Перекрестные ссылки на родственные заявки
По настоящей заявке испрашивается приоритет предварительной заявки на патент США регистрационный номер 60/323223, поданной 19 сентября 2001 г., под названием "Система для одновременного нагревания и охлаждения стекла с целью получения закаленного стекла".
Предпосылки создания изобретения
1. Область техники, к которой относится изобретение
В общем, настоящее изобретение относится к закаленному стеклу, а более конкретно к системе и к способу для одновременного нагревания и охлаждения стекла с целью получения закаленного стекла.
2. Описание уровня техники
Закаленное или термически обработанное стекло обычно определяют как стекло (например, отожженное или обычное), которое было предварительно напряжено путем нагревания до температуры, по существу, равной или превышающей температуру размягчения стекла, и подвергнуто неожиданному и быстрому охлаждению в тщательно контролируемых условиях. При осуществлении процесса закалки получают закаленное стекло, имеющее весьма желательные состояния напряжения, в результате действия которого по сравнению с отожженным или обычным стеклом дополнительно возрастают прочность, сопротивление термическим напряжениям и ударная прочность.
Основной принцип, используемый в процессе закалки, заключается в создании начального условия деформации сжатия поверхности и краев стекла. Это условие достигается сначала путем нагревания стекла и затем быстрого охлаждения поверхностей стекла. При таком нагревании и быстром охлаждении толща внутренней части стекла остается горячей по сравнению с поверхностями стекла. По мере охлаждения толщи внутренней части поверхности подвергаются деформации сжатия. В случае приложения ветровой нагрузки, удара камнем, тепловых напряжений или других нагрузок сначала должно быть преодолено это сжатие до возникновения любой возможности разрушения стекла.
Что касается этапа нагревания, то известно использование печи или лера для нагревания стеклянных листов, которые должны быть закалены. Вообще говоря, лер представляет собой печь и может быть роликовой печью непрерывного действия, роликовой печью периодического действия или газовой печью. Например, лер газового типа имеет большое количество формующих элементов, расположенных под большим количеством нагревателей. Обычно стеклянный лист помещают внутрь лера, где стеклянный лист нагревается посредством обычного излучения, конвекции и теплопроводности. Стеклянный лист перемещают вдоль формующих элементов с определенной скоростью, которая зависит от удельной теплопроводности стеклянного листа, чтобы достичь температуры, находящейся в диапазоне температур формования стеклянного листа. Когда такая температура достигается (например, приблизительно 1200°F), форму стеклянного листа изменяют в соответствии с определенной формой формующих элементов.
После формования стеклянный лист быстро охлаждают посредством воздуха, обычно путем подведения воздушного потока к стеклянному листу. Воздушный поток может образовываться группами неподвижных, совершающих возвратно-поступательное движение или вращающихся форсунок. Имеет большое значение равномерный отбор тепла с обеих поверхностей стеклянного листа (при неравномерном отборе тепла может произойти выгиб или коробление) и поддержание резкого охлаждения, достаточно продолжительного для предотвращения повторного нагревания поверхностей стекла от все еще горячей внутренней части стеклянного листа. Состояние резкого охлаждения становится стабильным, когда температура стеклянного листа понижается приблизительно до температуры от 400 до 600°F.
Хотя описанный выше лер работает хорошо, ему присущ недостаток, заключающийся в том, что лер должен быть достаточно протяженным по длине, чтобы обеспечивать возможность нагревания стеклянного листа с заданной скоростью. При такой протяженности требуется большая площадь под оборудованием, возрастают энергопотребление и затраты.
Способ, недавно предложенный для исключения этого недостатка, заключается в использовании микроволновой энергии (на частотах в диапазоне от 2 до 40 ГГц) для быстрого и эффективного нагревания стеклянного листа, который был предварительно нагрет обычным образом до температуры, по существу, равной или превышающей температуру размягчения. Этот способ более полно описан в патентах США №№5782947 и 5827345 (Boaz), раскрытия которых включены в настоящую заявку посредством ссылки.
