Настоящее изобретение относится к установке для вакуумной обработки подложек, особенно подложек большой площади с размерами 1 м2 или более, по так называемому поточному принципу. В предпочтительном варианте реализации оно описывает систему для химического осаждения из паровой или газовой фазы (CVD) слоев оксида цинка (ZnO) для тонкопленочных солнечных элементов, например для слоев передних и задних контактов в области солнечных элементов, особенно солнечных элементов на основе кремния, таких как тонкопленочные солнечные элементы. К тому же оно может быть использовано для всех тех сфер применения при нанесении покрытий большой площади, где применяется химическое осаждение из паровой или газовой фазы.
Определения:
«Система», «установка», «технологическое оборудование», «устройство» представляют собой термины, употребляемые в данном описании взаимозаменяемо для по меньшей мере одного варианта реализации изобретения.
«Обработка» в смысле данного изобретения включает любое химическое, физическое или механическое воздействие, оказываемое на подложки.
«Подложки» в смысле данного изобретения представляют собой компоненты, детали или заготовки, подлежащие обработке в вакуумной установке обработки по изобретению. Подложки включают, но не ограничиваются ими, плоские, пластинчатые детали, имеющие прямоугольную, квадратную или круглую форму. В предпочтительном варианте реализации данное изобретение касается по существу плоских подложек размером >1 м2, таких как тонкие стеклянные пластины.
Химическое осаждение из паровой или газовой фазы (CVD) представляет собой хорошо известную технологию, позволяющую наносить слои покрытия на нагретые подложки. Обычно жидкий или газообразный материал-предшественник подают в технологическую систему, в которой термическое взаимодействие упомянутого предшественника приводит в результате к осаждению упомянутого слоя. LPCVD является общим термином для CVD низкого давления.
Диэтилцинк (ДЭЦ) представляет собой материал-предшественник для получения слоев ППО в вакуумном технологическом оборудовании.
ППО или слои ППО представляют собой прозрачные проводящие слои.
Термины «слой», «покрытие», «осадок» и «пленка» взаимозаменяемо употребляются в данном описании по отношению к пленке, осажденной в вакуумном технологическом оборудовании, независимо от того, используется ли оно для CVD, LPCVD, усиленного плазмой CVD (PECVD) или PVD (физического осаждения, или конденсации, из газовой фазы).
Солнечный элемент или фотоэлектрический элемент представляет собой электрический компонент, способный преобразовывать свет (по существу, солнечный свет) непосредственно в электрическую энергию благодаря фотоэлектрическому эффекту.
Предпосылки изобретения
Поточные вакуумные системы обработки хорошо известны в данной области техники. В US 4358472 или ЕР 0575055 описаны системы подобного рода. В общем смысле такая система включает в себя удлиненную транспортную линию для подложек в среде вакуума. Вдоль упомянутой транспортной линии могут быть использованы различные средства обработки, такие как средства нагревания, охлаждения, осаждения (PVD, CVD, PECVD…), травления или управления, воздействующие на упомянутые подложки. Если необходимо предотвратить перекрестное загрязнение во время таких процессов, предпочтительно используют клапаны или заслонки, отделяющие определенные участки друг от друга. Такие клапаны позволяют подложкам проходить с одного из упомянутых участков на другой и закрываются во время обработки на определенном участке. Обычно такие участки называют технологическими станциями или технологическими модулями (ТМ). При использовании дискретных подложек, таких как пластины, листы стекла, пластмассовые подложки, обработка может происходить непрерывно или с перерывами. В первом случае во время обработки подложки проходят мимо средств обработки (таких, как лампы, охладители, источники осаждения…), а во втором случае во время обработки подложки удерживаются в неподвижном положении. Транспортировка подложек через систему может происходить многими способами, например при помощи роликов, ременных приводов или линейных систем с двигателем (например, US 5170714). Ориентация подложек может быть вертикальной, или горизонтальной, или наклонной под определенным градусом. Во многих сферах применения предпочтительным является размещение подложек на носителях во время их транспортировки.
Транспортная линия может быть линейной (односторонней) или линейной двусторонней (вперед и назад по одному и тому же пути) либо, альтернативно, с отдельной возвратной линией. Упомянутые прямая и возвратная линии могут быть расположены рядом друг с другом или в многоярусной компоновке одна над другой, как, например, описано в US 5658114.
Предпочтительно для загрузки и выгрузки, а также для входа/выхода из среды вакуума может быть предусмотрена отдельная загрузочно-разгрузочная станция («запорно-загрузочная»). Подобным образом вход/выход транспортной линии в/из вакуума может происходить без влияния на условия вакуума в технологических камерах.
В этом базовом описании не приведено ссылок на дополнительное необходимое оборудование, такое как насосы, приспособления для электроснабжения и водоснабжения, вытяжки, газоснабжения, органы управления и контроля и т.д., которое, как известно специалисту в данной области техники, является необходимым.
Экономически целесообразным является нанесение покрытий на подложки большой площади. В частности, это важно в гелиотехнике и в производстве устройств визуального отображения (дисплеев). Поэтому такие поточные системы используют для поочередной обработки подложек, последовательно подаваемых от одной технологической станции к другой. В системе, включающей n технологических станций, одновременно могут быть обработаны n подложек, при этом продолжительность обработки самой медленной станции (в единицах времени обработки) определяет пропускную способность системы.
