Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства частиц и устройству для производства частиц.
Известный уровень техники
Недавно был предложен способ производства тонера, который включает плавление термопластичной смолы и приведение расплавленной смолы в контакт со сжимающей текучей средой, за которым следует перемешивание расплавленной смолы и сжимающей текучей среды при помощи обычной статической мешалки с целью уменьшения вязкости расплавленной смолы, снижение давления полученной смеси, приводящее к ее расширению, и, тем самым, производство тонера (см. PTL 1). В соответствии с этим, предложенным способом тонер может быть произведен при низких затратах энергии.
Однако, в том случае, когда текучие среды с различной вязкостью, такие как расплавленная смола и жидкий диоксид углерода, перемешивают с использованием статической мешалки, как в случае PTL 1, трудно достичь гомогенного перемешивания этих текучих сред. Что касается статической мешалки, известна статическая мешалка, представляющая собой смешивающий элемент в трубчатом корпусе. Этот смешивающий элемент не имеет движущихся частей и снабжен множеством отражательных пластин, которые установлены вдоль осевого направления с осью трубы в центре. В такой статической мешалке текучая среда перемешивается путем разделения, переворачивания и опрокидывания смешивающим элементом, установленным в трубе, по мере того, как текучая среда перемещается внутри трубчатого корпуса. Что касается статической мешалки другого типа, известна мешалка, в которой роль смешивающего элемента выполняет большое количество пластин в форме ячеек, образованных небольшими многоугольными камерами, установленных так, что они перекрывают друг друга.
В такой статической мешалке текучая среда перемешивается, будучи разбрасываемой, переворачиваемой и закручиваемой по мере того, как текучая среда последовательно движется через небольшие камеры в трубе от центральной части трубы к наружной стороне и от наружной стороны к центральной части трубы.
Однако, когда термопластичную смолу, представляющую собой очень вязкую текучую среду, и сжимающую текучую среду, представляющую собой маловязкую текучую среду, пропускают через статическую мешалку, сжимающая текучая среда проходит через пространство между смешивающим элементом и трубчатым элементом, не претерпевая перемешивающего действия со стороны смешивающего элемента. В результате эти две текучие среды могут не быть гомогенно перемешанными. Следовательно, сжимающая текучая среда недостаточно растворяется в термопластичной смоле, так что вязкость термопластичной смолы снижается недостаточно. Даже когда полученная смесь расширяется при снижении давления, диаметры образующихся частиц становятся большими, например, от нескольких сот микрометров до нескольких миллиметров, гранулометрический состав становится широким из-за слияния частиц, и образуются волокнистые продукты. Следовательно, существует проблема, заключающаяся в сложности производства большого количества однородных частиц, имеющих малый диаметр.
Существуют меры противодействия описанному выше неадекватному перемешиванию, например, придание смешивающему элементу сложной структуры и удлинение мешалки. Однако эти меры противодействия не являются эффективным способом предотвращения прохождения сжимающей текучей среды, которая представляют собой маловязкую текучую среду, насквозь, следовательно, имеются проблемы, такие как увеличение гидравлического сопротивления при перемешивании, укрупненное устройство и увеличение объема работ по промывке.
Следовательно, имеется потребность в способе производства, обеспечивающем производство частиц с узким гранулометрическим составом и малым диаметром, в котором термопластичную смолу, которая является очень вязкой текучей средой, и сжимающую текучую среду, представляющую собой маловязкую текучую среду, приводят в контакт с образованием расплава, расплав подвергают струйной обработке с образованием частиц.
Список цитируемых документов
Патентная литература
PTL 1: Патент Японии (JP-B) №4113452
Сущность изобретения
Техническая задача
Настоящее изобретение направлено на способ производства частиц, обеспечивающий эффективное производство частиц с узким гранулометрическим составом.
Решение поставленной задачи
В качестве средства решения поставленной задачи способ производства частиц по настоящему изобретению включает:
приведение сжимающей текучей среды и прессуемого пластического материала в контакт друг с другом с использованием многоступенчатой микромешалки с разделенным потоком с целью производства, тем самым, расплава прессуемого пластического материала, в котором растворена сжимающая текучая среда; и
струйная обработка расплава прессуемого пластического материала с образованием частиц,
при этом прессуемый пластический материал представляет собой смолу с карбонильной структурой -С(=O)-, и
при этом вязкость расплава составляет 500 мПа·с или меньше при измерении в условиях по температуре и давлению, имеющихся во время струйной обработки расплава прессуемого пластического материала.
Преимущества изобретения
Настоящее изобретение обеспечивает решение указанных выше задач в данной области и предоставляет способ производства частиц, обеспечивающий эффективное производство частиц с узким гранулометрическим составом.
Краткое описание чертежей
На фиг. 1 представлен график зависимости температуры стеклования прессуемого пластического материала от давления.
На фиг. 2 представлена фазовая диаграмма, поясняющая состояние вещества в зависимости от температуры и давления.
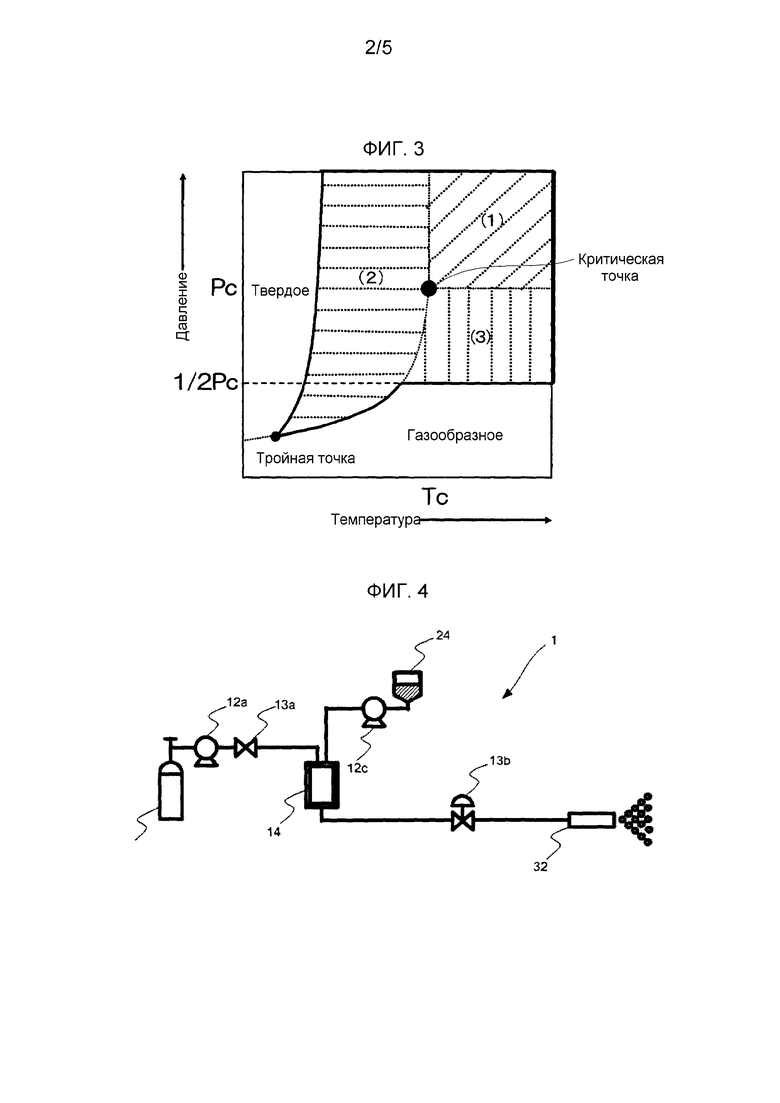
На фиг. 3 представлена фазовая диаграмма, задающая диапазон сжимающей текучей среды.
На фиг. 4 представлена схема, поясняющая один из примеров устройства для производства частиц, предназначенного для использования в способе производства частиц по настоящему изобретению.
На фиг. 5 представлена схема, поясняющая другой пример устройства для производства частиц, предназначенного для использования в способе производства частиц по настоящему изобретению.
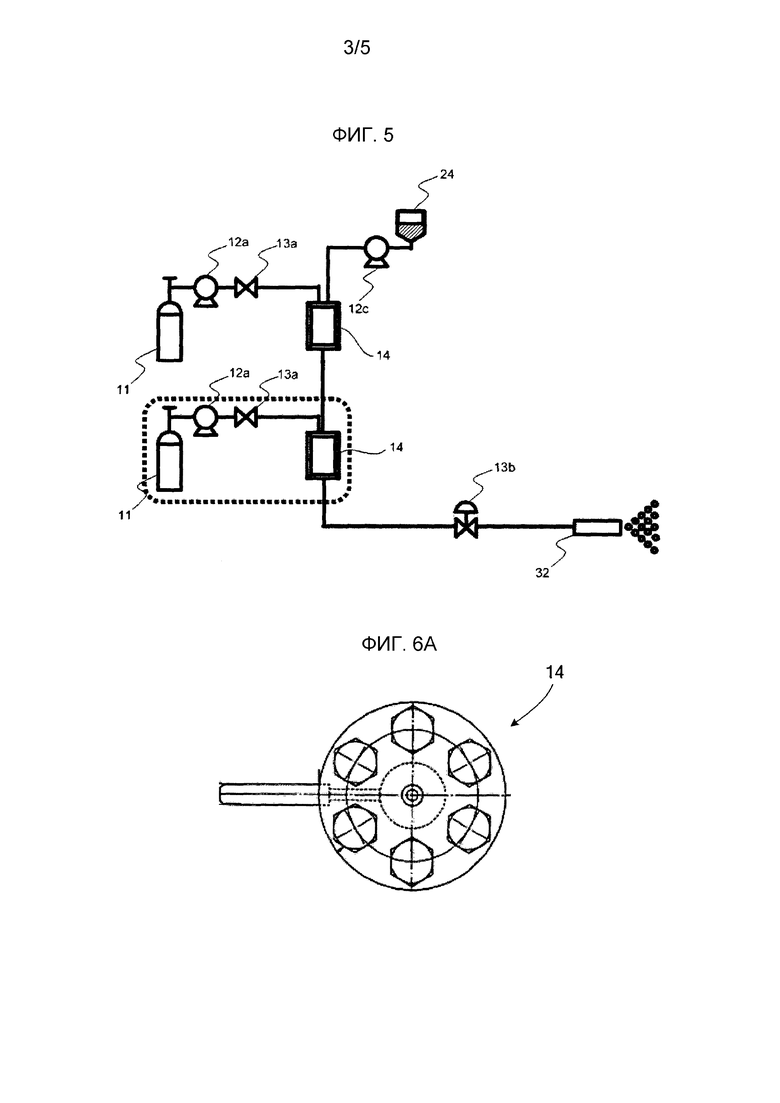
Фиг. 6А представляет собой схематичный вид сверху, поясняющий один из примеров многоступенчатой микромешалки с разделенным потоком.