В патенте США №5782947 (Boaz) раскрыт способ нагревания стеклянного листа, включающий в себя этапы нагревания стеклянного листа до первой заданной температуры и подведения микроволновой энергии к стеклянному листу для нагревания его до, по меньшей мере, второй заданной температуры с целью обеспечения возможности формования стеклянного листа. Преимущество способа, описанного в патенте США №5782947 (Boaz), заключается в том, что длина лера уменьшается, в результате чего уменьшается площадь под оборудованием, и возрастает выработка (скорость и выход) формованного стеклянного листа.
В патенте США №5827345 (Boaz) раскрыт способ нагревания, формования и закалки стеклянного листа, включающий в себя этапы нагревания стеклянного листа до, по меньшей мере, первой заданной температуры, подведения микроволновой энергии к стеклянному листу для нагревания его до, по меньшей мере, второй заданной температуры, формования стеклянного листа с получением заданной конфигурации и охлаждения, по меньшей мере, одной внешней поверхности стеклянного листа до, по меньшей мере, третьей заданной температуры с целью закалки стеклянного листа. Преимущество способа, описанного в патенте США №5827345 (Boaz), заключается в том, что можно закаливать относительно тонкий стеклянный лист (например, толщиной менее, чем 0,125 дюйма). Более конкретно, в то время как внутреннюю часть стеклянного листа нагревают микроволновой энергией, внешние поверхности стеклянного листа охлаждают, тем самым создавая разность или градиент температур между внутренней частью и внешними поверхностями стеклянного листа.
Хотя способы, описанные в патентах США №№5782947 и 5827345 (Boaz), отражают существенные достижения в технологии закалки стекла, этим способам присущи недостатки, заключающиеся в том, что для создания и поддержания в течение длительного периода производства раскрытых значений параметров микроволновой энергии (то есть имеющей частотный диапазон от 2 до 40 ГГц) требуются относительно большие затраты. Кроме того, использование таких значений параметров высокочастотной микроволновой энергии в случае обычного производственного оборудования приводит к возникновению эксплуатационных проблем. Поэтому в области техники, к которой относится изобретение, существует необходимость в системе и в способе для быстрого, эффективного и не требующего больших затрат нагревания стекла в течение этапа нагревания процесса закалки при поддержании желаемой разности или градиента температуры между внутренней частью стеклянного листа и внешними поверхностями стеклянного листа с целью исключения ограничений процесса получения закаленного стекла, особенно относительно тонкого закаленного стекла.
Сущность изобретения
Таким образом, настоящее изобретение представляет собой систему и способ для нагревания, формования и закалки стеклянного листа, которые включают в себя предварительное нагревание стеклянного листа до, по меньшей мере, первой заданной температуры. Система и способ также включают в себя подведение радиочастотной энергии к стеклянному листу для нагревания стеклянного листа до, по меньшей мере, второй заданной температуры и охлаждение, по меньшей мере, одной внешней поверхности стеклянного листа до, по меньшей мере, третьей заданной температуры для закалки стеклянного листа.
Одно преимущество настоящего изобретения заключается в том, что в системе и способе, предназначенных для получения закаленного стекла, одновременно осуществляются нагревание и охлаждение стекла. Другое преимущество настоящего изобретения заключается в том, что система и способ особенно пригодны для получения относительно тонкого закаленного стекла. Еще одно преимущество настоящего изобретения заключается в том, что в системе и способе используется радиочастотная энергия для быстрого, эффективного и не требующего больших затрат нагревания стекла, которое было предварительно нагрето обычным образом до температуры, по существу, равной или превышающей температуру размягчения. Одновременно нагретое стекло охлаждают для поддержания желаемой разности или градиента температур между внутренней частью стекла и внешними поверхностями стекла, при этом внутренняя часть имеет более высокую температуру по сравнению с температурой внешних поверхностей. Затем обработанное стекло резко охлаждают, чтобы получить закаленное стекло. Еще одно преимущество настоящего изобретения заключается в том, что систему и способ можно использовать для закалки стекла обычной толщины, например 0,1875 дюйма, путем использования для резкого охлаждения нагретого стекла воздуха, сжатого до меньшей степени.
Другие признаки и преимущества настоящего изобретения будут без труда поняты, поскольку станут лучше осознанными после чтения последующего описания в сочетании с сопровождающими чертежами.