В производстве фотоэлектрических (ФЭ) батарей, а также в производстве дисплеев используют слои ППО для применений в солнечных элементах и TFT (тонкопленочных транзисторах). Широко используются ITO (оксид индия-олова) или ZnO (оксид цинка). Однако слои ZnO демонстрируют наилучшие рабочие характеристики в качестве проводящего контактного материала для применений в солнечных элементах. Солнечные элементы традиционно изготавливают на основе полупроводниковых пластин. Однако все возрастающая потребность в кремниевых пластинах повысила спрос на так называемые тонкопленочные солнечные элементы на основе стекла, металла или пластмассы, на которые в качестве активной части осаждают тонкие слои кремния, р- или n-легированного кремния и слои ППО. Как упомянуто выше, большие подложки могут производиться более экономически выгодно, чем пластины, при условии обеспечения определенной гомогенности осаждения слоя. Ранее эксперименты в основном проводили на подложках довольно небольших размеров. Для того чтобы обеспечить последовательное подключение отдельных элементов, слои ZnO (и слои кремния), используемые в тонкопленочных солнечных элементах, должны быть снабжены рельефным рисунком (структурированы). Такого разделения элементов (называемого «скрайбированием») обычно добиваются при помощи лазерной системы. Лазерная абляция материала до определенной глубины вдоль заданных линий или шаблонов приводит к тому, что определенные области подложки с покрытием оказываются электрически изолированными от других. Следовательно, должно быть совершенно понятно, что надежно равномерные свойства слоя по всей подложке являются существенными для рабочих характеристик и эффективности тонкопленочного солнечного элемента. Отклонения толщины подложки или слоя привели бы к не полностью скрайбированным линиям или скрайбированию подложки.
Другим фактором при коммерческом производстве солнечных элементов или дисплеев является пропускная способность используемого технологического оборудования. По существу, время для транспортировки подложек в систему должно быть минимизировано с целью обеспечения высокой пропускной способности при определенной скорости осаждения. Такое положение еще более ухудшается из-за необходимости в нагревании подложек перед осаждением в большинстве применений. В системе, конструкция которой включает всего лишь одну камеру для загрузки/выгрузки, нагревания, осаждения, большая часть полезного времени в реакторе используется для нагревания и транспортировки подложек. Поэтому однокамерные подходы несмотря на простоту и легкость изготовления являются менее привлекательными из-за упомянутых экономических недостатков.
Поэтому цель настоящего изобретения состоит в том, чтобы предложить поточную вакуумную систему обработки, исключающую известные в уровне техники недостатки и, более того, позволяющую проводить в ней экономически выгодную вакуумную обработку.
Краткое описание чертежей
На фигуре 1 представлено поперечное сечение поточной вакуумной системы обработки согласно данному изобретению.
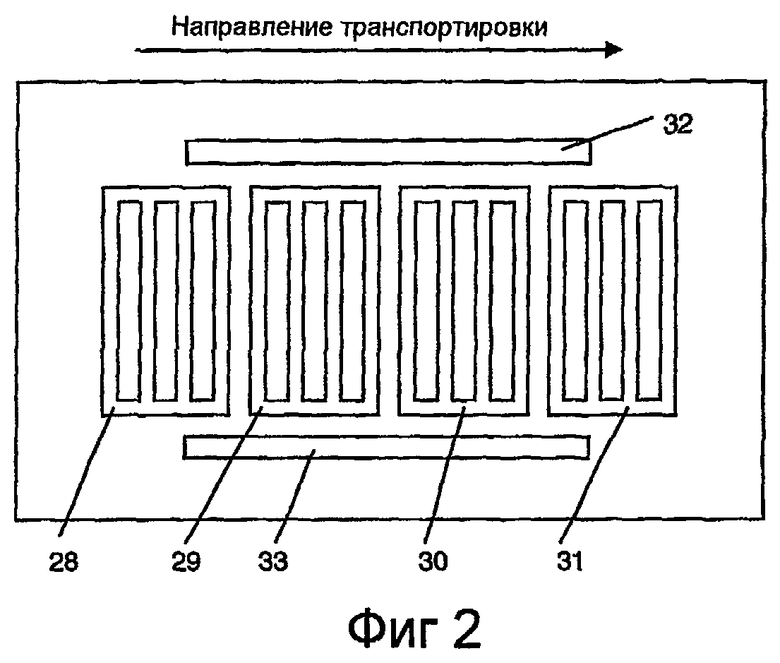
На фигуре 2 представлен ряд инфракрасных нагревателей, используемых в системе обработки по изобретению.
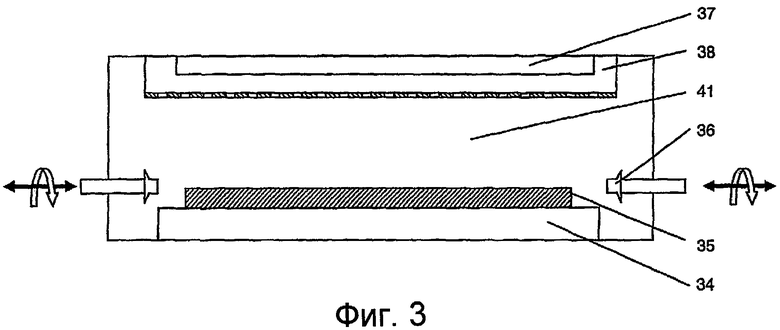
На фигуре 3 представлен схематичный чертеж реактора/технологического модуля ТМ согласно изобретению.
