Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к резиновым изделиям, армированным волокнами.
Предшествующий уровень техники настоящего изобретения
Резиновые изделия, армированные волокнами, широко применяются как в промышленности, так и в быту. Рабочие характеристики армированных изделий из формованной резины зависят от прочности сцепления усиления с резиной и их воздухонепроницаемости.
Технология изготовления некоторых из таких резиновых изделий (автомобильных шин, пневматических амортизаторов) требует применения волокнистого слоя, обладающего свойствами однонаправленного растяжения этих изделий в процессе их изготовления. Для обеспечения качества таких резиновых изделий крайне важно, чтобы растяжение волокнистого слоя происходило равномерно, и чтобы расстояние между отдельными нитями оставалось одинаковым.
Желательно, чтобы воздухонепроницаемый элемент шины стабилизировал волоконное усиление и одновременно обеспечивал требуемое растяжение.
Краткое раскрытие настоящего изобретения
Резиновое изделие, армированное волокнами, включает в себя само резиновое изделие, слой армирующего волокна и полимер, обладающий воздухонепроницаемыми свойствами. Слой волокна содержит растягивающуюся воздухонепроницаемую пленку и слой встроенных или сцепленных 1) моноаксиально вытянутых ленточных элементов, или 2) многоволоконных нитей, выполненных из ПЭТ, полиамида, арамида или иного материала подобного рода. В настоящей заявке также раскрыты способы формирования резинового изделия, армированного волокнами.
Краткое описание чертежей
На фиг. 1 представлен местный вид в разрезе пневматической радиальной шины.
На фиг. 2А и 2В проиллюстрированы два варианта реализации воздухонепроницаемых систем со стабилизирующей тканью.
На фиг. 3 показано схематическое изображение одного из вариантов реализации ленточного элемента с одним слоем.
На фиг. 4 показано схематическое изображение одного из вариантов реализации ленточного элемента с двумя слоями.
На фиг. 5 показано схематическое изображение одного из вариантов реализации ленточного элемента с тремя слоями.
На фиг. 6 показано схематическое изображение одного из вариантов реализации ленточного элемента с порами и мелкими трещинами на поверхности.
На фиг. 7 представлен микроснимок поперечного сечения одного из вариантов реализации волокна с порами с увеличением в 50000 раз.
На фиг. 8А представлен микроснимок поперечного сечения одного из вариантов реализации волокна с порами и частицами, инициирующими образование пор, с увеличением в 20000 раз, где обозначен диаметр некоторых пор.
На фиг. 8В представлен микроснимок поперечного сечения одного из вариантов реализации волокна с порами и частицами, инициирующими образование пор, с увеличением в 20000 раз, где обозначена длина некоторых пор.
На фиг. 9 представлен микроснимок поверхности одного из вариантов реализации волокон с мелкими трещинами на поверхности с увеличением в 1000 раз.
На фиг. 10 представлен микроснимок поверхности одного из вариантов реализации волокон с мелкими трещинами с увеличением в 20000 раз.
На фиг. 11 представлен микроснимок поверхности одного из вариантов реализации волокон с мелкими трещинами с увеличением в 100000 раз.
На фиг. 12 показан вид спереди сегмента первого примера построения основовязаной ткани уточного переплетения, используемой в качестве стабилизирующей ткани в каркасе шины;
На фиг. 13 показан вид спереди сегмента второго примера построения основовязаной ткани уточного переплетения, используемой в качестве стабилизирующей ткани в каркасе шины;
На фиг. 14 показан вид сзади сегмента построения основовязаной ткани уточного переплетения по фиг. 13;
На фиг. 15 показано схематическое изображение узора размещения нитей продольного направления в основовязаной ткани уточного переплетения со стабилизирующими нитями для размещения в бортовых зонах каркаса шины.
Подробное раскрытие настоящего изобретения
На фиг. 1 представлен один из вариантов реализации армированного резинового изделия (200), представляющего собой автомобильную шину, которая содержит боковины (303), соединенные с протектором (305) плечами. Шина (200) включает в себя каркас (301), закрытый протектором (305). На фиг. 1 шина (200) представляет собой шину с радиальным расположением корда или радиальную шину. Однако настоящее изобретение не ограничено радиальными шинами, и может быть использовано в шинах иной конструкции. Каркас (301) обычно состоит из одного или нескольких слоев стабилизирующей ткани (312), заделанных в металлические бортовые кольца (307), которые проходят по внутренней окружности шины; при этом в области протектора (305) стабилизирующая ткань (312) покрыта по окружности, по меньшей мере, одним слоем брекера (334). Каркас (301) выполнен таким образом, что усиливающие нити (311) стабилизирующей ткани (312) расположены почти под прямым углом к направлению R вращения шины (200). Слои брекера (334) выполнены с использованием практически нерастяжимого основовязаного материала (331), такого как усиливающий металлокорд, который проходит в предполагаемом направлении R вращения шины или, что встречается чаще, под небольшим углом к нему. Угол расположения нерастяжимого основовязаного материала (331) может варьироваться в зависимости от способа изготовления или сферы применения. Слои (330) брекера проходят поперек протектора (305) шины, заканчиваясь кромками (332) в области шины (200), где протектор (305) соединяется с боковиной (303).
Экранирующий слой (343) брекера проходит между слоями брекера (334) и протектором (305). Экранирующий слой (343) брекера, показанный на фигуре, образован тканевой лентой (342), обернутой вокруг шинного корда (312) в направлении вращения шины и перекрывающей кромки (332) брекера (334). Кроме того, тканевая лента (342), показанная на фиг. 2, может быть обернута вокруг шинного корда (312) несколько раз с целью уменьшения эффекта разбалансировки шины (200), вызванного нахлестом. В альтернативном варианте экранирующий слой (343) может быть выполнен из тканевой ленты (342), перекрывающей кромки (332) брекера (334), или из тканевой ленты (342), обернутой по окружности вокруг каркаса (301) шины (200) с образованием узора в виде плоской спирали. Некоторые материалы, применяемые для изготовления экранирующего слоя, описаны в патентах США №№7,252,129, 7,614,436, и 7,931,062, содержание каждого из которых полностью включено в настоящую заявку посредством ссылки.
Поверх бортового кольца (307) проложен наполнительный шнур (310). При этом бортовое кольцо (307) и наполнительный шнур (310) обернуты - по меньшей мере, частично - крыльевой лентой или флиппером (320). Крыльевая лента (320) представляет собой тканевый слой, обернутый вокруг бортового кольца (307) и частично заведенный внутрь заворотного конца (330). К той части слоя (330), которая обернута вокруг бортового кольца (307), примыкает оберточная лента (340). Точнее говоря, оберточная лента (340) расположена с противоположной стороны той части заворотного конца (330), которая идет поверх крыльевой ленты (320). Боковина может также содержать и другие тканевые слои, не обозначенные на фигурах, например, ткань бортовой ленточки, ткань носка или ткань, оборачиваемая вокруг бортового кольца, которая проходит от бортового кольца вверх вдоль боковины, отходит от протектора вниз вдоль боковины (в области плеча) или полностью покрывает боковину. Все ткани, проходящие между бортовым кольцом и протектором, обозначены в настоящем документе как «ткани боковины». Они включают в себя ткани, также охватывающие бортовое кольцо и заходящие внутрь шины, к которым относится и ткань крыльевой ленты, при условии, что, по меньшей мере, часть такой ткани проходит между бортовым кольцом и протектором.
Каркас (301) шины требует большой прочности в радиальном направлении между бортовыми кольцами, т.е. под прямым углом к направлению вращения шины при ее использовании. Для обеспечения требуемой прочности стабилизирующая ткань (312) (которую иногда называют шинным кордом) обычно выполняется из плетеного материала с практически нерастяжимыми предварительно-напряженными нитями особо высокой прочности, проходящими в направлении основы (также известным как «продольное направление»), которые вытянуты и заранее напряжены на стадии формирования ткани и/или во время окончательной обработки. Эта ткань затем нарезается в направлении, перпендикулярном продольному (т.е. поперек направления основы). Отдельные куски ткани после этого поворачиваются на 90 градусов и собираются для размещения в каркасе (301) таким образом, чтобы высокопрочные нити основы были ориентированы между бортовыми кольцами в требуемом радиальном направлении. Таким образом, в окончательной конфигурации нити основы идут практически по окружности, т.е. в направлении вращения шины. Эта стабилизирующая ткань обычно накладывается на внутреннюю оболочку шины из бутилкаучука большой толщины и приклеивается к ней, образуя воздухонепроницаемый слой.
Было предложено создать такую стабилизирующую ткань (312), чтобы ее усиливающие нити (311) (также называемые иногда армирующими нитями корда) в направлении утка или в направлении, перпендикулярном продольному, устраняли необходимость в стадиях нарезки, поворота и сращивания, которые потребны при изготовлении традиционно используемой стабилизирующей ткани. В одном из вариантов осуществления настоящего изобретения стабилизирующая ткань каркаса выполнена из основовязаной ткани уточного переплетения, в которой уточное переплетение выполнено из относительно нерастяжимых армирующих нитей корда. В альтернативном варианте стабилизирующая ткань каркаса может представлять собой плетеную ткань уточного переплетения из относительно нерастяжимых армирующих нитей корда.
В альтернативном варианте стабилизирующая ткань каркаса может представлять собой нетканый материал с нитями из относительно нерастяжимого армирующего корда в направлении утка или в направлении, перпендикулярном продольному, как в безуточном грубом холсте или однонаправленной ткани. Более подробная информация о такой стабилизирующей ткани с относительно нерастяжимыми армирующими нитями корда в направлении утка представлена в заявке на патент США №12/836,256 поданной 14 июля 2010 года, содержание которой полностью включено в настоящий документ посредством ссылки.
Армированное резиновое изделие (200) может быть также представлено армированным резиновым шлангом. Одним из наиболее широко распространенных и пригодных для использования шлангов стандартного типа является шланг, армированный сеткой, в котором стабилизирующая ткань (содержащая усиливающие нити) сформирована нитями, навитым по спирали на гибкий шланг с образованием двух групп нитей, где нити одной группы образуют параллельные и равноотстоящие друг от друга линии, наложенные на такое же число поперечных нитей, также идущих параллельно на одинаковом расстоянии друг от друга; при этом они расположены симметрично относительно трубчатого тела шланга с образованием тканевой «сетки» с ячейками ромбовидной формы. Стабилизирующая ткань (312) обычно заделана в массив резины (220), образуя армированную воздухонепроницаемую ткань. Помимо шлангов волокна и волоконные слои могут быть использованы для усиления любых пригодных для этого резиновых изделий, в том числе ремней, таких как приводные ремни, офсетных резинотканевых пластин и трубок.
К некоторым другим армированным резиновым изделиям (200) можно также отнести офсетные резинотканевые пластины и приводные ремни. В офсетной печати стандартная функция офсетной резинотехнической пластины заключается в переносе типографской краски с печатной пластины на изделие, такое как бумага; при этом офсетная резинотехническая пластина постоянно контактирует с соответствующей печатной пластиной и бумагой, на которую наносится печать. Офсетные резинотканевые пластины обычно представляют собой ткань, заделанную в резину. Приводные ремни и иные типы ремней также выполнены из армированной резины с включенными в нее волокнами.
Воздушные амортизаторы, обычно называемые пневматическими подвесками, уже много лет используются в автомототранспортных средствах, обеспечивая подпружинивание подвижных частей автомобиля, главным образом, с целью поглощения ударных нагрузок, приходящихся на оси автомобиля в результате его столкновения с каким-либо объектом или попадания в яму. Эти пневматические подвески обычно состоят из гибких и упругих стаканов или баллонов, содержащих сжатый воздух или иную рабочую среду, и одного или нескольких поршней, расположенных в гибком стакане, которые обеспечивают сжатие и расширение, когда автомобиль испытывает толчки от неровностей дороги. Поршни вызывают сжатие и расширение внутри пневмоподвески, и поскольку стакан изготовлен из гибкого материала, это позволяет поршням перемещаться осесимметрично относительно друг друга во внутреннем пространстве стакана. Концы стакана обычно герметично соединены с поршнями или концевыми элементами; при этом стакан обычно характеризуется наличием одного или нескольких плоских концов, что позволяет концевым элементам перемещаться осесимметрично относительно друг друга между положением подбрасывания или смятия и положением отдачи подвески или выдвинутым положением без повреждения гибкого стакана.
Целесообразно, чтобы в сочетании с такой пневматической подвеской использовалось демпфирующее устройство или механизм для обеспечения демпфирования при управлении перемещениями пневматической подвески. В одном из вариантов реализации заявленного изобретения армированное резиновое изделие используется в пневматической подвеске. В некоторых вариантах осуществления настоящего изобретения армированное резиновое изделие используется в качестве проставки для поршня или бортовой накладки пневматической подвески в сборе.
В каждом из армированных резиновых изделий, таких как каркасы шины, офсетные резинотканевые пластины, пневматические амортизаторы или шланги, стабилизирующая ткань обычно приклеивается к толстому слою резины, что обеспечивает такому изделию воздухонепроницаемость. Для экономии трудозатрат и материалов было бы целесообразно объединить функциональные свойства ткани и резины в одном слое. Этой цели служит воздухонепроницаемая система согласно настоящему изобретению, содержащая стабилизирующую ткань.
Обратимся теперь к фиг. 2А и 2В, где представлены два варианта реализации воздухонепроницаемых систем, содержащих стабилизирующие ткани. Эти системы включают в себя стабилизирующую ткань (312), содержащую усиливающие нити (311), и воздухонепроницаемый слой (391). В одном из вариантов осуществления настоящего изобретения, который проиллюстрирован на фиг. 2А, воздухонепроницаемый слой представляет собой покрытие, наложенное на стабилизирующую ткань (312). В другом варианте осуществления настоящего изобретения, представленном на фиг. 2В, воздухонепроницаемый слой (391) представляет собой отдельный слой, соединенный со стабилизирующим слоем (312).