Краткое описание чертежей
На чертежах:
фиг.1 - графическое представление способа образования закаленного стеклянного листа согласно настоящему изобретению;
фиг.2 - фрагментарный вид сверху системы для образования закаленного стеклянного листа согласно настоящему изобретению;
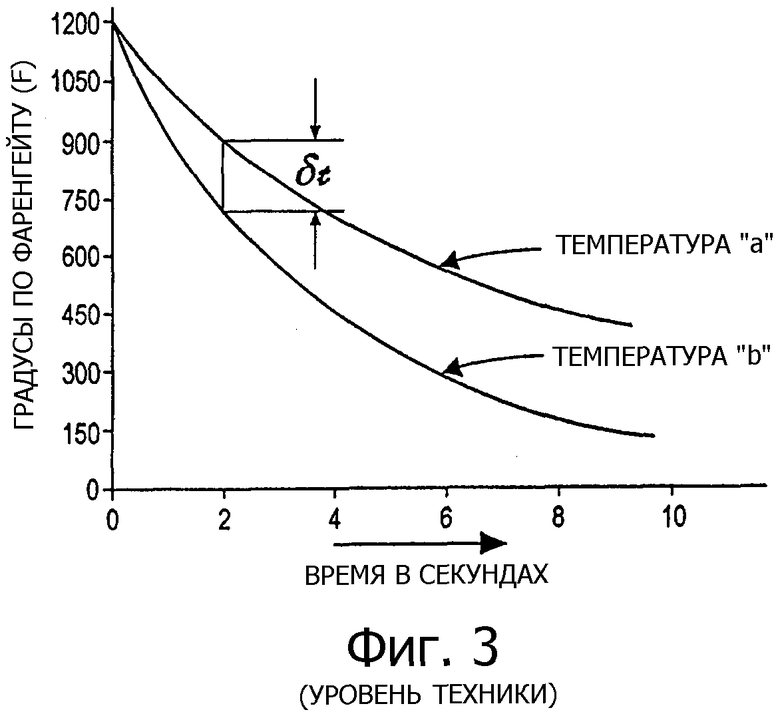
фиг.3 - график разности температур между внутренней частью и внешней поверхностью относительно тонкого стеклянного листа, нагревавшегося в соответствии с обычными способами закалки из предшествующего уровня техники;
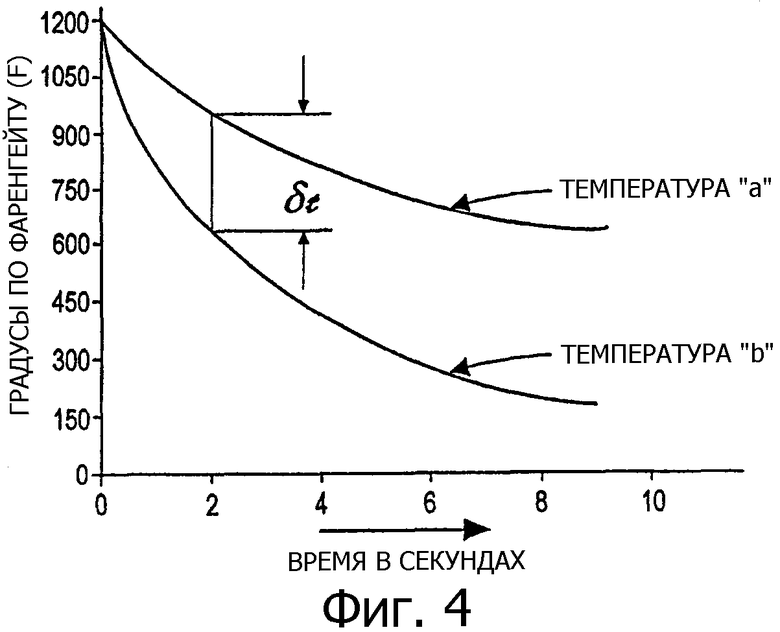
фиг.4 - график разности температур между внутренней частью и внешней поверхностью относительно тонкого стеклянного листа, одновременно нагревавшегося и охлаждавшегося в соответствии с системой и способом настоящего изобретения; и
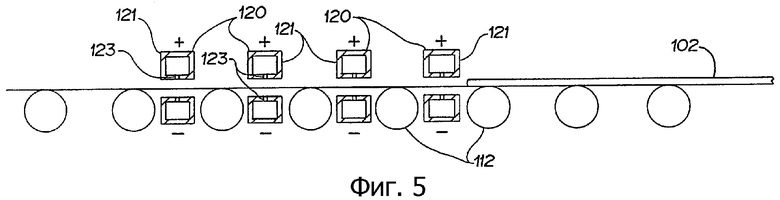
фиг.5 - фрагментарный вид сверху другого варианта осуществления настоящего изобретения относительно системы для образования закаленного стеклянного листа по фиг.2.
