Область техники
Настоящее изобретение в целом относится к тканым заготовкам и, в частности, относится к тканым заготовкам, используемым в усиленных композиционных материалах, которые могут быть сотканы плоскими и сложены в свою конечную форму.
Перекрестные ссылки
Все патенты, заявки на патенты, документы, ссылки, инструкции изготовителя, описания, технические требования к изделиям и технологические карты для любых изделий, упомянутые в настоящем описании, включены в него посредством ссылки и могут быть использованы в практическом применении настоящего изобретения.
Уровень техники
Использование усиленных композиционных материалов для создания структурных компонентов на сегодняшний день широко распространено, особенно в тех областях применения, в которых требуются их необходимые характеристики, относящиеся к небольшому весу, прочности, жесткости, термостойкости, независимости и способности к формированию и принятию формы. Такие компоненты используют, например, в авиационной, космической, спутниковой, развлекательной (как например, в гоночных катерах и автомобилях) и других областях применения.
Как правило, такие компоненты состоят из усиливающих материалов, внедренных в связующие материалы. Усиливающий компонент может быть сделан из материалов, таких как стекло, углерод, керамика, арамид, полиэтилен и/или другие материалы, которые демонстрируют необходимые физические, термические, химические и/или другие свойства, главным из которых выступает высокая прочность против повреждения под действием нагрузки. Посредством использования таких усиливающих материалов, которые, в конечном счете, становятся составляющим элементом законченного компонента, необходимые характеристики усиливающих материалов, такие как очень высокая прочность, передаются законченному композитному компоненту. Составные усиливающие материалы, как правило, могут быть сотканы, сплетены или иным образом ориентированы в необходимые конфигурации и формы для усиливающих заготовок. Обычно особое внимание уделяют обеспечению оптимального использования свойств, для которых были выбраны составные усиливающие материалы. Обычно такие усиливающие заготовки объединены с связующим материалом для формирования необходимых конечных компонентов или создания производственного запаса для окончательного производства конечных компонентов.
После создания необходимой усиливающей заготовки такая заготовка может быть пропитана в связующем материале так, что усиливающая заготовка, как правило, становится заключенной в связующем материале, и связующий материал заполняет внутритканевые области между составными элементами усиливающей заготовки. Связующий материал может быть любым из широкого разнообразия материалов, таких как эпоксидная смола, полиэстер, на основе винилового эфира, керамика, углерод и/или другие материалы, которые также демонстрируют необходимые физические, термические, химические и/или другие свойства. Материалы, выбранные для использования в качестве связующего материала, могут быть или могут не быть одинаковыми с материалом усиливающей заготовки и могут иметь или могут не иметь сопоставимые физические, химические, термические или другие свойства. Однако они, как правило, не будут иметь одинаковые материалы, или иметь сопоставимые физические, химические, термические или другие свойства, поскольку обычной искомой целью при использовании композитных материалов, в первую очередь, является получение комбинации характеристик в готовом изделии, которая не достижима посредством использования одного единственного составного материала. Комбинированная таким образом усиливающая заготовка и связующий материал затем могут быть отверждены и стабилизированы в одной операции посредством термического твердения или других известных способов, а затем подвергнуты другим операциям по производству необходимого компонента. В данном случае важно отметить, что после такого отверждения последующие укрепленные массы связующего материала, как правило, очень сильно прилипают к усиливающему материалу (например, усиливающей заготовке). В результате напряжение на конечном компоненте, особенно через его связующий материал, действующий в качестве клеящего вещества между волокнами, может быть эффективно передано к составному материалу усиливающей заготовки и выдержано им.
Зачастую необходимо создавать компоненты в конфигурациях, которые отличаются от таких простых геометрических форм как (по сути) пластины, листы, прямоугольные или квадратные твердые тела и т.д. Для выполнения этого нужно объединить такие основные геометрические формы в необходимые более сложные формы. Одна такая типичная комбинация выполнена путем соединения усиливающих заготовок, изготовленных согласно приведенному выше описанию, под углом (как правило, прямым углом) друг к другу. Обычными назначениями таких угловых компоновок из соединенных усиливающих заготовок выступают создание необходимой формы для формирования усиливающей заготовки, которая содержит по меньшей мере одну торцевую стенку или, например, Т-образные пересечения, или усиление получающейся комбинации из усиливающих заготовок и композитной структуры, которое она создает для предотвращения прогиба или повреждения при воздействии на нее внешних сил, таких как сжатие или растяжение. В любом случае следует уделять соответствующее внимание каждому месту соединения между составными компонентами, чтобы сделать его как можно более прочным. Учитывая необходимую по сути очень высокую прочность элементов усиливающей заготовки, ослабление места соединения фактически становится «слабым звеном» в структурной «цепи».
Пример пересекающейся конфигурации изложен в патенте США №6,103,337, содержание которого включено в настоящее описание посредством ссылки. В данном источнике описано эффективное средство объединения двух пластин усиления в Т-образную форму.
В прошлом для выполнения таких мест соединений были внесены различные другие предложения. Было предложено формировать и отверждать элемент панели и наклонный элемент жесткости отдельно друг от друга, причем последний из них имеет единственную контактную поверхность панели или раздвоен с одного конца для формирования двух противоположных компланарных контактных поверхностей панели. Затем указанные два компонента соединяют посредством клеящего вещества, соединяя контактную поверхность (и) панели элемента жесткости с контактной поверхностью другого компонента при помощи термического твердения клея или другого клейкого материала. Однако при приложении нагрузки растяжения к отвержденной панели или поверхностному слою композитной структуры с неприемлемо низкими значениями возникли «отслаивающие» усилия, которые отделяют элемент жесткости от панели в месте их контакта, поскольку эффективная прочность соединения обеспечивается клейким веществом, а не связующим материалом.
Использование металлических болтов или заклепок в месте соединения таких компонентов недопустимо, потому что такие ведения по меньшей мере частично разрушают и ослабляют целостность самих композитных структур, увеличивают вес и привносят различия коэффициента теплового расширения как между такими элементами, так и окружающим материалом.
Другие подходы к решению этой проблемы были основаны на принципе введения высокопрочных волокон поперек области соединения с помощью таких способов как сшивание одного из компонентов с другим и, основываясь на нити сшивания, введение таких укрепляющих волокон в место соединения и поперек него. Один такой подход представлен в патенте США №4,331,495 и его выделенной части, патенте США №4,256,790. В этих патентах раскрыты места соединения, выполненные между первой и второй композитной панелью, изготовленными из соединенных клеем слоев волокон. Первая панель раздвоена с одного конца для формирования двух противоположных компланарных контактных поверхностей панели известным в уровне техники способом, которые были соединены со второй панелью стежками неотвержденной гибкой композитной нити через обе панели. Затем панели и нить были «совместно отверждены», то есть отверждены одновременно. Другой способ повышения прочности соединения изложен в патенте США №5,429,853.
Несмотря на то, что в предшествующем уровне техники были предприняты попытки улучшения структурной целостности усиленного композитного материала, и успех был достигнут, в частности, в патенте США. №6,103,337, тем не менее, по-прежнему существует необходимость ее улучшения или решения проблемы посредством подхода, отличающегося от использования клеящих веществ или механического соединения. В этом отношении один подход мог бы заключаться в создании сотканной трехмерной («3D») структуры специализированными машинами. Однако связанные с этим расходы значительны и редко возникает необходимость в ткацком станке, предназначенном для создания простой структуры. Несмотря на этот факт трехмерные заготовки, которые могут быть преобразованы в усиленные волокнами композитные компоненты, необходимы, потому что они обеспечивают повышенную прочность по отношению к традиционным двухмерным слоистым композитным материалам. Данные заготовки особенно полезны в областях применения, в которых необходимо, чтобы композитный материал переносил внеплоскостные нагрузки. Однако заготовки предшествующего уровня техники, рассмотренные в приведенном выше описании, были ограничены в их способности выдерживать высокие внеплоскостные нагрузки, создаваться автоматизированным процессом на ткацком станке и обеспечивать переменную толщину частей заготовки.