Фиг. 6B представляет собой схематичный вид спереди, поясняющий один из примеров многоступенчатой микромешалки с разделенным потоком.
Фиг. 6С представляет собой схематичный увеличенный вид части X фиг. 6B.
Фиг. 6D представляет собой схематичный увеличенный вид двухтрубчатой смесительной камеры 101 фиг. 6С.
Описание вариантов осуществления изобретения
Способ производства частиц и устройство для производства частиц
Способ производства частиц по настоящему изобретению включает стадию плавления и стадию гранулирования и, если нужно, может дополнительно включать другие стадии.
Устройство для производства частиц включает плавильную секцию и грануляционную секцию и, если нужно, может дополнительно включать другие секции.
Способ производства частиц по настоящему изобретению может быть надлежащим образом реализован при помощи устройства для производства частиц по настоящему изобретению. Стадия плавления может быть надлежащим образом проведена в плавильной секции. Стадия гранулирования может быть надлежащим образом проведена в грануляционной секции. Упомянутые выше другие стадии могут быть надлежащим образом проведены в упомянутых выше других секциях.
Стадия плавления и плавильная секция
Стадия плавления заключается в приведении в контакт друг с другом сжимающей текучей среды и прессуемого пластического материала при помощи многоступенчатой микромешалки с разделенным потоком с целью производства расплава прессуемого пластического материала, в котором растворена сжимающая текучая среда. Стадию плавления надлежащим образом осуществляют в плавильной секции.
Термин «расплав прессуемого пластического материала» означает прессуемый пластический материал в пластифицированном и/или ожиженном состоянии с увеличением объема, когда прессуемый пластический материал контактирует со сжимающей текучей средой.
Прессуемый пластический материал
Прессуемый пластический материал представляет собой материал с такими характеристиками, что его температура стеклования уменьшается при приведении в контакт со сжимающей текучей средой при приложении давления. Более конкретно, прессуемый пластический материал - это материал, пластифицирующийся при приложении давления без приложения тепла.
Прессуемый пластический материал пластифицируется при температуре, которая меньше температуры стеклования (Tg) прессуемого пластического материала при атмосферном давлении, например, когда к прессуемому пластическому материалу прикладывается давление путем приведения его в контакт со сжимающей текучей средой.
На фиг. 1 представлен график зависимости температуры стеклования (вертикальная ось) полистирола, как одного из примеров прессуемого пластического материала, от давления (горизонтальная ось) в присутствии диоксида углерода, как одного из примеров сжимающей текучей среды. Как показано на фиг. 1, температура стеклования полистирола и давление взаимосвязаны, и градиент этой зависимости отрицательный. Точно также, для других материалов можно построить график, отражающий зависимость температуры стеклования от давления. Когда градиент зависимости отрицательный, материал является прессуемым пластическим материалом. Градиент изменяется в зависимости от типа, состава и молекулярного веса прессуемого пластического материала.
Например, когда прессуемый пластический материал представляет собой полистирольную смолу, градиент равен -9°C/МПа; когда прессуемый пластический материал представляет собой стирол-акриловую смолу, градиент равен -9°C/МПа; когда прессуемый пластический материал представляет собой некристаллическую полиэфирную смолу, градиент равен -8°C/МПа; когда прессуемый пластический материал представляет собой кристаллический полистирол, градиент равен -2°C/МПа; когда прессуемый пластический материал представляет собой полиольную смолу, градиент равен -8°C/МПа; когда прессуемый пластический материал представляет собой уретановую смолу, градиент равен -7°C/МПа; когда прессуемый пластический материал представляет собой полиакрилатную смолу, градиент равен -11°C/МПа; и когда прессуемый пластический материал представляет собой поликарбонатную смолу, градиент равен -10°C/МПа.
Градиент может быть определен следующим образом. А именно, измеряют температуру стеклования прессуемого пластического материала, например, при помощи калориметра высокого давления С-80, производства SETARAM Instrumentation, в котором прикладывается различное давление; градиент определяют на основании результатов этого измерения. При описанном измерении образец помещают в измерительную ячейку высокого давления, затем ячейку продувают диоксидом углерода, после чего прикладывают давление, чтобы при заданном давлении измерить температуру стеклования образца. Кроме того, градиент может быть определен на основании изменения температуры стеклования, когда давление изменяют от атмосферного давления (0,1 МПа) до 10 МПа.
Градиент изменения температуры стеклования относительно давления надлежащим образом подбирают в зависимости от предназначения равным, помимо прочего, но предпочтительно, 1°C/МПа или менее, более предпочтительно, -5°C/МПа или менее, еще более предпочтительно, -10°C/МПа или менее. Нижний предел градиента не имеет практических ограничений. Когда градиент составляет более -1°C/МПа, пластификация при приложении давления без приложения тепла недостаточна, и расплав обладает слишком большой вязкостью, следовательно, из него трудно изготовить частицы.
Прессуемый пластический материал надлежащим образом выбирают в зависимости от предназначения, помимо прочего, но предпочтительно, такой прессуемый пластический материал, вязкость которого меньше 500 мПа·с при давлении 30 МПа или менее. Следует отметить, что в этом случае прессуемый пластический материал может иметь вязкость менее 500 мПа·с при давлении 30 МПа или менее, если к нему подведено тепло, соответствующее температуре плавления прессуемого пластического материала или меньше при атмосферном давлении.
В качестве прессуемого пластического материала может быть использована смола с карбонильной структурой -С(=O)-.
Смола с карбонильной структурой -С(=O)- обладает высоким сродством со сжимающей текучей средой и оказывает сильное пластифицирующее действие. Хотя конкретный принцип еще не известен, считается, что причина ее высокой реакционной способности следующая. В карбонильной структуре -С(=O)- кислород с высокой электроотрицательностью связан с углеродом π-связью, электрон п-связи сильно притягивается к кислороду, таким образом, кислород обладает отрицательной полярностью, а углерод - положительной полярностью, что ведет к высокой реакционной способности. Более того, в том случае, когда сжимающей текучей средой является диоксид углерода, такая смола и диоксид углерода обладают сильным сродством, так как карбонильная структура -С(=O)- подобна структуре диоксида углерода.
Смолу с карбонильной структурой -С(=O)- надлежащим образом подбирают в зависимости от назначения без каких-либо ограничений, к ее примерам относятся полиэфирная смола, уретановая смола, полиольная смола, полиамидная смола, канифоль, модифицированная канифоль и терпеновая смола. Они могут быть использованы по отдельности или в сочетании. Из них особенно предпочтительны полиэфирная смола и уретановая смола.
Полиэфирную смолу надлежащим образом подбирают в зависимости от назначения без каких-либо ограничений, к ее примерам относятся модифицированная полиэфирная смола, немодифицированная полиэфирная смола, некристаллическая полиэфирная смола, кристаллическая полиэфирная смола и полимер молочной кислоты.
Полимер молочной кислоты подбирают в зависимости от назначения без каких-либо ограничений, к его примерам относятся L-форма, D-форма или рацемическая смесь мономеров полимера молочной кислоты, стереокомплексный полимер молочной кислоты и блок-сополимер на основе молочной кислоты.
Уретановую смолу подбирают в зависимости от назначения без каких-либо ограничений.
Также могут быть использованы другие смолы, отличные от смолы, имеющей карбонильную структуру -С(=O)-.
К примерам указанных других смол относятся: сополимер на основе стирола, например, сополимер стирол-метилакрилат, сополимер стирол-этилакрилат, сополимер стирол-бутилакрилат, сополимер стирол-октилакрилат, сополимер стирол-метилметакрилат, сополимер стирол-этилметакрилат, сополимер стирол-бутилметакрилат, сополимер стирол-α-хлорметилметакрилат, сополимер стирол-акрилонитрил, сополимер стирол-винилметилкетон, сополимер стирол-изопрен, сополимер стирол-акрилонитрил-инден, сополимер стирол-малеиновая кислота, сополимер стирол-сложный эфир малеиновой кислоты; полиметилметакрилат, полибутилметакрилат, поливинилхлорид и поливинилацетат; и полимер одного мономера (например, винилпропионат, (мет)акриламид, винилметиловый эфир, винилэтиловый эфир, винилизобутиловый эфир, винилметилкетон и N-винилпирролидон), сополимер, образованный из двух или нескольких мономеров и их смесь.
