Уровень техники
Настоящее изобретение относится к топливному распределителю, предназначенному прежде всего для систем вспрыскивания топлива в двигатели внутреннего сгорания (ДВС) со сжатием рабочей смеси и ее принудительным воспламенением. Изобретение относится, в частности, к системам впрыскивания топлива, выполненным в виде систем среднего давления.
В системах впрыскивания топлива, которыми оснащаются автомобили, возможно использование так называемой топливной рампы, которая для применения в системах высокого давления изготавливается из стали или алюминия. Благодаря этому удается достичь способности такой топливной рампы выдерживать давление, составляющее, например, 20 МПа (200 бар). Однако такое массивное исполнение топливной рампы, пригодной для применения в системах высокого давления, сопряжено с высокими производственными расходами на ее изготовление.
Топливные рампы могут далее использоваться по аналогичному назначению в системах низкого давления, составляющего от 0,3 до 0,5 МПа (от 3 до 5 бар). При этом для изготовления топливной рампы могут использоваться, например, тонкостенные стальные трубки. Однако область применения подобных топливных рамп, изначально спроектированных для систем низкого давления, ограничена только такими системами низкого давления.
Краткое изложение сущности изобретения
Преимущество предлагаемого в изобретении топливного распределителя с отличительными признаками, представленными в п. 1 формулы изобретения, состоит в повышении его способности выдерживать давление. Преимущество предлагаемого в изобретении решения состоит, в частности, в возможности создания пригодного для работы при среднем давлении топливного распределителя при сравнительно низких производственных расходах на его изготовление.
Благодаря приведенным в зависимых пунктах формулы изобретения мерам возможны предпочтительные варианты выполнения топливного распределителя, заявленного в п.1 формулы изобретения.
В одном из таких предпочтительных вариантов трубчатая основная часть выполнена в виде отливки, т.е. изделия, полученного литьем под давлением, при этом направление впрыска расплава полимера при литье под давлением параллельно продольной оси трубчатой основной части. Эксцентричное расположение сквозного отверстия позволяет в целом снизить уровень внутренних напряжений, возникающих под нагрузкой. В связи с тем, что направление впрыска расплава полимера при литье под давлением ориентировано вдоль продольной оси трубчатой основной части, за сквозным отверстием, если смотреть в этом направлении впрыска расплава полимера, образуется линия холодного спая. Такая линия холодного спая по причине эксцентричного расположения сквозного отверстия проходит наклонно. Поскольку благодаря этому повышается прочность трубчатой основной части, ее с учетом требуемой нагрузочной способности, прежде всего с учетом уровня рабочего давления, можно изготавливать из пластмассы с уменьшенной толщиной стенки. Благодаря этому удается сократить продолжительность цикла при литье под давлением, которая в существенной мере зависит от продолжительности охлаждения.
Предпочтителен далее вариант, в котором край сквозного отверстия в зоне линии холодного спая выполнен невогнутым по направлению к ней. Невогнутое выполнение охватывает при этом до некоторой степени прямолинейное выполнение и выпуклое выполнение. Благодаря расположению линии холодного спая на невогнутом участке края сквозного отверстия она оказывается расположена в зоне меньших механических напряжений. При этом линия холодного спая прежде всего оказывается расположена на удалении от максимальных напряжений, возникающих в зоне вогнутых закруглений края сквозного отверстия. Поскольку локальная прочность материала в зоне линии холодного спая снижена, но в то же время влияние на распределение напряжений в трубчатой основной части таково, что у линии холодного спая их уровень ниже, удается в целом повысить прочность трубчатой основной части.
При этом предпочтителен далее вариант, в котором край сквозного отверстия в зоне линии холодного спая имеет прямой участок. В этом отношении особенно предпочтителен вариант, в котором сквозное отверстие выполнено в виде удлиненного сквозного отверстия, которое ориентировано в окружном направлении относительно продольной оси трубчатой основной части. Удлиненное сквозное отверстие позволяет в отличие от круглого сквозного отверстия с таким же проходным сечением располагать линию холодного спая в зоне прямого участка его края, благодаря чему линия холодного спая оказывается удалена от места возникновения максимальных напряжений в зоне закруглений удлиненного сквозного отверстия.