Другой подход предполагал плетение двухмерной («2D») структуры и складывание ее в трехмерную форму. Волоконные заготовки с конкретными конструктивными профилями, такими как, например, «Т»-, «I»-, «Н»- или «П»-образные поперечные сечения, могу быть сотканы на традиционном челночном ткацком станке, и несколько существующих патентов описывают способ переплетения таких структур (например, патент США №6,446,675, патент США №6,712,099 и патент США №6,874.543).
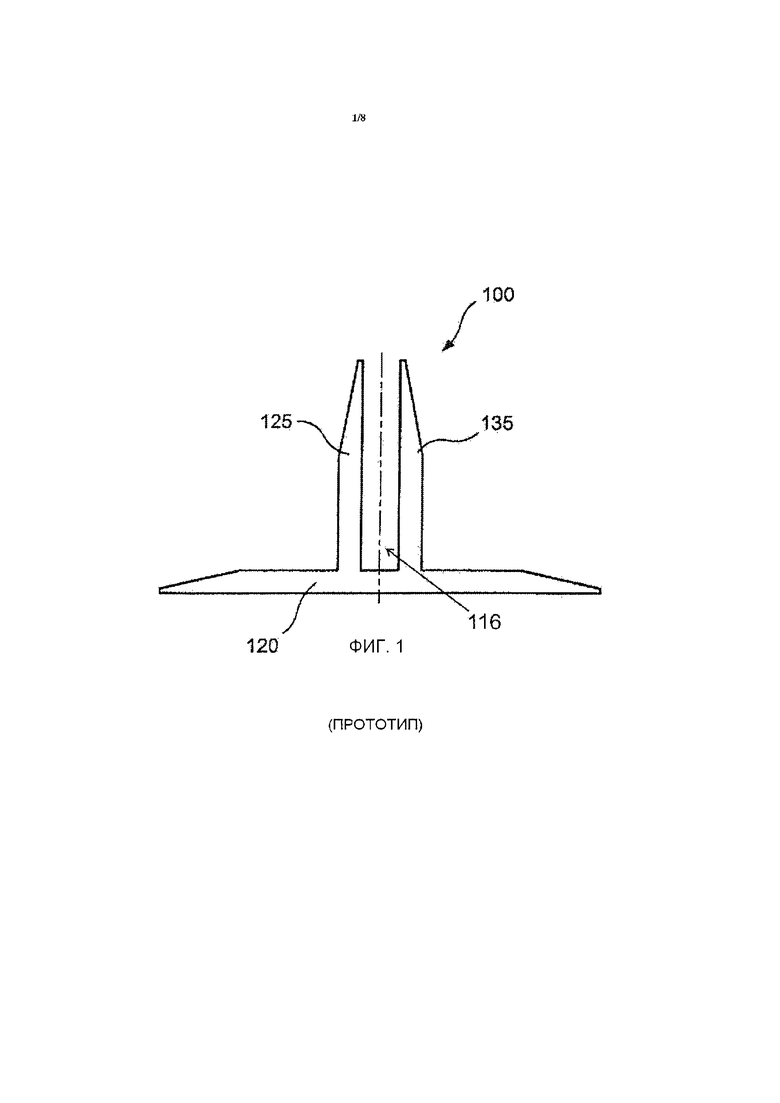
Множество композитных структур используют заготовки П-образной формы для соединения по меньшей мере двух перпендикулярных композитных панелей. На фиг. 1 в качестве примера показан вид в поперечном разрезе типичной заготовки 100 П-образной формы. Заготовка, как правило, имеет два прямостоящих выступа 125, 135 в вертикальном положении, формируя вилку 116 между выступами 125, 135. Однако выступы 125, 135 могут быть перпендикулярными или неперпендикулярными или расположены под углом к основанию 120. Заготовка 100 соткана путем повторения полной последовательности переплетений для формирования смежных прямостоящих секции по продольной длине заготовки 100. Процесс плетения создает непрерывные длины заготовки 100, которые затем подрезают до необходимых длин для установки.
При создании летательного аппарата использование П-образных заготовок оказалось эффективным способом для переноса нагрузок от одного компонента, например, стенки шпангоута или лонжерона, на другой компонент, например, фюзеляж или обшивку крыла. Это абсолютно справедливо для структур, которые подвергают заготовки П-образной формы осевым нагрузкам растяжения/сжатия, нагрузке оттягивания и/или боковой изгибающей нагрузке.
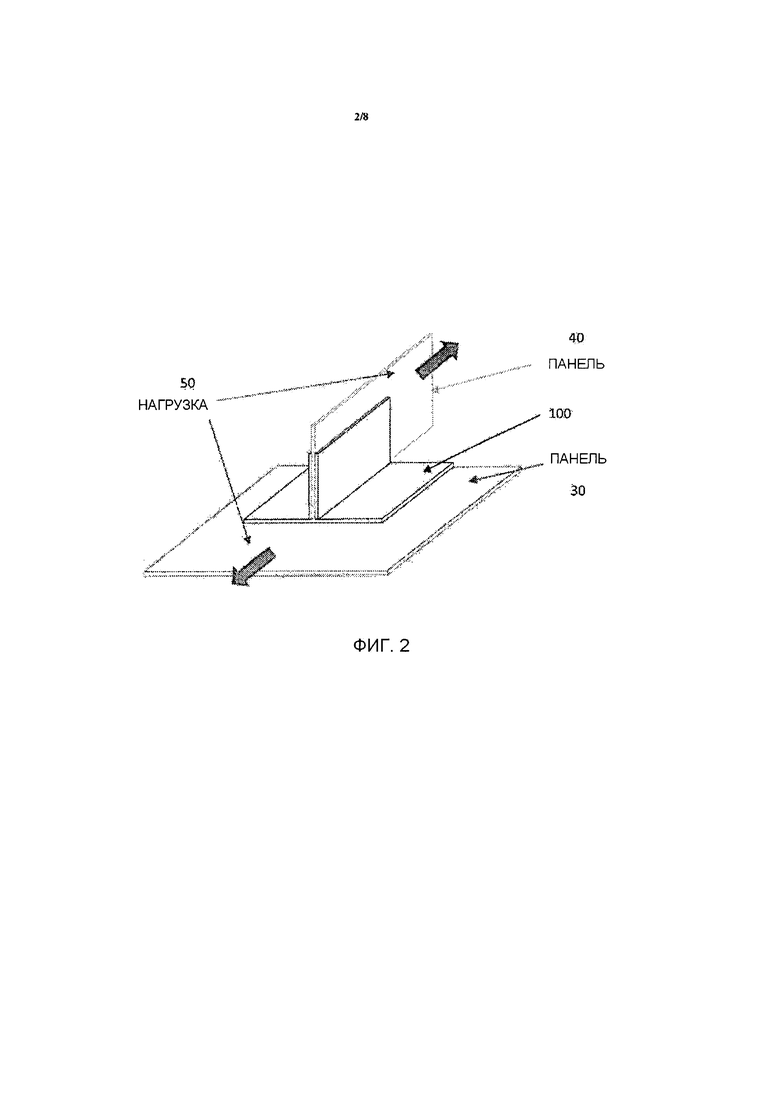
Во множестве областей применения П-образная заготовка должна переносит сдвиговые нагрузки между этими двумя компонентами, например, согласно фиг. 2. На фиг. 2 изображена конфигурация Т-образного срезающего усилия, причем П-образная заготовка 100 использована для соединения, например, перпендикулярных панелей 30, 40, и сдвиговая нагрузка 50 приложена в противоположном направлении, обозначенном с использованием выделенных жирным стрелок. Однако в такой конфигурации традиционное П-образное соединение не так эффективно для этого типа нагрузки, как для других сочетаний нагрузок. Традиционная П-образная заготовка имеет усиление вдоль заготовки (в осевом направлении) и в поперечном направлении (вдоль ширины основания и вдоль высоты прямостоящих выступов). Этот тип ориентации волокон в структуре обычно упоминается как ориентация 0,+/-90 градусов. Данный тип ориентации обеспечивает волокно, которое параллельно основным направлениям нагрузок для сочетаний осевой, оттягивающей и боковой изгибающей нагрузок. Однако такой тип не обеспечивает волокна в неосевых направлениях, которые важны для переноса сдвигающих нагрузок согласно представленному выше описанию в отношении фиг. 2.