Описание предпочтительных вариантов осуществления
Обратимся к фиг.1, на которой показан один вариант осуществления способа согласно настоящему изобретению, предназначенного для нагревания, формования и закалки стеклянного листа. Хотя способ, показанный на чертежах и описанный ниже, используют в отношении стеклянного листа, должно быть понятно, что способ может быть использован относительно любого подходящего стеклянного предмета.
Способ включает в себя первый этап 10 предварительного нагревания стеклянного листа до температуры, по существу, равной или превышающей температуру размягчения, которая обычно находится в диапазоне от около 900°F до около 950°F. Это предварительное нагревание можно осуществлять любыми из известных способов, включая нагревание энергией инфракрасного излучения.
Способ также включает в себя второй этап 20 нагревания предварительно нагретого стеклянного листа радиочастотной энергией при одновременном охлаждении по меньшей мере одной внешней поверхности стеклянного листа для того, чтобы обработать стеклянный лист. Например, для охлаждения по меньшей мере одной внешней поверхности можно использовать один или несколько воздушных потоков, направленных на стеклянный лист. Предпочтительно охлаждать две основные внешние поверхности стеклянного листа. Также предпочтительно, чтобы предварительно нагретый стеклянный лист нагревался радиочастотной энергией до температуры формования, которая находится в диапазоне от около 1150°F до около 1250°F. Кроме того, частоту радиочастотной энергии поддерживают от около 0,1 ГГц до около меньше, чем 2,0 ГГц, предпочтительно поддерживать частоту 0,4 ГГц.
Смысл охлаждения поверхностей стеклянного листа заключается в поддержании желаемой разности или градиента температур между внутренней частью стеклянного листа и поверхностями стеклянного листа, при этом внутренняя часть стеклянного листа должна иметь более высокую температуру по сравнению с температурой поверхностей стеклянного листа.
Способ включает в себя третий этап 30 резкого охлаждения обработанного (нагретого) стеклянного листа любыми несколькими известными способами для того, чтобы получить закаленный стеклянный лист. Один такой способ заключается в подведении одного или нескольких воздушных потоков к обработанному стеклянному листу, предпочтительно направленных на его обе основные внешние поверхности. Также предпочтительно, чтобы в течение процесса резкого охлаждения температура обработанного стеклянного листа понижалась до температуры в диапазоне от около 400°F до около 600°F или ниже. После процесса резкого охлаждения закаленный стеклянный лист может быть дополнительно охлажден, например, до комнатной температуры.
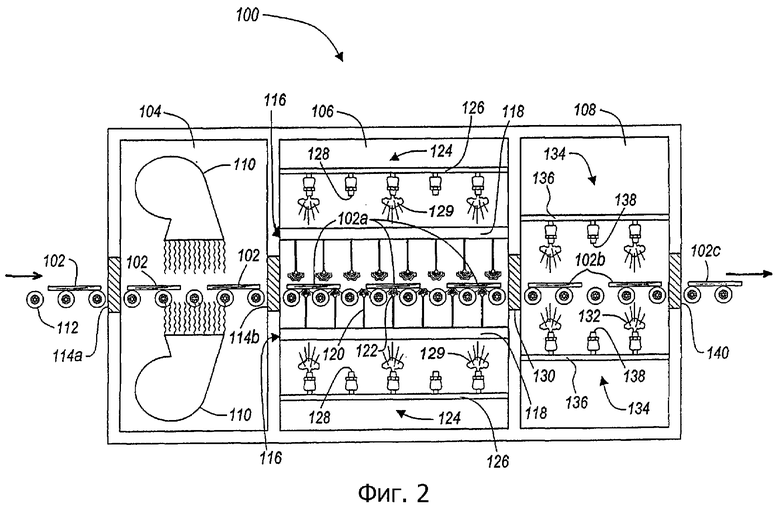
Обратимся к фиг.2, на которой показан один вариант осуществления системы 100 согласно настоящему изобретению, предназначенной для использования в сочетании со способом настоящего изобретения для нагревания, формования и закалки стеклянного листа 102. В основном система 100 включает в себя три секции: секцию 104 предварительного нагревания, секцию 106 нагревания/охлаждения и секцию 108 резкого охлаждения. Хотя секции 104, 106 и 108 показаны как граничащие, должно быть понятно, что секции 104, 106 и 108 также могут быть разделены каналами, туннелями, трубопроводами, трубами и/или другими соответствующими конструкциями.
