подготовку вакуумного аппарата 320. Вакуумный аппарат 320 содержит вакуумную камеру 322, опирающуюся на четыре опорные стойки 324. Вакуумная камера 322 включает передний стеновой элемент 326, задний стеновой элемент 328 и два боковых стеновых элемента 330 и 332. Стеновые элементы являются достаточно толстыми, чтобы выдерживать предполагаемые величины пониженного давления (5 дюймов водяного столба), и сконструированы и размещены для обеспечения камеры с величинами наружных размеров 23,5 дюйма (59,7 см) в длину, 14 дюймов (35,6 см) в ширину и 8 дюймов (203 см) в глубину. Вакуумный насос (не показан) функционально соединен с вакуумной камерой 322 через подходящий трубопровод вакуумной магистрали и вакуумный клапан 334. Кроме того, подходящая магистраль отбора воздуха соединена с вакуумной камерой 322 через клапан 336 перепуска воздуха. Узел 338 подвески подходящим образом смонтирован на задней стенке 328 и сконфигурирован с S-образными искривленными концами для обеспечения удобной опорной площадки для поддержки латексного листа-прокладки 340 в удобном положении от верхней части вакуумного аппарата 320. Подходящий узел 338 подвески может быть изготовлен из стержня из нержавеющей стали диаметром 0,25 дюйма (0,64 см). Латексный лист-прокладку 340 обертывают вокруг штифтового элемента 342 для облегчения схватывания и для обеспечения возможности удобного перемещения и расположения латексного листа-прокладки 340. В проиллюстрированном положении штифтовый элемент 342 показан поддерживаемым в узле 338 подвески для расположения латексного листа-прокладки 340 в открытом положении от верхней части вакуумной камеры 322. Нижний край латексного листа-прокладки 340 зажат напротив заднего края опорного элемента 344 подходящими крепежными средствами, такими как шарнирные зажимы 346. Шарнирные зажимы 346 смонтированы на заднем стеновом элементе 328 с подходящими распорными деталями 348, которые обеспечивают надлежащую ориентацию и выравнивание шарнирных зажимов 346 для желаемой ориентации. Два опорных стержня 350 имеют диаметр 1,5 дюйма и смонтированы с возможностью снятия в вакуумной камере 322 посредством опорных кронштейнов 352. Опорные кронштейны 352 обычно равноудалены вдоль переднего стенового элемента 326 и заднего стенового элемента 328 и расположены скоординированными парами. Кроме того, опорные кронштейны 352 сконструированы и расположены для подходящего расположения самых верхних частей опорных кронштейнов 350 на одном уровне с верхней частью переднего, заднего и боковых стеновых элементов вакуумной камеры 322. Таким образом, опорные кронштейны 350 расположены практически параллельно друг другу и обычно выровнены с боковыми стеновыми элементами 330 и 332. Помимо опорного элемента 344 на заднем краю, вакуумный аппарат 320 включает передний опорный элемент 354 и два боковых опорных элемента 356 и 358. Каждый боковой опорный элемент имеет размеры приблизительно 1 дюйм (2,5 см) в ширину и приблизительно 1,25 дюйма (3,2 см) в высоту. Величины длины опорных элементов подобраны таким образом, чтобы подходящим образом окружать периферическую область открытых верхних краев вакуумной камеры 322, и расположены таким образом, чтобы выступать выше верхних краев стеновых элементов камеры на расстоянии приблизительно 0,5 дюйма. Слой материала 360 решетчатого типа расположен поверх опорных стержней 350 и верхних краев стеновых элементов вакуумной камеры 322. Решетчатый материал проходит по, в целом, прямоугольной области, имеющей размеры 23,5 дюйма (59,7 см) на 14 дюймов (35,6 см), и имеет размер в глубину приблизительно 0,38 дюйма (1,0 см). Отдельные ячейки решетчатой структуры имеют вид квадрата с размером стороны приблизительно 0,5 дюйма, и тонколистовой материал, содержащий решетчатую структуру, состоит из подходящего материала, такого как полистирол. Например, решетчатый материал может представлять собой полупрозрачный материал светорассеивающей панели McMaster-Carr Supply с номером в каталоге 1624K14 (доступный от McMaster-Carr Supply Company с офисом, расположенным в Атланте, Джорджия, США). Слой сетки 362 с размерами ячейки 6 мм (0,24 дюйма) с покрытием TEFLON (доступной от Eagle Supply and Plastics, Inc. с офисом, расположенным в Аплтоне, Висконсин, США), которая имеет размеры 23,5 дюйма (59,7 см) на 14 дюймов (35,6 см), помещают сверху решетчатого материала 360. Подходящая сливная магистраль и сливной клапан 364 соединяются с нижним пластинчатым элементом 366 вакуумной камеры 322, обеспечивая удобный механизм слива жидкости из вакуумной камеры 322. Различные стеновые элементы и опорные элементы вакуумного аппарата 320 могут состоять из подходящего не подверженного коррозии влагостойкого материала, такого как поликарбонатный пластик. Различные стыковочные узлы могут быть прикреплены с помощью сварки растворителем и/или креплений, и окончательный узел вакуумного аппарата 320 выполнен водонепроницаемым. Вакуумный манометр 368 функционально соединен чрез трубопровод 370 с вакуумной камерой 322. Подходящим вакуумным манометром 368 является дифференциальный манометр Magnahelic, способный к измерению давления разрежения в пределах 0–50 дюймов водяного столба, такой как манометр № 2050C, доступный от Dwyer Instrument Incorporated (с офисом в Мичиган Сити, Индиана, США).
Доставка имитирующего каловые массы средства и определение остаточного имитирующего каловые массы средства
1. Отрегулируйте положение верхней пластины 242 аппарата для введения 240 относительно нижней пластины 246 аппарата для введения 240 с помощью винтов 248 для регулировки высоты, поднимающих и опускающих верхнюю пластину 242 аппарата для введения 240. Верхнюю пластину 242 аппарата для введения 240 необходимо поднимать и опускать для каждого образца впитывающего композита с кодом в испытании, исходя из среднего размера каждого образца впитывающего композита с кодом в испытании. Поскольку средняя пластина 244 прикреплена к верхней пластине 242, с подъемом и опусканием верхней пластины 242 также будет подниматься и опускаться средняя пластина 244. Верхнюю пластину 242 аппарата 240 для введения необходимо поднимать и опускать для каждого образца впитывающего композита с кодом в испытании так, чтобы расстояние D8 между нижней поверхностью 256 средней пластины 244 и верхней поверхностью 258 нижней пластины 246 было эквивалентно среднему размеру подвергаемого оценке образца впитывающего композита с кодом в испытании. После корректировки положения верхней пластины 242 для того, чтобы задать расстояние D8, наверху верхней пластины 242 необходимо разместить уровень для того, чтобы убедиться, что верхняя пластина 242 выровнена по горизонту. Если верхняя пластина 242 не выровнена по горизонту, то винты 248 для регулировки высоты необходимо отрегулировать для того, чтобы убедиться, что верхняя пластина 242 выровнена по горизонту при сохранении расстояния D8.
2. Разместите впитывающий композит с кодом впитывающего композита в испытании между средней пластиной 244 и нижней пластиной 246 аппарата 240 для введения. Выровняйте зону взаимодействия впитывающего композита под трубкой 252 для введения имитирующего каловые массы средства.
3. Выставьте на ноль цифровой кухонный термометр.
4. Введите 10 см3 имитирующего каловые массы средства со скоростью 15 см3/секунда через трубку 252 для введения имитирующего каловые массы средства для доставки имитирующего каловые массы средства в зону взаимодействия впитывающего композита.
5. После доставки имитирующего каловые массы средства в зону взаимодействия впитывающего композита запустите цифровой кухонный таймер и оставьте в покое впитывающий композит на две минуты.
6. По прошествии двух минут поднимите верхнюю пластину 242 и среднюю пластину 244 аппарата для введения 240, осторожно удалите впитывающий композит из аппарата 240 для введения, удерживая впитывающий композит плоским и без дополнительного контакта с поверхностями средней пластины 244 и верхней пластины 242. Впитывающий композит, содержащий пятно имитирующего каловые массы средства, помещают на освещаемое углубление 270 для впитывающего композита согласно оптической оси объектива 262 от Pentax.
7. Впитывающий композит имеет плоскую конфигурацию, а любые макроскладки удаляются анализирующим специалистом путем осторожной ручной манипуляции. Впитывающий композит ориентируют таким образом, чтобы машинное направление (MD) совпадало с горизонтальным направлением полученного в результате изображения. Впитывающий композит освещают флуоресцентным светом. Осветительные приборы соединяют со стандартным 110-вольтовым источником питания и полностью освещают. Выровняйте линейку с впитывающим композитом и сфотографируйте впитывающий композит, расположенный в углублении 270 для впитывающего композита, с помощью цифровой камеры 260. Линейку размещают так, чтобы она на изображении располагалась непосредственно под впитывающим композитом (по длине в машинном направлении). Цифровое изображение впитывающего композита используют для определения, как описано ниже, области распределения имитирующего каловые массы средства.
8. Четыре листа предварительно взвешенных бумажных полотенец размещают на решетчатом материале и сетчатом экране с покрытием TEFLON вакуумного аппарата. Четыре листа размещают так, чтобы графические элементы были обращены вниз по отношению к вакуумной камере. Затем четыре листа складывают пополам, а затем еще раз пополам. Затем верхней стороной вниз поверх четырех листов бумажных полотенец размещают впитывающий композит. Латексный лист-прокладку затем размещают поверх впитывающего композита и четырех листов бумажных полотенец, а также всего решетчатого материала и экрана с покрытием TEFLON так, чтобы латексный лист-прокладка создавал изоляцию при создании вакуума на вакуумном аппарате.
9. Создайте вакуумное разрежение по отношению к комбинации впитывающего композита и четырех листов предварительно взвешенных бумажных полотенец, равное 5 дюймам воды (0,18 фунт/кв. дюйм) за 1 минуту.
10. По прошествии 1 минуты латексный лист-прокладку сматывают, а впитывающий композит и четыре листа предварительно взвешенных бумажных полотенец удаляют из вакуумного аппарата. Удалите четыре листа предварительно взвешенных бумажных полотенец из впитывающего композита и повторно взвесьте четыре листа предварительно взвешенных бумажных полотенец. Определите количество имитированных каловых масс, перенесенных на четыре листа предварительно взвешенных бумажных полотенец путем вычитания предварительно определенного веса четырех листов бумажных полотенец из повторно определенного веса четырех листов бумажных полотенец.
11. Используйте отдельное предварительно взвешенное бумажное полотенце для удаления какого-либо имитирующего каловые массы средства, оставшегося на средней пластине 244 аппарата 240 для введения. Вытрите среднюю пластину 244 при помощи предварительно взвешенного бумажного полотенца для удаления какого-либо оставшегося имитирующего каловые массы средства и повторно взвесьте отдельное бумажное полотенце. Определите количество имитирующего каловые массы средства, которое осталось на средней пластине 244, путем вычитания предварительно определенного веса отдельного бумажного полотенца из повторно определенного веса отдельного бумажного полотенца.
12. Определите общее количество остаточного имитирующего каловые массы средства путем сложения количества каловых масс, перенесенных на четыре листа предварительно взвешенных бумажных полотенец и количества имитирующего каловые массы средства, оставшегося на средней пластине 244 аппарата 240 для введения.
13. Очищайте среднюю пластину 244 аппарата для введения между каждым введением имитирующего каловые массы средства.
14. Повторите описанную выше процедуру для каждого впитывающего композита с каждым кодом впитывающего композита в испытании.
Определение области распределения имитирующего каловые массы средства
Область распределения пятна имитирующего каловые массы средства на указанной комбинации компонентов впитывающего изделия можно определить с использованием способа измерения с помощью анализа изображения, описанного в настоящем документе. В целом, с использованием способа измерения с помощью анализа изображения определяют размерную числовую величину области пятна имитирующего каловые массы средства с применением комбинации специфических параметров измерения с помощью анализа изображения. Область распределения определяют с помощью традиционных оптических методик анализа изображения для определения участков пятна и измерения таких параметров, как область при обзоре с помощью камеры с освещением падающим светом. Система анализа изображения, управляемая с помощью алгоритма, может определять и измерять несколько других размерных свойств пятна имитирующего каловые массы средства. Полученные данные результатов измерения можно использовать для сравнения эффективности различных комбинаций слоев впитывающего изделия в отношении ограничения и сведения к минимуму области распределения имитирующего каловые массы средства.
Способ определения области распределения имитирующего каловые массы средства на указанном впитывающем композите включает стадию получения цифрового изображения впитывающего композита после взаимодействия с имитирующим каловые массы средством так, как описано выше (см. способ доставки имитирующего каловые массы средства). После получения цифрового изображения впитывающего композита, определение области распределения имитирующего каловые массы средства на указанном впитывающем композите включает стадию осуществления измерений множественных размеров. Программной платформой для анализа изображений, используемой для осуществления измерений размеров, является QWIN Pro (версия 3.5.1), выпускаемая фирмой Leica Microsystems, с офисом в Хербругге, Швейцария. Систему и изображения также тщательно калибруют с использованием программного обеспечения QWIN и стандартной линейки с измерительными отметками по меньшей мере в пределах одного миллиметра, которую при получении изображения размещают непосредственно возле образца. Калибровка выполняется в горизонтальном измерении изображения видеокамеры. Для калибровки используют единицы в сантиметрах на пиксель. В частности, алгоритм анализа изображения используется для обработки цифровых изображений, а также выполнения измерений с использованием языка системы пользовательского интерактивного программирования Quantimet (QUIPS). Алгоритм анализа изображения воспроизводится далее.
NAME = Coverage-Size - BM on Diapers - 2a
PURPOSE = Measures the coverage and size of BM on body-side liner of absorbent product
ENTER SAMPLE ID & OPEN DATA FILE
PauseText ( "Enter EXCEL data file name now." )
Input ( FILENAME$ )
OPENFILE$ = "C:\Data\36775\"+FILENAME$+".xls"
Open File ( OPENFILE$, channel #CHAN )
CALIBRATE IMAGE
- Calvalue = 0.0258 cm/px
CALVALUE = 0.0258
Calibrate ( CALVALUE CALUNITS$ per pixel )
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
REPLICATE = 0
SAMPLE = 0
ACQOUTPUT = 0
SET-UP
Image frame ( x 0, y 0, Width 1280, Height 1024 )
Measure frame ( x 31, y 61, Width 1218, Height 962 )
For ( SAMPLE = 1 to 156, step 1 )
PauseText ( "Enter complete image file title." )
Input ( TITLE$ )
File ( TITLE$, channel #1 )
File Line ( channel #1 )
ACQUIRE IMAGE
ACQOUTPUT = 0
-- Comment: The following line must be set to read from the directory where images are located.
Read image [PAUSE] (from file C:\Images\36775 \area
Set\codeA3full1.jpg into Colour0)
Colour Transform (RGB to HSI, from Colour0 to Colour0)
Image Window (Auto Size, Auto Colour, No Auto Lut, Fit Image to Window, No
Warning Before Image Overwrite, Do Not Load and Save Annotation with Image, Do
Not Save Microscope Data with Image, Do Not Load and Save Reference Data with
Image)
DETECTION AND IMAGE PROCESSING
PauseText ("Select optimal color detection")
Colour Detect [PAUSE] (HSI+: 134-183, 140-255, 88-255, from Colour0 into Binary0)
Binary Identify (EdgeFeat from Binary0 to Binary0)
Binary Amend (Close from Binary0 to Binary1, cycles 8, operator Disc, edge erode on)
Binary Identify (FillHoles from Binary1 to Binary2)
Binary Amend (Open from Binary2 to Binary3, cycles 8, operator Disc, edge erode on )
PauseText ( "Edit and select only those regions that should be measured." )
Binary Edit [PAUSE] (Accept from Binary3 to Binary4, nib Fill, width 2)
MEASURE FEATURE PARAMETERS
Measure feature ( plane Binary4, 32 ferets, minimum area: 75, grey image: Colour0 )
Selected parameters: Area, X FCP, Y FCP
File Line ( channel #1 )
File Feature Results ( channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
Next ( SAMPLE )
Close File ( channel #1 )
END
Алгоритм QUIPS выполняется с использованием программной платформы QWIN Pro. Анализирующему специалисту сначала предлагается ввести названия файла выводимых данных в формате EXCEL. За этим следует предложение ввести информацию об образце впитывающего композита с кодом в испытании, которая отсылается в файл EXCEL.
Анализирующему специалисту теперь предлагается ввести полное название файла цифрового изображения, которое может быть получено из перечня файлов директории подлежащих анализу цифровых изображений на центральном компьютере. Директория, содержащая изображения, как правило, размещена на жестком диске центрального компьютера, и доступ к ней можно получить на экране стационарного компьютера с помощью MS Windows. Информация о названии файла изображения теперь автоматически посылается в файл EXCEL. Затем, то же название файла цифрового изображения можно вставить в окно предложения Read Image. Теперь будет происходить считывание цифрового изображения из директории в окне вывода программного обеспечения QWIN. Теперь на цифровом изображении будут видны в цвете впитывающий композит и любое пятно имитирующего каловые массы средства. Следует отметить, что строка кода в алгоритме, связанная с чтением цифрового изображения, для чтения из обозначенной директории жесткого диска центрального компьютера, содержащей подлежащие анализу файлы должна быть задана предварительно перед выполнением алгоритма.
Анализирующему специалисту теперь выдается запрос «Select optimal color detection» путем корректировки порога определения с целью получения оптимально возможного определения. Режим определения цвета цвет-насыщенность-интенсивность применяют в алгоритме Coverage-Size - BM on Diapers - 2a. Как правило, для оптимизации определения будут необходимы небольшие корректировки уровней насыщенности и/или интенсивности. Параметры определения для алгоритма можно задать заранее перед анализом набора изображений с помощью QWIN и режима определения цвета цвет-насыщенность-интенсивность в алгоритме QUIPS с помощью пары типичных изображений. Параметры можно считать оптимизированными, если пятно охватывается накладывающимся двоичным изображением, полученным в результате определения, в отношении его внешних границ и областей в пределах указанных границ. Степень соответствия накладывающегося двоичного изображения и изображений пятен можно проверить в ходе оптимизации путем включения и выключения двоичного изображения с помощью клавиш «control» и «B».
После определения и серии стадий автоматической обработки цифровых изображений анализирующему специалисту выдается запрос «Edit and select only those regions that should be measured». Это легко осуществляют с помощью компьютерной мыши, выбирая вручную подлежащий измерению участок пятна имитирующего каловые массы средства. Пользователь может одновременно нажать клавиши «control» и «B» на клавиатуре для включения и выключения накладывающегося двоичного изображения. Соответствие между двоичным изображением и пятном имитирующего каловые массы средства считают хорошим, если изображение полностью совпадает с пятном имитирующего каловые массы средства в отношении его границ и участков в пределах указанных границ.
Алгоритм затем будет автоматически осуществлять измерения и выводить данные в назначенном файле в виде динамической таблицы EXCEL. Следующие данные основных параметров измерения будут располагаться в файле «data.xls» после осуществления измерений и передачи данных.
Область
Обработка нескольких параллелей цифровых изображений одного или нескольких впитывающих композитов может быть осуществлена в ходе одного выполнения алгоритма QUIPS. Конечное среднее значение для распределения образца обычно основано на анализе с N=5 от пяти отдельных впитывающих композитов с кодом впитывающего композита в испытании. Сравнение между различными образцами может быть выполнено с использованием T-анализа Стьюдента при 90% уровне достоверности.
Пример 2
Можно измерить область распределения имитирующего каловые массы средства на впитывающем композите. Результаты такого измерения могут обеспечить понимание, насколько хорошо данная конструкция впитывающего композита может сводить к минимуму поверхностное распределение каловых масс по контактирующей с телом поверхности впитывающего композита. Область распределения, измеренную в см2, для имитирующего каловые массы средства можно измерить после взаимодействия с 10 см3 имитирующего каловые массы средства, как описано в настоящем документе, со скоростью доставки 15 см3/секунду.
В данном примере восемь различных экспериментальных образцов впитывающего композита с кодом в испытании оценивали в отношении области распределения имитирующего каловые массы средства на контактирующей с телом поверхности образца впитывающего композита с кодом в испытании. Пять впитывающих композитов для каждого кода впитывающего композита в испытании собирали вручную согласно приведенной ниже таблице 4 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Для каждого впитывающего композита осуществляли доставку имитирующего каловые массы средства в количестве 10 см3 для взаимодействия, как описано в настоящем документе, со скоростью 15 см3/секунда, и каждый впитывающий композит с каждым кодом впитывающего композита в испытании анализировали согласно описанному в настоящем документе способу испытания «Область распределения имитирующего каловые массы средства».
Таблица 4. Экспериментальные образцы впитывающего композита с кодом в испытании
Следует отметить, что «неприменимо» означает, что у рассматриваемого образца впитывающего композита с кодом в испытании такой конкретный материал отсутствует. Так, например, для образца впитывающего композита с кодом 1 в испытании собранные впитывающие композиты имели лицевой по отношению к телу материал «A» (описанный в таблице 3), связанный при помощи клея с поглощающим слоем «G» (описанным в таблице 3), без дополнительного слоя материала между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «A» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 1 в испытании. Кроме того, например, образец впитывающего композита с кодом 5 в испытании представляет собой собранный впитывающий композит с лицевым по отношению к телу материалом «A» (описанным в таблице 3), связанным при помощи клея с переносящим текучую среду слоем «K» (описанным в таблице 3), без каких-либо дополнительных слоев между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «A» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 5 в испытании.
Что касается собранных впитывающих композитов, лицевой по отношению к телу материал связан при помощи клея с лицевой по отношению к телу поверхностью поглощающего слоя или лицевой по отношению к телу поверхностью переносящего текучую среду слоя, в зависимости от образца впитывающего композита с кодом в испытании. При наличии, лицевая по отношению к предмету одежды поверхность поглощающего слоя связана при помощи клея с переносящим текучую среду слоем. Переносящий текучую среду слой связан при помощи клея с впитывающей основой. Впитывающая основа связана при помощи клея с наружным покрытием (описанным в таблице 3). Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
Как проиллюстрировано на фиг. 37, конструкция впитывающего композита оказывает влияние на величину области распределения имитирующего каловые массы средства у образца впитывающего композита с кодом в испытании. Как проиллюстрировано на фиг. 37, образцы впитывающего композита с кодом в испытании, которые имели присутствующий в их конструкции поглощающий слой, имели меньшую область распределения имитирующего каловые массы средства, чем образцы впитывающего композита с кодом в испытании, которые не имели присутствующий в их конструкции поглощающий слой. Как проиллюстрировано на фиг. 37, что касается образцов впитывающего композита с кодом в испытании, содержащих поглощающий слой, образцы впитывающего композита с кодом в испытании, имеющие лицевой по отношению к телу материал 28 с низинными областями, которые имеют от приблизительно 5% до приблизительно 10% открытой области, уменьшали область распределения имитирующего каловые массы средства в большей степени, чем остальные образцы впитывающего композита с кодом в испытании, которые также содержали в своей конструкции поглощающий слой.
Пример 3
Можно измерить область распределения имитирующего каловые массы средства на впитывающем композите. Результаты такого измерения могут обеспечить понимание, насколько хорошо данная конструкция впитывающего композита может сводить к минимуму поверхностное распределение каловых масс по контактирующей с телом поверхности впитывающего композита. Область распределения, измеренную в см2, для имитирующего каловые массы средства можно измерить после взаимодействия с 10 см3 имитирующего каловые массы средства, как описано в настоящем документе, со скоростью доставки 15 см3/секунду.
В данном примере двадцать различных экспериментальных образцов впитывающего композита с кодом в испытании оценивали в отношении области распределения имитирующего каловые массы средства на контактирующей с телом поверхности образца впитывающего композита с кодом в испытании. Пять впитывающих композитов для каждого кода впитывающего композита в испытании собирали вручную согласно приведенной ниже таблице 5 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Для каждого впитывающего композита осуществляли доставку имитирующего каловые массы средства в количестве 10 см3 для взаимодействия, как описано в настоящем документе, со скоростью 15 см3/секунда, и каждый впитывающий композит с каждым кодом впитывающего композита в испытании анализировали согласно описанному в настоящем документе способу испытания «Область распределения имитирующего каловые массы средства».
Таблица 5. Экспериментальные образцы впитывающего композита с кодом в испытании
Следует отметить, что «неприменимо» означает, что у рассматриваемого образца впитывающего композита с кодом в испытании такой конкретный материал отсутствует. Так, например, для образца впитывающего композита с кодом 1 в испытании собранные впитывающие композиты имели лицевой по отношению к телу материал «A» (описанный в таблице 3), связанный при помощи клея с поглощающим слоем «F» (описанным в таблице 3), без дополнительного слоя материала между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «A» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 1 в испытании. Кроме того, например, образец впитывающего композита с кодом 5 в испытании представляет собой собранный впитывающий композит с прокладочным материалом «E» (описанным в таблице 3), связанным при помощи клея с поглощающим слоем «F» (описанным в таблице 3). Следует понимать, что прокладочный материал «Е» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом в испытании 5. Также следует отметить, что некоторые образцы впитывающего композита с кодом в испытании содержали двойной слой поглощающих слоев, что указано в приведенной выше таблице 5.
Что касается собранных впитывающих композитов, лицевой по отношению к телу материал или вторичный прокладочный материал, в зависимости от образца впитывающего композита с кодом в испытании, связаны при помощи клея с лицевой по отношению к телу поверхностью поглощающего слоя. Лицевая по отношению к предмету одежды поверхность поглощающего слоя связана при помощи клея с переносящим текучую среду слоем, а переносящий текучую среду слой связан при помощи клея с впитывающей основой. Впитывающая основа связана при помощи клея с наружным покрытием (описанным в таблице 3). Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
Как проиллюстрировано на фиг. 38, конструкция впитывающего композита оказывает влияние на величину области распределения имитирующего каловые массы средства у образца впитывающего композита с кодом в испытании. Как проиллюстрировано на фиг. 38, образцы впитывающего композита с кодом в испытании с лицевым по отношению к телу материалом (материал под кодами «A» и «C») в качестве контактирующей с телом поверхности имели меньшую область распределения имитирующего каловые массы средства, чем образцы впитывающего композита с кодом в испытании, которые имели вторичный прокладочный материал (материал под кодом «E») в качестве контактирующей с телом поверхности.
Пример 4
Можно измерить область распределения имитирующего каловые массы средства на впитывающем композите. Результаты такого измерения могут обеспечить понимание, насколько хорошо данная конструкция впитывающего композита может сводить к минимуму поверхностное распределение каловых масс по контактирующей с телом поверхности впитывающего композита. Область распределения, измеренную в см2, для имитирующего каловые массы средства можно измерить после взаимодействия с 10 см3 имитирующего каловые массы средства, как описано в настоящем документе, со скоростью доставки 15 см3/секунду.
В данном примере шесть различных экспериментальных образцов впитывающего композита с кодом в испытании оценивали в отношении области распределения имитирующего каловые массы средства на контактирующей с телом поверхности образца впитывающего композита с кодом в испытании. Пять впитывающих композитов для каждого кода впитывающего композита в испытании собирали вручную согласно приведенной ниже таблице 6 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Для каждого впитывающего композита осуществляли доставку имитирующего каловые массы средства в количестве 10 см3 для взаимодействия, как описано в настоящем документе, со скоростью 15 см3/секунда, и каждый впитывающий композит с каждым кодом впитывающего композита в испытании анализировали согласно описанному в настоящем документе способу испытания «Область распределения имитирующего каловые массы средства».
Таблица 6. Экспериментальные образцы впитывающего композита с кодом в испытании
Следует отметить, что «неприменимо» означает, что у рассматриваемого образца впитывающего композита с кодом в испытании такой конкретный материал отсутствует. Так, например, для образца впитывающего композита с кодом 1 в испытании, собранные впитывающие композиты имели лицевой по отношению к телу материал «A» (описанный в таблице 3), связанный при помощи клея с поглощающим слоем «I» (описанным в таблице 3), без какого-либо дополнительного слоя материала между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «A» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 1 в испытании. Кроме того, например, образец впитывающего композита с кодом 3 в испытании представляет собой собранный впитывающий композит с прокладочным материалом «E» (описанный в таблице 3), связанным при помощи клея с поглощающим слоем «I» (описанным в таблице 3). Следует понимать, что прокладочный материал «Е» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом в испытании 3.
Что касается собранных впитывающих композитов, лицевой по отношению к телу материал или вторичный прокладочный материал, в зависимости от образца впитывающего композита с кодом в испытании, связаны при помощи клея с лицевой по отношению к телу поверхностью поглощающего слоя. Лицевая по отношению к предмету одежды поверхность поглощающего слоя связана при помощи клея с переносящим текучую среду слоем, а переносящий текучую среду слой связан при помощи клея с впитывающей основой. Впитывающая основа связана при помощи клея с наружным покрытием (описанным в таблице 3). Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
Как проиллюстрировано на фиг. 39, конструкция впитывающего композита оказывает влияние на величину области распределения имитирующего каловые массы средства у образца впитывающего композита с кодом в испытании. Как проиллюстрировано на фиг. 39, образцы впитывающего композита с кодом в испытании с лицевым по отношению к телу материалом (материал под кодами «A» и «C») в качестве контактирующей с телом поверхности имели меньшую область распределения имитирующего каловые массы средства, чем образцы впитывающего композита с кодом в испытании, которые имели вторичный прокладочный материал (материал под кодом «E») в качестве контактирующей с телом поверхности.
Пример 5
Можно измерить количество остаточных каловых масс на контактирующей с телом поверхности впитывающего композита. Результаты такого измерения могут обеспечить понимание, насколько хорошо данная конструкция впитывающего композита может сводить к минимуму количество остаточных каловых масс, скапливающихся на поверхности контактирующей с телом поверхности. Количество остаточных каловых масс можно определить, как описано в настоящем документе, путем измерения веса в граммах имитирующего каловые массы средства, которое может быть удалено с контактирующей с телом поверхности впитывающего композита спустя две минуты.
В данном примере восемь различных экспериментальных образцов впитывающего композита с кодом в испытании оценивали в отношении количества остаточного имитирующего каловые массы средства на контактирующей с телом поверхности образца впитывающего композита с кодом в испытании. Пять впитывающих композитов для каждого кода впитывающего композита в испытании собирали вручную согласно приведенной ниже таблице 7 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Для каждого впитывающего композита осуществляли доставку имитирующего каловые массы средства в количестве 10 см3 для взаимодействия, как описано в настоящем документе, со скоростью 15 см3/секунду, и каждый впитывающий композит каждого образца впитывающего композита с кодом в испытании анализировали согласно описанному в настоящем документе способу испытания «Остаточное имитирующее каловые массы средство на поверхности».
Таблица 7. Экспериментальные образцы впитывающего композита с кодом в испытании
Следует отметить, что «неприменимо» означает, что у рассматриваемого образца впитывающего композита с кодом в испытании такой конкретный материал отсутствует. Так, например, для образца впитывающего композита с кодом 1 в испытании, собранные впитывающие композиты имели лицевой по отношению к телу материал «A» (описанный в таблице 3), связанный при помощи клея с поглощающим слоем «G» (описанным в таблице 3), без каких-либо дополнительных слоев материала между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «A» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 1 в испытании. Кроме того, например, образец впитывающего композита с кодом 5 в испытании представляет собой собранный впитывающий композит с лицевым по отношению к телу материалом «A» (описанным в таблице 3), связанным при помощи клея с переносящим текучую среду слоем «K» (описанным в таблице 3), без каких-либо дополнительных слоев между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «A» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 5 в испытании.
Что касается собранных впитывающих композитов, лицевой по отношению к телу материал связан при помощи клея с лицевой по отношению к телу поверхностью поглощающего слоя или лицевой по отношению к телу поверхностью переносящего текучую среду слоя, в зависимости от образца впитывающего композита с кодом в испытании. При наличии, лицевая по отношению к предмету одежды поверхность поглощающего слоя связана при помощи клея с переносящим текучую среду слоем. Переносящий текучую среду слой связан при помощи клея с впитывающей основой. Впитывающая основа связана при помощи клея с наружным покрытием (описанным в таблице 3). Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
Как проиллюстрировано на фиг. 40, конструкция впитывающего композита оказывает влияние на количество остаточного имитирующего каловые массы средства на поверхности образца впитывающего композита с кодом в испытании. Как проиллюстрировано на фиг. 40, образцы впитывающего композита с кодом в испытании, которые имели поглощающий слой, присутствующий как часть их конструкции, имели большее количество остаточного имитирующего каловые массы средства на поверхности контактирующей с телом поверхности впитывающего композита, чем образцы впитывающего композита с кодом в испытании, которые не имели поглощающий слой, присутствующий как часть их конструкции.
Пример 6
Можно измерить количество остаточных каловых масс на контактирующей с телом поверхности впитывающего композита. Результаты такого измерения могут обеспечить понимание, насколько хорошо данная конструкция впитывающего композита может сводить к минимуму количество остаточных каловых масс, скапливающихся на поверхности контактирующей с телом поверхности. Количество остаточных каловых масс можно определить, как описано в настоящем документе, путем измерения веса в граммах имитирующего каловые массы средства, которое может быть удалено с контактирующей с телом поверхности впитывающего композита спустя две минуты.