Однако предпочтителен также вариант, в котором край сквозного отверстия в зоне линии холодного спая выполнен выпуклым по направлению к ней. Благодаря этому также удается снизить уровень напряжений, возникающих в пластмассе в зоне линии холодного спая.
Предпочтителен далее вариант, в котором ширина сквозного отверстия в окружном направлении относительно продольной оси трубчатой основной части больше ширины этого же сквозного отверстия в продольном направлении вдоль продольной оси трубчатой основной части. В этом отношении прежде всего возможно выполнение сквозного отверстия овальным с примыканием линии холодного спая к такому овальному сквозному отверстию в зоне его наименьшей кривизны. Благодаря этому также снижаются локальные механические напряжения у линии холодного спая, в результате чего в целом повышается прочность трубчатой основной части.
Помимо этого предпочтителен вариант, в котором на внутренней стенке трубчатой основной части в зоне сквозного отверстия выполнена невогнутая поверхность, на которой по меньшей мере частично расположено это сквозное отверстие. Такая невогнутая поверхность, поскольку она предусмотрена только в зоне сквозного отверстия, может быть образована путем лишь незначительного утолщения стенки трубчатой основной части. Подобное утолщение может быть тем самым реализовано простым путем с точки зрения техники удаления отливки из литьевой формы, при этом продолжительность цикла при литье под давлением, прежде всего продолжительность охлаждения, удлиняется лишь незначительно. Хотя наличие большой по площади поверхности также позволяет снизить напряжения и вывести их за пределы линии холодного спая, однако толщина стенки при этом увеличивается в большей степени, что неблагоприятно сказывается на продолжительности цикла и приводит тем самым к возрастанию производственных расходов. Поэтому предпочтителен также вариант, в котором протяженность невогнутой поверхности в продольном направлении вдоль продольной оси продолговатой топливной полости по меньшей мере с одной стороны превышает ширину сквозного отверстия в продольном направлении, а протяженность невогнутой поверхности в окружном направлении относительно продольной оси продолговатой топливной полости с обеих сторон лежит в пределах ширины сквозного отверстия в окружном направлении. Благодаря этому удается локально повысить прочность именно в ослабленной из-за наличия линии холодного спая локальной зоне выполненной из пластмассы трубчатой основной части. Помимо этого благодаря подобной мере снижается уровень самих максимальных напряжений, а также уменьшается объем, в котором возникают высокие напряжения. Тем самым повышается нагрузочная способность всей детали.
Особенно предпочтителен вариант, в котором невогнутая поверхность на внутренней стенке выполнена в виде по меньшей мере приблизительно плоской поверхности. При плоском выполнении невогнутой поверхности возможно некоторое увеличение толщины материала, соответственно толщины стенки в этом месте, которое, однако, несущественно с точки зрения охлаждения отливки и поэтому приводит к лишь незначительному удлинению продолжительности цикла при литье под давлением, прежде всего продолжительности охлаждения. Тем самым удается повысить нагрузочную способность детали без увеличения стоимости ее изготовления. Сказанное относится прежде всего к небольшой гладкой поверхности, которая по своей площади меньше площади выходного сечения сквозного отверстия.
