ВКЛЮЧЕНИЕ ПО ССЫЛКЕ
[0001] Все патенты, патентные заявки, документы, ссылки, инструкции изготовителя, описания, технические требования к изделиям и спецификации для любых продуктов, указанных в настоящей заявке, включены в настоящую заявку по ссылке и могут быть использованы для практического осуществления настоящего изобретения.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение в целом относится к тканым заготовкам и, в частности, относится к тканым заготовкам, используемым в армированных композитных материалах. Более конкретно, настоящее изобретение относится к заготовкам угловой вставки, которые могут иметь криволинейную или угловую форму с непрерывными усиливающими волокнами в ее углах.
УРОВЕНЬ ТЕХНИКИ
[0003] Использование армированных композитных материалов для изготовления конструктивных элементов в последние годы получило широкое распространение, в частности, в случаях применения, в которых их превосходные характеристики, например небольшой вес, высокая прочность, жесткость, тепловое сопротивление и технологичность при формовании и профилировании, обеспечивают значительные преимущества. Такие компоненты используются, например, в авиационной, космической, спутниковой области техники, для изготовления высококачественных продуктов для сферы развлечений и в других случаях применения.
[0004] Как правило, такие компоненты состоят из усиливающих материалов, внедренных в матричные материалы. Усиливающий компонент может быть выполнен из материалов, таких как стекло, углерод, керамика, арамид, сложный полиэфир и/или другие материалы, которые отличаются подходящими физическими, тепловыми, химическими и/или другими свойствами, наиболее важными из которых являются высокая устойчивость против разрушающего напряжения.
[0005] С помощью таких усиливающих материалов, которые в конечном счете становятся составляющим элементом законченного компонента, необходимые свойства усиливающих материалов, такие как высокая прочность, передаются законченному композитному компоненту. Обычные составные усиливающие материалы могут быть сотканы, сплетены или иным способом ориентированы в конфигурациях и формах, подходящих для усиливающих заготовок. Обычно повышенное внимание уделяют оптимальному использованию свойств, ради которых были выбраны указанные составляющие армирующие материалы. Обычно такие усиливающие заготовки встроены в матричный материал для изготовления необходимых законченных компонентов или формирования текущих запасов для окончательного изготовления законченных компонентов.
[0006] После выполнения необходимой усиливающей заготовки в нее может быть введен матричный материал таким образом, чтобы типичная усиливающая заготовка была заключена в матричный материал, причем указанный матричный материал заполняет промежуточные области между составляющими элементами усиливающей заготовки. Матричный материал может быть любым материалом из широкого разнообразия материалов, таких как эпоксидная смола, сложный полиэфир, винилэфир, керамика, углерод и/или другие материалы, которые также имеют необходимые физические, тепловые, химические и/или другие свойства. Материалы, выбранные для использования в качестве матрицы, могут быть теми же, из которых изготовлена усиливающая заготовка, или другими материалами, и могут иметь или могут не иметь сопоставимые физические, химические тепловые или других свойства. Однако, как правило, они не обязательно должны быть теми же самыми материалами или иметь сопоставимые физические, химические, тепловые или другие свойства, поскольку обычная цель использования композитов состоит, во-первых, в достижении комбинации особенностей готового изделия, которая не может быть достигнута при использовании только одного составляющего материала. скомбинированные таким способом усиливающая заготовка и матричный материал могут быть обработаны и стабилизированы в одной технологической операции путем термоотверждения или с использованием других известных способов с последующей обработкой для изготовления необходимого компонента. Следует отметить, что будучи обработанным таким способом отвержденная масса матричного материала обычно очень прочно соединяется с армирующим материалом (например, усиливающей заготовкой).
[0007] В результате этого напряжения, возникающие в законченном компоненте, особенно в его матричном материале, действующем в качестве адгезива между волокнами, эффективно передаются к составляющему материалу усиливающей заготовки и выдерживаются указанным материалом. Любой разрыв или неоднородность в усиливающей заготовке ограничивает способность заготовки передавать и переносить возникающие напряжения к законченному компоненту.
[0008] Зачастую возникает необходимость в изготовлении компонентов, форма которых отличается от таких простых геометрических форм, как, например, пластины, листы, прямоугольные или квадратные геометрические формы, и т.п. Способ достижения этой цели состоит в объединении такие основных геометрических форм в необходимые более сложные формы. Одна такая типичная комбинация может быть осуществлена путем объединения усиливающих заготовок, изготовленных, как описано выше, расположенных под углом (обычно прямым) относительно друг друга. Обычно цель указанного углового расположения объединенных усиливающих заготовок состоит в создании необходимого контура для формирования усиливающей заготовки, которая содержит одну или большее количество концевых стенок или, например, Т-образных пересечений, или для усиления полученной комбинации усиливающих заготовок и композитной структуры, которую они образуют, противостоящей искривлению или разрушению под действием внешних сжимающих или растягивающих нагрузок. В любом случае, задача состоит в том, чтобы сделать каждое соединение между составляющими компонентами настолько прочным, сильным насколько это возможно. С учетом по существу очень высокой прочности усиливающих элементов заготовки, непрочность соединения указанных составляющих фактически является "слабым звеном" в структурной "цепи".