Назначение секции 104 предварительного нагревания (например, лера, печи, термостата или другого подходящего устройства) заключается в повышении температуры стеклянного листа 102 до температуры, по существу, равной или превышающей температуру размягчения стеклянного листа 102, которая обычно находится в диапазоне от около 900°F до около 950°F. Предпочтительно, чтобы по меньшей мере один тепловой источник 110 (например, лампа с излучением тепла в инфракрасном спектре) был расположен выше и/или ниже стеклянного листа 102, когда стеклянный лист 102 вводится в секцию 104 предварительного нагревания на группе избирательно действующих роликов 112, которые вращаются в требуемом направлении для перемещения стеклянного листа 102 в конкретном направлении. Предпочтительно, чтобы тепловой источник 110 равномерно нагревал стеклянный лист 102 по мере продвижения стеклянного листа 102 через секцию 104 предварительного нагревания. Должно быть понятно, что предварительно нагретый стеклянный лист 102а может быть отформован с образованием любого числа форм и конфигураций, например, с образованием, но без ограничения им, ветрового стекла для автомобиля (не показано).
Кроме того, секция 104 предварительного нагревания может быть снабжена первым необязательным дверным устройством 114а, которое может действовать избирательно, чтобы открываться, когда стеклянный лист 102 подготовлен к впуску в секцию 104 предварительного нагревания, и закрываться после поступления стеклянного листа 102 в секцию 104 предварительного нагревания для сохранения уровня температуры внутри секции 104 предварительного нагревания. Кроме того, секция 104 предварительного нагревания также может быть снабжена вторым необязательным дверным устройством 114b, которое действует избирательно, чтобы открываться, когда предварительно нагретый стеклянный лист 102 подготовлен к впуску в секцию 106 нагревания/охлаждения, и закрываться после поступления предварительно нагретого стеклянного листа 102а в секцию 106 нагревания/охлаждения для сохранения уровня температуры внутри секции 104 предварительного нагревания.
Назначение секции 106 нагревания/охлаждения (например, лера, печи, термостата или другого подходящего устройства) заключается в повышении температуры предварительно нагретого стеклянного листа 102а до температуры формования, которая находится в диапазоне от около 1150°F до около 1250°F, при одновременном охлаждении по меньшей мере одной поверхности предварительно нагретого стеклянного листа 102а. Нагревание осуществляют путем приложения радиочастотной энергии к предварительно нагретому стеклянному листу 102а.
Предпочтительно, чтобы по меньшей мере один источник радиочастотной энергии, в целом обозначенный позицией 116, был расположен выше и/или ниже предварительно нагретого стеклянного листа 102а, когда предварительно нагретый стеклянный лист 102а вводится в секцию 106 нагревания/охлаждения на группе избирательно действующих роликов 112, которые вращаются в требуемом направлении для перемещения предварительно нагретого стеклянного листа 102а в конкретном направлении. Источник 116 радиочастотной энергии включает в себя шину 118, снабженную множеством электродов 120, вытянутых от нее к предварительно нагретому стеклянному листу 102а. Концевой участок 122 каждого из электродов 120 расположен как можно ближе, но без образования контакта, к основной внешней поверхности предварительно нагретого стеклянного листа 102а.
Источник 116 радиочастотной энергии равномерно нагревает предварительно нагретый стеклянный лист 102а, когда предварительно нагретый стеклянный лист продвигают через секцию 106 нагревания/охлаждения с целью образования обработанного стеклянного листа 102b. Частоту радиочастотной энергии поддерживают от около 0,1 ГГц до около 2,0 ГГц, предпочтительно поддерживать частоту 0,4 ГГц.
