Изобретение относится к уплотнительным материалам для резьбовых соединений, снижающих энергозатраты при многократном свинчивании и развинчивании, возникающие вследствие образования ржавчины и прикипания металла внутренней и внешней поверхностей резьбы.
Для уплотнения резьбовых соединений с давних пор используют различные материалы: масляные краски, волокна различного происхождения, полимерные материалы, например, ленту ФУМ. Известны способы уплотнения при помощи пластиковых материалов в виде ленты (патент РФ на изобретение №2163917, опубл. 23.02.1999 г.). Однако эти способы уплотнения и герметизации удобны для однократного применения. Для труб высокого давления (газ, нефтепроводы, магистральные водопроводы и т.д.) простейшие способы уплотнения не пригодны.
Достаточно надежны способы герметизации, использующие термическую обработку. Например, в патентах РФ на изобретения №2498144 и №2227240 предложены составы на основе сополимера трифторэтилена и гексафторпропилена и графита, которые после нанесения подвергаются термообработке при температуре 300-350°С.
Известен способ обработки резьбовых соединений путем нанесения слоя алюминия толщиной 10-15 мкм с последующим нагревом при 620-650°С до образования интерметаллического слоя (патент РФ на изобретение №2049150).
В патенте РФ на изобретение №2248495 используется смазочное покрытие с пористым цинком.
Состав для герметизации резьбовых соединений по патенту РФ на изобретение №2187545 получен путем смешивания пластичной смазки ПК-1 с графитом, ингибитором коррозии и политетраэтиленом с последующим нагревом при температуре 60-150°С.
Перечисленные способы герметизации резьбовых соединений достаточно трудо- и энергоемки. Более простыми способами герметизации являются смазки.
В патенте РФ на изобретение №2230090 предлагается смазка на основе графита, обработанного при 800-1000°С и жидкого стекло-силиката натрия. Однако применение высокотемпературной обработки является затруднением при изготовлении данного состава.
Наиболее близкой к предлагаемому решению является смазка по патенту РФ на изобретение №2229501, опубл. 18.03.2003 г. на основе индустриального масла. Жировую основу - индустриальное масло - предварительно выпаривают в вакууме, затем при температуре 60-80°С смешивают с ингибитором - бактерицидом, полифторэтиленом с разными фракциями, пластичной смазкой типа ЛКС-металлургическая и графитом.
Недостатком перечисленных смазок является тот факт, что после нанесения эти составы находятся в пластическом состоянии, поэтому до скручивания они могут при соприкосновении легко деформироваться и даже удаляться.
Для устранения этих недостатков необходимо использовать термопластичные, упруго-эластичные полимеры, которые после деформации восстанавливают свою форму и обладают высокими адгезионными свойствами и хорошей упругостью. Это, например, из группы акриловых полимеров. - Акроплен.
Техническим результатом предлагаемого решения является повышение надежности и эффективности смазки для герметизации резьбовых соединений за счет снижения усилия при многократных завинчиваниях - развинчиваниях и предотвращениях «спекания» металла.
Для достижения заявленного результата смазка для герметизации резьбовых соединений, содержащая фторсополимер, графит, ингибитор коррозии, дополнена упруго-гибким полимером и растворителем при следующем составе компонентов в %:
Введение в состав смазки пленкообразователя в виде упруго-гибкого полимера позволяет восстанавливаться покрытию после развинчивания.
Введение растворителя позволяет добиться при нанесении необходимой вязкости смазки.
Состав получают прямым смешением компонентов при комнатной температуре. Состав наносят любым методом (кистью, распылителем, спреем).
Высыхание происходит (при нормальной температуре) за 10-25 мин.
Полученное покрытие обладает определенной твердостью - не прилипает, не сдирается в отличие от большинства смазок, используемых для этих целей.
Толщина покрытий зависит от вязкости состава, регулируемой его разбавлением соответствующим растворителем.
Для достижения герметичности толщина покрытий должна быть в пределах от 50 до 100 мкм. В том случае, когда не нужна герметичность, а необходима легкость свинчивания, развинчивания и отсутствие «прикипания», толщина покрытия составляет 10-15 мкм.
Испытания предлагаемой смазки проводились в ООО «ВНИИТНЕФТЬ», в котором разработана методика испытаний. В данном случае для нанесения покрытий использовали бурильные замки ЗП-77-33 и ЗП-127-62, на резьбовую поверхность которых наносили предлагаемое покрытие толщиной от 30 до 65 мкм. Определялись моменты свинчивания и развинчивания.
Для испытаний было изготовлено два состава смазки:
Пример 1:
Пример 2
Испытания проводили в три цикла. Исходное свинчивание осуществлялось с крутящим моментом 2010-4000 н⋅м. Образцы свинчивались и развинчивались с фиксацией крутящего момента. После последнего развинчивания проводились гидравлические испытания на стенде СТР-2000 при давлении 500-1500 атм. Время выдержки образца 5 мкм. Результаты испытаний представлены в таблице.