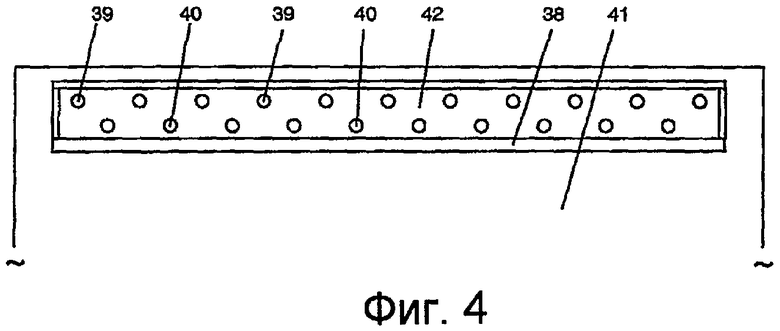
На фигуре 4 более подробно изображена газодозирующая часть технологического модуля.
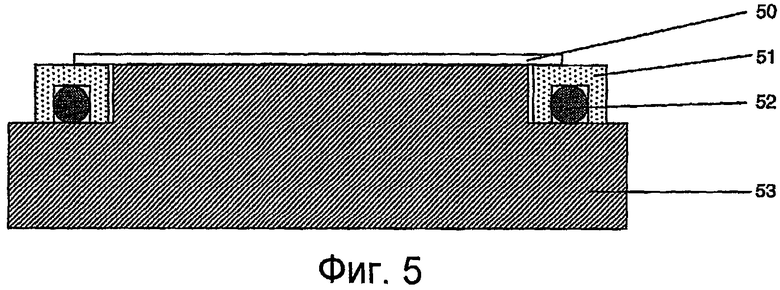
На фигуре 5 представлен горячий стол 53 с бордюром 51. На фигуре 5b представлен вариант упомянутого бордюра.
Решение согласно изобретению
Способ осаждения пленки на подложку из паровой или газовой фазы в поточной вакуумной системе обработки согласно изобретению включает в себя следующие стадии: а) введение первой подложки в загрузочную шлюзовую камеру; b) снижение давления в упомянутой камере; с) перемещение упомянутой первой подложки в первую камеру осаждения; d) осаждение слоя первого материала по меньшей мере частично на упомянутую первую подложку при первых параметрах нанесения, покрытия, включая расход газа, давление, продолжительность обработки и используемые химические вещества; е) перемещение упомянутой первой подложки во вторую, следующую камеру осаждения упомянутой поточной системы без нарушения вакуума; f) осаждение еще одного слоя упомянутого первого материала по меньшей мере частично на упомянутую первую подложку при по существу тех же параметрах нанесения покрытия, что и в первой камере осаждения; g) перемещение упомянутой первой подложки в загрузочную шлюзовую камеру; h) удаление упомянутой первой подложки из упомянутой системы, при этом одновременно со стадией f) вторую подложку обрабатывают в упомянутой поточной вакуумной системе согласно стадии d).
Установка для поточной вакуумной обработки подложек путем осаждения пленок из паровой или газовой фазы включает в себя по меньшей мере одну загрузочную шлюзовую камеру, по меньшей мере две камеры осаждения, предназначенные для работы при по существу одинаковых параметрах нанесения покрытия, включая расход газа, давление, продолжительность обработки и используемые химические вещества; по меньшей мере одну разгрузочную шлюзовую камеру и средства перемещения, последующей обработки и/или транспортировки подложек через различные камеры или внутри них.
Подробное описание изобретения
На фигуре 1 представлен один из вариантов реализации настоящего изобретения с 4 ТМ (технологическими модулями), хотя экономически осуществимыми являются и другие конфигурации с по меньшей мере 2 ТМ. Подложки, предпочтительно стеклянные, с толщиной в диапазоне между 3 и 4 мм подают по отдельности на загрузочную станцию 1 поточной системы. Эта станция обеспечивает безопасное обращение, например, от погрузочно-разгрузочной системы (робота) к поточной системе, например, в переносчик. Из загрузочной станции 1 подложки транспортируются с помощью системы с конвейерной лентой (не показано) в загрузочную шлюзовую камеру 2, где транспортировку совершают роликами. Внутри загрузочной шлюзовой камеры 2 давление понижают с помощью вакуумных насосов (не показано) до уровня, позволяющего осуществить дальнейшее перемещение подложек. Одновременно подложки нагревают рядом инфракрасных нагревателей 3. После того как давление транспортировки и желаемая температура подложек достигнуты, подложки остаются в загрузочной шлюзовой камере до тех пор, пока не закончится текущая обработка в последующих технологических модулях 4-7. После удаления загрязнений (очистки, как правило, с помощью травильного газа) из технологических модулей и последующего откачивания до давления транспортировки, составляющего приблизительно 0,1 мбар, заслонки 8 между «загрузочной шлюзовой камерой» 3 и ТМ 4 и заслонка 9 между ТМ 7 и «разгрузочной шлюзовой камерой» 10 открываются и подложки перемещаются роликами через систему до тех пор, пока они не достигнут их (следующей) позиции, обозначенной лазерным барьером. Подложка, находившаяся в ТМ 7, зайдет в разгрузочную шлюзовую камеру 10, а подложка, ранее обрабатывавшаяся в ТМ 4, зайдет в ТМ 5 и т.д.