Краткое описание чертежей
В последующем описании изобретение более подробно рассмотрено на примере некоторых предпочтительных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых соответствующие друг другу элементы обозначены одинаковыми позициями и на которых показано:
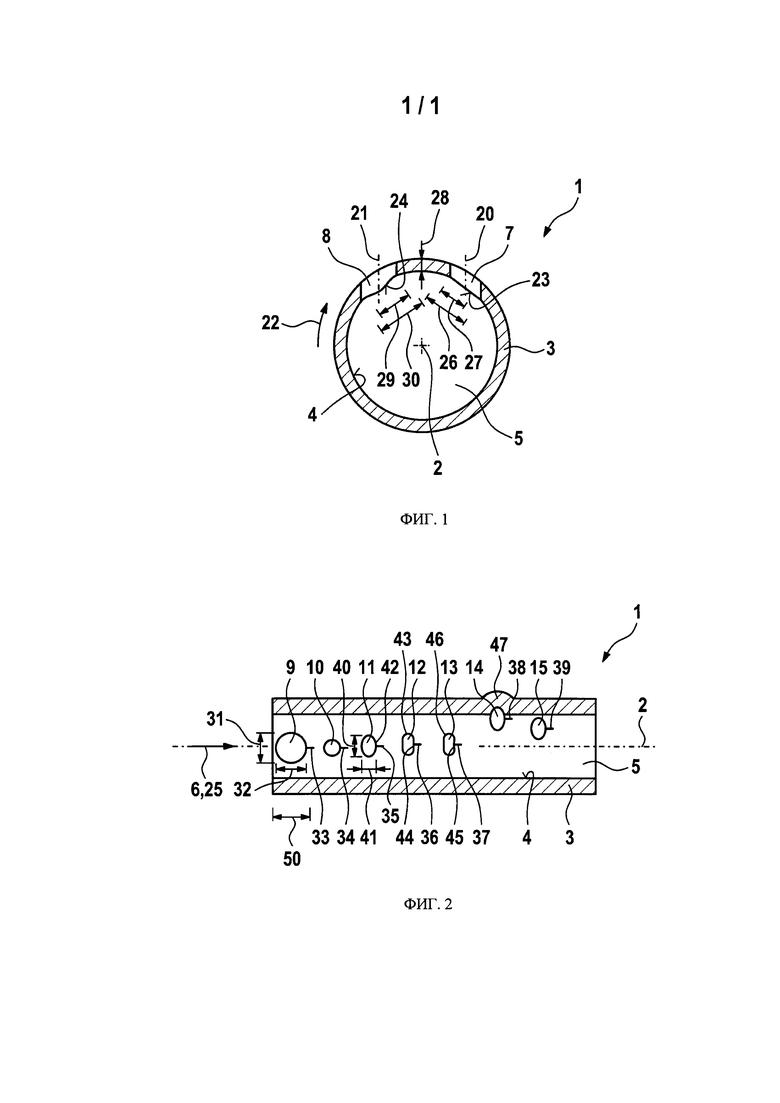
на фиг. 1 - схематичный вид топливного распределителя в поперечном разрезе плоскостью, перпендикулярной его продольной оси, для пояснения возможных вариантов осуществления изобретения и
на фиг. 2 - схематичный вид топливного распределителя в продольном разрезе плоскостью, в которой лежит его продольная ось, для пояснения возможных вариантов осуществления изобретения.
Описание вариантов осуществления изобретения
На фиг. 1 для пояснения возможных вариантов осуществления изобретения схематично показан топливный распределитель 1, изображенный в поперечном разрезе плоскостью, перпендикулярной его продольной оси 2 (фиг. 2). Топливный распределитель 1 имеет трубчатую основную часть 3 (трубчатый корпус). Такая трубчатая основная часть 3 прежде всего может быть выполнена в основном в виде полого цилиндра. Однако возможны и иные варианты ее выполнения, например, варианты с ее выполнением с овальным поперечным сечением. Другие элементы топливного распределителя 1 для упрощения чертежей не показаны на них. К подобным другим элементам топливного распределителя могут помимо прочего относиться так называемые чашки под топливные форсунки, т.е. переходные устройства, предназначенные для соединения топливного распределителя 1 с топливными форсунками.