Стабилизирующая ткань (312) образована усиливающими нитями (311) (и другими нитями). В предпочтительном варианте усиливающие нити (311) в стабилизирующей ткани (312) идут в направлении, противоположном продольному, или в направлении утка. Усиливающие нити (311) могут представлять собой любые нити или волокна, пригодные для использования по назначению. Термин «нить» в контексте настоящего документа означает удлиненное тело. Нить может характеризоваться поперечным сечением любой приемлемой формы, например, круглой, многодолевой, квадратной, прямоугольной (ленточной) или овальной. В одном из вариантов осуществления настоящего изобретения нити представляют собой ленточные элементы. Ленточные элементы могут иметь в разрезе прямоугольную или квадратную форму. Иногда эти ленточные элементы могут также называться лентами, полосами, ленточными волокнами и т.п.
Один из вариантов реализации нити в виде ленточного элемента (10) представлен на фиг. 3. В этом варианте осуществления настоящего изобретения ленточный элемент (10) представляет собой первый слой (12) с верхней поверхностью (12а) и нижней поверхностью (12b). В одном из вариантов реализации заявленного изобретения ленточный элемент (10) характеризуется прямоугольным поперечным сечением. Считается, что ленточный элемент имеет прямоугольное или квадратное поперечное сечение, даже если один или несколько углов прямоугольника или квадрата немного скруглены, или если его противоположные стороны не идеально параллельны. Для некоторых сфер применения предпочтение отдается прямоугольному поперечному сечению, что обусловлено множеством причин. Во-первых, из-за большей поверхности склеивания. Во-вторых, во время нарушения адгезии под растягивающим напряжением оказывается вся ширина ленты, и деформация сдвига существенно уменьшается или устраняется. И наоборот, многоволоконные нити характеризуются очень небольшой площадью, находящейся под растягивающим напряжением, где наблюдаются области с различным соотношением растягивающего напряжения и сдвига по окружности волокна. В другом варианте осуществления настоящего изобретения поперечное сечение ленточного элемента (10) имеет квадратную или почти квадратную форму. В некоторых случаях, где слой характеризуется малой шириной и большой толщиной, предпочтительно иметь квадратное поперечное сечение. За счет этого имеющаяся ширина может вместить большее количество уложенных друг на друга ленточных элементов, что повышает несущую способность всей армирующей структуры.
В одном из вариантов осуществления настоящего изобретения первый слой ленточных элементов (10) имеет ширину около 0,1-6 мм, в предпочтительном варианте - примерно от 0,2 до 4 мм, а в еще более предпочтительном варианте -примерно от 0,3 до 2 мм. В другом варианте осуществления настоящего изобретения первый слой ленточных элементов характеризуется толщиной около 0,02-1 мм, в предпочтительном варианте - примерно от 0,03 до 0,5 мм, а в еще более предпочтительном варианте - примерно от 0,04 до 0,3 мм. В одном из вариантов осуществления настоящего изобретения ленточные элементы имеют ширину приблизительно 1 мм и толщину около 0,07 мм.
Первый слой (12) ленточного элемента (10) может быть выполнен из любого пригодного для этой цели ориентированного термопластика, т.е. пластика, волокна которого могут быть ориентированы в требуемом направлении. К таким термопластикам, пригодным для изготовления первого слоя, относятся полиамиды, сополимеры, полиэфиры, поликарбонаты, полиимиды и прочие ориентированные термопластичные полимеры. В одном из вариантов осуществления настоящего изобретения первый слой выполнен из полиамида, полиэфира и/или их сополимеров. В другом варианте реализации заявленного изобретения первый слой выполнен из полиамида или сополимера полиамида. В некоторых сферах применения предпочтение отдается полиамидам из-за их высокой прочности, способности сохранять свои свойства при высоких температурах, высокого модуля упругости и усталостных характеристик. В другом варианте осуществления настоящего изобретения первый слой выполнен из полиэфира или сополимера полиэфира. В некоторых сферах предпочтительно использовать полиэфиры, так как они характеризуются высоким модулем упругости, малой усадкой и отличными температурными характеристиками.
В одном из вариантов осуществления настоящего изобретения первый слой (12) ленточного элемента (10) представляет собой комбинацию полиэфира с найлоном-6. Полиэфир применяется из-за высокого модуля упругости и высокой температуры стеклования, что позволяет использовать его при изготовлении шинного корда и корда для усиления резины, главным образом, из-за его способности противодействовать образованию вмятин на шине. Найлон-6 применяется по множеству причин. Он легче поддается обработке в сравнении с найлоном-6,6. Одна из причин, по которой найлон-6 используется в этих вариантах осуществления настоящего изобретения, заключается в том, что он может действовать как усилитель адгезии. Найлон-6 характеризуется наличием поверхностных групп, с которыми латекс, содержащий резорцинформальдегидную смолу, может образовывать первичные химические связи через резольную группу. Эта комбинация представляет собой физическую смесь, в которой сополимер, полиэфир и найлон-6 не могут смешиваться друг с другом. В одном из вариантов осуществления настоящего изобретения порошок полиэфира и найлон-6 просто перемешиваются в нерасплавленном состоянии с образованием смеси, которая затем подается в экструдер. Экструдированные из этой физической смеси ленточные элементы характеризуются хорошим сцеплением с резиной и высоким модулем упругости.
Кроме того, полимеризация найлона-6 дает в результате определенное количество непрореагировавшего мономера (лактама), который действует как сомономер, что обеспечивает совместную растворимость полиэфира и найлона-6. Взаимодействие метилена со сложным эфиром позволяет двухкомпонентной смеси допускает большую разницу в содержании метилена перед разделением фаз. В смесях, сильно различающихся по метиленовой группе (как в этом случае), может наблюдаться энтропически обусловленная способность к смешиванию, если параметр сегментального взаимодействия смеси будет меньше критического значения. Небольшое разделение фаз и кристаллизация элементов разделения фаз неизбежны; однако, большая часть ленточных элементов представляется способной к образованию однородной смеси. Найлон-6,6 не является предпочтительным вариантом для использования из-за сильного фазового разделения при относительно низком объемном содержании найлона-6,6 в полиэфире. Это может быть обусловлено несколькими причинами. Найлон-6,6 характеризуется повышенной степенью полимеризации в сравнении с найлоном-6. Во-вторых, скорость кристаллизации найлона-6,6 намного превышает степень кристаллизации найлона-6. Это обусловлено тем фактом, что найлон-6,6 с его симметричной конфигурацией намного легче встроить в кристаллическую решетку, чем цепи найлона-6, которые должны быть сведены во встречно-параллельные цепи для полного завершения образования водородных связей.
Существует также уникальная причина, по которой данный используемый способ эффективен для экструзии и вытягивания полимерной смеси. Как было сказано выше, неизбежно небольшое разделение фаз. Элемент может не поддаваться вытягиванию и экструзии, если размеры экструдата слишком малы, как в случае с отверстиями фильер для монофиламентных и мультифиламентных нитей. Причина, по которой это не представляет собой проблему при использовании данного способа, заключается в его сходстве с процессом протяжки пленки, где щелевые отверстия мундштука настолько широки, что допускается незначительное разделение фаз и кристаллизация этих фаз без получения полностью разорванных участков.
В одном из вариантов осуществления настоящего изобретения смесь полиэфира с найлоном-6 содержит около 50-99 массовых процентов полиэфира и 1-50 массовых процентов найлона-6. В более предпочтительном варианте смесь полиэфира с найлоном-6 содержит 60-95 массовых процентов полиэфира и 5-40 массовых процентов найлона-6. В еще более предпочтительном варианте изобретения смесь полиэфира с найлоном-6 содержит около 70-90 массовых процентов полиэфира и 10-30 массовых процентов найлона-6. Весовые соотношения, выходящие за указанные пределы, вызывают чрезмерное фазовое разделение и кристаллизацию в баке охлаждения экструдата, приводя к отрыву элемента от основного экструдата. Весовые соотношения, выходящие за указанные пределы, требуют особых присадок, улучшающих смешиваемость, таких как дополнительные мономеры лактама и сополиэфиры.
В одном из вариантов реализации заявленного изобретения ленточные элементы предпочтительно характеризуются коэффициентом вытягивания, равным, по меньшей мере, около 5, модулем упругости, по меньшей мере, около 2 ГПа и плотностью, по меньшей мере, около 1,2 г/см3. В другом варианте осуществления заявленного изобретения первый слой характеризуется степенью растяжения, равной, по меньшей мере, 6. В еще одном из вариантов осуществления заявленного изобретения первый слой характеризуется модулем упругости, по меньшей мере, около 3 ГПа или, по меньшей мере, около 4 ГПа. В другом варианте реализации настоящего изобретения первый слой характеризуется плотностью, по меньшей мере, около 1,3 г/см3 и модулем упругости около 9 ГПа. В таких сферах применения, как шинный корд, экранирующий слой брекера, наружный слой или слой каркаса шин, для повышения эффективности предпочтение отдается первому слою с высоким модулем упругости. Предпочтение также отдается более низкой плотности этих ленточных элементов с тем, чтобы уменьшить их вес. Пористые волокна обычно характеризуются меньшей плотностью в сравнении с аналогичными волокнами без пор.
В одном из вариантов осуществления настоящего изобретения ленточный элемент содержит второй слой, как это проиллюстрировано на фиг. 4. На фиг. 4 представлен ленточный элемент (10), характеризующийся наличием первого слоя с верхней поверхностью (12а) и нижней поверхностью (12b) и второго слоя (14), расположенного на верхней поверхности (12а) первого слоя (12). Может быть также предусмотрен дополнительный третий слой (16), как это показано на фиг. 5, который прилегает к нижней поверхности (12b) первого слоя (12). Хотя представленные на этой фигуре второй слой (14) и третий слой (16) расположены на ленточном элементе (10) с поперечным сечением прямоугольной формы, второй и/или третий слой могут быть расположены на ленточном элементе любой формы. Если второй слой (14) и третий слой (16) уложены на ленточный элемент без боковых граней, то верхняя половина окружности будет называться «верхней» поверхностью, а нижняя половина окружности будет называться «нижней» поверхностью.
Опциональный второй слой (14) и третий слой (16) могут быть сформированы одновременно с первым слоем таким способом, как совместная экструзия, или же они могут быть наложены после формирования первого слоя (12) таким способом, как покрытие. Предпочтительно, чтобы второй и третий слои содержали полимер того же класса, что и первый слой, но при этом они могут содержать дополнительные полимеры. В одном из вариантов реализации заявленного изобретения второй слой и/или третий слой содержат блок-сополимер изоцианата. Второй слой (14) и третий слой (16) могут способствовать прилипанию волокна к резине. В предпочтительном варианте температура расплавления (Tm) первого слоя (12) превышает температуру расплавления (Tm) второго слоя (14) и третьего слоя (16).
В одном из вариантов осуществления настоящего изобретения ленточные элементы (10) содержат множество пор. На фиг. 5 показано волокно (10), включающее в себя первый слой (12), который содержит множество пор (20). На фиг. 7 представлен микроснимок поперечного сечения одного из вариантов реализации волокна с порами с увеличением в 50000 раз. В контексте настоящего документа термин «пора» означает «пустота без добавленных твердых или жидких веществ», хотя поры могут содержать газ. И хотя обычно принято считать, что пористые волокна могут не обладать физическими свойствами, необходимыми для их использования в качестве армирующего наполнителя резиновых изделий, было продемонстрировано, что пористые волокна обладают некоторыми уникальными преимуществами. Во-первых, наличие пор в волокне сказывается на массе полимера. Это означает, что плотность этих волокон должна быть ниже плотности аналогичных волокон без пор. Объемное содержание пор определяет процентную долю, на которую плотность этого волокна должна быть меньше плотности полимерной смолы. Во-вторых, на усилитель адгезии, вводимый в пористый слой/пористое волокно, поры действуют как диафрагмы, создавая тем самым эффект сцепления. В-третьих, форма этих пор может управлять фронтом распространения трещин в случае усталостной нагрузки. Дополнительная поверхность, доступная для распространения трещин, уменьшает потерю сингулярности напряжения в случае усталости при циклическом нагружении, в том числе при растягивающих и/или сжимающих нагрузках. Для термопластичных полимеров, составляющих первый слой (12) волокна (10), течения с большой скоростью сдвига во время растяжения слоев вдоль макромолекулярных цепей и удлинения приводят к появлению обедненных полимером областей или пор. Поры могут присутствовать в любом из слоев (12), (14) и (16) или во всех слоях ленточного элемента (10). Кроме того, стабилизирующий слой (312) может содержать некоторое количество волокон с порами и некоторое количество волокон без пор.
Поры (20) обычно характеризуются игольчатой формой, а это означает, что диаметр поперечного сечения поры перпендикулярно длине волокна будет намного меньше длины поры вследствие моноаксиальной ориентации волокна. Такая форма обусловлена моноаксиальным растяжением ленточных элементов (10).
В одном из вариантов реализации заявленного изобретения поры в ленточных элементах занимают 3-20% их объема. В другом варианте осуществления заявленного изобретения поры в ленточных элементах занимают около 3-18%, около 3-15%, около 5-18% или около 5-10% их объема. Плотность обратно пропорционально объему пор. Например, если объем пор составляет 10%, плотность будет уменьшена на 10%. Поскольку увеличение количества пор обычно наблюдается при более высоких коэффициентах вытягивания (что дает повышенную прочность), уменьшение плотности ведет к повышению удельной разрывной прочности и модуля упругости волокна, что желательно в некоторых сферах применения, таких как армирование высокотехнологичных шин.
В одном из вариантов осуществления настоящего изобретения диаметр образованных пор варьируется в пределах около 50-400 нм, а в предпочтительном варианте - от 100 до 200 нм; при этом длина пор составляет около 1-6 микрон, а в более предпочтительном варианте - от двух до трех микрон.