В то время как предварительно нагретый стеклянный лист 102а нагревается посредством источника 116 радиочастотной энергии с целью образования обработанного стеклянного листа 102b, одновременно по меньшей мере одну внешнюю поверхность, предпочтительно две основные внешние поверхности, предварительно нагретого стеклянного листа 102а/обработанного стеклянного листа 102b охлаждают для поддержания желаемой разности или градиента температур между внутренней частью предварительно нагретого стеклянного листа 102а/обработанного стеклянного листа 102b и двумя основными внешними поверхностями предварительно нагретого стеклянного листа 102а/обработанного стеклянного листа 102b. Внутренняя часть предварительно нагретого стеклянного листа 102а/обработанного стеклянного листа 102b имеет более высокую температуру по сравнению с температурой внешних поверхностей предварительно нагретого стеклянного листа 102а/обработанного стеклянного листа 102b. Охлаждение осуществляют путем подведения по меньшей мере одного воздушного потока 129 к предварительно нагретому стеклянному листу 102а/обработанному стеклянному листу 102b. Должно быть понятно, что посредством сочетания нагревания и охлаждения образуют обработанный стеклянный лист 102b.
Предпочтительно, чтобы охлаждение осуществлялось путем подведения по меньшей мере одного воздушного потока или сжатого воздуха 129 к предварительно нагретому стеклянному листу 102а/обработанному стеклянному листу 102b. Более конкретно по меньшей мере одна система охлаждения, в целом обозначенная позицией 124, находится выше и/или ниже предварительно нагретого стеклянного листа 102а/обработанного стеклянного листа 102b, когда предварительно нагретый стеклянный лист 102а/обработанный стеклянный лист 102b продвигается через секцию 106 нагревания/охлаждения. Система 124 охлаждения включает в себя источник 126 сжатого воздуха 129, который выпускается через по меньшей мере одну форсунку 128, а предпочтительно - через множество форсунок 128. Форсунки 128 могут быть расположены в один или несколько рядов, состоящих из неподвижных, совершающих возвратно-поступательное движение или вращающихся форсунок 128.
В другом варианте осуществления, показанном на фиг.5, электроды 120 могут быть выполнены в виде трубчатых элементов или секций 121, имеющих по меньшей мере по одному отверстию 123 для прохождения сжатого воздуха через эти трубчатые секции 121 с целью одновременного создания эффекта охлаждения. Трубчатые секции 121 находятся между роликами 112 и расположены выше и ниже стеклянного листа 102, проходящего между ними.
Должно быть понятно, что система 100 может использоваться для закалки относительно тонких стеклянных листов 102 (например, толщиной меньше, чем 0,125 дюйма). Также должно быть понятно, что, применяя для резкого охлаждения воздух с меньшей степенью сжатия, систему 100 можно использовать для закалки стеклянных листов относительно нормальной толщины (например, толщиной 0,375 дюйма и больше). Кроме того, должно быть понятно, что одно или несколько устройств (непоказанных), измеряющих температуру, можно использовать для измерения температуры предварительно нагретого стеклянного листа 102а/обработанного стеклянного листа 102b. Также должно быть понятно, что обработанный стеклянный лист 102b может быть отформован с образованием любого числа форм и конфигураций, например, но без ограничения ею, в форме ветрового стекла (непоказанного) для автомобиля.
Секция 106 нагревания/охлаждения также может быть снабжена необязательным дверным устройством 130, которое действует избирательно, чтобы открываться, когда обработанный стеклянный лист 102b подготовлен к удалению из секции 106 нагревания/охлаждения, и закрываться после поступления обработанного стеклянного листа 102b в секцию 108 резкого охлаждения для сохранения уровня температуры внутри секции 106 нагревания/охлаждения.
Назначение секции 108 резкого охлаждения заключается в неожиданном и быстром охлаждении обработанного стеклянного листа 102b с целью образования закаленного стеклянного листа 102с. Предпочтительно, чтобы в течение процесса резкого охлаждения температура обработанного стеклянного листа 102b понижалась до температуры в пределах диапазона от около 400°F до около 600°F или ниже с целью образования закаленного стеклянного листа 102с. После процесса резкого охлаждения закаленный стеклянный лист 102с может быть дополнительно охлажден, например, до комнатной температуры.