[0009] Пример пересекающейся конфигурации описан в патенте США №6,103,337, содержание которого включено в настоящую заявку по ссылке. В указанном патенте описано эффективное средство для объединения двух усиливающих в Т-образную форму. Это может быть достигнуто путем соединения первой усиливающей пластины с второй усиливающей пластиной, размещенной на краю первой пластины.
[0010] Известны различные другие способы осуществления такого соединения. Предлагалось формировать и отверждать панель и угловой придающий жесткость элемент отдельно друг от друга с последующим использованием одиночной панели с контактной поверхностью или с раздвоенным одним концом для формирования двух расходящихся компланарных панелей с контактными поверхностями. Затем указанные два компонента соединяют путем соединения покрытой адгезивом контактной поверхности придающего жесткость элемента с контактной поверхностью другого компонента с использованием термореактивного адгезива или другого клейкого вещества. Однако, если к обработанной панели или поверхности композитной структуры приложено растягивающее усилие, даже самые слабые нагрузки вызывают действие к сил "отлипания", которые отделяют придающий жесткость элемент от панели в их граничной поверхности, поскольку эффективная прочность соединения определяется прочностью адгезива, но не прочностью матрицы или усиливающих материалов.
[0011] Использование металлических болтов или заклепок в граничной поверхности таких компонентов является недопустимым, потому что такие добавление таких элементов по меньшей мере частично разрушает и ослабляет целостность самих композитных структур, увеличивают вес и вносят различия в коэффициент теплового расширения как между указанными элементами, так и между элементами и окружающим материалом.
[0012] Другие подходы к решению указанной проблемы основаны на введении высокопрочных волокон сквозь область соединения с использованием таких способов, как сшивание одного из компонентов с другим, и использование в качестве сшивающей нити указанных усиливающих волокон, которые вводят в область соединения и сквозь нее. Один такой подход описан в патенте США №4,331,495, и относящийся к нему способ описан в патенте США №4,256,790. В указанных патентах описаны соединения между первой и второй композитными панелями, выполненные из связанных адгезивом слоев волокон. Первая панель является раздвоенной в одном конце для формирования двух расходящихся компланарных контактных поверхностей панели известным способом, которые соединены со второй панелью стежками необработанной гибкой нити из смешанного волокна, прошитой сквозь обе панели. Затем обе панели и нить обрабатывают одновременно или "совместно". Другой способ повышения прочности соединения описан в патенте США №5,429,853.
[00013] Не смотря на то, что способы уровня техники улучшили структурную целостность армированного соединения и достигли успеха, в частности в случае патента США №6,103,337, тем не менее существует потребность в дальнейшем усовершенствовании или решении проблемы с использованием подхода, отличающегося от использования адгезивов или механического соединения. В этом отношении согласно одному подходу посредством специализированных машин может быть создана тканая объемная ("3D") конструкция. Однако связанные с данным способом расходы являются значительными и вряд ли оправдывают использование отдельной ткацкой машины для создания одиночной структуры. Несмотря на этот факт, объемные заготовки, из которых путем обработки могут быть получены усиленные волокном композитные компоненты, являются желательными, поскольку они обеспечивают повышенную прочность по сравнению с обычными двухмерными слоистыми соединениями. Эти заготовки особенно полезны в случаях применения, в которых необходимо, чтобы композит выдерживал высокие внеплоскостные нагрузки, мог быть соткан в автоматизированном процессе на ткацком станке и в некоторых случаях предусматривал переменную толщину частей заготовки.
[00014] Другой подход состоит в плетении двухмерной ("2D") структуры и сворачивании ее в трехмерную форму. Ранние попытки сворачивания двухмерны заготовок в трехмерные формы обычно приводили к созданию частей, которые деформировались при сворачивании заготовки. Деформация происходит по той причине, что длина сплетенных волокон отличается от длины, которую волокна должны иметь после сворачивания заготовки. Это вызывает появление впадин и провисаний в областях, в которых длина тканых волокон оказалась недостаточной, и вспучивание в областях, в которых длина волокон оказалась чрезмерной. Пример тканой архитектуры объемной заготовки, которая может привести к впадинам или складкам в областях изгиба заготовки, описан в патенте США №6,874,543, содержание которого включено по ссылке в настоящую заявку.
[00015] Один подход к решению проблемы деформации после сгибания описан в патенте США №6,446,675, содержание которого включено в настоящую заявку посредством ссылки. Указанный подход предусматривает двухмерную структуру, которая может быть согнута в Т-образную форму или П-образную объемную структуру, называемая так, потому что согнутая часть заготовки может формировать один или два продолговатых элемента (для Т-образной и П-образной форм соответственно), которые в целом являются перпендикулярными основному или исходному материалу. Это может быть достигнуто путем регулирования длины волокон во время переплетения для предотвращения вышеуказанных впадин и складок на участке сгиба. В процессе переплетения некоторые волокна в сплетении оказываются удлиненными, в то время как другие оказываются укороченными в области сгиба. Затем короткие и длинные волокна уравниваются по длине при сворачивании заготовки, в результате чего может быть получен плавный переход в области сгиба.