Топливный распределитель 1 может быть выполнен в виде топливной рампы 1, называемой также топливораспределительной рампой или топливным коллектором. Подобный топливный распределитель 1 особо пригоден для применения в системах вспрыскивания топлива в ДВС со сжатием рабочей смеси и ее принудительным воспламенением. Такой топливный распределитель 1 пригоден, в частности, для применения в системе среднего давления. Среднее давление в подобной системе может при этом составлять от 3 до 10 МПа, соответственно от 30 до 100 бар. Среднее давление прежде всего может составлять от 5 до 7 МПа, соответственно от 50 до 70 бар. Однако предлагаемый в изобретении топливный распределитель 1 пригоден также для применения в иных системах.
Трубчатая основная часть 3 имеет внутреннюю стенку 4, которая выполнена в основном цилиндрической формы, соответственно в основном в форме боковой поверхности цилиндра. Внутренняя стенка 4 трубчатой основной части 3 ограничивает топливную полость 5 топливного распределителя 1. Топливная полость 5 при этом выполнена в виде продолговатой топливной полости 5. При работе топливного распределителя 1 через соответствующее его присоединение в топливную полость 5 подается находящееся преимущественно под средним давлением топливо. Нагрузка на трубчатую основную часть 3 при этом выше нагрузки в системах низкого давления. Однако в то же время такая нагрузка ниже, чем в системах высокого давления, которые при их применении для впрыскивания топлива в двигатели внутреннего сгорания со сжатием рабочей смеси и ее принудительным воспламенением требуют от топливного распределителя способности выдерживать давление, достигающего, например, 20 МПа (200 бар).
Для повышения нагрузочной способности топливного распределителя 1 в отношении систем низкого давления и одновременно для снижения стоимости его изготовления в отношении систем высокого давления трубчатая основная часть 3 выполнена из пластмассы, предпочтительно в виде отливки, т.е. изделия, полученного литьем под давлением. Направление 6 впрыска расплава полимера при литье под давлением (фиг. 2) выбрано при этом по меньшей мере приблизительно параллельным продольной оси 2 трубчатой основной части 3. Помимо этого по соображениям прочности предусмотрено эксцентричное расположение сквозных отверстий 7, 8 на трубчатой основной части 3. На примере сквозных отверстий 7, 8 при этом проиллюстрированы возможные варианты выполнения нескольких сквозных отверстий, которые, например, выполнены в трубчатой основной части 3 с последовательным их расположением на ней вдоль оси 2 для возможности соединения соответствующего количества чашек под топливные форсунки с топливным распределителем 1. Однако подобные сквозные отверстия могут служить и для иных целей.
Сквозные отверстия 7, 8 имеют проходящие по их центру оси 20, 21. Сквозные отверстия 7, 8 оканчиваются на внутренней стенке 4 в топливной полости 5. Однако оси 20, 21 сквозных отверстий направлены при этом не на продольную ось 2, поскольку сквозные отверстия 7, 8 оканчиваются на внутренней стенке 4 трубчатой основной части 3 в топливной полости 5 эксцентрично по отношению к продольной оси 2, проходящей через продолговатую топливную полость 5 по ее центру. Каждая из осей 20, 21 ориентирована при этом эксцентрично относительно продольной оси 2. Благодаря этому нагрузочная способность трубчатой основной части 3 повышается в зоне сквозных отверстий 7, 8 и тем самым повышается в целом.
Внутренняя стенка 4, если смотреть со стороны продольной оси 2, соответственно топливной полости 5, выполнена по существу вогнутой в окружном направлении 22. Окружное направление 22 задается при этом относительно продольной оси 2. Однако в зоне сквозных отверстий 7, 8 внутренняя стенка 4 по меньшей мере частично выполнена невогнутой. Подобные невогнутые поверхности 23, 24 предусмотрены у сквозных отверстий 7, 8. Благодаря невогнутым поверхностям 23, 24 дополнительно повышается нагрузочная способность в зоне сквозных отверстий 7, 8. Невогнутая поверхность 23 выполнена при этом в виде плоской поверхности 23. Такая плоская поверхность 23 проходит вдоль продольного направления 25, которое в данном варианте совпадает с направлением 6 впрыска расплава полимера при литье под давлением, по обе стороны от сквозного отверстия 7. Однако протяженность 26 гладкой поверхности 23 в окружном направлении 22 относительно продольной оси 2 продолговатой топливной полости 5 лежит по обе стороны в пределах ширины 27 сквозного отверстия 7 в окружном направлении 22. Хотя вследствие этого толщина 28 стенки в зоне сквозного отверстия 7 несколько и увеличивается, однако такое увеличение приводит лишь к несущественному удлинению продолжительности цикла при литье под давлением, прежде всего продолжительности охлаждения. Тем самым повышается прочность в зоне сквозного отверстия 7. Повышенная локальная прочность при этом относится особенно к линии холодного спая, которая описана также со ссылкой на фиг. 2.
