Область техники
Настоящее изобретение, в общем, относится к изделиям из упрочненной волокнами резины.
Уровень техники
Изделия из упрочненной резины используют в большом разнообразии потребительских и промышленных применений. Характеристики упрочненных формованных резиновых изделий зависит от адгезии упрочнения к резине. Ткани, полученные из синтетических нитей, как правило, сложно связываются с резиной.
На практике несколько вещей делают для улучшения адгезии, большинство из них включают покрытие волокон и/или ткани промотором адгезии. Например, по мере того как волокна вытягивают, можно наносить покрытие для вытяжки, которое может содержать активатор адгезии, такой как эпоксидная смола.
Остается потребность в изделиях из упрочненной резины, имеющих волокнистые слои с повышенной адгезией вследствие геометрии и других физических свойств волокон в дополнение к химическим составам, промотирующим адгезию.
Сущность изобретения
Изделие из упрочненной резины, содержащее резиновое изделие и волокнистый слой, внедренный в резиновое изделие. Волокнистый слой содержит одноосно вытянутые ленточные элементы, имеющие прямоугольное сечение, и, по меньшей мере, первый слой, характеризующийся степенью вытяжки по меньшей мере приблизительно 5, модулем по меньшей мере приблизительно 2 ГПа, плотностью по меньшей мере 0,85 г/см3. Первый слой содержит полимер, выбранный из группы, состоящей из полиамида, сложного полиэфира и их сополимеров. Способы получения изделия из упрочненной резины также раскрыты.
Краткое описание чертежей
На фигуре 1 показан схематически волокнистый слой, который является тканым материалом, внедренным в резину.
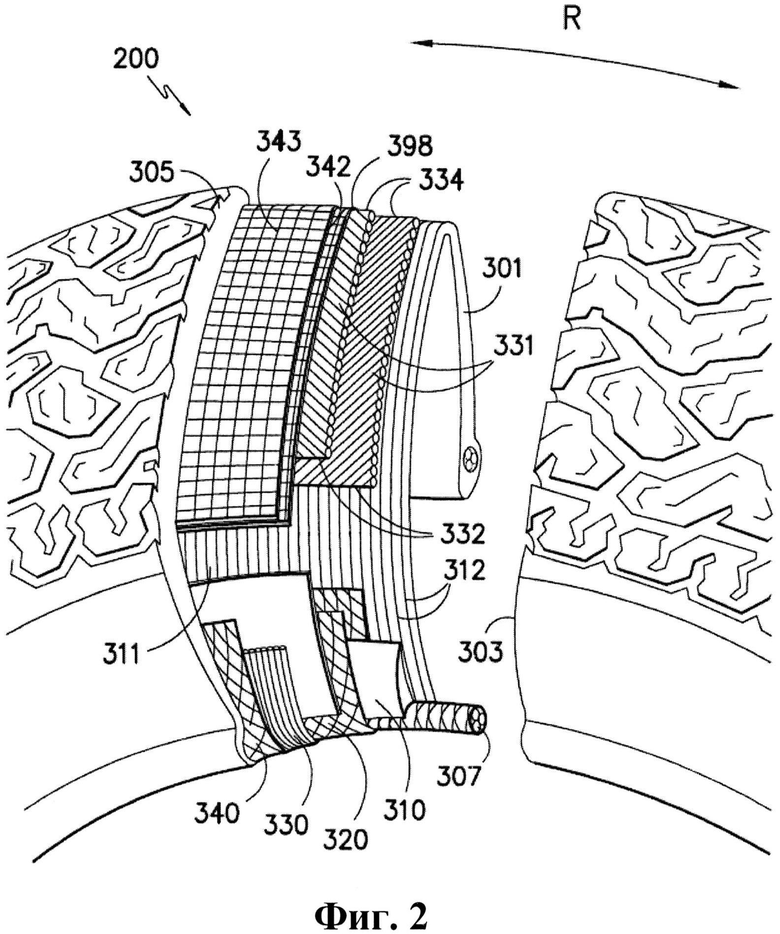
На фигуре 2 представлен разрез частичного вида пневматической радиальной шины.
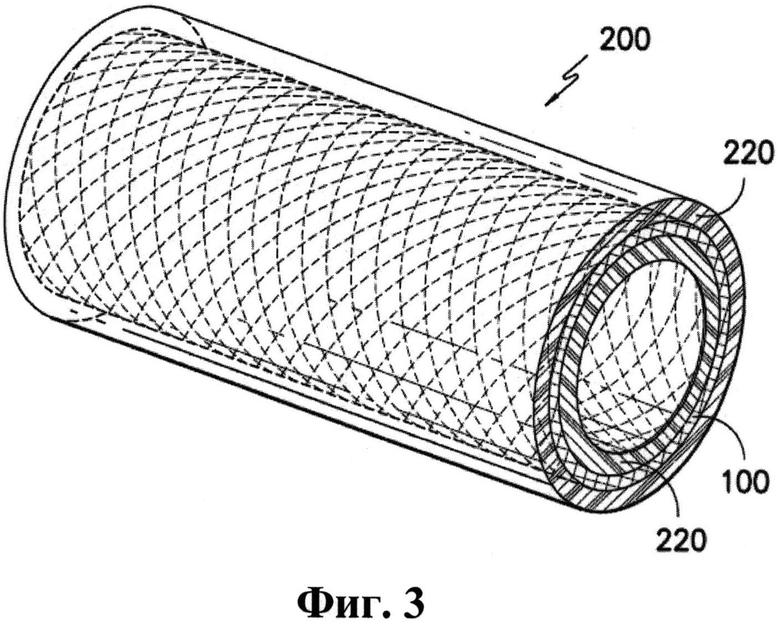
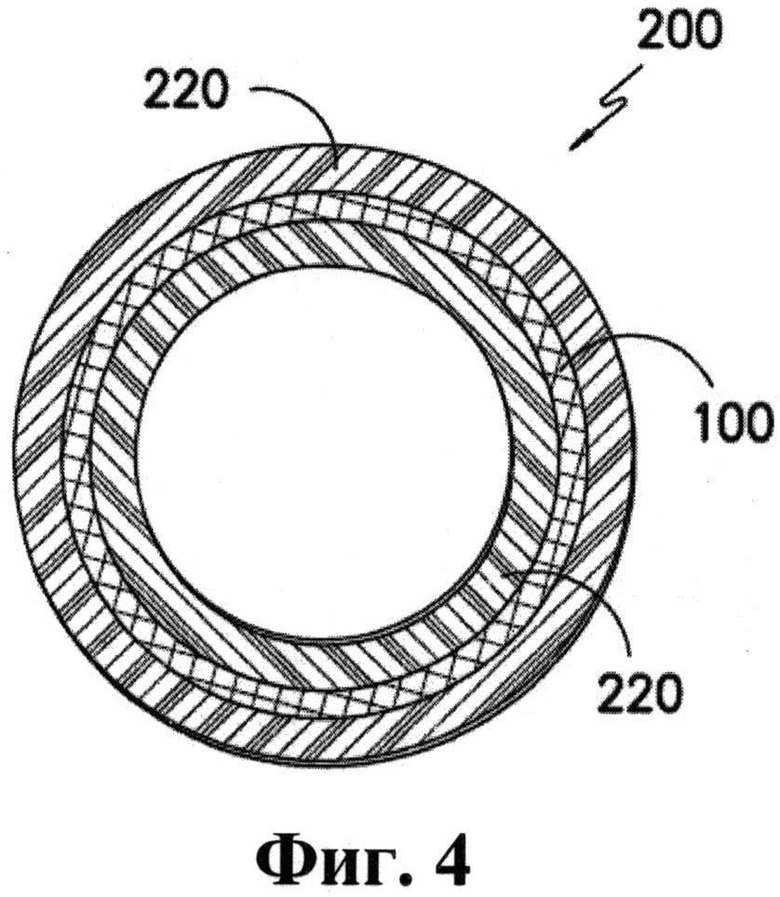
На фигурах 3 и 4 представлены изображения изделия из упрочненной резины, являющегося шлангом.
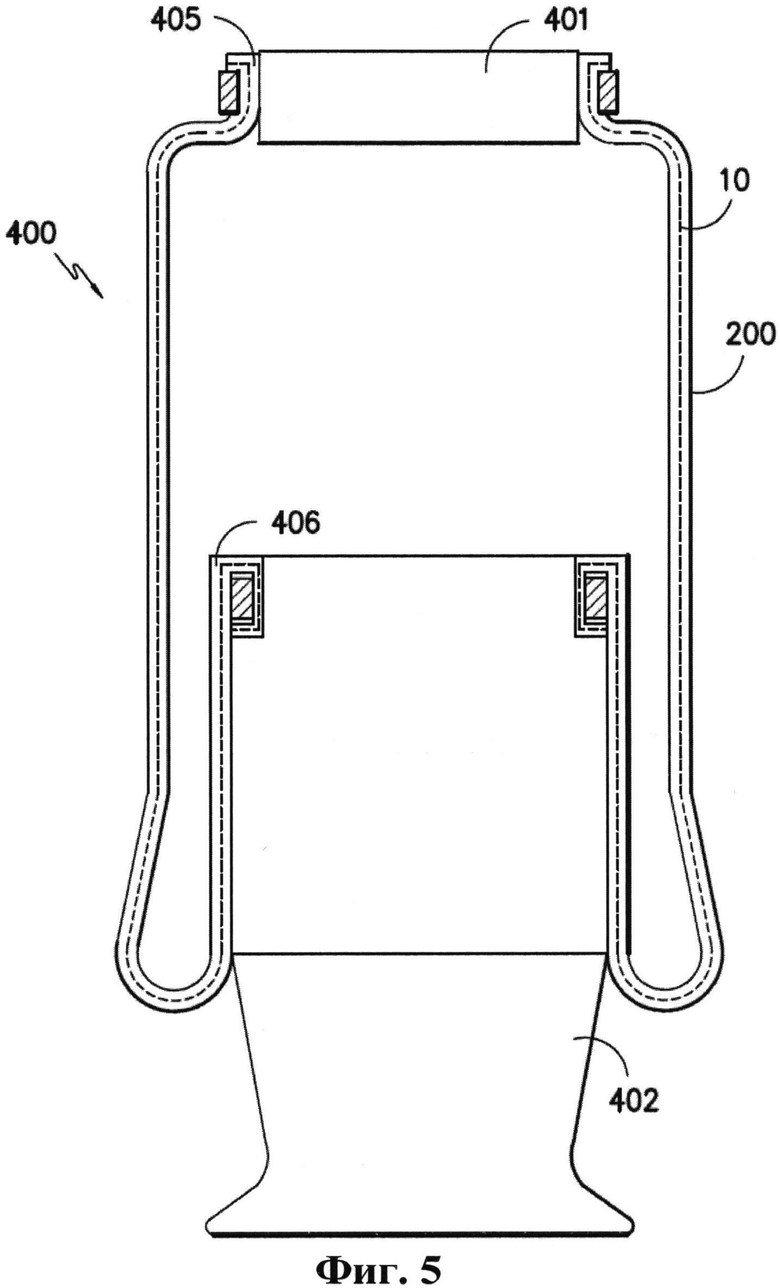
На фигуре 5 показан схематически один вариант осуществления воздушной пружины, содержащей ленточные элементы.
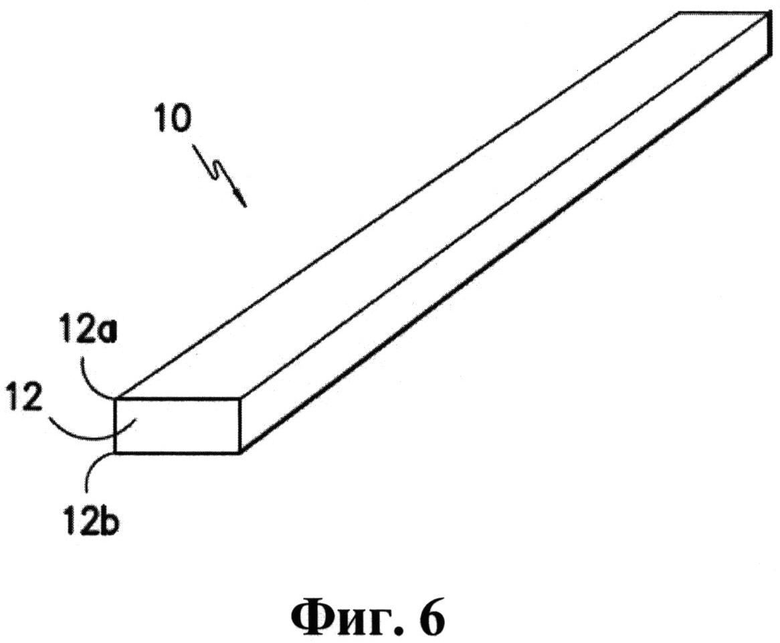
На фигуре 6 показан схематически вариант осуществления типичного ленточного элемента, имеющего один слой.