Сущность изобретения
Соответственно объект настоящего изобретения направлен на обеспечение тканой заготовки, которая может равномерно переносит сдвигающие нагрузки по меньшей мере между двумя компонентами, соединенными перпендикулярно.
Другой объект направлен на обеспечение тканой П-образной заготовки, которая имеет усиление волокон в неосевом или наклонном направлении (любое не равное 0/90 градусам направление, и, как правило, но без ограничения, равное +/-45 градусам направление), что имеет большое значение при переносе сдвигающих нагрузок в некоторых композитных структурах.
Дополнительный объект настоящего изобретения направлен на обеспечение тканой заготовки, имеющей конструкцию, которая является альтернативой и/или усовершенствованной по отношению к существующим заготовкам и/или усиленным композитным структурам, доступным до настоящего времени.
Таким образом, один вариант реализации настоящего изобретения представляет собой способ формирования тканой заготовки, например, П-образной заготовки, содержащий этапы: обеспечение первого слоя основных волокон, обеспечения второго слоя основных волокон, параллельного первому слою основных волокон, и обеспечение по меньшей мере одного слоя волокон утка, в котором волокна утка перпендикулярны основным волокнам в первом слое и втором слое, переплетение волокон утка с основными волокнами первого слоя и второго слоя для формирования многослойной заготовки, причем основные волокна в первом слое меняются положениями с основными волокнами во втором слое для формирования вилки заданной ширины, причем основные волокна и волокна утка расположены под углом наклона (не равным 0/90 градусов) относительно вилки заготовки.
Другой вариант реализации настоящего изобретения представляет собой тканую заготовку для использования в усиленных композитных структурах, причем заготовка содержит первый слой основных волокон; второй слой основных волокон, параллельный первому слою основных волокон; и по меньшей мере один слой волокон утка, в котором волокна утка перпендикулярны основным волокнам в первом слое и втором слое и переплетены с основными волокнами первого слоя и второго слоя для формирования многослойной заготовки, а основные волокна в первом слое меняются положениями с основными волокнами во втором слое для формирования вилки заданной ширины, причем основные волокна и волокна утка расположены под углом наклона (не равным 0/90 градусов) относительно вилки заготовки. Заготовка может быть П-образной заготовкой, имеющей основание и два прямостоящих выступа, причем основание и выступы сотканы целиком, и указанная заготовка имеет не осевое усиление под углом наклона (не равным 0/90 градусов).
Не смотря на то, что в настоящем описании подробно рассмотрены П-образные заготовки, настоящий способ может быть использован для изготовления других форм поперечного сечения, таких как «Т»-образная форма или «Т»-образная жесткая подкладка, которая имеет ребро «Т», проходящее перпендикулярно верхней части «Т»-образной или других форм, например, заготовки, имеющие три или более выступов, или «Н»-и «I»-образные заготовки.
Настоящий способ может быть использован для плетения заготовок с изменяемой толщиной или выступами изменяемой длины или высоты, которые могут быть параллельными или расположены под углом друг к другу. Выступы заготовки могут быть линейными или нелинейными по длине заготовки. Например, выступы заготовки могут иметь синусоидальную, зигзагообразную, ступенчатую или волнистую конфигурацию. Выступы заготовки могут быть отделены вилкой постоянной ширины или вилкой изменяемой ширины. Заготовка может быть соткана с использованием любого подходящего рисунка для основных волокон, т.е. переплетения слой-к-слою, переплетения под углом в направлении толщины, ортогонального переплетения и т.д. Несмотря на то, что углеродистое волокно предпочтительно, настоящее изобретение применимо фактически к любому другому типу волокна, к такому как, например, стеклянному, керамическому, волокну из арамида, полиэтилена, полипропилена и т.д. или их комбинации.
Заготовка согласно настоящему изобретению предназначена для механических или конструктивных соединений, имеющих трехмерную структуру переплетения с волокнами утка, сотканными для обеспечения переплетения слой-к-слою слоев основных волокон, а также переплетения волокон внутри каждого слоя. Хотя типовые варианты реализации, представленные в настоящем описании, охватывают переплетение слой-к-слою, для практического применения настоящего изобретения это не является необходимым. Некоторые из слоев заготовки могут быть без переплетения слой-к-слою. Тканая заготовка переносит внеплоскостную нагрузку через направленные волокна для минимизирования межслойного растяжения. Заготовка имеет основание и по меньшей мере один выступ, проходящий от основания, причем каждый из основания и по меньшей мере одного выступа имеют по меньшей мере один слой основных волокон, в заготовках по меньшей мере с двумя слоями основных волокон наружные концы основания и/или выступов могут иметь зауженные кромки, сформированные из завершающих слоев основных волокон, например, ступенчатым переплетением.
Для лучшего понимания настоящего изобретения, его эксплуатационных преимуществ и конкретных целей, достигаемых его использованием, ссылка выполнена на сопроводительный наглядный материал, на котором изображены предпочтительные, а не ограничивающие варианты реализации настоящего изобретения.
Термины «содержащий» и «содержит» в настоящем описании может означать «включающий в себя» и «включает в себя» или могут иметь значение, обычно присвоенное термину «содержащий» или «содержит» в Патентном законе США. Термины «по существу состоящий из» или «по существу состоит из» при использовании в пунктах формулы изобретения имеют значение, приписываемое им в Патентном законе США. Другие аспекты настоящего изобретения описаны или очевидны из (и в пределах настоящего изобретения) представленного ниже подробного описания.
Краткое описание чертежей
Сопроводительные чертежи, которые представлены для обеспечения дополнительного понимания настоящего изобретения, предусмотрены и составляют неотъемлемую часть данного описания. На чертежах, представленных совместно с настоящим описанием, изображены различные варианты реализации настоящего изобретения и вместе с описанием служат для пояснения принципов настоящего изобретения.
