ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится, в целом, к области абразивной подготовки поверхности, а более конкретно, к способам и устройству измерения профиля подготовленной поверхности.
УРОВЕНЬ ТЕХНИКИ
Абразивная подготовка поверхности - это процесс, используемый, чтобы очищать или предварительно обрабатывать поверхность материала, как правило, металла, чтобы усиливать его, подготавливать его для приема покрытия, такого как краска, или для других целей. В одной традиционной технологии абразивная среда обдувает поверхность под сильным давлением. Получающийся в результате профиль подготовленной поверхности (т.е. трехмерные изменения поверхности от совершенно гладкой или "истинно" плоской) описывает относительную шероховатость поверхности и известен как показатель эффективности различных покрытий, наносимых на металлы, такие как сталь. Один существующий стандарт для измерения неровностей поверхности описан в документе ANSI B46.1 - 2009: Surface Texture, Surface Roughness, Waviness and Lay (Американский институт инженеров-механиков, 20 августа 2010 г., ISBN 9780791832622).
Несколько известных технологий для измерения профилей поверхности описаны, например, в ASTM International Book of Standards, том 06.02, Paint - Products and Applications; Protective Coatings; Pipeline Coatings, D4417 (Способы A, B и C). В способе A ASTM D4417 визуальный компаратор (например, шаблон) просматривается в сравнении с измеряемой поверхностью, обычно с помощью увеличителя. В способе B датчик, имеющий иглу или перо, кладется на поверхность в различных местоположениях, чтобы измерять расстояние между выступами и впадинами поверхности. В способе C лента, имеющая слой сжимаемого пеноматериала, прижимается к участку поверхности, чтобы создавать отпечаток профиля, который затем измеряется с помощью пружинного микрометра.
Другие известные технологии описаны, например, в публикации патентной заявки США № 2008/0240510, озаглавленной "Method and System for Examining a Surface"; патенте США № 5,581,483, озаглавленном "Measurement of Shot Peening Coverage by Correlation Analysis of Surface Line Data"; патенте США № 5,814,722, озаглавленном "System for Measurement of Peaks on Surfaces"; патенте США № 4,126,036, озаглавленном "Surface Roughness Analyzer"; и патенте США № 3,123,999, озаглавленном "Apparatus for Measuring Surface Roughness Peaks".
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно одному варианту осуществления настоящего изобретения, способ измерения поверхности включает в себя осмотр множества образцов первой неровной поверхности обрабатываемой детали в двух измерениях, определение, на основе осмотров образцов, общего числа выступов поверхности на каждом из множества образцов, и получение предела допустимых отклонений из статистической изменчивости общего числа выступов поверхности на каждом из образцов. Предел допустимых отклонений указывает условие выхода за допуск для общего числа выступов поверхности на второй неровной поверхности обрабатываемой детали. Способ дополнительно включает в себя осмотр участка второй неровной поверхности обрабатываемой детали в двух измерениях, определение, на основе осмотра участка второй неровной поверхности обрабатываемой детали, общего числа выступов поверхности на участке и сравнение общего числа выступов поверхности на участке с пределом допустимых отклонений, чтобы определять, находится ли вторая неровная поверхность обрабатываемой детали в условии выхода за допуск.
В другом варианте осуществления осмотр образцов первой неровной поверхности обрабатываемой детали в двух измерениях может включать в себя оптический осмотр образцов первой неровной поверхности обрабатываемой детали в двух измерениях. Осмотр участка второй неровной поверхности обрабатываемой детали в двух измерениях может включать в себя оптический осмотр участка второй неровной поверхности обрабатываемой детали в двух измерениях.
В другом варианте осуществления способ может включать в себя оповещение оператора в ответ на определение того, что вторая неровная поверхность обрабатываемой детали находится в условии выхода за допуск. В еще одном варианте осуществления оповещение оператора может включать в себя, по меньшей мере, одно из включения светового предупреждающего индикатора, выдачи звукового сигнала тревоги и отображения предупреждающего сообщения в пользовательском интерфейсе операторского терминала.
В другом варианте осуществления способ может включать в себя измерение средней высоты выступов поверхности, по меньшей мере, на одном из множества образцов, и корреляцию общего числа выступов поверхности на каждом из множества образцов со средней высотой, так что профиль поверхности второй неровной поверхности обрабатываемой детали может быть определен на основе общего числа выступов поверхности на участке второй неровной поверхности обрабатываемой детали. В еще одном варианте осуществления способ может включать в себя определение профиля поверхности для второй неровной поверхности обрабатываемой детали на основе корреляции, при этом профиль поверхности представляет среднюю шероховатость Ra второй неровной поверхности обрабатываемой детали.