В данном примере двенадцать различных экспериментальных образцов впитывающего композита с кодом в испытании оценивали в отношении остаточного количества имитирующего каловые массы средства на контактирующей с телом поверхности образца впитывающего композита с кодом в испытании. Пять впитывающих композитов для каждого кода впитывающего композита в испытании собирали вручную согласно приведенной ниже таблице 8 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Для каждого впитывающего композита осуществляли доставку имитирующего каловые массы средства в количестве 10 см3 для взаимодействия, как описано в настоящем документе, со скоростью 15 см3/секунду, и каждый впитывающий композит каждого образца впитывающего композита с кодом в испытании анализировали согласно описанному в настоящем документе способу испытания «Остаточное имитирующее каловые массы средство на поверхности».
Таблица 8. Экспериментальные образцы впитывающего композита с кодом в испытании
Следует отметить, что «неприменимо» означает, что у рассматриваемого образца впитывающего композита с кодом в испытании такой конкретный материал отсутствует. Так, например, для образца впитывающего композита с кодом 1 в испытании собранные впитывающие композиты имели лицевой по отношению к телу материал «В» (описанный в таблице 3), связанный при помощи клея с переносящим текучую среду слоем «K» (описанным в таблице 3), без каких-либо дополнительных слоев материала между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «В» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 1 в испытании. Кроме того, например, образец впитывающего композита с кодом 7 в испытании представляет собой собранный впитывающий композит с лицевым по отношению к телу материалом «В» (описанным в таблице 3), связанным при помощи клея с впитывающей основой «M» (описанной в таблице 3), без каких-либо дополнительных слоев между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «В» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 7 в испытании.
Что касается собранных впитывающих композитов, лицевой по отношению к телу материал связан при помощи клея с лицевой по отношению к телу поверхностью переносящего текучую среду слоя или лицевой по отношению к телу поверхностью впитывающей основы, в зависимости от образца впитывающего композита с кодом в испытании. При наличии, переносящий текучую среду слой связан при помощи клея с впитывающей основой. Впитывающая основа связана при помощи клея с наружным покрытием (описанным в таблице 3). Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
Как проиллюстрировано на фиг. 41, конструкция впитывающего композита оказывает влияние на количество остаточного имитирующего каловые массы средства на поверхности образца впитывающего композита с кодом в испытании. Как проиллюстрировано на фиг. 41, образцы впитывающего композита с кодом в испытании, которые не содержали поглощающий слой и переносящий текучую среду слой как часть их конструкции, имели меньшее количество остаточного имитирующего каловые массы средства на поверхности контактирующей с телом поверхности впитывающего композита, чем образцы впитывающего композита с кодом в испытании, у которых отсутствовал поглощающий слой, но присутствовал переносящий текучую среду слой как часть их конструкции.
Пример 7
Можно измерить количество остаточных каловых масс на контактирующей с телом поверхности впитывающего композита. Результаты такого измерения могут обеспечить понимание, насколько хорошо данная конструкция впитывающего композита может сводить к минимуму количество остаточных каловых масс, скапливающихся на поверхности контактирующей с телом поверхности. Количество остаточных каловых масс можно определить, как описано в настоящем документе, путем измерения веса в граммах имитирующего каловые массы средства, которое может быть удалено с контактирующей с телом поверхности впитывающего композита спустя две минуты.
В данном примере четыре различных экспериментальных образца впитывающего композита с кодом в испытании оценивали в отношении остаточного количества имитирующего каловые массы средства на контактирующей с телом поверхности образца впитывающего композита с кодом в испытании. Пять впитывающих композитов для каждого кода впитывающего композита в испытании собирали вручную согласно приведенной ниже таблице 9 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Для каждого впитывающего композита осуществляли доставку имитирующего каловые массы средства в количестве 10 см3 для взаимодействия, как описано в настоящем документе, со скоростью 15 см3/секунду, и каждый впитывающий композит каждого образца впитывающего композита с кодом в испытании анализировали согласно описанному в настоящем документе способу испытания «Остаточное имитирующее каловые массы средство на поверхности».
Таблица 9. Экспериментальные образцы впитывающего композита с кодом в испытании
Следует отметить, что «неприменимо» означает, что у рассматриваемого образца впитывающего композита с кодом в испытании такой конкретный материал отсутствует. Так, например, для образца впитывающего композита с кодом 1 в испытании собранные впитывающие композиты имели лицевой по отношению к телу материал «D» (описанный в таблице 3), связанный при помощи клея с переносящим текучую среду слоем «J» (описанным в таблице 3), без каких-либо дополнительных слоев материала между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «D» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 1 в испытании. Кроме того, например, образец впитывающего композита с кодом 3 в испытании представляет собой собранный впитывающий композит с лицевым по отношению к телу материалом «D» (описанным в таблице 3), связанным при помощи клея с переносящим текучую среду слоем «M» (описанным в таблице 3), без каких-либо дополнительных слоев между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «D» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 3 в испытании.
Что касается собранных впитывающих композитов, лицевой по отношению к телу материал связан при помощи клея с лицевой по отношению к телу поверхностью переносящего текучую среду слоя. Переносящий текучую среду слой связан при помощи клея с впитывающей основой. Впитывающая основа связана при помощи клея с наружным покрытием (описанным в таблице 3). Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
Как проиллюстрировано на фиг. 42, конструкция впитывающего композита оказывает влияние на количество остаточного имитирующего каловые массы средства на поверхности образца впитывающего композита с кодом в испытании. Как проиллюстрировано на фиг. 42, образцы впитывающего композита с кодом в испытании, у которых присутствовал переносящий текучую среду слой, состоящий из тканевого материала или материала, полученного при помощи водоструйного скрепления, как часть их конструкции, имели меньшее количество остаточного имитирующего каловые массы средства на поверхности контактирующей с телом поверхности впитывающего композита, чем образцы впитывающего композита с кодом в испытании, у которых присутствовал Scott Towel или материал с полимерными материалами в качестве переносящего текучую среду слоя как часть их конструкции.
Пример 8
Можно измерить количество остаточных каловых масс на контактирующей с телом поверхности впитывающего композита. Результаты такого измерения могут обеспечить понимание, насколько хорошо данная конструкция впитывающего композита может сводить к минимуму количество остаточных каловых масс, скапливающихся на поверхности контактирующей с телом поверхности. Количество остаточных каловых масс можно определить, как описано в настоящем документе, путем измерения веса в граммах имитирующего каловые массы средства, которое может быть удалено с контактирующей с телом поверхности впитывающего композита спустя две минуты.
В данном примере шесть различных экспериментальных образцов впитывающего композита с кодом в испытании оценивали в отношении остаточного количества имитирующего каловые массы средства на контактирующей с телом поверхности образца впитывающего композита с кодом в испытании. Пять впитывающих композитов для каждого кода впитывающего композита в испытании собирали вручную согласно приведенной ниже таблице 10 с использованием соответствующих описаний материалов, перечисленных в таблице 3: Описания материалов. Для каждого впитывающего композита осуществляли доставку имитирующего каловые массы средства в количестве 10 см3 для взаимодействия, как описано в настоящем документе, со скоростью 15 см3/секунда, и каждый впитывающий композит с каждым кодом впитывающего композита в испытании анализировали согласно описанному в настоящем документе способу испытания «Область распределения имитирующего каловые массы средства».
Таблица 10. Экспериментальные образцы впитывающего композита с кодом в испытании
Следует отметить, что «неприменимо» означает, что у рассматриваемого образца впитывающего композита с кодом в испытании такой конкретный материал отсутствует. Так, например, для образца впитывающего композита с кодом 1 в испытании, собранные впитывающие композиты имели лицевой по отношению к телу материал «A» (описанный в таблице 3), связанный при помощи клея с поглощающим слоем «I» (описанным в таблице 3), без каких-либо дополнительных слоев материала между этими двумя компонентами. Следует понимать, что лицевой по отношению к телу материал «A» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом 1 в испытании. Кроме того, например, образец впитывающего композита с кодом 3 в испытании представляет собой собранный впитывающий композит с прокладочным материалом «E» (описанный в таблице 3), связанным при помощи клея с поглощающим слоем «I» (описанным в таблице 3). Следует понимать, что прокладочный материал «Е» будет представлять собой контактирующую с телом поверхность образца впитывающего композита с кодом в испытании 3.
Что касается собранных впитывающих композитов, лицевой по отношению к телу материал или вторичный прокладочный материал, в зависимости от образца впитывающего композита с кодом в испытании, связаны при помощи клея с лицевой по отношению к телу поверхностью поглощающего слоя. Лицевая по отношению к предмету одежды поверхность поглощающего слоя связана при помощи клея с переносящим текучую среду слоем, а переносящий текучую среду слой связан при помощи клея с впитывающей основой. Впитывающая основа связана при помощи клея с наружным покрытием (описанным в таблице 3). Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
Как проиллюстрировано на фиг. 43, конструкция впитывающего композита оказывает влияние на количество остаточного имитирующего каловые массы средства на поверхности образца впитывающего композита с кодом в испытании. Как проиллюстрировано на фиг. 43, образцы впитывающего композита с кодом в испытании с лицевым по отношению к телу материалом (материал под кодами «A» и «C») в качестве контактирующей с телом поверхности имели меньшее количество остаточного имитирующего каловые массы средства на поверхности образцов впитывающего композита с кодом в испытании, чем образцы впитывающего композита с кодом в испытании, которые имели вторичный прокладочный материал (материал под кодом «E») в качестве контактирующей с телом поверхности. Исходя из обобщенной в примере 2 информации, можно было бы ожидать, что у образцов впитывающего композита с кодом 1, 2, 4 и 5 в испытании также будет присутствовать большее количество остаточного имитирующего каловые массы средства на поверхности контактирующей с телом поверхности образцов впитывающего композита с кодом в испытании. Тем не менее, как проиллюстрировано на фиг. 43, у образцов впитывающего композита с кодом 1, 2, 4 и 5 в испытании, каждый из которых имел поглощающий слой, присутствующий в их конструкции, все еще присутствовало меньшее количество остаточного имитирующего каловые массы средства на поверхности контактирующей с телом поверхности образцов впитывающего композита с кодом в испытании. Как проиллюстрировано на фигурах 40 и 43, если поглощающий слой присутствует в конструкции впитывающего композита, то состав поглощающего слоя оказывает влияние на количество остаточного имитирующего каловые массы средства на контактирующей с телом поверхности впитывающего композита. Как проиллюстрировано на фиг. 43, у поглощающего слоя с меньшей толщиной нити в денье может присутствовать меньшее количество остаточного имитирующего каловые массы средства на контактирующей с телом поверхности впитывающего композита, чем у впитывающих композитов, содержащих в своей конструкции поглощающий слой с большей толщиной нити в денье.
Пример 9
Испытание на одноциклическое сжатие можно осуществлять для измерения эластичности при сжатии выступающих частей на однослойных слоях с выступающими частями и двухслойных лицевых по отношению к телу материалах с опорным слоем и слоем с выступающими частями. Процент эластичности можно определять путем измерений толщины слоя с выступающими частями и без подложки и двухслойного лицевого по отношению к телу материала при нагрузке и устранении нагрузки.
В данном примере оценивали слой с выступающими частями и без подложки и два различных лицевых по отношению к телу материала после их удаления из впитывающего композита в отношении процента эластичности слоя с выступающими частями и без подложки и двухслойных лицевых по отношению к телу материалов. Каждый впитывающий композит собирали вручную согласно приведенной ниже таблице 11 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Каждый слой с выступающими частями и без подложки и каждый двухслойный лицевой по отношению к телу материал анализировали согласно описанному в настоящем документе способу испытания «Процент эластичности - одноциклическое сжатие».
Таблица 11. Экспериментальные образцы впитывающего композита с кодом в испытании
Что касается собранных впитывающих композитов, экспериментальный прокладочный материал связан при помощи клея с лицевой по отношению к телу поверхностью впитывающей основы. Лицевая по отношению к предмету одежды поверхность впитывающей основы связана при помощи клея с наружным покрытием. Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
На фигуре 44 проиллюстрированы кривые напряжения при сжатии относительно толщины прокладочного материала при одном цикле нагрузки и устранения нагрузки для подвергнутых испытанию слоя с выступающими частями и без подложки и двух лицевых по отношению к телу материалов.
Процент эластичности рассчитывают согласно следующему уравнению:
% эластичности = [(толщина при устранении нагрузки 0,483 кПа)/(толщина при нагрузке 0, 483 кПа)] x 100%
В таблице 12 приведена сводка результатов значений толщины прокладочного материала при 0,483 кПа в ходе нагрузки и устранении нагрузки и процент эластичности для подвергнутых испытанию слоя с выступающими частями и без подложки и двух лицевых по отношению к телу материалов.
Таблица 12. Толщина лицевого по отношению к телу материала (мм) при 0,483 кПа (0,07 фунт/кв. дюйм) в ходе нагрузки и устранения нагрузки и процент эластичности
Как указано в таблице 12 и как проиллюстрировано на фиг. 44, процент эластичности однослойного слоя с выступающими частями и без подложки составлял около 69%. Как дополнительно указано в таблице 12 и как дополнительно проиллюстрировано на фиг. 44, процент эластичности прокладочного материала, такого как слой с выступающими частями, который содержит выступающие части, можно повысить в результате объединения слоя с выступающими частями и опорного слоя с получением лицевого по отношению к телу материала.
Способ испытания «Процент эластичности - одноциклическое сжатие»
1. Используйте «замораживающий» спрей для аккуратного удаления слоя с выступающими частями и без подложки или лицевого по отношению к телу материала с выступающими из впитывающего композита частями.
2. Из слоя с выступающими частями и без подложки или лицевого по отношению к телу материала вырежьте образец для испытания размером 38 мм на 25 мм.
3. Верхнюю и нижнюю плиты из нержавеющей стали прикрепляют к динамометру (модель: Alliance RT/1, производимая компанией MTS System Corporation, производственное предприятие которой расположено в Иден Прейри, Миннесота, США).
4. Верхняя плита имеет диаметр 57 мм, в то время как нижняя плита имеет диаметр 89 мм. Верхнюю плиту соединяют с 100 Н датчиком нагрузки, в то время как нижнюю плиту соединяют с основанием динамометра.
5. Для контроля смещения верхней плиты и регистрации нагрузки и расстояния между двумя плитами используют программное обеспечение TestWorks Version 4, предоставленное MTS.
6. Для верхней плиты инициируют медленное движение вниз и контакт с нижней плитой до тех пор, пока сжимающая нагрузка не достигнет около 5000 г. В этот момент расстояние между двумя плитами равно нулю.
7. Затем для верхней плиты задают движение вверх (от нижней плиты) до тех пор, пока расстояние между двумя плитами не достигнет 15 мм.
8. Результаты считывания показателей ползуна, показанные на программном обеспечении TestWorks Version 4, выставляют на ноль.
9. Образец для испытания размещают в центре нижней плиты так, чтобы выступающие части были обращены к верхней плите.
10. Для верхней плиты инициируют снижение по направлению к нижней плите и сжатие испытуемого образца со скоростью 25 мм/мин. Расстояние, которое проходит верхняя плита, показывается с помощью считывания показателей ползуна. Это процесс нагрузки.
11. При достижении силы 345 грамм (приблизительно 3,5 кПа) верхняя плита прекращает движение вниз и возвращается со скоростью 25 мм/мин в ее изначальное положение, в котором расстояние между двумя плитами составляет 15 мм. Это процесс устранения нагрузки.
12. Сжимающую нагрузку и соответствующее расстояние между двумя плитами при нагрузке и устранении нагрузки регистрируют на компьютере с помощью программного обеспечения TestWorks Version 4, предоставленного MTS.
13. Сжимающую нагрузку преобразуют в сжимающее напряжение путем деления сжимающей силы на площадь образца для испытания.
14. Расстояние между двумя плитами при заданном сжимающем напряжении представляет собой толщину при таком конкретном сжимающем напряжении.
15. Для каждой тестируемой единицы образца испытывают в общей сложности три образца для испытания для получения репрезентативных кривых нагрузки и устранения нагрузки для каждой тестируемой единицы образца.
Пример 10
Для измерения сопротивляемости растяжению и связанного смятия выступающих частей можно измерить процент растяжения при различных нагрузках слоя с выступающими частями и без подложки и двухслойного лицевого по отношению к телу материала.
В данном примере оценивали слой с выступающими частями и без подложки и два различных двухслойных лицевых по отношению к телу материала после их удаления из впитывающего композита в отношении процента растяжения при различных нагрузках слоя с выступающими частями и без подложки и лицевого по отношению к телу материала. Каждый впитывающий композит собирали вручную согласно приведенной ниже таблице 13 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Каждый слой с выступающими частями и без подложки и лицевой по отношению к телу материал анализировали согласно описанному в настоящем документе способу испытания «Нагрузка в сопоставлении с процентом растяжения».
Таблица 13. Экспериментальные образцы впитывающего композита с кодом в испытании
Что касается собранных впитывающих композитов, слой с выступающими частями и без подложки или лицевой по отношению к телу материал связан при помощи клея с лицевой по отношению к телу поверхностью впитывающей основы. Лицевая по отношению к предмету одежды поверхность впитывающей основы связана при помощи клея с наружным покрытием. Впитывающие композиты не имели каких-либо резинок на талии или для ног и не имели каких-либо герметичных отворотов.
На фигуре 45 проиллюстрирована нагрузка (Н/25 мм) в зависимости от процента растяжения для подвергнутых испытанию слоя с выступающими частями и без подложки и двух лицевых по отношению к телу материалов.
В таблице 14 приведена сводка результатов нагрузки в зависимости от процента растяжения для подвергнутых испытанию слоя с выступающими частями и без подложки и двух лицевых по отношению к телу материалов.
Таблица 14. Нагрузка (Н/25 мм) в зависимости от % растяжения при различных нагрузках
(Ньютон/25 мм ширины)
Как проиллюстрировано на фигуре 45 и обобщено в таблице 14, при заданной нагрузке процент удлинения двухслойного лицевого по отношению к телу материала меньше, чем таковой у однослойного слоя с выступающими частями и без подложки. Это демонстрирует преимущества включения опорного слоя в лицевой по отношению к телу материал для обеспечения опоры слою с выступающими частями лицевого по отношению к телу материала. Двухслойный лицевой по отношению к телу материал может обладать повышенной сопротивляемостью растяжению и сохранять высоту выступающих частей лицевого по отношению к телу материала.
Способ испытания «Растягивающая сила по отношению к проценту деформации при растяжении»
1. Используйте «замораживающий» спрей для аккуратного удаления слоя с выступающими частями и без подложки или лицевого по отношению к телу материала с выступающими из впитывающего композита частями.
2. После удаления слоя с выступающими частями и без подложки или лицевого по отношению к телу материала из впитывающего композита вырезают из слоя с выступающими частями и без подложки или лицевого по отношению к телу материала образец для испытания шириной 25 мм и длиной 150 мм. Продольным направлением образца для испытания является машинное направление слоя с выступающими частями и без подложки или лицевого по отношению к телу материала и впитывающего композита.
3. Образец для испытания зажимают между двумя зажимами оборудования для проведения испытания «Нагрузка по отношению к проценту растяжения» (модель: Alliance RT/1, производимая компанией MTS System Corporation, производственное предприятие которой расположено в Иден Прейри, Миннесота, США). Начальное разведение между двумя зажимами составляет 125 мм.
4. Инициируют отхождение верхнего зажима от нижнего зажима со скоростью 3,75 см/мин.
5. Верхний зажим проходит приблизительно 38 мм до того, как его останавливают.
6. Кривую процент растяжения по отношению к нагрузке регистрируют на компьютере с помощью программного обеспечения TestWorks Version 4, предоставленного MTS.
7. Для получения примерной кривой для каждого образца для испытания испытывают в общей сложности три образца.
Пример 11
Поглощение и повторное увлажнение впитывающих композитов гигиенического продукта для женщин и коммерчески доступных продуктов с использованием имитирующего менструальные выделения средства можно оценить как описано в настоящем документе.
В данном примере три различных лицевых по отношению к телу материала и два коммерчески доступных гигиенических продукта для женщин оценивали в отношении их свойств впитывания и повторного увлажнения. Каждый экспериментальный впитывающий композит женской прокладки собирали вручную согласно приведенной ниже таблице 15 с использованием соответствующих описаний материалов, перечисленных в приведенном выше разделе таблицы 3: Описания материалов. Каждый лицевой по отношению к телу материал и впитывающий композит анализировали согласно описанному в настоящем документе способу испытания «Поглощение/повторное увлажнение» с использованием имитирующего менструальные выделения средства. Что касается собранных впитывающих композитов, лицевой по отношению к телу материал связан при помощи клея с лицевой по отношению к телу поверхностью поглощающего слоя. Клей шириной 1,5-2 дюйма наносят на центральную часть лицевого по отношению к телу материала, на опорный слой лицевого по отношению к телу материала (т. е. не содержащую выступающих частей сторону лицевого по отношению к телу материала). Лицевую по отношению к предмету одежды поверхность поглощающего слоя связывают при помощи клея с впитывающей основой.
Таблица 15. Экспериментальные образцы впитывающего композита женской прокладки с кодами в испытании
Образцы с кодами 4 и 5 в испытании являлись материалами с кодами Q и R, соответственно, которые описаны в таблице 3: Описания материалов. Каждый коммерчески доступный продукт анализировали согласно описанному в настоящем документе способу испытания «Поглощение/повторное увлажнение» с использованием имитирующего менструальные выделения средства.
В таблице 16 приведена сводка значений поглощения и повторного увлажнения для трех подвергнутых испытанию лицевых по отношению к телу материалов и двух подвергнутых испытанию коммерчески доступных продуктов.
Таблица 16. Значения поглощения/повторного увлажнения
Как обобщено в таблице 16, второе время поглощения меньше, а значит короче, чем у коммерчески доступных продуктов. Это указывает на то, что лицевой по отношению к телу материал может захватывать текучую среду быстрее и может снижать вероятность утечки, обусловленной медленным захватом текучей среды коммерчески доступными продуктами. Как правило, значения времени поглощения уменьшают за счет показателя повторного увлажнения. В данном случае, несмотря на то, что значение второго времени поглощения меньше при наличии лицевых по отношению к телу материалов, при сравнении с коммерческими продуктами повышение показателя повторного увлажнения не наблюдается.
Получение имитирующего менструальные выделения средства
Имитирующее менструальные выделения средство получали с применением свиной крови и яичного белка куриных яиц согласно приведенному далее протоколу, который опубликован на IP.com 6 августа 2010 года под кодовым номером IPCOM000198395D. Данная процедура представляет собой периодический процесс, с помощью которого можно получить от 2,5 л до 4,0 л текучей среды. Имитирующее менструальные выделения средство можно приобрести у Cocalico Biologicals, Римстаун, Пенсильвания.
1. Аппарат:
1.1 Мешалка и подставка
1.2 Палочка для перемешивания с плоской лопастью диаметром 3”
1.3 Реакционный сосуд емкостью 3 л
1.4 Пластиковый фильтр
1.5 Подготовительная центрифуга
1.6 Гематокритная центрифуга
1.7 Механизированный микродозатор
2. Материалы и расходники:
2.1 Свежие крупные куриные яйца
2.2 Дефибринированная свиная кровь
2.3 Дефибринированная свиная плазма
2.4 Парафильм
2.5 Гематокритные микрокапиллярные трубки
2.6 Герметизирующий материал Critoseal (Oxford Labware)
3. Протокол
3.1 Сбор, отделение и обработка плотного яичного белка
3.1.1. С использованием свежих крупных куриных яиц, одно за раз, удалите яйцо из скорлупы и поместите в приспособление для разделения белка и желтка яиц, установленное на периферии 250-мл стакана. Дайте возможность яйцу пройти через приспособление для разделения белка и желтка яиц и в 250-мл стакан, а затем отбросьте желток. Удалите всю халазу из яйца с помощью округлой столовой ложки и перенесите яичный белок в 600-мл стакан. Данный процесс продолжают до тех пор, пока 12 яиц не будут обработаны и собраны в 600-мл стакане.
3.1.2. Перенесите яичные белки от 12 яиц в пластиковую емкость для фильтрования/сбора и дайте возможность жидкому яичному белку протечь через фильтр в емкость для сбора за 10 минут. Покачивайте емкость для фильтрования из стороны в сторону каждые 3-4 минуты в течение данного процесса для облегчения протекания жидкого яичного белка. Отбросьте жидкий яичный белок.
3.1.3. Поместите чистую емкость для сбора под емкость для фильтрования, содержащую удерживаемый плотный яичный белок и с помощью задней части столовой ложки продавите плотный яичный белок через отверстия в емкости для фильтрования и в емкость для сбора.
3.1.4. Поместите обработанный плотный яичный белок в 1,5 или 2-л стакан.
3.1.5. Повторите обработку 12 яиц до тех пор, пока не будет собрано достаточное количество плотного яичного белка.
3.2 Получение свиной плазмы крови
3.2.1. Налейте свиную кровь в 750-мл пластиковые центрифужные сосуды (макcимально 500 мл в каждом сосуде) и поместите сосуды в держатели. Центрифужные сосуды должны быть заполнены попарно.
3.2.2. Тщательно уравновесьте пары сосудов в их держателях на рычажных весах путем переноса крови из одного сосуда в другой. Затем поместите сосуды и держатели в центрифугу.
3.2.3. Центрифугируйте уравновешенные сосуды при скорости 3500 об/мин в течение 60 минут при комнатной температуре.
3.2.4. Тщательно удалите плазму из каждого сосуда с помощью 10-мл пипетки и пипеточного насоса и поместите в 1-л стакан. Удерживайте наконечник пипетки по меньшей мере на расстоянии 5 мм над слоем эритроцитарной массы во избежание отсасывания эритроцитов и загрязнения плазмы.
3.2.5. В альтернативном случае, дефибринированную свиную плазму можно приобрести у Cocalico Biologicals, Inc.
3.2.5.1. При применении приобретенной плазмы поместите плазму в 750-мл центрифужные сосуды и уравновесьте сосуды как описано выше.
3.2.5.2. Центрифугируйте плазму при скорости 3500 об/мин в течение 30 минут при комнатной температуре. С помощью данной процедуры будет произведено отделение плазмы от какого-либо потенциально присутствующего осадка.
3.2.5.3. Декантируйте осветленную плазму путем аккуратного переливания текучей среды в 1-л стакан.
3.2 Получение свиной эритроцитарной массы
3.2.6. Следуйте описанной выше процедуре для получения свиной плазмы крови.
3.2.7. Удалите оставшуюся надосадочную плазму из каждого сосуда, содержащего эритроцитарную массу и тонкий слой плазмы, с помощью 10-мл пипетки, как описано в приведенном выше разделе 4.2.4.
3.2.8. Поверх слоя эритроцитарной массы остается тонкий темно-желтый слой лейкоцитов (известный как «лейкоцитарная пленка»). Удалите этот слой путем его отсасывания в 3-мл пластиковую пастеровскую пипетку, проводя при этом наконечником пипетки по поверхности слоя эритроцитов.
3.2.9. Перенесите содержимое центрифужных сосудов в 1-л стакан и аккуратно перемешайте резиновой лопаткой.
3.2.10. Отберите небольшую аликвоту перемешанной эритроцитарной массы и трижды измерьте гематокрит как описано в приведенном ниже разделе 5.
3.3. Смешивание обработанного яичного белка и плазмы крови.
3.3.1. Налейте некоторый объем обработанного плотного яичного белка в 3-л реакционный сосуд. Данный объем может составлять от 1000 мл до 1600 мл.
3.3.2. Налейте некоторый объем свиной плазмы крови в 3-л реакционный сосуд. Данный объем должен быть равен 75% объема плотного яичного белка.
3.3.3. Непродолжительное время (10-20 секунд) помешивайте смесь при помощи большой резиновой лопатки.
3.3.4. Опустите в смесь плоский диск для перемешивания из нержавеющей стали диаметром 3”. Диск для перемешивания должен быть отцентрирован в реакционном сосуде и находиться на 5 дюймов ниже поверхности смеси.
3.3.5. Включите мешалку, выставьте скорость мешалки на 1000 об/мин и перемешивайте смесь в течение 1 часа.
3.3.6. Остановите мешалку и удалите палочку и диск для перемешивания.
3.3.7. С помощью резиновой лопатки удалите всю пену, которая могла сформироваться на поверхности смеси при перемешивании.
3.3.8. Перенесите перемешанную смесь в 3-4-л стакан.
3.4. Добавление и смешивание эритроцитарной массы
3.4.1. Измерьте гематокрит эритроцитарной массы с помощью процедуры, которая описана в приведенном ниже разделе 5.
3.4.2. Рассчитайте количество эритроцитарной массы, которое необходимо добавить к смеси яичного белка/плазмы, с помощью одного из следующих уравнений.
3.4.2.1. Если эритроцитарную массу необходимо добавить по объему, используйте следующее уравнение для расчета такого объема:

3.4.2.2. Если эритроцитарную массу необходимо добавить по массе, используйте следующее уравнение для расчета такой массы:

3.4.3. Добавьте рассчитанное количество эритроцитарной массы к смеси яичного белка/плазмы и перемешивайте с помощью резиновой лопатки в течение 1 минуты.
3.5. Заполнение контейнеров для хранения Fenwal.
3.5.1. Отрежьте трубку доступа на контейнерах для хранения Fenwal длиной примерно 24 дюйма.
3.5.2. Прикрепите отрезанный конец трубки контейнера для хранения к выходному отверстию большого пластикового стакана.
3.5.3. Налейте необходимый объем текучей среды в воронку и позвольте текучей среде самотеком наполнить контейнер.
3.5.4. С помощью большого шприца удалите из контейнера все воздушные пузырьки.
3.5.5. Измерьте гематокрит содержимого контейнера с помощью процедуры, которая описана в приведенном ниже разделе 5.
3.5.6. Запечатайте контейнер путем завязывания двойным узлом трубки на расстоянии приблизительно 2-3 дюйма от контейнера или используйте металлические скобы для трубки Fenwal и отрежьте избыток трубки.
4. Испытание на гематокрит
4.1. Обеспечьте, чтобы подлежащие испытанию кровь или имитирующее средство имели комнатную температуру и были хорошо перемешаны.
4.2. Поместите небольшую аликвоту (0,1-0,2 мл) подлежащей испытанию текучей среды в небольшое углубление или на кусочек парафильма.
4.3. Наберите текучую среду в гематокритную пробирку, оставив приблизительно 15 мм воздуха в верхней части пробирки.
4.4. Удерживайте свой палец на верхней части гематокритной пробирки (для предупреждения вытекания текучей среды из пробирки) и запечатайте пробирку путем размещения нижней части пробирки в штативе Hemoseal.
4.5. Разместите заполненные, запечатанные пробирки в гематокритной центрифуге так, чтобы запечатанный конец смотрел от центра центрифуги.
4.6. Центрифугируйте пробирки в течение 3 минут.
4.7. Считайте гематокрит каждой пробирки с использованием встроенного гематокритного ридера.
На фиг. 47A и 47B проиллюстрирована одна подходящая продуктовая линейка впитывающего изделия 10. Применяемый в настоящем документе термин «продуктовая линейка» относится к набору по меньшей мере из двух изделий 10, доступных из одного источника (например, от одного производителя) и характеризующихся практически одинаковой функцией (например, впитывать и удерживать выделения организма). Например, известно создание продуктовой линейки подгузников, состоящей из набора из двух или более подгузников, при этом каждый подгузник в наборе представлен в соответствующем отличном размере (например, по весу) предполагаемого пользователя. Также известно создание продуктовой линейки подгузников, где некоторые подгузники предназначены для девочек, а некоторые подгузники предназначены для мальчиков. Примерная продуктовая линейка подгузников, проиллюстрированная на фиг. 47A и 47B, например, включает подгузник, показанный в целом под номером 502, для мальчиков, и показанный в целом под номером 504, для девочек, с одинаковым размером. То есть, подгузники 502, 504 имеют размер и форму, соответствующую пользователям в пределах одного диапазона размеров (например, по весу). Понятно, что продуктовая линейка может относиться к любому подходящему впитывающему изделию 10 (в том числе, без ограничения, к подгузникам, трусам-подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам, гигиеническим продуктам для женщин, включающим, кроме прочего, менструальные прокладки, продуктам для страдающих недержанием, предметам медицинской одежды, хирургическим прокладкам и бандажам, другим предметам личной гигиены или предметам по уходу за здоровьем) и иметь любой подходящий размер или форму без отступления от некоторых аспектов настоящего раскрытия.
В соответствии с одним соответствующим вариантом осуществления продуктовая линейка может включать первое впитывающее изделие (например, подгузник 502 на фиг. 47A), адаптированное так, чтобы подходить пользователям мужского пола, которое находится в пределах первого диапазона размеров, и по меньшей мере второе впитывающее изделие (например, подгузник 504 на фиг. 47B), адаптированное так, чтобы подходить под пользователей женского пола, которое находится в пределах того же диапазона размеров. Термин «диапазон размеров» применяют в настоящем документе для обозначения любого отличия в размерах между одной группой пользователей и другой, например, по весу, размеру талии или других отличий в размерах. Например, согласно одному варианту осуществления продуктовая линейка может включать подгузники, при этом различные подгузники в продуктовой линейке адаптированы так, чтобы подходить младенцам/начинающим ходить детям в следующих весовых диапазонах: менее 6 фунтов (2,7 килограмма), менее 10 фунтов (4,5 килограмм), 8-14 фунтов (3,6-6,4 килограмма), 12-18 фунтов (5,4-8,2 килограмм), 16-28 фунтов (7,3-12,7 килограмма), 22-37 фунтов (10-16,8 килограмма), более 27 фунтов (12,2 килограмма) и более 35 фунтов (15,9 килограмма). Диапазоны размеров, для которых продуктовая линейка впитывающих изделий адаптирована для соответствия, не обязательно должны быть обозначены размерной характеристикой, но скорее диапазон размеров вместо этого может быть обозначен другими подходящими выражениями. Например, диапазоны размеров могут быть выражены в показательных числах (т. е. 1, 2, 3 и т. д.), буквах (т. е. xs, s, m, l, xl), словах (extra small, small, medium, large, extra-large), возрасте пользователя, стадиях развития (новорожденный (newborn), младенец (infant), ребенок, начинающий ползать (crawler), ребенок, начинающий ходить (toddler), ребенок, ходящий самостоятельно (walker), джуниор (junior)) или их комбинации. Подразумевают, что согласно некоторым аспектам настоящего раскрытия подгузник 502 для мальчика может варьировать по размеру и форме относительно подгузника 504 для девочки и все еще находиться в том же диапазоне размеров. Например, подгузник 502 для мальчиков размера «small» может быть слегка больше, чем подгузник 504 для девочек размера «small». Тем не менее, применительно к настоящему раскрытию данные два подгузника 502, 504 размера «small» рассматривают как находящиеся в одном диапазоне размеров.