[00016] Преимущество согнутых заготовок состоит в прочности соединения между панелью, которая должна быть усилена, и усиливающей панелью. При совместном сплетении панели объединены усиливающим материалом, и в конечном композите матричный материал образует единую структуру. Соединение между образующими цельное переплетение усиливающим продолговатым элементом и исходным материалом или основой больше не зависит исключительно от прочности адгезива, как это наблюдается в усилении уровня техники. Вместо этого волокна заготовки полностью переплетены вместе с продолговатыми элементами и основой.
[00017] Однако часто усиление требуется для сложных форм, таких как кривые или острые углы. Согнутые Т-образные или П-образные усиления должны иметь вытачки в продолговатых элементах для их соответствия кривой или наклонной поверхности. Когда материал продолговатого элемента согнутой заготовки принимает кривую или угловую форму, длина кривой поверхности обязательно изменяется в направлении от внутренней стороны искривления к его внешней стороне. Длина дуги на наружной стороне кривой поверхности с увеличенным радиусом при изгибе увеличивается, в то время как длина дуги на внутренней стороне искривления уменьшается. Продолговатые элементы типичных согнутых заготовок не могут изменить длину, как требуется для соответствия кривой или наклонной поверхности. Для соответствия кривой или наклонной поверхности продолговатые элементы должны иметь вытачки, т.е. они должны быть разрезаны для соответствия по форме измененной длине дуги.
[00018] Как правило, разрез выполняют вдоль локального радиуса искривления, но также для компенсации изменения длины могут быть использованы другие, нерадиальные разрезы. Для компенсации уменьшения длины с внутренней стороны искривленной заготовки продолговатый элемент разрезают и разрезные края накладывают друг на друга или удаляют лишний материал. Подобным образом, для соответствия увеличенной длине с наружной стороны искривления продолговатый элемент разрезают с образованием треугольного промежутка между краями разреза продолговатого элемента. В любой конфигурации вытачки нарушают непрерывность усиливающего материала в каждом продолговатом элементе. Формирование вытачек в продолговатых элементах объемной Т-образной или П-образной заготовки может значительно ухудшить нагрузочную способность заготовки, поскольку при формировании вытачек выполняют разрезание волокон, которые обеспечивают основной канал для передачи нагрузок вокруг угла.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[00019] Соответственно, существует потребность в тканой угловой заготовке или вставке, которые могут быть сотканы с использованием обычного ткацкого станка, причем эта потребность предусматривает усиливающие волокна во всех трех плоскостях угловой вставки.
[0020] Таким образом, задача настоящего изобретения состоит в создании угловой вставки и способа формирования угловой вставки, содержащей непрерывные нити, соединяющие все стороны без необходимости в наметывании.
[00021] Другая задача настоящего изобретения состоит в создании угловой вставки и способа формирования угловой вставки, содержащей непрерывные нити, соединяющие все стороны, которая сформирована из уплощенной тканой ткани.
[00022] Согласно одному аспекту настоящего изобретения предложена заготовка угловой вставки, содержащая тканую основу и один или большее количество продолговатых элементов, которые полностью сплетены с основой. Заготовка содержит специально выполненные области внутри продолговатых элементов, которые содержат непрерывные основные нити, не являющиеся переплетенными. Непереплетенные области продолговатых элементов обеспечивают шарнирную структуру, которая обеспечивает возможность сгибания продолговатых элементов заготовки вокруг угла. После сгибания лишние непереплетенные основные нити протягивают обратно сквозь переплетенную часть продолговатых элементов для изготовления заготовки, имеющей усиление из непрерывных усиливающих основных нитей вокруг угла.
[00023] Согласно другому аспекту настоящего изобретения предложен способ формирования заготовки угловой вставки, включающий этапы, согласно которым полностью переплетают основу или исходный материал с одним или большим количеством продолговатых элементов, которые проходят от основы. Уплощенная тканая заготовка содержит специально выполненные области внутри стержней и фланцев, которые содержат непрерывные основные нити, не являющиеся переплетенными. Непереплетенные области обеспечивают шарнирную структуру, которая обеспечивает возможность сгибания продолговатых элементов заготовки вокруг угла. После сгибания лишние непереплетенные основные нити протягивают обратно сквозь тканую часть стержней и фланцев для изготовления, имеющей усиление из непрерывных усиливающих основных нитей вокруг угла.
[00024] После формирования угловая вставка может быть превращена в композит любым известным способом или может быть включена в большую заготовку или структуру, которая в свою очередь может быть превращена в композит.