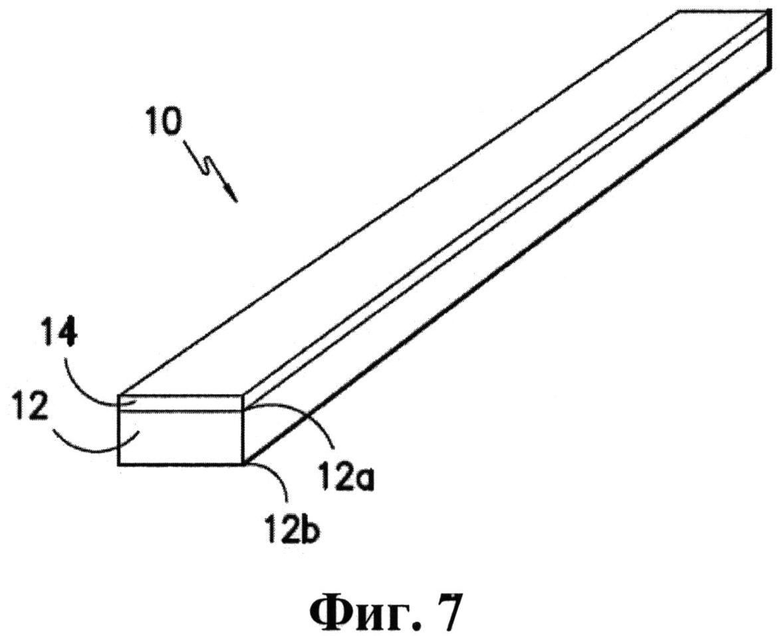
На фигуре 7 показан схематически вариант осуществления типичного ленточного элемента, имеющего два слоя.
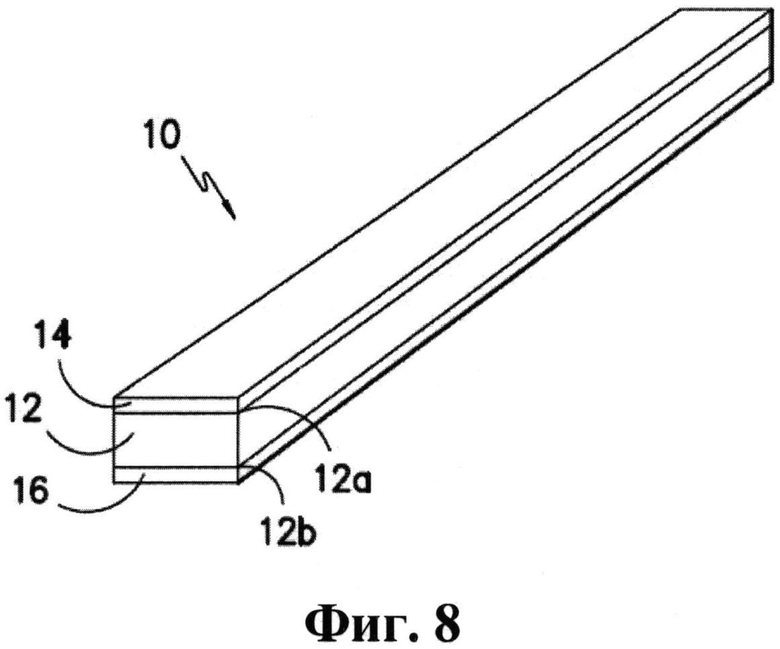
На фигуре 8 показан схематически вариант осуществления типичного ленточного элемента, имеющего три слоя.
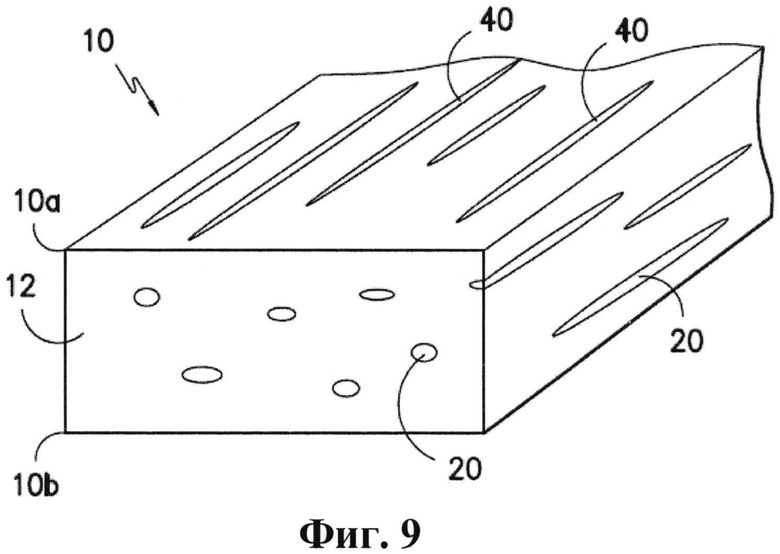
На фигуре 9 показан схематически вариант осуществления типичного ленточного элемента, имеющего полости и поверхностные трещины.
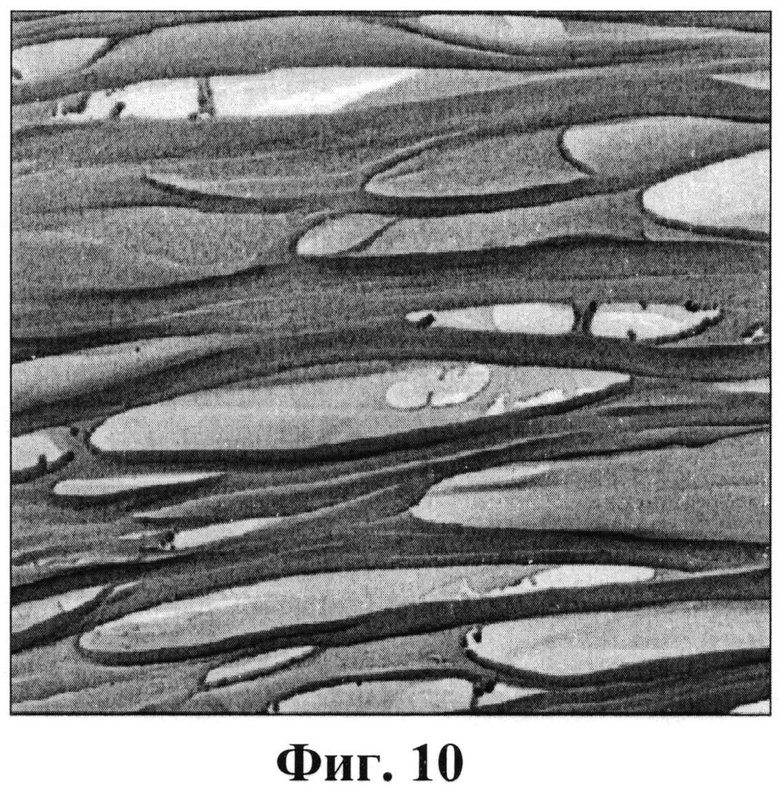
На фигуре 10 показана микрофотография с 50000Х увеличением поперечного сечения одного варианта осуществления волокна, содержащего полости.
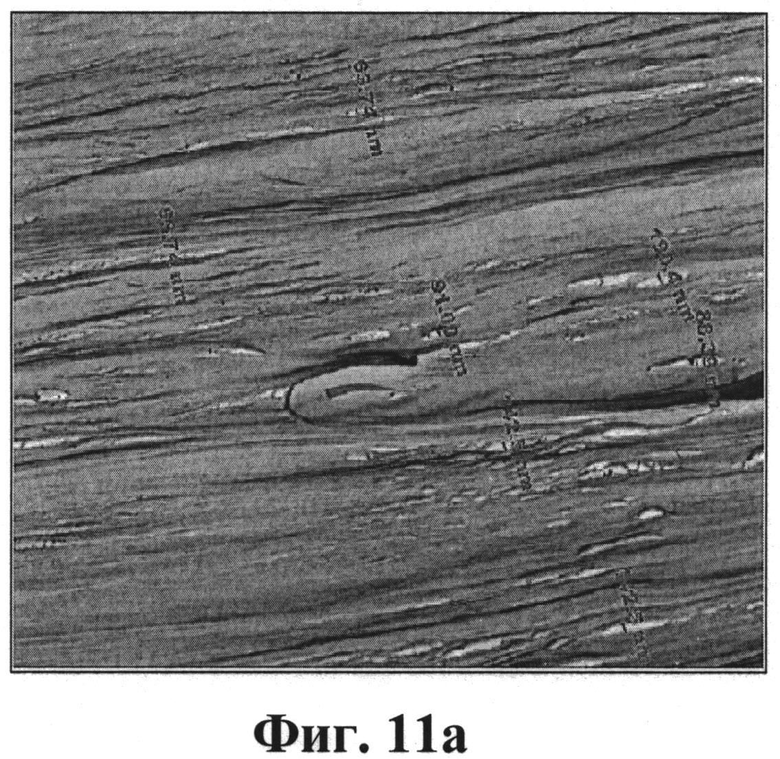
На фигуре На показана микрофотография с 20000Х увеличением поперечного сечения одного варианта осуществления волокна, содержащего полости и инициирующие полости частицы, с указанием некоторых размеров диаметров полостей.
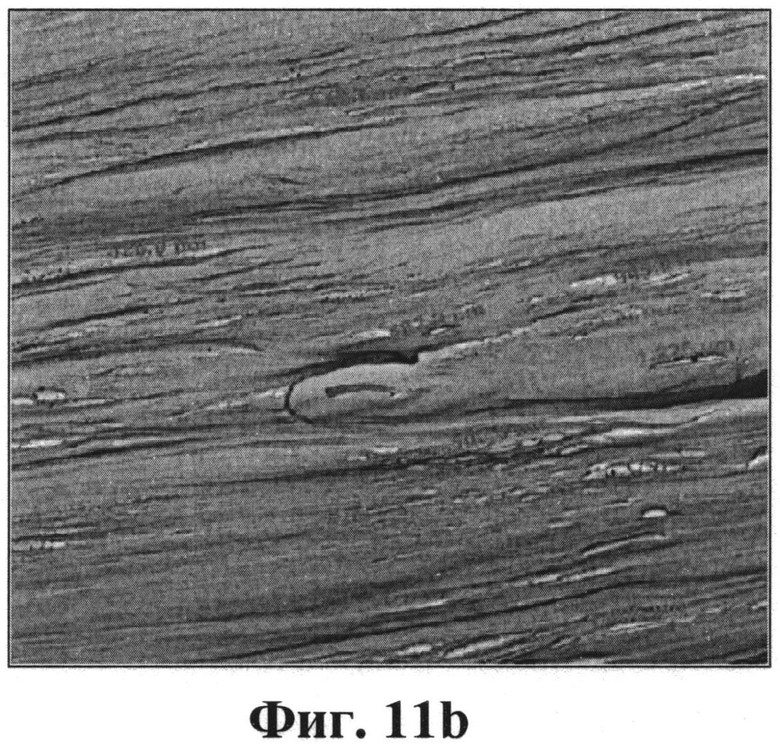
На фигуре 11b показана микрофотография с 20000Х увеличением поперечного сечения одного варианта осуществления волокна, содержащего полости и инициирующие полости частицы, с указанием некоторых размеров длин полостей.
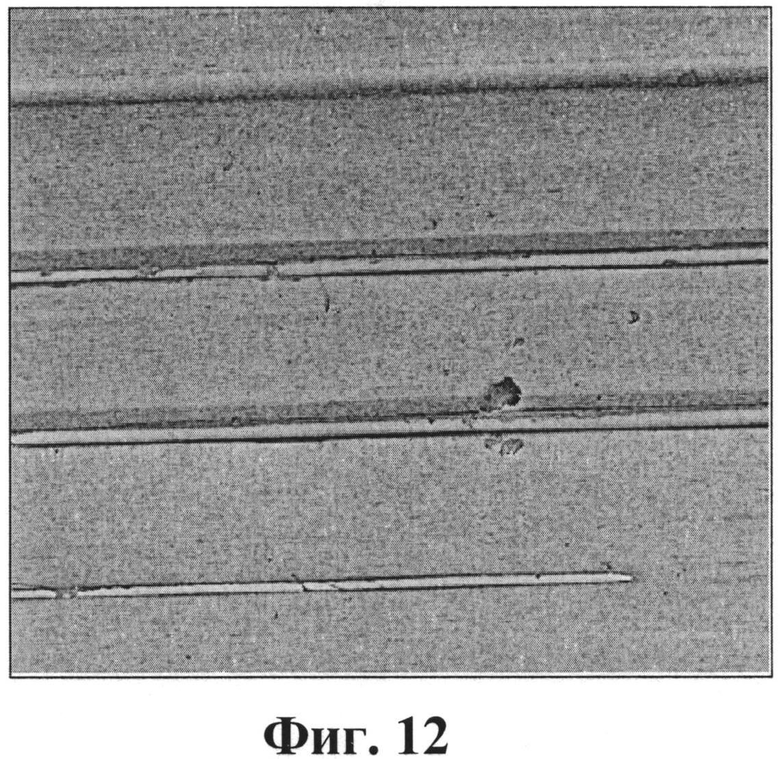
На фигуре 12 показана микрофотография с 1000Х увеличением поверхности одного варианта осуществления волокон, имеющих трещины.