Невогнутая поверхность 24 у сквозного отверстия 8 выполнена в виде выпуклой поверхности 24. Такая выпуклая поверхность 24 проходит при этом в продольном направлении 25 по обе стороны от сквозного отверстия 8. Однако в окружном направлении 22 протяженность 29 выпуклой поверхности 24 меньше ширины 30 сквозного отверстия 8. Благодаря этому имеющееся в зоне сквозного отверстия 8 увеличение толщины 28 стенки оптимизировано в объемном отношении. Так, в частности, в отношении происходящего увеличения объема в зоне сквозного отверстия 8 толщину 28 стенки у линии холодного спая можно задавать сравнительно большой без неблагоприятного влияния этого фактора на продолжительность цикла при литье под давлением, прежде всего на продолжительность охлаждения.
На фиг. 2 схематично показан фрагмент топливного распределителя 1, изображенного в продольном разрезе плоскостью, в которой лежит его продольная ось 2. На этом чертеже в качестве примера показаны сквозные отверстия 9-15 в соответствии с возможными вариантами осуществления изобретения. Как описано выше со ссылкой на фиг. 1, сквозные отверстия 9-15 аналогично сквозным отверстиям 7, 8 преимущественно также, соответственно дополнительно оканчиваются на внутренней стенке 4 трубчатой основной части 3 в топливной полости 5 эксцентрично по отношению к продольной оси 2, проходящей через продолговатую топливную полость 5 по ее центру.
Сквозное отверстие 9 выполнено по меньшей мере приблизительно круглым. Вследствие этого ширина 31 сквозного отверстия 9 в окружном направлении 22 относительно продольной оси 2 равна ширине 32 этого же сквозного отверстия 9 в продольном направлении 25 вдоль продольной оси 2. При изготовлении трубчатой основной части 3 литьем под давлением за выполненным в виде поперечной дуги 9 сквозным отверстием 9 образуется линия 33 холодного спая. Аналогичным образом и за сквозными отверстиями 10-15 образуется по линии 34-39 холодного спая.
У линии 33 холодного спая прочность трубчатой основной части 3 снижена. Сквозное отверстие 10 аналогично сквозному отверстию 9 выполнено с круглым поперечным сечением. Однако сквозное отверстие 10 выполнено меньшего размера, чем сквозное отверстие 9, и поэтому прочность в зоне линии 34 холодного спая снижается в меньшей степени, чем в зоне линии 33 холодного спая у сквозного отверстия 9. Сквозное отверстие 10 с учетом допустимого давления выполнено при этом минимально возможного размера.
Сквозное отверстие 11 выполнено по меньшей мере приблизительно овальным. По этой причине ширина 40 сквозного отверстия 11 в окружном направлении 22 относительно продольной оси 2 больше ширины 41 этого же сквозного отверстия 11 в продольном направлении 25 вдоль продольной оси 2. В зоне линии 35 холодного спая край 42 сквозного отверстия 11 имеет при этом свою минимальную кривизну. Обусловлено это тем, что овальное сквозное отверстие 11 ориентировано своей наибольшей шириной 40 в окружном направлении 22. Благодаря этому уменьшаются механические напряжения, возникающие в трубчатой основной части 3 в зоне линии 35 холодного спая, вследствие чего повышается прочность, соответственно нагрузочная способность топливного распределителя 1.