Поры (20) в ленточном элементе (10) могут быть образованы в процессе моноаксиального ориентирования без каких-либо дополнительных материалов, а это означает, что поры не содержат никаких посторонних частиц, которые могли бы способствовать порообразованию. Движущим фактором образования пор в ленточных элементах считается ориентирование. Можно полагать, что межмолекулярное смещение между полурасплавленными материалами приводит к образованию пор. Численная плотность пор зависит от вязкоэластичности полимерного элемента. Равномерность распределения пор по ширине ориентированного ленточного элемента зависит от того, полностью ли ориентирован полимерный элемент в процессе вытягивания в продольном направлении. Согласно наблюдениям для того, чтобы полимерный элемент был ориентирован в процессе вытягивания, тепло должно эффективно переноситься с нагревательного элемента (это может быть водонагреватель, воздухонагреватель, инфракрасный нагреватель, электронагреватель и т.п.) на полимерное волокно. Традиционно в производственных процессах, где используется конвекционный нагрев горячим воздухом, один из практически реализуемых способов ориентирования ленточных полимерных элементов с сохранением скорости технологического процесса заключается в ограничении ширины и толщины полимерных волокон. Это означает, что добиться полной ориентированности в продольном направлении можно намного легче, когда ленточные полимерные элементы получают экструзией с использованием щелевых мундштуков, или когда полимер протягивается через мундштук для экструзии пленки, а затем разрезается на узкие по ширине полоски перед их ориентированием.
В еще одном из вариантов осуществления настоящего изобретения ленточные элементы (10) содержат частицы, инициирующие порообразование. Частицами, инициирующими порообразование, могут быть любые пригодные для этого частицы. Частицы, инициирующие порообразование, остаются в готовом ленточном элементе, а их физические свойства выбираются в зависимости от требуемых физических свойств конечного ленточного элемента. Когда частицы, инициирующие порообразование, присутствуют в первом слое (12), нагрузка на этот слой (такая как моноаксиальное ориентирование) стремится расширить или удлинить этот обусловленный частицей дефект, что приводит к удлинению поры вокруг этого дефекта в направлении ориентации. Размеры пор и окончательные физические свойства зависят от степени и баланса ориентированности, температуры и скорости растягивания, кинетики кристаллизации и распределения частиц по размерам. Частицы могут быть органическими или неорганическими, и иметь любую форму, например, сферическую, пластинчатую или неправильную. В одном из вариантов реализации заявленного изобретения массовая доля частиц инициирующих порообразование, составляет около 2-15% волокна. В другом варианте осуществления настоящего изобретения массовая доля частиц инициирующих порообразование, составляет около 5-10% первого слоя.
В одном из предпочтительных вариантов осуществления настоящего изобретения частицы, способствующие образованию мелких трещин, представляют собой частицы наноглины. В одном из вариантов реализации заявленного изобретения в качестве наноглины используется материал Cloisite, в котором 10% глины характеризуются поперечными размерами частиц менее 2 мкм, 50% - менее 6 мкм, и 90% - менее 13 мкм, Плотность наноглины составляет около 1,98 г/см3. В некоторых сферах применения предпочтение отдается наноглине, что обусловлено множеством причин. Во-первых, наноглина обладает хорошей способностью к смешиванию с множеством полимеров, в частности, полиамидов. Во-вторых, предполагается, что большое относительное удлинение наноглины улучшает некоторые ее механические свойства за счет предпочтительной ориентированности в продольном направлении. В одном из вариантов осуществления заявленного изобретения массовая доля наноглины составляет около 5-10% волокна. В другом варианте реализации настоящего изобретения массовая доля наноглины составляет около 5-10% первого слоя. На фиг. 8А представлен микроснимок поперечного сечения одного из вариантов реализации волокна с порами и частицами, инициирующими образование пор, с увеличением в 20000 раз, где обозначен диаметр некоторых пор, а на фиг. 8В представлен микроснимок поперечного сечения одного из вариантов реализации волокна с порами и частицами, инициирующими образование пор, также с увеличением в 20000 раз, где обозначена длина некоторых пор.
Первый слой (14) и третий слой (16) могут быть пористыми, или практически не содержать пор. Наличие пор в поверхностных слоях (втором (14) и третьем (16) слоях) может помочь управлению размерами и концентрацией пор по всему первому слою (12), так как поверхностные слои уменьшают краевые эффекты процесса экструзии на внутреннем первом слое (12). В одном из вариантов осуществления настоящего изобретения второй слой (14) и/или третий слой (16) содержит частицы, инициирующие порообразование, поры и поверхностные мелкие трещины, тогда как первый слой (12) содержит поры, но не содержит частиц, инициирующих порообразование.
В другом варианте реализации заявленного изобретения, проиллюстрированном на фиг.6, ленточные элементы (10) содержат мелкие трещины (40), по меньшей мере, на одной из наиболее удаленной поверхности (на верхней поверхности (10а) или на нижней поверхности (10b)) ленточного элемента (10). Верхняя поверхность (10а) ленточного элемента (10) соответствует верхней поверхности (12а) первого слоя (12), а нижняя поверхность (10b) ленточного элемента (10) соответствует нижней поверхности (12b) первого слоя (12), если ленточный элемент (10) содержит только первый слой. Мелкие трещины могут также присутствовать во втором слое (14) и/или в третьем слое (16), если эти слои образуют наиболее удаленную поверхность ленточного элемента (10). На фиг. 9 представлен микроснимок поверхности одного из вариантов реализации волокон с мелкими трещинами на поверхности с увеличением в 1000 раз. На фиг. 10 представлен микроснимок поверхности одного из вариантов реализации волокон с мелкими трещинами с увеличением в 20000 раз.
Мелкие трещины, называемые также проходами, каналами или канавками, ориентированы по длине ленточного элемента (10) в моноаксиальном направлении. Средний размер этих мелких трещин лежит в диапазоне около 300-1000 мкм по длине, а их концентрация составляет около 5-9 трещин/мм2, как это показано на фиг. 11, представляющей собой микроснимок с увеличением в 100000 раз. Мелкие трещины образуются тогда, когда во время вытягивания или выполнения процесса ориентирования на поверхности волокна имеется дефект. В некоторых вариантах осуществления настоящего изобретения частицы наноглины или агломерированные частицы наноглины могут действовать как наведенные дефекты. Если в полимерном элементе присутствует частица наноглины, полимерный элемент будет ориентирован по фронту наведенной трещины в продольном направлении, что приведет к образованию мелких трещин.
В одном из вариантов реализации заявленного изобретения мелкие трещины образуются в результате воздействия частиц, инициирующих возникновение пор. В предпочтительном варианте мелкие трещины образованы частицами наноглины, инициирующими образование пор. И хотя поверхностные дефекты, какие как мелкие трещины, обычно рассматриваются как дефекты и по возможности устраняются в ленточных элементах, было продемонстрировано, что ленточные элементы (10), имеющие мелкие трещины, хорошо сцепляются с резиной при заделке в нее ленточных элементов, если эти элементы в стабилизирующей ткани (312) покрыты усилителем адгезии. И хотя это никак не связано с какой-либо конкретной теорией, считается, что усилитель адгезии заходит - по меньшей мере, частично - в трещины и заполняет их, образуя адгезионное покрытие и улучшая сцепление между ленточным элементом и резиной. И действительно, как показали испытания, прочность межмолекулярного сцепления в самой резине теряется до потери адгезии между ленточным элементом и резиной.
В другом варианте осуществления настоящего изобретения стабилизирующие нити (311) стабилизирующей ткани (312) могут представлять собой любые пригодные для этого нити. Нити могут характеризоваться любым приемлемым составом, размерами и/или формой. Эти дополнительные нити могут быть выполнены, помимо прочего, из полиамида, арамида (в том числе его мета- и пара-форм), ацетатного волокна, ПВС (поливинилового спирта), сложного полиэфира, полиолефина, поливинила, найлона (в том числе найлона-6, найлона-6,6 и найлона-4,6), полиэтиленнафталата (ПЭН), хлопка, стали, углерода, углепластика, полиакрила, политриметилентерефталата (ПТТ), полициклогексилдиметилтерефталата (ПЦТ), полибутилентерефталата (ПБТ), ПЭТ, модифицированного полиэтиленгликолем (ПЭГ), полилактидной кислоты (ПЛК); регенерированной целлюлозы (такой как гидроцеллюлоза или волокно марки Tencel); эластомерных материалов, таких как спандекс; высокотехнологичных волокон, таких как полиарамиды и полиимиды; натуральных волокон, такие как хлопок, льняное полотно, рами и конопля; материалов белкового происхождения, таких как шелк, овечья шерсть и шерсть других животных, таких как ангорская коза, альпака и викунья; полимеров, армированных волокнами; термоотверждающихся полимеров; а также из смесей и комбинаций указанных выше материалов. В одном из вариантов реализации заявленного изобретения стабилизирующие нити (311) представляют собой скрученные в несколько сложений нити из сложного полиэфира.
Стабилизирующая ткань (312), проиллюстрированная на фиг. 2, может представлять собой слой любой пригодной для использования ткани, например, плетеной ткани, вязаной ткани, нетканого полотна и однонаправленной ткани, В предпочтительном варианте стабилизирующая ткань (312) обладает достаточно открытой структурой для того, чтобы последующее покрытие (такое как резина) могло проходить сквозь стабилизирующий слой (312) с образованием минимального количества крупных клеток.
В одном из вариантов осуществления настоящего изобретения стабилизирующую ткань (312) представляет собой плетеную ткань, например, ткань полотняного переплетения, сатин, саржу, «рогожку», поплин, жаккардовую ткань и ткань крепового переплетения. В предпочтительном варианте плетеная ткань представляет собой ткань полотняного переплетения. Было продемонстрировано, что ткань полотняного переплетения обладает хорошими абразионными и потребительскими свойствами. Ткань саржевого переплетения, как было доказано, имеет хорошие свойства по сопряжению кривых, и поэтому ей также может быть отдано предпочтение для использования в резиновых изделиях.
В другом варианте реализации заявленного изобретения стабилизирующая ткань (312) представляет собой вязаную ткань, например, кругловязаную ткань, кругловязаную ткань рисунчатого платированного переплетения, двухфонтурное кругловязаное полотно, трикотажное полотно гладкого переплетения, двусторонний ворсовый трикотаж, трехнитный ворсовый трикотаж или трикотажное полотно с двойными петлями, ткань с булавчатым ворсом, основовязальное трикотажное полотно с проложенной уточной нитью, основовязальный трикотаж или основовязальный трикотаж с лицевой стороной без волокон с линейной плотностью, измеряемой в микро-денье, или с такими волокнами.
В еще одном из вариантов осуществления настоящего изобретения стабилизирующую ткань (312) представляет собой, например, трехоснонаправленную ткань или ткань с различной ориентацией волокон (вязаную, плетеную или нетканую). В еще одном варианте реализации заявленного изобретения стабилизирующую ткань (312) представляет собой ткань диагонального раскроя. В другом варианте в качестве стабилизирующей ткани (312) используется нетканое полотно. Термин «нетканое» относится к структурам, включающим в себя массу нитей, которые спутаны и/или сплавлены таким образом, чтобы они образовывали скоординированную структуру с определенной степенью внутреннего сцепления. Нетканое полотно, используемое в качестве стабилизирующей ткани (312), может быть получено разными способами, например, формованием из расплава, гидросцеплением, механическим спутыванием, вязально-прошивным методом и другими способами подобного рода.
В еще одном из вариантов осуществления настоящего изобретения используется однонаправленная стабилизирующая ткань (312), которая может содержать перекрывающиеся внахлест волокна, или же иметь зазоры между волокнами. В одном варианте реализации заявленного изобретения усиливающие нити обернуты без разрывов вокруг резинового изделия, образуя однонаправленный слой ткани; или же они выполнены навивкой назад и вперед по ширине резинового изделия, образуя однонаправленный слой с усиливающими нитями, идущими перпендикулярно направлению вращения. В некоторых вариантах осуществления настоящего изобретения наведение интервалов между усиливающими нитями может привести к небольшому вытеканию резины между волокнами, что может способствовать прилипанию.
В одном из вариантов реализации заявленного изобретения в качестве стабилизирующей ткани (312) использован основовязальный трикотаж; при этом ткань уточного трикотажного переплетения обычно содержит ряд проложенных утком усиливающих нитей (311) и ряд высокорастяжимых нитевидных элементов (142), проходящих в продольном направлении, образующих повторяющийся ажурный узор в рубчик (см. фиг. 12-15). В этой связи термином «высокорастяжимые нитевидные элементы» обозначены элементы, характеризующиеся удлинением при разрыве, которое превышает примерно 30%. Высокорастяжимые нитевидные элементы, проходящие в продольном направлении, задают растягиваемую зону (144) ткани, проходящую поперек центрального участка каркаса шины (или иного армированного резинового изделия (200)) внутрь от бортовых колец (307). На проиллюстрированной конфигурации опциональный ряд малорастяжимых нитевидных элементов (150), проходящих в продольном направлении, с относительно низкой степенью растяжения в сравнении с высокорастяжимыми нитевидными элементами (142), проходящими в продольном направлении, образует повторяющийся ажурный узор в рубчик, задавая зону (156) усиления с низкой растяжимостью, что дает дополнительную опору в местах, примыкающих к бортовым кольцам (307). В этой связи термином «малорастяжимые нитевидные элементы» обозначены нитевидные элементы, характеризующиеся удлинением при разрыве, которое не превышает примерно 30%. Как показано на проиллюстрированном примере структуры, и высокорастяжимые нитевидные элементы (142), и малорастяжимые нитевидные элементы (150) сформированы в так называемую «петельную цепочку», хотя при необходимости могут быть использованы и иные схемы петель, в том числе цепные швы, перевивочное переплетение трикотажных швов и т.п.
Исключительно для примера и без каких-либо ограничений на фиг. 15 представлено схематическое изображение узора размещения высокорастяжимых нитевидных элементов (142), проходящих в продольном направлении, задающих растягиваемую зону (144) ткани, а также малорастяжимых нитевидных элементов (150), задающих зону (156) усиления. Специалистам ясно, что хотя показана только одна зона (156) усиления, проиллюстрированный узор может повторяться на ткани множество раз так, что каждая из растягиваемых зон (144) ткани будет граничить с обеих стороны с зоной (156) усиления с низкой растяжимостью. Таким образом, нарезкой ткани в продольном направлении внутри зоны (156) усиления можно получить множество отрезов; при этом каждый такой отрез будет включать в себя внутреннюю растягиваемую зону (144) ткани с зоной усиления на каждой боковой кромке.