[00025] Различные особенности, характеризующие настоящее изобретение, указаны, в частности, в зависимых пунктах приложенной формулы, которая является частью настоящего описания. Для лучшего понимания изобретения, его функциональных преимуществ и конкретных задач, достигнутых с его использованием, ссылка сделана на сопроводительные чертежи, на которых показаны предпочтительные варианты реализации настоящего изобретения, и в которых соответствующие компоненты обозначены одинаковыми позиционными номерами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00026] Для более полного понимания изобретения в следующем ниже описании сделана ссылка на сопроводительные чертежи, на которых:
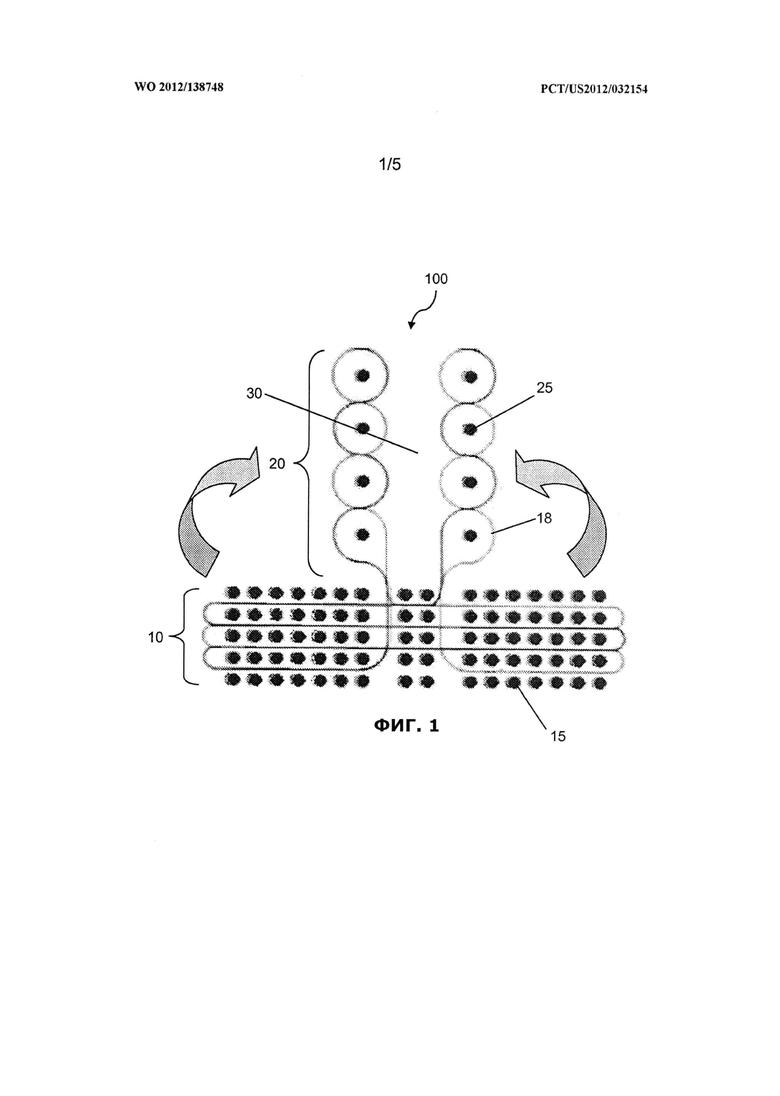
[00027] На фиг.1 показан разрез тканой заготовки угловой вставки согласно одному аспекту настоящего изобретения.
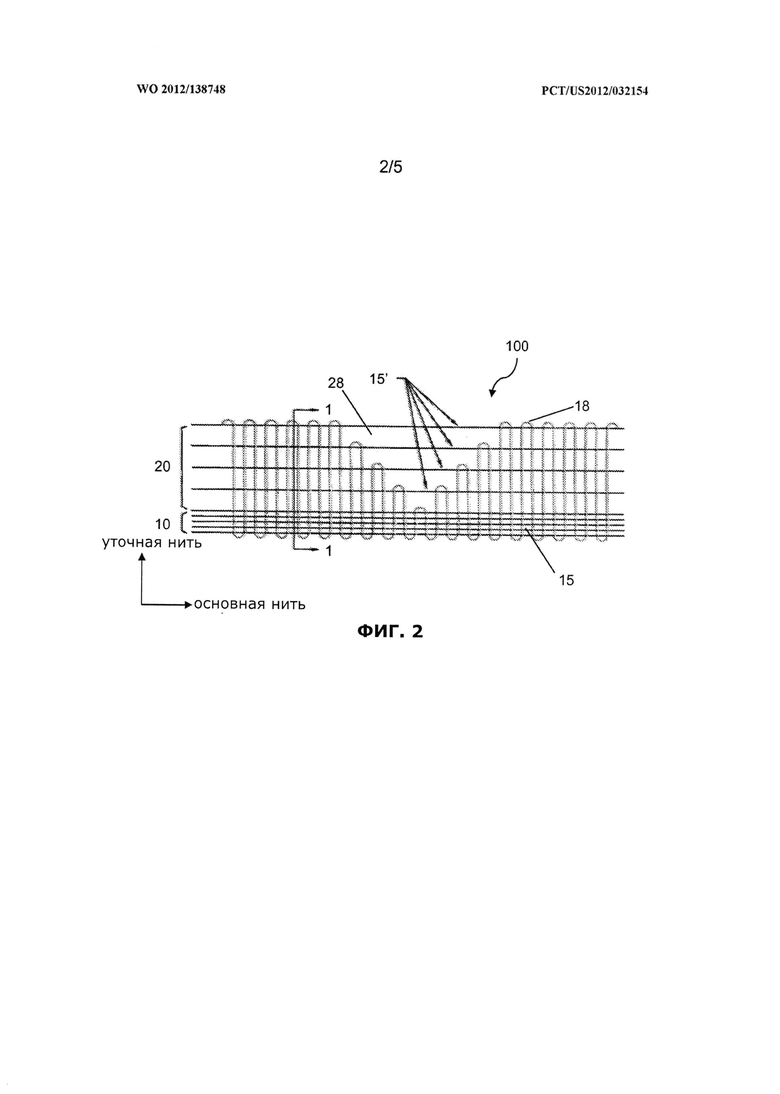
[00028] На фиг.2 схематически показан вид сбоку плоскотканой заготовки угловой вставки, показывающий деформацию и пути протягивания уточных нитей согласно одному аспекту настоящего изобретения.