Если отдельно обратиться к фиг. 47A и 47B, то подгузники 502, 504 показаны в развернутом и разложенном состоянии. Согласно одному соответствующему варианту осуществления каждый из подгузников 502, 504 является практически таким же, что и подгузник, проиллюстрированный на фиг. 1-6 и описанный выше. Согласно другому соответствующему варианту осуществления, который проиллюстрирован на фиг. 47A и 47B, каждый из подгузников 502, 504 имеет переднюю область 512, 512’ талии, заднюю область 514, 514’ талии и область 516, 516’ промежности, соединяющую между собой переднюю и заднюю области талии, продольные боковые края 518, 518’ и пару противоположных поясных краев, соответственно обозначенных передний поясной край 522, 522’ и задний поясной край 524, 524’. Номера позиции подгузника 504 для девочек, которые обозначают аналогичные элементы в подгузнике 502 для мальчиков, являются одинаковыми, но обозначены при помощи штриха (т. е. « ’ »).
Каждый из подгузников включает наружное покрытие 526, 526’ и лицевой по отношению к телу материал 528, 528’ (в широком значении «взаимодействующий с мужской мочой элемент» и «взаимодействующий с женской мочой элемент» соответственно). Согласно одному варианту осуществления лицевой по отношению к телу материал 528, 528’ может быть связан с наружным покрытием 526, 526’ путем наслоения с помощью любых подходящих способов, таких как, кроме прочего, использование разновидностей клея, получение связей способом ультразвуковой сварки, получение связей способом термосварки, образование связей под давлением или другие традиционные методики. В проиллюстрированных подгузниках 502, 504, впитывающая основа 540, 540’ размещена между наружным покрытием 526, 526’ и лицевым по отношению к телу материалом 528, 528’. Согласно одному соответствующему варианту осуществления, который проиллюстрирован на фиг. 47A и 47B, подгузники 502, 504 могут включать вторичный прокладочный материал 534, 534’. Согласно таким вариантам осуществления вторичный прокладочный материал 534, 534’ может иметь лицевую по отношению к телу поверхность и лицевую по отношению к предмету одежды поверхность. Согласно таким вариантам осуществления лицевой по отношению к телу материал 528, 528’ может лежать поверх лицевой по отношению к телу поверхности вторичного прокладочного материала 534, 534’ и быть связан с ней. Для повышения удерживания и/или впитывания выделений организма подгузники 502, 504 могут предпочтительно содержать передний элемент, представляющий собой резинку на талии (не показан на фиг. 47А, 47В), задний элемент 564, 564’, представляющий собой резинку на талии, и элементы 566, 566’ и 568, 568’, представляющие собой резинки для ног, которые известны специалистам в данной области. Пара герметичных отворотов 550, 550’ и 552, 552’ расположена на каждом из проиллюстрированных подгузников 502, 504 для предупреждения растекания выделений организма в поперечном направлении.
Наружное покрытие
Наружное покрытие 526, 526’ подгузников 502, 504 может быть воздухопроницаемым и/или непроницаемым для жидкости. Наружное покрытие 526, 526’ может быть эластичным, растяжимым или не растяжимым. Наружное покрытие 526, 526’ может быть выполнено из одного слоя, нескольких слоев, слоистых материалов, текстильных материалов спанбонд, пленок, текстильных материалов мелтблаун, эластичной сетки, микропористых полотен и связанных кардочесанных полотен или вспененных материалов, полученных с применением эластомерных или полимерных материалов. Согласно одному варианту осуществления, например, наружное покрытие 526, 526’ может быть выполнено из микропористой полимерной пленки, такой как полиэтилен или полипропилен.
Согласно одному варианту осуществления наружное покрытие 526, 526’ может представлять собой один слой непроницаемого для жидкости материала. Согласно одному варианту осуществления наружное покрытие 526, 526’ предпочтительно может быть растяжимым и более предпочтительно – эластичным, по меньшей мере в поперечном или в окружном направлении соответствующего подгузника 502, 504. Согласно одному варианту осуществления наружное покрытие 526, 526’ может быть растяжимым и более предпочтительно – эластичным как в поперечном 32, так и в продольном 30 направлениях. Согласно одному варианту осуществления наружное покрытие 526, 526’ может представлять собой многослойный слоистый материал, в котором по меньшей мере один из слоев является непроницаемым для жидкости. Согласно одному варианту осуществления наружное покрытие 526, 526’ может представлять собой двухслойную конструкцию, содержащую материал наружного слоя и материал внутреннего слоя, которые могут быть связаны вместе, например, с помощью клея для слоистого материала. Подходящие разновидности клея для слоистого материала могут быть нанесены непрерывно или периодически в виде гранул, спрея, параллельных кривых и т. п. Подходящие разновидности клея можно получить от компании Bostik Findlay Adhesives, Inc., Вауватоза, Висконсин, США. Необходимо понимать, что внутренний слой может быть связан с наружным слоем с использованием связей, полученных способом ультразвуковой сварки, связей, полученных способом термосварки, связей, образованных под давлением, и т. п.
Наружный слой наружного покрытия 526, 526’ может быть любым подходящим материалом и может быть таким, который обеспечивает для пользователя в целом тканеподобную текстуру или внешний вид. Примером такого материала может быть 100% полипропиленовое связанное кардочесанное полотно со структурой ромбовидных связей, доступное от компании Sandler A.G., Германия, например, Sawabond 4185® или эквивалент, 30 г/м2. Другим примером материала, подходящего для применения в качестве наружного слоя наружного покрытия 526, 526’, может быть полипропиленовое нетканое полотно спанбонд, 20 г/м2. Наружный слой также может быть выполнен из тех же материалов, из которых может быть выполнен описанный в настоящем документе вторичный прокладочный материал 34.
Непроницаемый для жидкости внутренний слой наружного покрытия 526, 526’ (или непроницаемое для жидкости наружное покрытие, если наружное покрытие имеет однослойную структуру) может быть либо паропроницаемым (т. е. «воздухопроницаемым»), либо паронепроницаемым. Непроницаемый для жидкости внутренний слой (или непроницаемое для жидкости наружное покрытие 526, 526’, если наружное покрытие имеет однослойную структуру) можно изготовить из тонкой пластиковой пленки, хотя можно применять другие непроницаемые для жидкости материалы. Непроницаемый для жидкости внутренний слой (или непроницаемое для жидкости наружное покрытие 526, 526’, если наружное покрытие имеет однослойную структуру) может препятствовать вытеканию жидких выделений организма из подгузника 502, 504 и намоканию изделий, таких как постельные простыни и одежда, а также пользователя и лица, осуществляющего уход. Примером материала непроницаемого для жидкости внутреннего слоя (или непроницаемого для жидкости наружного покрытия 526, 526’, если наружное покрытие имеет однослойную структуру) может быть пленка с печатным рисунком Berry Plastics XP-8695H, 19 г/м2, или эквивалент, которые коммерчески доступные от компании Berry Plastics Corporation, Эвансвилл, Индиана, США.
Если наружное покрытие 526, 526’ имеет однослойную структуру, его можно подвергнуть тиснению и/или матировать поверхность для получения более тканеподобной текстуры или внешнего вида. Наружное покрытие 526, 526’ может позволять пару выходить из подгузника 502, 504, при этом предотвращая прохождения жидкостей. Подходящий непроницаемый для жидкости, паропроницаемый материал может состоять из микропористой полимерной пленки или нетканого материала, на который было нанесено покрытие или он был обработан другим способом для придания необходимого уровня непроницаемости для жидкости.
Согласно одному соответствующему варианту осуществления наружные покрытия 526, 526’ каждого из подгузников 502, 504 имеют практически одинаковую структуру. Тем не менее, следует понимать, что наружное покрытие 526 подгузника 502 для мальчиков может иметь другую структуру по сравнению с подгузником 504 для девочек без отступления от некоторых аспектов настоящего раскрытия. Следует также понимать, что наружное покрытие 526, 526’ соответствующих подгузников 502, 504 может иметь подходящие графические изображения (например, перманентные графические изображения, активные графические изображения), которые известны из уровня техники. Графические изображения на подгузнике 504 для девочек могут отличаться от графических изображений на подгузнике 502 для мальчиков. В целях настоящего раскрытия отличие в графических изображениях между подгузниками 502, 504, тем не менее, не является отличием в структуре наружных покрытий 526, 526’.
Впитывающая основа
Впитывающая основа 540, 540’ предпочтительно может быть выполнена как в целом сжимаемая, конформная, податливая, не вызывающая раздражение кожи пользователя и способная впитывать и удерживать жидкие выделения организма. Впитывающую основу 540, 540’ можно производить с широким спектром размеров и форм (например, прямоугольной, трапециевидной, T-образной, I-образной, в форме песочных часов и т. д.) и из широкого спектра материалов. Размер и впитывающая способность впитывающей основы 540, 540’ должны соответствовать размеру и полу предполагаемого пользователя и нагрузке жидкости, обеспечиваемой предполагаемым пользователем подгузника 502, 504. Кроме того, размер и впитывающая способность впитывающей основы 540, 540’ может варьировать для удобства ношения пользователями, от младенцев (например, подгузники) до взрослых (например, продукты для взрослых, страдающих недержанием).
Впитывающая основа 540, 540’ может иметь длину в диапазоне от приблизительно 150, 160, 170, 180, 190, 200, 210, 220, 225, 230, 240, 250, 260, 270, 280, 290, 300, 310, 320, 330, 340 или 350 мм до приблизительно 355, 360, 380, 385, 390, 395, 400, 410, 415, 420, 425, 440, 450, 460, 480, 500, 510 или 520 мм. Впитывающая основа 540, 540’ может иметь ширину в паховой области в диапазоне от приблизительно 30, 40, 50, 55, 60, 65 или 70 мм до приблизительно 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 125, 130, 140, 150, 160, 170 или 180 мм. Ширина впитывающей основы 540, 540’, расположенной в соответствующей передней области 512, 512’ талии и/или задней 514, 514’ области талии, может находиться в диапазоне от приблизительно 50, 55, 60, 65, 70, 75, 80, 85, 90 или 95 мм до приблизительно 100, 105, 110, 115, 120, 125 или 130 мм. Как отмечалось в настоящем документе, впитывающая основа 540, 540’ может иметь длину и ширину, которая может быть меньше или равна длине и ширине соответствующего подгузника 540, 540’.
Согласно одному соответствующему варианту осуществления подгузники 502, 504 могут иметь следующие диапазоны длины и ширины впитывающей основы 540, 540’ в форме песочных часов: длина впитывающей основы может находится в диапазоне от приблизительно 170, 180, 190, 200, 210, 220, 225, 240 или 250 мм до приблизительно 260, 280, 300, 310, 320, 330, 340, 350, 355, 360, 380, 385 или 390 мм; ширина впитывающей основы в области 516, 516’ промежности может находиться в диапазоне от приблизительно 40, 50, 55 или 60 мм до приблизительно 65, 70, 75, 80 или 90 мм; ширина впитывающей основы в передней области 512, 512’ талии и/или задней области талии 514, 514’ может находиться в диапазоне от приблизительно 80, 85, 90 или 95 мм до приблизительно 100, 105 или 110 мм. В подгузниках 502, 504, проиллюстрированных на фигурах 47A и 47B, например, впитывающая основа 540, 540’ имеет длину приблизительно 308 мм, ширину в области 516, 516’ промежности приблизительно 86 мм, ширину в передней области 512, 512’ талии приблизительно 102 мм и ширину в задней области 514, 514’ талии приблизительно 105 мм.
Согласно вариантам осуществления, проиллюстрированным на фигурах 47A и 47B, впитывающая основа 540 подгузника 502 для мальчиков имеет конфигурацию, отличную от конфигурации впитывающей основы 540’ подгузника 504 для девочек. В частности, продольная протяженность (т. е. в продольном направлении 30) части впитывающей основы в передней области 512 талии с шириной 102 мм является большей в подгузнике 502 для мальчиков по сравнению с продольной протяженностью (т. е. в продольном направлении 30) части впитывающей основы в передней области 512’ талии с шириной 102 мм в подгузнике 504 для девочек. Например, согласно проиллюстрированному варианту осуществления продольная протяженность части впитывающей основы в передней области 512’ талии с шириной 102 мм составляет 65 мм в подгузнике 502 для мальчиков по сравнению с 45 мм в подгузнике 504 для девочек. Кроме того, продольная протяженность (т. е. в продольном направлении 30) части впитывающей основы в задней области 514 талии с шириной 105 мм является меньшей в подгузнике 502 для мальчиков по сравнению с продольной протяженностью части впитывающей основы в задней области 514’ талии с шириной 105 мм в подгузнике 504 для девочек. Например, согласно проиллюстрированному варианту осуществления продольная протяженность части впитывающей основы в задней области 514’ талии с шириной 105 мм составляет 29 мм в подгузнике 502 для мальчиков по сравнению с 49 мм в подгузнике 504 для девочек. Следует понимать, что впитывающая основа 540 в подгузнике 502 для мальчиков может быть практически такой же, что и впитывающая основа 540’ в подгузнике 504 для девочек без отступления от некоторых аспектов настоящего раскрытия. Следует также понимать, что впитывающая основа 540 в подгузнике 502 для мальчиков отличается от впитывающей основы 540’ в подгузнике 504 для девочек любым подходящим способом без отступления от некоторых аспектов настоящего раскрытия.
Согласно одному соответствующему варианту осуществления впитывающая основа 540, 540’ может содержать материал полотна из гидрофильных волокон, целлюлозных волокон (например, древесных волокон), натуральных волокон, синтетических волокон, тканые или нетканые полотна, сетчатый материал по типу марли или другие стабилизирующие структуры, супервпитывающий материал, связующие материалы, поверхностно-активные вещества, определенные гидрофобные и гидрофильные материалы, пигменты, лосьоны, средства для устранения неприятного запаха и т. п., а также их комбинации. Согласно одному особенно подходящему варианту осуществления впитывающая основа 540, 540’ может представлять собой матрицу из целлюлозного ворса и супервпитывающего материала.
Впитывающая основа 540, 540’ может быть выполнена из одного слоя материалов или, согласно альтернативному варианту, может быть выполнена из двух слоев материалов или более. Согласно одному варианту осуществления, в котором впитывающая основа 540, 540’ имеет два слоя, впитывающая основа может иметь лицевой по отношению к пользователю слой, предпочтительно состоящий из гидрофильных волокон, и лицевой по отношению к предмету одежды слой, предпочтительно состоящий отчасти из материала с высокой впитывающей способностью, обычно известного как супервпитывающий материал. Согласно такому варианту осуществления лицевой по отношению к носителю слой впитывающей основы 540, 540’ предпочтительно может состоять из целлюлозного ворса, такого как ворс из древесной целлюлозы, а лицевой по отношению к предмету одежды слой впитывающей основы предпочтительно может состоять из супервпитывающего материала или смеси целлюлозного ворса и супервпитывающего материала. В результате лицевой по отношению к пользователю слой может обладать более низкой впитывающей способностью на единицу веса, чем лицевой по отношению к предмету одежды слой. Лицевой по отношению к пользователю слой в альтернативном случае может состоять из смеси гидрофильных волокон и супервпитывающего материала, при условии, что концентрация супервпитывающего материала, присутствующего в лицевом по отношению к пользователю слое, ниже концентрации супервпитывающего материала, присутствующего в лицевом по отношению к предмету одежды слое с тем, чтобы лицевой по отношению к пользователю слой мог обладать более низкой впитывающей способностью на единицу веса, чем лицевой по отношению к предмету одежды слой. Также предусматривается, что лицевой по отношению к предмету одежды слой может состоять исключительно из супервпитывающего материала, без отступления от объема настоящего раскрытия. Также подразумевают, что согласно одному варианту осуществления каждый из слоев, лицевой по отношению к пользователю и лицевой по отношению к предмету одежды слои, может содержать супервпитывающий материал, так что впитывающие способности двух супервпитывающих материалов могут отличаться и могут обеспечивать впитывающей основе 540, 540’ более низкую впитывающую способность в лицевом по отношению к пользователю слое, чем в лицевом по отношению к предмету одежды слое.
Во впитывающей основе 540, 540’ можно применять различные типы смачиваемых гидрофильных волокон. Примеры подходящих волокон включают натуральные волокна, целлюлозные волокна, синтетические волокна, состоящие из целлюлозы или производных целлюлозы, такие как целлюлозные химические волокна; неорганические волокна, состоящие из смачиваемого по своей природе материала, такого как стекловолокна; синтетические волокна, полученные из смачиваемых по своей природе термопластических полимеров, такие как конкретные полиэфирные или полиамидные волокна, или состоящие из несмачиваемых термопластических полимеров, такие как полиолефиновые волокна, которые были гидрофилизированы с помощью подходящих средств. Волокна можно гидрофилизировать, например, посредством обработки поверхностно-активным веществом, обработки силикагелем, обработки материалом, который характеризуется наличием подходящего гидрофильного фрагмента и который нельзя легко удалить с волокна, или посредством нанесения на несмачиваемое гидрофобное волокно оболочки из гидрофильного полимера в процессе формирования волокна или после этого. Например, одним подходящим типом волокна является древесная целлюлоза, которая представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую, в основном, волокна из мягких пород древесины. Тем не менее, древесную целлюлозу можно заменить другими волокнистыми материалами, такими как синтетические, полимерные волокна или волокна мелтблаун, или комбинацией волокон мелтблаун и натуральных волокон. Согласно одному варианту осуществления целлюлозный ворс может включать смесь ворса из древесной целлюлозы. Примером ворса из древесной целлюлозы может быть «CoosAbsorbTM S ворс Pulp» или эквивалент, доступные от Abitibi Bowater, Гринвилл, Южная Каролина, США, который представляет собой выбеленную сульфатную древесную целлюлозу с высокой впитывающей способностью, содержащую, в основном, волокна из мягких пород древесины из южной части США.
Впитывающую основу 540, 540’ можно сформировать с помощью методики сухого формования, методики воздушного формования, методики мокрого формования, методики формования с пенообразованием и т. п., а также их комбинаций. Также может быть использован нетканый материал коформ. Способы и аппарат для осуществления таких методик хорошо известны из уровня техники.
Подходящие супервпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Супервпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры. Сшивание может представлять собой образование ковалентной, ионной, ван-дер-ваальсовой или водородной связи. Как правило, супервпитывающий материал может впитывать количество жидкости по меньшей мере в десять раз больше своего веса. Согласно одному варианту осуществления супервпитывающий материал может впитывать количество жидкости более чем в двадцать четыре больше своего веса. Примеры супервпитывающих материалов включают полиакриламиды, поливиниловый спирт, сополимеры этилена и малеинового ангидрида, поливиниловые эфиры, гидроксипропилцеллюлозу, карбоксиметилцеллюлозу, поливинилморфолинон, полимеры и сополимеры винилсульфоновой кислоты, полиакрилаты, полиакриламиды, поливинилпирролидон и т. п. Дополнительные полимеры, подходящие в качестве супервпитывающего материала, включают гидролизованный привитой сополимер крахмала и акрилонитрила, привитой сополимер крахмала и акриловой кислоты, полиакрилаты и сополимеры изобутилена и малеинового ангидрида и их смеси. Супервпитывающий материал может иметь форму дискретных частиц. Дискретные частицы могут иметь любую необходимую форму, например, спиральную или полуспиральную, кубическую, стержневидную, полиэдрическую и т. д. Также для применения согласно настоящему изобретению предусмотрены формы с наибольшим соотношением наибольший размер/наименьший размер, такие как иглы, чешуйки и волокна. Также во впитывающей основе 540, 540’ можно применять конгломераты частиц супервпитывающих материалов.
Согласно одному соответствующему варианту осуществления впитывающая основа 540, 540’ может не содержать супервпитывающий материал. Согласно другим подходящим вариантам осуществления впитывающая основа 540, 540’ может содержать по меньшей мере приблизительно 15% по весу супервпитывающего материала. Например, впитывающая основа 540, 540’ может содержать по меньшей мере приблизительно 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или 100% по весу супервпитывающего материала. В другом примере впитывающая основа 540, 540’ может содержать менее приблизительно 100, 99, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40 35, 30, 25 или 20% по весу супервпитывающего материала. В еще одном примере впитывающая основа 540, 540’ может содержать от приблизительно 15, 20, 25, 30, 35, 40, 45, 50, 55 или 60% до приблизительно 65, 70, 75, 80, 85, 90, 95, 99 или 100% по весу супервпитывающего материала. Примеры супервпитывающего материала включают без ограничения FAVOR SXM-9300 или эквивалент, доступный от Evonik Industries, Гринсборо, Северная Каролина, США, HYSORB 8760 или эквивалент, доступный от BASF Corporation, Шарлотт, Северная Каролина, США, и SG200 супервпитывающий материал от SDP Global Co., Ltd., Токио, Япония.
Согласно одному соответствующему варианту осуществления впитывающая основа 540 подгузника 502 для мальчиков содержит другое количество супервпитывающего материала по сравнению с впитывающей основой 540’ подгузника 504 для девочек. Согласно одному особенно подходящему варианту осуществления впитывающая основа 540 подгузника 502 для мальчиков имеет большее количество супервпитывающего материала по сравнению с впитывающей основой 540’ подгузника 504 для девочек. Например, согласно проиллюстрированным вариантам осуществления подгузник 502 для мальчиков содержит приблизительно 11,7 грамм супервпитывающего материала, и подгузник 504 для девочек содержит приблизительно 10,6 грамм супервпитывающего материала. Тем не менее, следует понимать, что впитывающая основа 540 подгузника 502 для мальчиков может содержать практически такое же количество или меньшее количество супервпитывающего материала, что и подгузник 504 для девочек без отступления от некоторых аспектов настоящего раскрытия. Следует также понимать, что расположение и концентрация супервпитывающего материала во впитывающей основе 540 подгузника 502 для мальчиков может отличаться от расположения и концентрации супервпитывающего материала во впитывающей основе 540’ подгузника 504 для девочек. Например, супервпитывающий материал впитывающей основы 540 подгузника 502 для мальчиков может располагаться ближе к передней части (т. е. ближе к переднему поясному краю 522 и дальше от заднего поясного края 524), чем супервпитывающий материал впитывающей основы 540’ подгузника 504 для девочек к соответствующим передним и задним поясным краям 522’, 524’.
Переносящий текучую среду слой/поглощающий слой
Как описано относительно предыдущих вариантов осуществления впитывающего изделия 10, подгузники 502, 504 могут быть выполнены с переносящим текучую среду слоем (так как проиллюстрировано в неограничивающих примерах на фигурах 4–6) или без переносящего текучую среду слоя (так как проиллюстрировано в неограничивающих примерах на фигуре 3). Подобным образом, подгузники 502, 504 могут быть выполнены с или без поглощающего слоя (как проиллюстрировано, например, на фиг. 5), который может способствовать замедлению и диффузии выбросов или излияний жидких выделений организма, проникающих в лицевой по отношению к телу материал 528, 528’. Переносящий текучую среду слой и поглощающий слой подробно описаны выше.
Лицевой по отношению к телу материал
Согласно одному соответствующему варианту осуществления лицевой по отношению к телу материал 528, 528’ подгузников 502, 504, проиллюстрированный на фигурах 47A и 48B, представляет собой полотно из подвергнутого струйному скреплению слоистого материала с выступающими частями 90, выходящими наружу и в сторону по меньшей мере от одной заданной внешней поверхности полотна из слоистого материала, как показано на фигурах 7-9. Таким образом, лицевой по отношению к телу материал 528, 528’ подгузников 502, 504 может иметь два слоя, такие как опорный слой 92 и слой 94 с выступающими частями, как показано на фигурах 7-9 и описано выше. Согласно одному соответствующему варианту осуществления выступающие части 90 могут быть круглыми при обзоре сверху с отчасти куполообразными или изогнутыми верхушками или закрытыми концами 110, такими как наблюдаемые при обзоре в поперечном разрезе, например, как показано на фигурах 10, 10A и 10B. Фактическая форма выступающих частей 90 может изменяться в зависимости от формы формирующей поверхности, в которую вдавливают волокна из слоя 94 с выступающими частями. Таким образом, но не ограничиваясь указанными вариантами, формы выступающих частей 90 могут быть, например, круглыми, овальными, квадратными, прямоугольными, треугольными, ромбовидными и т. д. Как ширина, так и высота выступающих частей 90 могут варьировать, поскольку могут присутствовать промежуток и структура выступающих частей 90. Согласно одному варианту осуществления в одном слое 94 с выступающими частями можно использовать выступающие части 90 с различными формами, размерами и промежутками.
Согласно одному соответствующему варианту осуществления выступающие части 90 могут иметь высоту, измеренную согласно способу испытания «Способ определения высоты выступающих частей», описанному в данном документе, более приблизительно 1 мм. Например, выступающие части 90 могут иметь высоту, превышающую приблизительно 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 мм. В другом примере выступающие части 90 могут иметь высоту от приблизительно 1, 2, 3, 4 или 5 мм до приблизительно 6, 7, 8, 9 или 10 мм. Согласно проиллюстрированному варианту осуществления выступающие части 90 лицевого по отношению к телу материала 528, 528’ как подгузника 502 для мальчиков, так и подгузника 504 для девочек имеют высоту приблизительно 1,4 мм, по результатам измерения согласно описанному в настоящем документе способу испытания «Способ определения высоты выступающих частей». Согласно одному соответствующему варианту осуществления выступающие части 90 могут иметь ширину, измеренную согласно способу испытания «Способ определения ширины выступающих частей», более приблизительно 1 мм. Например, выступающие части 90 могут иметь ширину, превышающую приблизительно 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 мм. В другом примере выступающие части 90 могут иметь ширину от приблизительно 1, 2, 3, 4 или 5 мм до приблизительно 6, 7, 8, 9 или 10 мм. Ширина и высота представляют собой максимальные ширину и высоту выступающих частей 90. Таким образом, если выступающие части 90 имеют эллиптическую форму, например, ширина (или высота) измеряется вдоль основной оси.
Следует понимать, что выступающие части 90 в лицевом по отношению к телу материале 528, 528’ зачастую не являются одинаковыми и что могут присутствовать некоторые вариации между выступающими частями без отступления от некоторых аспектов настоящего раскрытия. Согласно одному соответствующему варианту осуществления размеры выступающих частей могут находиться в пределах 25 процентов, 20 процентов, 15 процентов, 10 процентов, 5 процентов и 1 процента друг от друга. То есть, вариации по высоте и/или по ширине выступающих частей 90 в лицевом по отношению к телу материале 528, 528’ могут составлять 25 процентов, 20 процентов, 15 процентов, 10 процентов, 5 процентов и 1 процент друг от друга.
Согласно другому соответствующему варианту осуществления размеры выступающих частей 90 могут варьировать по всему лицевому по отношению к телу материалу 528, 528’. Таким образом, не все выступающие части 90 в лицевом по отношению к телу материале 528, 528’ должны иметь одинаковый размер и/или форму. Подразумевают, что размер и форма выступающих частей 90 может варьировать в различных областях лицевого по отношению к телу материала 528, 528’. Например, выступающие части 90 в области лицевого по отношению к телу материала 528, 528’, где ожидается принятие выделений пользователя, могут иметь размер и/или форму, отличные от размера и/или формы выступающих частей в областях лицевого по отношению к телу материала, где не ожидается принятие выделений пользователя. Как будет легко понятно, область лицевого по отношению к телу материала 528, 528’, где ожидается принятие выделений, отличается для подгузника 502 для мальчиков и для подгузника 504 для девочек.
Согласно одному соответствующему варианту осуществления выступающие части 90 лицевого по отношению к телу материала 528 подгузника 502 для мальчиков имеют конфигурацию, отличную от конфигурации выступающих частей лицевого по отношению к телу материала 528’ подгузника 504 для девочек. Согласно одному особенно подходящему варианту осуществления выступающие части лицевого по отношению к телу материала 528 подгузника для мальчиков имеют по меньшей мере один размер (например, высота, ширина), превышающий размер выступающих частей лицевого по отношению к телу материала 528’ подгузника 504 для девочек. Согласно одному соответствующему варианту осуществления ширина выступающих частей 90 лицевого по отношению к телу материала 528 подгузника 502 для мальчиков составляет приблизительно 4 мм, приблизительно 5 мм, приблизительно 6 мм или больше и ширина выступающих частей 90 лицевого по отношению к телу материала 528’ подгузника 504 для девочек составляет приблизительно 3 мм, приблизительно 2 мм или меньше, по результатам измерения согласно описанному в настоящем документе способу испытания «Способ определения ширины выступающих частей». Следует понимать, что выступающие части 90 лицевого по отношению к телу материала 528 подгузника 502 для мальчиков могут отличаться от выступающих частей лицевого по отношению к телу материала 528’ подгузника 504 для девочек в отношении других характеристик (например, разной высотой, по результатам измерения согласно описанному в настоящем документе способу испытания «Способ определения высоты выступающих частей») без отступления от некоторых аспектов настоящего раскрытия. Следует также понимать, что выступающие части 90 лицевого по отношению к телу материала 528, 528’ подгузников 502, 504 для мальчиков и для девочек могут иметь любую подходящую форму, в том числе без ограничения овальную, почковидную форму, ромбовидную. Следует также понимать, что выступающие части 90 лицевого по отношению к телу материала 528 подгузника 502 для мальчиков могут иметь форму, отличную от формы выступающих частей 90 лицевого по отношению к телу материала 528’ подгузника 504 для девочек. Как упомянуто выше, подгузник 502 для мальчиков и подгузник 504 для девочек, описанные в настоящем документе, адаптированы для одного диапазона размеров.
Как пояснено выше, выступающие части 90 лицевого по отношению к телу материала 528, 528’ могут быть окружены низинными областями 116 (см., например, фигуры 7 и 10). Согласно одному соответствующему варианту осуществления низинные области 116 могут иметь процент открытой области, в котором свет может проходить через низинные области беспрепятственно со стороны материала, формирующего низинные области, такого как, например, волокнистый материал. Процент открытой области, имеющийся в низинных областях 116, охватывает всю область низинных областей, где свет может беспрепятственно проходить через низинные области. Так, например, процент открытой области в низинной области 116 может охватывать всю открытую область в низинных областях посредством отверстий, промежутка между волокнами и любого другого промежутка в низинных областях, где беспрепятственно может проходить свет. Согласно различным вариантам осуществления низинные области 116 могут иметь более чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 528, 528’, по результатам измерения в соответствии с описанным в настоящем документе способом испытания «Способ определения процента открытой области». Согласно проиллюстрированному варианту осуществления, например, низинные области 116 лицевого по отношению к телу материала 528, 528’ подгузника 502 для мальчиков и подгузника 504 для девочек составляют приблизительно 1,5% открытой области в выбранной области соответствующего лицевого по отношению к телу материала, по результатам измерения в соответствии с описанным в настоящем документе способом испытания «Способ определения процента открытой области». Соответственно, согласно одному соответствующему варианту осуществления низинные области 116 в выбранной области лицевого по отношению к телу материала 528 подгузника 502 для мальчиков имеют примерно такой же процент открытой области, как и низинные области в выбранной области лицевого по отношению к телу материала 528’ подгузника 504 для девочек. Согласно другому соответствующему варианту осуществления низинные области 116 в выбранной области лицевого по отношению к телу материала 528 подгузника 502 для мальчиков имеют процент открытой области, отличный от процента открытой области низинных областей в выбранной области лицевого по отношению к телу материала 528’ подгузника 504 для девочек.
Низинные области 116 могут иметь более чем приблизительно 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19 или 20% открытой области в выбранной области лицевого по отношению к телу материала 528, 528’. Согласно различным вариантам осуществления низинные области 116 могут иметь приблизительно 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 10,5, 11, 11,5, 12, 12,5, 13, 13,5, 14, 14,5, 15, 15,5, 16, 16,5, 17, 17,5, 18, 18,5, 19, 19,5 или 20% открытой области в выбранной области лицевого по отношению к телу материала 528, 528’. Согласно различным вариантам осуществления низинные области 116 могут иметь от приблизительно 1, 2 или 3% до приблизительно 4 или 5% открытой области в выбранной области лицевого по отношению к телу материала 528, 528’. Согласно различным вариантам осуществления низинные области 116 могут иметь от приблизительно 4, 5, 6 или 7% до приблизительно 8, 9 или 10% открытой области в выбранной области лицевого по отношению к телу материала 528, 528’. Согласно различным вариантам осуществления низинные области 116 могут иметь от приблизительно 10, 11, 12, 13, 14 или 15% до приблизительно 16, 17, 18, 19 или 20% открытой области в выбранной области лицевого по отношению к телу материала 528, 528’. Согласно различным вариантам осуществления низинные области 116 могут иметь более чем приблизительно 20% открытой области в выбранной области лицевого по отношению к телу материала 528, 528’.