Сквозное отверстие 12 выполнено в виде удлиненного сквозного отверстия 12. Такое удлиненное сквозное отверстие 12 ориентировано при этом в окружном направлении 22 относительно продольной оси 2. По этой причине край 43 сквозного отверстия 12 имеет в зоне линии 36 холодного спая прямой участок 44. Благодаря этому возникающие в зоне линии 36 холодного спая напряжения снижаются в еще большей степени по сравнению с напряжениями, возникающими в зоне сквозного отверстия 11.
Описанная на примере сквозного отверстия 11 ситуация, при которой его ширина 40 в окружном направлении 22 больше его же ширины 41 в продольном направлении 25, соответственно справедлива и в отношении сквозных отверстий 12-15.
Сквозное отверстие 13 в отличие от сквозного отверстия 12 выполнено в зоне линии 37 холодного спая с выпуклым участком 45 своего края 46. Благодаря этому при таком же поперечном сечении данного сквозного отверстия локально действующие у линии 37 холодного спая механические напряжения в трубчатой основной части 3 снижаются в еще большей степени по сравнению с ситуацией, описанной на примере сквозного отверстия 12.
Описанные на примере сквозных отверстий 12 и 13 варианты выполнения их краев 43, 46 представляют собой примеры сквозных отверстий 12, 13, которые в зоне их линий 36, 37 холодного спая выполнены невогнутыми в направлении к ним. Прямой участок 44 и выпуклый участок 45 являются при этом примерами невогнутых участков 44, 45.
Тем самым максимальные напряжения удается сместить вбок в трубчатой основной части 3 и удалить от линии 36, 37 холодного спая. Особенно при выполнении сквозного отверстия 13 выпуклым в направлении к линии 37 холодного спая ее начало удается перенести в зону, в которой полностью отсутствуют внутренние напряжения.
Сквозные отверстия 14, 15 выполнены эксцентрично. При этом сквозное отверстие 14 выполнено максимально эксцентрично, а на трубчатой основной части 3 предусмотрена выпуклость 47. Благодаря этому сквозное отверстие 14 можно расположить эксцентрично даже вне остальной цилиндрической части внутренней стенки 4.
В описанном выше со ссылкой на фиг. 1 варианте выполнения внутренней стенки 4 с невогнутыми поверхностями 23, 24 протяженность 50 (фиг. 2) невогнутой поверхности в продольном направлении 25 продолговатой топливной полости 5 преимущественно превышает ширину 32 сквозного отверстия 9 в продольном направлении 25, как это проиллюстрировано на примере сквозного отверстия 9 на фиг. 2. Протяженность 50 при этом превышает ширину 32 сквозного отверстия по меньшей мере со стороны линии 33 холодного спая, а предпочтительно - с обеих сторон.
Описанные со ссылкой на фиг. 1 и 2 возможные варианты выполнения сквозных отверстий 7-15 можно по мере целесообразности в этом комбинировать между собой. В предпочтительном варианте одно сквозное отверстие всегда выполнено с минимально возможным поперечным сечением, как это описано на примере сквозного отверстия 10. Помимо этого, всегда предусмотрено эксцентричное расположение сквозных отверстий, как это описано на примере сквозных отверстий 7, 8, 14, 15.
В предпочтительном варианте предусмотрена также невогнутая поверхность 23, 24 у сквозного отверстия, как это описано на примере сквозных отверстий 7, 8, 9.
Кроме того, ширина 41 сквозного отверстия в продольном направлении 25 в предпочтительном варианте меньше ширины 40 этого же сквозного отверстия в окружном направлении 22, как это описано на примере сквозных отверстий 11-13.