На фиг. 1 показан схематический вид сбоку традиционной заготовки П-образной формы;
На фиг. 2 представлено схематическое изображение Т-образной конфигурации сдвиговой нагрузки в типовой композитной структуре;
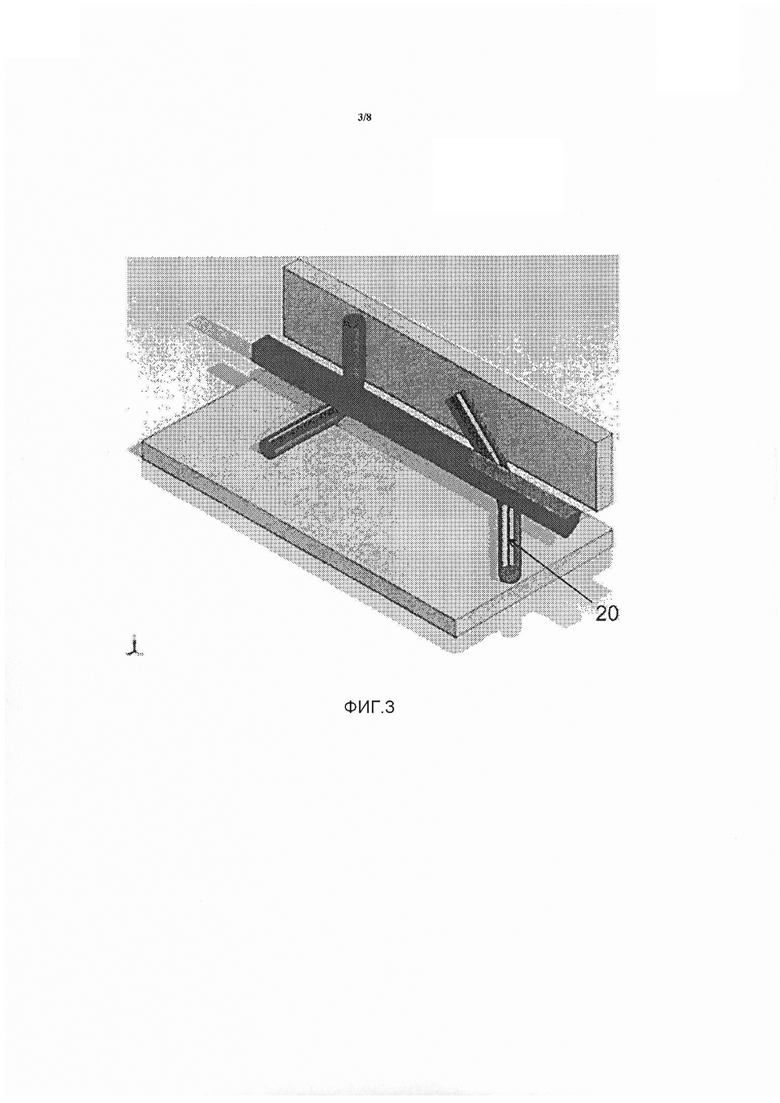
На фиг. 3 представлено изображение радиуса загиба, которому волокна должны соответствовать при размещении их в пресс-форму;
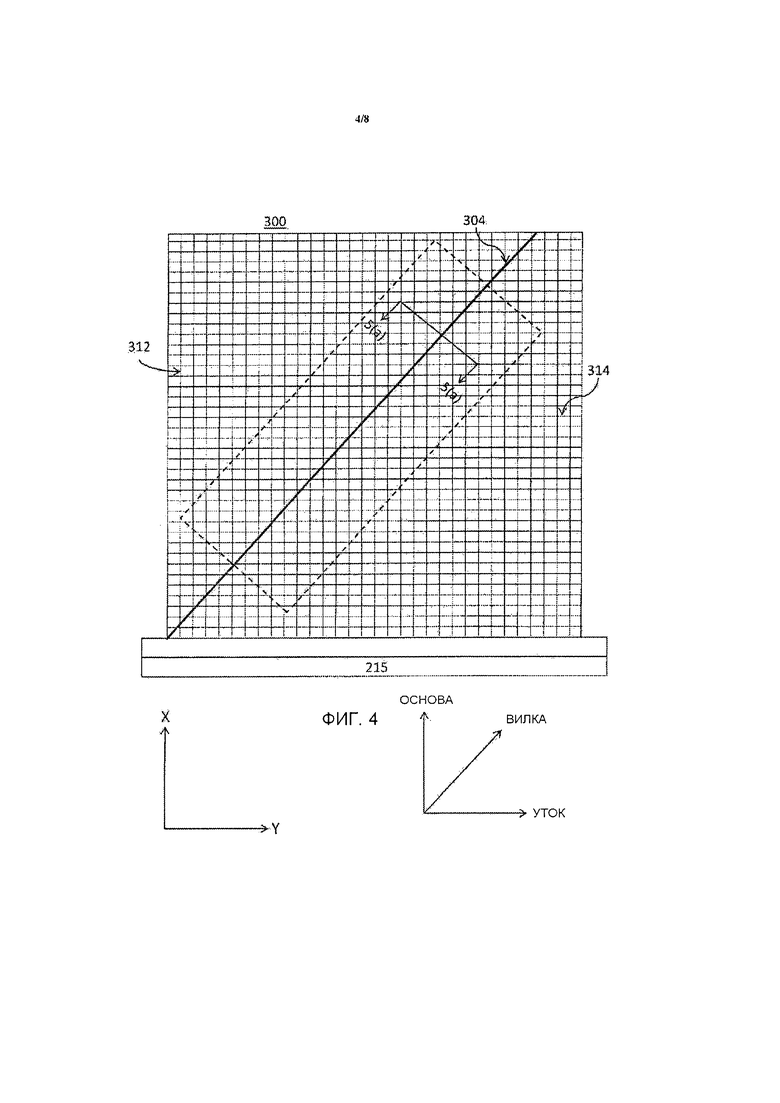
На фиг. 4 изображен этап, охватываемый способом создания тканой заготовки согласно одному типовому варианту реализации настоящего изобретения;
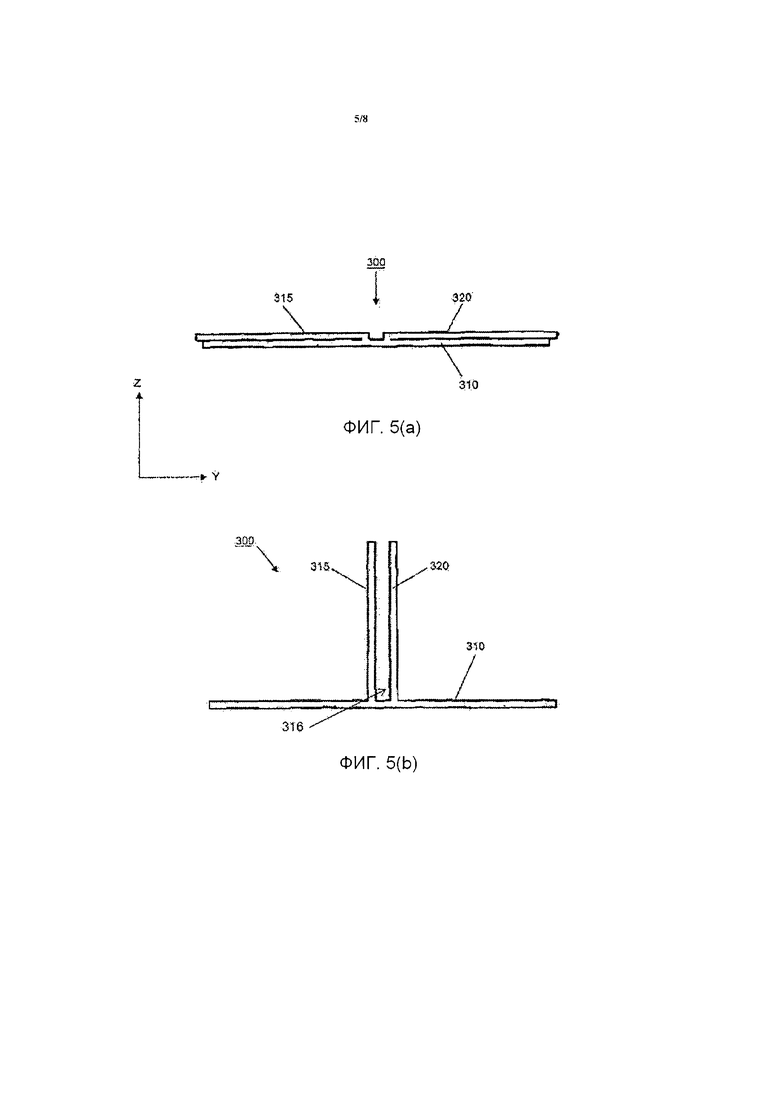
На фиг. 5(a) показан схематический вид в разрезе заготовки П-образной формы, выполненном по линии 5(a) - (а) на фиг. 4, сформированной согласно одному типовому варианту реализации настоящего изобретения;
На фиг. 5(b) показан схематический вид в поперечном разрезе заготовки П-образной формы согласно одному типовому варианту реализации настоящего изобретения;
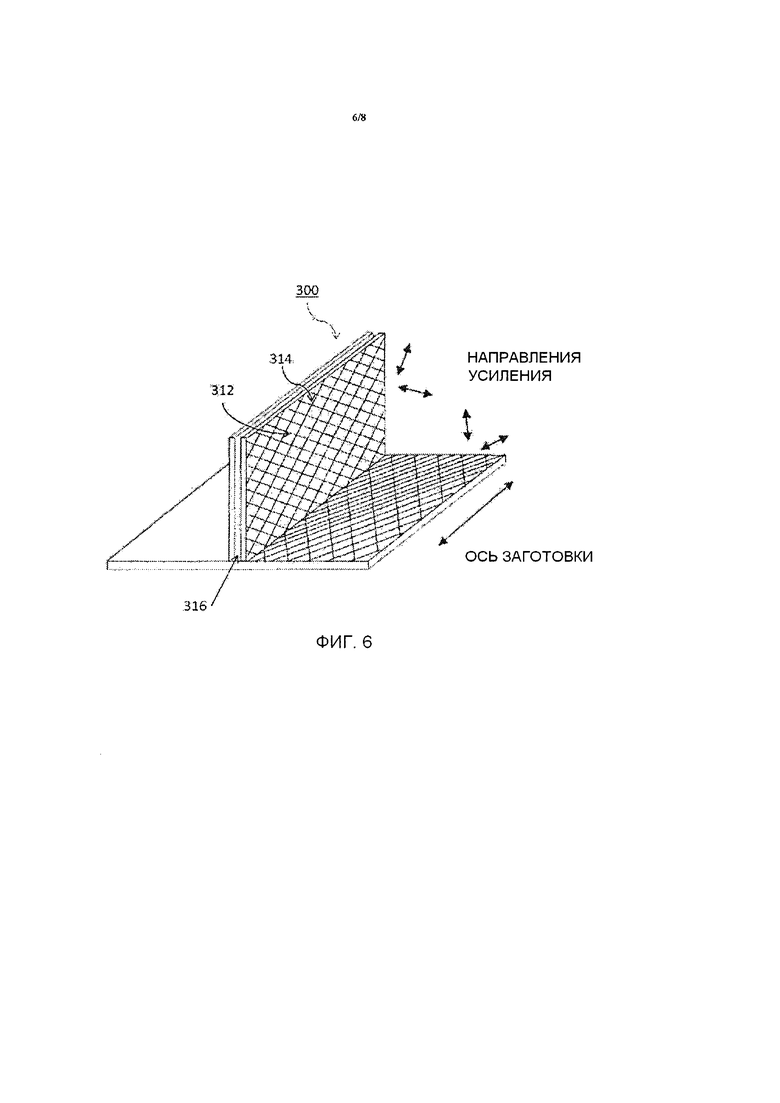
На фиг. 6 представлен схематический вид профиля тканой П-образной заготовки в вертикальном положении и неосевом усилении согласно одному типовому варианту реализации настоящего изобретения; и
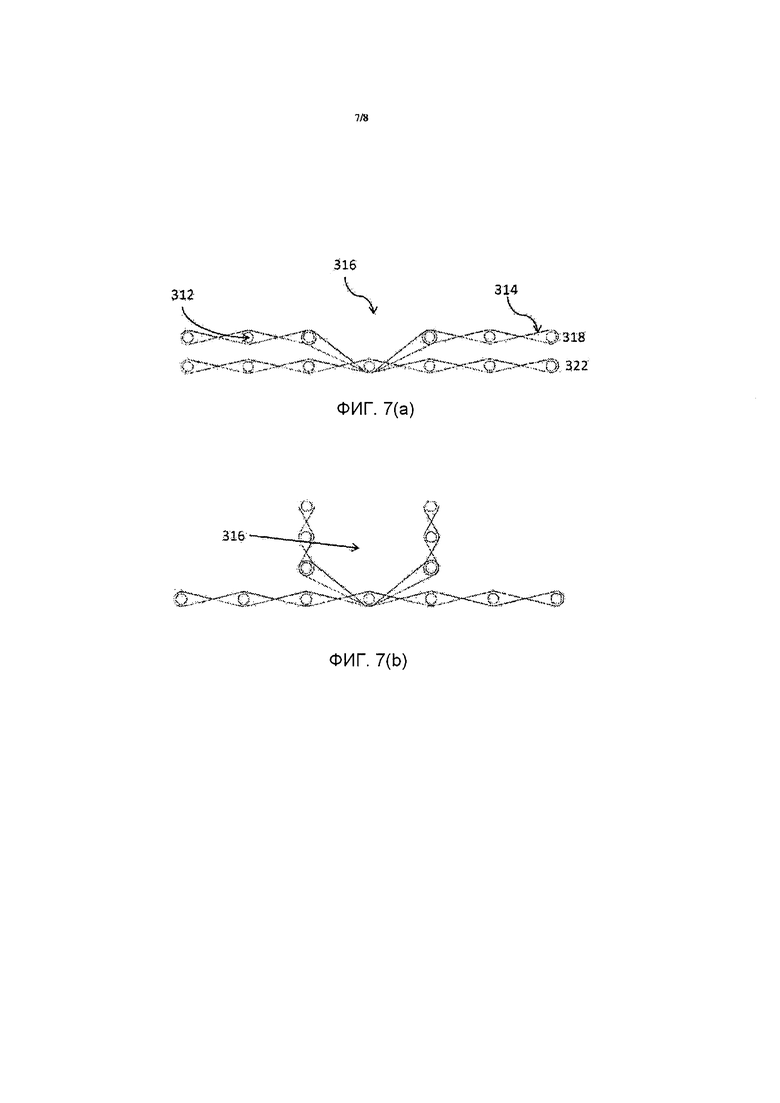
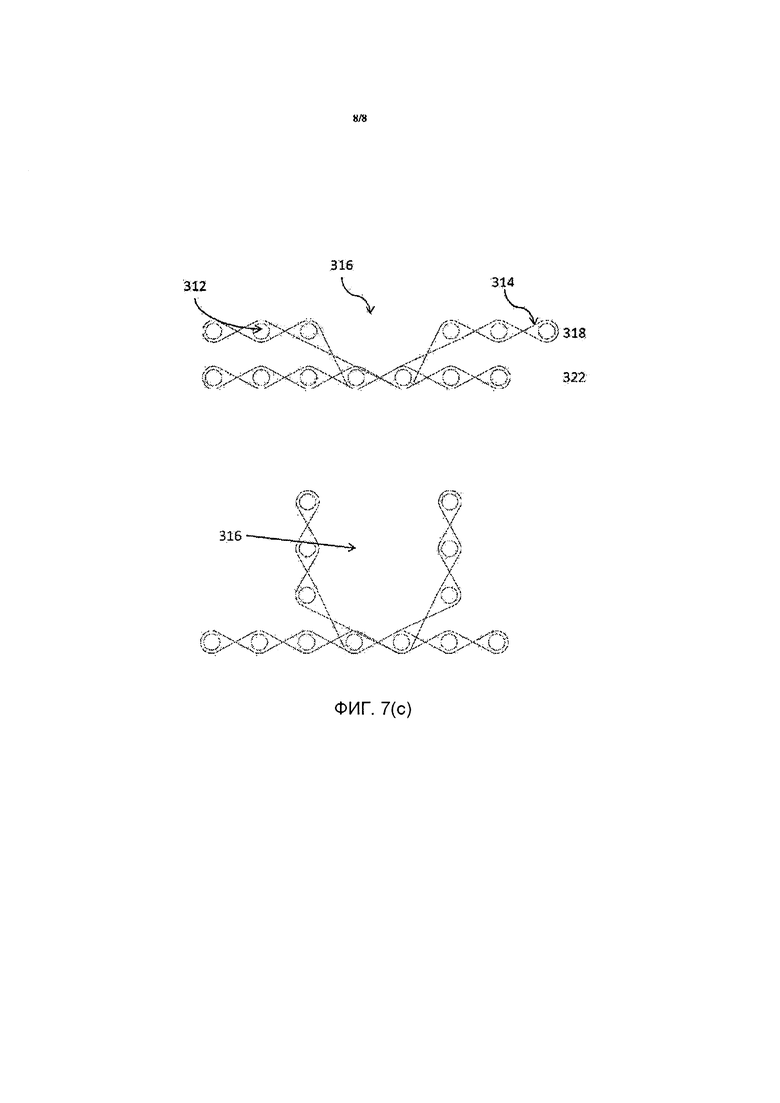
На фиг. 7(a), 7(b) и 7(c) показаны схематические виды траекторий основных волокон и волокон утка тканой заготовки П-образной формы согласно одному типовому варианту реализации настоящего изобретения.
Подробное описание предпочтительных вариантов реализации
Термины «волокна» и «нити» использованы в представленном ниже описании взаимозаменяемо. Однако «волокна» и «нити» в контексте настоящего описания могут относиться к моноволокнам, многонитевым волокнам, крученым нитям, многонитевым канатам, текстурированным нитям, оплетенным канатам, покрытым нитям, бикомпонентным многонитевым нитям, а также нитям, изготовленным из растягиваемых при изгибе волокон.
Теперь согласно фиг. 4 П-образная заготовка 300 согласно настоящему изобретению может быть соткана на любом традиционном ткацком станке 215. На фиг. 4 представлен, например, вид сверху ткацкого станка 215 с заготовкой 300, по-прежнему расположенной на станке в форме «как соткана» до снятия тканого изделия с ткацкого станка. Прямостоящие линии в ткани 300 представляют основные волокна или нити 312, и горизонтальные линии представляют волокна утка или нити 314. Несмотря на то, что предпочтительным является углеродистое волокно, на практике основные волокна и/или волокна утка могут представлять собой любой другой тип волокна, такой как, например, стеклянное, керамическое, волокно из арамида, полиэтилена, полипропилена и т.д. или их комбинации.