Согласно одному соответствующему варианту осуществления выступающие части 90 могут иметь процент открытой области, в котором свет может проходить через выступающие части беспрепятственно со стороны материала, формирующего выступающие части, такого как, например, волокнистый материал. Процент открытой области, имеющейся в выступающих частях 90, охватывает всю область выступающих частей, где свет может беспрепятственно проходить через низинные области. Так, например, процент открытой области выступающих частей 90 может охватывать всю открытую область выступающих частей посредством отверстий, промежутка между волокнами и любых других промежутков в выступающих частях, где свет может проходить беспрепятственно. Согласно различным вариантам осуществления выступающие части 90 могут иметь менее чем приблизительно 1% открытой области в выбранной области лицевого по отношению к телу материала 528, 528’, по результатам измерения в соответствии с описанным в настоящем документе способом испытания «Способ определения процента открытой области». Согласно проиллюстрированному варианту осуществления, например, выступающие части 90 лицевого по отношению к телу материала 528, 528’ подгузника 502 для мальчиков и подгузника 504 для девочек составляют приблизительно 0,24% и приблизительно 0,35% открытой области в выбранной области лицевого по отношению к телу материала, по результатам измерения в соответствии с описанным в настоящем документе способом испытания «Способ определения процента открытой области». Соответственно, согласно одному соответствующему варианту осуществления выступающие части 90 в выбранной области лицевого по отношению к телу материала 528 подгузника 502 для мальчиков имеют примерно такой же процент открытой области, как и выступающие части в выбранной области лицевого по отношению к телу материала 528’ подгузника 504 для девочек. Согласно другому соответствующему варианту осуществления выступающие части 90 в выбранной области лицевого по отношению к телу материала 528 подгузника 502 для мальчиков имеют процент открытой области, отличный от процента открытой области выступающих частей в выбранной области лицевого по отношению к телу материала 528’ подгузника 504 для девочек.
Выступающие части 90 лицевого по отношению к телу материала 528, 528’ подгузников 502, 504 могут быть реализованы в любой подходящей ориентации (см., например, фигуры 11A, 11B и 11C). Согласно одному соответствующему варианту осуществления выступающие части 90 могут быть расположены случайным образом на лицевом по отношению к телу материале 528, 528’. Согласно другому соответствующему варианту осуществления выступающие части 90 могут быть ориентированы линейно в продольном направлении 30 подгузника 502, 504. Согласно еще одному соответствующему варианту осуществления выступающие части 90 могут быть ориентированы линейно в поперечном направлении 32 подгузника 502, 504. Согласно еще одному соответствующему варианту осуществления выступающие части 90 могут быть ориентированы линейно в направлении, которое может находиться под углом к продольному направлению 30 и/или поперечному направлению 32. Подразумевают, что выступающие части 90 лицевого по отношению к телу материала 528 подгузника 502 для мальчиков могут иметь ориентацию, отличную от ориентации выступающих частей лицевого по отношению к телу материала 528’ подгузника 504 для девочек. Также подразумевают, что выступающие части 90 лицевого по отношению к телу материала 528 подгузника 502 для мальчиков могут иметь такую же ориентацию, как и выступающие части лицевого по отношению к телу материала 528’ подгузника 504 для девочек.
Согласно одному соответствующему варианту осуществления лицевой по отношению к телу материал 528 подгузника 502 для мальчиков может иметь плотность выступающих частей меньше чем плотность выступающих частей лицевого по отношению к телу материала 528’ подгузника 504 для девочек. Согласно проиллюстрированному варианту осуществления, например, плотность выступающих частей лицевого по отношению к телу материала 528 подгузника 502 для мальчиков (25 выступающих частей на квадратный дюйм (25,4 мм2)) составляет примерно половину плотности выступающих частей лицевого по отношению к телу материала 528’ подгузника 504 для девочек (49 выступающих частей на квадратный дюйм (25,4 мм2)), определенная согласно описанному в настоящем документе «Способу определения плотности выступающих частей». Согласно одному соответствующему варианту осуществления плотность выступающих частей лицевого по отношению к телу материала 528 подгузника 502 для мальчиков может составлять от приблизительно 5 выступающих частей на квадратный дюйм до приблизительно 45 выступающих частей на квадратный дюйм, более конкретно от приблизительно 15 выступающих частей на квадратный дюйм до приблизительно 35 выступающих частей на квадратный дюйм и еще более конкретно приблизительно 25 выступающих частей на квадратный дюйм. Плотность выступающих частей лицевого по отношению к телу материала 528’ подгузника 504 для девочек может составлять от приблизительно 35 выступающих частей на квадратный дюйм до приблизительно 75 выступающих частей на квадратный дюйм, более конкретно от приблизительно 40 выступающих частей на квадратный дюйм до приблизительно 60 выступающих частей на квадратный дюйм и еще более конкретно приблизительно 49 выступающих частей на квадратный дюйм. Тем не менее, следует понимать, что лицевые по отношению к телу материалы 528, 528’ подгузников 502, 504 для мальчиков и для девочек могут иметь любую подходящую плотность без отступления от некоторых аспектов настоящего раскрытия.
Следует понимать, что плотность выступающих частей лицевого по отношению к телу материала 528, 528’ может варьировать в подгузнике 502 для мальчиков и/или в подгузнике 504 для девочек. Таким образом, плотность выступающих частей в лицевом по отношению к телу материале 528, 528’ не должна быть однородной. Подразумевают, что плотность выступающих частей 90 может варьировать в различных областях лицевого по отношению к телу материала 528, 528’. Например, плотность выступающих частей в областях лицевого по отношению к телу материала 528, 528’, где ожидается принятие выделений пользователя, может быть отличной (например, больше) от плотности выступающих частей в областях лицевого по отношению к телу материала, где не ожидается принятие выделений пользователя. Как будет легко понятно, область лицевого по отношению к телу материала 528, 528’, где ожидается принятие выделений, отличается для подгузника 502 для мальчиков и для подгузника 504 для девочек.
Низинные области 116 лицевого по отношению к телу материала 528, 528’ подгузников 502, 504 могут быть реализованы в любой подходящей ориентации (см., например, фигуры 11A, 11B и 11C). Согласно одному соответствующему варианту осуществления низинные области 116 могут быть ориентированы линейно в продольном направлении 30 подгузника 502, 504. Согласно другому соответствующему варианту осуществления низинные области 116 могут быть ориентированы линейно в поперечном направлении 32. Согласно еще одному соответствующему варианту осуществления низинные области 116 могут быть ориентированы линейно в направлении, которое может находиться под углом к продольному направлению 30 и/или поперечному направлению 32 подгузника 502, 504. Подразумевают, что низинные области 116 лицевого по отношению к телу материала 528 подгузника 502 для мальчиков могут иметь ориентацию, отличную от ориентации низинных областей лицевого по отношению к телу материала 528’ подгузника 504 для девочек. Также подразумевают, что низинные области 116 лицевого по отношению к телу материала 528 подгузника 502 для мальчиков могут иметь такую же ориентацию, как и низинные области лицевого по отношению к телу материала 528’ подгузника 504 для девочек.
Согласно одному соответствующему варианту осуществления лицевой по отношению к телу материал 528 подгузника 502 для мальчиков может иметь размер и/или форму такие же, что и лицевой по отношению к телу материал 528’ подгузника 504 для девочек. Согласно проиллюстрированному варианту осуществления, например, лицевые по отношению к телу материалы 528, 528’ как подгузника 502 для мальчиков, так и подгузника 504 для девочек обычно имеют прямоугольную форму. Длина (измеренная в продольном направлении 30) проиллюстрированных лицевых по отношению к телу материалов 528, 528’ составляет примерно 318 мм и ширина (измеренная в поперечном направлении 32) составляет примерно 80 мм. Согласно другому соответствующему варианту осуществления лицевой по отношению к телу материал 528 подгузника 502 для мальчиков может иметь другой размер и/или форму, чем лицевой по отношению к телу материал 528’ подгузника 504 для девочек. Например, лицевой по отношению к телу материал 528 подгузника 502 для мальчиков может иметь длину (измеренную в продольном направлении 30) и/или ширину (измеренную в поперечном направлении 32), которая является большей или меньшей чем длина или ширина лицевого по отношению к телу материала 528’ подгузника для девочек. Следует понимать, что лицевые по отношению к телу материалы 528, 528’ могут иметь любой подходящий размер и/или форму без отступления от некоторых аспектов настоящего изобретения.
Согласно одному соответствующему варианту осуществления лицевые по отношению к телу материалы 528, 528’ подгузников 502, 504 для мальчиков и для девочек могут иметь размер и/или форму такие же, что и соответствующая впитывающая основа 540, 540’. Согласно другому соответствующему варианту осуществления, лицевые по отношению к телу материалы 528, 528’ подгузников 502, 504 для мальчиков и для девочек могут иметь размер и/или форму отличные от соответствующей впитывающей основы 540, 540’. Согласно варианту осуществления, проиллюстрированному на фигурах 47A и 47B, например, лицевые по отношению к телу материалы 528, 528’ длиннее (в частности, длиннее на 10 мм) и уже (в частности уже на 6 мм), чем соответствующая впитывающая основа 540, 540’. Другими словами, впитывающие основы 540, 540’ проиллюстрированных подгузников 502, 504 для мальчиков и для девочек короче по длине (измеренной в продольном направлении 30) и шире (измеренной в поперечном направлении 32), чем соответствующий лицевой по отношению к телу материал 528, 528’. Следует понимать, что лицевые по отношению к телу материалы 528, 528’ подгузников 502, 504 для мальчиков и для девочек могут иметь любую подходящую ширину и длину без отступления от некоторых аспектов настоящего раскрытия.
Согласно одному соответствующему варианту осуществления лицевой по отношению к телу материал 528 подгузника 502 для мальчиков может быть расположен иначе в подгузнике, чем лицевой по отношению к телу материал 528’ подгузника 504 для девочек. Согласно проиллюстрированному варианту осуществления, например, лицевой по отношению к телу материал 528 подгузника 502 для мальчиков располагается ближе к передней части (т. е. ближе к переднему поясному краю 522 и дальше от заднего поясного края 524), чем лицевой по отношению к телу материал 528’ подгузника 504 для девочек к соответствующим передним и задним поясным краям 522’, 524’. Другими словами, лицевой по отношению к телу материал 528’ проиллюстрированного подгузника 504 для девочек расположен ближе к его заднему поясному краю 524’ и дальше от его переднего поясного края 522’, чем лицевой по отношению к телу материал 528 подгузника 502 для мальчиков к его соответствующим передним и задним поясным краям 522, 524. Тем не менее, подразумевают, что лицевые по отношению к телу материалы 528, 528’ подгузников 502, 504 для мальчиков и для девочек могут быть расположены примерно там же в соответствующем подгузнике без отступления от некоторых аспектов настоящего раскрытия.
ОБРАЗЕЦ ВПИТЫВАЮЩИХ ИЗЕЛИЙ
Изготавливали множество впитывающих изделий и, в частности, подгузники 502, 504 для мальчиков и для девочек, проиллюстрированные на фигурах 47A и 47B. Как отмечено выше, проиллюстрированный подгузник 502 для мальчиков отличается от проиллюстрированного подгузника 504 для девочек в некоторых аспектах. В частности, лицевой по отношению к телу материал 528 подгузника 502 для мальчиков располагался ближе к передней части (т. е. ближе к переднему поясному краю 522 и дальше от заднего поясного края 524), чем лицевой по отношению к телу материал 528’ подгузника 504 для девочек к соответствующим передним и задним поясным краям 522’, 524’, а впитывающая основа 540 подгузника 502 для мальчиков имела конфигурацию отличную от конфигурации впитывающей основы 540’ подгузника 504 для девочек. Относительно отличий во впитывающих основах 540, 540’ впитывающая основа 540 подгузника 502 для мальчиков имела другую форму, расположение и большее количество поглощающего материала (как ворса, так и супервпитывающего материала) по сравнению с впитывающей основой 540’ подгузника 504 для девочек. Для каждого пола, единственным отличием между образцами подгузников, обозначенных как "Код N", и образцами подгузников, обозначенных как "Код S", была ширина выступающих частей 90. Ширина выступающих частей 90 образцов с кодом N составляла 3 мм, в то время как ширина выступающих частей с кодом S составляла 4 мм. Дополнительные подробности относительно структуры образцов подгузников представлены в таблице 17.
Таблица 17. Подробности о структуре образцов подгузников
ИССЛЕДОВАНИЕ ПРИ ДОМАШНЕМ ИСПОЛЬЗОВАНИИ
Проводят конфиденциальное «Исследование при домашнем использовании» с применением образцов подгузника. Подгузники носили 548 субъектов (274 женщины, 274 мужчины), которые использовали их при нормальных условиях использования. Порядок использования продукта был случайным, при этом субъекты испытывали четыре закодированных образца в течение трех суток подряд при обычном использовании, используя примерно один продукт каждый день в ночное время. Для данного анализа большинство образцов подгузников применяли в то время как субъект находился в положении лежа по меньшей мере в течение части ночного периода испытания.
Для всех индивидуальных продуктов предоставляли журнал испытаний с предварительно записанными вопросами, в котором лица, осуществляющие уход за субъектами, записывали информацию, относящуюся к, среди прочего, утечке мочи. Все используемые продукты взвешивали в домашних условиях для определения содержавшейся в них мочи. Одним особенно важным аспектом для продуктов являлось количество текучей среды, содержавшейся в продукте, перед тем как он переставал выполнять функции (до утечки). При обычном применении это тяжело непосредственно наблюдать, так как большинство продуктов будут заменены, перед тем как они перестанут выполнять функции. Продукты, которые действительно перестают выполнять функции, обеспечивают точную величину емкости при отказе (при удалении продукта), в то время как продукты, которые удалили перед отказом, обеспечивают минимальное значение емкости при отказе данного изделия. Данные два типа информации могут быть объединены с тем, чтобы оценить вероятность отказа при любой заданной нагрузке в отношении мочи. Обычным заключением этих кривых при отказе является средняя нагрузка (доза) при утечке, также известная как LD50. LD50 представляет собой среднее количество, которое подгузник может удерживать перед утечкой. В частности, она представляет собой среднюю нагрузку при отказе. Если два продукта характеризуются различными значениями средней утечки, они обычно также будут иметь разный уровень утечки при применении, если все остальные параметры равны. LD50 можно оценить по сочетанию значений веса подгузников с утечкой и без утечки, применяя общепринятую методику, известную как анализ долговечности или надежности. Данные модели строились посредством применения процедур в системе SAS, хорошо известном коммерческом статистическом пакете, в частности, процедур PHREG, LIFEREG и LIFETABLE. Данные процедуры обеспечивают возможность включения других прогностических параметров, таких как время суток, уровень активности, пол, порядок использования и используемый закодированный образец, и создания механизмов для сравнения различных закодированных образцов. Аналогично, процент утечки также анализировали с использованием системы SAS, процедур LOGISTIC и GENMOD, включая другие прогностические параметры, такие как время суток, уровень активности, пол, порядок использования и используемый продукт. Существуют другие хорошо известные пакеты программного обеспечения, такие как SPSS и R, которые также можно использовать для проведения данного анализа.
Результаты из журналов исследований и анализ долговечности образцов, которые были возвращены после данного испытания при домашнем использовании для осуществления испытания на протяжении ночи во время сна, указаны ниже:
Мальчик S в сравнении с N (4 мм в сравнении с 3 мм)
Ld50 359,8 в сравнении с 308 является значимой с достоверностью 97%,
утечка 8,7 в сравнении с 15,7 является значимой с достоверностью 98,9%.
S является значительно лучше для обоих.
Девочка N в сравнении с S (3 мм в сравнении с 4 мм)
Ld50 352 в сравнении с 311,6 является значимой с достоверностью 94,7%,
утечка 7,8% в сравнении с 10,6 является направленной с достоверностью 77%.
N является значительно лучше для LD50.
Как можно увидеть из приведенных выше данных, подгузники для мальчиков с кодом S показывали значительно лучшие результаты, чем подгузники для мальчиков с кодом N. В частности, подгузники с кодом S имели значение LD50, составляющее 359,8, и 8,7 процента испытуемых подгузников протекало во время использования. С другой стороны, подгузники для мальчиков с кодом N имели значение LD50, составляющее 308, и 15,7 процента испытуемых подгузников протекало во время использования. Не ограничиваясь какой-либо конкретной теорией, заявители считают, что больший диаметр (4 мм) выступающих частей в подгузнике с кодом S приводил в результате к лучшему контролю мочи и удерживанию, чем меньший диаметр (3 мм) выступающих частей в подгузнике с кодом N. Больший диаметр выступающих частей, по-видимому, заблокировал или как-либо образом затруднил вытекание мочи над лицевым по отношению к телу материалом и направил мочу вниз через лицевой по отношению к телу материал и вторичный прокладочный материал к впитывающей основе.
Кроме того, подгузник для девочек с кодом N показывал лучшие результаты, чем подгузник для девочек с кодом S. Таким образом, отличие в диаметре выступающей части между подгузником с кодом N и подгузником с кодом S, по-видимому, имело некоторое влияние на характеристики подгузников. То есть, подгузник для девочек с меньшим диаметром (3 мм) выступающих частей показывал лучшие результаты, чем подгузник для девочек с большим диаметром (4 мм) выступающих частей.
Способ определения ширины выступающих частей
В течение осуществления способа испытания «Способ определения ширины выступающих частей» образец укладывали горизонтально на платформу для визуализации под всенаправленным освещением, обеспеченным круглой флуоресцентной лампой. Лампа представляла собой 40-ваттную флуоресцентную лампу Circline с диаметром 16 дюймов и была расположена примерно на 3 см выше поверхности освещаемого образца. Цифровую камеру с CCD-матрицей, оснащенную регулируемым коммерческим объективом (например, Nikon 60 мм), устанавливали непосредственно сверху над образцом и осветительным оборудованием. Размер полученного в результате поля обзора составлял примерно 3 см в ширину. Для получения полутонового изображения из оптической структуры применяли коммерчески доступный пакет программного обеспечения для анализа изображений (например, Leica Microsystem QWIN или LAS). Затем для измерения диаметра нескольких выступающих частей применяли ручное измерительное устройство, предоставленное в программном обеспечении, путем обозначения одного края выступающей части и перетаскивания отметки измерения длины до диаметрально противоположной точки. Измерение проводили по ширине (или по диаметру) выступающей части при обзоре сверху. Как минимум, измеряли пять выступающих частей для каждого образца, по результатам которых рассчитывали среднее значение и среднеквадратическое отклонение с помощью программного обеспечения.
Ширина выступающей части лицевого по отношению к телу материала с кодом S:
Средн. диаметр = 4,08 мм (среднекв. откл. = 0,18) N=5
Ширина выступающей части лицевого по отношению к телу материала с кодом N:
Средн. диаметр = 3,02 мм (среднекв. откл. = 0,1) N=5
Способ определения плотности выступающих частей
Для ручного подсчета выступающих частей в одном квадратном дюйме лицевого по отношению к телу материала как с кодом S, так и кодом N применяли ткацкую лупу размером 1 дюйм x 1 дюйм (25,4 мм x 25,4 мм) с увеличением 6x. Каждый из образцов укладывали горизонтально. Ткацкую лупу располагали над образцами, так что часть образца была видна сквозь отверстие 1 дюйм на 1 дюйм в ткацкой лупе. Ткацкую лупу выравнивали с выступающими частями образца, так что левая сторона и верхняя сторона отверстия в ткацкой лупе, в целом, были выровнены с одним рядом и одним столбцом выступающих частей. Вручную идентифицировали и подсчитали выступающие части в отверстии 1 дюйм на 1 дюйм путем просмотра через увеличение 6x. Если выступающая часть была частично идентифицирована в отверстии (например, вдоль правой стороны или нижней стороны отверстия), подсчитывали выступающую часть, если было видно больше 50% выступающей части. Частичные выступающие части, которые были видны сквозь отверстие менее чем на 50%, не подсчитывали.
Результаты лицевого по отношению к телу материала с кодом S
25 выступающих частей на квадратный дюйм
Результаты лицевого по отношению к телу материала с кодом N
49 выступающих частей на квадратный дюйм
Испытание на манекене
Испытание на манекене проводили с использованием прозрачного мягкого силиконового манекена для анализа характеристики распределения текучей среды на подгузнике для мальчиков с кодом S и на подгузнике для мальчиков с кодом N. Манекен располагали в положении лежа во время испытания с тем, чтобы имитировать неоднородное давление во время сна. Для получения хорошей видимости наклонной зоны взаимодействия и передней области талии продукта применяли объектив типа «рыбий глаз», USB-камеру и пакет программного обеспечения. Для испытания применяли солевой раствор со стандартным поверхностным натяжением 0,9% вес/вес. Солевой раствор окрашивали с использованием красного пищевого красителя для получения достаточного оптического контраста. Количество образцов в выборке составляло 3 повтора на закодированный образец. Каждый образец (т. е. подгузник) подвергали 2 выбросам 70 мл солевого раствора, подогретого до температуры тела, со временем ожидания 15 минут между выбросами. При каждом выбросе записывали видео. Затем каждое видео анализировали для определения максимального количества распространенной текучей среды в течение второго выброса.
Оборудование для испытания
Прозрачный мягкий силиконовый манекен.
Объектив типа «рыбий глаз» - Edmunds optics инвентарный номер 62050, 1,28 мм FL с-крепление, широкоугольный объектив с ручной регулировкой диафрагмы, 125 градусов обзора, рабочее расстояние 10 мм-бесконечность, F# 1.8 – C.
USB-камера - Edmunds Optics инвентарный номер 63870, номер модели EO-2013C, сенсор 1/3" MT9D131, разрешение 1600 x 1200, глубина цвета 8 бит на пиксель, видео 18 кадров/секунда, USB 2.0, с-крепление.
Наматрасник, покрытый искусственной кожей
Насос – Masterflex L/S перистальтический насос, 10-600 об/мин, Cole-Palmer Corporation из Вернон Хиллз, Иллинойс, США.
Трубка для доставки текучей среды с внутренним диаметром 3 мм - трубка из вулканизированного платиной силикона с внутренним диаметром 3 мм и толщиной стенки примерно 1 мм. Трубка была заключена в каркас манекена и выходила перпендикулярно относительно поверхности «кожи», вдоль центральной линии манекена, на глубину 16 cм (для мужского положения) ниже верхней части манекена для воссоздания мужской анатомии пользователя, который имеет примерно такой же размер что и манекен.
Настольная лампа с 2 флуоресцентными лампочками
Пакеты программного обеспечения - uEye Cockpit версия 4.02.0000, доступная от IDS Imaging Development Systems GmbH из Оберзульм, Германия.
Подробный протокол с прозрачным манекеном
1. Откалибруйте систему насоса к планируемой нагрузке 70 мл при 900 мл/мин.
2. Добавьте красный пищевой краситель к солевому раствору для оптимизации контраста камеры.
3. Приложите образец подгузника к манекену.
4. Расположите манекен в положение лежа.
5. Запустите систему камеры.
6. Запустите насос и подайте один 70 мл выброс в подгузник.
7. Следите за потоком текучей среды в подгузнике и остановите систему камеры, когда вся свободная текучая среда впитается.
8. Запустите таймер на 15 минут (если подгузник не протек).
9. В конце 15-минутного периода ожидания, повторите стадии 5-7.
На фигурах 48A, 49A и 50A представлены изображения захвата экрана из видео, записанные во время испытания подгузника для мальчиков с кодом S, и на фигурах 48B, 49B и 50B представлены изображения захвата экрана из видео, записанные во время испытания подгузника для мальчиков с кодом N. В частности, каждое записанное во время испытания видео открывали с помощью Apple QuickTime Player и видео проигрывали примерно 5 секунд вперед при втором выбросе. Затем записывали изображения захвата экрана, показанные на соответствующих изображениях. Как явно видно на изображениях, подгузники для мальчиков с кодом S с 4 мм выступающими частями удерживали выбросы намного лучше, чем подгузники для мальчиков с кодом N с 3 мм выступающими частями. Другими словами, выбросы протекали, таким образом, через большую часть подгузника для мальчиков с кодом N более легко по сравнению с подгузником для мальчиков с кодом S.
При представлении элементов настоящего изобретения или его предпочтительного (предпочтительных) аспекта (аспектов) осуществления употребление терминов в единственном или множественном числе, а также в сопровождении определения «указанный» или «указанные» предусматривает, что существует один или более элементов. Термины «содержащий», «включающий» и «имеющий» подразумеваются всеохватывающими и означают, что могут существовать дополнительные элементы, отличные от перечисленных элементов.
Поскольку различные изменения могут быть внесены в вышеизложенные конструкции без отступления от объема изобретения, предполагается, что все, что содержится в вышеизложенном описании и проиллюстрировано на прилагаемых графических материалах, должно пониматься в пояснительном, а не ограничительном смысле.