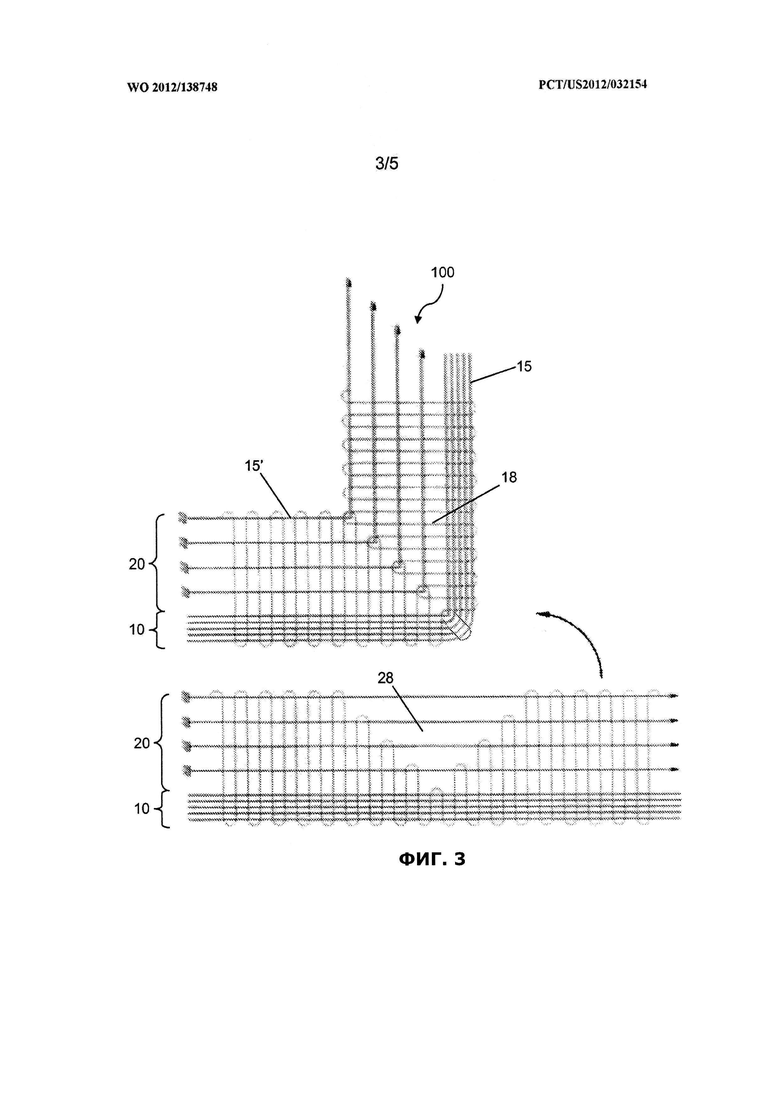
[00029] На фиг.3 показан этап способа изготовления заготовки угловой вставки согласно одному аспекту настоящего изобретения.
[00030] На фиг.4 показана фотография фактической заготовки угловой вставки, изготовленной согласно одному аспекту настоящего изобретения.
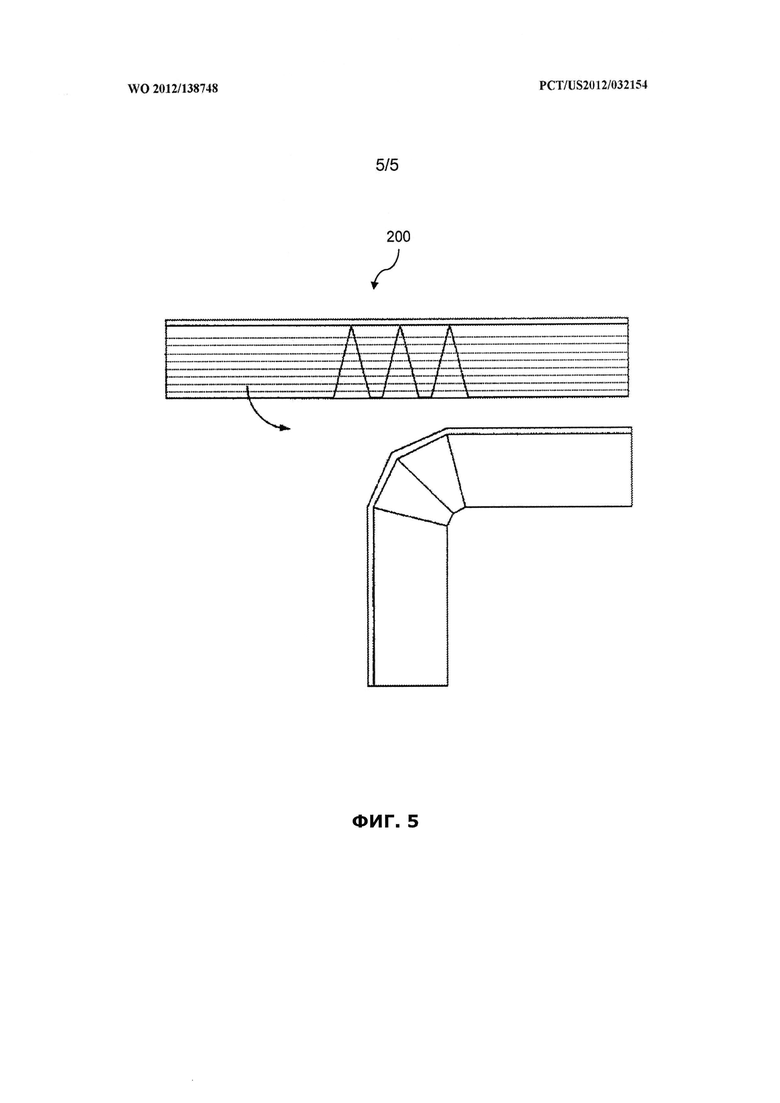
[00031] На фиг.5 показан этап способа изготовления заготовки угловой вставки согласно одному аспекту настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00032] На фиг.1 показан разрез П-образной заготовки 100, сформированной согласно одному варианту реализации настоящего изобретения. Заготовка 100 является плоской тканой заготовкой, которая может быть соткана на обычном ткацком станке с использованием любого ткацкого шаблона, известного специалистам, с гладким переплетением, которое является наиболее предпочтительным шаблоном. Заготовка 100 может быть соткана с использованием двух или большего количества слоев основных нитей или волокон 15 и одного или большего количества слоев уточных нитей или волокон 18. Поскольку заготовка согласно варианту реализации, показанному на фиг.1, плоскотканой, уточная нить 18 проходит в направлении поперек ширины заготовки.
[00033] Как можно наблюдать из варианта реализации, показанного на фиг.1, основные нити 15 и 25 могут быть расположены, например, в шесть слоев. Нижние пять слоев, например, формируют основу 10 заготовки, в то время как верхний слой может быть использован для формирования одного или большего количества продолговатых элементов 20 заготовки 100. В плоскотканой заготовке уточная нить 18 переплетается с некоторыми или всеми основными нитями 15 нижнего слоя в основе 10 перед сплетанием с основными нитями 25 верхнего слоя.
[00034] Следует отметить, что уточная нить 18 не переплетается с некоторыми из основных нитей в центре заготовки 100 для создания U-образного звена 30, которое разделяет продолговатые элементы 20. Продолговатые элементы 20 могут быть сформированы путем подъема самого верхнего слоя с обеих сторон U-образного звена 30, например, в направлении стрелок, показанных на фиг.1. Сама заготовка может быть соткана любым из способов, описанных в патентах США №№6,874,543 и 7,712,488, содержание которых полностью включено по ссылке в настоящую заявку.