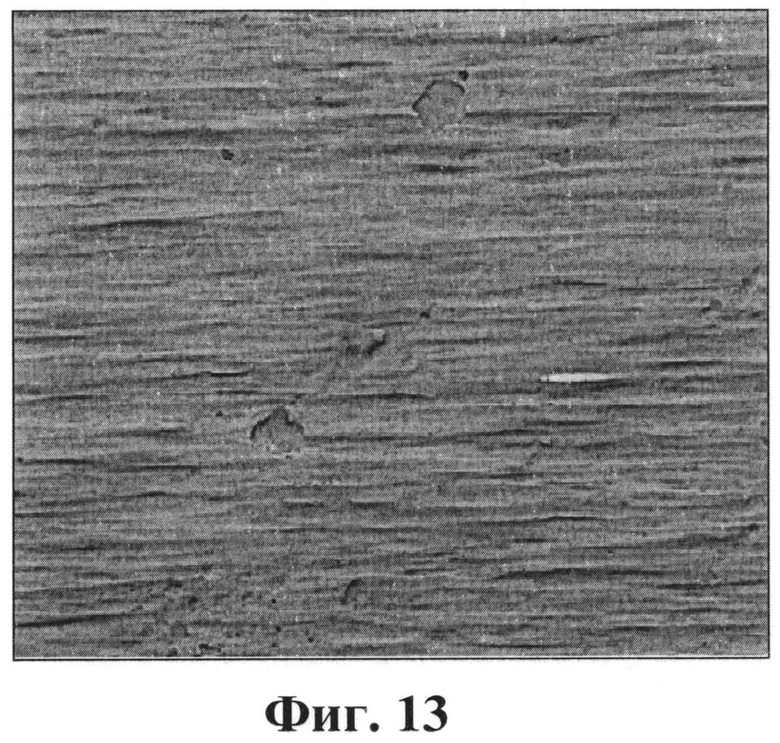
На фигуре 13 показана микрофотография с 20000Х увеличением поверхности одного варианта осуществления волокон, имеющих трещины.
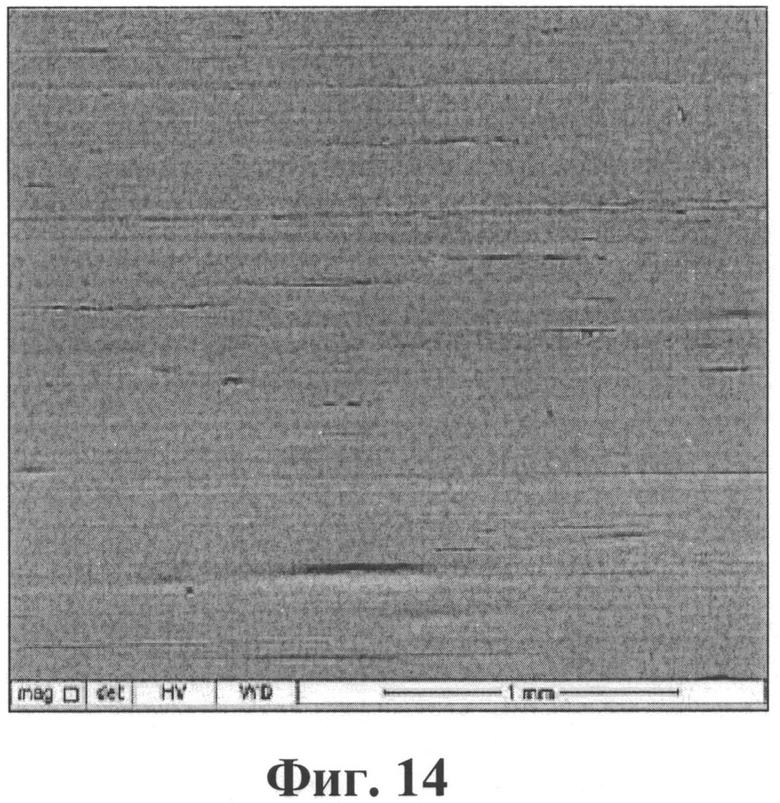
На фигуре 14 показана микрофотография с 100000Х увеличением поверхности одного варианта осуществления волокон, имеющих трещины.
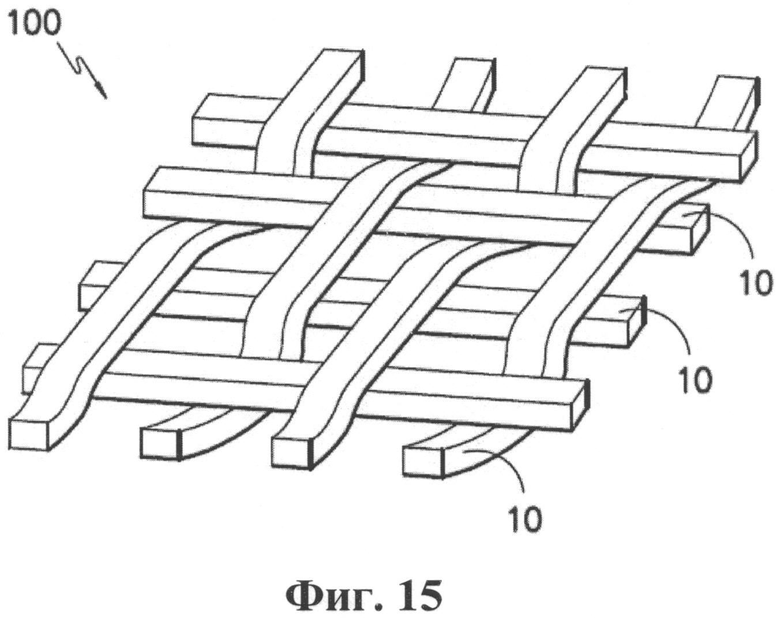
На фигуре 15 показан схематически вариант осуществления тканого материала, полученного из ленточных элементов.
Подробное описание изобретения
На фигуре 1 показано изделие 200 из упрочненной резины, содержащее волокнистый слой 100, внедренный в резину 220. Волокнистый слой 100 содержит множество волокон 10. Изделие 200 из упрочненной резины может представлять собой любое изделие из резины, упрочненное волокнами, такое как шины, ремни, воздушные пружины, шланги и подобное.
Ссылаясь теперь на фигуру 2, показан один вариант осуществления изделия 200 из упрочненной резины, являющегося шиной, содержащей боковины 303, соединенные с протектором 305 при помощи плеч. Шина 200 содержит каркас 301, покрытый протектором 305. На фигуре 2 шина 200 представляет собой радиальную шину. Однако, настоящее изобретение не ограничено радиальными шинами и может также использоваться с другими конструкциями шин. Каркас 301 образуется из одного или нескольких слоев шинного корда 312, оканчивающихся на внутренней периферии шины металлическими проволоками 307, с по меньшей мере одним бандажным слоем 334, расположенным по кругу вокруг шинного корда 312 в области протектора 305. Каркас 301 сконструирован так, что упрочняющие корды 311 проходят главным образом радиально к предполагаемому направлению вращения R шины 200. Бандажные слои 334 получают из относительно нерастягивающихся материалов-основ 331, таких как упрочняющие стальной корд основы, которые проходят в предполагаемом направлении вращения R шины или более типично под небольшим углом к нему. Угол расположения нерастягивающихся материалов-основ 331 может изменяться в зависимости от способа конструкции или применения. Брекеры 330 тянутся поперек ширины протектора 305 шины, оканчиваясь кромками 332 в зоне шины 200, где протектор 305 переходит в боковую стенку 303.
Защитный слой 343 расположен между бандажными слоями 334 и протектором 305. Показанный защитный слой 343 образован из полосы 342 защитного слоя, намотанной вокруг шинного корда 312 в направлении проката шины, выступая за кромки 332 бандажных слоев 334. Кроме того, полоса 342 защитного слоя на фигуре 2 может быть намотана вокруг шинного корда 312 множество раз для снижения эффекта нестабильности в шине 200, вызванного стыковкой внахлест. Альтернативно, защитный слой 343 может быть образован из полосы 342 защитного слоя, которая выходит за кромку 332 бандажных слоев 334, или защитный слой 343 может быть образован из полосы 342 защитного слоя, которая намотана по окружности вокруг каркаса 301 шины 200 в плоскости спиральным образом. Некоторые подходящие ткани для защитного слоя описаны в патентах США №№7252129, 7614436 и 7931062, каждый из которых включен в настоящий документ ссылкой во всей своей полноте.
Сверху проволоки 307 находится наполнитель 310 борта и окружает, по меньшей мере, частично проволоку 307, и наполнитель 310 представляет собой ободную ленту 320. Ободная лента 320 представляет собой слой ткани, расположенный вокруг проволоки 307 и внутри части заворотного конца 330. Усилитель 340 расположен рядом с частью слоя 330, который обернут вокруг проволоки 307. Более конкретно, усилитель 340 расположен на обратной стороне части слоя «оборотного конца» 330 относительно ободной ленты 320. Боковина может также содержать другие непоказанные слои из ткани, например, чеферных тканей, тканей защиты пятки или тканей, обернутых вокруг проволоки, выступающих из проволоки выше стороны боковины, выступающих из протектора ниже боковины, в области плеч или полностью покрывающих боковину. Любая ткань, выступающая между проволокой и протектором, определена в настоящем документе как «ткань боковины». Она включает ткани, которые также выступают вокруг проволоки внутрь шины, как, например, ткань ободной ленты, поскольку, по меньшей мере, часть ткани расположена между проволокой и протектором.
Каркас шины, как требуется, имеет значительную прочность в радиальном направлении, проходя от проволоки к проволоке поперек направления вращения во время использования. Для обеспечения этой прочности, стабилизирующий ткань материал (также известный как шинный корд), как правило, представлял собой тканый материал с главным образом нерастягивающимися в предварительно растянутом состоянии высокопрочными нитями, проходящими в основном направлении (также известном как «продольное направление»), которые растягивались и натягивались во время получения ткани и/или процесса обработки. Эту ткань затем режут в поперечном направлении (т.е. поперек основных нитей). Отдельные куски ткани затем поворачивают на 90 градусов и соединяют друг с другом для помещения в каркас так, что высокопрочные основные нити ориентированы в желаемом радиальном направлении между проволоками. Таким образом, в конечной конструкции поперечные нити ориентированы главным образом по окружности (т.е. в направлении вращения шины).
Согласно другому варианту осуществления образованная стабилизирующая каркас ткань представляет собой сплетенную основу, ткань со вставленным утоком, имеющую нити прокладывания утока, образованные из относительно нерастягивающихся упрочняющих кордов. Альтернативно, стабилизирующая каркас ткань может представлять собой тканый материал, имеющий нити утока, образованные из относительно нерастягивающихся упрочняющих кордов или уложенной сетки. Больше информации об этой стабилизирующей ткани, имеющей относительно нерастягивающиеся упрочняющие корды в направлении утока ткани, можно найти в заявке на патент США с серийным №12/836256, поданной 14 июля 2010 г., которая включена в настоящий документ ссылкой во всей своей полноте.
Волокнистый слой 100 в шине на фигуре 2 (изделие 200 из упрочненной резины) может представлять собой защитный слой, каркасный слой, чефер, обводную ленту, усилитель, слой каркаса, слой плеча, бандажный слой, ленточный отделительный слой, проволочную основу, основу кромки бандажа или любой другой волокнистый слой в шине.
Ссылаясь теперь на фигуры 3 и 4, показано изделие 200 из упрочненной резины в форме шланга с тканевыми прокладками. Одним из наиболее распространенных и наиболее подходящих обычных шлангов является так называемый «упрочненный сеткой» тип, в котором волокнистый слой 100 образован нитями, спирально накрученными на эластичный шланг, образуя два набора нитей, первый параллельными и равноудаленными рядами и наложенный на равное количество поперечных нитей вдоль аналогично параллельных и равноудаленных линий, которые упорядочены симметрично относительно оси цилиндрического тела шланга так, чтобы образовать «сетку» ткани с ячейками ромбовидной формы. Любой другой подходящий волокнистый слой 100 можно также использовать в шлангах. Волокнистый слой 100 внедрен в резину 220. Кроме шлангов волокна и волокнистые слои можно использовать для упрочнения любого подходящего резинового изделия, включая ремни, такие как приводные ремни, офсетные полотна и трубы.
Некоторые другие продукты 200 из упрочненной резины включают офсетные полотна и приводные ремни. В офсетной печати обычная функция полотна представляет перенос типографской краски с печатной пластины на изделие, такое как бумага, на которой необходимо отпечатать, при этом офсетные полотна входят в повторный контакт со связанной печатной пластиной и бумагой, на которой необходимо отпечатать. Офсетные полотна обычно содержат ткань, внедренную в резину. Приводные ремни и другие типы ремней также содержат упрочненную резину с волокнами.
Пневматические пружины, обычно называемые воздушными пружинами, использовали в автотранспорте в течение многих лет для обеспечения амортизации между подвижными частями транспортного средства, в первую очередь, для поглощения ударных нагрузок, производимых на оси транспортного средства колесами, которые ударяются об объект на дороге или попадают в выбоину. Эти воздушные пружины обычно состоят из эластичного эластомерного рукава или сильфонов, содержащих подачу сжатого воздуха или другой жидкости и имеющих один или несколько поршней, расположенных в эластичном рукаве, чтобы вызывать сжатие и расширение, когда транспортное средство подвергается толчкам от неровностей дороги. Поршни вызывают сжатие и расширение в воздушном рукаве и, поскольку рукав состоит из эластичного материала, допускает движение поршней по оси относительно друг друга во внутренней части рукава. Концы рукава обычно герметично соединены с поршнями или торцевыми элементами и имеют один или несколько уплотненных концов, которые допускают движение торцевых элементов по оси относительно друг друга между толчком или положением в момент врезания и обратным ходом или выдвинутым положением поршня без повреждения эластичного рукава.
Желательно, чтобы амортизирующий механизм или устройство использовались в комбинации с такими воздушными пружинами для обеспечения амортизации для регулирования движения воздушных пружин. Согласно одному варианту осуществления резиновое упрочненное изделие используется в воздушной пружине. Согласно некоторому варианту осуществления резиновое упрочненное изделие используется в качестве прокладки для поршня или бортовой накладки воздушной пружины в сборе.