В данном письменном описании используются примеры для раскрытия изобретения, включая лучший вариант осуществления, а также для предоставления возможности любому специалисту в области техники применять изобретение на практике, включая изготовление и использование любых устройств или систем и осуществление любых комбинированных способов. Патентуемый объем настоящего изобретения определяется формулой изобретения и может включать другие примеры, очевидные специалистам в области техники. Эти другие примеры должны быть в пределах объема формулы изобретения, если они содержат конструктивные элементы, не отличающиеся от буквального изложения формулы изобретения, или если они включают эквивалентные конструктивные элементы с несущественными отличиями от буквального изложения формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2622827C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2625709C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636553C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2614325C2 |
| ВКЛЮЧЕНИЕ ОБЛАСТИ С ОТВЕРСТИЯМИ ВО ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2718655C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ СО ВПИТЫВАЮЩЕЙ ОСНОВОЙ, ОБЕСПЕЧИВАЮЩЕЙ УЛУЧШЕННЫЙ ДОСТУП К ГЕРМЕТИЧНОМУ КАРМАНУ ГЕРМЕТИЗИРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ТАЛИИ | 2016 |
|
RU2691805C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ГЕРМЕТИЗИРУЮЩИМ ЭЛЕМЕНТОМ ДЛЯ ТАЛИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2664957C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УДЕРЖИВАЮЩЕЙ СТРУКТУРОЙ ТРЕХМЕРНОЙ ФОРМЫ | 2015 |
|
RU2650062C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЧАСТИЧНО ОХАТЫВАЮЩИМ ГЕРМЕТИЗИРУЮЩИМ ЭЛЕМЕНТОМ ДЛЯ ТАЛИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2653484C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВПИТЫВАЮЩЕЙ СТРУКТУРЫ | 2014 |
|
RU2640182C2 |
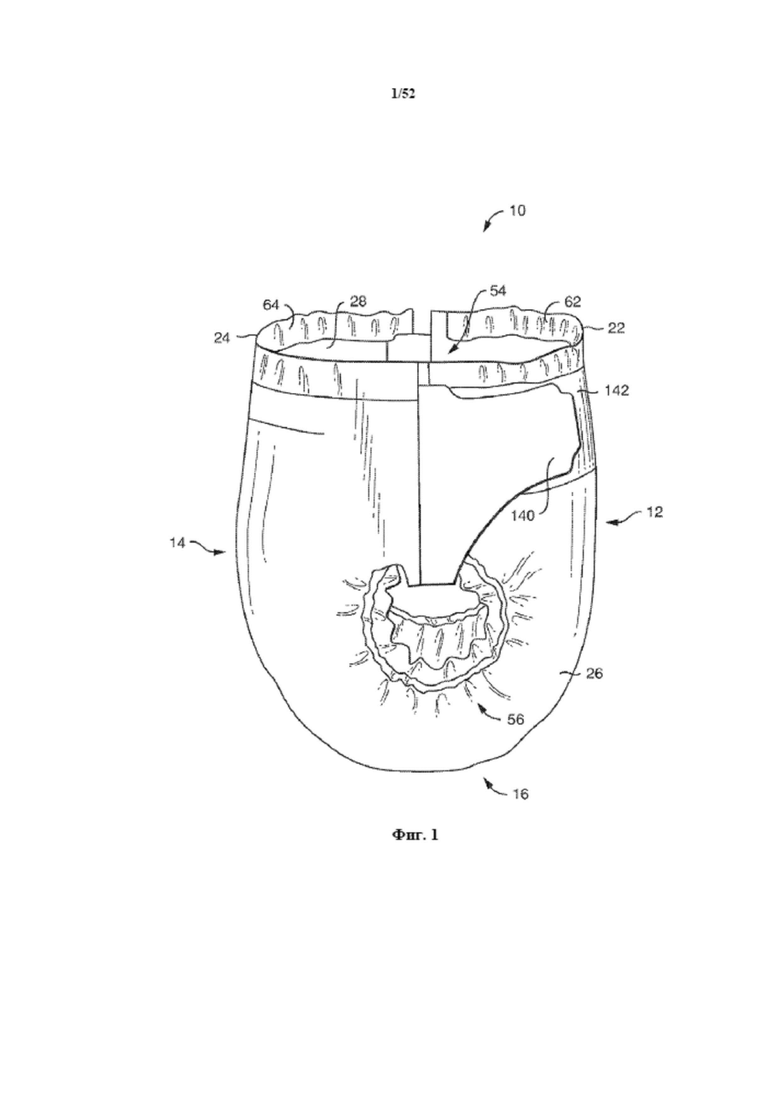
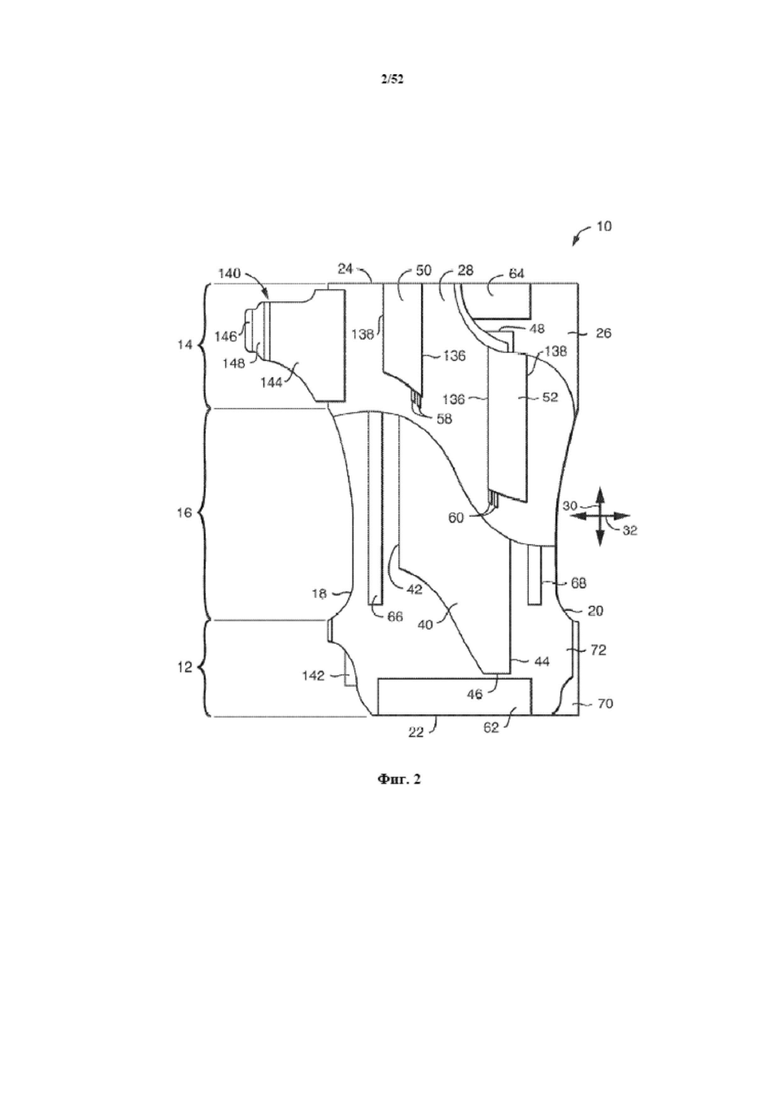
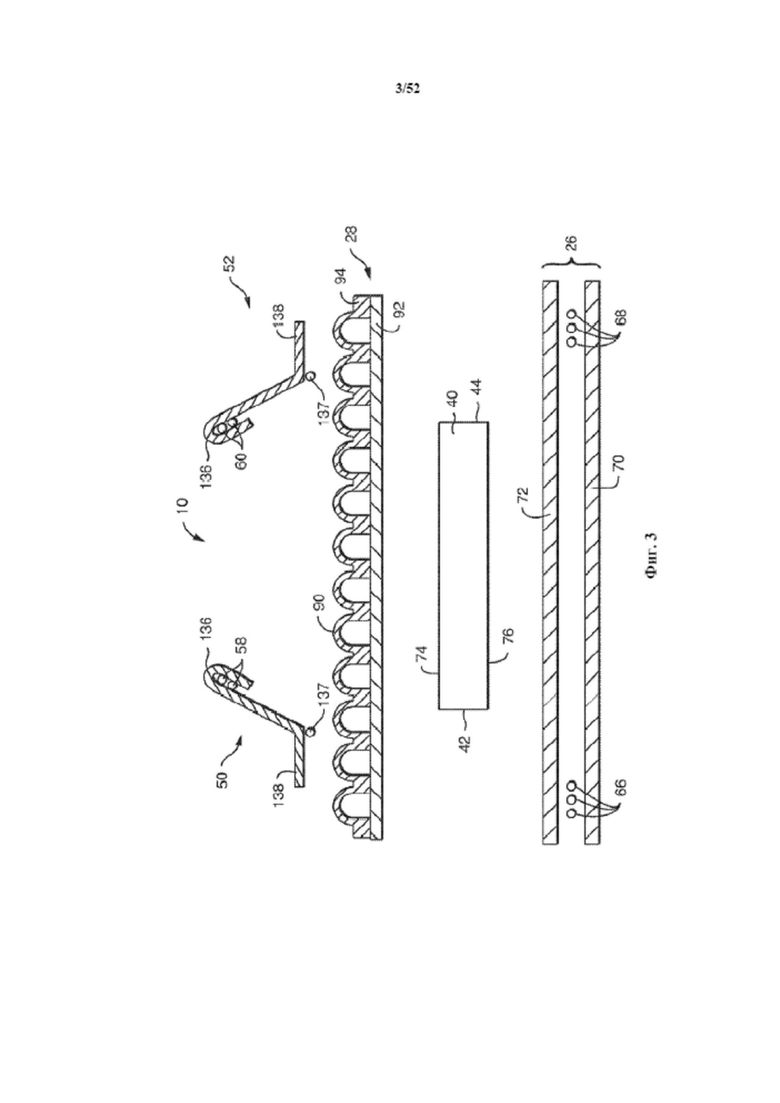
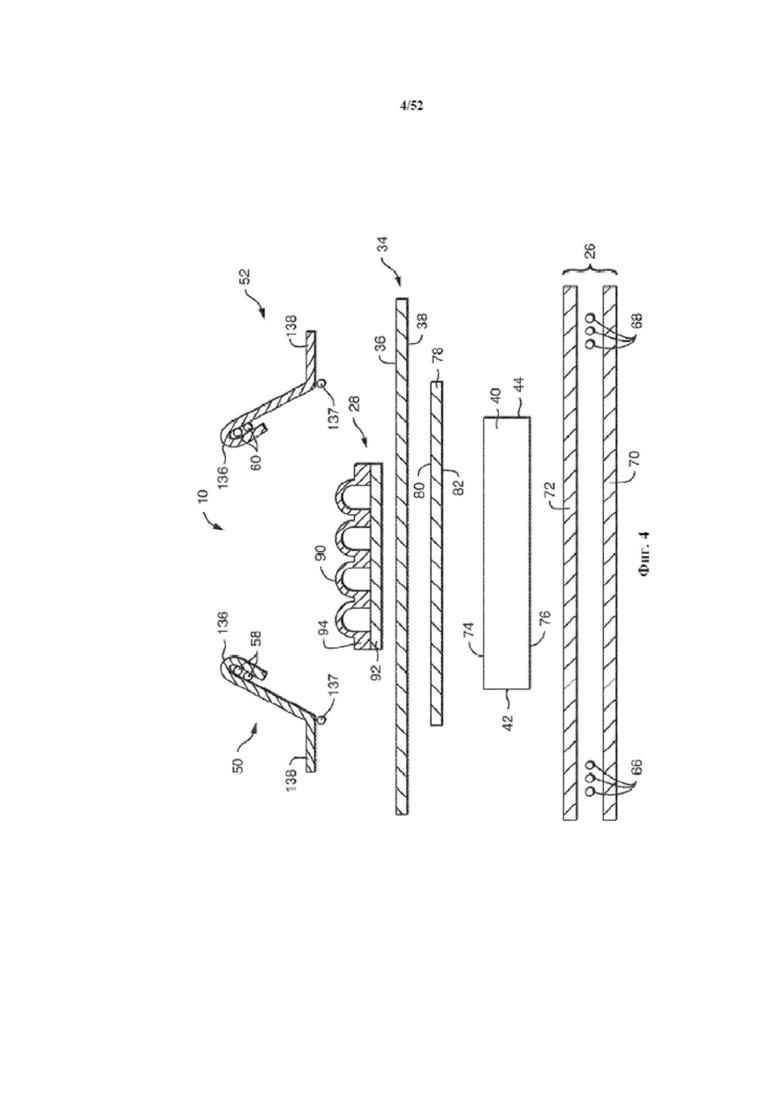
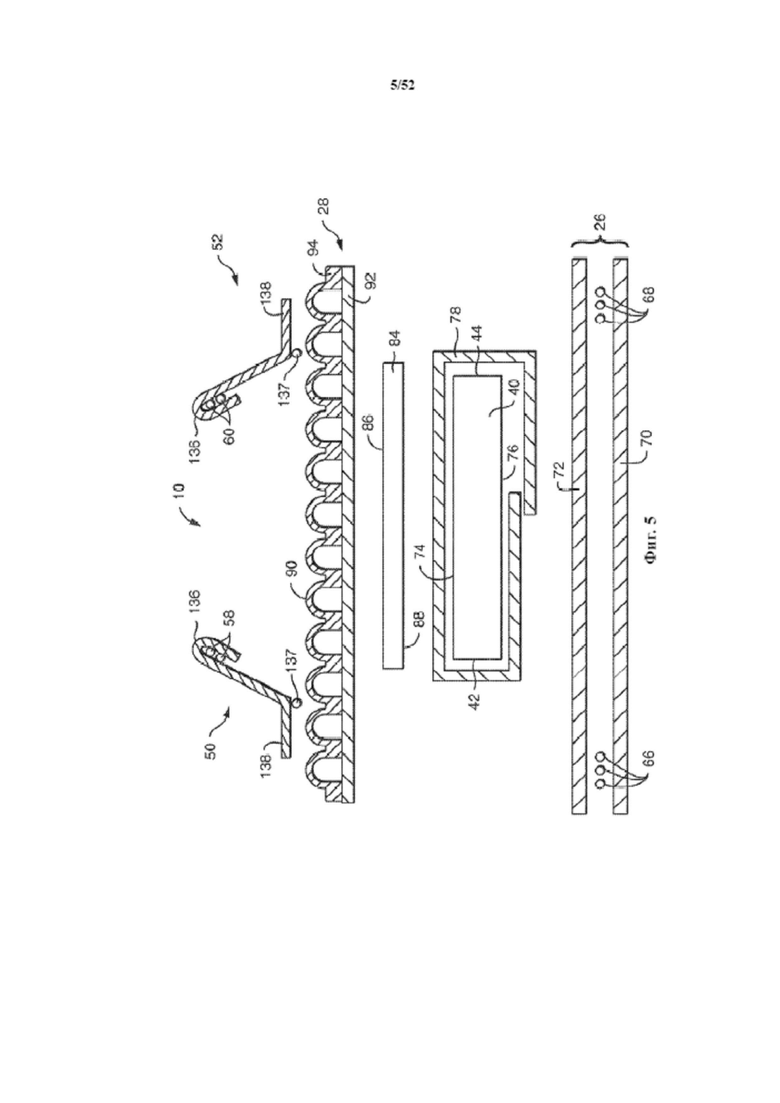
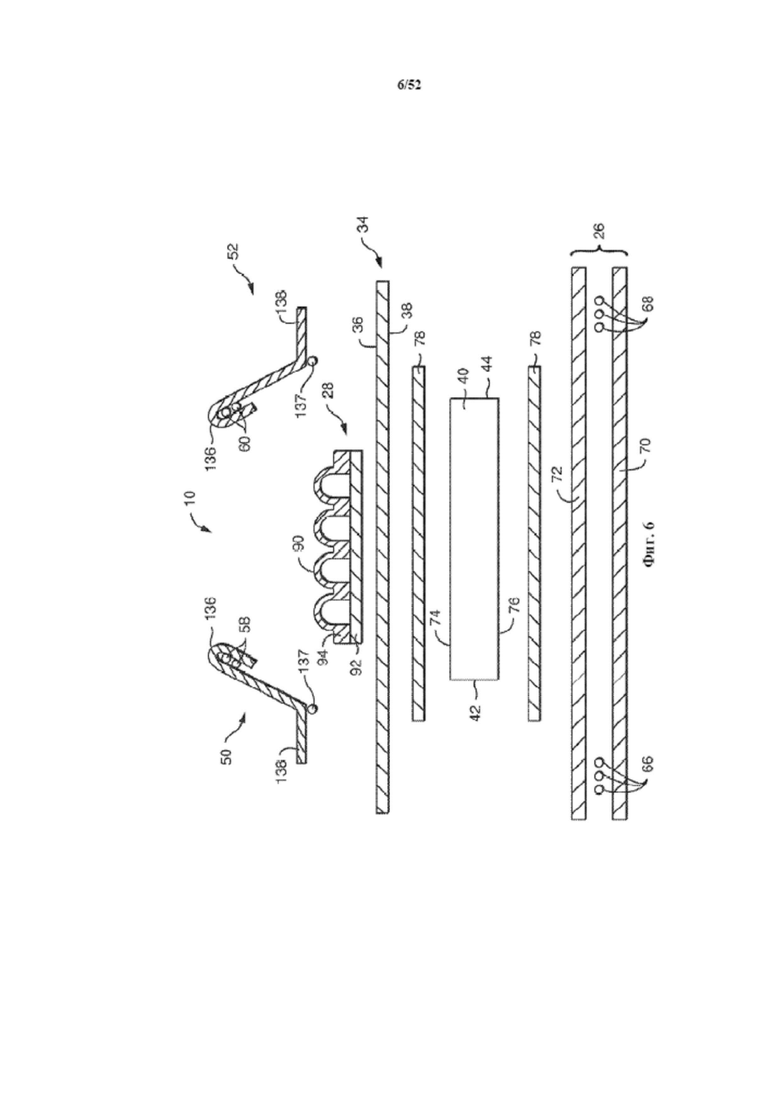
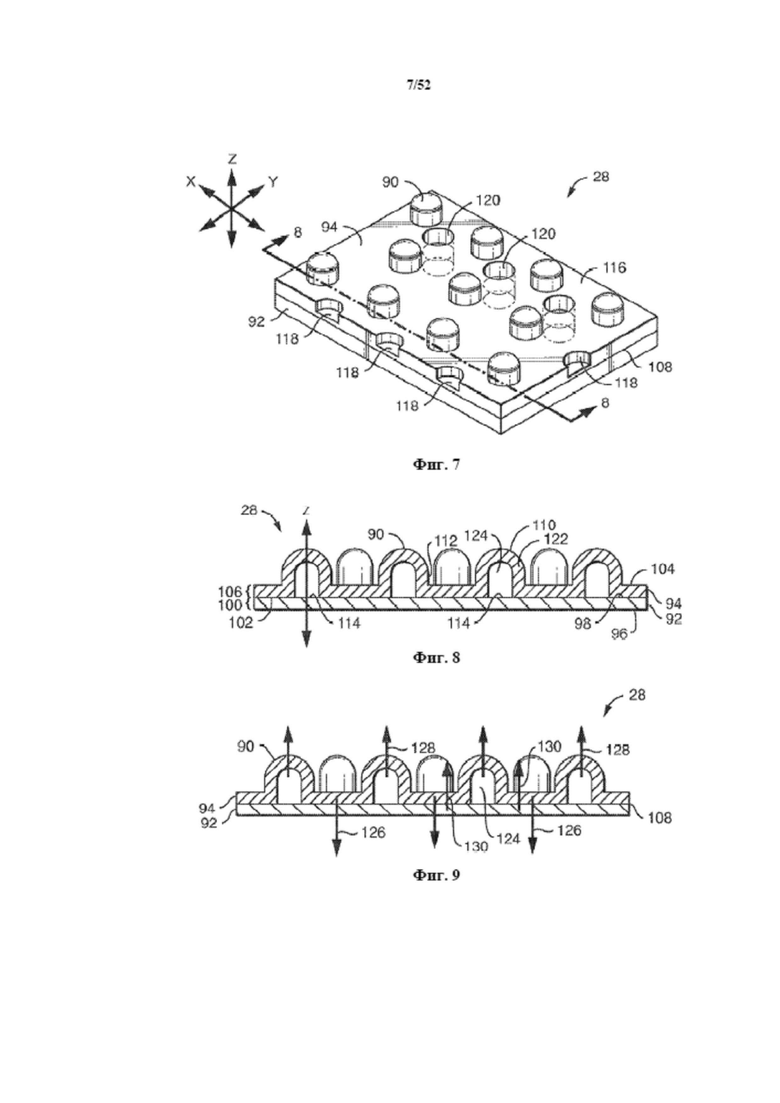
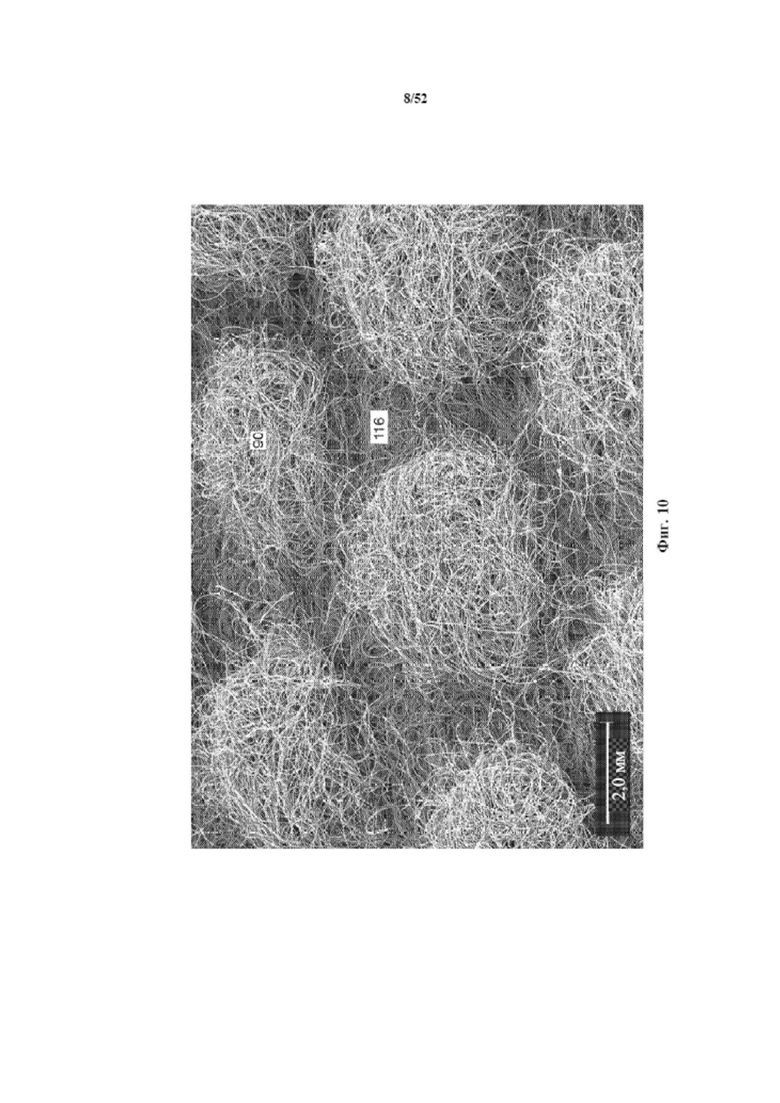
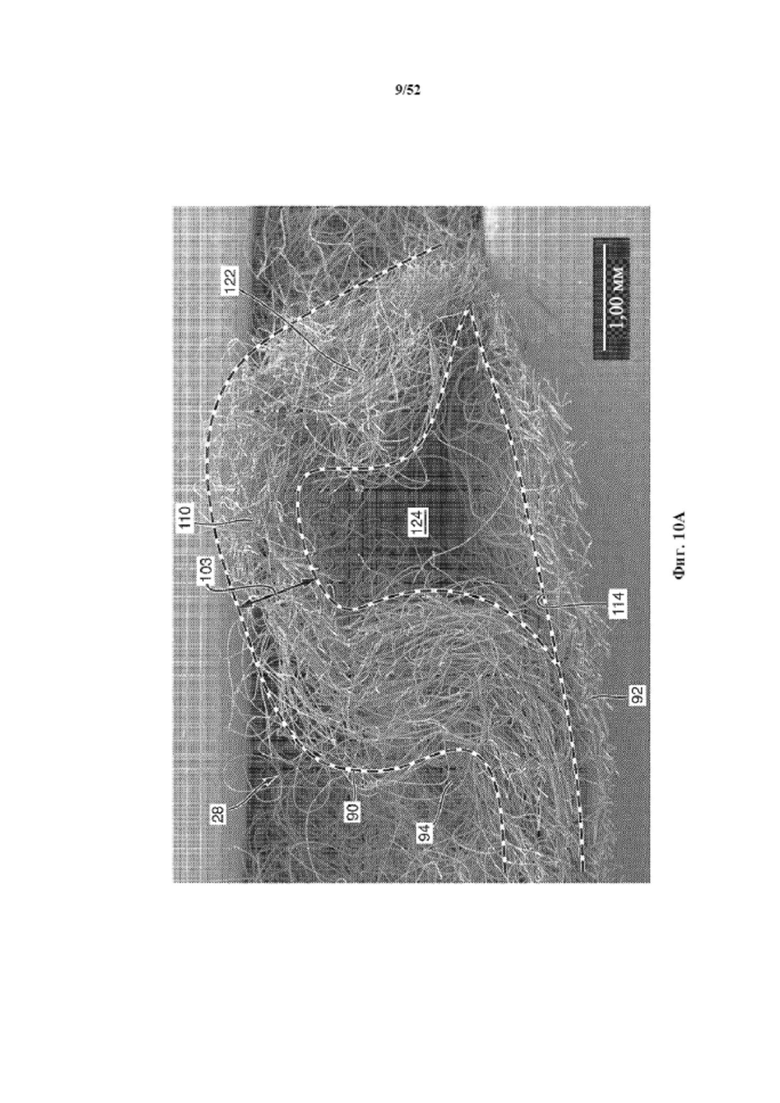
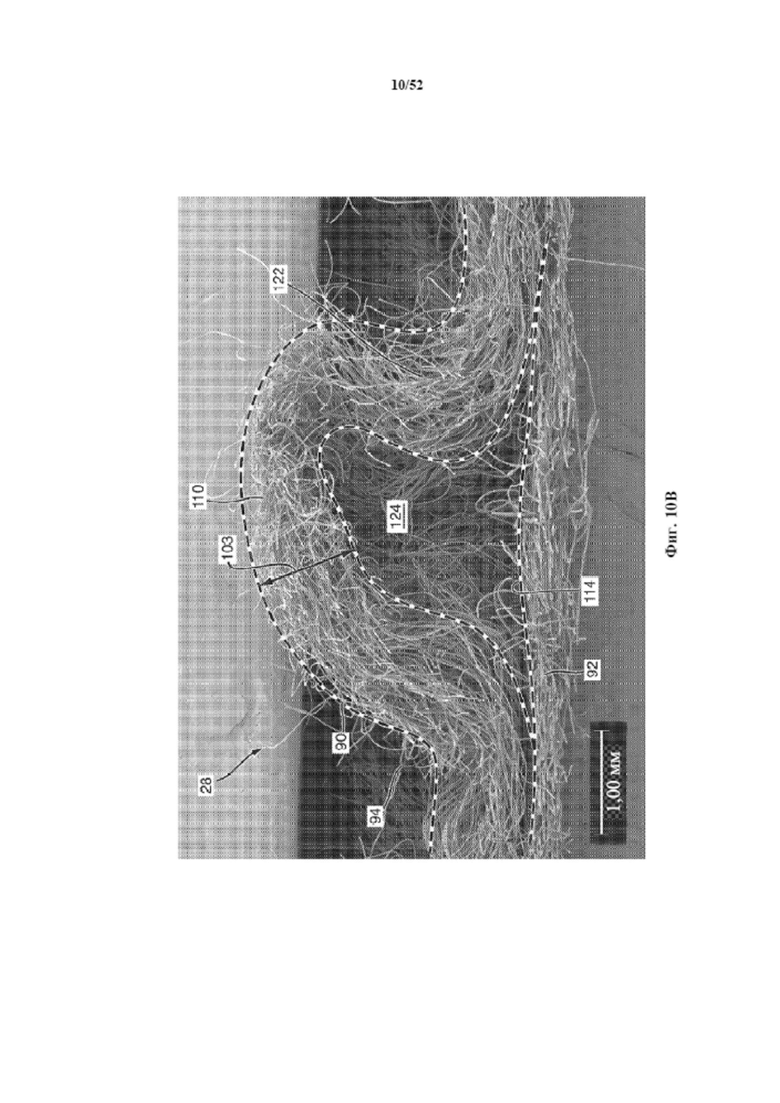
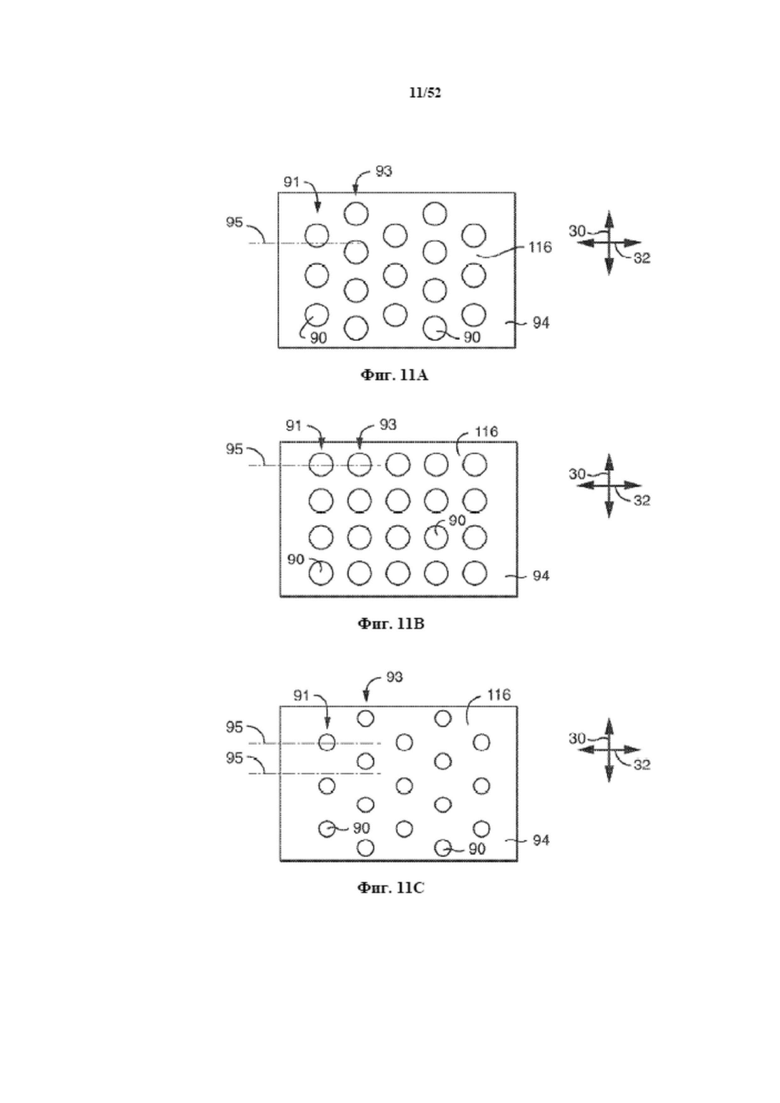

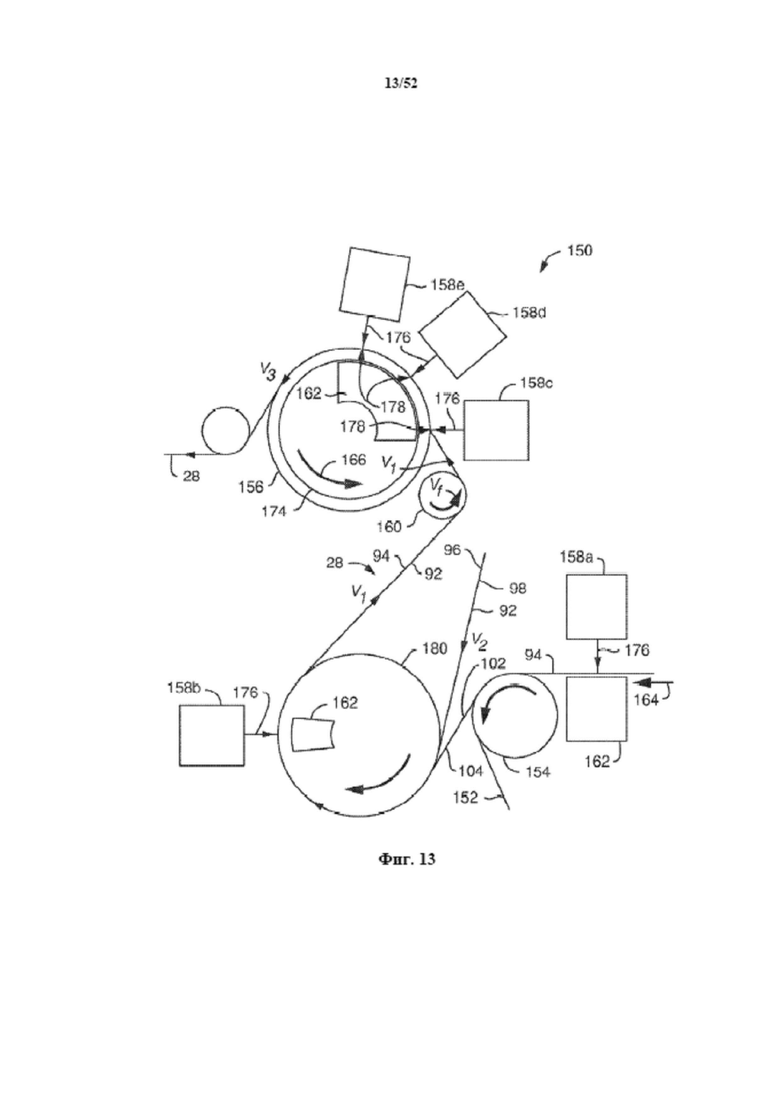
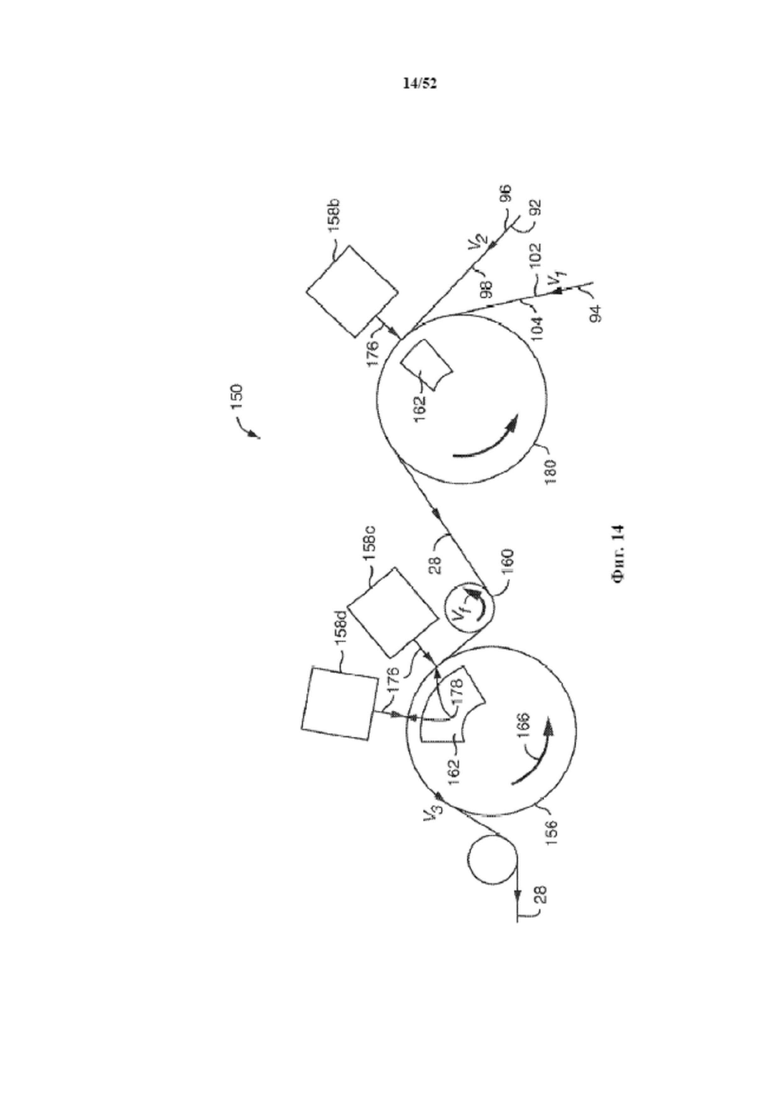
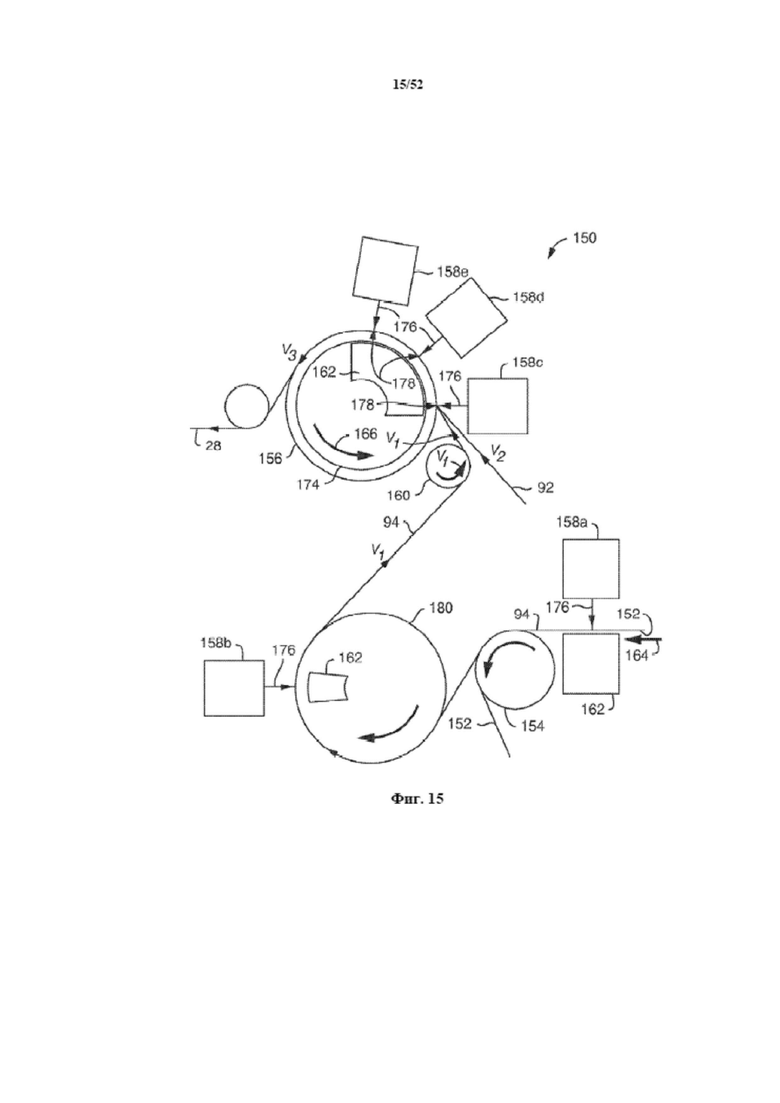
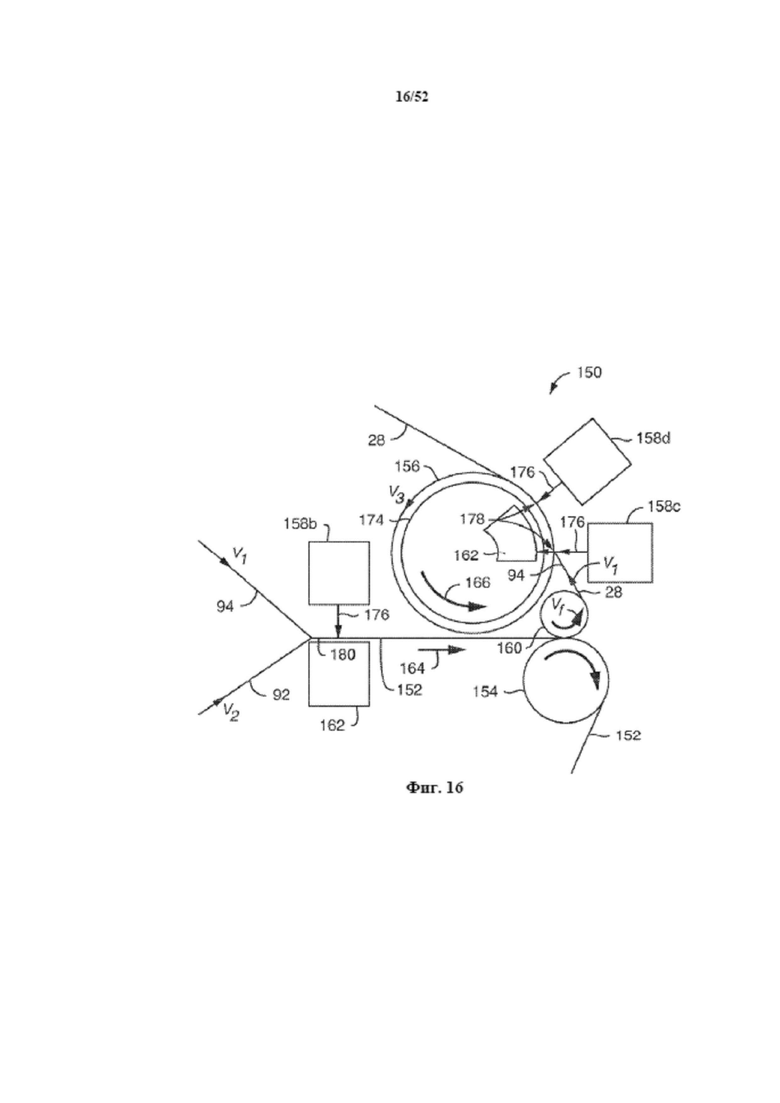
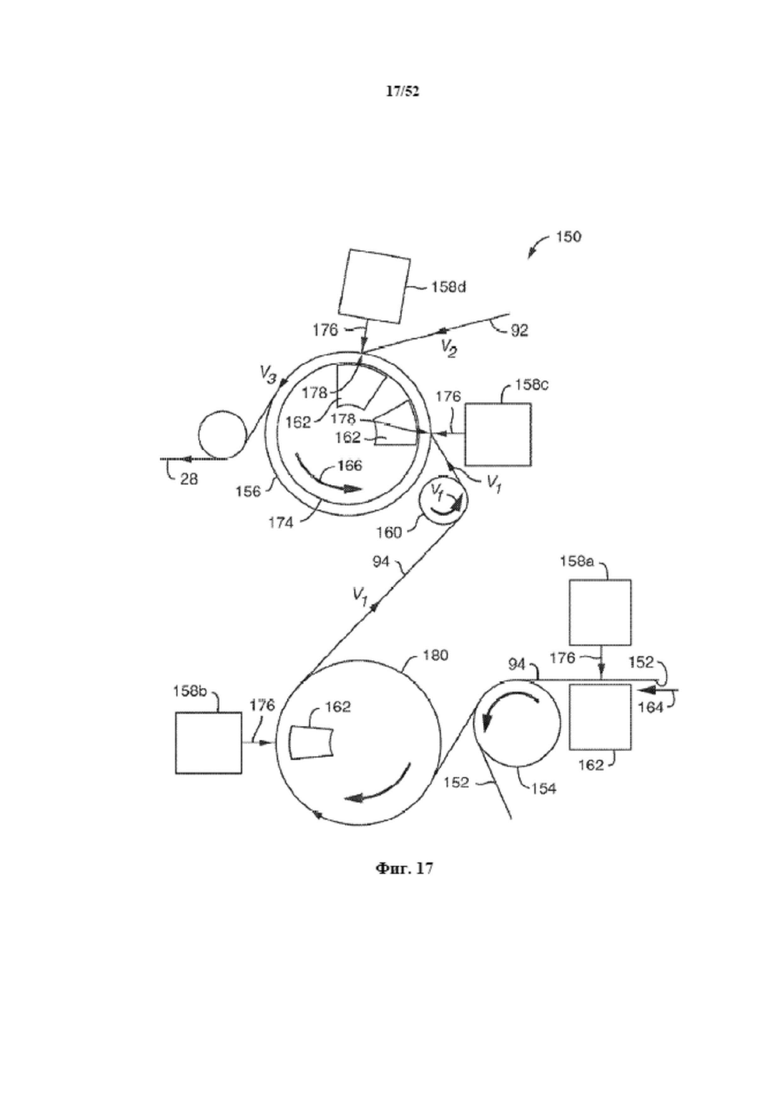
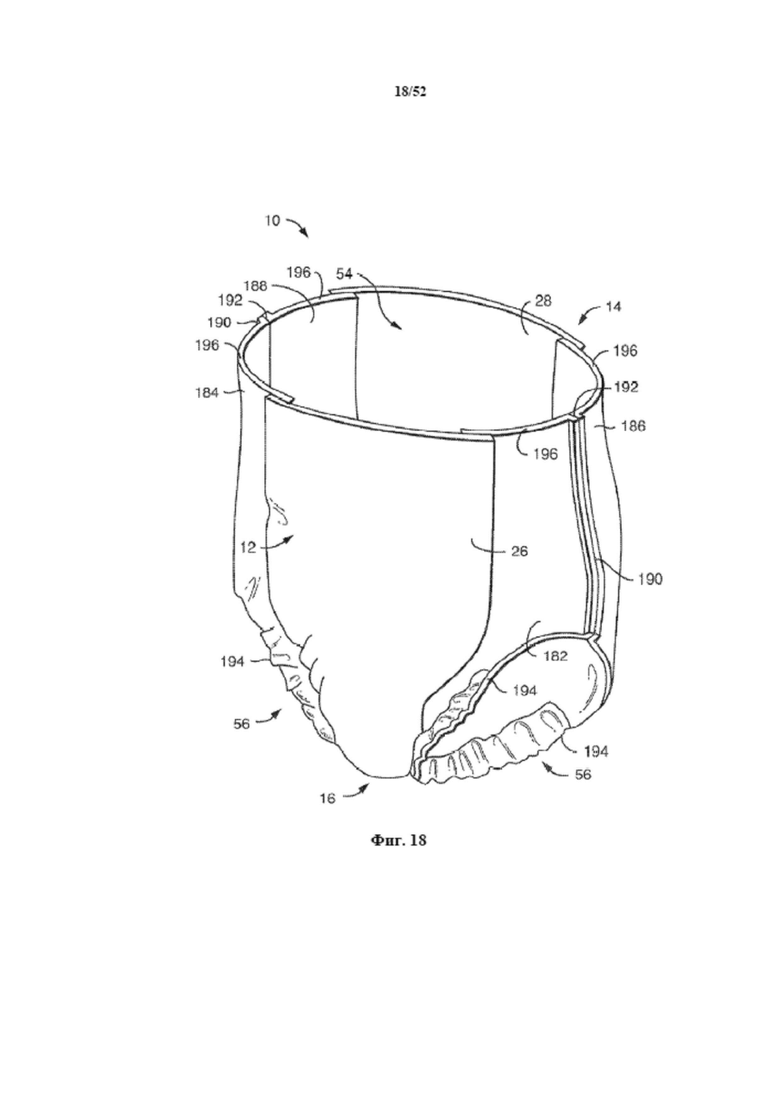
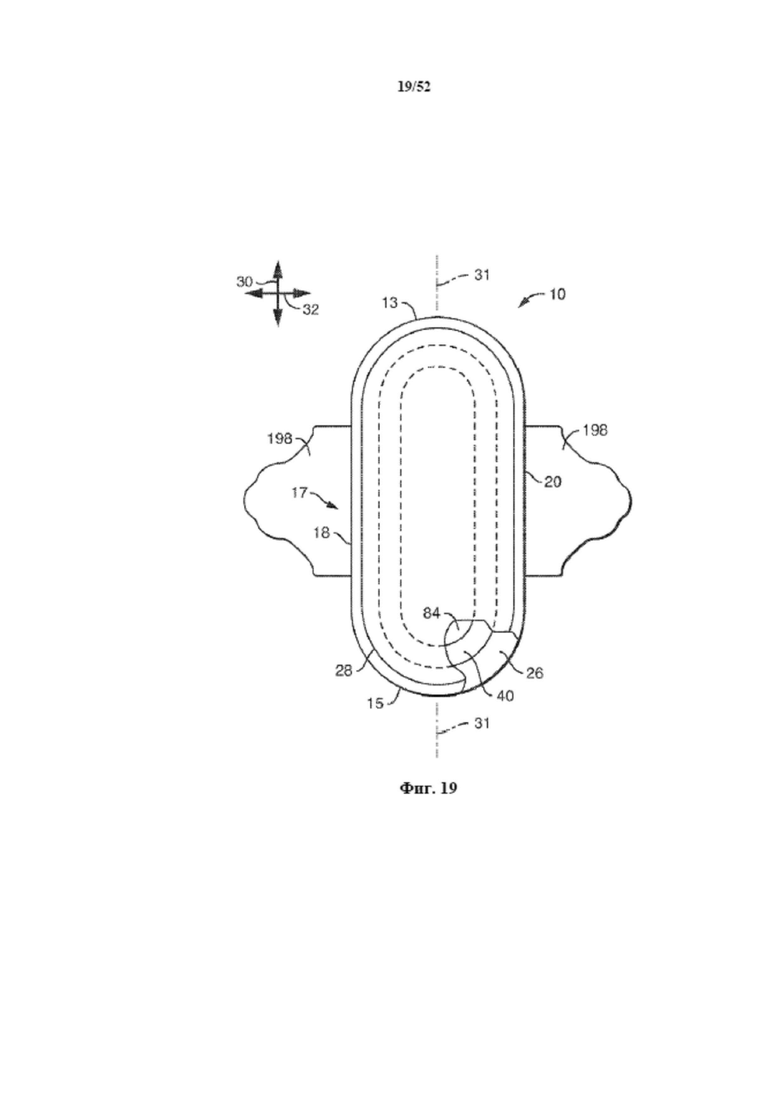
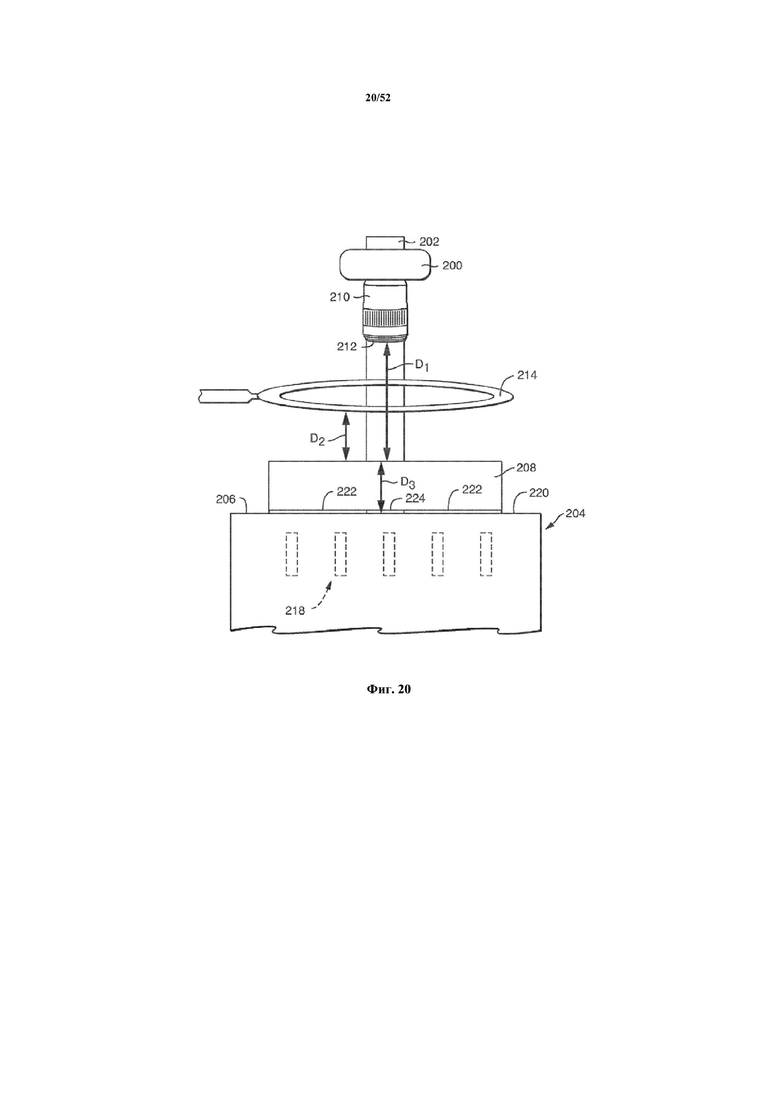
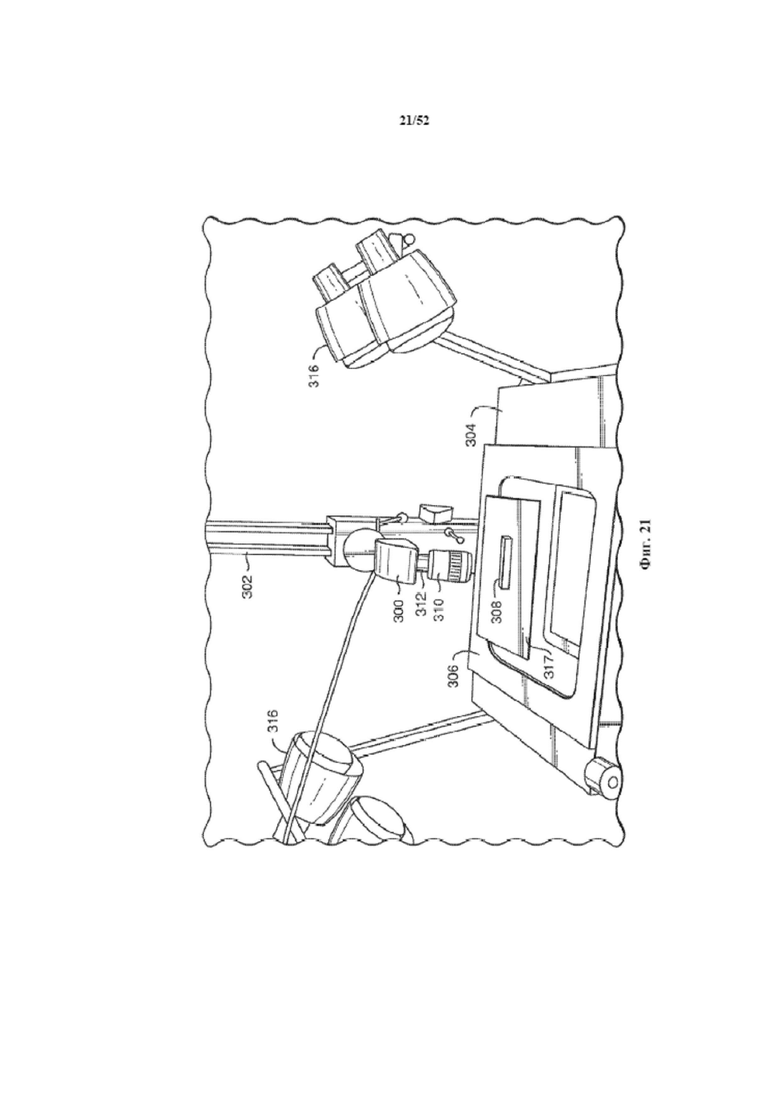
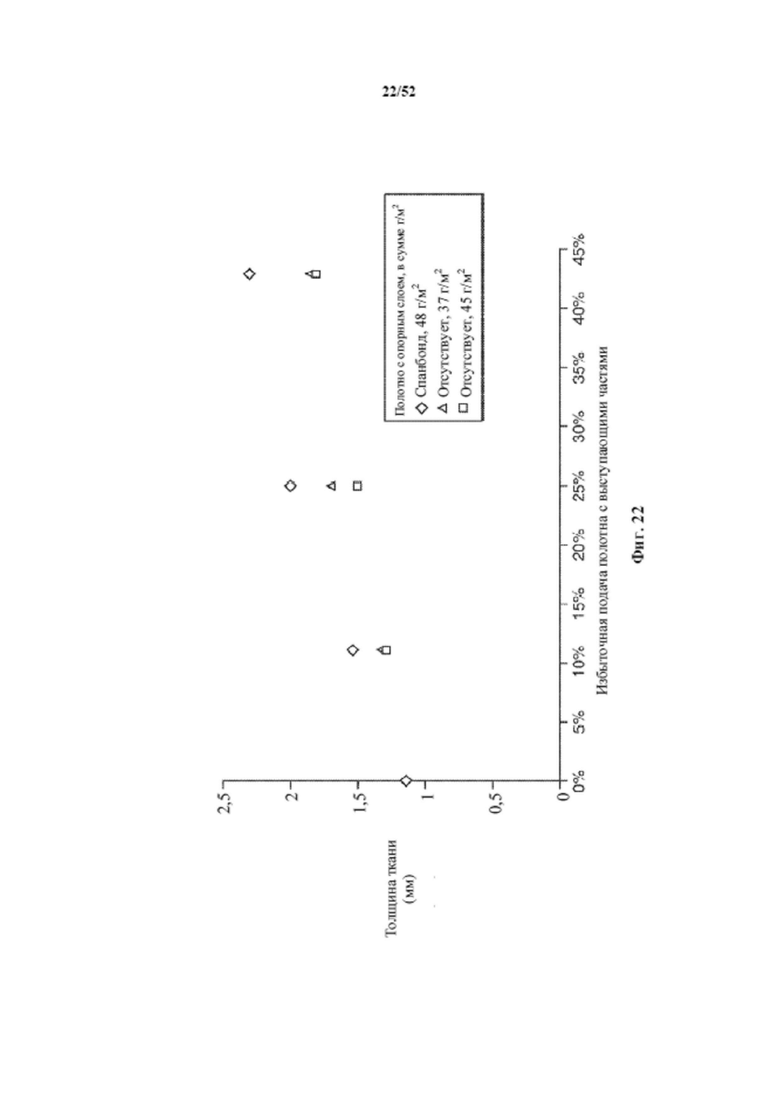
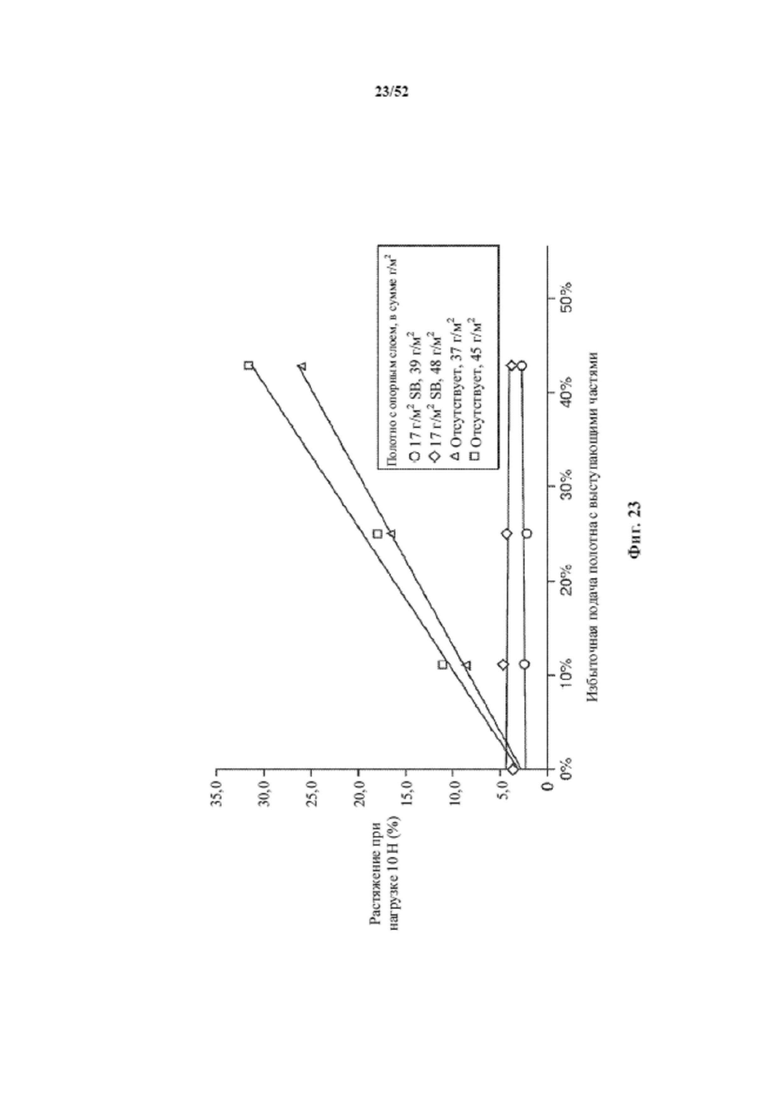
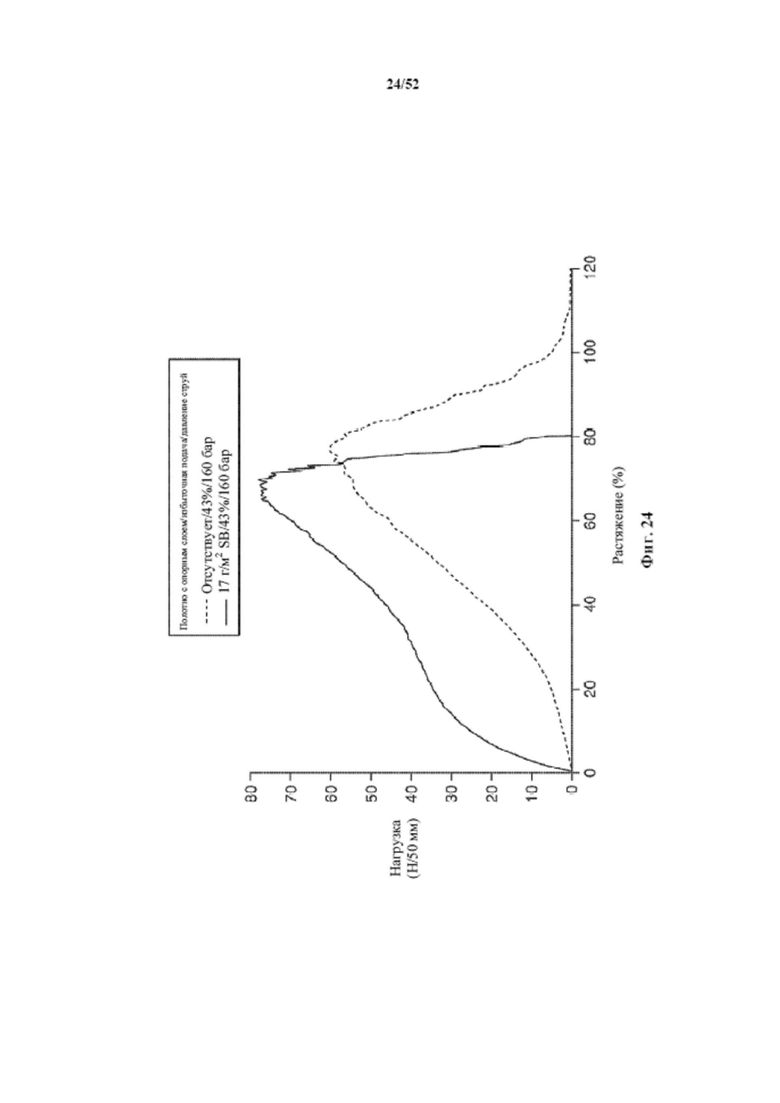
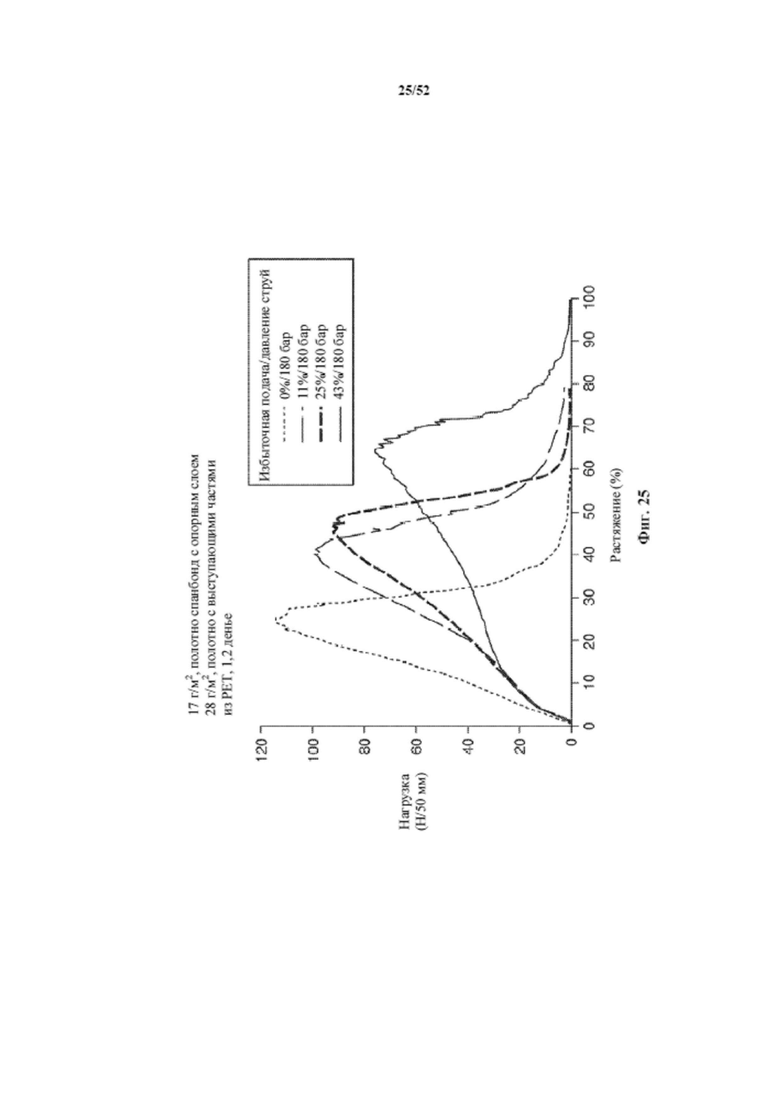
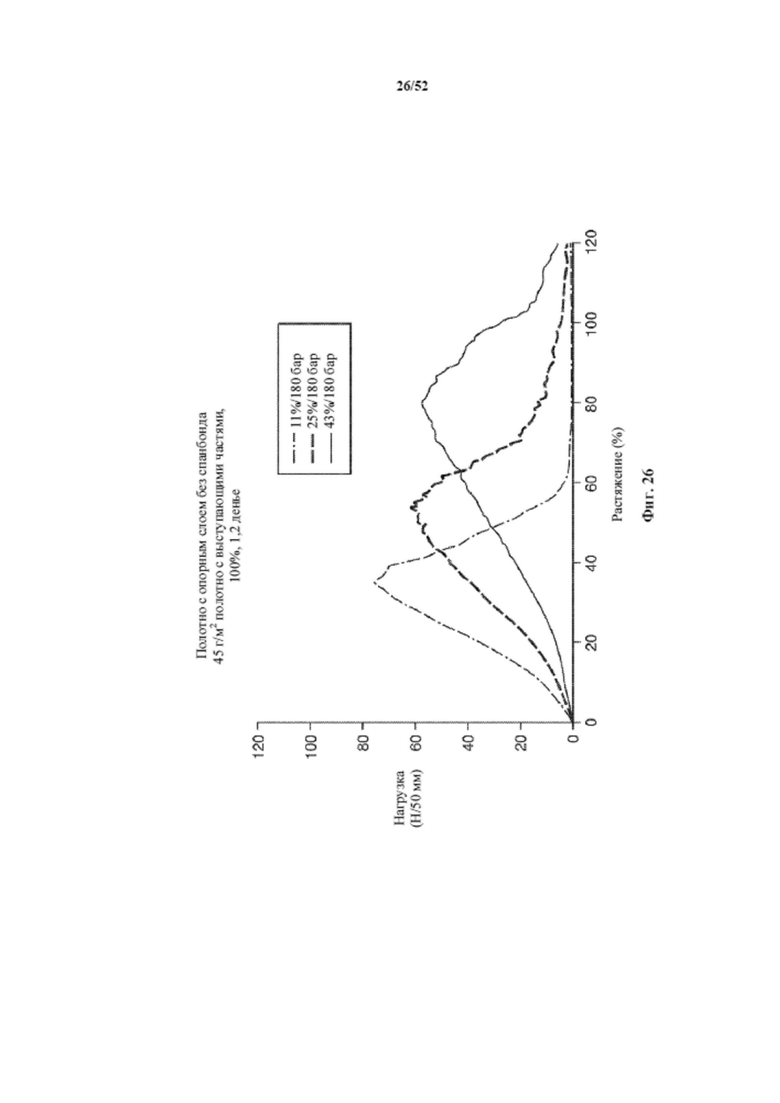
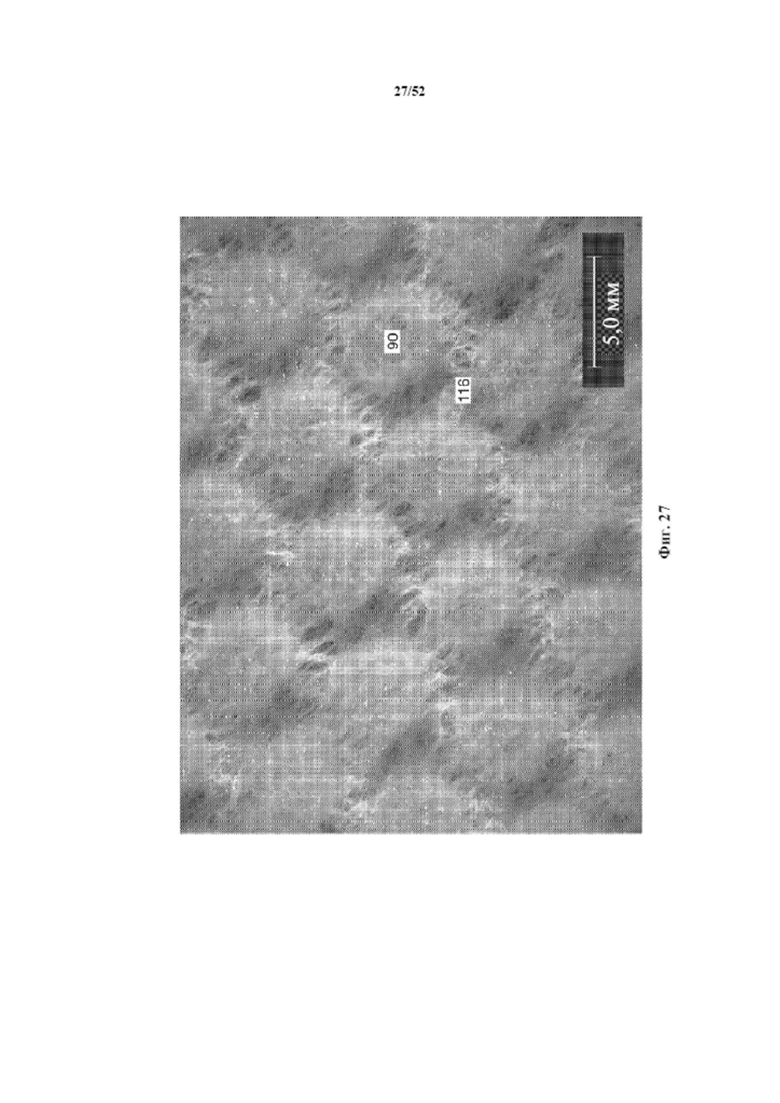
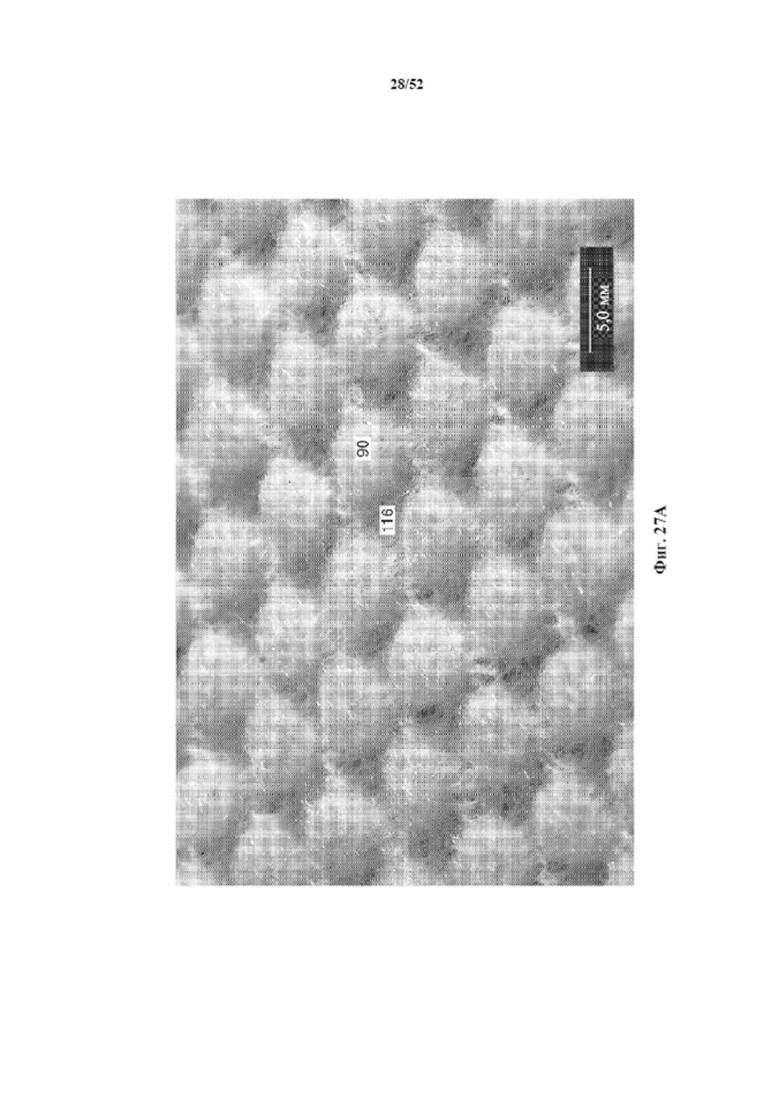
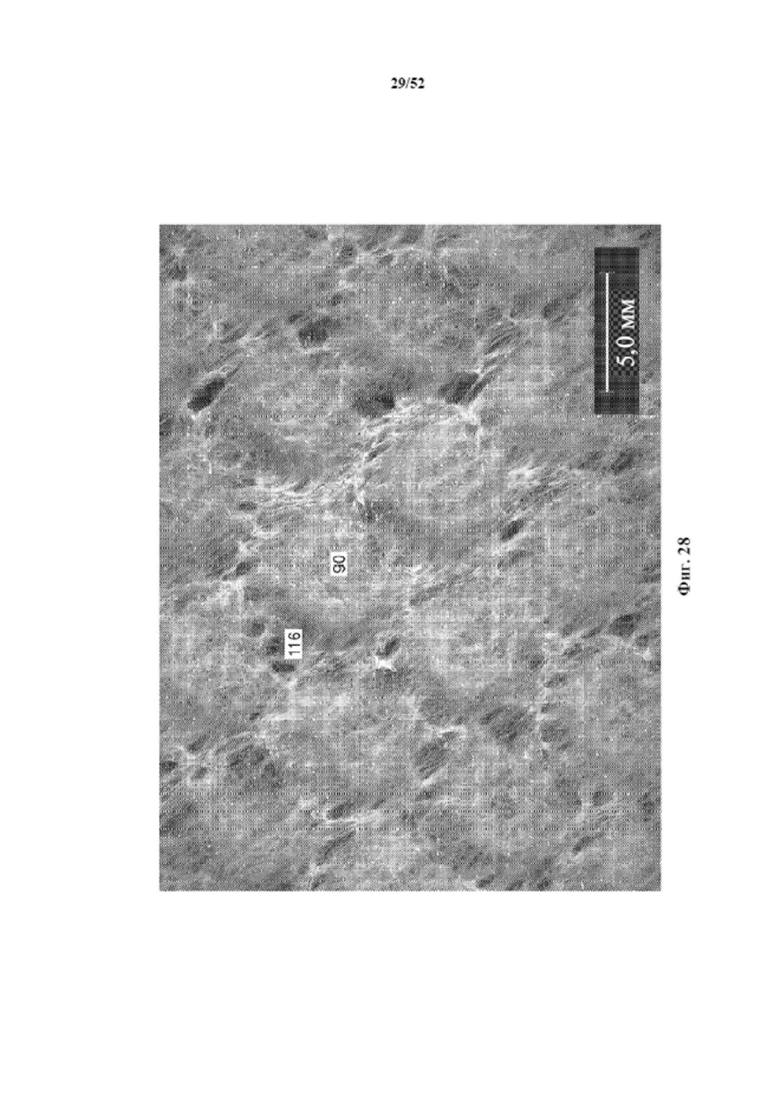
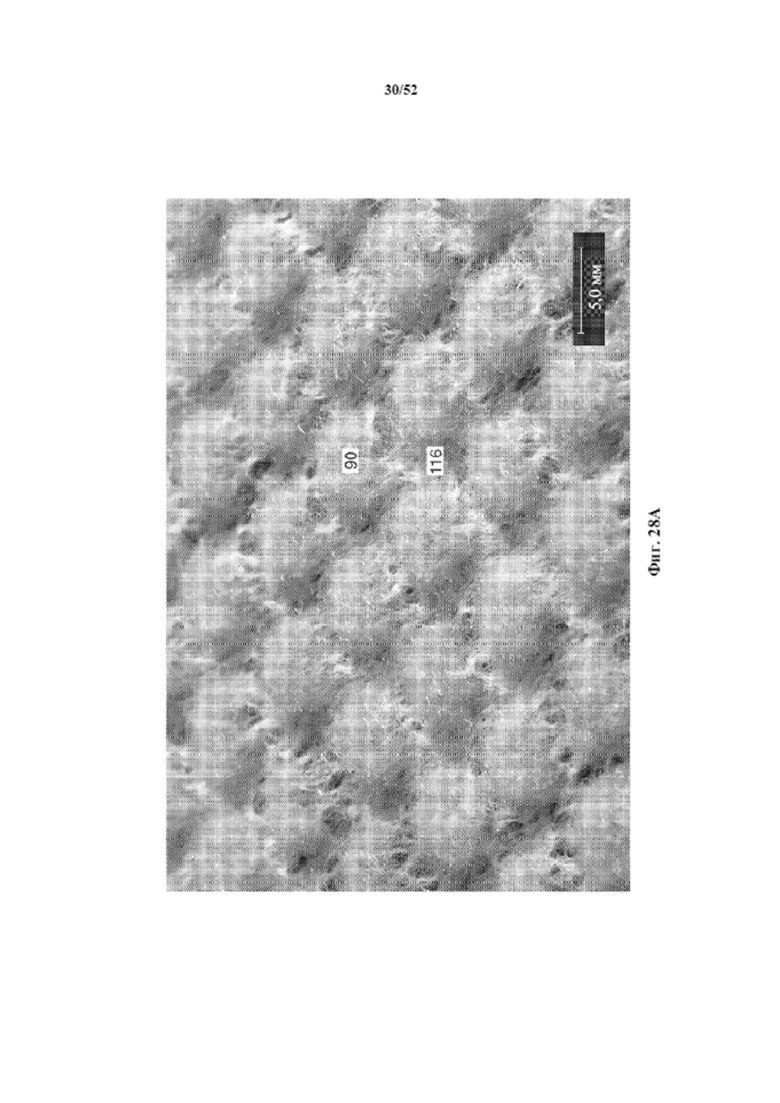
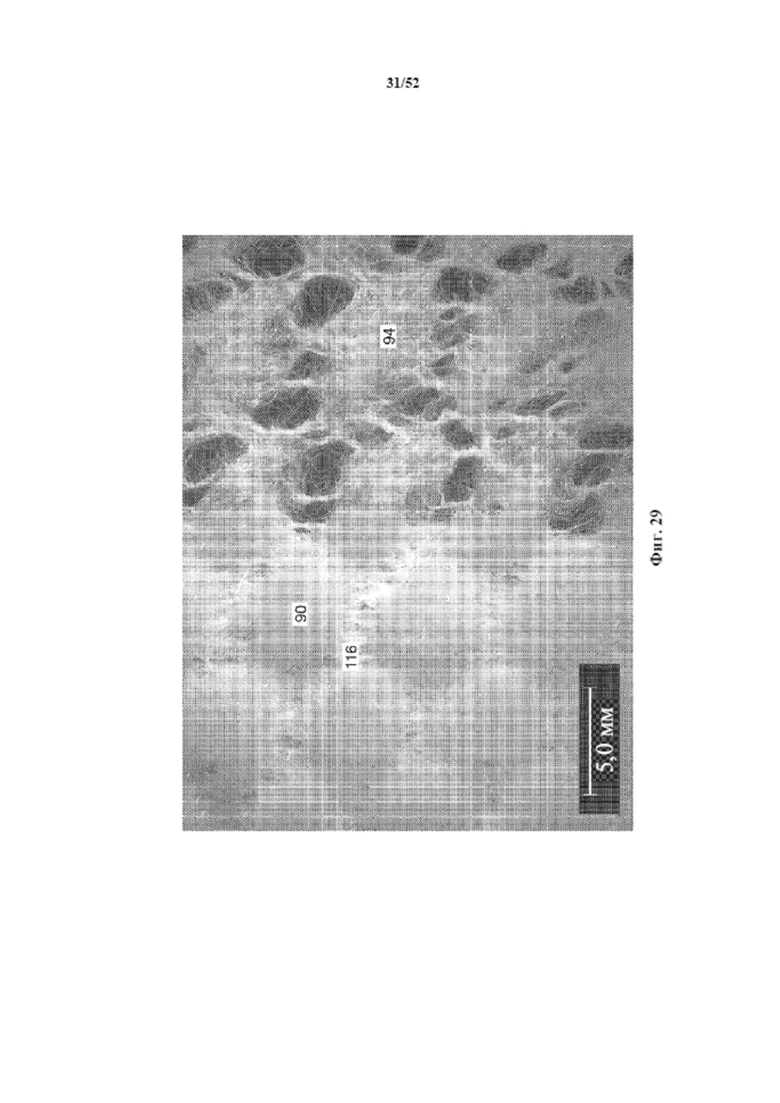
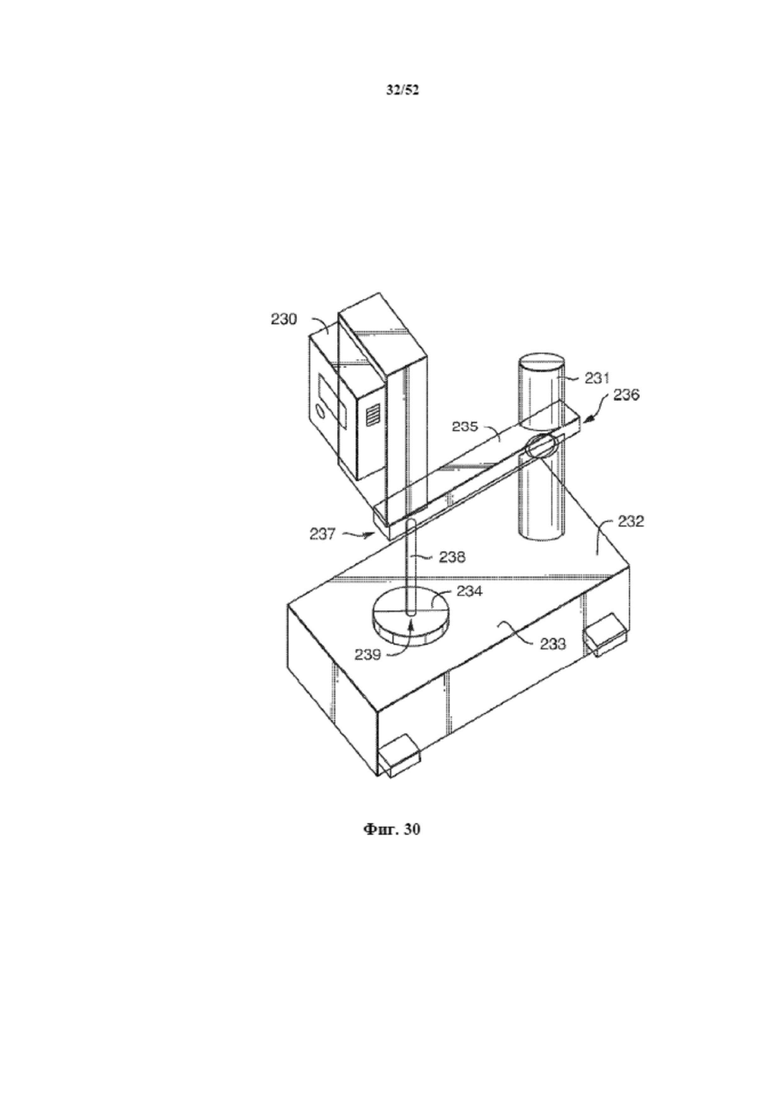
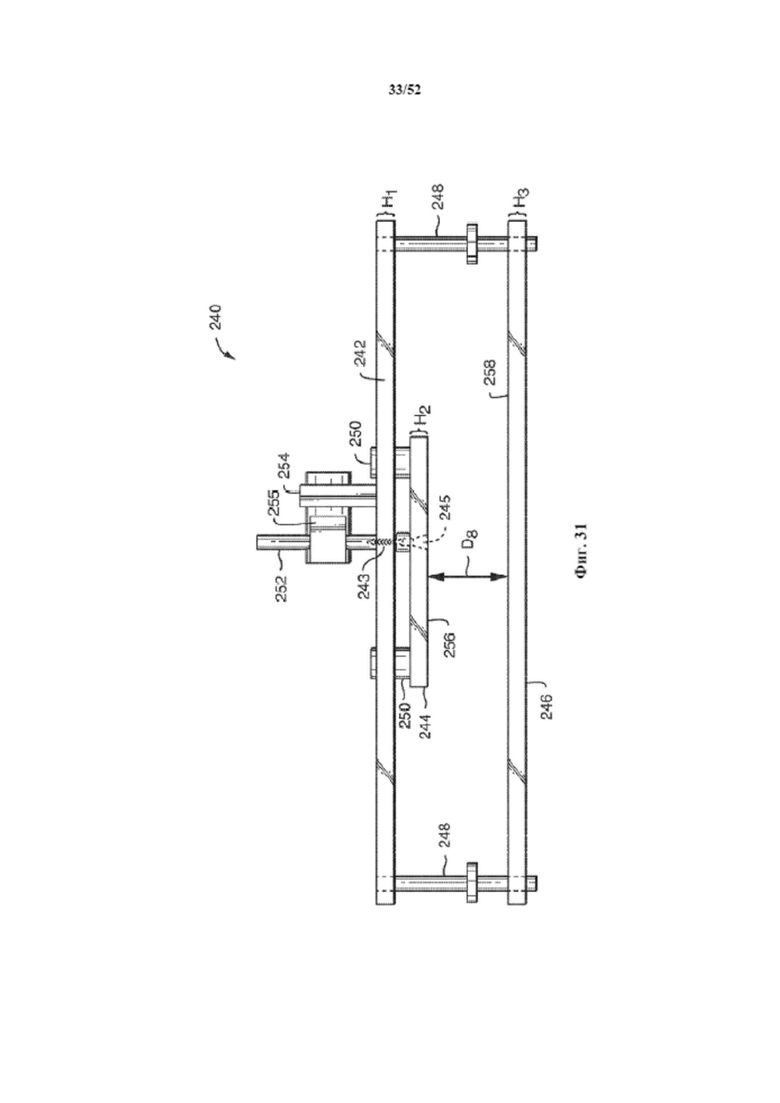
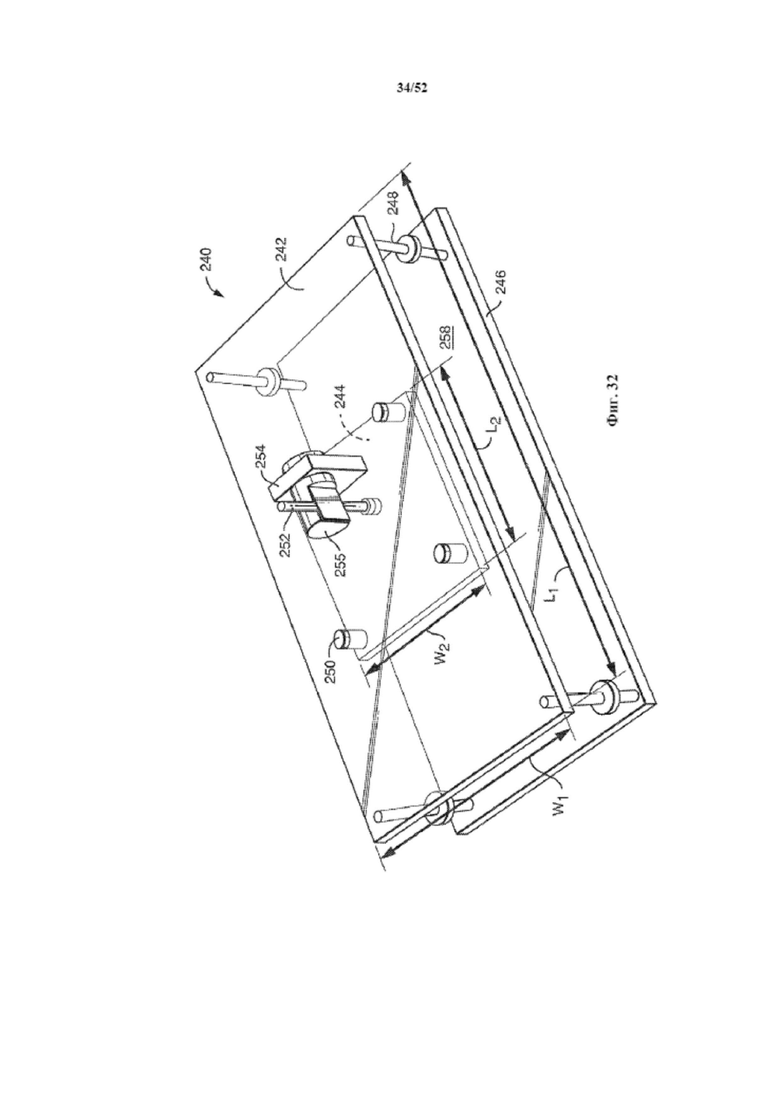
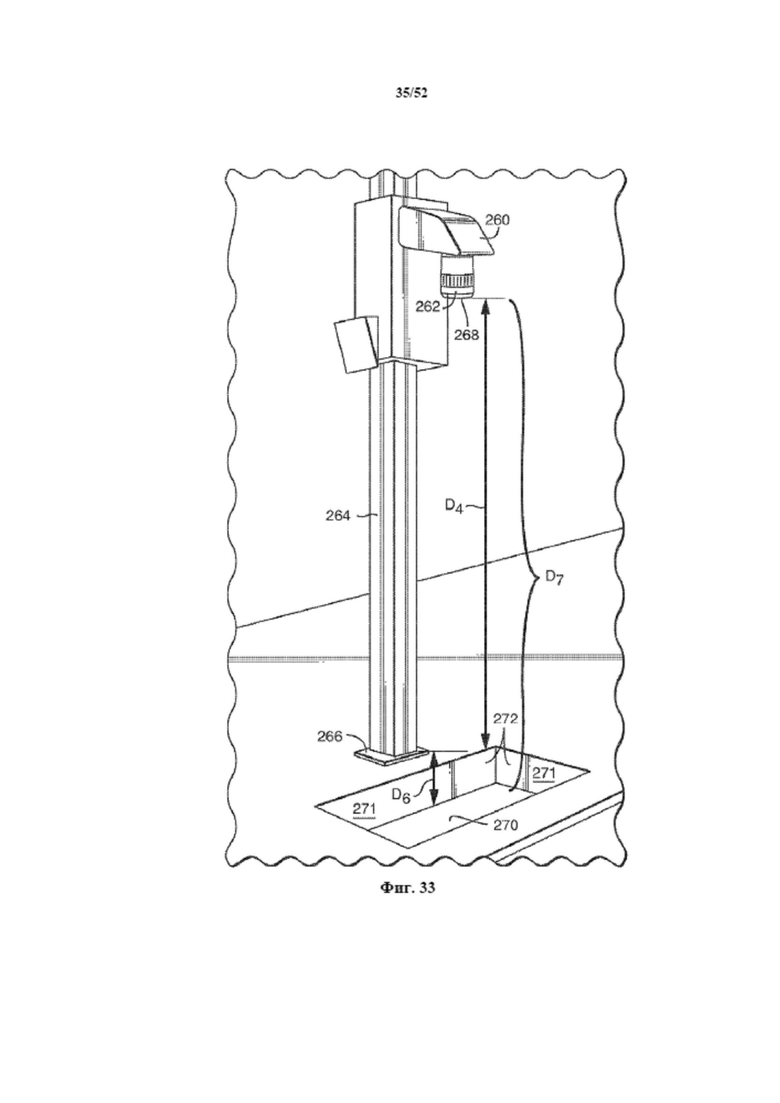
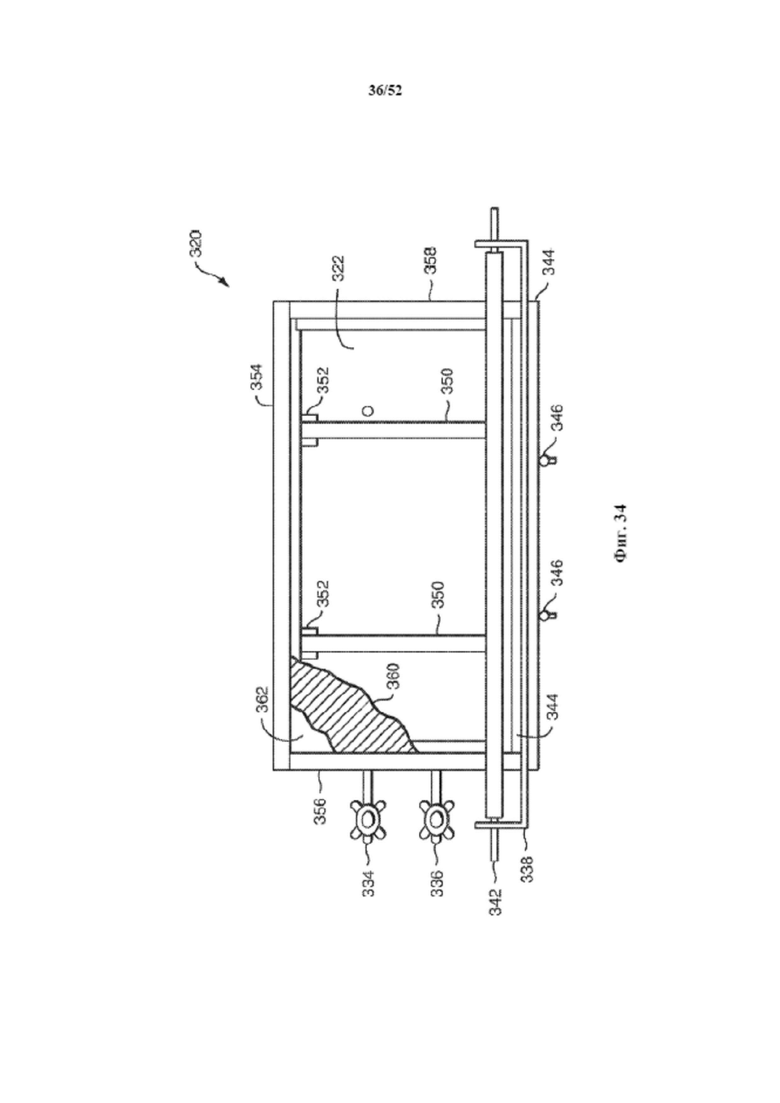
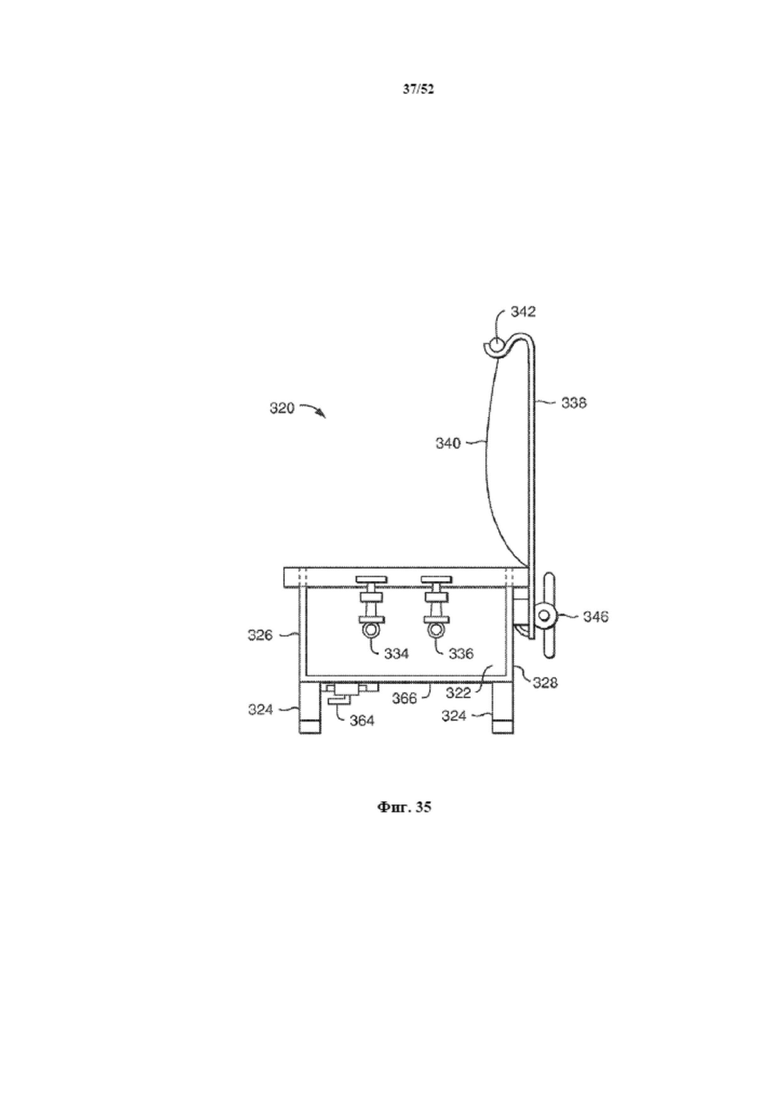
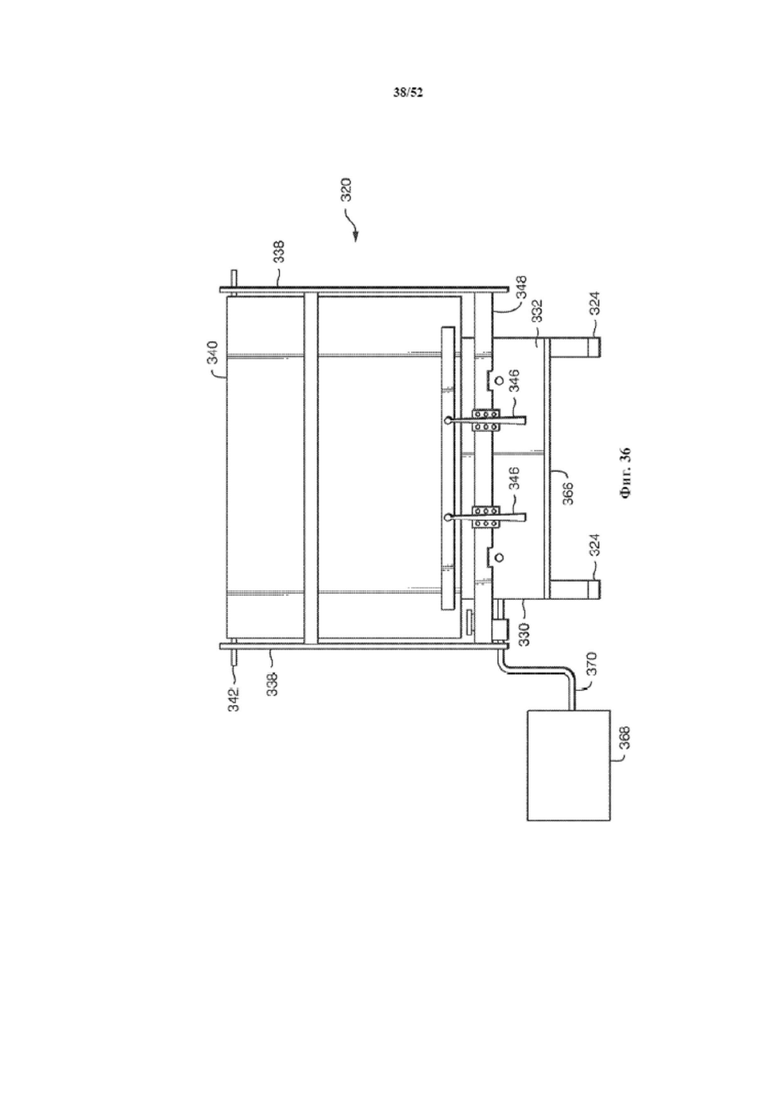
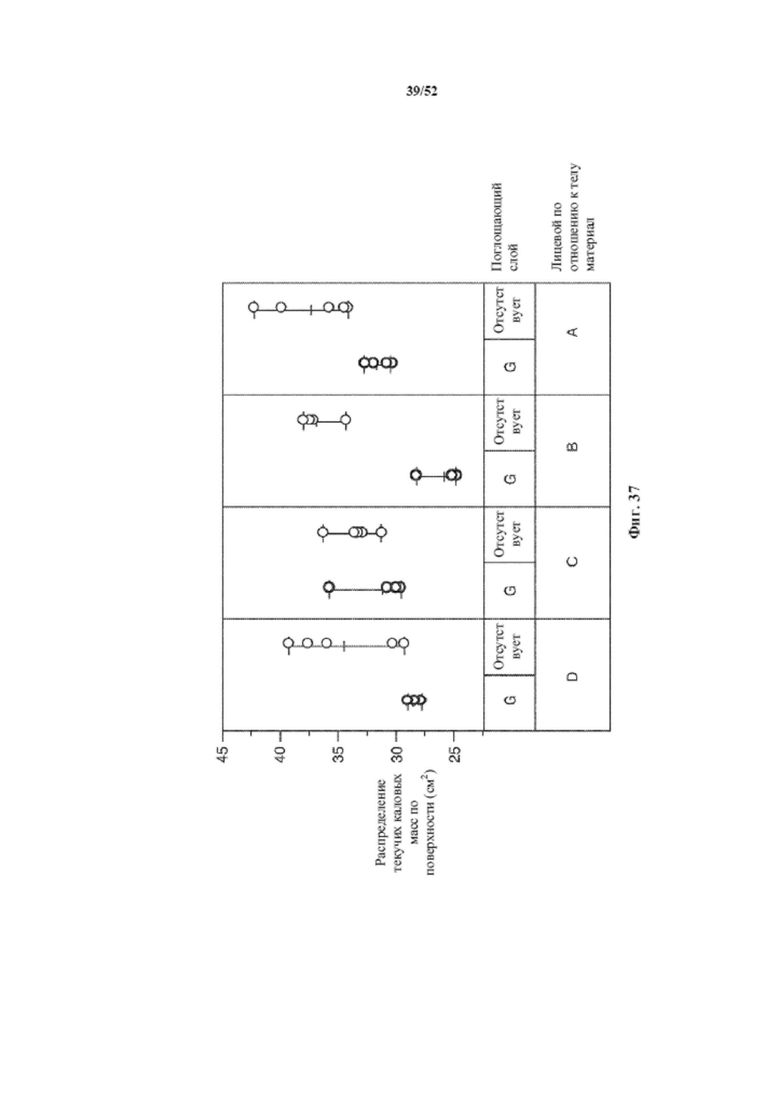
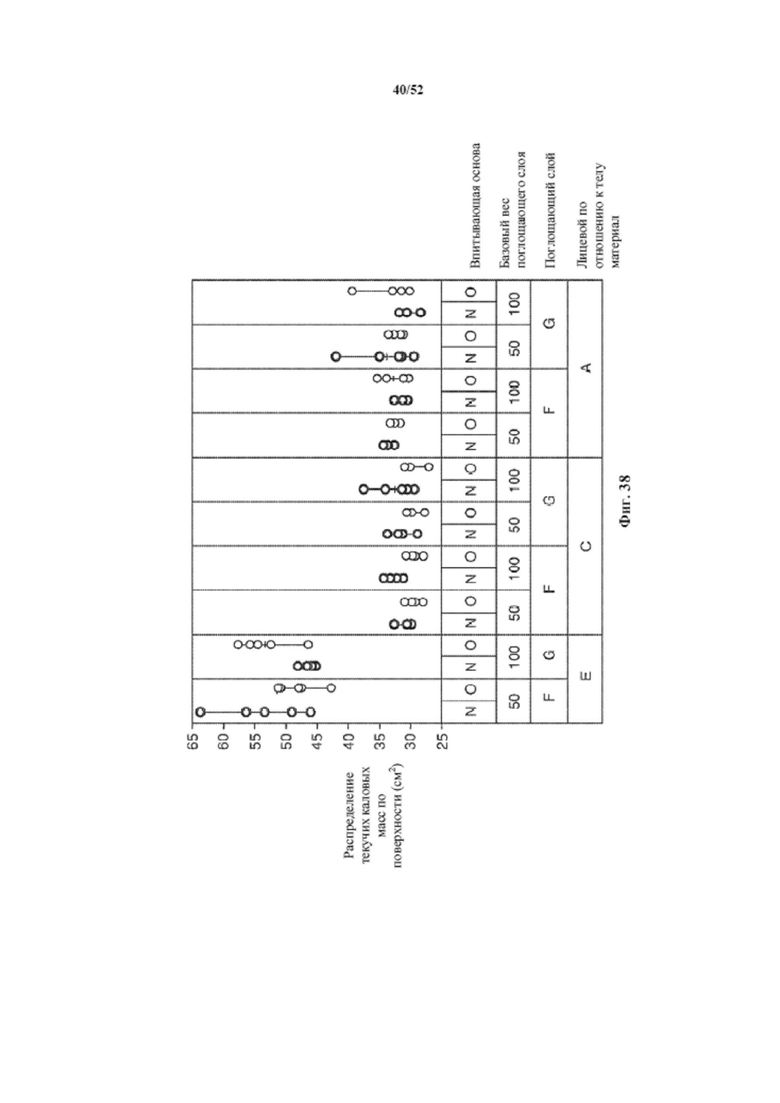
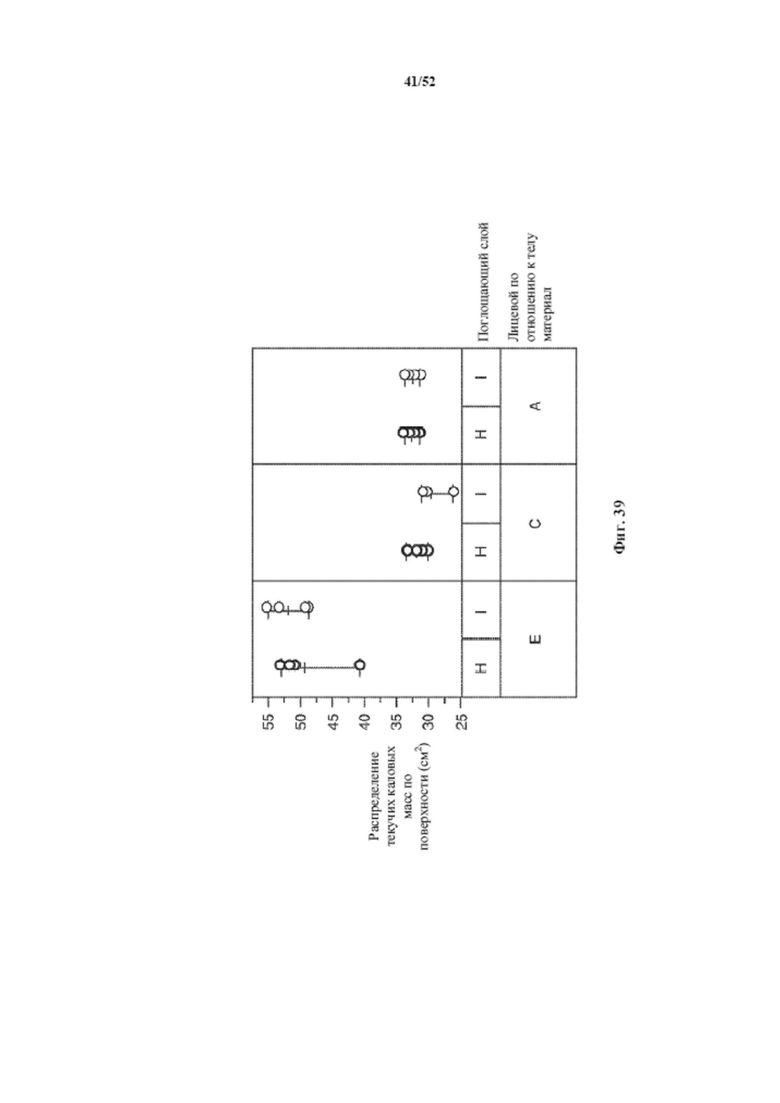
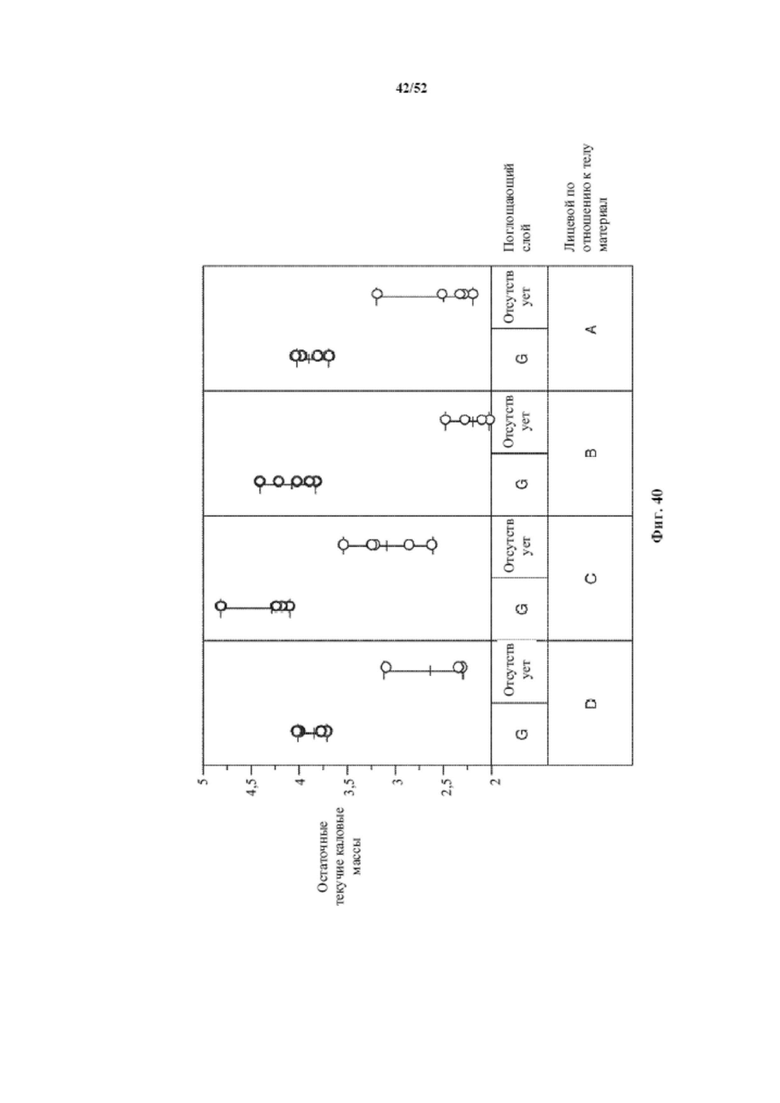