В другом варианте осуществления множество образцов может включать в себя, по меньшей мере, 100 образцов первой неровной поверхности обрабатываемой детали. В еще одном варианте осуществления размер каждого образца может быть приблизительно 0,04 квадратных дюйма. В еще одном варианте осуществления предел допустимых отклонений может быть получен из среднеквадратической (по правилу трех сигм) статистической изменчивости общего числа выступов поверхности на каждом из множества образцов.
Согласно одному варианту осуществления настоящего изобретения, устройство измерения поверхности включает в себя измерительный блок и контроллер, связанный с измерительным блоком. Контроллер сконфигурирован, чтобы осматривать, с помощью измерительного блока, множество образцов первой неровной поверхности обрабатываемой детали в двух измерениях; определять, на основе осмотра образцов, общее число выступов поверхности на каждом из образцов; получать предел допустимых отклонений из статистической изменчивости общего числа выступов поверхности на каждом из образцов, предел допустимых отклонений для указания условия выхода за допуск для общего числа выступов поверхности на второй неровной поверхности обрабатываемой детали; осматривать, с помощью измерительного блока, участок второй неровной поверхности обрабатываемой детали в двух измерениях; определять, на основе осмотра участка, общее число выступов поверхности на части; и сравнивать общее число выступов поверхности на участке с пределом допустимых отклонений, чтобы определять, находится ли вторая неровная поверхность обрабатываемой детали в условии выхода за допуск. Каждый из множества образцов имеет, по существу, одинаковый размер, и участок имеет, по существу, такой же размер, что и один из множества образцов.
В другом варианте осуществления измерительный блок может включать в себя камеру, сконфигурированную, чтобы захватывать изображение участка первой неровной поверхности обрабатываемой детали и изображение участка второй неровной поверхности обрабатываемой детали. В еще одном варианте осуществления измерительный блок может включать в себя инклинометр, сконфигурированный, чтобы определять угол камеры относительно участка неровной поверхности обрабатываемой детали. В еще одном варианте осуществления измерительный блок может включать в себя датчик приближения, сконфигурированный, чтобы определять расстояние между камерой и первой неровной обрабатываемой поверхностью, второй неровной обрабатываемой поверхностью или обеими поверхностями. В еще одном варианте осуществления измерительный блок может включать в себя осветительное устройство, сконфигурированное, чтобы освещать первую неровную поверхность обрабатываемой детали, вторую неровную поверхность обрабатываемой детали или обе поверхности.
В еще одном варианте осуществления устройство может включать в себя пользовательский интерфейс, связанный с контроллером. Пользовательский интерфейс может быть сконфигурирован, чтобы оповещать оператора в ответ на определение контроллером того, что вторая неровная поверхность обрабатываемой детали находится в условии выхода за допуск. В еще одном варианте осуществления пользовательский интерфейс может включать в себя светящийся предупреждающий индикатор и/или звуковой сигнал тревоги.