На фигуре 5 показан схематически продукт 200 из упрочненной резины, являющийся рукавом, в типе воздушной пружины 400. Волокна 10, предпочтительно ленточные элементы 10, внедрены в резину, образующую рукав 200, который служит для подавления вибрации в машинах и другом машинном оборудовании. На фигуре 5 рукав 200 имеет два конца, верхний конец 405 соединен с заглушкой 401 и нижний конец 406 соединен с поршнем 402. Хотя показан один вариант воздушной пружины 400, продукт 200 из упрочненной резины можно использовать в любой конфигурации воздушной пружины. Поперечные сечения волокон, являющихся ленточными элементами 10, можно увидеть на виде в разрезе воздушной пружины 400, поскольку ленточные элементы 10 ориентированы в круговом направлении в рукаве 403. Это круговое направление ленточных элементов придает жесткость структуре.
Волокнистый слой 100 образован из волокон 10. Волокна 10 могут представлять собой любое подходящее волокно для конечного применения. «Волокно» при использовании в настоящем документе определено как вытянутое тело. Волокно может иметь любое подходящее поперечное сечение, такое как круглое, многолепестковое, квадратное или прямоугольное (лента) и овальное. Согласно одному варианту осуществления волокна представляют собой ленточные элементы 10. Ленточные элементы могут иметь прямоугольную или квадратную форму поперечного сечения. Эти ленточные элементы могут также иногда называться тесемки, полосы, ленты, ленточные волокна и подобное.
Один вариант осуществления волокна, являющегося ленточным элементом, показан на фигуре 6. Согласно этому варианту осуществления ленточный элемент 10 содержит первый слой 12, имеющий верхнюю поверхность 12а и нижнюю поверхность 12b. Согласно одному варианту осуществления ленточный элемент 10 имеет прямоугольное сечение. Ленточный элемент рассматривается как имеющий прямоугольное или квадратное поперечное сечение, даже если один или несколько углов прямоугольника/квадрата слегка закруглены, или если противоположные стороны параллельны не абсолютно. Наличие прямоугольного сечения предпочтительно для некоторых применений по многим причинам. Во-первых, поверхность, доступная для связывания, больше. Во-вторых, во время события разрыва связей вся ширина ленты находится под растяжением, и количество точек сдвига значительно снижается или исключается. Напротив, нить из нескольких волокон имеет очень малую область под растяжением, и есть регионы отличающихся соотношений натянутости и сдвига вдоль периметра волокна. Согласно другому варианту осуществления поперечное сечение ленточного элемента 10 является квадратным или практически квадратным. Наличие квадратного поперечного сечения может также быть предпочтительным в некоторых случаях, в которых ширина небольшая и толщина большая, таким образом наслаивая больше лент в заданной ширине, таким образом увеличивая допустимую нагрузку всего упрочняющего элемента.
Согласно одному варианту осуществления ленточные элементы имеют ширину от приблизительно 0,1 до 6 мм, более предпочтительно от приблизительно 0,2 до 4 мм и более предпочтительно от приблизительно 0,3 до 2 мм. Согласно другому варианту осуществления ленточные элементы имеют толщину от приблизительно 0,02 до 1 мм, более предпочтительно от приблизительно 0,03 до 0,5 мм и более предпочтительно от приблизительно 0,04 до 0,3 мм. Согласно одному варианту осуществления ленточные элементы имеют ширину приблизительно 1 мм и толщину приблизительно 0,07 мм.
Первый слой 12 волокна 10 может представлять собой любой подходящий ориентируемый (подразумевая, что волокно можно ориентировать) термопластический материал. Некоторые подходящие термопластические материалы для первого слоя включают полиамиды, сополимеры полиамида, сложные полиэфиры, сополимеры сложных полиэфиров, поликарбонаты, полиимиды и другие ориентируемые термопластические полимеры. Согласно одному варианту осуществления первый слой содержит полиамид, сложный полиэфир и/или их сополимеры. Согласно одному варианту осуществления первый слой содержит полиамид или сополимер полиамида. Полиамиды предпочтительны для некоторых применений, поскольку они характеризуются высокой прочностью, высоким модулем, сохранением свойств при высокой температуре и сопротивлением усталости. Согласно другому варианту осуществления первый слой содержит сложный полиэфир или сополимер сложного полиэфира. Сложные полиэфиры предпочтительны для некоторых применений, поскольку они характеризуются высоким модулем, низкой усадкой и превосходными температурными параметрами.
Согласно одному варианту осуществления первый слой 12 ленточного элемента 10 представляет собой смесь сложного полиэфира и нейлона 6. Сложный полиэфир представляет собой преимущественно полиэтилентерефталат. Сложный полиэфир используют из-за его высокого модуля и высокой температуры стеклования, что приводило к использованию сложного полиэфира в шинных кордах и корду из усиленной наполнителем резины, в первую очередь из-за его свойства устойчивости к проседанию. Нейлон 6 используют по многим причинам. Его легче обрабатывать, чем нейлон 66. Одной из основных причин для включения нейлона 6 в этих вариантах осуществления является функционирование в качестве промотора адгезии. Нейлон 6 имеет поверхностные группы, с которыми латекс, содержащий резорцинформальдегидную смолу, может образовывать первичные химические связи через резольную группу. Эта смесь представляет собой физическую смесь, а не сополимер, и сложный полиэфир и нейлон 6 являются несмешиваемыми друг в друге. Согласно одному варианту осуществления порошок или гранулы сложного полиэфира и нейлона 6 просто смешивают в нерасплавленном состоянии с образованием смеси, которую затем будут подавать в экструдер. Экструдированные ленточные элементы их этой физической смеси обеспечивают хорошую адгезию с резиной и высокий модуль.
Также полимеризация нейлона 6 приводит к некоторому количеству непрореагировавшего мономерного лактама, который выступает в роли сомономера, приводя к смешиваемости сложного полиэфира и нейлона 6. Взаимодействия метилен-сложный эфир могут помогать двойным смесям переносить большие различия в содержании метилена, перед тем как может произойти разделение фаз. В смесях, содержащих большие различия по метиленовой группе (как в этом случае) обусловленная энтропией смешиваемость может происходить, если параметр сегментального взаимодействия смеси ниже, чем критическое значение. Незначительного разделения фаз и кристаллизации элементов фазового разделения нельзя избежать; однако, основная часть ленточного элемента представляется однородно смешанной. Нейлон 66 не является предпочтительным для использования из-за сильных фазовых разделений при относительно низких объемных содержаниях нейлона 66 в сложном полиэфире. Это может происходить вследствие нескольких причин. Нейлон 66 характеризуется более высокой степенью полимеризации по сравнению с нейлоном 6. Во-вторых, скорость кристаллизации нейлона 66 намного больше, чем нейлона 6. Это происходит вследствие факта того, что нейлон 66 со своей симметричной структурой может быть введен в кристаллическую решетку намного легче, чем цепи нейлона 6, которые должны упаковываться как встречные цепи для содействия полному образованию водородных связей.
Также существует уникальная причина, почему конкретный используемый процесс выгоден для экструзии и вытягивания смешанного полимера. Как указано выше, незначительной величины фазового разделения нельзя избежать. Элемент может быть невытягиваемым и неэкструдируемым, если размер экструдата слишком мал как в случае однонитевого и многонитевого отверстия фильеры. Причина, почему это не является проблемой в этом конкретном процессе, объясняется его сходством с процессом вытягивания пленки, в котором щелевые отверстия головки настолько широки, что в состоянии выдерживать небольшую степень разделения фаз и кристаллизации этих фаз не приводя к полностью несвязанным областям.
Согласно одному варианту осуществления смесь сложного полиэфира и нейлона 6 содержит от приблизительно 50 до 99 масс.% сложного полиэфира и от приблизительно 50 до 1 масс.% нейлона 6. Более предпочтительно смесь сложного полиэфира и нейлона 6 содержит от приблизительно 60 до 95 масс.% сложного полиэфира и от приблизительно 40 до 5 масс.% нейлона б. Наиболее предпочтительно смесь сложного полиэфира и нейлона 6 содержит от приблизительно 70 до 90 масс.% сложного полиэфира и от приблизительно 30 до 10 масс.% нейлона 6. Массовые соотношения вне определенных диапазонов будут приводить к избыточному разделению фаз и кристаллизации в охлаждающем баке экструдата, приводя к отделению элемента от основной части экструдата. Массовые соотношения вне этих областей требуют специальных улучшающих совместимость средств, таких как избыток мономеров лактама и сополимеров сложных полиэфиров.
Согласно одному варианту осуществления ленточные элементы предпочтительно характеризуются степенью вытяжки по меньшей мере приблизительно 5, модулем по меньшей мере приблизительно 2 ГПа и плотностью по меньшей мере приблизительно 1,2 г/см3. Согласно другому варианту осуществления первый слой характеризуется степенью вытяжки по меньшей мере приблизительно 6. Согласно другому варианту осуществления первый слой характеризуется модулем по меньшей мере приблизительно 3 ГПа или по меньшей мере приблизительно 4 ГПа. Согласно другому варианту осуществления первый слой характеризуется плотностью по меньшей мере приблизительно 1,3 г/см3 и модулем приблизительно 9 ГПа. Первый слой, характеризующийся высоким модулем, предпочтителен для лучшей работы в применениях, таких как шинный корд, защитный слой, покрышка или каркасный слой для шин. Меньшая плотность для этих волокон будет предпочтительна для того, чтобы давать меньшую массу. Волокна с полостями будут в общем, как правило, иметь меньшие плотности, чем их эквиваленты без полостей.
Согласно одному варианту осуществления волокно содержит второй слой, как показано на фигуре 7. На фигуре 7 показано волокно 10, имеющее первый слой с верхней поверхностью 12а и нижней поверхностью 12b и со вторым слоем 14 на верхней поверхности 12а первого слоя 12. Может существовать дополнительный третий слой 16, как показано на фигуре 8, на нижней поверхности 12b первого слоя 12. Хотя второй слой 14 и третий слой 16 показаны на волокне 10, являющемся ленточным элементом прямоугольного сечения, второй и/или третий слои могут быть на волокне любой формы. Если второй слой 14 и третий слой 16 нанесены на волокно без плоских сторон, верхняя половина окружности будет называться «верхней» поверхностью, и нижняя половина окружности будет называться «нижней» поверхностью.
Необязательный второй слой 14 и третий слой 16 могут быть образованы в тоже время, что и первый слой, в процессе, таком как совместная экструзия, или могут быть нанесены после того, как первый слой 12 образовался, в процессе, таком как покрытие. Второй и третий слои предпочтительно содержат полимер такого же класса, что и полимер первого слоя, но могут также содержать дополнительные полимеры. Согласно одному варианту осуществления второй и/или третий слои содержат полимер, такой как блок-изоцианатный полимер. Второй и третий слои 14, 16 могут помогать адгезии волокна к резине. Предпочтительно, температура плавления (Tm) первого слоя 12 больше, чем Tm второго слоя 14 и третьего слоя 16.
Согласно одному варианту осуществления волокна 10 (предпочтительно ленточные элементы 10) содержат множество полостей. На фигуре 9 показано волокно 10, имеющее первый слой 12, содержащий множество полостей 20. На фигуре 10 представлена микрофотография с 50000Х увеличением поперечного сечения одного варианта осуществления волокна, содержащего полости. «Полость» используют в настоящем документе для обозначения свободного от добавленного твердого и жидкого вещества пространства, хотя, вероятно, «полости» содержат газ. Хотя было в общем принято, что волокна с полостями могут не характеризоваться физическими свойствами, необходимыми для использования в качестве упрочнения в изделиях из резины, было показано, что волокна с полостями обладают некоторыми уникальными преимуществами. Во-первых, наличие полостей в волокне происходит за счет массы полимера. Это означает, что плотность этих волокон будет ниже, чем их эквивалентов без полостей. Объемное содержание полостей будет определять процентное отношение, на которое плотность этого волокна будет ниже, чем полимерной резины. Во-вторых, полости выступают в роли камер для промотора адгезии, который вводят в слой с полостями/волокно с полостями, таким образом обеспечивая эффект фиксации. В-третьих, форма этих полостей может регулировать фронт распространения трещин в событии, таком как усталость материала. Излишняя поверхность, доступная для распространения трещин, будет снижать потерю особенности напряжения в событии циклической усталости, включающем нагрузку на растяжение и/или сжатие. Для термопластических полимеров, составляющих первый слой 12 волокна 10, течения с большой скоростью сдвига во время вытягивания со сверхвысокими обжатиями слоев для ориентирования и удлинения цепей приводят к наличию обедненных по полимеру областей или полостей. Полости могут находиться в любом или всех из слоев 12, 14, 16 волокон 10. Кроме того, волокнистый слой 100 может содержать несколько волокон, не имеющих полости, и несколько волокон, имеющих полости.
Полости 20 обычно имеют игольчатую форму, означая, что диаметр поперечного сечения полости, перпендикулярный длине волокна, намного меньше, чем длина полости, из-за одноосной ориентации волокна. Эта форма обусловлена одноосно вытянутым характером волокон 10.
Согласно одному варианту осуществления полости находятся в волокне в количестве от приблизительно 3 до 20% по объему. Согласно другому варианту осуществления полости находятся в волокне в количестве от приблизительно 3 до 18 об.%, от приблизительно 3 до 15 об.%, от 5 до 18 об.% или от приблизительно 5 до 10 об.%. Плотность обратно пропорциональна объему полостей. Например, если объем полостей составляет 10%, тогда плотность снижается на 10%. Поскольку увеличение количества полостей обычно наблюдают при высоких степенях вытяжки (что приводит к высокой прочности), снижение плотности приводит к увеличению удельной прочности и модуля волокна, что желательно для некоторых применений, таких как высококачественные упрочнения шин.