Изобретение не ограничено описанными выше вариантами его осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОПЛИВНЫЙ РАСПРЕДЕЛИТЕЛЬ | 2012 |
|
RU2601012C2 |
| СПОСОБ ВЫПРЯМЛЕНИЯ ПРОДОЛГОВАТОЙ ДЕТАЛИ | 2009 |
|
RU2492955C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КОЛЬЦЕВОЙ ГОРЕЛКИ В ФОРСАЖНОЙ КАМЕРЕ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2005 |
|
RU2293861C2 |
| ТОПЛИВНЫЙ РАСПРЕДЕЛИТЕЛЬ | 2012 |
|
RU2628467C2 |
| СТРУКТУРА КОНЦЕВОГО УПЛОТНЕНИЯ ТОПЛИВНОЙ РАМПЫ ДЛЯ БЕНЗИНОВОГО ДВИГАТЕЛЯ С ПРЯМЫМ ВПРЫСКОМ ТОПЛИВА | 2015 |
|
RU2667212C2 |
| ТОПЛИВНЫЙ РАСПРЕДЕЛИТЕЛЬ | 2012 |
|
RU2585673C2 |
| СИСТЕМА ВПРЫСКА ТОПЛИВОВОЗДУШНОЙ СМЕСИ, ОСНАЩЕННАЯ СРЕДСТВАМИ ГЕНЕРИРОВАНИЯ ХОЛОДНЫХ ПЛАЗМ | 2004 |
|
RU2287742C2 |
| ГАЗОВАЯ ГОРЕЛКА ДЛЯ ПЕЧЕЙ | 2008 |
|
RU2455564C1 |
| СТРУЙНЫЙ НАСОС ДЛЯ ПОДАЧИ ТОПЛИВА | 2012 |
|
RU2615551C2 |
| КОНСТРУКЦИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ ТОПЛИВНОЙ РАМПЫ ДЛЯ ДВИГАТЕЛЯ С ПРЯМЫМ ВПРЫСКОМ ТОПЛИВА | 2016 |
|
RU2675166C1 |
Изобретение может быть использовано в системах топливоподачи двигателей внутреннего сгорания (ДВС). Предложен топливный распределитель (1), предназначенный для систем впрыскивания топлива в ДВС со сжатием рабочей смеси и ее принудительным воспламенением, имеющий трубчатую основную часть (3). Внутренняя стенка (4) этой трубчатой основной части (3) ограничивает при этом продолговатую топливную полость (5). Сама трубчатая основная часть (3) выполнена из пластмассы. В трубчатой основной части (3) предусмотрено по меньшей мере одно сквозное отверстие (7, 8), которое оканчивается на внутренней стенке (4) трубчатой основной части (3) в продолговатой топливной полости (5) эксцентрично относительно проходящей через нее по ее центру продольной оси (2). Технический результат - повышение прочности топливного распределителя. 7 з.п. ф-лы, 2 ил.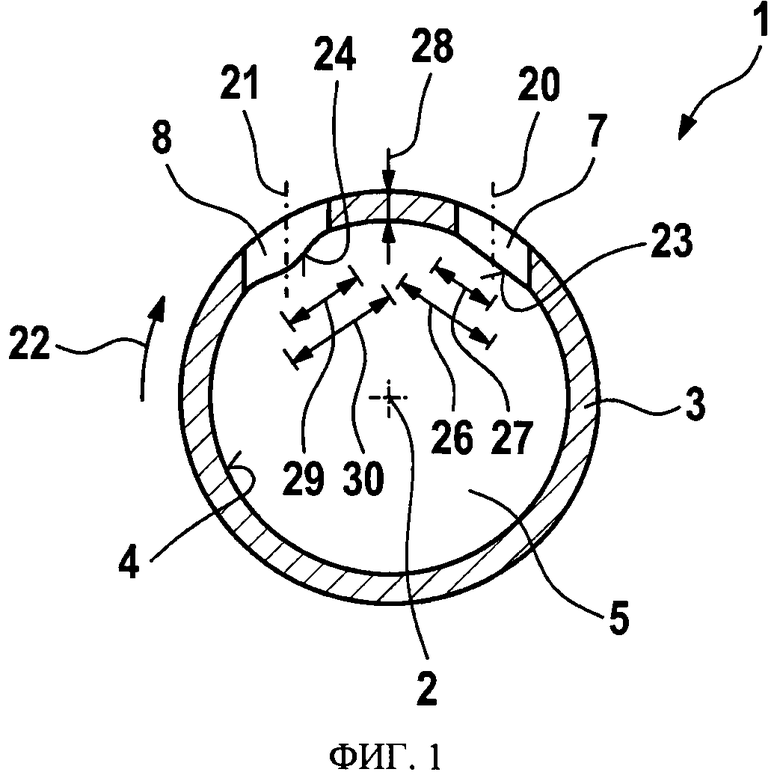
1. Топливный распределитель (1), прежде всего для систем впрыскивания топлива в двигатели внутреннего сгорания со сжатием рабочей смеси и ее принудительным воспламенением, имеющий выполненную из пластмассы трубчатую основную часть (3), внутренняя стенка (4) которой ограничивает продолговатую топливную полость (5) и в которой предусмотрено по меньшей мере одно сквозное отверстие (7-15), которое оканчивается на внутренней стенке (4) трубчатой основной части (3) в продолговатой топливной полости (5) эксцентрично относительно проходящей через нее по ее центру