В ТМ 4-7 подложки, все еще опирающиеся на транспортные ролики, размещают на горячих плитах/подложкодержателях 11-14. Подложкодержатели снабжены вертикально выдвигающимися и удлиняющимися штифтами, которые проходят сквозь горячую плиту. Упомянутые штифты будут выдвигаться вверх и поднимать подложку над транспортирующей роликовой системой. Затем транспортирующие ролики 36 (см. фигуру 3) будут втягиваться обратно сбоку от нижней стороны подложки. После этого подложка может быть размещена на подложкодержателях 11-14 или 35 соответственно в результате опускания штифтов. Для удаления подложки из ТМ описанная последовательность будет осуществляться в обратном порядке.
В одном варианте реализации изобретения штифты 12-16 будут устанавливаться с возможностью хорошего распределения массы подложки с размерами 1100 мм ×1300 мм. Штифты диаметром 6 мм могут быть выполнены из нержавеющей стали, направляемые втулками, заделанными в горячий стол/подложкодержатель 11-14. На головки штифтов могут быть предпочтительно надеты пластмассовые колпачки (например, из Selasol) с целью предотвращения повреждения подложки. Количество и механические свойства упомянутых штифтов могут быть подобраны в зависимости от технических условий.
В одном варианте реализации штифты приводят в действие общим подъемным механизмом, таким как гидравлический или пневматический цилиндр либо соответствующий двигатель, установленный в нижней части ТМ под горячим столом. Штифты опираются на плиту; например, они могут быть изготовлены из стали и двигаются вверх и вниз упомянутым общим подъемным механизмом. Для того чтобы избежать заедания штифтов во втулках, они предпочтительно не закреплены на упомянутой плите, а просто опираются на нее. Тем не менее, для того чтобы оказать на упомянутые штифты дополнительное тянущее усилие во время их движения вниз, в упомянутую плиту могут быть встроены постоянные магниты, взаимодействующие с упомянутым штифтом. Для этого последний изготавливают из ферритной стали или снабжают железной вставкой.
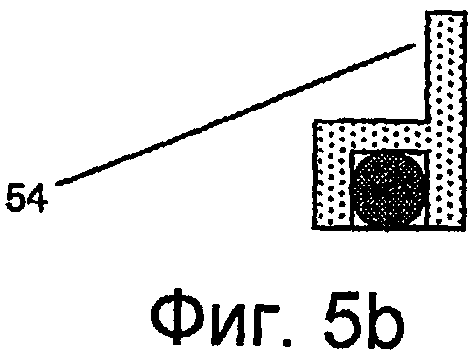
Вышеупомянутые нагретые подложкодержатели 11-14 могут быть устроены так, чтобы обеспечивать различные условия нагревания (такие, как температура подложки, продолжительность нагрева и равномерность температуры подложки) для того, чтобы позволить осуществлять различные процессы в упомянутых технологических модулях 4-7. Подложкодержатель/горячая плита 11-14 будут предпочтительно позволять подложке контактировать по всей ее поверхности, обеспечивая хорошую теплопередачу. Следующий предпочтительный вариант реализации горячей плиты представлен на фигуре 5. На горячей плите 53 имеется участок для размещения подложки 50. На краю упомянутого несущего участка имеется уступ, содержащий бордюр 51. Такой бордюр находится в углублении горячей плиты 53. Он устроен таким образом, что подложка частично перекрывает бордюр 51, обеспечивая теплопередачу, однако одновременно имеет участок, на который подложка 50 не воздействует. Между подложкой 50 и бордюром 51 предпочтительно имеется небольшой зазор в 0,5 мм, предотвращающий непосредственный контакт. В результате бордюр 51 имеет форму, сопоставимую с периметром подложки. Бордюр дополнительно содержит нагревательный элемент 52, который может представлять собой электрический нагревательный элемент, встроенный в гнездо. Упомянутый бордюр имеет следующие преимущества.
- Отдельный нагревательный элемент 52 позволяет осуществлять отдельное регулирование температуры на краевых участках подложки. Он позволяет компенсировать повышенную теплоотдачу на краях (радиационные потери).
- Во время процесса осаждения не только подложка 50, но и бордюр 51 и горячая плита 53 будут покрываться покрытием и нуждаться в очистке. Из-за особенностей процесса нанесения покрытий бордюр 51 будет подвержен большему воздействию, чем другие участки. Благодаря уменьшенному размеру заменить бордюр 51 может быть легче, чем весь горячий стол 53.
- Небольшой зазор между бордюром 51 и подложкой 50 предотвращает нанесение непрерывного покрытия на краевой участок.