Согласно одному варианту осуществления размер образованных полостей характеризуется диаметром в диапазоне от приблизительно 50 до 400 нм, более предпочтительно от 100 до 200 нм, и длиной от приблизительно 1 до 6 микрон, более предпочтительно от приблизительно 2 до 3 микрон.
Полости 20 в волокне 10 могут образоваться во время процесса одноосной ориентации без дополнительных материалов, означая, что полости не содержат никаких инициирующих полости частиц. Ориентация в пучке волокон является основным фактором для возникновения полостей в волокнах. Считают, что сдвиги между полурасплавленными материалами приводят к образованию полостей. Численная плотность полостей зависит от вязкоупругих свойств полимерного элемента. Однородность полостей вдоль поперечной ширины ориентированного волокна зависит от того, был ли весь полимерный элемент ориентирован в процессе вытяжки вдоль продольного направления. Было отмечено, что для того, чтобы весь полимерный элемент был ориентирован в процессе вытяжки, тепло необходимо эффективно передавать от нагревательного элемента (это может быть вода, воздух, инфракрасное излучение, электричество и т.д.) к полимерному волокну. Обычно в промышленных процессах, в которых используют конвекционный нагрев горячим воздухом, один возможный путь ориентирования полимерных волокон и, кроме того, поддержания промышленных оборотов состоит в ограничении полимерных волокон в отношении их ширины и толщины. Это означает, что полное ориентирование вдоль продольного направления будет достижимо более легко, когда полимерные волокна экструдируют из щелевых головок, или когда полимер экструдируют через головки для пленки и затем нарезают на узкие толщины перед ориентированием.
Согласно другому варианту осуществления волокна 10 содержат инициирующие полости частицы. Инициирующие полости частицы могут представлять собой любую подходящую частицу. Инициирующие полости частицы остаются в готовом волокне, и физические свойства частиц выбирают согласно желаемым физическим свойствам конечного волокна. Когда инициирующие полости частицы находятся в первом слое 12, воздействие на слой (такое как одноосная ориентация), как правило, увеличивает или удлиняет этот дефект, вызванный частицей, приводя к удлинению полости вокруг этого дефекта в направлении ориентирования. Размер полостей и окончательные физические свойства зависят от степени и баланса ориентирования, температуры и скорости растяжения, кинетики кристаллизации и распределения по размерам частиц. Частицы могут быть неорганическими или органическими и иметь любую форму, такую как сферическая, плоская или сложная. Согласно одному варианту осуществления инициирующие полости частицы находятся в количестве от приблизительно 2 до 15 масс.% волокна. Согласно другому варианту осуществления инициирующие полости частицы находятся в количестве от приблизительно 5 до 10 масс.% волокна. Согласно другому варианту осуществления инициирующие полости частицы находятся в количестве от приблизительно 5 до 10 масс.% первого слоя.
Согласно одному предпочтительному варианту осуществления инициирующая полости частица представляет собой наноглину. Согласно одному варианту осуществления наноглина представляет собой клоизит, причем 10% глины имеет горизонтальный размер менее 2 мкм, 50% менее чем 6 мкм и 90% менее чем 13 мкм. Плотность наноглины составляет приблизительно 1,98 г/см3. Наноглина может быть преимущественной в некоторых применениях по множеству причин. Во-первых, наноглина характеризуется хорошей смешиваемостью с множеством полимеров, полиамидами в частности. Во-вторых, высокое размерное отношение наноглины, как предполагают, улучшает некоторые механические свойства из-за предпочтительной ориентации в продольном направлении. Согласно одному варианту осуществления наноглина находится в количестве от приблизительно 5 до 10 масс.% волокна. Согласно другому варианту осуществления наноглина находится в количестве от приблизительно 5 до 10 мас.% первого слоя. На фигуре 11a представлена микрофотография с 20000Х увеличением поперечного сечения одного варианта осуществления волокна, содержащего полости и инициирующие полости частицы, с указанием некоторых размеров диаметров полостей, и на фигуре 11b представлена микрофотография с 20000Х увеличением поперечного сечения одного варианта осуществления волокна, содержащего полости и инициирующие полости частицы, с указанием некоторых размеров длин полостей.
Второй и третий слои 14, 16 волокна 10 могут иметь полости или главным образом не иметь полостей. Наличие поверхностных слоев без полостей (второй и третий слои 14, 16) может помогать в регулировании размера и концентрации полостей во всем первом слое 12, поскольку поверхностные слои снижают граничные эффекты процесса экструзии на внутренний первый слой 12. Согласно одному варианту осуществления второй и/или третий слои 14, 16 содержат инициирующие полости частицы, полости и поверхностные трещины, в то время как первый слой 12 содержит полости, но не содержит инициирующие полости частицы.
Ссылаясь снова на фигуру 6, согласно другому варианту осуществления волокна 10 содержат трещины 40 на по меньшей мере одной внешней поверхности (верхней поверхности 10a или нижней поверхности 10b) волокна 10. Верхняя поверхность 10а волокна 10 соответствует верхней поверхности 12а первого слоя 12, и нижняя поверхность 10b слоя волокна 10 соответствует нижней поверхности 12b первого слоя 12, если волокно 10 содержит только первый слой. Трещины могут также находиться во втором и/или третьем слоях 14, 16 и, если есть, образуют наружную поверхность волокон 10. На фигуре 12 представлена микрофотография с 1000Х увеличением поверхности одного варианта осуществления волокон, имеющих трещины. На фигуре 13 представлена микрофотография с 20000Х увеличением поверхности одного варианта осуществления волокон, имеющих трещины.
Трещины, также известные как впадины, каналы или прорезы, ориентированы вдоль длины волокна 10 в направлении одноосного ориентирования. Средний размер этих трещин приблизительно находится где-то в диапазоне от 300 мкм до 1000 мкм по длине, и они встречаются с частотой приблизительно 5-9 трещин/мм, как показано на фигуре 14, взятой с 100000Х увеличением. Трещины образуются, если существует дефект на поверхности волокна во время процесса вытягивания или ориентации. Согласно некоторым вариантам осуществления частица наноглины или агломерированные частицы наноглины могут выступать в роли внесенных дефектов. Если частица наноглины находится в полимерном элементе, ориентация полимерного элемента происходит вокруг внесенного фронта трещины и распространяется вдоль этого фронта в продольном направлении ориентирования, приводя к образованию трещин.
Согласно одному варианту осуществления трещины образуются инициирующими полости частицами. Предпочтительно трещины образуются из инициирующих полости частиц наноглины. Хотя дефекты поверхности, такие как трещины, обычно рассматривают как дефект и минимизируют или устраняют в волокнах, было показано, что волокна 10, имеющие трещины 40, проявляют превосходную адгезию к резине, когда внедрены в резину, и если волокна в волокнистых слоях покрыты промотором адгезии. Без ограничения какой-либо конкретной теорией, считается, что промотор адгезии, по меньшей мере, частично пропитывает и заполняет трещины, образуя фиксатор и улучшая адгезию между волокном и резиной. Фактически, при тестировании когезия между резиной с самой собой ослабевает перед тем, как ослабевает адгезия между волокном и резиной.
Ссылаясь снова на фигуру 1, волокнистый слой 100, содержащий волокно 10, может представлять собой любой подходящий волокнистый слой, такой как вязаные, тканые, нетканые и однонаправленные материалы. Предпочтительно волокнистый слой 100 характеризуется достаточно открытой структурой, чтобы позволить последующим покрытиям (таким как резина) проходить через волокнистый слой 100, минимизируя образование окон.
Согласно одному варианту осуществления волокнистый слой представляет собой тканый материал, например, ткани с полотняным переплетением, сатин, саржа, ткани с переплетением рогожка, поплин, жаккардовая ткань и ткани с креповым переплетением. Предпочтительно тканый материал представляет собой ткань с полотняным переплетением. Было показано, что полотняное переплетение имеет хорошие характеристики устойчивости на истирание и износостойкость. Саржевое переплетение, как было показано, имеет хорошие свойства для сложных кривых, поэтому оно может также быть предпочтительным для изделий из резины.
Согласно другому варианту осуществления волокнистый слой представляет собой вязаное переплетение, например, кругловязаный трикотаж, обратнопереплетенный кругловязаный трикотаж, двойное вязание, трикотажное полотно гладкого переплетения, ткань с ворсом витого вязания, ткань с ворсом, связанная при помощи трех нитей, махровую ткань или вязание двойными петлями, вязаную основу с введенной уточной нитью, вязаную основа и вязаную основу с или без поверхности из микроденье.
Согласно другому варианту осуществления волокнистый слой 100 является многоосным, таким как трехоснонаправленная ткань (вязаная, тканая или нетканая). Согласно другому варианту осуществления волокнистый слой 100 представляет собой ткань со смещением нитей. Согласно другому варианту осуществления волокнистый слой 100 представляет собой нетканый материал. Выражение нетканый относится к структурам, соединяющим массу нитей, которые спутаны и/или сплавлены при помощи тепла так, чтобы обеспечить координационную структуру со степенью внутренней связанности. Нетканые материалы для использования в качестве волокнистого слоя 100 можно получить при помощи многих процессов, таких как, например, формирование из расплава, процессы гидроперепутывания, процессы механического перепутывания, прошивка и подобные.
Согласно другому варианту осуществления волокнистый слой 100 является однонаправленным и может иметь накладывающееся волокно или может иметь интервалы между волокнами. Согласно одному варианту осуществления волокно намотано непрерывно вокруг изделия из резины с образованием однонаправленного волокнистого слоя. Согласно некоторым вариантам осуществления включение расстояния между волокнами может приводить к незначительному просачиванию резины между волокнами, что может быть полезным для адгезии.
Согласно одному примеру волокнистый слой 100 на фигуре 1 представляет собой тканый материал (показан на фигуре 15 при помощи ленточных элементов 10, имеющих квадратную площадь поперечного сечения), внедренный в резину так, что все, что показано, представляет собой концы волокон 10.
Согласно другому варианту осуществления волокнистый слой 100 содержит волокна и/или нити, которые имеют отличный состав, размер и/или форму относительно волокон 10. Эти дополнительные волокна могут содержать, помимо прочего: полиамид, арамид (включая мета- и пара-формы), район, ПВС (поливиниловый спирт), сложный полиэфир, полиолефин, поливинил, нейлон (включая нейлон 6, нейлон 66 и нейлон 46), полиэтиленнафталат (ПЭН), хлопок, сталь, углерод, стекловолокно, сталь, полиакриловый материал, политриметилентерефталат (ПТТ), полициклогександиметилентерефталат (ПЦТ), полибутилентерефталат (ПБТ), модифицированный полиэтиленгликолем (ПЭГ) ПЭТ, полиакриловую кислоту (ПАК), политриметилентерефталат, нейлоны (включая нейлон 6 и нейлон 66); регенерированные целлюлозы (такие как район или Tencel); эластомерные материалы, такие как спандекс; высококачественные волокна, такие как полиарамиды, и полиимидные природные волокна, такие как хлопок, лен, рами и конопля, белковые материалы, такие как шелк, шерсть и другой животный волос, такой как ангора, альпака и викунья, упрочненные волокнами полимеры, термоотверждающиеся полимеры, их композиции и их смеси. Эти дополнительные волокна/нити можно использовать, например, в направлении основы тканого волокнистого слоя 100, при этом волокна 10 используются в направлении утока.
Согласно одному варианту осуществления волокна окружены, по меньшей мере, частично промотором адгезии. Частой проблемой при получении резинового композита является сохранение хорошей адгезии между резиной и волокнами и волокнистыми слоями. Обычный способ для промотирования адгезии между резиной и волокнами состоит в предварительной обработке нитей адгезионным слоем, обычно полученным из смеси резинового латекса и продукта конденсации фенола и формальдегида, при этом фенол практически всегда представляет собой резорцин. Это так называемый способ «РФЛ» (содержащий резорцинформальдегидную смолу латекс). Содержащий резорцинформальдегидную смолу латекс может содержать винилпиридиновый латекс, стирол-бутадиеновые латексы, воски, наполнители и/или другие добавки. «Адгезионный слой» при использовании в настоящем документе включает химические составы на основе РФЛ и другие не содержащие РФЛ химические составы для адгезии резины.
Согласно одному варианту осуществления адгезионные химические составы представляют собой не содержащие РФЛ химические составы. Согласно одному варианту осуществления адгезионные химические составы не содержат формальдегид. Согласно одному варианту осуществления адгезионная композиция содержит несшитый резорцинформальдегидный и/или резорцинфурфурольный конденсат (или фенолформальдегидный конденсат, который является растворимым в воде), резиновый латекс и альдегидный компонент, такой как 2-фурфураль. Композицию можно наносить на тканевые подложки и использовать для улучшения адгезии между обработанными тканевыми подложками и материалами из резины. Больше информации об этих химических составах можно найти в заявке на патент США с серийным номером 13/029293, поданной 17 февраля 2011 г., которая включена в настоящий документ во всей своей полноте.
Адгезионный слой можно наносить на волокна перед формированием в волокнистый слой или после того, как волокнистый слой сформировали любым обычным способом. Предпочтительно адгезионный слой представляет собой слой содержащего резорцинформальдегидную смолу латекса (РФЛ) или резиновый адгезионный слой. В общем, адгезионный слой наносят погружением волокнистого слоя или волокон в раствор адгезионного слоя. Волокнистый слой или волокна затем пропускают через отжимные валки и сушилку для удаления избытка жидкости. Адгезионный слой обычно отверждают при температуре в диапазоне от 150° до 200°C.