Вязкость расплава прессуемого пластического материала, измеренная в условиях по температуре и давлению, имеющихся во время струйной обработки расплава, составляет 500 мПа·с или меньше, предпочтительно, 150 мПа·с или меньше.
Когда его вязкость больше 500 мПа·с, это слишком большая вязкость, следовательно, распылительная сушка расплава с образованием частиц затруднена.
Под температурой и давлением во время струйной обработки расплава прессуемого пластического материала понимается температура и давление расплава, подаваемого в распылительное сопло во время струйной обработки расплава на стадии гранулирования.
Вязкость может быть измерена, например, путем загрузки в ячейку высокого давления образца, образованного из прессуемого пластического материала и сжимающей текучей среды (диоксид углерода высокого давления), и осуществления измерения при помощи вибрационного вискозиметра (XL/7 производства Hydramotion Ltd.) при температуре и давлении во время струйной обработки расплава прессуемого пластического материала (например, 120°C, 5 МПа). Для измерения вязкости образец помещают в измерительный блок и создают для образца условия по температуре и давлению, соответствующие струйной обработке расплава прессуемого пластического материала (например, 120°C, 5 МПа). Когда вязкость образца становится постоянной, эту вязкость фиксируют как вязкость при этих температуре и давлении.
В соответствии со способом производства частиц по настоящему изобретению, другие компоненты, отличные от прессуемого пластического материала, могут быть использованы в сочетании с ним в зависимости от свойств, пригодности для обработки и т.д. частиц, подлежащих изготовлению.
Указанные другие компоненты надлежащим образом подбирают в зависимости от назначения без каких-либо ограничений, к их примерам относятся краситель, поверхностно-активное вещество, диспергирующее вещество, разделительное средство, средство регулирования заряда.
Краситель
Краситель используют тогда, когда подлежащие изготовлению частицы являются цветными частицами. Краситель надлежащим образом подбирают из известных красок и пигментов в зависимости от назначения без каких-либо ограничений.
К примерам пигментов относятся сажа, нигрозин, сурьма в тонком порошке, нафтон желтый S, ганза желтый (10G, 5G, G), кадмий желтый, желтый оксид железа, желтая охра, желтый хром, титановый желтый, полиазо желтый, масляный желтый, ганза желтый (GR, A, RN, R), пигмент желтый L, бензидиновый желтый (G, GR), желтый прочный (NCG), желтый прочный вулкан (5G, R), краситель тартразиновый, хинолиновый желтый, антраценовый желтый BGL, изоиндолиновый желтый, крокус, свинцовый сурик, оксид свинца, свинец красный, кадмий красный, кадмий ртутный красный, сурьма красная, красный прочный 4R, паранитроанилин красный, физер красный, парахлорортонитроанилиновый красный, литоль алый прочный G, бриллиантовый алый прочный, бриллиантовый кармин BS, красный прочный (F2R, F4R, FRL, FRLL, F4RH), алый прочный VD, рубиновый прочный вулкан В, бриллиантовый алый G, литоль рубиновый GX, красный прочный F5R, бриллиантовый кармин 6B, пигмент алый 3B, бордо 5B, толуидиновый каштановый, бордо прочный F2K, бордо гелио BL, бордо 10B, BON каштановый светлый, BON каштановый средний, краситель эозиновый, краситель родаминовый В, краситель родаминовый Y, краситель ализариновый, тиоиндиго красный В, тиоиндиго каштановый, масляный красный, хинакридоновый красный, пиразолоновый красный, полиазо красный, хром ярко-красный, бензидин оранжевый, перинон оранжевый, масляный оранжевый, кобальт синий, лазурь железная сухая, краситель щелочной голубой, переливчатый синий, виктория голубая, не содержащий металла фталоцианиновый синий, фталоцианиновый синий, небесно-голубой прочный, индантрен синий (RS, BC), индиго, ультрамарин синий, железо синее, антрахиноновый синий, фиолетовый прочный В, метиловый фиолетовый, кобальт пурпурный, марганец фиолетовый, диоксановый фиолетовый, антрахиноновый фиолетовый, хром зеленый, цинк зеленый, оксид хрома, зелень Гинье, изумрудная зелень, пигмент зеленый В, нафтол зеленый В, зеленый золотой, краситель кислотный зеленый, краситель малахитовый зеленый, фталоцианиновый зеленый, антрахиноновый зеленый, оксид титана, гидроцинкит и литопон. Они могут быть использованы по отдельности или в сочетании.
Краситель подбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к их примерам относятся сольвентный желтый (6, 9, 17, 31, 35, 100, 102, 103, 105), сольвентный оранжевый (2, 7, 13, 14, 66), сольвентный красный (5, 16, 17, 18, 19, 22, 23, 143, 145, 146, 149, 150, 151, 157, 158), сольвентный фиолетовый (31, 32, 33, 37), сольвентный синий (22, 63, 78, 83-86, 191, 194, 195, 104), сольвентный зеленый (24, 25) и сольвентный коричневый (3, 9). Они могут быть использованы по отдельности или в сочетании.
Кроме того, что касается красителя, могут использоваться коммерческие продукты. Коммерческий продукт подбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к их примерам относятся: красители Aizen SOT, такие как желтый 1, 3, 4, оранжевый 1, 2, 3, алый 1, красный 1, 2, 3, коричневый 2, синий 1, 2, фиолетовый 1, зеленый 1, 2, 3 и черный 1, 4, 6, 8 (производства Hodogaya Chemical Co., Ltd.); красители Sudan, такие как желтый 146, 150, оранжевый 220, красный 290, 380, 460 и синий 670 (производства BASF); Diaresin желтый 3G, F, H2G, HG, НС, HL, Diaresin оранжевый HS, G, Diaresin красный GG, S, HS, А, К, Н5 В, Diaresin фиолетовый D, Diaresin синий J, G, N, K, P, H3G, 4G, Diaresin зеленый С и Diaresin коричневый А (производства Mitsubishi Chemical Industries, Ltd.); масляные краски желтая 3G, GG-S, #105, оранжевая PS, PR, #201, алая #308, красная 5 В, коричневая GR, #416, зеленая BG, #502, синяя BOS, IIN и черная НВВ, #803, ЕВ, ЕХ (производства Orient Chemical Industries, Ltd.); Sumiplast синий GP, OR, Sumiplast красный FB, 3B и Sumiplast желтый FL7G, GC (производства Sumitomo Chemical Co., Ltd.); и Kayaron Polyester черный EX-SF300, Kayaset красный В и Kayaset синий A-2R (производства Nippin Kayaku Co., Ltd.). Они могут быть использованы по отдельности или в сочетании.
Количество красителя выбирают надлежащим образом в зависимости от степени окрашивания без каких-либо ограничений, но предпочтительно его количество составляет от 1 мас. части до 50 масс. частей на 100 масс. частей прессуемого пластического материала.
Сжимающая текучая среда
Сжимающую текучую среду выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений при условии, что она находится в состоянии текучей среды при приложении давления, к ее примерам относятся надкритическая текучая среда, докритическая текучая среда и жидкость.
К примерам сжимающей текучей среды относятся надкритический диоксид углерода, жидкий диоксид углерода, газообразный метан, надкритический метан, газообразный этан, надкритический этан, надкритический пропан, жидкий пропан, газообразный пропан, надкритический бутан, жидкий бутан и газообразный бутан. Они могут быть использованы по отдельности или в сочетании. Среди них особенно предпочтительными являются текучие среды, содержащие диоксид углерода, такие как надкритический диоксид углерода, докритический диоксид углерода и жидкий диоксид углерода.
Надкритическая текучая среда и докритическая текучая среда
Надкритическая текучая среда представляет собой текучую среду с промежуточными между газом и жидкостью параметрами, она характеризуется быстрым массопереносом и теплопередачей, малой вязкостью и может непрерывно значительно изменять плотность, диэлектрическую постоянную, растворимость, свободный объем и т.п. при изменении температуры и давления. Поскольку надкритическая текучая среда обладает чрезвычайно малым поверхностным натяжением по сравнению с органическими растворителями, надкритическая текучая среда может повторять мельчайшие шероховатости поверхности, при этом поверхность смачивается надкритической текучей средой.
Надкритическую текучую среду выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако является предпочтительным, чтобы надкритическая текучая среда обладала низкой критической температурой и низким критическим давлением. Кроме того, надкритическую текучую среду выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений при условии, что она присутствует в виде жидкости высокого давления или газа высокого давления при температуре и давлении, лежащих в диапазонах, близлежащих к критической точке.
Примеры надкритической текучей среды или докритической текучей среды включают монооксид углерода, диоксид углерода, монооксид азота, аммиак, азот, метан, этан, пропан, н-бутан, изобутан, н-пентан, изопентан и хлортрифторметан. Среди них предпочтителен диоксид углерода, поскольку его критическое давление и критическая температура составляют, соответственно, 7,3 МПа и 31°C, следовательно, диоксид углерода легко переходит в надкритическое состояние, является невоспламеняющимся и безопасным, легко получаем и может быть рециркулирован, так как легко превращается в газ при возвращении к атмосферному давлению, кроме того, нет необходимости сушить полученные частицы, жидкие отходы при их производстве не образуются, а полученные частицы не содержат остаточных мономеров.
Надкритическая текучая среда или докритическая текучая среда могут быть использованы по отдельности или в смеси из двух или более компонентов. Кроме того, органический растворитель, такой как спирт (например, метанол, этанол и пропанол), кетон (например, ацетон и метилэтилкетон), толуол, этилацетат и тетрагидрофуран, могут быть добавлены в надкритическую текучую среду или докритическую текучую среду в качестве азеотропообразователя (сорастворителя).