Интервал между зонами (156) усиления может быть задан с учетом размера данной шины так, чтобы зоны (156) усиления располагались в требуемом положении вблизи бортовых колец (307) или, по желанию, в других таких же местах. Как показано на проиллюстрированной схеме, зона (156) усиления включает в себя пару краевых сегментов (164) усиления, расположенных по бокам центрального сегмента (166) усиления. Как показано исключительно для примера, каждый из краевых сегментов (164) усиления, равно как и центральный сегмент (166) усиления, может иметь толщину около 1 см. Однако эти значения ширины при необходимости могут быть изменены. Согласно проиллюстрированному примеру плотность укладки (количество основных нитей на сантиметр) нитевидных элементов в продольном направлении может быть отрегулирована для получения требуемой структуры ткани. К примеру, согласно одному из вариантов осуществления настоящего изобретения малорастяжимыми нитевидными элементами (150) являются нити стандартного найлона-6,6 линейной плотностью 235 децитекс, плотность укладки которых в центральном сегменте (166) усиления составляет около 4,3 основных нитей на сантиметр, а плотность укладки в краевых сегментах (164) усиления составляет около 2,16 основных нитей на сантиметр. Высокорастяжимые нитевидные элементы (142) выполнены из частично ориентированного найлона-6,6 с линейной плотностью 78 децитекс/3 (всего 234 децитекс) с плотностью укладки в растягиваемых зонах (144) ткани около 0,86 основных нитей на сантиметр. Таким образом, когда ткань разделена на сегменты, концентрация нитей в продольном направлении больше по краям, чем внутри. Более того, нитевидные элементы, проходящие в продольном направлении, по краям являются малорастяжимыми нитями, обеспечивая тем самым дополнительную стабильность с боков.
В одном из примеров реализации заявленного изобретения высокорастяжимые нитевидные элементы (142), проходящие в продольном направлении, характеризуются удлинением при разрыве примерно 30-200%, в предпочтительном варианте - примерно от 60% до 150%, а в наиболее предпочтительном варианте - примерно от 60% до 100%, благодаря чему в процессе формирования шины они могут растягиваться на регулируемую величину. Предпочтительно, чтобы опциональные малорастяжимые нитевидные элементы (150), проходящие в продольном направлении, характеризовались удлинением при разрыве примерно 5-25%, в более предпочтительном варианте - примерно от 10% до 22%, а в наиболее предпочтительном варианте - \примерно от 15% до 20% с тем, чтобы зоны (156) усиления демонстрировали ограниченное растяжение во время формирования и эксплуатации шины. Процентное удлинение при разрыве высокорастяжимых нитевидных элементов (142), проходящих в продольном направлении, в предпочтительном варианте примерно в 1,5-6 раз превышает процентное удлинение при разрыве малорастяжимых нитевидных элементов (150), в еще более предпочтительном варианте примерно в 2-5 раз превышает процентное удлинение при разрыве малорастяжимых нитевидных элементов (150), проходящих в продольном направлении, а в наиболее предпочтительном варианте примерно в 3-5 раз превышает процентное удлинение при разрыве малорастяжимых нитевидных элементов (150), проходящих в продольном направлении.
Петельные столбики, образованные высокорастяжимыми нитевидными элементами (142) и малорастяжимыми нитевидными элементами (150), проходят вдоль так называемой основы или продольного направления ткани (312), стабилизирующей каркас. Усиливающие нити (311), проложенные по утку, проходят в направлении так называемого утка или в поперечном направлении ткани (312), стабилизирующей каркас. Как понятно любому специалисту в данной области техники, продольное направление ткани представляет собой направление, по существу совпадающее с выходом машины для выработки ткани. А поперечное направление представляет собой направление, проходящее по ширине машины для выработки ткани.
Как показано исключительно для примера, ткань (312), стабилизирующая каркас, может производиться на основовязальной машине с механизмом прокладывания уточных нитей, которая шире и быстрее традиционного ткацкого станка. Ткань дополнительно стабилизируется в основовязальной машине с механизмом прокладывания уточных нитей с помощью усиливающих нитей (311), вставляемых в выбранные петли нитевидных элементов (142) и (150), проходящих в продольном направлении. Ткань может быть раскроена между петельными столбиками в продольном направлении за счет ограниченного распускания или раздвижки нитей.
Специалистам в данной области техники понятно, что раскраивая стабилизирующую каркас ткань в продольном направлении, можно получать сегмент ткани фактически любой длины. Таким образом, ткань (312), стабилизирующая каркас, может проходить по окружности каркаса в виде цельной структуры без промежуточных разрывов по длине вследствие сращивания стабилизирующей ткани, кроме тех тканей, что используются в самом процессе сборки шин; при этом продольное направление ткани обычно совпадает с направлением вращения. При такой конфигурации усиливающие нити (311), проходящие в поперечном направлении, ориентированы в радиальном направлении, перпендикулярном направлению вращения. Материал, размер и шаг усиливающих нитей (311) и нитевидных элементов (142) и (150), проходящих в продольном направлении, выбирают таким образом, чтобы они обеспечивали каркасу (301) требуемую прочность.
Альтернативный вариант реализации ткани (312), стабилизирующей каркас, показан на фиг. 13 и 14. В частности, на фиг. 13 показана лицевая поверхность (на вязальной машине) ткани (312), стабилизирующей каркас, а на фиг. 14 показана изнаночная поверхность (на вязальной машине) той же ткани (312), стабилизирующей каркас. Как видно, этот пример осуществления настоящего изобретения включает в себя высокорастяжимые нитевидные элементы (142), проходящие в продольном направлении, которые образуют рисунчатое трикотажное переплетение или иное переплетении подобного рода во всей ткани, при этом множество узорообразующих нитей (154) основы, проходящих в продольном направлении, находятся в локализованных зонах (156) усиления ткани. Как видно, узорообразующие нити (154) основы расположены в зоне (156) усиления, где могут потребоваться дополнительная прочность и сопротивление растяжению. Как показано исключительно для примера и без каких-либо ограничений, такие узорообразующие нити (154) основы могут быть размещены в зоне (156) усиления, которая в окончательной конструкции шины будет граничить с бортовыми кольцами (307). Приведенные в качестве примера узорообразующие нити основы включают в себя крученые штапельные нити, мультифиламентные нити и/или монофиламентные нити; при этом они выполнены из материала, который будет удерживать каркас в направлении основы. Некоторыми подходящими для использования материалами являются: полиамид, арамиды (в том числе их мета- и пара-формы), вискоза, ПВС (поливиниловый спирт), сложный полиэфир, полиолефин, поливинил, найлон (в том числе найлон-6, найлон-6,6 и найлон-4,6), полиэтиленнафталат (ПЭН), полиэтилентерефталат (ПЭТ), хлопок, полиакриловые или другие известные искусственные или натуральные волокна. Одним из примеров такого материала, используемого для производства узорообразующих нитей основы, может служить частично ориентированный найлон-6,6 с линейной плотностью 235 дтекс, хотя могут быть использованы и другие материалы.
Согласно одному из примеров практического осуществления настоящего изобретения усиливающие нити (311) (иногда также называемые усиливающими кордами) могут вставляться в каждую петлю. На фиг. 12 и 13 исключительно для примера показаны лицевые поверхности (на вязальной машине) проложенной по утку ткани (312), стабилизирующей каркас, усиливающие нити (311) которой вставлены в каждую петлю. Однако усиливающие нити (311) могут таким же образом вставляться в повторяющие структуры, например, по одной уточине на каждые 2 петли, по одной уточине на каждые 3 петли, по одной уточине на каждые 4 петли и т.д. Усиливающие нити (311) могут также вставляться по определенной схеме, к примеру, по одной уточине на каждую петлю для 2, 3, 4, 5 и более петель, за которыми следует 1, 2, 3, 4, 5 и более петель без усиливающих нитей, прокладываемых по утку.
Высокорастяжимые нитевидные элементы (142) могут быть выполнены из натуральных и искусственных волокон, таких как сложные полиэфиры (например, полиэтилентерефталат, полипропилентерефталат, полибутилентерефталат и полимолочная кислота), полиолефины (например, полиэтилен и полипропилен), полиамиды (например, найлон-6, найлон-6,6 найлон-4,6 и найлон-12), и их комбинаций, а также из другого известного технического сырья или искусственных или натуральных волокон. К примеру, высокорастяжимые нитевидные элементы (142) могут быть выполнены из любой однокруточной монофиламентной или мультифиламентной нити, а также из любой крученой пряжи комбинированного переплетения, выполненной из любых перечисленных выше материалов. Согласно одному из вариантов осуществления заявленного изобретения высокорастяжимые нитевидные элементы (142) могут иметь линейную плотность от 22 децитекс (20 денье) до 470 децитекс (420 денье), как в отношении однокруточной нити, так и в отношении нитей комбинированного переплетения. Такие нити могут характеризоваться уровнем крутки примерно 150-1200 витков/метр (в предпочтительном варианте 400-800 витком/метр). Одной из таких нитей, подходящих для использования, может служить частично ориентированный найлон-6,6 с линейной плотностью 78 децитекс/3 (234 децитекс в целом) с круткой около 600 витков/метр и удлинением при разрыве около 78%. Однако при необходимости аналогичным образом могут быть использованы и другие материалы.
В качестве опциональных малорастяжимых нитевидных элементов (150), проходящих в продольном направлении и образующих зоны (156) усиления, могут служить крученые штапельные нити, мультифиламентные нити и/или монофиламентные нити, выполненные из материала, который будет удерживать каркас в окружном направлении. К материалам, пригодным для изготовления малорастяжимых нитевидных элементов (150), проходящих в продольном направлении, относятся сложные полиэфиры (например, полиэтилентерефталат, полипропилентерефталат, полибутилентерефталат и полимолочная кислота), полиолефины (например, полиэтилен и полипропилен), полиамиды (например, найлон-6, найлон-6,6 найлон-4,6 и найлон-12), арамиды (в том числе их мета- и пара-формы), вискоза, ПВС (поливиниловый спирт), полиэтиленнафталат (ПЭН), хлопок, углерод, стекловолокно, полиакриловые или другие известные искусственные или натуральные волокна. В одном из вариантов реализации настоящего изобретения в качестве малорастяжимых нитевидных элементов (150), проходящих в продольном направлении, могут выступать мультифиламентные крученные и/или многокруточные корды из двух или более нитей, выполненные из любых вышеперечисленных материалов или их сочетаний. Согласно еще одному из вариантов осуществления заявленного изобретения малорастяжимые нитевидные элементы (150), проходящие в продольном направлении, могут иметь линейную плотность от 111 децитекс (100 денье) до 700 децитекс (630 денье), как в отношении одной нити, так и в отношении нескольких нитей. Такие нити могут характеризоваться уровнем крутки примерно 150-1200 витков/метр (предпочтительно 400-800 витков/метр). Одной из таких нитей, подходящих для использования, может служить трехниточный частично ориентированный найлон-6,6 с линейной плотностью 235 децитекс и удлинением при разрыве около 19%. Однако при необходимости аналогичным образом могут быть использованы и другие материалы.
Любой из нитевидных элементов может представлять собой гибридную нить. Эти гибридные нити выполнены, по меньшей мере, их двух волокон разного волоконного материала (например, хлопка и найлона). Из этих разных волоконных материалов можно производить гибридные нити с разными химическими и физическими свойствами. Гибридные нити способны изменять физические свойства конечного продукта, в котором они используются. К некоторым предпочтительным гибридным нитям относится арамидное волокно с найлоновым волокном, арамидное волокно с вискозным волокном и арамидное волокно с полиэфирным волокном.
Согласно одному из примеров практической реализации настоящего изобретения усиливающие нити (311) могут быть сформированы из одной или нескольких нитей соответствующего полимерного волокна, такого как низкоусадочный высокомодульный полиэфир (HMLS), характеризующийся степенью крутки примерно 100-800 витков/метр, в более предпочтительном варианте - примерно от 200 до 600 витков/метр, а в наиболее предпочтительном варианте - примерно от 250 до 500 витков/метр, что обеспечивает формирование структуры из хорошо сцепленных друг с другом нитей. Линейная плотность усиливающих нитей (311) составляет около 230-5000 децитекс, в более предпочтительном варианте - примерно от 1500 до 4000 децитекс, а в наиболее предпочтительном варианте - примерно от 2000 до 3500 децитекс. Волокна, образующие усиливающие нити (311), могут быть предварительно обработаны путем вытягивания для исключения их растяжения в конечном изделии, а также обработаны усилителем адгезии, таким как РФЛ на основе винилпиридинового латекса, или иным усилителем до начала формирования ткани. Усиливающие нити (311) вставляются в основовязаную ткань в качестве составной части утка. Плотность укладки усиливающих нитей (311) варьируется в пределах от около 80 до около 140 основных нитей на дециметр, в более предпочтительном варианте - от около 95 до около 120 основных нитей на дециметр, а в наиболее предпочтительном варианте - от около 105 до около 115 основных нитей на дециметр. Усиливающие нити (311) проходят через петли, образованные основовязаными высокорастяжимыми нитевидными элементами (142), которые характеризуются линейной плотностью примерно 122-470 децитекс со степенью крутки примерно 150-1200 витков/метр и удлинением при разрыве, по меньшей мере, 30%. Полученная в результате ткань характеризуется прочностью на разрыв в направлении утка, по меньшей мере, 170 ньютон (например, более 173 ньютон, более 181 ньютон или более 186 ньютон). При 45 ньютон полученная в результате ткань характеризуется удлинением в направлении утка менее 5% (например, менее 4% или менее 3.5%). При 53 ньютон полученная в результате ткань характеризуется удлинением в направлении утка менее 7% (например, менее 6,5% или менее 5%). При 67 ньютон полученная в результате ткань характеризуется удлинением в направлении утка менее 7% (например, менее 6,5% или менее 5%). Полученная в результате ткань продемонстрировала прочность сцепления на отдир от подстилающего слоя резины более 100 ньютон на 25 мм (например, более 120 ньютон на 25 мм). Полученная в результате ткань характеризовалась усадкой при высокой температуре менее 3% (например, не более 2,8% не более 2,5% или не более 1,8%),
Кроме того, предполагается, что при необходимости стабилизирующая ткань (312) может представлять собой плетеное полотно. Эти ткани могут производиться разными способами, например, на пневматических бесчелночных ткацких станках, бесчелночных гидравлических ткацких станках или рапирных ткацких станках, которые хорошо известны любому специалисту в данной области техники. В этой связи использование рапирного ткацкого станка может оказаться предпочтительным, если используются усиливающие нити с высокой линейной плотностью. Исключительно в качестве примера, но не ограничиваясь этим вариантом, плетеная ткань может представлять собой ткань так называемого «полотняного переплетения» или «саржевого переплетения», в которой усиливающие нити (311), как это описано выше, проходят в направлении утка. При такой структуре нити основы могут быть выполнены из материала, аналогичного тому, который используется при изготовлении растяжимых нитей (142) для основовязаного переплетения с прокладкой уточной нити. Также предполагается, что при необходимости стабилизирующая ткань (312) может представлять собой безуточный грубый холст или иную ткань подобного рода.