Промотор адгезии можно также включить в поверхностный слой (второй и/или третий слой) волокна или можно нанести на волокно и/или волокнистый слой в виде отдельной пленки. Термопластические пленки в этой категории состоят из различных полиамидов и их сополимеров, полиолефинов и сополимеры полиолефинов, полиуретанов и метилметакриловой ксилоты. Примеры этих пленок включают пленку 3М™ 845,3М™ NPE-IATD 0693 и пленку Nolax™ A21.2242.
Волокна могут быть образованы любым подходящим методом или способом. Существует два предпочтительных способа получения изделия из упрочненной резины. Первый начинают со щелевой экструзии полимера с образованием волокон (согласно одному варианту осуществления волокна представляют собой ленточные элементы, имеющие квадратное или прямоугольное сечение). Головка обычно содержит от 5 до 60 щелей, каждая образует волокно (ленточный элемент). Согласно одному варианту осуществления каждая щелевая головка имеет ширину от приблизительно 15 мм до 50 мм и толщину от приблизительно 0,6 до 2,5 мм. Волокна сразу после экструзии обычно имеют ширину 4-12 мм. Волокна можно экструдировать как имеющие один слой, или они могут иметь второй слой и/или третий слой, полученные совместной экструзией.
Затем волокна одноосно вытягивают. Согласно одному варианту осуществления волокна вытягивают до соотношения предпочтительно приблизительно 5 или больше, давая волокно с модулем по меньшей мере приблизительно 2 ГПа и плотностью по меньшей мере приблизительно 0,85 г/см3.
Как только образовались волокна, второй и/или третий слой можно наносить на волокна любым подходящим образом, включая, помимо прочего, ламинирование, покрытие, нанесение покрытия печатью и нанесение покрытия экструзией. Это можно выполнять перед или после стадии одноосного ориентирования.
Согласно одному варианту осуществления вытягивание волокон вызывает возникновение полостей в волокне. Согласно одному варианту осуществления образованные полости находятся в количестве от приблизительно 3 до 18 об.%. Согласно другому варианту осуществления экструдант содержит полимер и инициирующие полости частицы, вызывая образование полостей в волокне и/или трещин на поверхности волокна.
Волокна формируют в волокнистый слой, который содержит тканые материалы, нетканые материалы, однонаправленные ткани и вязаные ткани. Волокна затем необязательно покрывают промотором адгезии, таким как РФЛ-покрытие, и, по меньшей мере, частично внедряют (предпочтительно полностью внедряют) в резину. Согласно вариантам осуществления, в которых волокна содержат трещины, предпочтительно, чтобы адгезионное покрытие, по меньшей мере, частично заполняло трещины.
Согласно второму способу полимер экструдируют в пленку. Пленку можно экструдировать имеющую один слой, или она может иметь второй слой и/или третий слой, полученный при помощи совместной экструзии. Затем пленку нарезают на множество волокон. Согласно одному варианту осуществления волокна представляют собой ленточные элементы, имеющие квадратную или прямоугольную формы сечений. Эти волокна затем одноосно вытягивают. Согласно одному варианту осуществления волокна вытягивают до соотношения преимущественно приблизительно 5 или больше, давая волокно с модулем по меньшей мере приблизительно 2 ГПа и плотностью по меньшей мере приблизительно 0,85 г/см.
Как только образовалось волокно, если второй и/или третий слой желательны, их можно нанести на волокна любым подходящим образом, включая, помимо прочего, ламинирование, покрытие, нанесение покрытия печатью и нанесение покрытия экструзией. Это можно выполнять перед или после стадии одноосного ориентирования.
Согласно одному варианту осуществления вытягивание волокон вызывает возникновение полостей в волокне. Согласно одному варианту осуществления образованные полости находятся в количестве от приблизительно 3 до 18 об.%. Согласно другому варианту осуществления экструдант содержит полимер и инициирующие полости частицы. При одноосном ориентировании это вызывает образование полостей в волокне и/или трещин на поверхности волокна.
Волокна формируют в волокнистый слой, который включает тканые материалы, нетканые материалы, однонаправленные ткани и вязаные ткани. Волокна затем необязательно покрывают промотором адгезии, таким как РФЛ-покрытие, и, по меньшей мере, частично внедряют в резину. Согласно вариантам осуществления, в которых волокна содержат трещины, предпочтительно, чтобы адгезионное покрытие, по меньшей мере, частично заполняло трещины.
Согласно одному варианту осуществления головка, экструдирующая пленку или волокно, имеет прямоугольное сечение (обладая верхней стороной, нижней стороной и 2 реберными сторонами), причем по меньшей мере одна из верхней или нижней сторон головки имеет зазубренную поверхность. Они могут давать пленки или пленки, имеющие превосходную структуру поверхности или текстуру поверхности.
Согласно другому варианту осуществления волокна термообрабатывают перед тем, как их формируют в волокнистый слой. Термообработка волокон предоставляет несколько преимуществ, таких как более высокий модуль, большая прочность, меньшее удлинение и, особенно, меньшая усадка. Способы термообработки волокон включают конвекционный нагрев горячим воздухом, нагрев паром, нагрев инфракрасным излучением или кондуктивный нагрев, такой как растягивание над горячими пластинами, - все под натяжением.
Тестовые способы
Тест на расслаивание: Тест на расслаивание проводили на приборе для испытания на растяжение MTS при скорости 12 дюймов/минуту. Один конец образца (предпочтительно резиновую сторону) фиксировали на нижнем зажиме и ткань фиксировали на верхнем зажиме. Сопротивление отслаиванию ткани от резины измеряли из средней силы на отделение слоев. Покровную пленку добавляли на край образца (половина дюйма) между волокнами и резиной для облегчения теста на расслаивание.
Сопротивление отслаиванию, измеренное в вышеуказанном тесте, показывает силу, требуемую для отделения отдельного волокна или однонаправленной массы волокон от резины. Во всех экспериментах массу волокон тянут в направлении 180 градусов относительно резинового образца. Во всех образцах толщина резины составляла приблизительно 3 мм.
Примеры
Настоящее изобретение будет теперь описано со ссылкой па следующие неограничивающие примеры, в которых все части и процентные соотношения представлены по массе, если иное не указано.
Пример 1
Пример 1 представлял собой однонитевое нейлоновое волокно, имеющее круглую форму поперечного сечения с диаметром 240 мкм. Используемый нейлон представлял собой нейлон 66, доступный от Invista™ как нейлон 66 SSP-72. Нейлон экструдировали из щелевой головки, которая имела 60 щелей, причем каждая щель имела диаметр 1,1 мм. Нейлон экструдировали при 300°C со скоростью 20 кг/час. Полученное волокно затем охлаждали до 32°C и одноосно ориентировали до степени вытяжки 5. Вытяжку проводили на трехстадийной линии вытяжки с вытяжкой 4, 1,25 и 1 на первой, второй и третьей стадиях, соответственно. Готовое нейлоновое волокно характеризовалось модулем 1 ГПа, плотностью 1,14 г/см3. Волокно по существу не содержало полостей или трещин на поверхности волокна.
Однонитевое нейлоновое волокно покрывали РФЛ-составом, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе сухих волокон. Покрытые волокна затем сушили на воздухе и отверждали в печи при 190°C в течение трех минут. Отвержденные волокна затем вдавливали в резину (доступную от Akron Rubber Compounding как RA306) в форме при 300 фунт/кв. дюйм, так что вся поверхность волокна была внедрена в резину, и полупродукт отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймов (1,27 см) резины семь волокон помещали на расстоянии 1,7 мм, образуя однонаправленный волокнистый слой. Тест на расслаивание проводили, как описано выше, при этом сопротивление отслаиванию составляло 77 фунтов-силы/дюйм. Полученные ободранные волокна также имели небольшое количество все еще присоединенной резины. Это показывает незначительное когезионное разрушение резины (разрушение резины, присоединенной к поверхности нейлоновых волокон от основной массы резины). Это когезионное разрушение типично, если какая-либо открытая ткань или открытый волокнистый слой становится внедренным из-за открытой структуры ткани, через которую резина может проходить и заливать ткань, и прилипать к другой резине.
Пример 2
Пример 2 представляет собой многонитевое нейлоновое волокно. Для получения многонитевого волокна, два нейлоновых волокна, образованных из нейлона, доступных от Kordsa Global под торговым названием Т-728, имеющих круглую форму поперечного сечения с денье 940, скручивали вместе в правом направлении свивки с образованием многонитевого нейлонового волокна, имеющего денье 1880. Многонитевое скрученное волокно характеризовалось модулем 3 ГПа и плотностью 1,14 г/см3. Волокно по существу не содержало полостей или трещин на поверхности волокна.
Многонитевое нейлоновое волокно покрывали РФЛ-составом, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе сухих волокон. Покрытые волокна затем сушили на воздухе и отверждали в печи при 190°C в течение трех минут. Отвержденные волокна затем вдавливали в резину (доступную от Akron Rubber Compounding как RA306), так что вся поверхность волокна была внедрена в резину, и полупродукт отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймов (1,27 см) резины семь волокон помещали на расстоянии 1,75 мм, образуя однонаправленный волокнистый слой. Тест на расслаивание проводили, как описано выше, при этом сопротивление отслаиванию составляло 59 фунтов-силы/дюйм. Как в примере 1, наблюдали подобное когезионное разрушение резины.
Пример 3
Пример 3 представлял собой нейлоновую пленку (не волокно), имеющую прямоугольную форму сечения с шириной 25 мм и высотой 200 мкм. Используемый нейлон представлял собой нейлон 66 доступный от Invista™ как нейлон 66 SSP-72. Нейлон экструдировали из головки для пленки, которая имела ширину 4′′ и высоту 1 мм. Нейлон экструдировали при 300°C со скоростью 2 кг/час. Полученную пленку затем охлаждали до 32°C и не вытягивали или не ориентировали. Нейлоновая пленка была хрупкой и сложно обрабатываемой, приводя к тому, что пленка легко трескалась. Готовая нейлоновая пленка характеризовалась модулем 500 МПа и плотностью 1,14 г/см3. Пленка по существу не содержала полостей или трещин на поверхности пленки, однако характеризовалась очень высокой шероховатостью поверхности.
Нейлоновую пленку покрывали РФЛ-составом, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе пленки. Покрытую пленку затем сушили на воздухе и отверждали в печи при 190°C в течение трех минут. Отвержденную пленку затем вдавливали в резину (доступную от Akron Rubber Compounding как RA306), так что вся поверхность пленки была на одной стороне резины, и полупродукт отверждали при 160°C в течение 30 минут. Тест на расслаивание проводили, как описано выше, при этом сопротивление отслаиванию составляло 2 фунта-силы/дюйм. Одна из причин такого низкого значения объяснялась неспособностью РФЛ-адгезива связываться с поверхностью материала и пленки, чтобы полностью вдавиться в поверхность резины (подразумевая, что поверхность пленки не была полностью внедрена в резину).
Пример 4
Пример 4 представлял собой однослойное нейлоновое волокно, имеющее прямоугольную форму сечения с шириной 2 мм и высотой 75 мкм. Используемый нейлон представлял собой нейлон 66, доступный от Invista™ как нейлон 66 SSP-72. Полимер экструдировали из щелевой головки, которая имела 12 щелей, причем каждая щель имела размеры 25 мм на 0,9 мм. Нейлон экструдировали при 300°C со скоростью 20 кг/час. Полученный ленточный элемент затем охлаждали до 32°C и одноосно ориентировали до степени вытяжки от 5 до 6. Вытяжку проводили на трехстадийной линии вытяжки с вытяжкой 4, 1,2 и 1,1 на первой, второй и третьей стадиях, соответственно. Предполагают, что аналогичный модуль и прочность можно также получить, если степени вытяжки были распределены по-разному по зонам вытяжки. Например, модуль 6 ГПа можно также было получить, если степени вытяжки составляли 1,5, 3,3 и 1,1 на первой, второй и третьей стадиях, соответственно. Готовый нейлоновый ленточный элемент характеризовался модулем 6 ГПа, плотностью 1,06 г/см3 и объемом полостей 8 об.% (по объему) волокна. Микрофотографии волокна можно увидеть на фигуре 9. Полости тянулись прерывисто по продольному сечению волокна. Размер полостей находился в диапазоне 50-150 нм в ширину и 0-5 мкм в длину. Плотность полостей составляла 8% по объему. Волокно по существу не содержало трещин на поверхности волокна.
Полученное нейлоновое волокно (являющееся ленточным элементом) затем покрывали РФЛ-составом, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе сухих лент. Покрытые ленты затем сушили на воздухе и отверждали в печи при 190°C в течение 3 минут. Покрытое волокно затем клали на резину (доступную от Akron Rubber Compounding как RA306) по однонаправленной схеме, не имеющей расстояний между волокнами так, что полученный однонаправленный волокнистый слой покрывал фактически всю поверхность резины. Его затем отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймовой (1,27 см) полосы резины шесть волокон прямоугольной формы необходимо было положить. Тест на расслаивание проводили, как описано выше, приводя к разрушению резины при 197 фунтов-силы/дюйм. Результат силы теста на расслаивание представлял собой силу, требуемую для разрушения резины в образце. При проведении теста на расслаивание волокна не выдергивали из резины, поэтому резина разрушалась. Это показывает, что сопротивление отслаиванию составляло по меньшей мере 197 фунтов-силы/дюйм, однако точное число нельзя определить из-за разрушения резины.