- Во время осаждения процесс нанесения покрытия будет проводиться с избытком используемых для осаждения газов. Такой неиспользованный отходящий газ должен быть удален вакуумными насосами. Отходящий газ имеет тенденцию взаимодействовать с деталями отводящих систем и самих насосов, постепенно образуя на них покрытие и тем самым вызывая необходимость технического обслуживания. Однако участки бордюра 51, не используемые для передачи тепла подложке 50, будут обладать газопоглощающим действием (привлекая такие неиспользованные газы). Благодаря его облегченной замене бордюр 51 позволяет сократить время простоя всей системы.
Конструкция бордюра 51 может быть такой, как представлено в поперечном разрезе на фигуре 5. На фигуре 5b представлена альтернативная конструкция выступом 54. Высота упомянутого выступа предпочтительно выбирается такой же, как и толщина подложки, однако при необходимости она может варьироваться.
Процесс по изобретению может начинаться с дозирования подаваемых в технологическую камеру через систему газораспылителей 15-18 рабочих газов, таких как диборан и ДЭЦ. Каждая из технологических камер 4-7 будет оборудована отдельной системой газораспылителей, однако несколько или все газораспылители 15-18 могут запитываться общей дозирующей и смешивающей газы системой (не показана на фигуре 1).
Согласно способу по изобретению обработки подложек в поточной системе, описанной выше, осаждение слоя осуществляют путем смешивания диэтилцинка (ДЭЦ) и воды в газовой фазе в диапазоне давления от 0,3 мбар до 1,3 мбар. Пленки предпочтительно формируют на горячих поверхностях, при этом скорость их роста является функцией температуры и доступности газа. Одной из целей при осаждении слоев ZnO является улучшение их проводимости. Диборан (В2Н6) добавляют к реакционной смеси для усиления легирования слоя прозрачного проводящего оксида (ППО).
Благодаря конструкции поточной системы по изобретению слой может быть осажден за n стадий при толщине слоя 1/n на каждой, так что общая толщина достигается после прохождения соответствующего числа ТМ. Дальнейшее преимущество таких ТМ с сопоставимыми характеристиками обработки (все газораспылители запитываются общей системой доставки газов, одинаковая или сопоставимая продолжительность обработки, сопоставимые давление и расход газа) заключается в том, что отсутствует необходимость отделения этих ТМ один от другого заслонками или т.п. благодаря отсутствию перекрестного загрязнения. По существу, они образуют цепь камер осаждения с отдельными нагревательными плитами, в которых в каждом случае происходит часть осаждения.
После осуществления всех стадий осаждения подложка будет перемещаться в разгрузочную шлюзовую камеру 10 через заслонку 9 на роликовой системе. Там подложка будет доведена до атмосферного давления при выполнении (первого) охлаждения. Как только разгрузочная шлюзовая камера 10 достигнет атмосферного давления, подложки перемещают в разгрузочный блок 19 при помощи роликовой системы в разгрузочной шлюзовой камере 10 и системы с конвейерной лентой на разгрузочном блоке 19.
Затем подложку перемещают на уровень возвратного пути с помощью подъемного устройства 20, установленного в разгрузочном блоке 19. Возвратный путь может включать несколько блоков 21-26 с конвейерными лентами, работающих независимо и передающих подложку шаг за шагом к загрузочному столу 1. Альтернативно, может быть использован один-единственный конвейер. Упомянутое пошаговое движение позволяет держать стеклянные подложки как можно дольше в защищенной среде системы, а также давать подложкам охлаждаться до температуры перемещения. Данная температура определяется максимальной температурой, допускаемой наружной транспортировочной системой, используемой для складирования и транспортировки подложек к оборудованию и от него. Сама станция погрузки оборудована подъемным устройством 27, позволяющим вернуть подложку с уровня возвратного пути на уровень транспортировки или осаждения, где подложки наконец попадают в наружную транспортировочную систему (не показано).
В предпочтительном варианте реализации используют 4 камеры осаждения (ТМ). Все горячие плиты 11-14 находятся почти при одинаковой установленной температуре между 160 и 200°С, предпочтительно - при 180°С. Ряд нагревателей в загрузочной шлюзовой камере 3 нагревают подложки немного выше упомянутой заданной температуры осаждения в примерно 175°С, компенсируя потери тепла во время перемещения. Было также показано, что неравномерное нагревание внутри загрузочной шлюзовой системы является полезным. Краевые участки стекла нагреваются до температуры, примерно на 10°С превышающей температуру центрального участка. Однако такой градиент температуры зависит от скорости перемещения стекол к первой горячей плите 11. На фигуре 2 представлен типичный ряд инфракрасных нагревателей, используемых в загрузочной шлюзовой системе. Он разделен, например, на 6 независимых зон 28-33 нагревателей (зоны 28-31 расположены поперек, а 32 и 33 - вдоль), при этом температура каждого ряда контролируется инфракрасным пирометром, измеряющим температуру подложек. В целях экономии некоторые ряды нагревателей могут быть сгруппированы с использованием всего лишь одного контрольного пирометра. Например, зона 29 и зона 30 создают температуру середины стеклянной подложки, в то время как зоны 31 и 30 будут создавать температуру одной части концевого участка, а зоны 28 и 32 - другого участка. Для того чтобы улучшить равномерность, во время нагревания целесообразно слегка двигать подложку вперед и назад в направлении транспортировки. Тем не менее вышеупомянутый градиент температуры может быть достигнут.