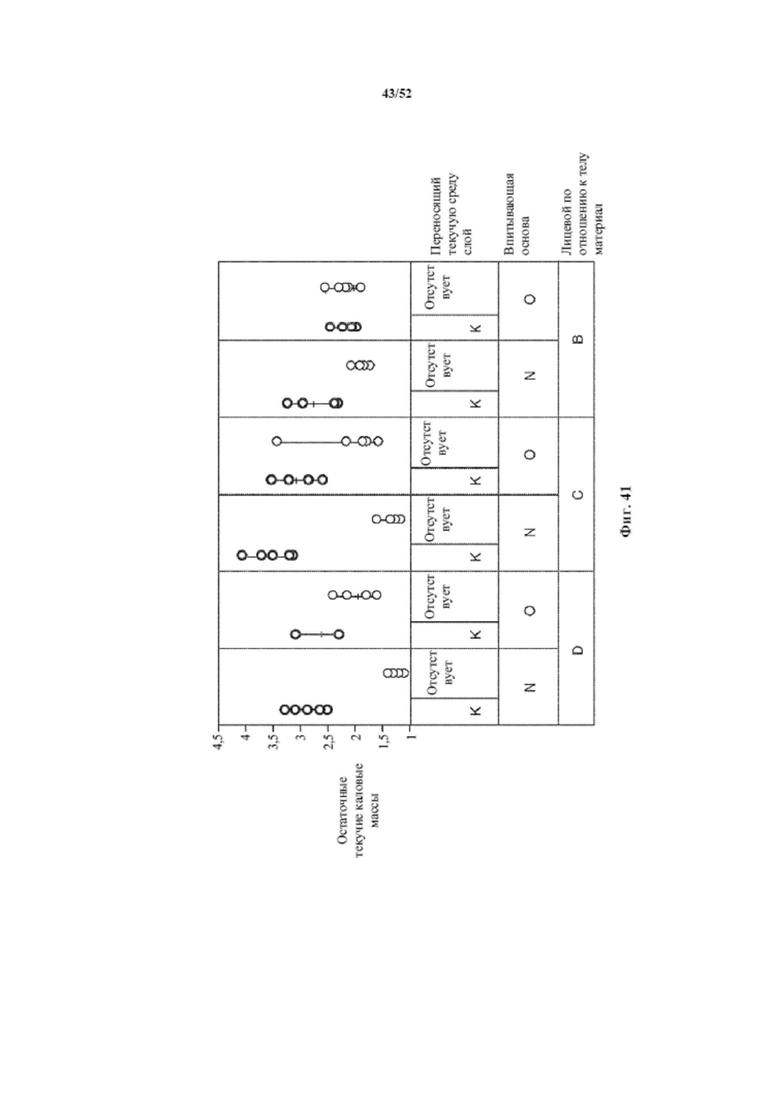
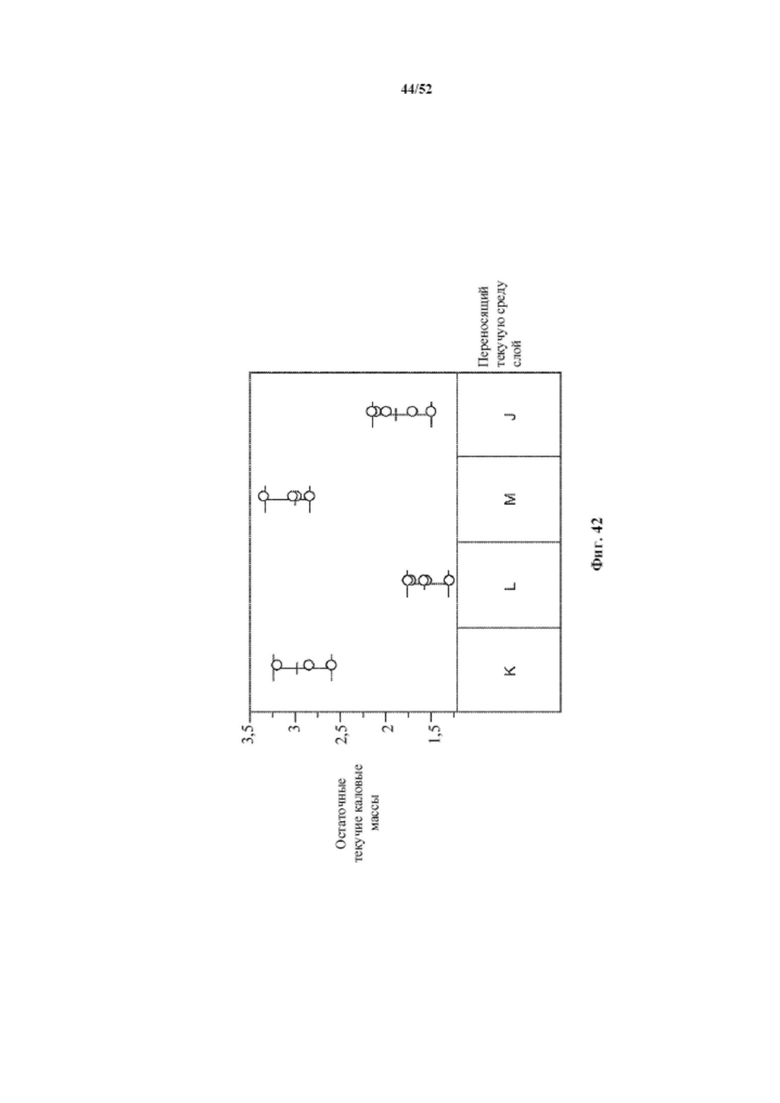
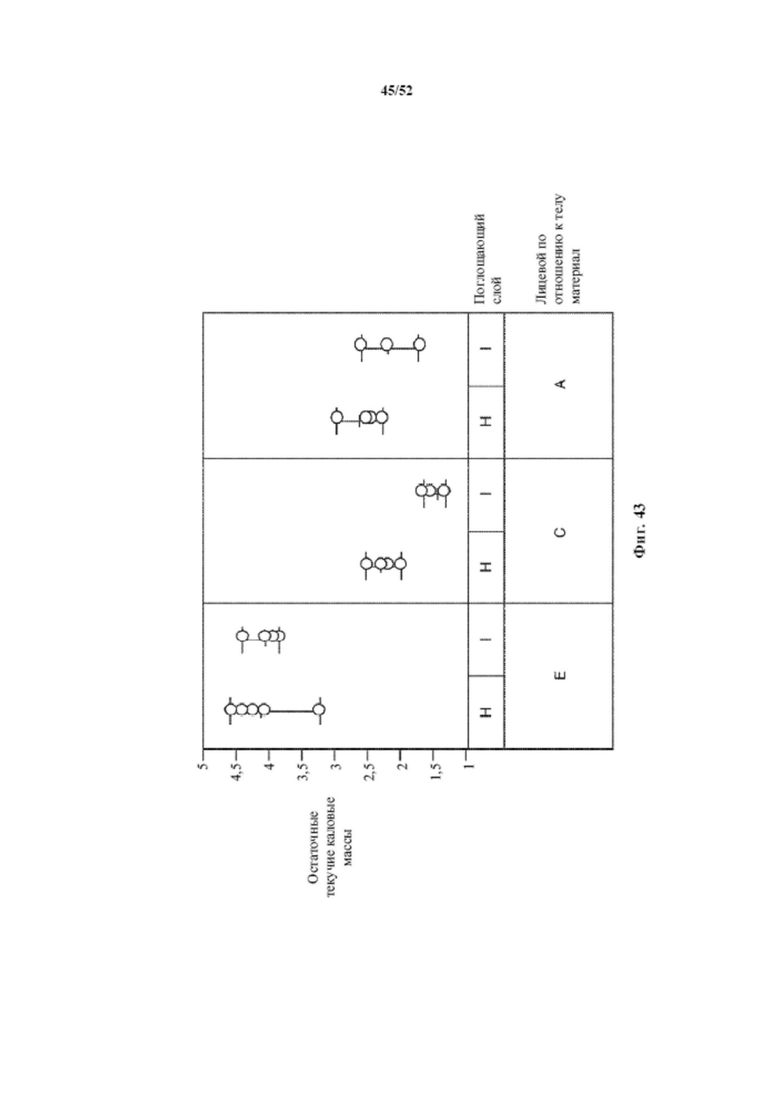
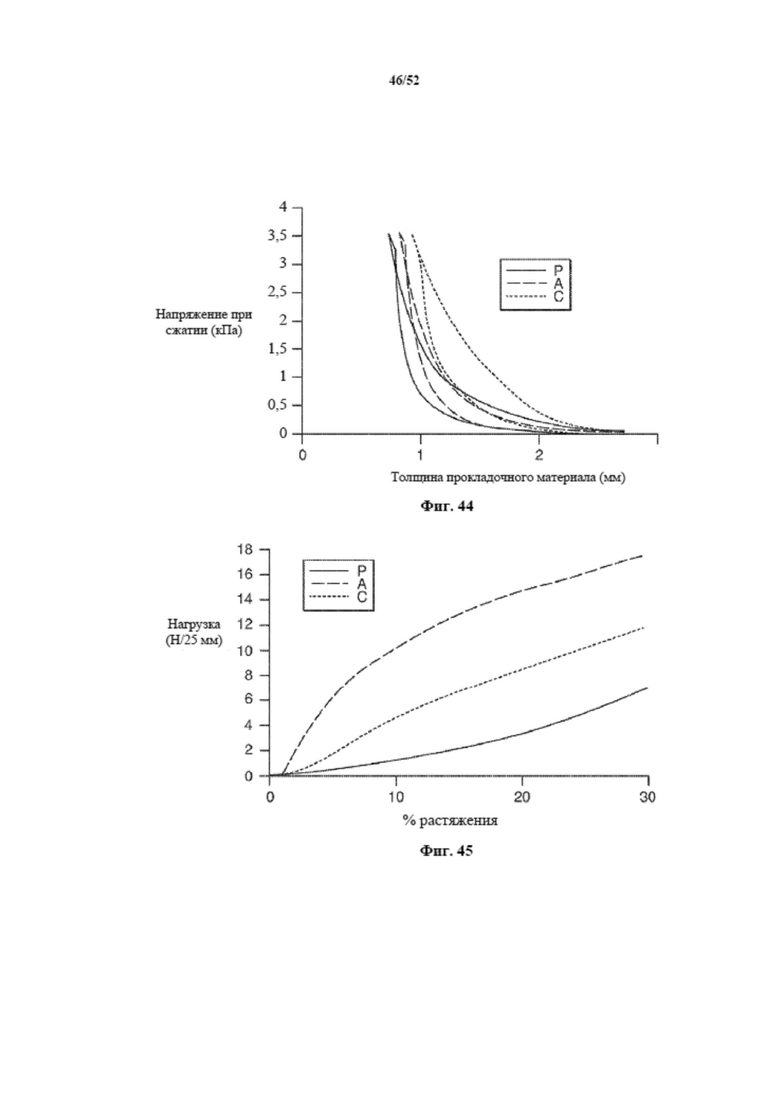
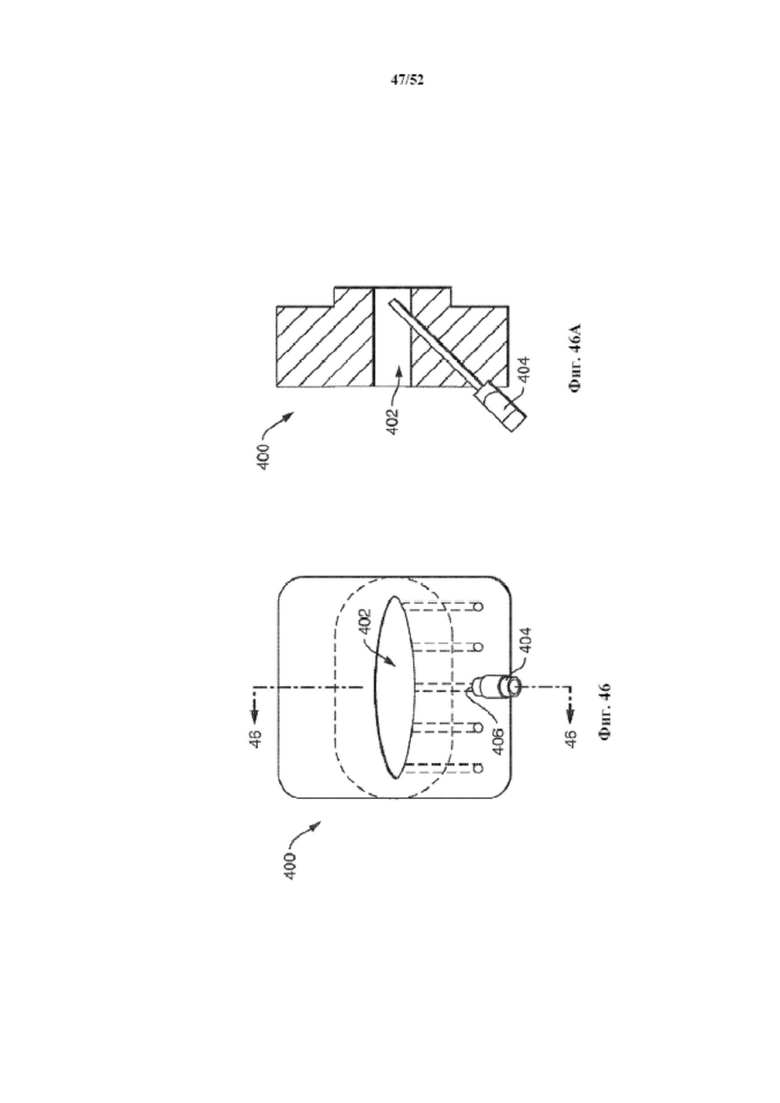
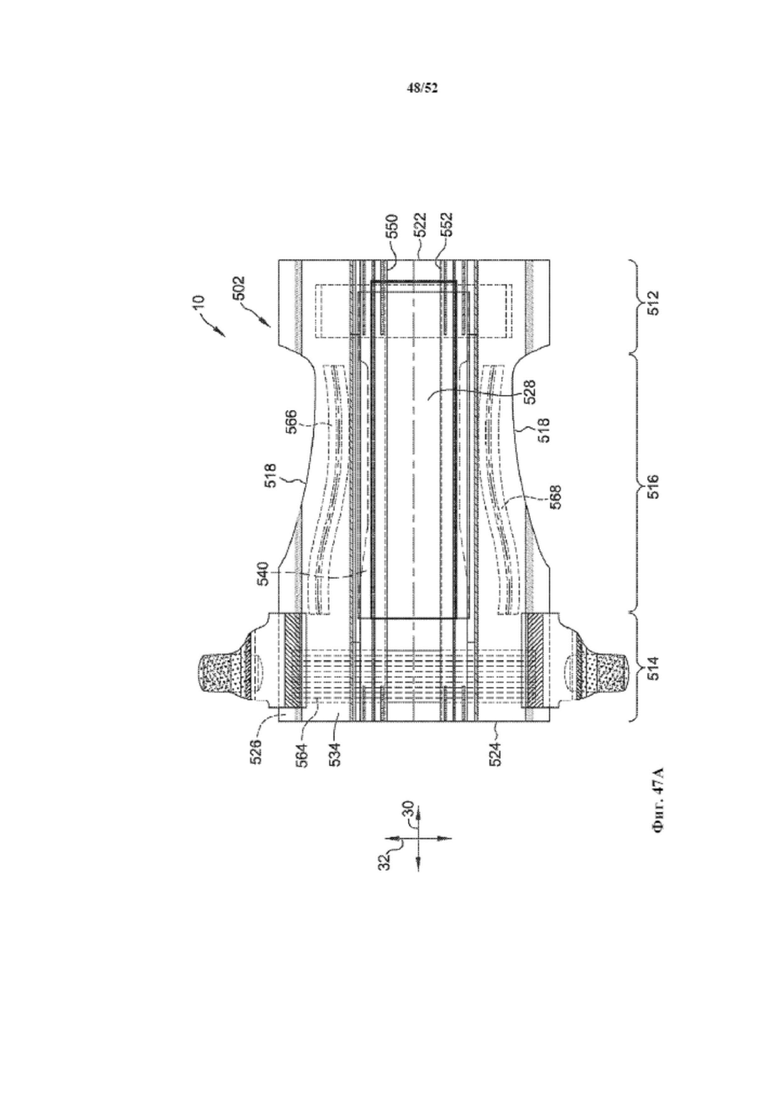
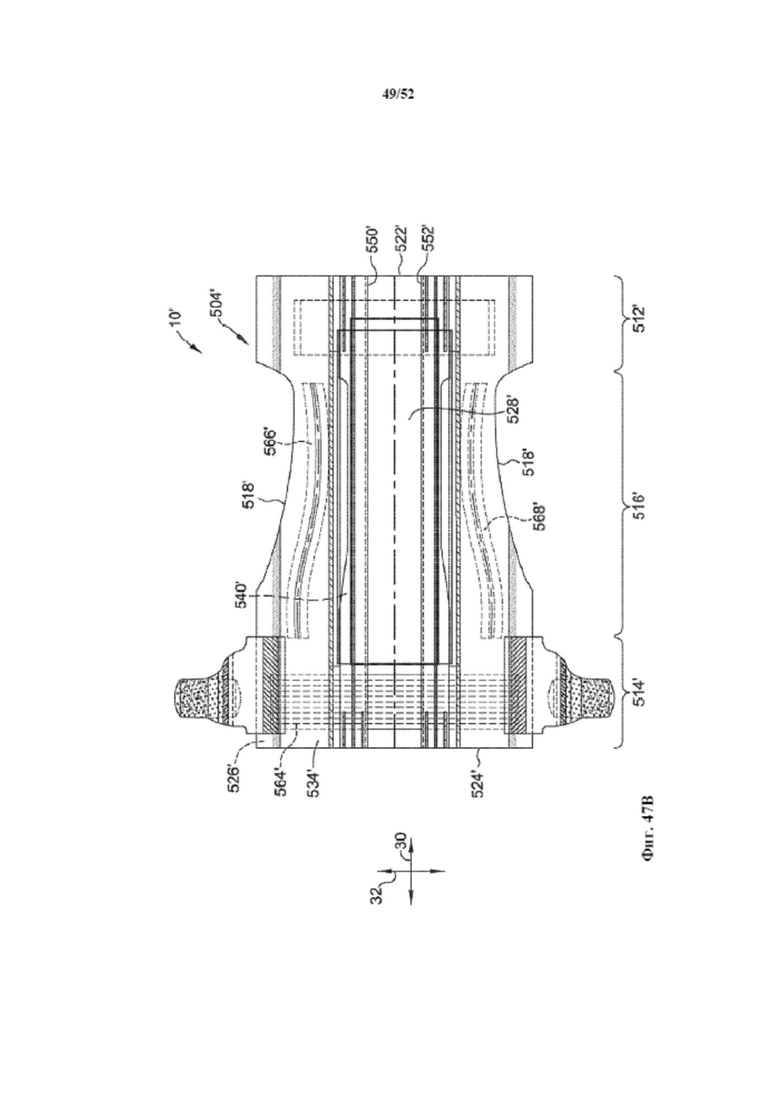
Продуктовая линейка впитывающих изделий включает первое впитывающее изделие для пользователя мужского пола с первым диапазоном размеров. Первое впитывающее изделие содержит наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, и впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал. Лицевой по отношению к телу материал определяет взаимодействующий с мужской мочой элемент с множеством выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем мужского пола. Второе впитывающее изделие для пользователя женского пола имеет размер в пределах первого диапазона размеров. Второе впитывающее изделие включает наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, и впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал. Лицевой по отношению к телу материал определяет взаимодействующий с женской мочой элемент с множеством выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем женского пола. По меньшей мере часть выступающих частей взаимодействующего с женской мочой элемента характеризуется конфигурацией, отличной от выступающих частей взаимодействующего с мужскими выделениями элемента. 3 н. и 18 з.п. ф-лы, 62 ил., 17 табл. 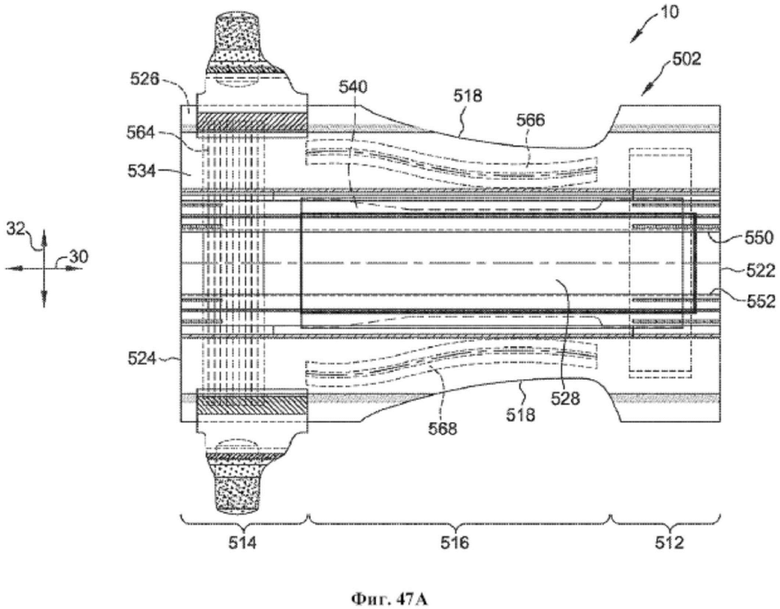
1. Продуктовая линейка впитывающих изделий, при этом указанная продуктовая линейка включает:
первое впитывающее изделие для пользователя мужского пола с первым диапазоном размеров, при этом указанное первое впитывающее изделие содержит наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал, при этом лицевой по отношению к телу материал определяет взаимодействующий с мужской мочой элемент, содержащий множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем мужского пола, и
второе впитывающее изделие для пользователя женского пола с размерами в пределах первого диапазона размеров, при этом указанное второе впитывающее изделие содержит наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал, при этом лицевой по отношению к телу материал определяет взаимодействующий с женской мочой элемент, содержащий множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем женского пола, при этом по меньшей мере часть выступающих частей взаимодействующего с женской мочой элемента имеет конфигурацию, отличную от конфигурации выступающих частей взаимодействующего с мужскими выделениями элемента.
2. Продуктовая линейка по п. 1, где по меньшей мере часть из множества выступающих частей взаимодействующего с мужской мочой элемента имеет по меньшей мере один размер, превышающий размер у множества выступающих частей взаимодействующего с женской мочой элемента.
3. Продуктовая линейка по п. 2, где по меньшей мере часть из множества выступающих частей взаимодействующего с мужской мочой элемента имеет диаметр, превышающий диаметр у множества выступающих частей взаимодействующего с женской мочой элемента.
4. Продуктовая линейка по п. 3, где средний диаметр по меньшей мере некоторых из множества выступающих частей взаимодействующего с мужской мочой элемента составляет приблизительно 4 мм, как определено с помощью «Способа определения ширины выступающих частей».
5. Продуктовая линейка по п. 4, где средний диаметр по меньшей мере некоторых из множества выступающих частей взаимодействующего с женской мочой элемента составляет приблизительно 3 мм, как определено с помощью «Способа определения ширины выступающих частей».