Пример 5
Пример 5 был таким же, как пример 4, за исключением того, что общие степени вытяжки волокон равнялись 3. Готовое нейлоновое волокно характеризовалось модулем 3,5 ГПа, плотностью 1,06 г/см3 и объемом полостей 8 об.% (по объему) волокна.
Пример 6
Пример 6 был таким же, как пример 4, за исключением того, что общие степени вытяжки волокон составляли 4. Готовое нейлоновое волокно характеризовалось модулем 4,1 ГПа, плотностью 1,06 г/см3 и объемом полостей 8 об.% (по объему) волокна. Сравнивая примеры 4, 5, 6, модуль и прочность, как оказалось, соизмеряются со степенью вытяжки пропорционально.
Пример 7
Пример 7 представлял собой однослойное нейлоновое волокно, имеющее прямоугольную форму сечения с шириной 4 мм и высотой 130 мкм. Используемый полимер представлял собой нейлон 66, доступный от Invista™ как нейлон 66 SSP-72. Нейлон экструдировали из щелевой головки, которая имела 12 щелей, причем каждая щель имела размеры 25 мм на 0,9 мм. Нейлон экструдировали при 300°C со скоростью 60 кг/час. Полученный ленточный элемент затем охлаждали до 32°C и одноосно ориентировали до степени вытяжки от 5 до 6. Вытяжку проводили на трехстадийной линии вытяжки с вытяжкой 3,1, 1,65 и 1,1 на первой, второй и третьей стадиях, соответственно. Готовый нейлоновый ленточный элемент характеризовался модулем 800 МПа, плотностью 1,14 г/см3. Волокно по существу не содержало полостей или трещин на поверхности волокна. Сравнивая волокна примера 7 с примером 4, волокна примера 7 были вдвое шире, практически вдвое толще, и их экструдировали из такого же размера щелевой головки, однако с выходом в три раза больше. Как указано выше, ориентация в пучке волокон является основным фактором для возникновения полостей в волокнах. Наличие и однородность полостей вдоль поперечной ширины ориентированного волокна зависит от того, был ли весь полимерный элемент ориентирован в процессе вытяжки вдоль продольного направления. Отсутствие полостей объясняется фактом того, что эффективный перенос тепла не возникал в полимерном элементе его полного ориентирования. Области ориентированных и неориентированных участков получали в полимерных лентах.
Нейлоновое волокно покрывали РФЛ-составом, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе сухих лент. Покрытое волокно затем клали на резину (доступную от Akron Rubber Compounding как RA306) по однонаправленной схеме, не имеющей расстояний между волокнами так, что полученный однонаправленный волокнистый слой покрывал фактически всю поверхность резины. Его затем отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймовой (1,27 см) полосы резины шесть волокон прямоугольной формы необходимо было положить.
Пример 8
Покрытые волокна примера 4 клали на резину (доступную от Akron Rubber Compounding как RA306) по однонаправленной схеме, имеющей 0,5 мм расстояния между волокнами, образуя однонаправленный волокнистый слой, который не покрывает всю поверхность резины. Их отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймовой (1,27 см) полосы резины шесть волокон прямоугольной формы положили. Снимаемую пленку помещали между слоем волокон и резиной с одного края для облегчения теста на расслаивание. Тест на расслаивание проводили, как описано выше, приводя к разрушению резины при 180 фунтов-силы/дюйм, показывая, что сопротивление отслаиванию было больше, чем это значение. Это значение было фактически равным сопротивлению отслаиванию однонаправленного волокнистого слоя без расстояний между волокнами (пример 4). Незначительный разброс в значениях неизбежен, поскольку эта сила является показательной относительно прочности на разрыв резины и, таким образом, зависит от толщины резины.
Пример 9
Нейлоновая пленка примера 3 адгезивно связывалась с резиной (доступной от Akron Rubber Compounding как RA306) при помощи адгезионной пленки, доступной от ЗМ как пленка 3М 845. Адгезионная пленка состояла из акрилового сополимера, усилителя клейкости и винилкарбоновой кислоты. Пленку вдавливали в резину (при помощи адгезионной пленки между резиной и нейлоновой пленкой) так, что вся поверхность нейлоновой пленки не была покрыта (не внедрена) резиной, и затем образец отверждали при 160°C в течение 30 минут. Тест на расслаивание проводили, как описано выше, при этом сопротивление отслаиванию составляло 27 фунтов-силы/дюйм, что является увеличением сопротивления отслаиванию по сравнению с примером 3, в котором использовали РФЛ-адгезив для покрытия.
Пример 10
Волокна примера 10 были аналогичными волокну примера 4, с добавлением инициирующих полости частиц. Пример 10 представляет собой однослойное нейлоновое волокно, имеющее прямоугольную форму сечения с шириной 2 мм и высотой 75 мкм. Используемый полимер представлял собой нейлон 66, доступный от Invista™ как нейлон 66 SSP-72 и содержал 7% по массе наноглины (клоизит), доступной от Southern Clay Company. Нейлон экструдировали из щелевой головки, которая имела 12 щелей, причем каждая щель имела размеры 25 мм на 0,9 мм. Нейлон экструдировали при 300°С со скоростью 20 кг/час. Полученное волокно (являющееся ленточным элементом) затем охлаждали до 32°С и одноосно ориентировали до степени вытяжки от 5 до 6. Вытяжку проводили на трехстадийной линии вытяжки с вытяжкой 4, 1, 2 и 1,1 на первой, второй и третьей стадиях, соответственно. Как указано в примере 1, такой же модуль и прочность также можно получить, если степени вытяжки распределяли по-разному по зонам вытяжки. Готовое нейлоновое волокно характеризовалось модулем 6 ГПа, плотностью 1,06 г/см3 и объемом полостей 8 об.% волокна. Полости в волокне можно увидеть на микрофотографиях фигур 10а и 10b. Полости тянулись прерывисто по продольному сечению волокна. Размер полостей находился в диапазоне 50-150 нм в ширину и 0-5 мкм в длину. Концентрация полостей составляла 8% по объему. Полости были подобны по форме таким, полученным без инициирующих полости частиц. Волокно также содержало трещины на поверхности волокна. Эти трещины, находившиеся на поверхности волокна, были прерывистыми по продольному сечению волокон, и их длина находилась в диапазоне от приблизительно 300 мкм до 1000 мкм. Трещины на поверхности волокна можно увидеть на микрофотографиях фигур 11, 12 и 13.
Нейлоновое волокно покрывали РФЛ-составом, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе сухих лент. Покрытые волокна затем сушили на воздухе и отверждали в печи при 190°C в течение 3 минут. Покрытое волокно затем клали на резину (доступную от Akron Rubber Compounding как RA306) по однонаправленной схеме, не имеющей расстояний между волокнами так, что полученный однонаправленный волокнистый слой покрывал фактически всю поверхность резины. Его затем отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймовой (1,27 см) полосы резины шесть волокон прямоугольной формы необходимо было положить. Снимаемую пленку помещали между слоем волокон и резиной с одного края для облегчения теста на расслаивание. Тест на расслаивание проводили, как описано выше, приводя к разрушению резины при 197 фунтов-силы/дюйм, показывая, что сопротивление отслаиванию было больше, чем это значение.
Пример 11
Пример 11 представлял собой сложнополиэфирное волокно, имеющее прямоугольную форму сечения с шириной 2 мм и высотой 60 мкм. Используемый сложный полиэфир представлял собой полиэтилентерефталат, доступный от Nanya Plastics Corporation как PET IV 60. Сложный полиэфир экструдировали из щелевой головки, которая имела 12 щелей, причем каждая щель имела размеры 25 мм на 0,9 мм. Сложный полиэфир экструдировали при 300°C со скоростью 20 кг/час. Полученное волокно затем охлаждали до 32°C и одноосно ориентировали до степени вытяжки 7-9. Вытяжку проводили на трехстадийной линии вытяжки с вытяжкой 3,4, 2,2 и 1 на первой, второй и третьей стадиях, соответственно. Готовый сложнополиэфирный ленточный элемент характеризовался модулем 8 ГПа, плотностью 1,20 г/см3 и объемом полостей 8 об.% волокна. Волокно по существу не содержало трещин на своей поверхности.
Сложнополиэфирное волокно покрывали процедурой двухстадийного погружения при помощи раствора предварительного погружения, содержащего защищенный капролактамом изоцианат, доступный от EMS как Grilbond IL-6, и отверждения при 225°C в течение трех минут, с последующим погружением в стандартный РФЛ-состав, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе сухих лент. Покрытые волокна затем сушили на воздухе и отверждали в печи при 190°C в течение трех минут. Покрытое волокно затем клали на резину (доступную от Akron Rubber Compounding как RA306) по однонаправленной схеме, не имеющей расстояний между волокнами так, что полученный однонаправленный волокнистый слой покрывал фактически всю поверхность резины. Его затем отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймовой (1,27 см) полосы резины шесть волокон прямоугольной формы необходимо было положить. При проведении теста на расслаивание вытянутые волокна имели большой кусок все еще присоединенной резины. Тест на расслаивание давал в результате силу прилипания 120 фунтов-силы/дюйм, показывая когезионное разрушение резины.
Пример 12
Пример 12 представлял собой смесь однослойных волокон из сложного полиэфира и нейлона 66, имеющих прямоугольную форму сечения с шириной 1,5 мм и высотой 100 мкм. Используемый сложный полиэфир представлял собой полиэтилентерефталат, доступный от Nanya Plastics Corporation как PET IV 60; используемый нейлон представлял собой нейлон 66, доступный от Invista™ как нейлон 66 SSP-72. Полимер экструдировали из щелевой головки, которая имела 12 щелей, причем каждая щель имела размеры 25 мм на 0,9 мм. Смесь физически смешивали в соотношении 90:10 (90% сложного полиэфира и 10% нейлона по массе) и экструдировали при 300°C со скоростью 20 кг/час. Полученный ленточный элемент затем охлаждали до 32°C и одноосно ориентировали до степени вытяжки от 5 до 7. Вытяжку проводили на трехстадийной линии вытяжки с вытяжкой 3, 2 и 0,9 на первой, второй и третьей стадиях, соответственно. Следует отметить, что подача с незначительным избытком требуется на последней стадии по ряду причин. Эта подача с избытком снижает усадку и уменьшение модуля (ползучесть) волокон. Она также увеличивает прочность волокон. Предполагают, что такой же модуль и прочность можно также получить, если степени вытяжки были распределены по-разному по зонам вытяжки. Например, модуль 10 ГПа также можно получить, если степени вытяжки составляли 1,5, 3,3 и 0,9 на первой, второй и третьей стадиях, соответственно. Готовый ленточный элемент из смеси сложного полиэфира-нейлона характеризовался модулем 10 ГПа и плотностью 1,37 г/см3.
Волокно из смеси сложного полиэфира-нейлона процедурой двухстадийного погружения при помощи раствора предварительного погружения, содержащего защищенный капролактамом изоцианат, доступный от EMS как Grilbond IL-6, и отверждения при 225°C в течение трех минут, с последующим погружением в стандартный РФЛ-состав, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе сухих лент. Покрытые ленты затем сушили на воздухе и отверждали в печи при 190°C в течение 3 минут. Покрытое волокно затем клали на резину (доступную от Akron Rubber Compounding как RA306) по однонаправленной схеме, не имеющей расстояний между волокнами так, что полученный однонаправленный волокнистый слой покрывал фактически всю поверхность резины. Его затем отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймовой (1,27 см) полосы резины шесть волокон прямоугольной формы необходимо было положить. Тест на расслаивание проводили, как описано выше, давая в результате значение 143 фунта-силы/дюйм.
Пример 13
Пример 13 представлял собой смесь однослойных волокон из сложного полиэфира и нейлона 66, имеющих прямоугольную форму сечения с шириной 1,5 мм и высотой 100 мкм. Используемый сложный полиэфир представлял собой полиэтилентерефталат, доступный от Nanya Plastics Corporation как PET IV 60; используемый нейлон представлял собой нейлон 66, доступный от Invista™ как нейлон 66 SSP-72. Полимер экструдировали из щелевой головки, которая имела 12 щелей, причем каждая щель имела размеры 25 мм на 0,9 мм. Смесь физически смешивали в соотношении 70:30 (70% сложного полиэфира и 30% нейлона по массе) и экструдировали при 300°C со скоростью 20 кг/час. Полученный ленточный элемент затем охлаждали до 32°C и одноосно ориентировали до степени вытяжки от 5 до 7. Вытяжку проводили на трехстадийной линии вытяжки с вытяжкой 3, 2 и 0,9 на первой, второй и третьей стадиях, соответственно. Следует отметить, что подача с незначительным избытком требуется на последней стадии по ряду причин. Эта подача с избытком снижает усадку и уменьшение модуля (ползучесть) волокон. Она также увеличивает прочность волокон. Предполагают, что такой же модуль и прочность можно также получить, если степени вытяжки были распределены по-разному по зонам вытяжки. Например, модуль 10 ГПа также можно получить, если степени вытяжки составляли 1,5, 3,3 и 0,9 на первой, второй и третьей стадиях, соответственно. Готовый ленточный элемент из смеси сложного полиэфира-нейлона характеризовался модулем 10 ГПа и плотностью 1,37 г/см3.