[00035] Настоящее изобретение согласно варианту реализации, показанному на фиг.2, основано на переплетении заготовки 100, которая имеет специально выполненные области 28, содержащие непрерывные основные нити 15′, которые не вплетены в заготовку 100. Другими словами, уточные нити 18 образуют цельное переплетение с основными нитями 25 во всех областях продолговатых элементов 20, за исключением области 28, в которой основные нити 15′ формируют шарнирную структуру, которая позволяет складывать продолговатые элементы 20 заготовки 100 вокруг угла. Как показано на фиг.2, V-образная часть в середине заготовки 100 представляет собой область, в которой основные нити 15′ не переплетаются с уточными нитями 18, и указанная область 28 образует шарнирную структуру, которая позволяет осуществить складывание продолговатых элементов 20 вокруг угла. Форма V-образной части определена на основании угла, на который этот продолговатый элемент 20 должны быть повернут, или формой угла, в который должна быть вставлена заготовка. Например, если заготовка 100 используется для изготовления конструкции, которая не обязательно должна быть вставлена в прямой угол, но может быть вставлена в угол больше 90°, в этом случае V-образная часть в такой заготовке должна быть суженной по сравнению с частью, предназначенной для установки в угол 90°. Подобным образом, если угол составляет меньше 90°, то V-образная часть заготовки, в которой должен быть размещен такой угол, может быть более широкой, чем часть заготовки для прямого угла. Специалисту понятно, что с использованием описанного выше способа изготовления нетканых областей вдоль продолговатых элементов заготовки может быть сформирован плавный изгиб путем изменения граничной области в форме кривой. На фиг.5 показан пример заготовки 200, сформированной с использованием нескольких V-образных частей.
[00036] На следующем этапе формирования заготовки 100 угловой вставки, указанную заготовку сворачивают в направлении стрелки, например, показанной на фиг.3. После складывания избыточные непереплетенные основные нити 15′ протягивают обратно сквозь переплетенную часть продолговатых элементов 20 в направлении указанных стрелок для изготовления заготовки 100 с усилением из непрерывной основной пряжей 25 вокруг угла, как, например, показано на фиг.3. На фиг.3 схематически показана тканая П-образная заготовка, которая содержит угловой элемент, описанный в вышеуказанном варианте реализации. Однако следует отметить, что структуры, показанные на фиг.1-3 и 5, приведены только в иллюстративных целях, и фактическая заготовка может содержать одну, две, три или большее количество продолговатых элементов 20, т.е. поперечное сечение не обязательно должно иметь П-образную форму, и способ согласно настоящему изобретению также может быть использован для изготовления структур, имеющих другие формы, такие как Т-образная или L-образная формы.