Предпочтительно, чтобы резкое охлаждение осуществлялось путем подведения к обработанному стеклянному листу 102b по меньшей мере одного воздушного потока 132. Более конкретно, когда обработанный стеклянный лист 102b/закаленный стеклянный лист 102с продвигается через секцию 108 резкого охлаждения, по меньшей мере одна система охлаждения, в целом обозначенная позицией 134, находится выше и/или ниже обработанного стеклянного листа 102b/закаленного стеклянного листа 102с. Предпочтительно, чтобы система 134 охлаждения равномерно охлаждала обработанный стеклянный лист 102b, когда обработанный стеклянный лист 102b продвигается через секцию 108 резкого охлаждения для образования закаленного стеклянного листа 102с.
Предпочтительно, чтобы система 134 охлаждения включала в себя по меньшей мере один источник 136 сжатого воздуха 132, который выпускается через по меньшей мере одну форсунку 138, а предпочтительно - через множество форсунок 138. Форсунки 138 могут быть расположены в один или несколько рядов, состоящих из неподвижных, совершающих возвратно-поступательное движение или вращающихся форсунок.
Секция 108 резкого охлаждения также может быть снабжена необязательным дверным устройством 140, которое действует избирательно, чтобы открываться, когда закаленный стеклянный лист 102с подготовлен к удалению из секции 108 резкого охлаждения, и закрываться после удаления закаленного стеклянного листа 102с в окружающую среду для сохранения уровня температуры внутри секции 108 резкого охлаждения.
Обратимся к фиг.3 и 4, на которых показаны для сравнения графики разности (δt) температур между внутренней частью "a" относительно тонкого стеклянного листа 102 и внешней поверхностью "b" стеклянного листа 102 для известных системы и способа закалки и для системы и способа закалки согласно настоящему изобретению, соответственно. Из фиг.3 видно, что в случае типового резкого охлаждения относительно тонкого стеклянного листа 102, нагретого известным способом, получается относительно небольшая разность (δt) температур между внутренней частью "a" стеклянного листа 102 и внешней поверхностью "b" стеклянного листа 102. А именно, нет очень большой разности температур между внутренней частью и внешней поверхностью стеклянной пластины 102. Это весьма нежелательно для закалки относительно тонких стеклянных листов 102, поскольку в отсутствие значительной разности (δt) температур не обеспечивается возможность возникновения напряжений в стеклянных листах 102 при резком охлаждении обработанных стеклянных листов 102b.
В противоположность этому из фиг.4 видно, что в случае типового резкого охлаждения относительно тонкого стеклянного листа 102, нагретого согласно настоящему изобретению, создается большая разность (δt) температур между внутренней частью "a" стеклянного листа 102 и внешней поверхностью "b" стеклянного листа 102 по сравнению с такими разностями (δt) температур, получающимися в результате использования известных способов закалки. А именно существует более заметная разность температур между внутренней частью и внешней поверхностью стеклянного листа 102 по сравнению с такими разностями температур, получающимися в результате использования известных способов закалки. Это очень желательно для закалки относительно тонких стеклянных листов 102, поскольку наличие значительной разности (δt) температур обеспечивает возможность возникновения напряжений в стеклянных листах 102 при резком охлаждении обработанных стеклянных листов 102b.
Поэтому в настоящем изобретении используют радиочастотную энергию для быстрого, эффективного и экономичного нагревания предварительно нагретого стеклянного листа в течение этапа нагревания или обработки способа закалки. В то же самое время в течение этапа нагревания или обработки способа закалки предпочтительно использовать один или несколько воздушных потоков для поддержания желаемой разности или градиента температур между внутренней частью стекла и по меньшей мере одной внешней поверхностью стекла. Затем обработанное стекло резко охлаждают, чтобы получить закаленное стекло.
Настоящее изобретение описано иллюстративно. Понятно, что терминология, которая была использована, означает сущность слов описания, а не нечто ограничивающее.
В свете изложенных выше идей возможны многочисленные модификации и варианты настоящего изобретения. Поэтому настоящее изобретение в рамках объема приложенной формулы изобретения может быть осуществлено на практике иначе, чем описано.