Жидкая текучая среда
Жидкую текучую среду выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к ее примерам относятся жидкий диоксид углерода, жидкий метан, жидкий этан, жидкий пропан и жидкий бутан. Они могут быть использованы по отдельности или в смеси из двух или более компонентов. Из них предпочтителен жидкий диоксид углерода, так как он не воспламеняем и безопасен в обработке.
Поскольку эта сжимающая текучая среда легко отделяется от целевого продукта, ее использование является крупным достижением в производстве частиц, при котором не используют воду или органический растворитель, в отличие от традиционного способа, а также мало воздействие на окружающую среду.
Сжимающая среда, используемая в способе производства частиц по настоящему изобретению, поясняется фигурами 2 и 3.
На фиг. 2 представлена фазовая диаграмма, поясняющая состояние вещества в зависимости от температуры и давления. На фиг. 3 представлена фазовая диаграмма, задающая диапазон сжимающей текучей среды. Параметры сжимающей текучей среды таковы, что она характеризуется быстрым массопереносом и теплопередачей, малой вязкостью и может непрерывно значительно изменять плотность, диэлектрическую постоянную, растворимость, свободный объем и т.п.при изменении температуры и давления. Поскольку сжимающая текучая среда обладает чрезвычайно малым поверхностным натяжением по сравнению с органическими растворителями, сжимающая текучая среда может повторять мельчайшие шероховатости поверхности, при этом поверхность смачивается сжимающей текучей средой. Кроме того, сжимающая текучая среда легко отделяется от продукта, такого как тонер, при возвращении давления к атмосферному, следовательно, сжимающая текучая среда не остается в продукте, в отличие от органического растворителя. Следовательно, способ производства частиц позволяет снизить воздействие на окружающую среду в процессе производства по сравнению с производством, в котором используют воду или органический растворитель.
Сжимающая текучая среда соответствует состоянию вещества в любой из областей (1), (2) и (3) на фиг. 3 и фазовой диаграмме фиг. 2. Известно, что в этих областях вещество обладает очень большой плотностью, а его характеристики отличаются от имеющих место при нормальной температуре и атмосферном давлении. Следует отметить, что вещество, соответствующее области (1), является надкритической текучей средой. Надкритическая текучая среда - это текучая среда, которая существует в форме неконденсирующейся очень плотной текучей среды при температуре и давлении, превышающих пределы (критические точки), при которых газ и жидкость могут сосуществовать, не конденсируется даже при сжатии и находится в этом состоянии при критической температуре или выше и критическом давлении (Pc) или выше. Кроме того, вещество, соответствующее области (2) - это жидкость, что означает сжиженный газ, полученный путем сжатия вещества, существующего в форме газа при нормальной температуре (25°C) и атмосферном давлении (1 атм). Кроме того, вещество, соответствующее области (3) - это газ, но в контексте настоящего изобретения это газ высокого давления, давление которого составляет 1/2 Pc или выше. В том случае, когда сжимающей текучей средой является диоксид углерода, это давление выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно, оно составляет 3,7 МПа или более, более предпочтительно, 5 МПа или более, еще более предпочтительно, 7,4 МПа (критическое давление) или более.
Многоступенчатая микромешалка с разделенным потоком
Многоступенчатая микромешалка с разделенным потоком представляет собой устройство, предназначенное для гомогенного перемешивания сжимающей текучей среды с прессуемым пластическим материалом, которые подают по отдельности, с образованием расплава, в котором сжимающая текучая среда гомогенно растворена в прессуемом пластическом материале.
В многоступенчатой микромешалке с разделенным потоком имеется камера разделения потока сжимающей текучей среды, двухтрубчатая смесительная камера, камера соединения суженных потоков, первая разделенная месильная камера и вторая разделенная месильная камера, кроме того, если нужно, могут присутствовать другие элементы.
Камера разделения потока сжимающей текучей среды
Камера разделения потока сжимающей текучей среды представляет собой элемент, предназначенный для разделения сжимающей текучей среды на множество каналов потока в виде труб круглого сечения после того, как сжимающая текучая среда поступает в многоступенчатую микромешалку с разделенным потоком. Их форму, структуру, материал и размер выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений.
Их материал выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к примерам материала относятся металл, такой как нержавеющая сталь, алюминий, железо, и материал на основе хрома.
Внутренний диаметр каждого из каналов потока в виде труб круглого сечения выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно он составляет 1 мм или меньше.
Количество каналов потока в виде труб круглого сечения камеры разделения потока сжимающей текучей среды выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно оно составляет от 10 до 100, более предпочтительно от 20 до 80.
Двухтрубчатая смесительная камера
Двухтрубчатая смесительная камера представляет собой элемент, имеющийся в том же количестве, что и количество разделенных потоков в камере разделения потока сжимающей текучей среды, устанавливаемый по потоку после камеры разделения потока сжимающей текучей среды; имеющий двухтрубчатую структуру, образованную внутренней трубой, в которую втекает сжимающая текучая среда, и наружной трубой, окружающей внутреннюю трубу, в которую втекает прессуемый пластический материал; и предназначенный для перемешивания сжимающей текучей среды и прессуемого пластического материала с образованием суженного потока. Ее форму, структуру, материал и размер выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений.
Ее материал выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к примерам материала относятся металл, такой как нержавеющая сталь, алюминий, железо, и материал на основе хрома.
Внутренний диаметр внутренней трубы и внутренний диаметр наружной трубы выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно оба они составляют 1 мм или меньше.
Камера соединения суженных потоков
Камера соединения суженных потоков представляет собой элемент, устанавливаемый по потоку после двухтрубчатой смесительной камеры и предназначенный для соединения суженных потоков, образованных во множестве двухтрубчатых смесительных камер, с получением смешанного потока. Ее форму, структуру и материал выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений.
Ее материал выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к примерам материала относятся металл, такой как нержавеющая сталь, алюминий, железо, и материал на основе хрома.
Первая разделенная месильная камера
Первая разделенная месильная камера представляет собой элемент, устанавливаемый по потоку после камеры соединения суженных потоков, включающий множество каналов потока в виде труб круглого сечения, которые разделяют первую разделенную месильную камеру, и по каждому из которых протекает смешанная текучая среда. Ее форму, структуру и материал выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений.
Ее материал выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к примерам материала относятся металл, такой как нержавеющая сталь и железо.
Внутренний диаметр канала потока в виде труб круглого сечения первой разделенной месильной камеры выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно, он составляет 1 мм или меньше.
Количество отдельных каналов потока в виде труб круглого сечения первой разделенной месильной камеры выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно оно составляет от 20 до 150, более предпочтительно от 30 до 130.
Вторая разделенная месильная камера
Вторая разделенная месильная камера представляет собой элемент, включающий каналы потока в виде труб круглого сечения, количество которых не идентично количеству каналов потока в виде труб круглого сечения первой разделенной месильной камеры, и которые устанавливают в положениях, не соосных каналам потока в виде труб круглого сечения первой разделенной месильной камеры.
Ее форму, структуру и материал выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений.
Ее материал выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к примерам материала относятся металл, такой как нержавеющая сталь и железо.
Внутренний диаметр канала потока в виде труб круглого сечения второй разделенной месильной камеры выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно он составляет 1 мм или меньше.
Количество отдельных каналов потока в виде труб круглого сечения второй разделенной месильной камеры выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений при условии, что оно не идентично количеству отдельных каналов потока в виде труб круглого сечения первой разделенной месильной камеры, а каналы потока в виде труб круглого сечения расположены не соосно каналам потока первой разделенной месильной камеры. Количество отдельных каналов потока, предпочтительно составляет от 20 до 150, более предпочтительно от 30 до 130.
Многоступенчатая микромешалка с разделенным потоком может иметь такую конструкцию, что перемешивание в первой разделенной месильной камере и перемешивание во второй разделенной месильной камере осуществляют многократно с целью повышения эффективности перемешивания.
Предпочтительно, для достижения гомогенного перемешивания прессуемого пластического материала и сжимающей текучей среды соединяют множество многоступенчатых микромешалок с разделенным потоком.
Другие элементы
К другим элементам относятся, например, корпус высокого давления, в котором камера разделения потока сжимающей текучей среды, двухтрубчатая смесительная камера, камера соединения суженных потоков, первая разделенная месильная камера и вторая разделенная месильная камера, образующие многоступенчатую микромешалку с разделенным потоком, используются при высоком давлении.
В том случае, когда производимые частицы прессуемого пластического материала являются цветными частицами, сначала краситель помещают в резервуар высокого давления, оборудованный терморегулятором, который является одним из примеров плавильной секции на стадии плавления. Если исходные материалы для производства частиц включают множество компонентов, эти компоненты могут быть перемешаны заранее при помощи мешалки и могут быть в состоянии расплава перемешаны при помощи вальцовой установки. Затем оборудованный терморегулятором резервуар высокого давления герметизируют, исходные материалы для производства частиц перемешивают при помощи смесителя. Прессуемый пластический материал в состоянии расплава непрерывно подают под высоким давлением при помощи насоса. Между тем, хранимый в баллоне для сжатого газа диоксид углерода является одним из примеров сжимающей текучей среды. При помощи насоса, который является одним из примеров устройства подачи, увеличивают давление диоксида углерода, хранимого в баллоне для сжатого газа, и подают диоксид углерода в многоступенчатую микромешалку с разделенным потоком через клапан. Прессуемый пластический материал в расплавленном состоянии и сжимающая текучая среда перемешиваются в многоступенчатой микромешалке с разделенным потоком. Диоксид углерода, используемый в качестве сжимающей текучей среды, может быть растворен в прессуемом пластическом материале для, тем самым, уменьшения вязкости прессуемого пластического материала. Затем клапан регулирования давления, необязательно, может быть использован для поддержания давления на стадии плавления постоянным.