Было установлено, что для обеспечения правильного контроля температуры стекла пирометром стенки камеры целесообразно охлаждать так, чтобы все температуры окружающих подложку деталей были ниже температуры подложки за исключением лампового нагревателя.
Ключевым фактором осаждения является температура подложки, поскольку она непосредственно влияет на толщину слоя пленки, и в результате на гомогенность пленочных покрытий. Как упомянуто выше, подложки подают в уже нагретую первую камеру осаждения (ТМ) 2. В целом желательно иметь равномерное распределение тепла на подложке в начале осаждения. Однако было установлено, что при применениях в солнечной энергетике может оказаться целесообразным иметь неравномерный профиль температуры и, следовательно, неравномерный профиль толщины на стекле. Например, большая толщина ZnO на краевом участке рассматривается как преимущество для тонкопленочных солнечных элементов. Повреждение легированных бором слоев ZnO обычно выше на краевых участках, таким образом со временем снижая проводимость тонкопленочной контактной области. Поэтому подобное повышенное повреждение может быть компенсировано большей толщиной краевого слоя с тем, чтобы с течением времени общее сопротивление контактного слоя ZnO было равномерным и меньше нужной величины, составляющей 15 Ом/квадрат.
Как описано выше, нагревательная плита 53 с отдельно нагреваемым бордюром 51 также обеспечивает отрегулированный равномерный профиль температуры/покрытия, равно как и неравномерный профиль покрытия с повышенной толщиной слоя на концевых участках подложки.
В одном варианте реализации согласно настоящему изобретению был выбран трехзонный подход. Две зоны расположены на центральной плите горячей плиты 53; одна зона, представленная бордюром 51, отделена от центральной плиты и терморегулируется отдельно. Температура центральной зоны составляет примерно 175°С, в то время как у краевой зоны задана на 190°С. Таким образом, наружная краевая зона должна компенсировать или даже более чем компенсировать потери тепла стеклянной подложкой в окружающую среду.
На фигуре 3 представлен схематичный чертеж реактора/технологического модуля, где происходит фактическая реакция. Подложку 35 помещают на нагревательный стол 34 (горячий стол). Показаны (выдвижные) транспортировочные ролики 36, а также узел 37, 38 газораспылителей. Узел газораспылителей содержит две части: газодозирующую часть 37 и газораспределительную часть 38 соответственно.
Газодозирующая часть более подробно представлена на фигуре 4 и содержит газовые трубы со строго определенными отверстиями, через которые газ может поступать в технологическую камеру (ТМ) 41. При поддержании давления в ТМ 41 примерно 0,5 мбар и расхода через газодозирующую часть приблизительно 1-2 стандартных литра (1000-2000 ст. см3/мин) газовый поток приводит к давлению в газодозирующих трубах от 5 мбар до 20 мбар. Газодозирующие трубы расположены параллельно одна другой, подавая газ в газосмесительное пространство 42 равномерным образом. Это происходит благодаря проделанным на одинаковом расстоянии друг от друга отверстиям в газодозирующих трубах 39, 40.
Имеется два ряда газодозирующих труб: один для водяного пара 39 и один для ДЭЦ и диборана 40.
Распределительная часть 38 сконструирована в виде газораспылительной плиты и распределяет газ по рисунку строго определенных отверстий к конкретным областям подложки.
Сущность изобретения
Способ осаждения пленки на подложку из паровой или газовой фазы в поточной вакуумной системе обработки, включающий в себя следующие стадии:
a) введение первой подложки в загрузочную шлюзовую камеру;
b) снижение давления в упомянутой камере;
c) перемещение упомянутой первой подложки в первую камеру осаждения;
d) осаждение слоя первого материала по меньшей мере частично на упомянутую первую подложку при первых параметрах нанесения покрытия, включая расход газа, давление, продолжительность обработки и используемые химические вещества;
e) перемещение упомянутой первой подложки во вторую, следующую камеру осаждения упомянутой поточной системы без нарушения вакуума;
f) осаждение еще одного слоя упомянутого первого материала по меньшей мере частично на упомянутую первую подложку при по существу тех же параметрах нанесения покрытия, что и в первой камере осаждения;
g) перемещение упомянутой первой подложки в разгрузочную шлюзовую камеру;
h) удаление упомянутой первой подложки из упомянутой системы,
и при этом одновременно со стадией f) вторую подложку обрабатывают в упомянутой поточной вакуумной системе согласно стадии d).
Варианты реализации упомянутого способа будут или могут включать в себя следующее:
- упомянутый слой содержит прозрачный проводящий оксид (ППО);
- упомянутое осаждение включает в себя одно из CVD, PECVD, LPCVD, PVD или реактивного PVD;
- стадия b) включает в себя дополнительную стадию нагревания подложки;
- упомянутое покрытие осаждают равными 1/n частями желаемой общей толщины в упомянутых камерах осаждения;
- упомянутое химическое осаждение из газовой фазы низкого давления осуществляют при давлении, составляющем между 0,3 и 1,1 мбар;
- материал упомянутой подложки представляет собой один из полимера, металла или стекла;
- упомянутая подложка имеет форму пластины и во время всего процесса лежит горизонтально;
- упомянутая подложка в форме пластины имеет размер по меньшей мере 1 м2 и имеет толщину между 0,3 мм и 5 см, предпочтительно - между 2 и 5 мм;
- упомянутая пленка ППО на упомянутой подложке представляет собой передний электрод-контакт для солнечного элемента;
- упомянутая пленка ППО на упомянутой подложке представляет собой задний электрод-контакт для солнечного элемента;
- упомянутая пленка ППО представляет собой оксид цинка или оксид олова;
- в упомянутом способе могут использоваться реагенты, такие как вода в жидком или газообразном виде, металлоорганические вещества, например диэтилцинк (ДЭЦ), и диборан в качестве легирующей примеси.