Заготовка 300 соткана по меньшей мере с двумя слоями волокон 312 основы и по меньшей мере одним слоем волокна 314 утка. Несмотря на то, что общим рисунком является полотняное переплетение, в практическом применении настоящего изобретения может быть использован любой рисунок плетения, известный специалисту в данной области техники, при условии ориентации волокон под углом наклона (не равным 0/90 градусов) относительно выступов заготовки. Сам стиль плетения может быть любым из раскрытых в патенте США №6446675, патенте США №6712099, патенте США №6874543, патенте США №7712488 и патенте США №8079387, все содержание которых включено в настоящее описание посредством ссылки.
Волокна 312 основы в заготовке 300 в целом параллельны друг другу, с небольшими волнистостями вдоль продольной длины каждого волокна, и расположены в целом в вертикальных столбцах. Волокно 314 утка переплетается с обоими слоями волокон 312 основы для формирования заготовки согласно фиг. 4. Темная диагональная линия через заготовку 300 представляет собой место 304 пересечения, в котором волокна 312 основы и волокна 314 утка верхнего слоя 318 ткани обмениваются положениями с волокнами 312 основы и волокнами 314 утка нижнего слоя 322, например, согласно изображению на фиг. 7(a). Предписание точки обмена в продвигающихся столбцах 314 утка для продвигающихся основных столбцов 312 в течение плетения приводит в результате к именуемой в настоящем описании «наклонной» П-образной заготовке, которая имеет усиление под углом наклона относительно места 304 соединения. Хотя на фиг. 4 показана только одна диагональ через ширину заготовки 300, по ширине заготовки может быть сформировано любое количество соединений, в зависимости от необходимого размера конечной П-образной заготовки. Аналогичным образом, хотя на фиг. 4 изображено соединение, сформированное под углом +/-45 градусов относительно основных волокон и волокон утка, настоящее изобретение не ограничено этим, то есть соединение может быть сформировано под любым углом помимо обычной ориентации 0, +/-90 градусов. Например, соединение может быть сформировано под углом +35/-55 градусов или наоборот. Следует отметить, что угол ориентации усиления может зависеть от направления нагрузки, прикладываемой к конечной П-образной заготовке.