6. Продуктовая линейка по п. 1, где лицевой по отношению к телу материал каждого из первого и второго впитывающих изделий содержит опорный слой и слой с выступающими частями, прикрепленный к опорному слою.
7. Продуктовая линейка по п. 1, где каждое из первого и второго впитывающих изделий дополнительно содержит вторичный прокладочный материал, при этом лицевой по отношению к телу материал каждого из изделий лежит поверх вторичного прокладочного материала.
8. Продуктовая линейка по п. 7, где вторичный прокладочный материал выступает за пределы лицевого по отношению к телу материала в каждом из первого и второго впитывающих изделий.
9. Продуктовая линейка впитывающих изделий, при этом указанная продуктовая линейка включает:
первое впитывающее изделие для пользователя мужского пола с первым диапазоном размеров, при этом указанное первое впитывающее изделие содержит наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал, при этом лицевой по отношению к телу материал определяет взаимодействующий с мужской мочой элемент, содержащий лицевую по отношению к телу поверхность, лицевую по отношению к предмету одежды поверхность и множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем мужского пола, и
второе впитывающее изделие для пользователя женского пола с размерами в пределах первого диапазона размеров, при этом указанное второе впитывающее изделие содержит наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал, при этом лицевой по отношению к телу материал определяет взаимодействующий с женской мочой элемент, содержащий лицевую по отношению к телу поверхность, лицевую по отношению к предмету одежды поверхность и множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем женского пола,
где по меньшей мере часть выступающих частей взаимодействующего с женской мочой элемента имеет конфигурацию, отличную от конфигурации по меньшей мере у части выступающих частей взаимодействующего с мужскими выделениями элемента, а впитывающая основа второго впитывающего изделия отличается от впитывающей основы первого впитывающего изделия.
10. Продуктовая линейка по п. 9, где по меньшей мере часть из множества выступающих частей взаимодействующего с мужской мочой элемента имеет по меньшей мере один размер, превышающий размер по меньшей мере у части из множества выступающих частей взаимодействующего с женской мочой элемента.
11. Продуктовая линейка по п. 10, где по меньшей мере часть из множества выступающих частей взаимодействующего с мужской мочой элемента имеет диаметр, превышающий диаметр по меньшей мере у части из множества выступающих частей взаимодействующего с женской мочой элемента.
12. Продуктовая линейка по п. 11, где средний диаметр по меньшей мере некоторых из множества выступающих частей взаимодействующего с мужской мочой элемента составляет приблизительно 4 мм, как определено с помощью «Способа определения ширины выступающих частей».
13. Продуктовая линейка по п. 12, где средний диаметр по меньшей мере некоторых из множества выступающих частей взаимодействующего с женской мочой элемента составляет приблизительно 3 мм, как определено с помощью «Способа определения ширины выступающих частей».
14. Продуктовая линейка по п. 9, где впитывающая основа первого впитывающего изделия имеет форму, отличную от формы впитывающей основы второго впитывающего изделия.
15. Продуктовая линейка по п. 9, где впитывающая основа первого впитывающего изделия имеет большее количество впитывающего материала по сравнению с впитывающей основой второго впитывающего изделия.