В еще одном варианте осуществления контроллер может быть сконфигурирован, чтобы измерять среднюю высоту выступов поверхности, по меньшей мере, на одном из образцов и коррелировать общее число выступов поверхности на каждом из образцов со средней высотой, так что профиль поверхности для второй неровной поверхности обрабатываемой детали может быть определен на основе общего числа выступов поверхности на участке второй неровной поверхности обрабатываемой детали. В еще одном варианте осуществления контроллер может быть сконфигурирован, чтобы определять профиль поверхности для второй неровной поверхности обрабатываемой детали на основе корреляции, при этом профиль поверхности представляет среднюю шероховатость Ra второй неровной поверхности обрабатываемой детали. В еще одном варианте осуществления размер каждого из образцов первой неровной поверхности обрабатываемой детали может быть приблизительно равен 0,04 квадратных дюйма. В еще одном варианте осуществления измерительный блок может быть сконфигурирован, чтобы предоставлять возможность измерения высоты, по меньшей мере, одного из выступов поверхности первой неровной поверхности обрабатываемой детали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сопровождающие чертежи не подразумеваются быть начерченными по масштабу. На чертежах каждый идентичный или почти идентичный компонент, который иллюстрируется на различных чертежах, представлен одинаковым номером. В целях ясности не каждый компонент может быть помечен на каждом чертеже. На чертежах:
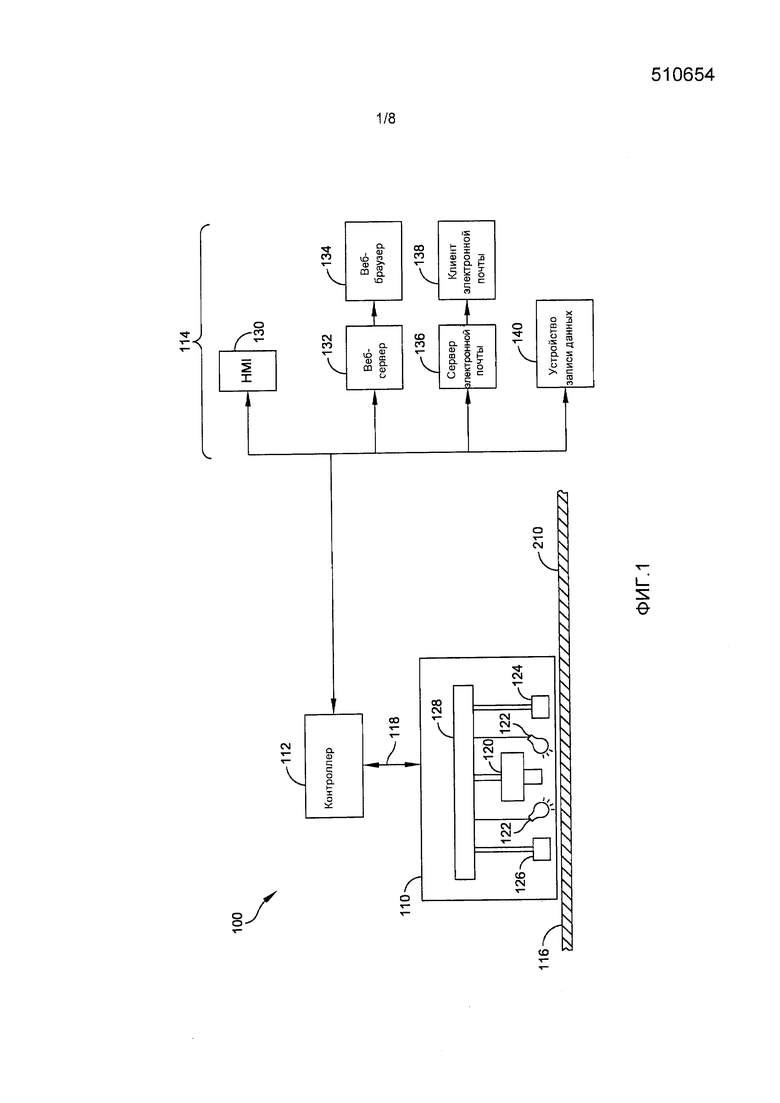
Фиг. 1 - это блок-схема системы измерения профиля поверхности в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 2A - это вид сверху участка поверхности обрабатываемой детали, который должен быть осмотрен в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 2B - это вид в вертикальном разрезе, взятый по секущей линии B-B' на Фиг. 2A;
Фиг. 2C - это вид в вертикальном разрезе, взятый по секущей линии C-C на Фиг. 2B;
Фиг. 3 - это блок-схема последовательности операций процесса измерения поверхности в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 4 - это другая блок-схема последовательности операций, показывающая подробности процесса измерения поверхности на Фиг. 3, в соответствии с одним вариантом осуществления настоящего изобретения;
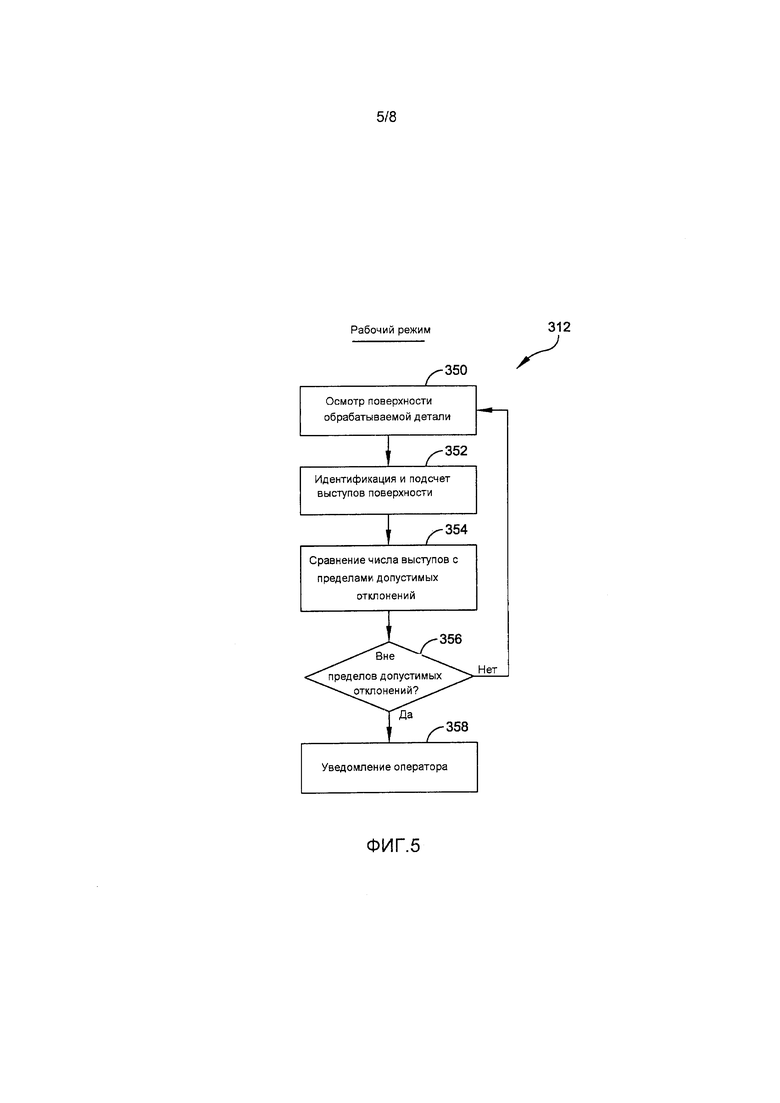
Фиг. 5 - это еще одна блок-схема последовательности операций, показывающая дополнительные подробности процесса измерения поверхности на Фиг. 3, в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 6 иллюстрирует пользовательский интерфейс для отображения данных процесса, сформированных системой на Фиг. 1 в соответствии с одним вариантом осуществления настоящего изобретения; и
Фиг. 7A и 7B - это виды в боковой вертикальной проекции и снизу, соответственно, устройства измерительной головки в соответствии с одним вариантом осуществления настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Только в целях иллюстрации, а не для того, чтобы ограничивать применимость, настоящее изобретение будет сейчас описано подробно со ссылкой на сопровождающие чертежи. Это изобретение не ограничено в своем применении деталями конструкции и размещением компонентов, изложенными в последующем описании