После плетения заготовки 300 сотканный материал снимают с ткацкого станка и разрезают на полосы по наклону к длине и ширине заготовки, например, как показано пунктирной линией на фиг. 4. Пунктир просто использован в качестве примера, и фактический размер и форма разрезаемой заготовки могут изменяться в зависимости от конечного применения структуры. После подрезания концов по длине П-образная заготовка имеет традиционную форму, но усиление расположено наклонно. После вырезания полос необходимого размера заготовка по-прежнему является плоской согласно фиг. 5 (а), аналогичной традиционной П-образной заготовке в том виде как соткана. Основные волокна 312 верхнего слоя на любой стороне вилки 316 (пространство между прямостоящими выступами) обозначены ссылочными номерами 315 и 320, которые теперь формируют материал для прямостоящих выступов, и основные волокна нижнего слоя тканой заготовки, которые формируют основание наклонной П-образной заготовки, обозначены ссылочным номером 310. После вырезания полос материала из тканой заготовки 300, выступы 315, 320 наклонной П-образная заготовка 300 могут быть сформированы путем подъема материала с любой стороны вилки 216, например, согласно фиг. 5(b). Выступы 315, 320 могут быть перпендикулярными или неперпендикулярными или расположены под углом к основанию 310. Основание 310 и выступы 315, 320 содержат по меньшей мере один слой основных волокон 312 и могут иметь дополнительные зауженные кромки при наличии по меньшей мере двух слоев основных волокон. Несмотря на то, что в примере, указанном в приведенном выше описании и на фиг. 7 (а) и 7 (b), изображена однослойная структура для основания и выступов, настоящее изобретение не может быть ограничено этим, поскольку любое количество слоев может быть использовано для основания и выступов. Например, если необходимо более толстое основание, то основание может содержать два или большее количество слоев основных волокон, и если в выступах необходима толщина, то каждый из выступов может содержать два или большее количество слоев основных волокон.