Установка для поточной вакуумной обработки подложек путем осаждения пленок из паровой или газовой фазы, содержащая:
- по меньшей мере одну загрузочную шлюзовую камеру,
- по меньшей мере две камеры осаждения, предназначенные для работы при по существу одинаковых параметрах нанесения покрытия,
- по меньшей мере одну разгрузочную шлюзовую камеру, и
- средства перемещения, последующей обработки и/или транспортировки подложек через различные камеры и внутри них.
В дополнительных вариантах реализации упомянутая установка будет или может содержать:
- загрузочную шлюзовую камеру, включающую в себя нагревательные средства, насосные средства для создания и поддержания условий вакуума, средства транспортировки подложки, а также средства подачи газов, таких как инертные, и/или рабочие, и/или используемые для осаждения газы; нагревательные средства, содержащие модуль с инфракрасным излучением;
- загрузочную шлюзовую камеру, включающую в себя ленточный конвейер в качестве средства транспортировки подложки; камеры осаждения, снабженные средствами поддержания подложки во время осаждения, средствами транспортировки подложки, средствами введения реагентов, необходимых для осаждения, вакуумными насосами, а также нагревательными средствами;
- средства транспортировки подложки в камере осаждения представляют собой охлаждаемые изнутри выдвигающиеся колесики или ролики; средства поддержания подложки являются вертикально выдвигаемыми штифтами, приспособленными поднимать подложку над роликами;
- средства введения необходимых для осаждения реагентов, сконструированные в соответствии с принципом распыляющей головки;
- разгрузочную шлюзовую камеру, включающую в себя средства транспортировки, и/или охлаждения, и/или вентиляции подложки;
- загрузочную шлюзовую камеру, имеющую вход подложки, подаваемой со станции загрузки, оборудованной транспортировочными средствами для приема подложек от по меньшей мере одного рабочего, робота или иного технологического устройства;
- камеры и станции загрузки и выгрузки, расположенные последовательно (цепью) по прямой линии таким образом, чтобы под камерами могли быть установлены средства последующей обработки, а именно средства обратной транспортировки, движущиеся в противоположном направлении относительно процесса осаждения в верхних камерах, с целью дальнейшего охлаждения обработанных подложек до температуры окружающей среды, в конце включающие в себя средства охлаждения в пределах зоны, занимаемой технологической линией осаждения;
- станцию загрузки, снабженную лифтом или подъемником для подъема обработанной подложки из средств обратной транспортировки с целью доставки подложки с нанесенным покрытием на место, где по меньшей мере один рабочий или одна машина может принять ее и складировать ее отдельно.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ PVD-УСТАНОВКА НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2486280C2 |
| СПОСОБ НАПЫЛЕНИЯ В ВАКУУМЕ ТОПОЛОГИЧЕСКОГО ТОНКОПЛЁНОЧНОГО РИСУНКА ГИБРИДНОЙ МИКРОСХЕМЫ НА ПОДЛОЖКУ | 2014 |
|
RU2586937C1 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ В ВАКУУМЕ ТОПОЛОГИЧЕСКОГО ТОНКОПЛЁНОЧНОГО РИСУНКА ГИБРИДНОЙ МИКРОСХЕМЫ НА ПОДЛОЖКУ | 2014 |
|
RU2590747C2 |
| СИСТЕМА ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССА ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВ ЛЕТУЧИХ ПРЕКУРСОРОВ | 2020 |
|
RU2767915C1 |
| РЕАКТОР АТОМНО-СЛОЕВОГО ОСАЖДЕНИЯ ДЛЯ ОБРАБОТКИ ПАРТИИ ПОДЛОЖЕК И СПОСОБ ОБРАБОТКИ ПАРТИИ ПОДЛОЖЕК | 2011 |
|
RU2586956C2 |
| Способ и устройство переворота подложек в процессе производства фотопреобразователей | 2016 |
|
RU2620452C1 |
| ПОДЛОЖКОДЕРЖАТЕЛЬ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ НА ЕГО ОСНОВЕ | 2010 |
|
RU2437964C2 |
| ВАКУУМНОЕ ОБРАБАТЫВАЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2421543C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОГО НАГРЕВАНИЯ И ОХЛАЖДЕНИЯ ПОДЛОЖКИ И НЕМЕДЛЕННОГО ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ НА НЕЕ ПОКРЫТИЯ В ВАКУУМЕ | 2011 |
|
RU2550464C2 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