Задаваемую заранее температуру выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно равной или меньшей, чем температура термического разложения прессуемого пластического материала при атмосферном давлении. Под температурой термического разложения понимается температура, при которой вес образца начинает уменьшаться из-за термического разложения образца при измерении при помощи устройства термического анализа (термогравиметрический анализатор; TGA).
Когда заданная температура выше температуры термического разложения прессуемого пластического материала при атмосферном давлении, качество прессуемого пластического материала может ухудшаться, из-за чего снижается его износоустойчивость, молекулярные цепочки прессуемого пластического материала могут рваться, снижая его молекулярный вес, из-за окисления прессуемого пластического материала могут происходить потеря цвета и уменьшение прозрачности, либо может увеличиваться энергопотребление тепловой обработки.
Давление, прикладываемое к сжимающей текучей среде на стадии плавления данного способа производства частиц, выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно оно составляет 1МПа или более, более предпочтительно от 10 до 200 МПа, еще более предпочтительно от 31 до 100 МПа. Когда давление, прикладываемое к сжимающей текучей среде, меньше 1 МПа, эффект пластифицирования, направленный на образование частиц, даже если смола является ожиженной, может не быть достигнут. Однако проблем не возникает, когда давление высокое. Тем не менее, когда давление высокое, используемое устройство становится более сложным, следовательно, увеличивается стоимость оборудования.
Стадия гранулирования и грануляционная секция
Стадия гранулирования заключается в струйной обработке расплава прессуемого пластического материала с целью образования частиц. Стадию гранулирования осуществляют при помощи грануляционной секции.
Что касается способа гранулирования тонкодисперсных частиц с использованием диоксида углерода в качестве сжимающей текучей среды, происходит быстрое расширение надкритического раствора (rapid expansion of supercritical solution - RESS) и отделение частиц от насыщенного газом раствора (particles from gas saturated solution - PGSS).
RESS представляет собой процесс быстрого расширения, при котором растворенный материал растворен до состояния насыщения в надкритической текучей среде при высоком давлении, и частицы выпадают в осадок под действием быстрого уменьшения растворимости из-за быстрого снижения давления при прохождении через сопло.
В ходе RESS давление надкритической текучей среды мгновенно снижается до атмосферного давления на выходе из сопла, и при таком уменьшении давления концентрация насыщения растворенным веществом уменьшается. Значительная степень перенасыщения может быть достигнута за короткий период времени, следовательно, образуется большое количество тонкодисперсных зародышей агрегирования, и растворенное вещество выпадает в осадок, практически не испытывая роста. В результате могут быть получены частицы размером меньше микрона.
С другой стороны, при PGSS надкритическая текучая среда является насыщенной и растворенной (в соответствии с настоящим изобретением - при концентрации насыщения или меньшей) в расплавленном растворе прессуемого пластического материала, и при разбрызгивании жидкости через сопло ее давление быстро уменьшается. В результате уменьшения давления растворимость надкритической жидкости, растворенной в расплавленном растворе, быстро уменьшается, следовательно, надкритическая жидкость превращается в пузырьки, отделяющиеся от расплавленного раствора. Помимо отделения от раствора, эффект охлаждения из-за адиабатического расширения приводит к образованию частиц.
Сопло представляет собой устройство для струйной обработки расплава. Тип сопла выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений. К его примерам относится прямоструйное сопло.
Диаметр сопла выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений при условии, что сопло пригодно для поддержания давления в ходе струйной обработки постоянным. Если диаметр сопла слишком велик, чрезмерно уменьшается давление перед струйной обработкой, так что вязкость расплава возрастает. В результате может быть трудно получить тонкодисперсные частицы. Кроме того, имеется вероятность, что для поддержания давления понадобится крупногабаритный подающий насос. С другой стороны, когда диаметр сопла слишком мал, расплав может закупоривать сопло, следовательно, может быть трудно получить тонкодисперсные частицы. Таким образом, диаметр сопла не имеет верхнего предела. Его нижний предел выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно он составляет 5 мкм или более, более предпочтительно 20 мкм или более, еще более предпочтительно 50 мкм или более.
Следует отметить, что выше описан случай, когда расплав, содержащий прессуемый пластический материал и сжимающую текучую среду, распыляют в воздух, но он не носит ограничительного характера. В данном случае расплав может быть выпущен струей в среду, давление которой выше атмосферного, но ниже давления внутри сопла. Путем регулирования скорости струи (наружная линейная скорость) может быть улучшено регулирование диаметров частиц или гранулометрического состава частиц. В данном случае, кроме того, скорость охлаждения из-за эффекта Джоуля-Томсона может быть изменена, следовательно, диаметры получаемых частиц можно регулировать.
Другие стадии и другие устройства
Другие стадии выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, к их примерам относятся стадия сушки, стадия промывки и стадия управления, которые осуществляют, соответственно, в сушильном устройстве, промывочном устройстве и устройстве управления.
Устройство для производства частиц, используемое для осуществления способа производства частиц по настоящему изобретению, поясняется далее со ссылкой на чертежи. На фиг. 4 представлена схема, поясняющая один из примеров устройства для производства частиц, предназначенного для использования в способе производства частиц по настоящему изобретению.
В устройстве 1 для производства частиц, показанном на фиг. 1, баллон 11 для сжатого газа, насос 12а и клапан 13а, соединенные с трубами высокого давления, образуют первую траекторию для сжимающей текучей среды. Кроме того, в устройстве 1 для производства частиц резервуар 24 высокого давления, оборудованный терморегулятором, и насос 12 с, соединенные с трубами высокого давления, образуют вторую траекторию для прессуемого пластического материала. Кроме того, в устройстве 1 для производства частиц имеется многоступенчатая микромешалка 14 с разделенным потоком, с которой соединены первая траектория для сжимающей текучей среды и вторая траектория для прессуемого пластического материала, сопло 32 и, необязательно, клапан 13b регулирования давления.
И сжимающую текучую среду, и прессуемый пластический материал, предпочтительно, нагревают до подачи в многоступенчатую микромешалку 14 с разделенным потоком, для каждого из них имеется нагревательное устройство (не показано).
В устройстве для производства частиц, показанном на фиг. 5, имеется две первых траектории, каждая из которых включает многоступенчатую микромешалку 14 с разделенным потоком. При использовании указанных конфигураций сжимающая текучая среда и прессуемый пластический материал могут быть гомогенно перемешаны.
Фиг. 6А представляет собой схематичный вид сверху, поясняющий один из примеров многоступенчатой микромешалки с разделенным потоком, фиг. 6B представляет собой схематичный вид спереди, поясняющий один из примеров многоступенчатой микромешалки с разделенным потоком, фиг. 6С представляет собой схематичный увеличенный вид части X фиг. 6B, 6D представляет собой схематичный увеличенный вид двухтрубчатой смесительной камеры 101 фиг. 6С.
Многоступенчатая микромешалка 14 с разделенным потоком, показанная на фиг. 6А и 6B, представляет собой многоступенчатую микромешалку с разделенным потоком, предназначенную для перемешивания сжимающей текучей среды, представленной как текучая среда А, и прессуемого пластического материала, представленного как текучая среда В. С - это текучая среда, получаемая после перемешивания.
Как показано на фиг. 6С, многоступенчатая микромешалка 14 с разделенным потоком включает: камеру 100 разделения потока сжимающей текучей среды, предназначенную для разделения и направления потока сжимающей текучей среды во множество каналов потока в виде труб круглого сечения после того, как сжимающая текучая среда поступила в многоступенчатую микромешалку с разделенным потоком; двухтрубчатую смесительную камеру 101 с двухтрубчатой структурой, образованной из внутренней трубы, в которую втекает сжимающая текучая среда, и наружной трубы, расположенной вокруг внутренней трубы, в которую втекает прессуемый пластический материал, при этом двухтрубчатые смесительные камеры 101 имеются в том же количестве, что и количество потоков, на которые разделяется сжимающая текучая среда в камере 100, установленную по потоку после камеры 100 разделения потока сжимающей текучей среды и предназначенную для перемешивания сжимающей текучей среды и прессуемого пластического материала с образованием суженного потока; камеру 102 соединения суженных потоков, расположенную по потоку после двухтрубчатой смесительной камеры 101, предназначенную для соединения суженных потоков, образованных во множестве двухтрубчатых смесительных камер, с образованием смешанной текучей среды; первую разделенную месильную камеру 103, расположенную по потоку после камеры 102 соединения суженных потоков, включающую множество каналов потока в виде труб круглого сечения, которые разделяют первую разделенную месильную камеру, и по каждому из которых протекает смешанная текучая среда; и вторую разделенную месильную камеру 104, включающую каналы потока в виде труб круглого сечения, количество которых не идентично количеству каналов потока в виде труб круглого сечения первой разделенной месильной камеры 103, и которые устанавливают в положениях, не соосных каналам потока в виде труб круглого сечения первой разделенной месильной камеры 103.