Волокно из смеси сложного полиэфира-нейлона процедурой двухстадийного погружения при помощи раствора предварительного погружения, содержащего защищенный капролактамом изоцианат, доступный от EMS как Grilbond IL-6, и отверждения при 225°C в течение трех минут, с последующим погружением в стандартный РФЛ-состав, используя резорциновый предконденсат, доступный от Indspec Chemical Corporation как Penacolite -2170, и винилпиридиновый латекс, доступный от Omnova Solutions как Gentac VP 106, на (масса покрытия) 25% по массе сухих лент. Покрытые ленты затем сушили на воздухе и отверждали в печи при 190°C в течение 3 минут. Покрытое волокно затем клали на резину (доступную от Akron Rubber Compounding как RA306) по однонаправленной схеме, не имеющей расстояний между волокнами так, что полученный однонаправленный волокнистый слой покрывал фактически всю поверхность резины. Его затем отверждали при 160°C в течение 30 минут. Для покрытия 0,5 дюймовой (1,27 см) полосы резины шесть волокон прямоугольной формы необходимо было положить. Тест на расслаивание проводили, как описано выше, давая в результате значение 143 фунта-силы/дюйм.
Все ссылки, включая публикации, патентные публикации и патенты, цитируемые в настоящем документе, таким образом включены ссылкой в такой мере, как если бы каждая ссылка была отдельно и конкретно указана как включенная ссылкой и была изложена во всей своей полноте в настоящем документе.
Использование выражений в единственном числе и подобных объектов ссылок в контексте описания изобретения (в частности в контексте следующей формулы изобретения) должны толковаться как охватывающие как единственное, так и множественное число, если иное не указано в настоящем документе или явно не опровергается контекстом. Выражения «содержащий», «имеющий», «включающий» и «охватывающий» следует толковать как открытые выражения (т.е. означая «включая, помимо прочего»), если иное не указано. Перечисление диапазонов значений в настоящем документе предназначено только для скорого способа ссылки отдельно на каждое отдельное значение, попадающее в диапазон, если иное не указано в настоящем документе, и каждое отдельное значение включено в описание, как если бы оно было отдельно перечислено в настоящем документе. Все способы, описанные в настоящем документе, можно выполнять в любом подходящем порядке, если иное не указано в настоящем документе или иным образом явно не опровергается контекстом. Использование любого и всех примеров или типичных формулировок (например, «такой как»), обеспеченных в настоящем документе, предназначено только для лучшего освещения изобретения и не представляет собой ограничение объема настоящего изобретения, если иное не утверждается. Никакую формулировку в описании не следует толковать как указывающую на любой незаявленный элемент как необходимый для осуществления изобретения на практике.
Предпочтительные варианты осуществления настоящего изобретения описаны в настоящем документе, включая наилучший способ, известный изобретателям для осуществления настоящего изобретения. Варианты этих предпочтительных вариантов осуществления могут стать очевидными специалистам в данной области техники при прочтении предшествующего описания. Изобретатели предполагают, что специалисты в данной области техники осуществят такие варианты в случае необходимости, и изобретатели подразумевают, что изобретение можно осуществлять на практике иначе, чем конкретно описано в настоящем документе. Соответственно, настоящее изобретение включает все модификации и эквиваленты объекта, изложенного в формуле изобретения, приложенной к документу, в соответствии с действующим законодательством. Кроме того, любая комбинация вышеописанных элементов во всех их возможных вариантах охвачена настоящим изобретением, если иное не указано в настоящем документе или иным образом явно не опровергается контекстом.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРКАС ПНЕВМАТИЧЕСКОЙ ШИНЫ С ВОЗДУХОНЕПРОНИЦАЕМОЙ СИСТЕМОЙ, СОДЕРЖАЩЕЙ СТАБИЛИЗИРУЮЩУЮ ТКАНЬ | 2014 |
|
RU2607341C1 |
| РАСШИРЯЕМЫЙ ШЛАНГ (ВАРИАНТЫ), УЗЕЛ ШЛАНГА И СПОСОБ | 2009 |
|
RU2459131C2 |
| СПОСОБ РЕМОНТА МОЩЕНОЙ ПОВЕРХНОСТИ С ТРЕЩИНАМИ | 2002 |
|
RU2306380C2 |
| УСОВЕРШЕНСТВОВАННЫЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2009 |
|
RU2496645C2 |
| ТРИКОТАЖНОЕ ПОЛОТНО И ОДЕЖДА НИЖНЕГО СЛОЯ С УЛУЧШЕННЫМИ ТЕРМОЗАЩИТНЫМИ СВОЙСТВАМИ, ИЗГОТОВЛЕННАЯ ИЗ НЕГО | 2008 |
|
RU2494179C2 |
| ПРИВОДНОЙ РЕМЕНЬ | 2007 |
|
RU2397383C2 |
| ПРИВОДНОЙ РЕМЕНЬ СО СНИЖЕННОЙ СТЕПЕНЬЮ РАСТЯГИВАНИЯ | 2002 |
|
RU2261384C2 |
| ЭЛЕКТРОПРОВОДЯЩИЙ РЕМЕНЬ ДЛЯ ПЕРЕДАЧИ МОЩНОСТИ | 2015 |
|
RU2645543C1 |
| НОВЫЙ ПРОМЕЖУТОЧНЫЙ МАТЕРИАЛ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ОГРАНИЧЕНИЯ МИКРОРАСТРЕСКИВАНИЯ КОМПОЗИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2496932C2 |
| ОСНОВА АБРАЗИВНОГО ИЗДЕЛИЯ С ПОКРЫТИЕМ (ВАРИАНТЫ), ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2129065C1 |
Изобретение относится преимущественно к автомобильной промышленности, в частности для производства шин. Упрочненный резиновый материал представляет собой резину, в которую внедрен волокнистый слой. Волокнистый слой содержит одноосно вытянутые ленточные элементы, имеющие прямоугольное сечение и, по меньшей мере, первый слой, характеризующийся степенью вытяжки по меньшей мере приблизительно 5, модулем по меньшей мере приблизительно 2 ГПа, плотностью по меньшей мере 0,85 г/см3. Первый слой содержит полимер, выбранный из группы, состоящей из полиамида, сложного полиэфира и их сополимеров. Также раскрыты способы упрочнения резинового материала. Технический результат - повышение прочности резиносодержащих полотен и соответственно шин. 5 н. и 14 з.п. ф-лы, 15 ил.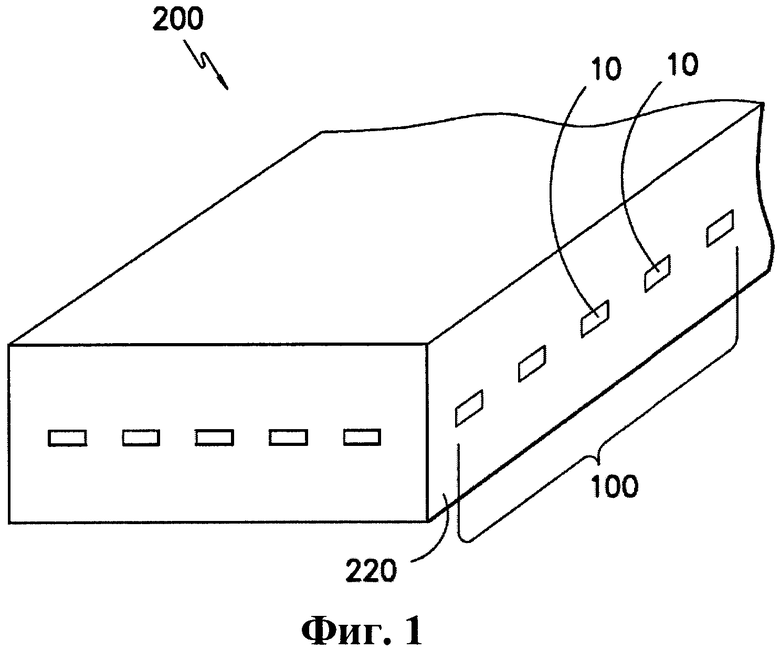
1. Упрочненный резиновый материал, представляющий собой резину, в которую внедрен волокнистый слой, причем волокнистый слой содержит одноосно вытянутые ленточные элементы, имеющие прямоугольное сечение, верхнюю поверхность и нижнюю поверхность, и причем ленточные элементы содержат, по меньшей мере, первый слой, характеризующийся степенью вытяжки по меньшей мере приблизительно 5, модулем по меньшей мере приблизительно 2 ГПа, плотностью по меньшей мере 0,85 г/см3, причем первый слой содержит полимер, выбранный из группы, состоящей из полиамида, сложного полиэфира и их сополимеров.
2. Упрочненный резиновый материал по п.1, отличающийся тем, что первый слой содержит множество полостей.
3. Упрочненный резиновый материал по п.1, отличающийся тем, что волокна также содержат множество трещин на, по меньшей мере, верхней или нижней поверхности волокон.
4. Шина, выполненная из упрочненного резинового материала по п.1, отличающаяся тем, что слой шины, выбранный из группы, состоящей из защитного слоя, каркасного слоя, чефера, ободной ленты, усилителя, слоя каркаса, слоя плеча, бандажного слоя, ленточного отделительного слоя, проволочной основы и основы кромки бандажа, представляет собой волокнистый слой.
5. Способ упрочнения резинового материала, включающий:
щелевую экструзию ленточных элементов или экструзию и нарезку пленки на множество ленточных элементов, причем ленточные элементы имеют прямоугольное сечение и, по меньшей мере, первый слой, причем первый слой содержит полимер, выбранный из группы, состоящей из полиамида, сложного полиэфира и их сополимеров, имеющих прямоугольное сечение;
ориентирование ленточных элементов одноосно до степени вытяжки по меньшей мере приблизительно 5 с образованием одноосно вытянутых ленточных элементов, имеющих верхнюю поверхность и нижнюю поверхность и характеризующихся модулем по меньшей мере приблизительно 2 ГПа и плотностью по меньшей мере 0,85 г/см3;
формирование одноосно вытянутых ленточных элементов в волокнистый слой и внедрение волокнистого слоя в резину.
6. Способ по п.5, отличающийся тем, что первый слой дополнительно содержит инициирующие полости частицы, причем ориентирование ленточных элементов включает образование множества полостей.
7. Способ по п.5, отличающийся тем, что ориентирование волокон одноосно формирует множество трещин на, по меньшей мере, верхней или нижней поверхности волокон, причем способ дополнительно включает покрытие волокон промотором адгезии, по меньшей мере, частично заполняющим множество трещин волокон перед или после формирования волокна в волокнистый слой.
8. Упрочненный резиновый материал, представляющий собой резину, в которую внедрен волокнистый слой, причем волокнистый слой содержит одноосно вытянутые волокна, имеющие, по меньшей мере, первый слой, верхнюю поверхность и нижнюю поверхность, причем первый слой содержит полимер и множество полостей, причем полости находятся в количестве от приблизительно 3 до 18 процентов по объему первого слоя.
9. Упрочненный резиновый материал по п.8, отличающийся тем, что первый слой дополнительно содержит инициирующие полости частицы.
10. Упрочненный резиновый материал по п.8, отличающийся тем, что волокна дополнительно содержат множество трещин на, по меньшей мере, верхней или нижней поверхности волокон.
11. Упрочненный резиновый материал по п.8, отличающийся тем, что волокна имеют прямоугольное сечение.
12. Упрочненный резиновый материал по п.8, отличающийся тем, что первый слой содержит смесь сложного полиэфира и нейлона 6.
13. Шина, выполненная из упрочненного резинового материала по п.8, отличающаяся тем, что слой шины, выбранный из группы, состоящей из защитного слоя, каркасного слоя, чефера, ободной ленты, усилителя, слоя каркаса, слоя плеча, бандажного слоя, ленточного отделительного слоя, проволочной основы и основы кромки бандажа, представляет собой волокнистый слой.
14. Способ упрочнения резинового материала, включающий по порядку:
щелевую экструзию ленточных элементов или экструзию и нарезку пленки на множество ленточных элементов, причем ленточные элементы имеют верхнюю поверхность и нижнюю поверхность и, по меньшей мере, первый слой, причем первый слой содержит полимер;
ориентирование волокон одноосно с образованием одноосно вытянутых волокон, формируя множество полостей в первом слое в количестве от приблизительно 3 до 18 процентов по объему первого слоя;
формирование одноосно вытянутых волокон в волокнистый слой и
внедрение волокнистого слоя в резину.
15. Способ по п.14, отличающийся тем, что волокна имеют прямоугольное сечение.
16. Способ по п.14, отличающийся тем, что полимер первого слоя содержит полимер, выбранный из группы, состоящей из полиамида, сложного полиэфира и их сополимеров.
17. Способ по п.14, отличающийся тем, что первый слой волокон дополнительно содержит инициирующие полости частицы.
18. Способ по п.14, отличающийся тем, что ориентирование волокон одноосно формирует множество трещин на, по меньшей мере, верхней или нижней поверхности волокон, причем способ дополнительно включает покрытие волокон промотором адгезии, по меньшей мере, частично заполняя множество трещин волокон перед или после формирования волокна в волокнистый слой.
19. Способ по п.14, отличающийся тем, что первый слой содержит смесь сложного полиэфира и нейлона 6.
| WO 03031713 A1, 17.04.2003 | |||
| Металлическая вышка для бурения | 1945 |
|
SU68301A1 |
| УСТРОЙСТВО ДЛЯ РЕШЕНИЯ ДИФФЕРЕНЦИАЛЬНЫХ УРАВНЕНИЙ | 1992 |
|
RU2092899C1 |