Изобретение относится к технологии вакуумной обработки подложек большой площади путем осаждения пленок из паровой или газовой фазы, используемых, в частности, при изготовлении тонкопленочных солнечных элементов. Установка содержит по меньшей мере одну загрузочную шлюзовую камеру (2), по меньшей мере две следующие за ней камеры (4, 5) осаждения, по меньшей мере одну разгрузочную шлюзовую камеру (10) и средства перемещения подложек, последующей обработки подложек и/или транспортировки подложек через различные камеры и внутри них. Камеры осаждения предназначены для работы при по существу одинаковых параметрах нанесения покрытия, включая расход газа, давление, продолжительность обработки и используемые химические вещества. Камеры установлены с образованием цепи камер осаждения, в каждой из которых выполняют часть осаждения. Обеспечиваются равномерные свойства осажденного на подложки слоя, а также повышается производительность. 2 н. и 7 з.п. ф-лы, 5 ил.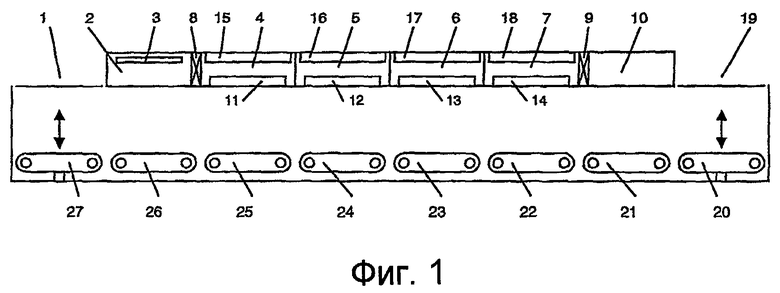
1. Способ осаждения пленки на подложку из паровой или газовой фазы в поточной вакуумной системе обработки, включающий в себя следующие стадии:
a) введение первой подложки в загрузочную шлюзовую камеру (2);
b) снижение давления в упомянутой камере;
c) перемещение упомянутой первой подложки в первую камеру (4) осаждения и размещение упомянутой подложки на первом подложкодержателе (11);
d) осаждение слоя первого материала по меньшей мере частично на упомянутую первую подложку при первых параметрах нанесения покрытия, включая расход газа, давление, продолжительность обработки и используемые химические вещества;
e) перемещение упомянутой первой подложки во вторую, следующую камеру (5) осаждения упомянутой поточной системы без нарушения вакуума и размещение упомянутой подложки на втором подложкодержателе (12);
f) осаждение еще одного слоя упомянутого первого материала по меньшей мере частично на упомянутую первую подложку при, по существу, тех же параметрах нанесения покрытия, что и в первой камере осаждения;
g) перемещение упомянутой первой подложки в разгрузочную шлюзовую камеру (10);
h) удаление упомянутой первой подложки из упомянутой системы;
и одновременно со стадией f) обработку второй подложки согласно стадии d) в упомянутой поточной вакуумной системе.
2. Способ по п.1, в котором упомянутое осаждение включает в себя одно из CVD, PECVD, LPCVD, PVD или реактивного PVD.
3. Способ по п.1, в котором стадия b) включает в себя дополнительную стадию нагревания подложки.
4. Способ по п.1, в котором общую толщину упомянутого слоя осаждают за n стадий при толщине слоя 1/n на каждой в n камерах осаждения.
5. Способ по п.1, в котором используют реагенты, такие как вода в жидком или газообразном виде, металлоорганические вещества, такие как диэтилцинк (ДЭЦ), и диборан в качестве легирующей примеси.
6. Установка для поточной вакуумной обработки подложек путем осаждения пленок из паровой или газовой фазы, содержащая по меньшей мере одну загрузочную шлюзовую камеру (2), по меньшей мере две следующие за ней камеры (4, 5) осаждения, предназначенные для работы при, по существу, одинаковых параметрах нанесения покрытия, включая расход газа, давление, продолжительность обработки и используемые химические вещества, и образующие цепь камер осаждения, в каждой из которых выполняют часть осаждения, по меньшей мере одну разгрузочную шлюзовую камеру (10) и средства перемещения подложек, последующей обработки подложек и/или транспортировки подложек через различные камеры и внутри них.
7. Установка по п.6, в которой средства перемещения подложек содержат установленные в камерах осаждения средства транспортировки подложки, представляющие собой выдвигающиеся колесики или ролики (36) и вертикально подвижные штифты, приспособленные поднимать подложку с роликов.
8. Установка по п.6, в которой камеры осаждения (4, 5) и загрузочная и разгрузочная шлюзовые камеры (2, 10) расположены последовательно по прямой линии, и при этом под этими камерами расположены средства (21-26) обратной транспортировки для перемещения подложек в противоположном направлении относительно процесса осаждения в верхних камерах.
9. Установка по п.8, которая дополнительно содержит станцию загрузки (1), содержащую лифт или подъемник для подъема обработанной подложки со средств обратной транспортировки, установленные с возможностью доставки подложки с нанесенным покрытием к месту ее складирования.
| US 20050084705 A1, 21.04.2005 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ТОНКОСЛОЙНЫХ ПОКРЫТИЙ | 1997 |
|
RU2138094C1 |
| US 5658114 A, 19.08.1997 | |||
| EP 1098353 A2, 09.05.2001. | |||