Как было отмечено выше, усиливающие нити (311) могут быть подвергнуты покрытию методом погружения или иным образом обработаны усилителем адгезии до начала формирования ткани с целью улучшения сцепления с любым другим материалом, подлежащим армированию (как например, но не ограничиваясь этими вариантами, каучуксодержащим материалом, смолой на основе ПВХ и т.д.). Типичные примеры усилителей адгезии включают в себя латекс, содержащий резорциноформальдегидную смолу (РФЛ), а также материалы, не содержащие формальдегид, такие как материалы на основе изоцианата, материалы на основе эпоксидной смолы и материалы на основе меламиноформальдегидной смолы. В альтернативном варианте усилитель адгезии может наноситься после формирования ткани, например, методом погружения или иным способом.
Стабилизирующая ткань (312) может также содержать поверхностный слой реагента, придающего клейкость, или несхватывающегося клея, который наносится для усиления адгезии в процессе сборки невулканизованной шины. Это может устранить необходимость в каландрировании стабилизирующей ткани с резиновой подложкой в процессе сборки шины. Однако при необходимости такое каландрирование может быть проведено. Выбор материалов для реагента, придающего клейкость, зависит от материалов, выбранных для изготовления шины; и на основании этих известных данных любой специалист в данной области техники может без труда выбрать соответствующие материалы. Поверхностный слой, придающий клейкость, может быть выполнен различными способами, например, путем нанесения на ткань водного раствора канифоли или нефтяного остатка и каучуковых решеток или раствора невулканизованной резиновой смеси.
Как было отмечено выше, практика каландрирования стабилизирующей ткани с резиновой подложкой для последующего соединения с подлежащим внутренним слоем может довольно существенно утяжелить окончательно сформированную структуру за счет дополнительной массы резины. В частности, каландрирование стабилизирующей ткани с резиновой подложкой обычно приводит к увеличению массы усиленного слоя, которая составляет, по меньшей мере, 300% массы волокна в усиленном слое. Стабилизирующая ткань согласно настоящему изобретению может быть функционально связана с внутренней обшивкой, как с каландрированием, так и без каландрирования с подложкой в качестве предварительного этапа. Если каландрирования с подложкой не используется, то усилители адгезии, реагенты, придающие клейкость, и прочие материалы, наносимые на стабилизирующую ткань, могут присутствовать в относительно небольших количествах. В этой связи, согласно одному из примеров реализации заявленного изобретения, масса слоя со стабилизирующей тканью с учетом всех нанесенных на нее материалов может составлять примерно менее 170% массы волокнистых составляющих в слое со стабилизирующей тканью. Таким образом, общая масса резины в шине будет уменьшена. В некоторых случаях такое снижение массы может оказаться необходимым.
Устранение необходимости в каландрировании с подложечным слоем может также обеспечивать дополнительное преимущество, заключающееся в допущении растягивания стабилизирующей ткани независимо от какого-либо сдерживающего материала, такого как, например, слой каландрированной резины. Таким образом, за счет правильного выбора материалов и технологии производства характеристики растяжимости стабилизирующей ткани можно будет регулировать с большей точностью, на которую подложечный слой не будет оказывать никакого влияния.
На практике формование стабилизирующей ткани (312) начинается с выбора требуемых характеристик нитей. На предварительной стадии волокна, предназначенные для формования нитей, подвергаются вытягиванию для придания им требуемой прочности и удлинения. Затем волокна формируются в нити, после чего они могут скручиваться для обеспечения дополнительной механической упругости. После этого нити обрабатываются усилителем адгезии, таким как РФЛ, до начала формования ткани. Стабилизирующая ткань (312) формуется кусками большой ширины, например, 61,4 дюйма; при этом в случае необходимости она может быть дополнительно обработана усилителем адгезии. Если требуется поверхностный слой реагента, придающего клейкость, он наносится после формования ткани. Окончательно сформованная ткань разрезается в продольном направлении на отрезки заданной ширины для размещения на катушке. После этого ткань можно использовать по назначению, или же ее можно пропустить через каландры с резиновым покрытием для использования в каркасе шины поверх внутренней обшивки.
В процессе сборки шины каркас (301) шины формируется с использованием стабилизирующей ткани (312), металлических бортовых колец (307) и брекера (334). В этой связи стабилизирующая ткань (312) может быть размещена внутри каркаса (301) шины в непосредственном контакте с гало-каучуком или иным материалом, который может быть использован для изготовления внутренней обшивки. В альтернативном варианте между стабилизирующей тканью (312) и внутренней обшивкой может быть размещен один или несколько промежуточных слоев, если в этом есть необходимость. Если должно быть использовано более одного слоя стабилизирующей ткани, то целесообразно обложить стабилизирующую ткань слоем резинового покрытия или выполнить каландрирование стабилизирующей ткани с нанесением на нее тонкого слоя резины с целью улучшения адгезии между слоями в процессе сборки шины. По окончании формирования каркаса шины (и придания шине соответствующей формы) вокруг брекера (334) наматывается экранирующий слой (343) брекера. Методом отливки на узле формируется протектор (305), что завершает процесс создание шины (200).
Таким образом, способ согласно настоящему изобретению включает в себя формование ткани с нитями, проходящими в продольном направлении (т.е. в направлении основы) и в поперечном направлении (т.е. в направлении утка), например, методом плетения, основовязания, прокладки уточной нити или безуточного грубого плетения; при этом направление основы соответствует направлению, в котором ткань производится и принимается в ходе технологического процесса. В первом примере реализации заявленного изобретения, по меньшей мере, первое множество нитей, проходящих в продольном направлении (нитей основы), характеризуется удлинением при разрыве в пределах 30-200%. В другом примере осуществления настоящего изобретения нити утка (т.е. нити, проходящие в поперечном направлении) характеризуются удлинением при разрыве не более 30%. Затем ткань желательно разрезать по ширине; при этом ширина кусков должна соответствовать ширине, потребной для изготовления конкретной шины. После этого она может быть опционально обработана клейким реагентом или подвергнута иной обработке. Затем ткань может быть разрезана по длине, необходимой для покрытия всего диаметра барабана, на котором собирается шина, или же она может подаваться в виде непрерывного рулона, который раскраивается по длине по мере того как собирается каркас. На сборочный барабан помещается внутренняя обшивка; при этом стабилизирующая ткань размещается на барабане таким образом, чтобы нити, проходящие в продольном направлении в процессе создания ткани, оборачивались вокруг барабана и были ориентированы в шине практически в одном направлении с направлением вращения шины, а нити, проходящие в поперечном направлении, были ориентированы радиально относительно направления вращения шины. В любом случае, поскольку стабилизирующая ткань подается в виде непрерывного рулона материала, можно обеспечить непрерывную сборку шин без стыков, не считая тех, которые образуются в течение самого процесса сборки шины. К тому же, поскольку ткани не требуется слой каландрированной резины, который необходим при использовании других стандартных технологий, источник производственного отклонения может быть ликвидирован или же оно может быть сведено к минимуму.
Как показано на фиг. 2А и 2В, воздухонепроницаемая система (390) со стабилизирующей тканью содержит воздухонепроницаемый слой (391) в виде пленки или пленкообразующего покрытия. Воздухонепроницаемый слой предназначен для предотвращения выхода воздуха из армированного резинового изделия; при этом он заменяет собой обычную внутреннюю обшивку шины, выполненную из бутилкаучука.
Воздухонепроницаемый слой может быть выполнен из любого материала, пригодного для использования в конечном продукте. В предпочтительном варианте воздухонепроницаемый слой характеризуется степенью воздухонепроницаемости в пределах 100-200 см3/м2/день согласно стандартам ASTM D-3985 и DIN 53380, Teil 3. В более предпочтительном варианте воздухонепроницаемый слой характеризуется степенью воздухонепроницаемости в пределах 50-100 см3/м2/день.
Кроме того, материалы, образующие воздухонепроницаемый слой (391), в предпочтительном варианте характеризуются определенной упругостью и прочностью. Упругость обеспечивает расширение шины в процессе ее изготовления. Предпочтительно, чтобы воздухонепроницаемый слой (391) характеризовался удлинением при разрыве в пределах 50-400%, более предпочтительно - по меньшей мере, 100%, а еще предпочтительнее - в пределах около 50-200%.
Воздухонепроницаемый слой (391) может быть выполнен из любого пригодного для использования материала, в том числе, помимо прочего, из полиолефина (полиэтилена (ПЭ), полипропилена (ПП), этилвинилацетата (ЭВА), полиизобутилена (ПИБ), сополимеров и других полиолефинов подобного рода) или полиуретана (термопластичного уретана (ТПУ), термопластичного уретана/сополимеров полиэфира (ТПУ/СоПЭ), ТПУ/ТПУ и иных полиуретанов подобного рода). В другом варианте осуществления настоящего изобретения воздухонепроницаемый слой (391) может быть выполнен из полиамида (ПА), такого как найлон, сложного полиэфира (ПЭ или ПЭТ) и сополимеров ПА и ПЭ. В одном из вариантов реализации заявленного изобретения пленка или покрытие содержит небольшой процент бутилкаучука.
В одном из вариантов осуществления настоящего изобретения воздухонепроницаемый слой содержит полиамидный состав, включающий в себя полиамидную смолу (А) в качестве связующего и диспергированный в ней модифицирующий полимер (С), который имеет функциональную группу (В), способную вступать в реакцию с полиамидной смолой (А); при этом растягивающее напряжение при разрыве модифицирующего полимера (С) составляет 30-70% растягивающего напряжения при разрыве полиамидной смолы (А), а относительное удлинение при разрыве модифицирующего полимера (С) составляет 100-500% относительного удлинения при разрыве полиамидной смолы (А). Более подробная информация об этом химическом составе представлена в патенте США №8,021,728, опубликованного 20 сентября 2011 года, содержание которого включено в настоящую заявку посредством ссылки.
В другом варианте осуществления настоящего изобретения воздухонепроницаемый слой содержит динамически вулканизированный каучуковый сплав Exxcore™, представляющий собой смесь особого эластомера с найлоном.
Если воздухонепроницаемый слой (391) представляет собой покрытие, то в предпочтительном варианте это покрытие образовано пленкообразующим полимером, а это означает, что после нанесения полимер образует непрерывную пленку, обладающую требуемыми характеристиками. В другом варианте реализации заявленного изобретения воздухонепроницаемый слой (391) представляет собой пленку с воздухонепроницаемым покрытием на ее поверхности.
В предпочтительном варианте воздухонепроницаемый слой (391) обладает хорошей сцепляемостью со стабилизирующей тканью (312) и другими компонентами армированного резинового изделия (200) (чаще всего с резиной). Воздухонепроницаемый слой (391) предпочтительно характеризуется хорошими свойствами термического соединения, а это означает, что для улучшения сцепления его можно нагреть. В предпочтительном варианте воздухонепроницаемый слой (391) сцепляется и образует связи со слоем усилителя адгезии, например, РФЛ; при этом РФЛ также образует связи с резиной, обеспечивая надежное сцепление между воздухонепроницаемым слоем и резиной.
Воздухонепроницаемый слой (391) может характеризоваться любой приемлемой толщиной, которая придает слою (391) технологические и функциональные свойства. В одном из вариантов осуществления настоящего изобретения воздухонепроницаемый слой, представляющий собой пленку, характеризуется толщиной в пределах около 35-200 микрометров, а в более предпочтительных вариантах - в пределах около 35-100 микрометров. В одном из вариантов реализации заявленного изобретения воздухонепроницаемый слой, представляющий собой покрытие, имеет толщину в пределах около 35-300 микрометров, в более предпочтительном варианте - в пределах около 35-200 микрометров, а в наиболее предпочтительном варианте - в пределах около 35-100 микрометров. В тех вариантах осуществления настоящего изобретения, где стабилизирующая ткань (312) представляет собой плетеную или вязаную структуру, покрытую воздухонепроницаемым слоем (391), предпочтительно, чтобы этот воздухонепроницаемый слой (391) характеризовался толщиной в пределах около 600-1000 мкм.
Воздухонепроницаемый слой (391) в виде пленки может быть образован с помощью стандартных методов формования пленки. Воздухонепроницаемый слой (391) в виде покрытия может быть нанесен любым приемлемым способом, в том числе ножом, с помощью валка с ножом над ним, через зазор и наливом. Стандартная технология нанесения воздухонепроницаемого покрытия представляет собой процесс нанесения воздухонепроницаемого полимера на поверхность плетеной или вязаной структуры или пленки с помощью ножа.
В одном из вариантов осуществления настоящего изобретения воздухонепроницаемая система со стабилизирующей тканью формируется путем создания на первой стадии отдельной пленки с последующим размещением однонаправленных нитей (ленточных элементов или иных элементов подобного рода) таким образом, чтобы указанные нити проходили в поперечном направлении. Адгезионные материалы могут наноситься на пленку перед размещением нитей; при этом они действуют как клей и могут дополнительно обволакивать уже размещенные нити для улучшения их сцепления с другими компонентами армированного резинового изделия (например, с резиной).