Пример
[00037] Прототип заготовки 100, сплетенный для подтверждения указанного подхода, в качестве примера показан на фиг.4. Заготовка 100 была сплетена с использованием углеродных волокон; однако настоящее изобретение может быть применено к волокнам, выполненным из любого материала, подходящего для конкретного случая применения, и соответственно не ограничивается указанными на стоящей заявке материалами, например, усиливающий компонент может быть выполнен из материалов, таких как нейлон, искусственный шелк, стекло, углерод, керамика, арамид, сложный полиэфир и/или другие материалы, которые имеют подходящие физические, тепловые, химические и/или другие свойства. Изобретение также может быть применено фактически к любому другому волокну, включая помимо прочего волокно, полученное штапелированием разрывом, типа "стретч-брокен", например, к волокну типа "стретч-брокен" на основе углерода, стекла, керамики, а также к волокну не из волокна, полученного штапелированием разрывом, или к волокну не обязательно из длинноштапельной пряжи, например, к волокну Discotex®, изготовленному компанией Pepin Associates Inc., ткань из которого может растягиваться в направлении ее усиления и таким образом позволяет формировать сложные формы из простой формы исходной заготовки.
[00038] Заготовка 100 была соткана посредством обычного челночного ткацкого станка с использованием шаблона плавного переплетения. Указанный шаблон был выбран, поскольку он включает больше извитости по сравнению с другими известными шаблонами, такими как саржи или атласы, и представляет собой наибольшую сложность для процесса протяжки волокон в одиночном слое ткани. Однако, как указано выше, для изготовления заготовки может быть использован любой ткацкий шаблон.
[00039] Настоящее изобретение было описано выше для формирования заготовки угловой вставки. В конкретном случае применения такая угловая вставка может быть использована в ситуациях, в которых необходимо усиление соединения двух или большего количества секций устройства. Например, в космической промышленности часто возникает необходимость усиления соединения между обшивочным материалом и корпусом, в котором продольные и поперечные усиливающие элементы поддерживают обшивку.
[00040] Готовая заготовка может быть пропитана матричным материалом, таким как, например, эпоксидная смола, бисмалеимидная смола, сложный полиэфир, винилэфир, керамика и углерод, с использованием способов пропитки смолой, таких как формование с переносом смолы или химическая инфильтрация из паровой фазы, и таким образом может быть сформирована объемная композитная конструкция.
[00041] Несмотря на то, что выше были подробно описаны предпочтительные варианты реализации настоящего изобретения и их модификации, следует понимать, что настоящее изобретение не ограничено указанными вариантами реализации и модификациями, и другие модификации и изменения могут быть осуществлены специалистами без отступления от идеи и объема защиты настоящего изобретения, определенного в пунктах приложенной формулы.

Предложены заготовка угловой вставки и способ формирования заготовки угловой вставки, содержащий этапы, согласно которым: образуют цельное переплетение основного или исходного материала с одним или большим количеством продолговатых элементов, которые проходят от основы. Уплощенная тканая заготовка содержит внутри продолговатых элементов специально выполненные области, в которых расположены непрерывные основные нити, которые не являются ткаными. Нетканые области обеспечивают шарнирную структуру, которая обеспечивает возможность сгибания продолговатых элементов вокруг угла. После сгибания избыток нетканых основных нитей протягивают обратно сквозь тканую часть продолговатых элементов для изготовления заготовки с усилением из непрерывных основных нитей вокруг угла. 4 н. и 20 з.п. ф-лы, 5 ил.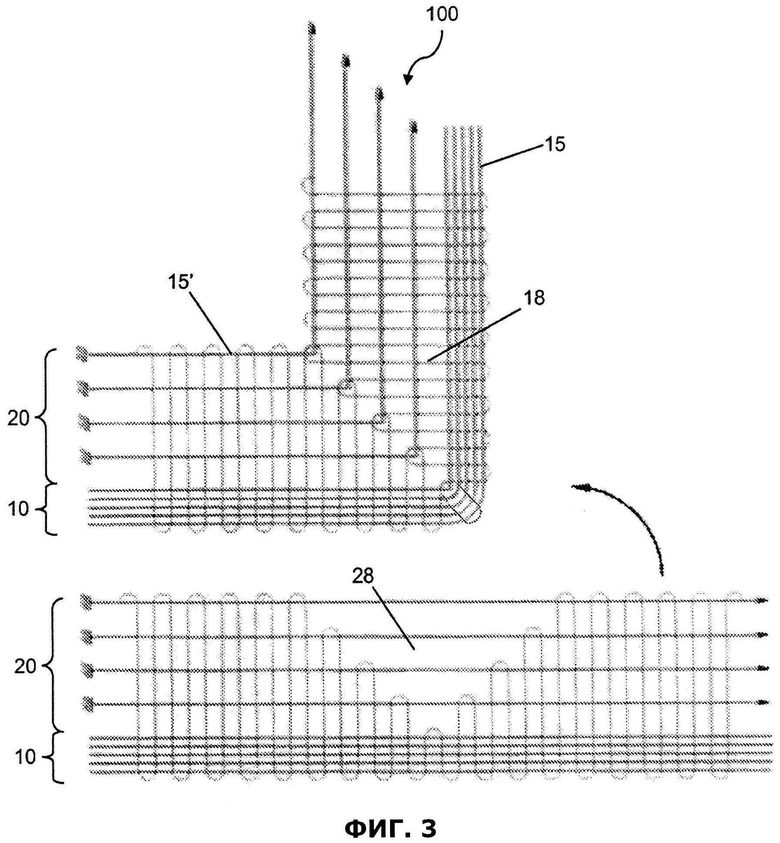
1. Заготовка угловой вставки, содержащая:
два или большее количество слоев основных нитей или волокон, сплетенных с одним или большим количеством слоев уточных нитей или волокон;
основной слой, содержащий сплетенные основные и уточные нити и
один или большее количество продолговатых элементов, проходящих от основного слоя,
причем указанный один или большее количество продолговатых элементов образуют с основным слоем цельное переплетение,
причем указанный один или большее количество продолговатых элементов согнуты вокруг угла, при этом каждый из указанного одного или большего количества продолговатых элементов включает часть, имеющую усиление из непрерывных усиливающих основных нитей, которое не переплетено вокруг угла, причем указанная часть обеспечивает возможность сгибания указанных продолговатых элементов вокруг угла.