В многоступенчатой микромешалке 14 с разделенным потоком данного варианта осуществления изобретения количество каналов потока в виде труб круглого сечения камеры 100 разделения потока сжимающей текучей среды равно 21, количество двухтрубчатых смесительных камер 101 равно 21, количество каналов потока в виде труб круглого сечения первой разделенной месильной камеры 103 равно 32, количество каналов потока в виде труб круглого сечения второй разделенной месильной камеры 104 равно 37.
В многоступенчатой микромешалке 14 с разделенным потоком внутренний диаметр канала по меньшей мере одного или нескольких элементов, выбранных из камеры 100 разделения потока сжимающей текучей среды, двухтрубчатой смесительной камеры 101, первой разделенной месильной камеры 103 и второй разделенной месильной камеры 104, имеет размер микро-диапазона, например, 1 мм или меньше.
Например, на фиг. 6B текучая среда А представляет собой надкритический диоксид углерода, а текучая среда В представляет собой прессуемый пластический материал. Текучая среда С представляет собой смешанный расплав.
Как показано на фиг. 6D, текучая среда А и текучая среда В гомогенно перемешиваются в двухтрубчатой смесительной камере 101, образованной внутренней трубой 105 и наружной трубой 106, расположенной вокруг внутренней трубы.
Поскольку многоступенчатую микромешалку 14 с разделенным потоком эксплуатируют при высоком давлении, предусмотрено наличие корпуса высокого давления, объединяющего составные элементы многоступенчатой микромешалки 14 с разделенным потоком.
Многоступенчатая микромешалка 14 с разделенным потоком имеет такую конструкцию, что перемешивание в первой разделенной месильной камере 103 и перемешивание во второй разделенной месильной камере 104 осуществляется многократно с целью повышения эффективности перемешивания.
В устройстве для производства частиц, показанном на фиг. 4, баллон 11 для сжатого газа, входящий в первую траекторию, предназначен для хранения и подачи вещества (например, диоксида углерода), которое будет выполнять в многоступенчатой микромешалке 14 с разделенным потоком роль сжимающей текучей среды.
Вещество, хранимое в баллоне 11, предпочтительно, представляет собой воздух, азот или диоксид углерода из-за их стоимости и соображений безопасности, более предпочтительно - диоксид углерода. Вещество, хранимое в баллоне 11, может находиться в состоянии газа или жидкости при условии, что оно превращается в сжимающую текучую среду в результате регулирования температуры, осуществляемого в многоступенчатой микромешалке 14 с разделенным потоком. Например, в том случае, когда сжимающей текучей средой является диоксид углерода, вещество, хранимое в баллоне 11, обычно представляет собой жидкий диоксид углерода; и жидкий диоксид углерода подают под высоким давлением насосом 12а. Клапан 13а представляет собой устройство, предназначенное для блокирования траектории между наосом 12а и многоступенчатой микромешалкой 14 с разделенным потоком.
Резервуар высокого давления 24, оборудованный терморегулятором и установленный во второй траектории, представляет собой контейнер с повышенными температурой и давлением, предназначенный для плавления в нем прессуемого пластического материала. Прессуемый пластический материал нагревают и расплавляют в резервуаре высокого давления 24, оборудованном терморегулятором. Насос 12 с представляет собой устройство для приложения давления и вытеснения полученного горячего расплавленного жидкого прессуемого пластического материала. Что касается насоса 12 с, обычно используют шестеренчатый насос.
13b - это клапан регулирования давления, который не является существенным и устанавливается, если нужно, клапан регулирования давления предназначен для поддержания давления расплава прессуемого пластического материала, в котором растворена сжимающая текучая среда, постоянным.
Сопло 32 - это элемент, предназначенный для струйной обработки расплава. Тип сопла 32 выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно это прямоструйное сопло.
Диаметр сопла 32 выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений, однако предпочтительно он составляет 5 мкм или более, более предпочтительно 20 мкм или более, еще более предпочтительно 50 мкм или более.
Тот случай, когда устройство для производства частиц, используемое для реализации способа производства частиц по настоящему изобретению, представляет собой устройство для производства частиц 1, показанное на фиг. 4, поясняется выше, однако устройство не ограничивается этим примером. Что касается устройства для производства частиц, может быть использовано обычное распылительное устройство, используемое при PGSS.
Частицы
Частицы по настоящему изобретению, производимые способом производства частиц по настоящему изобретению, с точки зрения их формы, размера и материала выбирают надлежащим образом в зависимости от назначения без каких-либо ограничений. К их примерам относятся цветные частицы, такие как тонер, исходный материал для косметических продуктов, исходный материал для медицинских продуктов, исходный материал для пищи и исходный материал для химических и фармацевтических продуктов.
Частицы, по существу, не содержат органический растворитель. В соответствии со способом производства частиц, частицы могут быть произведены без какого-либо органического растворителя, так как используется сжимающая текучая среда. В результате, могут быть получены частицы, которые, по существу, не содержат органический растворитель. Следует отметить, что «частицы, по существу, не содержащие органический растворитель» означает, что количество органического растворителя в частицах, измеряемое описываемым далее методом, равно пределу обнаружения или меньше него.
Метод измерения количества остаточного растворителя
Количество остаточного растворителя в частицах может быть измерено следующим методом. К 1 мас. части частиц, которые подвергаются измерению, добавляют 2 мас. части 2-пропанола и диспергируют ультразвуком 30 минут, затем смесь выдерживают в холодильнике (при 5°C) 1 день или дольше, чтобы, тем самым, экстрагировать растворитель, содержащийся в частицах. Всплывающую жидкость анализируют методом газовой хроматографии (GC-14A производства Shimadzu Corporation) с целью измерения количества растворителя и остаточных мономеров в частицах для определения концентрации растворителя.
Примеры
Далее поясняются примеры настоящего изобретения, однако эти примеры не следует рассматривать как ограничивающие объем настоящего изобретения.
Пример синтеза 1
Синтез полиэфирной смолы 1 (прессуемого пластического материала)
В реакционный резервуар, оборудованный охлаждающей трубкой, мешалкой и подводящей трубкой для азота, загрузили 229 частей аддукта бисфенола А и этиленоксида (2 моль), 529 частей аддукта бисфенола А и пропиленоксида (3 моль), 208 частей терефталевой кислоты, 46 частей адипиновой кислоты и 2 части оксида дибутилолова; смесь оставили для прохождения реакции на 8 ч при 230°C и атмосферном давлении. Полученное дополнительно оставили для прохождения реакции на 5 часов при пониженном давлении - от 10 мм Hg до 15 мм Hg. Затем в реакционный резервуар добавили 44 части тримеллитового ангидрида, полученную смесь оставили для прохождения реакции на 2 ч при 180°C и атмосферном давлении, получив, тем самым, полиэфирную смолу 1.
Полимерная смола 1 имела среднечисленный молекулярный вес 2500, средневесовой молекулярный вес 6700, температуру стеклования (Tg) 43°C, кислотное число 25 мгКОН/г. Градиент на графике, отражающем зависимость между давлением и температурой стеклования, измеренный описываемым далее образом, составил -10°C/МПа.
Измерение градиента на графике, отражающем зависимость между давлением и температурой стеклования
Градиент на графике, отражающем зависимость между давлением и температурой стеклования, измерили при помощи калориметра высокого давления (С-80 производства SETARAM Instrumentation). Измерения проводили следующим образом. Образец полиэфирной смолы 1 поместили в измерительную ячейку высокого давления, ячейку продули диоксидом углерода, после чего приложили давление, доведя его до заданной величины. Затем образец нагрели до 200°C со скоростью нагревания 0,5°C/мин, чтобы, тем самым, измерить температуру стеклования. Построили график, отражающий зависимость между давлением и температурой стеклования, и измерили на нем градиент.
Пример 1
Цветные частицы произвели при помощи устройства для производства частиц, показанного на фиг. 4. В примере 1 сжимающую текучую среду получали путем нагревания и сжатия диоксида углерода, хранящегося в баллоне 11 для сжатого газа. Исходные материалы для цветных частиц

После смешивания исходных материалов для цветных частиц при помощи мешалки, смесь подвергли обработке на двухвальцовой установке, перемешанный продукт охладили. Этот перемешанный в состоянии расплава продукт поместили в оборудованный терморегулятором резервуар 24 высокого давления устройства для производства частиц 1, показанного на фиг. 4, нагрели и расплавили при 120°C. Перемешанный продукт, который затем нагрели и расплавили, подали в многоступенчатую микромешалку 14 с разделенным потоком, показанную на фигурах 6A-6D, путем нагнетания насосом 12 с, в то же время, диоксид углерода в качестве надкритической текучей среды подали в многоступенчатую микромешалку 14 с разделенным потоком таким образом, что его температура и давление были равны 120°C и 5 МПа. Расплавленный перемешанный продукт и диоксид углерода в качестве надкритической текучей среды перемешали, получив расплав. Вязкость полученного расплава (расплава цветной смолы) в условиях струйной обработки измерили описываемым далее образом, результат составил 450 мПа·с.
Затем, в указанном состоянии, клапан 13b регулирования давления открыли, и выпустили расплав струей через сопло 32 диаметром 400 мкм, получив, тем самым, цветные частицы 1.
Цветные частицы 1 подвергли измерениям среднеобъемного диаметра частиц Dv, среднечисленного диаметра частиц Dn и отношения Dv/Dn описываемым далее образом. В результате определили, что цветные частицы 1 имели среднеобъемный диаметр Dv 72,4 мкм, среднечисленный диаметр Dn 9,39 мкм и отношение Dv/Dn 7,71.