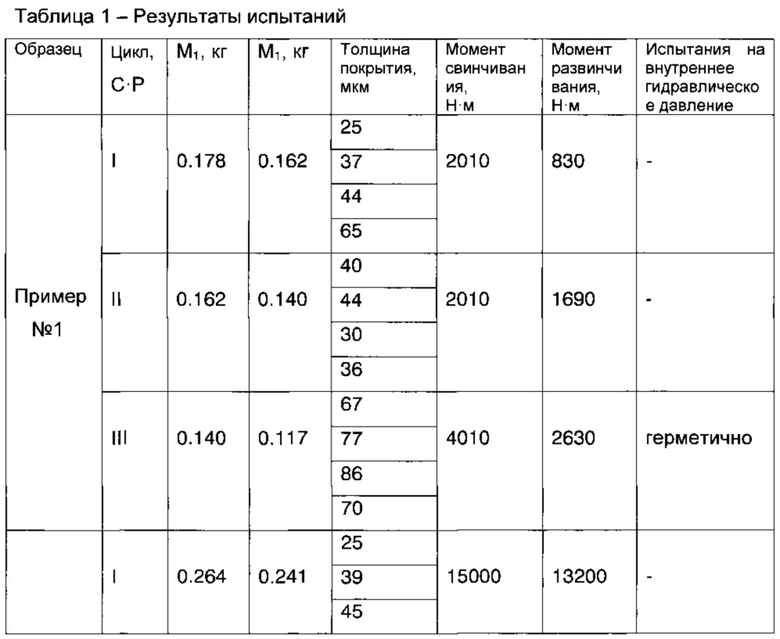
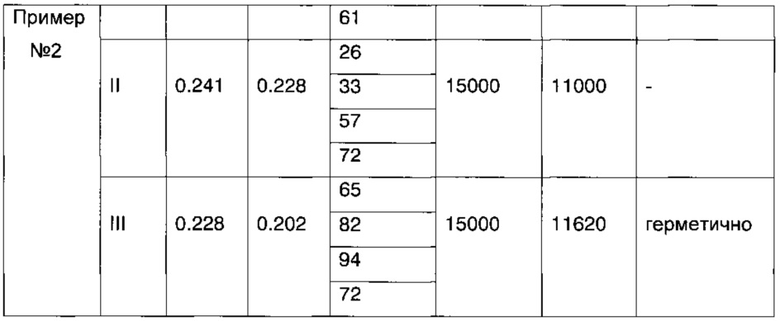
Как видно из таблицы, герметичность после испытаний сохранялась. Было установлено, что предлагаемое покрытие для бурильных труб позволяет избежать задиров при проработке резьбы.
В результате осмотра после испытаний на свинчивание и развинчивание задиров и вырывов, смятия витков резьбы не обнаружено, наблюдался равномерный абразивный износ резьбы. Прихватов, заеданий, выкрашивания металла с поверхности резьбы в процессе испытаний не было. Бурильные замки выдержали испытания на внутреннее гидравлическое давление 500-1500 атм. после третьего свинчивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2015 |
|
RU2612885C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2014 |
|
RU2543107C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2012 |
|
RU2498144C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2002 |
|
RU2227240C1 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2231540C1 |
| Резьбовое соединение с сухим смазочным покрытием | 2017 |
|
RU2671759C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2229501C1 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2007 |
|
RU2355740C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2187545C1 |
| РЕЗЬБОВОЙ ТРУБНЫЙ КОМПОНЕНТ, ЗАЩИЩЕННЫЙ С ПОМОЩЬЮ ПЛЕНКИ | 2014 |
|
RU2664930C2 |
Настоящее изобретение относится к смазке для герметизации резьбовых соединений, содержащей фторсополимер, графит, ингибитор коррозии, дополнена упруго-эластичным акриловым сополимером и растворителем при следующем составе компонентов в %: Упруго-эластичный акриловый сополимер 10-18; Фторсополимер 25-40; Графит 4-6; Ингибитор коррозии 0,5-5,0; Растворитель 49-58. Техническим результатом настоящего изобретения является повышение надежности и эффективности смазки для герметизации резьбовых соединений за счет снижения усилия при многократных завинчиваниях - развинчиваниях и предотвращения «спекания» металла. 2 пр., 1 табл.
Смазка для герметизации резьбовых соединений, включающая фторсополимер, графит, ингибитор коррозии, отличающаяся тем, что она дополнена упруго-эластичным акриловым сополимером и растворителем при следующем составе компонентов:
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2229501C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2187545C1 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ОБСАДНЫХ ТРУБ | 1990 |
|
RU2007438C1 |
| WO 2002046338 A1, 13.06.2002. | |||