Изобретение относится к системе и к способу одновременного нагревания и охлаждения стекла с целью получения закаленного стекла. Технический результат изобретения заключается в снижении затрат при нагревании стекла радиочастотной энергией и в создании способа получения тонкого закаленного стекла. Стеклянный лист предварительно нагревают до приблизительно температуры размягчения. Затем предварительно нагретый стеклянный лист нагревают радиочастотной энергией до температуры формования при одновременном охлаждении поверхности листа стекла. Этап одновременного нагревания и охлаждения включает в себя обеспечение по меньшей мере одного полого электрода. Использование полого электрода обеспечивает подвод радиочастотной энергии к стеклянному листу и по меньшей мере одного воздушного потока через электрод к по меньшей мере одной внешней поверхности стеклянного листа. Далее стеклянный лист подвергают резкому охлаждению с целью его закалки. 3 н. и 19 з.п. ф-лы, 5 ил.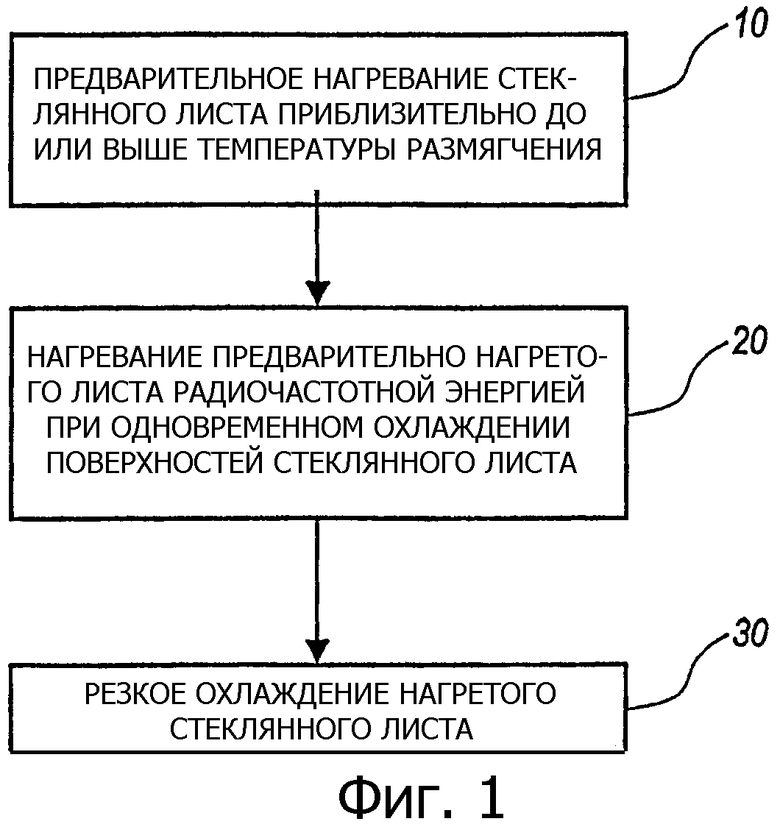
секцию предварительного нагревания, имеющую по меньшей мере один тепловой источник, расположенный выше и/или ниже стеклянного листа и выполненный с возможностью повышения температуры стеклянного листа до температуры, по существу равной или выше температуры размягчения стеклянного листа;
секцию нагревания/охлаждения, имеющую по меньшей мере один источник радиочастотной энергии, расположенный выше и/или ниже стеклянного листа и выполненный с возможностью повышения температуры предварительно нагретого стеклянного листа до температуры, по существу равной или выше температуры формования предварительно нагретого стеклянного листа, и поддержания желаемой разности температур между внутренней частью и внешней поверхностью стеклянного листа, при этом внутренняя часть имеет более высокую температуру по сравнению с температурой внешней поверхности, причем нагревание и охлаждение сочетаются для образования закаленного стеклянного листа.
| US 5827345 A, 27.10.1998 | |||
| DE 10132729 B4, 13.05.2004 | |||
| ПРИБОР ДЛЯ ВЫЧЕРЧИВАНИЯ МНОГОФОКУСНЫХ КРИВЫХ С ФОКАЛЬНЫМ СВОЙСТВОМ ПОСТОЯНСТВА СУММЫ РАССТОЯНИЙ | 1966 |
|
SU214823A1 |
| JP 59074632 A, 27.04.1984 | |||
| Релейное устройство | 1973 |
|
SU721922A1 |