За счет воздухонепроницаемой системы со стабилизирующей тканью, предпочтительно используемой при изготовлении шин вместо двух разных материалов, которые необходимо уложить слоями, проклеить и соединить друг с другом в процессе изготовления шины, тканевая система позволяет использовать в этом процессе всего один компонент, выполняющий множество функций.
В одном из вариантов реализации заявленного изобретения усилитель адгезии обволакивает - по меньшей мере, частично - нити воздухонепроницаемой системы со стабилизирующей тканью. При подготовке полимерного композита проблема часто состоит в том, как обеспечить хорошее сцепления между резиной и волокнами и волокнистыми слоями. Обычный способ усиления сцепления между резиной и волокнами заключается в предварительной обработке нитей адгезионным слоем, который обычно образован смесью каучукового латекса с продуктом конденсации фенолформальдегидной смолы; при этом в качестве фенола почти всегда используется резорцин. Это так называемый метод «РФЛ» (резорцинформальдегиднолатексный). Латекс, содержащий резорцинформальдегидную смолу, может содержать бутадиенвинилпиридиновые латексы, стирол-бутадиеновые латексы, воски, наполнители и/или прочие добавки. «Клейкий слой» в контексте настоящего документа представляет собой состав на основе РФЛ и прочие резиновые клеи не на основе РФЛ.
В одном из вариантов осуществления настоящего изобретения в химической структуре клейкого слоя не предусмотрен латекс на основе РФС (резорцинформальдегидной смолы). В одном варианте реализации заявленного изобретения химическая структура клейкого слоя не содержит формальдегида. В еще одном из вариантов химический состав адгезионного слоя включает в себя продукт конденсации несшитой резорцинформальдегидной и/или резорцино-фурфурольной смолы (или водорастворимый продукт конденсации фенолформальдегидной смолы), каучуковый латекс и альдегидный компонент, такой как 2-фурфурол. Такой состав может наноситься на тканевую основу и использоваться для улучшения сцепления между тканевой основой и резиноподобными материалами. Подробная информация о таких химических составах, а также о том, почему в некоторых сферах применения предпочтение отдается им, а не латексу на основе РФС, представлена в заявке на патент США №2012/0214372, опубликованной 23 августа 2012 года, в заявке на патент США №2012/0211139, опубликованной 23 августа 2012 года, и в заявке на патент США №8,247,490, опубликованной 21 августа 2012 года; при этом содержание указанных заявок полностью включено в настоящий документ.
Клейкий слой может быть нанесен на нити до или после формования стабилизирующей ткани. Клейкий слой может быть также нанесен на воздухонепроницаемый слой до и/или после того, как он будет соединен со стабилизирующим слоем. В предпочтительном варианте клейкий слой представляет собой слой латекса, содержащий резорцинформальдегидную смолу (РФЛ) или слой резинового клея. Как правило, клейкий слой наносится путем погружения волоконного слоя или волокон в соответствующий адгезионный раствор. Затем волоконный слой или волокна проходят через отжимные валки и сушилку для удаления избыточной влаги. Клейкий слой обычно отверждается при температуре в пределах 150°-200°С.
В поверхностный слой (второй и/или третий слой) волокна может быть также введен усилитель адгезии; или же он может быть нанесен на волокно и/или волоконный слой в виде отдельной пленки. Термопластические пленки этой категории состоят из различных полиамидов и их сополимеров, полиолефинов и их сополимеров, полиуретанов и метилметакриловой кислоты. К примерам таких пленок относятся пленки 3М™ 845, 3М™ NPE-IATD 0693 и Nolax™ А21.224.
В тех вариантах осуществления настоящего изобретения, где нити представляют собой ленточные элементы, эти ленточные элементы могут быть сформованы любым приемлемым способом или методом. Применяются два предпочтительных способа формования армированных резиновых изделий. Первый способ начинается с разрезания экструдирующего полимера на волокна (в одном из вариантов волокна представляют собой ленточные элементы с поперечным сечением прямоугольной или квадратной формы). Мундштук или формующая головка обычно содержит 5-60 щелей, в каждой из которых формуется волокно (ленточный элемент). В одном из вариантов реализации заявленного изобретения каждый щелевой мундштук характеризуется шириной примерно 15-50 мм и толщиной около 0,6-2,5 мм. Ширина экструдированных волокон обычно составляет 4-12 мм. Экструдированные волокна содержат один слой; однако может быть предусмотрен второй и/или третий слой, если применить совместную экструзию.
Затее эти волокна вытягиваются в моноаксиальном направлении. В одном варианте осуществления настоящего изобретения коэффициент вытягивания вытянутых волокон предпочтительно равен пяти или выше, и в этом случае волокна будут характеризоваться модулем упругости, по меньшей мере, около 2 ГПа и плотностью, по меньшей мере, около 0,85 г/см3.
Если необходим второй и/или третий слой, то по окончании формования волокон они могут быть нанесены любым приемлемым способом, в том числе, помимо прочего, методом ламинирования, обкладки, печати и экструзионного покрытия. Это может быть сделано до или после окончания стадии моноаксиального ориентирования.
В одном из вариантов осуществления настоящего изобретения вытягивание волокон приводит к образованию в них пор. В одном варианте реализации заявленного изобретения объем образованных пор составляет около 3-18% об. В другом варианте осуществления настоящего изобретения экструдат представляет собой полимер с частицами, инициирующими порообразование, что приводит к образованию пор в волокнах и/или мелких трещин на их поверхности.
Волокна образуют волоконный слой, который может представлять собой плетеную ткань, вязаную ткань, нетканое полотно или однонаправленную ткань. Затем волокна могут быть опционально покрыты усилителем адгезии, таким как РФЛ-покрытие, и заделаны - предпочтительно полностью - в резину. В тех вариантах реализации заявленного изобретения, где волокна содержат мелкие трещины, предпочтительно, чтобы они были заполнены - по меньшей мере, частично - клейким покрытием.
При использовании второго способа в результате экструзии образуется полимерная пленка. Экструдированная пленка содержит один слой; однако может быть предусмотрен второй и/или третий слой, если применить совместную экструзию. Далее пленка разрезается на множество волокон. В одном из вариантов реализации заявленного изобретения волокна представляют собой ленточные элементы с поперечным сечением прямоугольной или квадратной формы. Эти волокна затем вытягиваются в моноаксиальном направлении. В одном варианте осуществления настоящего изобретения коэффициент вытягивания вытянутых волокон предпочтительно равен пяти или выше, и в этом случае волокна будут характеризоваться модулем упругости, по меньшей мере, около 2 ГПа и плотностью, по меньшей мере, около 0,85 г/см3.
Если необходим второй и/или третий слой, то по окончании формования волокон они могут быть нанесены любым приемлемым способом, в том числе, помимо прочего, методом ламинирования, обкладки, печати и экструзионного покрытия. Это может быть сделано до или после окончания стадии моноаксиального ориентирования.
В одном из вариантов осуществления настоящего изобретения вытягивание волокон приводит к образованию в них пор. В одном варианте реализации заявленного изобретения объем образованных пор составляет около 3-18% об. В другом варианте осуществления настоящего изобретения экструдат представляет собой полимер с частицами, инициирующими порообразование. При моноаксиальной ориентации это приводит к образованию пор в волокнах и/или мелких трещин на их поверхности.
Волокна образуют волоконный слой, который может представлять собой плетеную ткань, вязаную ткань, нетканое полотно или однонаправленную ткань. Затем волокна могут быть опционально покрыты усилителем адгезии, таким как РФЛ-покрытие, и заделаны - по меньшей мере, частично - в резину. В тех вариантах реализации заявленного изобретения, где волокна содержат мелкие трещины, предпочтительно, чтобы они были заполнены - по меньшей мере, частично - клейким покрытием.
В одном из вариантов осуществления настоящего изобретения мундштук для экструзии пленки или волокон имеет поперечное сечение прямоугольной формы (характеризуясь при этом наличием верхней грани, нижней грани и двух боковых граней), где, по меньшей мере, одна из граней мундштука - верхняя или нижняя -имеет неровную поверхность. С помощью этого мундштука можно получать пленки с требуемой структурой или текстурой поверхности.
В другом варианте осуществления настоящего изобретения волокна подвергаются термообработке до формирования волоконного слоя. Термообработка волокон придает им некоторые преимущественные свойства, такие как повышенная прочность, более высокий модуль упругости, уменьшенная растяжимость и низкая усадка. Способы термообработки волокон включают в себя конвекционную термообработку горячим воздухом, нагрев паром, нагрев инфракрасными лучами или кондукционный нагрев, например, растягивание над нагревательными пластинами -все под растягивающим напряжением.
Все ссылки, в том числе на публикации, заявки на патенты и на сами патенты, перечисленные в настоящей заявке, включены в содержание этой заявки посредством ссылки в такой же мере, как если бы было отдельно и особо указано, что каждая ссылка включена в настоящий документ посредством ссылки и изложена в этой заявке во всей своей полноте.
Использование терминов в единственном и множественном числе в контексте описания настоящего изобретения (особенно в контексте следующей далее формулы изобретения) должно толковаться как охватывающее и единственное число, и множественное число, если только в настоящем документе не указано иное, или если это явно не противоречит контексту. Термины «содержит», «имеет», «включает в себя» и «представляет собой» должны толковаться как неограничивающие термины (т.е. означающие «включает в себя, помимо прочего»), если только не указано иное. Перечисление диапазонов значений в этой заявке является кратким способом отсылки к каждому отдельному значению, входящему в какой-либо диапазон, если только в настоящем документе не указано иное; при этом каждое отдельное значение включено в настоящее описание, как если бы оно было изложено в этой заявке отдельно. Все способы, описанные в настоящей заявке, могут быть реализованы в любом приемлемом порядке, если только в настоящем документе не указано иное, или если это явно не противоречит контексту. Использование всех без исключения примеров или типовых формулировок (например, «такой как»), представленных в этой заявке, служит исключительно для лучшего пояснения сущности изобретения и не накладывает каких-либо ограничений на его объем, если только не указано иное. Ни одна из формулировок в представленном описании не должна толковаться как указывающая на то, что какой-либоиз незаявленных в формуле изобретения элементов является существенным для применения настоящего изобретения на практике.
В этой заявке описаны предпочтительные варианты осуществления настоящего изобретения, в том числе наилучший способ его реализации, известный изобретателям. После ознакомления с вышеизложенным описанием специалистам в данной области техники станут понятны разновидности указанных предпочтительных вариантов осуществления настоящего изобретения. Изобретатели предполагают, что специалисты в данной области техники будут использовать эти разновидности надлежащим образом; при этом предполагается, что изобретение может быть применено на практике иначе, чем это описано в настоящей заявке. Таким образом, заявленное изобретение включает в себя все модификации и эквиваленты объекта настоящего изобретения, заявленного в прилагаемой формуле изобретения в рамках действующего законодательства. Более того, заявленное изобретение охватывает любые сочетания описанных выше элементов во всех их возможных разновидностях, если только в настоящем документе не указано иное, или если это явно не противоречит контексту.