Наклонная П-образная заготовка 300 в настоящем изобретении соткана путем проектирования места пересечения прямостоящих выступов и основания под углом отличным от нуля относительно направления основы тканого изделия. Это соединение может быть шире, чем только одна нить основы, и может быть несколькими, опять-таки в зависимости от конечного использования П-образной заготовки согласно фиг. 7 (с). Наклонная П-образная заготовка согласно настоящему изобретению имеет усиление под углом наклона относительно направления вилки заготовки, такой, которая показана, например, на фиг. 6, тем самым обеспечивая компонент усиления в направлении сдвиговой нагрузки. Кроме того, эффективный радиус усиления волокна может быть больше в месте пересечения основания и прямостоящих выступов, например, согласно фиг. 3. Заключая волокно в кромку, как в пресс-форме, радиус, которому должно соответствовать волокно, будет влиять на степень повреждения волокна и остаточное сопротивление П-образной заготовки. Волокно, которое загнуто перпендикулярно к кромке, вдавливается в изгиб меньшего радиуса, чем волокно 20, расположенное наклонно к кромке. Радиус увеличен вдвое для наклонной П-образной заготовки настоящего изобретения, и больший радиус менее восприимчив к разрыву волокна, тем самым делая более эффективное использование свойств волокна.
Следует отметить, что, хотя все основные волокна изображены имеющими одинаковый диаметр, настоящее изобретение не ограничено этим. Например, у основных волокон в основании может быть меньшая площадь поперечного сечения, чем у основных волокон в выступах.
Зауженные кромки могут быть сформированы на внешней кромке заготовки путем прерывания последующих слоев, например, отрезая под углом основные волокна и/или волокна утка по длинам, которые короче, чем предшествующие слои. Например, кромки обоих выступов 315, 320 и кромки основания 310 могут иметь зауженные кромки. Наклонная П-образная заготовка, имеющая зауженные кромки в основании или в прямостоящих выступах, обладает большим сопротивлением к отслаивающим нагрузкам, чем заготовка, в которой все слои из основных волокон заканчиваются с одной длиной. Кроме того, использование меньшего размера волокна для основного заостренного волокна обеспечивает более плавный постепенный переход от заготовки к компоненту, к которому ее присоединяют.
Настоящее изобретение согласно одному типовому варианту реализации представляет собой способ плетения заготовки с множеством выступов 315, 320 таким образом, что эти выступы не обязательно линейны в направлении наклона (не равного 0/90 градусов). В одном типовом варианте реализации выступы могут проходить по синусоидальной траектории, зигзагообразной траектории, по диагонали, по кривой или нелинейно или их комбинации в направлении наклона (не равного 0/90 градусов). Ширина вилки 316 может также изменяться по ее длине в зависимости от применения. В некоторых случаях у заготовки может быть вилка нулевой ширины, то есть слои, которые формируют заготовку, могут пересекать друг друга в местах, в которых они обмениваются положениями. Изменение положения выступов согласно этому варианту реализации может быть достигнуто путем выборочного отбрасывания некоторых основных волокон и/или волокон утка из частей заготовки, которые формируют прямостоящие выступы 315, 320, одновременно добавляя основные волокна и/или волокно утка в других областях. В таком случае вместо волокон утка могут быть использованы основные волокна для обеспечения переплетения слой-к-слою. Некоторые из слоев заготовки могут быть без переплетения слой-к-слою.
Несмотря на то, что предпочтительным рисунком для плетения заготовки согласно настоящему изобретению является полотняное переплетение, в практическом применении настоящего изобретения может быть использован любой рисунок плетения, известный специалисту в данной области техники, при условии ориентации волокон под углом наклона (не равным 0/90 градусов) относительно выступов П-образной заготовки. Сам стиль плетения может быть любым из раскрытых в патенте США №6,446,675, патенте США №6,712,099, патенте США №6,874,543, патенте США №7,712,488 и патенте США №8,079,387, все содержание которых включено в настоящее описание посредством ссылки.
Хотя на фиг. 7 изображен вариант реализации наклонной П-образной заготовки, описанной здесь, с волокном 314 утка, перекидывающимся между слоями 318 и 322, тем не менее, настоящее изобретение также применимо к перекидывающемуся основному волокну 312 между слоями 318 и 322, а также основному волокну и волокну утка, перекидывающимися между слоями.
Заготовки, такие как описанная, могут быть использованы в композитных структурах для усиления мест соединения и создания заготовок для более сложных структур, таких как лонжероны и ребра в летательном аппарате. П-образная заготовка, сформированная согласно настоящему изобретению, может переносить сдвиговые нагрузки равномерно по меньшей мере между двумя компонентами, соединенными перпендикулярно. Она имеет усиление волокна в неосевом или наклонном (не равном 0/90 градусов) направлении, что очень важно для выдержки сдвиговых нагрузок в некоторых композитных структурах.
Настоящий способ также может быть использован для создания других форм поперечного сечения, таких как, «Т»-образная форма или «Т»-образная жесткая подкладка, которая имеет ребро «Т», проходящее синусоидально относительно верхней части «Т»-образной или других форм, таких как заготовки, имеющие по меньшей мере три выступа или имеющие конфигурацию в форме «I» или «Н». Настоящий способ может быть использован для плетения заготовок с выступами различной толщины или различной длины/высоты, которые могут быть параллельными или наклонными друг к другу по меньшей мере в одной плоскости. Заготовка может быть соткана с использованием любого подходящего рисунка плетения, т.е. переплетения слой-к-слою, переплетения под углом в направлении толщины, ортогонального и т.д. Несмотря на то, что углеродистое волокно предпочтительно, настоящее изобретение применимо фактически к любому другому типу волокна, к такому как, например, стеклянному, керамическому волокну, волокну из арамида, полиэтилена, полипропилена, растягиваемому при изгибе волокну, такому как растягиваемый при изгибе углерод (SBC), или их комбинации.
Не смотря на то, что типовые варианты реализации, представленные в настоящем описании, охватывают переплетение слой-к-слою, это совсем не обязательно для практического применения настоящего изобретения. Некоторые из слоев заготовки могут быть без переплетения слой-к-слою. Заготовка может быть соткана с использованием любого подходящего рисунка для основных волокон, т.е. переплетения слой-к-слою, переплетения под углом в направлении толщины, ортогонального и т.д. Заготовка согласно настоящему изобретению предназначена для механических или конструктивных соединений, имеющих трехмерный стиль плетения с волокнами утка для обеспечения переплетения слой-к-слою слоев основных волокон, а также переплетения волокон в пределах каждого слоя. Хотя типовые варианты реализации, представленные в настоящем описании, содержат переплетение слой- к- слою, это совершенно не обязательно для практического применения настоящего изобретения. Некоторые из слоев заготовки могут быть без переплетения слой-к-слою. Тканая заготовка переносит внеплоскостную нагрузку по направленным волокнам для минимизирования межслойного растяжения. Такая заготовка имеет основание и по меньшей мере один выступ, проходящий от основания, причем основание и по меньшей мере один выступ имеют по меньшей мере один слой основных волокон. Наружные концы основания и/или выступов могут иметь зауженные кромки, сформированные из завершающих слоев основных волокон ступенчатым переплетением, например, путем отрезания под углом.