16. Продуктовая линейка по п. 15, где как впитывающая основа первого впитывающего изделия, так и впитывающая основа второго впитывающего изделия содержат ворс и супервпитывающий материал, при этом впитывающая основа первого впитывающего изделия имеет большее количество по меньшей мере одного из ворса и супервпитывающего материала по сравнению с впитывающей основой второго впитывающего изделия.
17. Продуктовая линейка по п. 9, где впитывающая основа первого впитывающего изделия расположена ближе к передней части впитывающего изделия, нежели впитывающая основа второго впитывающего изделия.
18. Продуктовая линейка впитывающих изделий, при этом указанная продуктовая линейка включает:
первое впитывающее изделие для пользователя мужского пола с первым диапазоном размеров, при этом указанное первое впитывающее изделие содержит наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал, при этом лицевой по отношению к телу материал определяет взаимодействующий с мочой элемент, содержащий множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем мужского пола, причем множество выступающих частей имеет по меньшей мере один размер, при этом взаимодействующий с мужской мочой элемент и впитывающая основа имеют местоположение, адаптированное для впитывания мочи, высвобождаемой пользователем мужского пола, и
второе впитывающее изделие для пользователя женского пола с размерами в пределах первого диапазона размеров, при этом указанное второе впитывающее изделие содержит наружное покрытие, лицевой по отношению к телу материал, который является противоположным по отношению к наружному покрытию, впитывающую основу, расположенную между лицевым по отношению к телу материалом и наружным покрытием, для впитывания жидкости, которая проходит через лицевой по отношению к телу материал, при этом лицевой по отношению к телу материал определяет взаимодействующий с мочой элемент, содержащий множество выступающих частей, адаптированных для взаимодействия с мочой, высвобождаемой пользователем женского пола, при этом взаимодействующий с женской мочой элемент и впитывающая основа имеют местоположение, адаптированное для впитывания мочи, высвобождаемой пользователем женского пола, при этом местоположение взаимодействующего с женской мочой элемента и впитывающей основы отличаются от местоположения взаимодействующего с мужской мочой элемента и соответствующей впитывающей основы, при этом множество выступающих частей имеют по меньшей мере один размер, меньший по меньшей мере чем один размер у множества выступающих частей взаимодействующего с мужской мочой элемента.
19. Продуктовая линейка по п. 18, где каждое из первого и второго впитывающих изделий имеет передний поясной край, при этом взаимодействующий с мужской мочой элемент расположен ближе к переднему поясному краю первого впитывающего изделия, чем взаимодействующий с женской мочой элемент к переднему поясному краю второго впитывающего изделия.
20. Продуктовая линейка по п. 18, где каждое из первого и второго впитывающих изделий дополнительно содержит вторичный прокладочный материал, при этом лицевой по отношению к телу материал каждого из изделий лежит поверх вторичного прокладочного материала.
21. Продуктовая линейка по п. 20, где вторичный прокладочный материал каждого из первого и второго впитывающих изделий расположен между впитывающей основой и соответствующим взаимодействующим с мочой элементом.
| US 20060241558 A1, 26.10.2006 | |||
| US 20100108554 A1, 06.05.2010 | |||
| US 20090264851 A1, 22.10.2009 | |||
| JP 2010115352 A, 27.05.2010. |