2. Заготовка по п. 1, в которой указанная заготовка выполнена плоскотканой.
3. Заготовка по п. 1, дополнительно содержащая:
U-образное звено, разделяющее два или большее количество продолговатых элементов, проходящих от основного слоя.
4. Заготовка по п. 1, в которой указанный один или большее количество продолговатых элементов согнуты под углом, который равен, меньше или больше 90°.
5. Заготовка по п. 1, в которой указанный один или большее количество продолговатых элементов согнуты для формирования плавного искривления.
6. Заготовка по п. 1, в которой указанная заготовка имеет П-образную, Т-образную или L-образную форму.
7. Заготовка по п. 1, в которой основные и уточные волокна или нити выполнены из материала, выбранного из группы, содержащей: стекло, углерод, керамику, арамид, сложный полиэфир, нейлон и искусственный шелк.
8. Заготовка по п. 7, в которой основными и/или уточными волокнами являются волокна, полученные штапелированием разрывом на основе углерода, стекла или керамики.
9. Композитная конструкция, усиленная объемным волокном, содержащая заготовку по п. 1.
10. Композитная конструкция по п. 9, дополнительно содержащая матричный материал.
11. Композитная конструкция по п. 10, в которой матричный материал выбран из группы, содержащей эпоксидную смолу, бисмалеимидную смолу, сложный полиэфир, винилэфир, керамику и углерод.
12. Способ формирования заготовки угловой вставки, включающий этапы:
переплетения двух или большего количества слоев из основных нитей или волокон с одним или большим количеством слоев уточных нитей или волокон для формирования основного слоя и одного или большего количества продолговатых элементов, проходящих от этого основного слоя, причем указанный один или большее количество продолговатых элементов образуют с основным слоем цельное переплетение, и
выполнения по меньшей мере одной части в каждом указанном одном или большем количестве продолговатых элементов, в которой усиление из непрерывных усиливающих основных нитей не переплетены с уточными нитями вокруг угла, причем указанная часть обеспечивает возможность сгибания указанных продолговатых элементов вокруг угла.
13. Способ по п. 12, дополнительно включающий этап сгибания указанного одного или большего количества продолговатых элементов вокруг угла.
14. Способ по п. 13, дополнительно включающий этап протягивания непереплетенных основных нитей обратно через переплетенную часть продолговатых элементов для изготовления заготовки с усилением из непрерывных усиливающих основных нитей вокруг угла.
15. Способ по п. 12, согласно которому заготовку сплетают на обычном ткацком станке.
16. Способ по п. 12, дополнительно включающий этап создания U-образного звена, разделяющего два или большее количество продолговатых элементов, проходящих от основного слоя.
17. Способ по п. 13, согласно которому указанный один или большее количество продолговатых элементов сгибают под углом, который равен, меньше или больше 90°.
18. Способ по п. 13, согласно которому указанный один или большее количество продолговатых элементов сгибают для формирования плавного искривления.
19. Способ по п. 12, согласно которому заготовка имеет П-образную, Т-образную или L-образную форму.
20. Способ по п. 12, согласно которому основные и уточные волокна или нити выполнены из материала, выбранного из группы, содержащей: стекло, углерод, керамику, арамид, сложный полиэфир, нейлон и искусственный шелк.
21. Способ по п. 12, согласно которому основные и/или уточные волокна являются волокнами, полученными штапелированием разрывом на основе углерода, стекла или керамики.
22. Способ формирования трехмерной усиленной волоконной композитной конструкции, включающий способ по п. 12.
23. Способ по п. 22, дополнительно включающий этап по меньшей мере частичного пропитывания заготовки матричным материалом.
24. Способ по п. 23, согласно которому матричный материал выбран из группы, содержащей: эпоксидную смолу, бисмалеимидную смолу, сложный полиэфир, винилэфир, керамику и углерод.
| US 20090247034 A1, 01.10.2009 | |||
| US 6446675 B1, 10.09.2002 | |||
| US 5783279 A, 21.07.1998 | |||
| US 5394906 A, 07.03.1995. |