Как правило, заготовки сотканы с использованием одного типа волокон, например, углеродистых волокон, для основные волокна и волокна утка. Однако заготовки также могут представлять рисунки плетения, которые используют волокна/нити, изготовленные из множества материалов, таких как углеродные и стеклянные волокна. Эти структуры могут приводить в результате к заготовкам, имеющим более высокую прочность, сниженную стоимость и оптимизированные характеристики теплового расширения. Рисунки плетения могут содержать все основные волокна из одного типа материала и все волокна утка из другого типа материала; или плетение может иметь основные волокна и/или волокна утка из изменяющихся типов, располагаемых, например, любым рисунком по слоям.
Таким образом, посредством настоящего изобретения его объекты и преимущества достигаются, и хотя в настоящем описании подробно были раскрыты и описаны предпочтительные варианты реализации, его объем не должен быть ограничен такими вариантами реализации, скорее, его объем должен быть определен пунктами приложенной формулы изобретения.
Тканая заготовка для усиленного композиционного материала может быть соткана плоской и сложена в определенную форму. Заготовка имеет неосевое усиление с по меньшей мере одним выступом и/или основанием, проходящим в неосевой или наклонной (не равной 0/90 градусов) ориентации относительно основных волокон/утка. По меньшей мере один выступ проходит от основания, основание и выступы имеют по меньшей мере два слоя основных волокон. Выступы могут быть параллельными или расположены под углом друг к другу. Внешние концы основания и/или выступов могут иметь сужения, сформированные из завершающих слоев основных волокон ступенчатым или наклонным переплетением. 2 н. и 24 з.п. ф-лы, 10 ил.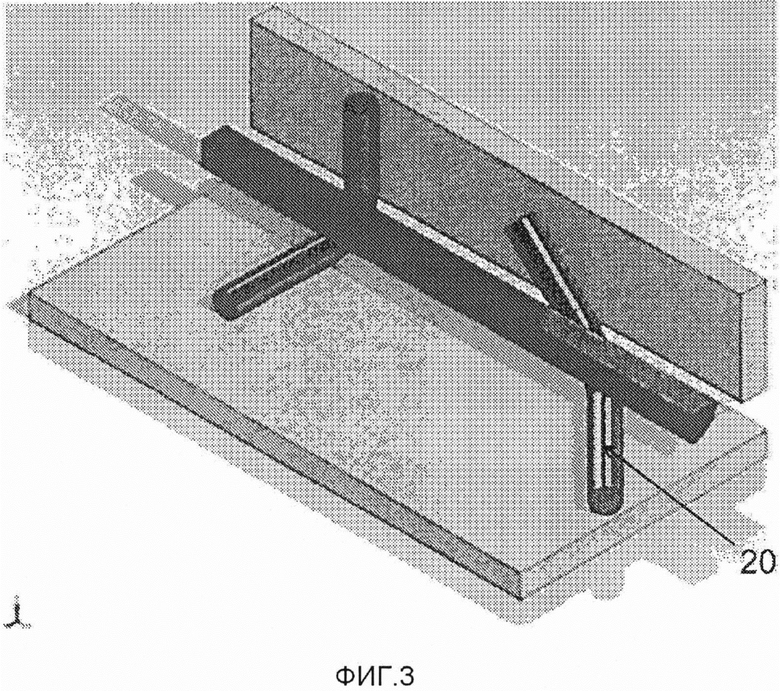
1. Тканая заготовка для использования в усиленных композитных структурах, содержащая:
первый слой основных волокон;
второй слой основных волокон, параллельный первому слою основных волокон, и
по меньшей мере один слой волокон утка, причем
волокна утка перпендикулярны основным волокнам в первом слое и втором слое,
волокна утка переплетены с основными волокнами первого слоя и второго слоя для формирования многослойной заготовки, имеющей основание,
основные волокна в первом слое обмениваются положениями с основными волокнами во втором слое для формирования вилки заданной ширины,
причем основные волокна и волокна утка расположены под углом отклонения от оси или углом наклона (не равным 0/90 градусов) относительно вилки и кромки основания заготовки.
2. Заготовка по п. 1, дополнительно содержащая по меньшей мере два выступа.
3. Заготовка по п. 2, в которой указанные по меньшей мере два выступа сложены относительно основания, тем самым формируя прямостоящие выступы.
4. Заготовка по п. 3, в которой указанные по меньшей мере два выступа отделены вилкой нулевой или ненулевой ширины.
5. Заготовка по п. 2, в которой основание имеет одинаковое или большее количество слоев, чем каждый из выступов, или наоборот.
6. Заготовка по п. 2, в которой кромки основания и/или выступов заужены.
7. Заготовка по п. 2, в которой выступы перпендикулярны, или не перпендикулярны, или наклонены к основанию.
8. Заготовка по п. 1, в которой основные волокна и волокна утка выполнены из стекла, углерода, арамида, полиэтилена, полипропилена или их комбинации.
9. Заготовка по п. 2, в которой выступы имеют равные или неравные длины и/или высоты.
10. Заготовка по п. 2, в которой выступы отделены вилкой изменяемой ширины.
11. Заготовка по п. 2, в которой выступы линейны или не линейны по длине заготовки.
12. Заготовка по п. 1, представляющая собой заготовку «П», «Т», «Н» или «I»-образной формы.
13. Заготовка по п. 1, в которой угол отклонения от оси или угол наклона равен +/-45 градусов.
14. Способ формирования тканой заготовки, содержащий следующие этапы:
обеспечение первого слоя основных волокон;
обеспечение второго слоя основных волокон, параллельного первому слою основных волокон, и
обеспечение по меньшей мере одного слоя волокон утка, причем
волокна утка перпендикулярны основным волокнам в первом слое и втором слое,
переплетение волокон утка с основными волокнами первого слоя и второго слоя для формирования многослойной заготовки, имеющей основание,
основные волокна в первом слое меняются положениями с основными волокнами во втором слое для формирования вилки заданной ширины, причем основные волокна и волокна утка расположены под углом отклонения от оси или углом наклона (не равным 0/90 градусов) относительно вилки и кромки основания заготовки.
15. Способ по п. 14, дополнительно содержащий этап вырезания тканой заготовки заданной длины и ширины.
16. Способ по п. 15, дополнительно содержащий этап складывания части тканой заготовки с любой стороны вилки для формирования по меньшей мере двух прямостоящих выступов.
17. Способ по п. 16, в котором основание имеет одинаковое или большее количество слоев, чем каждый из выступов, или наоборот.
18. Способ по п. 16, в котором кромки основания и/или выступов заужены.
19. Способ по п. 16, в котором выступы перпендикулярны, или не перпендикулярны, или наклонены к основанию.
20. Способ по п. 14, в котором основные волокна и волокна утка изготовлены из стекла, углерода, арамида, полиэтилена, полипропилена или их комбинации.
21. Способ по п. 16, в котором выступы имеют равные или неравные длины и/или высоты.
22. Способ по п. 16, в котором указанные по меньшей мере два выступа отделены вилкой нулевой или ненулевой ширины.
23. Способ по п. 16, в котором выступы отделены вилкой изменяемой ширины.
24. Способ по п. 16, в котором выступы линейны или не линейны по длине заготовки.
25. Способ по п. 14, в котором заготовка представляет собой заготовку «П», «Т», «Н» или «I»-образной формы.
26. Способ по п. 14, в котором угол отклонения от оси или угол наклона равен +/-45 градусов.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| RU 2002117937 A, 10.02.2004. | |||