Вязкость расплава в условиях струйной обработки
Что касается измерений вязкости расплава в условиях струйной обработки, использовали вибрационный вискозиметр (XL7 производства Hydramotion Ltd.). Образец расплава (расплав цветной смолы) помещали в ячейку высокого давления, добавляли туда диоксид углерода. Затем измеряли вязкость расплава при 120°C и 5 МПа, т.е. температуре и давлении во время струйной обработки расплава. Что касается измерения вязкости, образец помещали в измерительный блок, температуру и давление регулировали равными 120°C и 5 МПа. Когда вязкость становилась постоянной, эту вязкость при данных температуре и давлении фиксировали как вязкость расплава в условиях струйной обработки.
Среднеобъемный диаметр частиц Dv, среднечисленный диаметр частиц Dn и отношение Dv/Dn для цветных частиц
Среднеобъемный диаметр частиц Dv, среднечисленный диаметр частиц Dn и отношение Dv/Dn для цветных частиц измеряли при помощи анализатора размеров частиц (Coulter Counter TAII производства Bechman Electronics, Inc.).
Сначала к 100 мл - 150 мл водного электролита в качестве диспергирующего вещества добавили 0,1 мл - 5 мл поверхностно-активного вещества (полиоксиэтиленалкиловый эфир, торговая марка DRIWEL). Что касается водного электролита, использовали 1% мас. водный раствор NaCl (ISOTON-II производства Beckman Coulter, Inc.), приготовленный с использованием первичного стандартного хлорида натрия. К полученному добавили 2 мг - 20 мг измеряемого образца. Раствор электролита, в котором суспендировали образец, диспергировали от 1 минуты до 3 минут при помощи ультразвуковой мешалки. Дисперсную жидкость подвергли измерению при помощи указанного выше измерительного прибора, используя апертуру 100 мкм с целью измерения, тем самым, объема и числа цветных частиц. На основании полученных результатов рассчитали объемное распределение и численное распределение. На основании полученных величин распределений определили среднеобъемный диаметр частиц Dv и среднечисленный диаметр частиц Dn для цветных частиц.
Что касается каналов, использовали следующие 13 каналов: 2,00 мкм или больше, но меньше, чем 2,52 мкм; 2,52 мкм или больше, но меньше, чем 3,17 мкм; 3,17 мкм или больше, но меньше, чем 4,00 мкм; 4,00 мкм или больше, но меньше, чем 5,04 мкм; 5,04 мкм или больше, но меньше, чем 6,35 мкм; 6,35 мкм или больше, но меньше, чем 8,00 мкм; 8,00 мкм или больше, но меньше, чем 10,08 мкм; 10,08 мкм или больше, но меньше, чем 12,70 мкм; 12,70 мкм или больше, но меньше, чем 16,00 мкм; 16,00 мкм или больше, но меньше, чем 20,20 мкм; 20,20 мкм или больше, но меньше, чем 25,40 мкм; 25,40 мкм или больше, но меньше, чем 32,00 мкм; 32,00 мкм или больше, но меньше, чем 40,30 мкм. В качестве целевых использовали частицы диаметром 2,00 мкм или больше, но меньше, чем 40,30 мкм.
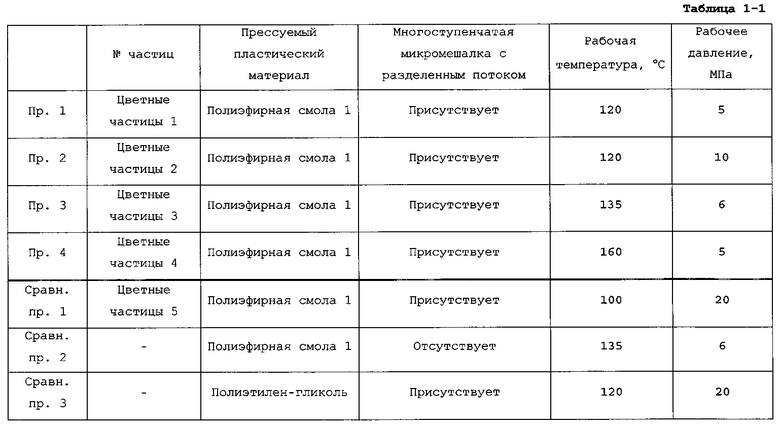
Примеры 2-4 и сравнительный пример 1
Цветные частицы 2-5 произвели так же, как в примере 1, при условии, что рабочую температуру и рабочее давление в многоступенчатой микромешалке 14 с разделенным потоком во время струйной обработки расплава и диаметр сопла 32 изменяли, как показано в таблице 1-1.
Цветные частицы 2-5 подвергли измерениям вязкости расплава в условиях струйной обработки, среднеобъемного диаметра частиц Dv, среднечисленного диаметра частиц Dn и отношения (Dv/Dn) так же, как в примере 1. Результаты представлены в таблице 1-1.
Сравнительный пример 2
Предприняли попытку производства цветных частиц, как в примере 1, но при условии, что многоступенчатая микромешалка 14 с разделенным потоком, показанная на фигурах 6A-6D, не была установлена в устройстве для производства частиц, показанном на фиг. 4. При этом вязкость расплава была слишком большой для формирования частиц.
Сравнительный пример 3
Диоксид углерода и расплав выпускали струей при атмосферном давлении так же, как в примере 1, при условии, что использовали следующие исходные материалы для частиц, и рабочую температуру и рабочее давление внутри многоступенчатой микромешалки 14 с разделенным потоком во время струйной обработки расплава и диаметр сопла 32 изменяли, как показано в таблице 1-1. Однако частицы не были получены.
Исходные материалы для частиц
Полиэтиленгликоль (средневесовой молекулярный вес Mw 20000, торговая марка MACROGOL производства Sanyo Chemical Industries, Ltd.).
Цветные частицы каждого из примеров 1-4 и сравнительного примера 1 подвергли измерению количества остаточного растворителя, как описано далее. Результаты представлены в таблице 1-2.
Метод измерения количества остаточного растворителя
К 1 масс. части каждого образца цветных частиц, являющихся объектом измерения, добавили 2 масс. части 2-пропанола, полученную смесь диспергировали ультразвуком 30 минут, затем смесь выдерживали 1 день или дольше в холодильнике (при 5°C), чтобы, тем самым, экстрагировать растворитель из цветных частиц. Образовавшуюся всплывающую жидкость проанализировали методом газовой хроматографии (GC-14A Shimadzu) с целью измерения количества растворителя и остаточных мономеров в цветных частицах для, тем самым, определения концентрации растворителя. Условия измерения в этом анализе были следующими.
Устройство: Shimadzu GC-14A
Колонка: СВР20-М 50-0,25
Детектор: пламенно-ионизационный
Инжектируемое количество: от 1 мкл до 5 мкл
Газ-носитель: Не, 2,5 кг/см2
Расход водорода: 0,6 кг/см2
Расход воздуха: 0,5 кг/см2
Скорость протяжки диаграммной ленты: 5 мм/мин
Чувствительность: диапазон 101 × ослабление 20
Температура колонки: 40°C
Температура инжекции: 150°C

Варианты осуществления изобретения, например, изложены ниже:
1. Способ производства частиц, включающий:
приведение сжимающей текучей среды и прессуемого пластического материала в контакт друг с другом с использованием многоступенчатой микромешалки с разделенным потоком с целью производства, тем самым, расплава прессуемого пластического материала, в котором растворена сжимающая текучая среда; и
струйную обработку расплава прессуемого пластического материала с образованием частиц,
при этом прессуемый пластический материал представляет собой смолу с карбонильной структурой -С(=O)-, и
при этом вязкость расплава составляет 500 мПа·с или меньше при измерении в условиях по температуре и давлению, имеющихся во время струйной обработки расплава прессуемого пластического материала.
2. Способ по п. 1, в котором многоступенчатая микромешалка с разделенным потоком включает:
камеру разделения потока сжимающей текучей среды, предназначенную для разделения и направления сжимающей текучей среды во множество каналов потока в виде труб круглого сечения после того, как сжимающая текучая среда поступает в многоступенчатую микромешалку с разделенным потоком;
двухтрубчатую смесительную камеру с двухтрубчатой структурой, образованной внутренней трубой, в которую втекает сжимающая текучая среда, и наружной трубой, окружающей внутреннюю трубу, в которую втекает прессуемый пластический материал, при этом двухтрубчатая смесительная камера имеется в том же количестве, что и количество разделенных потоков в камере разделения потока сжимающей текучей среды, устанавливается по потоку после камеры разделения потока сжимающей текучей среды и предназначена для перемешивания сжимающей текучей среды и прессуемого пластического материала с образованием суженного потока;
камеру соединения суженных потоков, устанавливаемую по потоку после двухтрубчатой смесительной камеры и предназначенную для соединения суженных потоков, образованных во множестве двухтрубчатых смесительных камер, с получением смешанного потока;
первую разделенную месильную камеру, устанавливаемую по потоку после камеры соединения суженных потоков, включающую множество каналов потока в виде труб круглого сечения, которые разделяют первую разделенную месильную камеру, и по каждому из которых протекает смешанная текучая среда; и
вторую разделенную месильную камеру, включающую каналы потока в виде труб круглого сечения, количество которых не идентично количеству каналов потока в виде труб круглого сечения первой разделенной месильной камеры, и которые устанавливают в положениях, не соосных каналам потока в виде труб круглого сечения первой разделенной месильной камеры.
3. Способ по любому из пп. 1 или 2, в котором вязкость расплава составляет 150 мПа·с или меньше при измерении в условиях по температуре и давлению, имеющихся во время струйной обработки расплава прессуемого пластического материала.