продольной оси (2), отличающийся тем, что на внутренней стенке (4) трубчатой основной части (3) в зоне сквозного отверстия (8) выполнена выпуклая поверхность (24), на которой по меньшей мере частично расположено это сквозное отверстие (8) и протяженность (50) которой в продольном направлении (25) вдоль продольной оси (2) продолговатой топливной полости (5) по меньшей мере с одной стороны превышает ширину (32) сквозного отверстия (8) в продольном направлении (25).
2. Топливный распределитель по п. 1, отличающийся тем, что трубчатая основная часть (3) по меньшей мере в основном выполнена в виде отливки (3), при этом направление (6) впрыска расплава полимера при литье под давлением по меньшей мере приблизительно параллельно продольной оси (2).
3. Топливный распределитель по п. 2, отличающийся тем, что край (42, 43) сквозного отверстия (11, 12) в зоне линии (36, 37) холодного спая выполнен невогнутым по направлению к ней.
4. Топливный распределитель по п. 2, отличающийся тем, что край (43) сквозного отверстия (12) в зоне линии (36) холодного спая имеет по меньшей мере приблизительно прямой участок (44).
5. Топливный распределитель по п. 4, отличающийся тем, что сквозное отверстие (12) выполнено в виде удлиненного сквозного отверстия (12), которое ориентировано в окружном направлении (22) относительно продольной оси (2).
6. Топливный распределитель по п. 3, отличающийся тем, что край (43) сквозного отверстия (13) в зоне линии (37) холодного спая выполнен выпуклым по направлению к ней.
7. Топливный распределитель по одному из пп. 1-6, отличающийся тем, что ширина (40) сквозного отверстия (11) в окружном направлении (22) относительно продольной оси (2) больше ширины (41) этого же сквозного отверстия (11) в продольном направлении (25) вдоль продольной оси (2).
8. Топливный распределитель по п. 1, отличающийся тем, что протяженность (26, 29) выпуклой поверхности (24) в окружном направлении (22) относительно продольной оси (2) продолговатой топливной полости (5) с обеих сторон лежит в пределах ширины (27, 30) сквозного отверстия (8) в окружном направлении (22).
| US 5197435 A1, 30.03.1993 | |||
| Способ управления импульсным преобразователем постоянного напряжения | 1984 |
|
SU1262656A1 |
| DE 10012961 A1, 20.09.2001 | |||
| WO 1992000451 A1, 09.01.1992 | |||
| US 6397881 B1, 04.06.2002 | |||
| СИСТЕМА ВПРЫСКИВАНИЯ ТОПЛИВА | 1999 |
|
RU2226616C2 |
| СИСТЕМА ВПРЫСКИВАНИЯ ТОПЛИВА | 1998 |
|
RU2208696C2 |