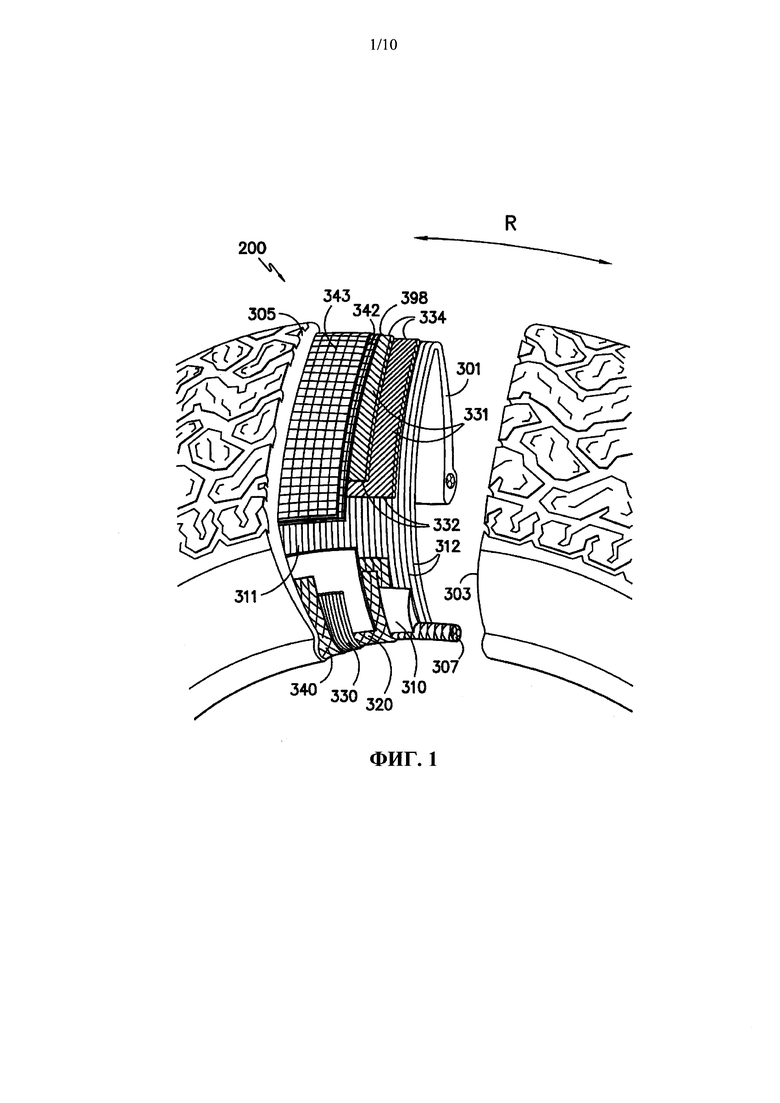
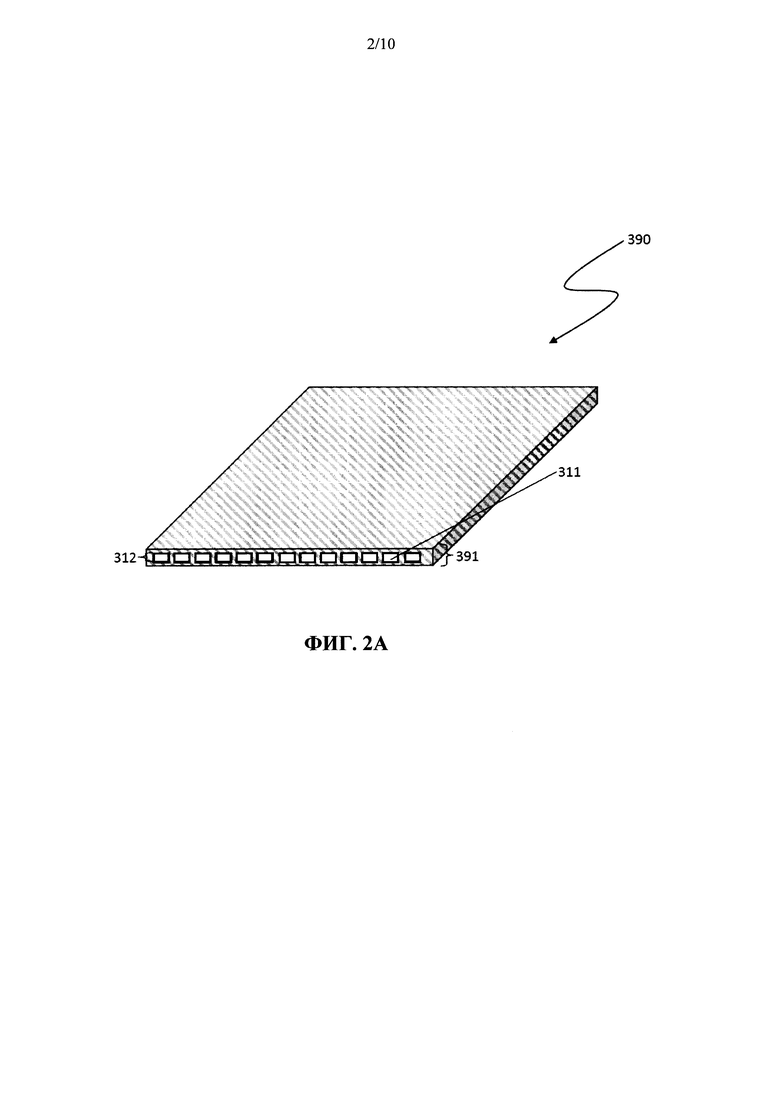
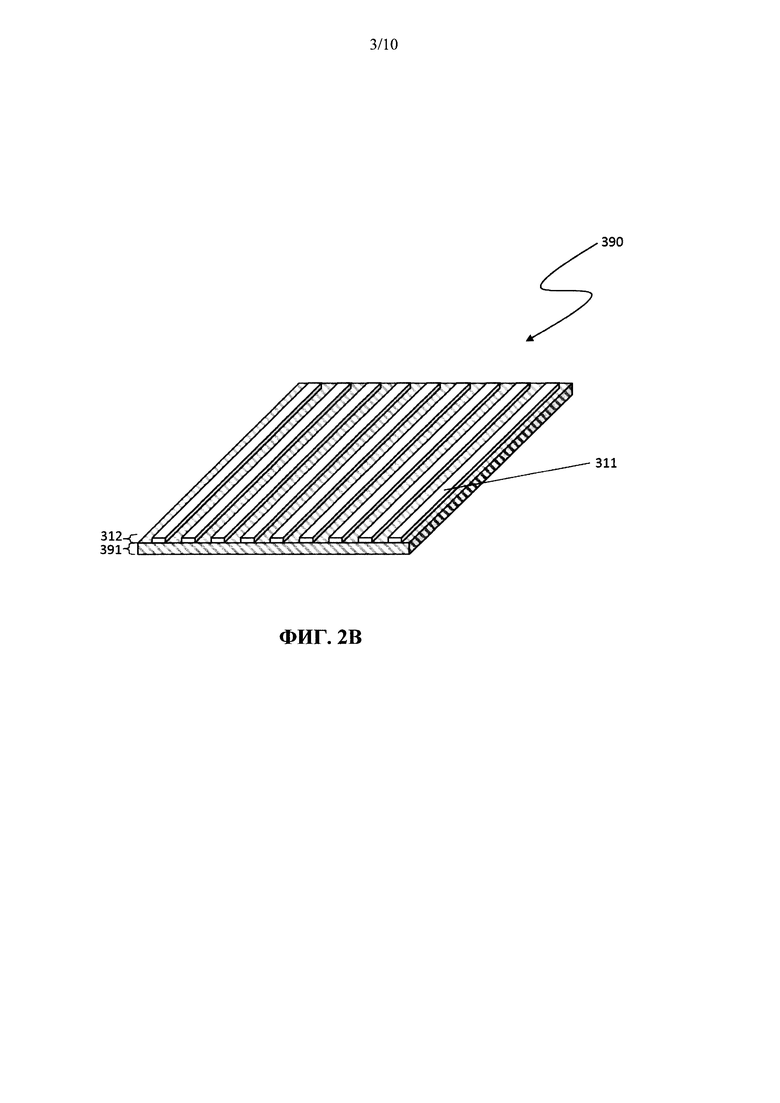
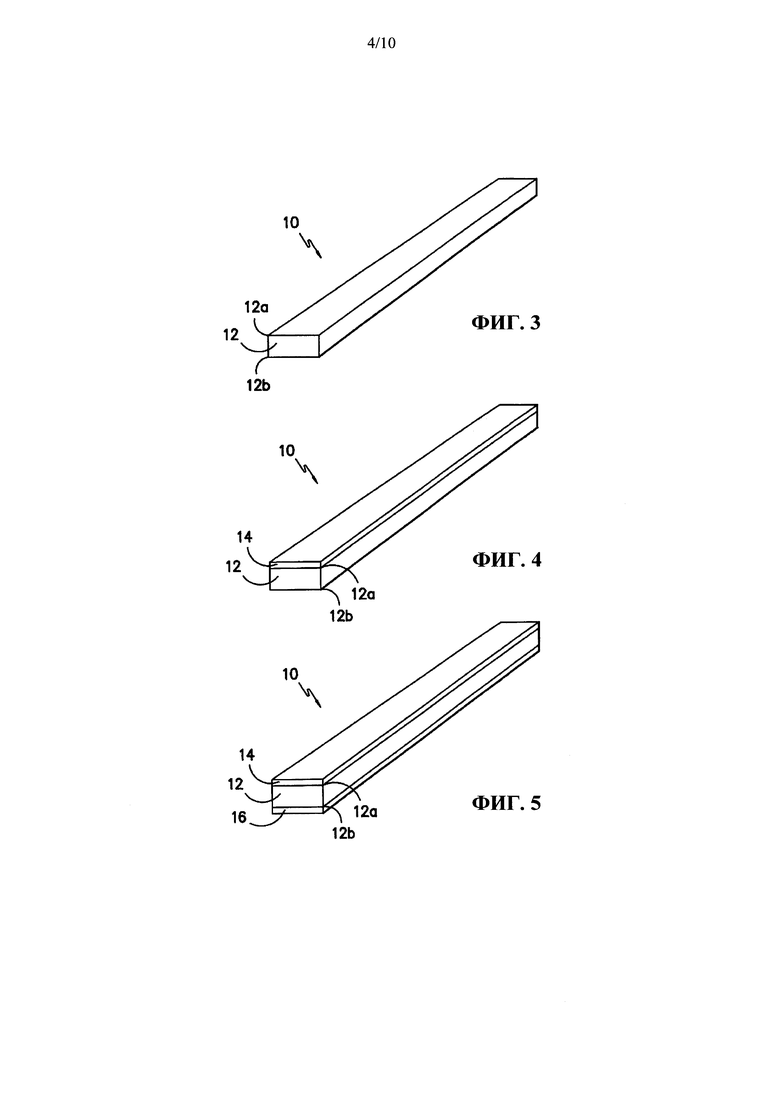
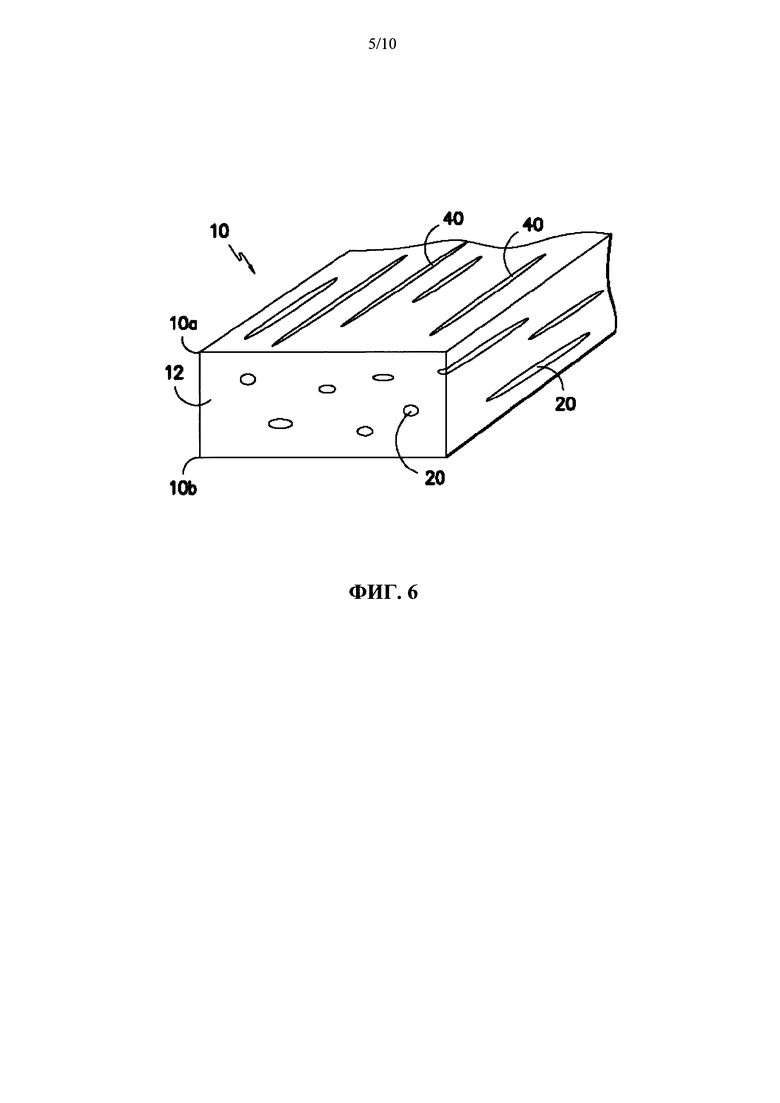

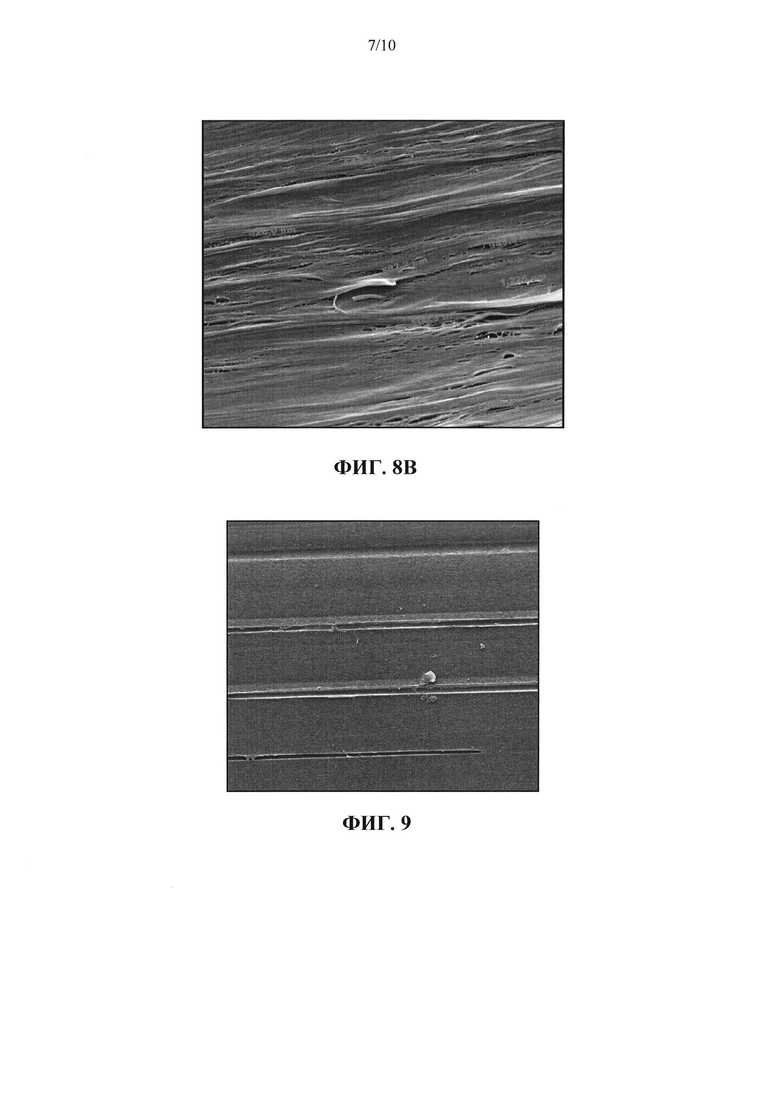
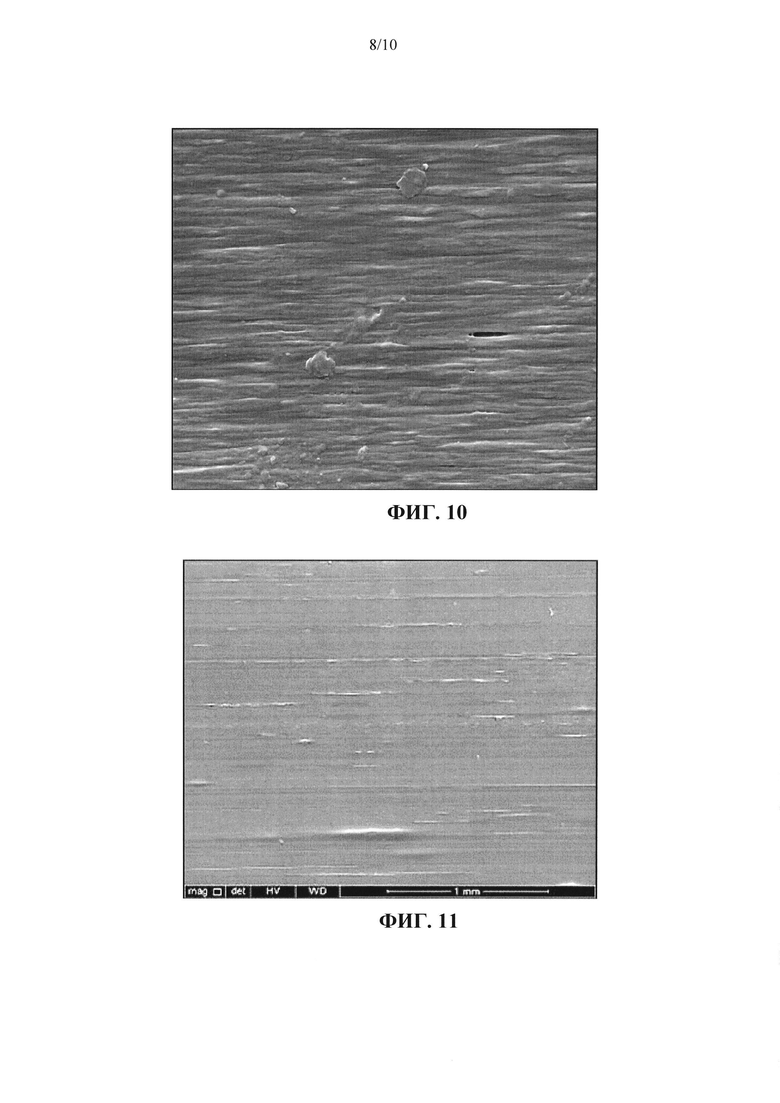
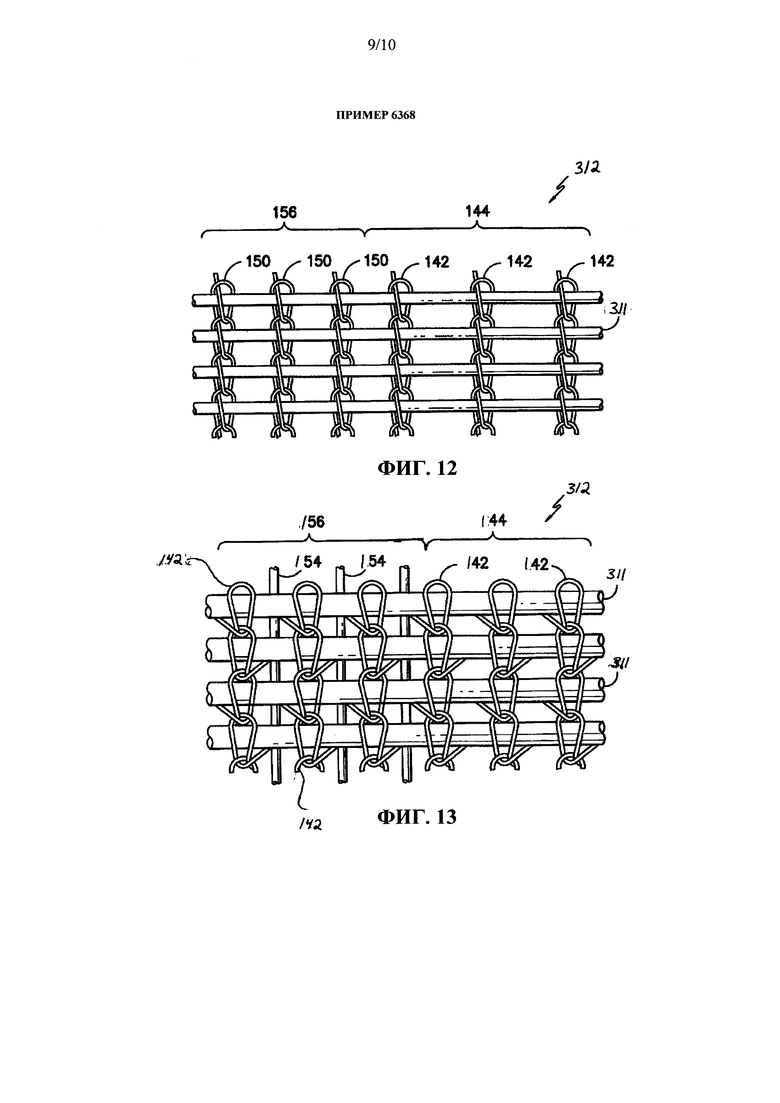

Изобретение относится к автомобильной промышленности. Каркас шины содержит, по меньшей мере, один слой стабилизирующей ткани и воздухонепроницаемый слой, соединенный со стабилизирующей тканью. Стабилизирующая ткань содержит множество усиливающих нитей и размещена в каркасе таким образом, что усиливающие нити расположены в радиальном направлении каркаса. Усиливающие нити включают моноаксиально вытянутые ленточные элементы с поперечным сечением прямоугольной формы, верхнюю поверхность и нижнюю поверхность. Ленточные элементы содержат, по меньшей мере, первый слой, характеризующийся степенью растяжения, по меньшей мере, около 5, модулем упругости, по меньшей мере, около 2 ГПа и плотностью, по меньшей мере, 0,85 г/см3. Первый слой содержит полимер, выбранный из группы, состоящей из полиамидов, сложных полиэфиров, сополимеров и их комбинации. Технический результат - повышение прочности шины в радиальном направлении и по окружности. 4 н. и 11 з.п. ф-лы, 17 ил.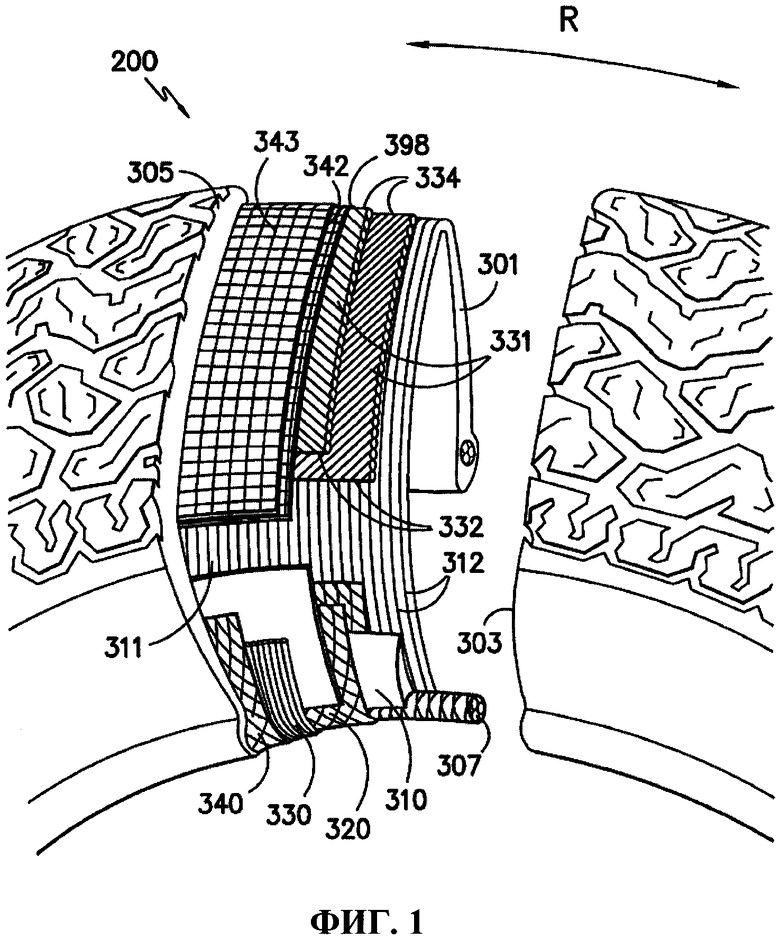
1. Каркас пневматической шины, характеризующийся радиальным направлением и направлением по окружности, при этом каркас шины содержит:
по меньшей мере, один слой стабилизирующей ткани; причем стабилизирующая ткань содержит множество усиливающих нитей и размещена в каркасе таким образом, что усиливающие нити расположены в радиальном направлении каркаса; при этом множество усиливающих нитей включают моноаксиально вытянутые ленточные элементы с поперечным сечением прямоугольной формы и характеризующиеся наличием верхней поверхности и нижней поверхности; при этом ленточные элементы включают, по меньшей мере, первый слой, характеризующийся коэффициентом вытягивания, по меньшей мере, около 5, модулем упругости, по меньшей мере, около 2 ГПа и плотностью, по меньшей мере, 0,85 г/см3; при этом первый слой содержит полимер, выбранный из группы, состоящей из полиамидов, сложных полиэфиров, сополимеров и их комбинаций; и
воздухонепроницаемый слой, соединенный со стабилизирующей тканью.
2. Каркас пневматической шины по п.1, в котором воздухонепроницаемый слой характеризуется воздухонепроницаемостью между 50 и 100 см3/м2/день.
3. Каркас пневматической шины по п.1, в котором воздухонепроницаемый слой характеризуется удлинением при разрыве между около 50-400%.
4. Каркас пневматической шины по п.1, в котором стабилизирующая ткань дополнительно содержит, по меньшей мере, первое множество нитей, идущих в продольном направлении, характеризующихся относительно низкой прочностью в сравнении с усиливающими нитями; при этом первое множество нитей, идущих в продольном направлении, характеризуется удлинением при разрыве 30-200%.
5. Каркас пневматической шины по п.1, в котором стабилизирующая ткань выбрана из группы, состоящей из плетеной ткани, вязаной ткани, нетканого полотна и однонаправленной ткани.
6. Каркас пневматической шины по п.1, в котором стабилизирующая ткань встроена, по меньшей мере, частично в воздухонепроницаемый слой.
7. Способ формирования каркаса пневматической шины, характеризующегося радиальным направлением и направлением по окружности, включающий:
формирование, по меньшей мере, одного слоя стабилизирующей ткани, проходящей в продольном и поперечном направлении; при этом стабилизирующая ткань содержит множество усиливающих нитей, проходящих в поперечном направлении; причем указанное множество усиливающих нитей содержит моноаксиально вытянутые ленточные элементы с поперечным сечением прямоугольной формы, которые характеризуются наличием верхней поверхности и нижней поверхности; при этом указанные ленточные элементы содержат, по меньшей мере, первый слой с коэффициентом вытягивания, по меньшей мере, около 5, модулем упругости, по меньшей мере, около 2 ГПа и плотностью, по меньшей мере, 0,85 г/см3; при этом первый слой содержит полимер, выбранный из группы, состоящей из полиамидов, сложных полиэфиров, сополимеров и их комбинации;
соединение воздухонепроницаемого слоя со стабилизирующей тканью; при этом воздухонепроницаемый слой характеризуется воздухонепроницаемостью между около 100 и 200 см3/м2/день;
размещение стабилизирующей ткани и воздухонепроницаемого слоя в каркасе таким образом, чтобы усиливающие нити проходили в радиальном направлении каркаса.
8. Способ по п.7, при котором воздухонепроницаемый слой характеризуется воздухонепроницаемостью между 100 и 200 см3/м2/день.
9. Способ по п.7, при котором воздухонепроницаемый слой характеризуется удлинением при разрыве между 50 и 400%.
10. Способ по п.7, при котором стабилизирующая ткань выбрана из группы, состоящей из плетеной ткани, вязаной ткани, нетканого полотна и однонаправленной ткани.
11. Каркас пневматической шины, характеризующийся радиальным направлением и направлением по окружности, при этом каркас шины содержит:
по меньшей мере, один слой стабилизирующей ткани; причем стабилизирующая ткань содержит множество усиливающих нитей и размещена в каркасе таким образом, что усиливающие нити расположены в радиальном направлении каркаса; и
воздухонепроницаемый слой; при этом стабилизирующая ткань встроена в воздухонепроницаемый слой; при этом воздухонепроницаемый слой содержит полимер, выбранный из группы, состоящей из полиолефинов, этилвинилацетата, полиизобутилена или полиуретана, сложных полиэфиров, сополимеров ПА и полиэфиров, динамически вулканизированного каучукового сплава, сополимера и их комбинации.
12. Каркас пневматической шины по п.11, в котором воздухонепроницаемый слой характеризуется воздухонепроницаемостью между 50 и 100 см3/м2/день.
13. Каркас пневматической шины по п.11, в котором воздухонепроницаемый слой характеризуется удлинением при разрыве между около 50-400%.
14. Каркас пневматической шины по п.11, в котором стабилизирующая ткань выбрана из группы, состоящей из плетеной ткани, вязаной ткани, нетканого полотна и однонаправленной ткани.
15. Способ формирования каркаса пневматической шины, характеризующегося радиальным направлением и направлением по окружности, включающий:
формирование, по меньшей мере, одного слоя стабилизирующей ткани, проходящей в продольном и поперечном направлении; при этом стабилизирующая ткань содержит множество усиливающих нитей, проходящих в поперечном направлении;
встраивание стабилизирующей ткани в воздухонепроницаемый слой; при этом воздухонепроницаемый слой содержит полимер, выбранный из группы, состоящей из полиолефинов, этилвинилацетата, полиизобутилена или полиуретана, сложных полиэфиров, сополимеров ПА и полиэфиров, динамически вулканизированного каучукового сплава, сополимеров и их комбинации; и
размещение встроенной стабилизирующей ткани в каркасе таким образом, чтобы усиливающие нити проходили в радиальном направлении каркаса.
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ИНСТРУМЕНТА НА ШПИНДЕЛЕ | 2011 |
|
RU2536017C2 |
| US 2012012238 A1, 19.01.2012 | |||
| КОНУСНЫЙ ФРИКЦИОННЫЙ ВАРИАТОР СКОРОСТИ | 0 |
|
SU396494A1 |