4. Способ по любому из пп. 1-3, в котором приведение в контакт означает приведение прессуемого пластического материала, который заранее нагрет и расплавлен, и сжимающей текучей среды в контакт друг с другом.
5. Способ по любому из пп. 1-4, в котором для приведения в контакт используется множество соединенных многоступенчатых микромешалок с разделенным потоком.
6. Способ по любому из пп. 1-5, в котором сжимающая текучая среда содержит надкритический диоксид углерода или жидкий диоксид углерода.
7. Частицы, полученные способом по любому из пп. 1-6, при этом частицы, по существу, не содержат органический растворитель.
8. Устройство для производства частиц, включающее:
плавильную секцию, предназначенную для приведения в контакт друг с другом сжимающей текучей среды и прессуемого пластического материала при помощи многоступенчатой микромешалки с разделенным потоком с целью производства расплава прессуемого пластического материала, в котором растворена сжимающая текучая среда; и
грануляционную секцию, предназначенную для струйной обработки расплава прессуемого пластического материала с целью образования частиц,
при этом прессуемый пластический материал представляет собой смолу с карбонильной структурой -С(=O)-, и
при этом вязкость расплава составляет 500 мПа·с или меньше при измерении в условиях по температуре и давлению, имеющихся во время струйной обработки расплава прессуемого пластического материала.
9. Устройство по п. 8, в котором многоступенчатая микромешалка с разделенным потоком включает:
камеру разделения потока сжимающей текучей среды, предназначенную для разделения и направления сжимающей текучей среды во множество каналов потока в виде труб круглого сечения после того, как сжимающая текучая среда поступает в многоступенчатую микромешалку с разделенным потоком;
двухтрубчатую смесительную камеру с двухтрубчатой структурой, образованной внутренней трубой, в которую втекает сжимающая текучая среда, и наружной трубой, окружающей внутреннюю трубу, в которую втекает прессуемый пластический материал, при этом двухтрубчатая смесительная камера имеется в том же количестве, что и количество разделенных потоков в камере разделения потока сжимающей текучей среды, устанавливается по потоку после камеры разделения потока сжимающей текучей среды и предназначена для перемешивания сжимающей текучей среды и прессуемого пластического материала с образованием суженного потока;
камеру соединения суженных потоков, устанавливаемую по потоку после двухтрубчатой смесительной камеры и предназначенную для соединения суженных потоков, образованных во множестве двухтрубчатых смесительных камер, с получением смешанного потока;
первую разделенную месильную камеру, устанавливаемую по потоку после камеры соединения суженных потоков, включающую множество каналов потока в виде труб круглого сечения, которые разделяют первую разделенную месильную камеру, и по каждому из которых протекает смешанная текучая среда; и
вторую разделенную месильную камеру, включающую каналы потока в виде труб круглого сечения, количество которых не идентично количеству каналов потока в виде труб круглого сечения первой разделенной месильной камеры, и которые устанавливают в положениях, не соосных каналам потока в виде труб круглого сечения первой разделенной месильной камеры.
10. Устройство по любому из пп. 8 или 9, в котором плавильная секция включает множество многоступенчатых микромешалок с разделенным потоком, соединенных друг с другом.
Список позиций на чертежах
1 - устройство для производства частиц
11 - баллон для сжатого газа
12а - насос
12c - насос
13а - клапан
13b - клапан регулирования давления
14 - многоступенчатая микромешалка с разделенным потоком
24 - резервуар высокого давления, оборудованный терморегулятором
32 - сопло
Т - частицы



Обеспечивается способ производства частиц, включающий: приведение сжимающей текучей среды и прессуемого пластического материала в контакт друг с другом с использованием многоступенчатой микромешалки с разделенным потоком с целью производства, тем самым, расплава прессуемого пластического материала, в котором растворена сжимающая текучая среда; и струйную обработку расплава прессуемого пластического материала с образованием частиц, при этом прессуемый пластический материал представляет собой смолу с карбонильной структурой -С(=О)-, и при этом вязкость расплава составляет 500 мПа·с или меньше при измерении в условиях по температуре и давлению, имеющихся во время струйной обработки расплава прессуемого пластического материала. 3 н. и 5 з.п. ф-лы, 2 табл., 9 ил.
1. Способ производства частиц, включающий:
приведение сжимающей текучей среды и прессуемого пластического материала в контакт друг с другом с использованием многоступенчатой микромешалки с разделенным потоком с целью производства, тем самым, расплава прессуемого пластического материала, в котором растворена сжимающая текучая среда; и
струйную обработку расплава прессуемого пластического материала с образованием частиц,
при этом прессуемый пластический материал представляет собой смолу с карбонильной структурой -С(=O)-,
при этом вязкость расплава составляет 500 мПа·с или меньше при измерении в условиях по температуре и давлению, имеющихся во время струйной обработки расплава прессуемого пластического материала; и
в котором многоступенчатая микромешалка с разделенным потоком включает:
камеру разделения потока сжимающей текучей среды, предназначенную для разделения и направления сжимающей текучей среды во множество каналов потока в виде труб круглого сечения после того, как сжимающая текучая среда поступает в многоступенчатую микромешалку с разделенным потоком;
двухтрубчатую смесительную камеру с двухтрубчатой структурой, образованной внутренней трубой, в которую втекает сжимающая текучая среда, и наружной трубой, окружающей внутреннюю трубу, в которую втекает прессуемый пластический материал, при этом двухтрубчатая смесительная камера имеется в том же количестве, что и количество разделенных потоков в камере разделения потока сжимающей текучей среды, устанавливается по потоку после камеры разделения потока сжимающей текучей среды и предназначена для перемешивания сжимающей текучей среды и прессуемого пластического материала с образованием суженного потока;
камеру соединения суженных потоков, устанавливаемую по потоку после двухтрубчатой смесительной камеры и предназначенную для соединения суженных потоков, образованных во множестве двухтрубчатых смесительных камер, с получением смешанного потока;
первую разделенную месильную камеру, устанавливаемую по потоку после камеры соединения суженных потоков, включающую множество каналов потока в виде труб круглого сечения, которые разделяют первую разделенную месильную камеру, и по каждому из которых протекает смешанная текучая среда; и
вторую разделенную месильную камеру, включающую каналы потока в виде труб круглого сечения, количество которых не идентично количеству каналов потока в виде труб круглого сечения первой разделенной месильной камеры, и которые устанавливают в положениях, не соосных каналам потока в виде труб круглого сечения первой разделенной месильной камеры.
2. Способ по п. 1, в котором вязкость расплава составляет 150 мПа·с или меньше при измерении в условиях по температуре и давлению, имеющихся во время струйной обработки расплава прессуемого пластического материала.
3. Способ по п. 1, в котором приведение в контакт означает приведение прессуемого пластического материала, который заранее нагрет и расплавлен, и сжимающей текучей среды в контакт друг с другом.
4. Способ по п. 1, в котором для приведения в контакт используется множество соединенных многоступенчатых микромешалок с разделенным потоком.
5. Способ по п. 1, в котором сжимающая текучая среда содержит надкритический диоксид углерода или жидкий диоксид углерода.
6. Частицы, полученные способом по п. 1, при этом частицы, по существу, не содержат органический растворитель.
7. Устройство для производства частиц, включающее: плавильную секцию, предназначенную для приведения в контакт друг с другом сжимающей текучей среды и прессуемого пластического материала при помощи многоступенчатой микромешалки с разделенным потоком с целью производства расплава прессуемого пластического материала, в котором растворена сжимающая текучая среда; и
грануляционную секцию, предназначенную для струйной обработки расплава прессуемого пластического материала с целью образования частиц,
при этом прессуемый пластический материал представляет собой смолу с карбонильной структурой -С(=O)-,
при этом вязкость расплава составляет 500 мПа·с или меньше при измерении в условиях по температуре и давлению, имеющихся во время струйной обработки расплава прессуемого пластического материала; и
в котором многоступенчатая микромешалка с разделенным потоком включает:
камеру разделения потока сжимающей текучей среды, предназначенную для разделения и направления сжимающей текучей среды во множество каналов потока в виде труб круглого сечения после того, как сжимающая текучая среда поступает в многоступенчатую микромешалку с разделенным потоком;
двухтрубчатую смесительную камеру с двухтрубчатой структурой, образованной внутренней трубой, в которую втекает сжимающая текучая среда, и наружной трубой, окружающей внутреннюю трубу, в которую втекает прессуемый пластический материал, при этом двухтрубчатая смесительная камера имеется в том же количестве, что и количество разделенных потоков в камере разделения потока сжимающей текучей среды, устанавливается по потоку после камеры разделения потока сжимающей текучей среды и предназначена для перемешивания сжимающей текучей среды и прессуемого пластического материала с образованием суженного потока;
камеру соединения суженных потоков, устанавливаемую по потоку после двухтрубчатой смесительной камеры и предназначенную для соединения суженных потоков, образованных во множестве двухтрубчатых смесительных камер, с получением смешанного потока;
первую разделенную месильную камеру, устанавливаемую по потоку после камеры соединения суженных потоков, включающую множество каналов потока в виде труб круглого сечения, которые разделяют первую разделенную месильную камеру, и по каждому из которых протекает смешанная текучая среда; и
вторую разделенную месильную камеру, включающую каналы потока в виде труб круглого сечения, количество которых не идентично количеству каналов потока в виде труб круглого сечения первой разделенной месильной камеры, и которые устанавливают в положениях, не соосных каналам потока в виде труб круглого сечения первой разделенной месильной камеры.
8. Устройство по п. 7, в котором плавильная секция включает множество многоступенчатых микромешалок с разделенным потоком, соединенных друг с другом.