или иллюстрированными на чертежах. Принципы, изложенные в этом изобретении, допускают другие варианты осуществления и применения на практике или выполнения различными способами. Кроме того, формулировки и терминология, используемая в данном документе, служит только для описания и не должна рассматриваться как ограничивающая. Использование фраз "включающий в себя", "содержащий", "имеющий", "состоящий", "подразумевающий" и их вариантов в данном документе предназначено, чтобы охватывать объекты, перечисленные после этого, и их эквиваленты, а также дополнительные объекты.
Как обсуждалось выше, известно несколько технологий для измерения профиля поверхности. Однако, согласно различным вариантам осуществления настоящего изобретения, принимается во внимание, что эти известные технологии не очень хорошо подходят для использования в производстве в реальном времени.
Например, одним недостатком визуального компаратора является то, что, поскольку не все профили поверхности являются одинаковыми, высококвалифицированный контролер отдела технического контроля должен учитывать любые различия, либо реальные, либо кажущиеся, между инструментом компаратора и осматриваемой поверхностью.
Такой осмотр может быть очень субъективным для контролера, и не существует аналитических данных, собранных в результате осмотра. В другом примере одним недостатком ручного датчика с иглой или пером является то, что должны быть сделаны и усреднены вместе несколько измерений в различных точках на поверхности, чтобы предоставлять точное показание. Эта технология также предрасположена к ошибке, если датчик используется неточно. В еще одном примере одним недостатком ленты пеноматериала является то, что она может быть дорогостоящей и требовать времени, чтобы выполнять достаточное число измерений поверхности.
Понятно, поэтому, что ни одна из этих известных технологий не пользуется преимуществом прогнозируемой корреляции между двухмерным измерением поверхности и статистической моделью, которая может быть сформирована на основе относительно небольшого числа контрольных образцов материала, как раскрыто в данном документе. Например, согласно одному варианту осуществления настоящего изобретения бесконтактное измерение профиля поверхности может быть достигнуто посредством оптического осмотра поверхности. Такой осмотр может быть выполнен с помощью, например, системы машинного зрения. Может быть выполнена корреляция, на основе известных свойств материала, когда он подвергается технологии подготовки поверхности, между шероховатостью поверхности обрабатываемой детали и числом выступов, наблюдаемых на поверхности. Дополнительно, поскольку среднее расстояние от выступа до выступа может быть использовано, чтобы описывать профиль поверхности, корреляция может быть использована, чтобы ассоциировать число выступов со средним расстоянием от выступа до выступа и, таким образом, средней шероховатостью поверхности (которая выражается количественно согласно, например, стандартам ANSI). Дополнительно следует понимать, что варианты осуществления способов и устройства, раскрытых в данном документе, могут быть автоматизированы для быстрой обработки и использоваться в процессе производства в реальном времени с относительно небольшой степенью вмешательства человека.
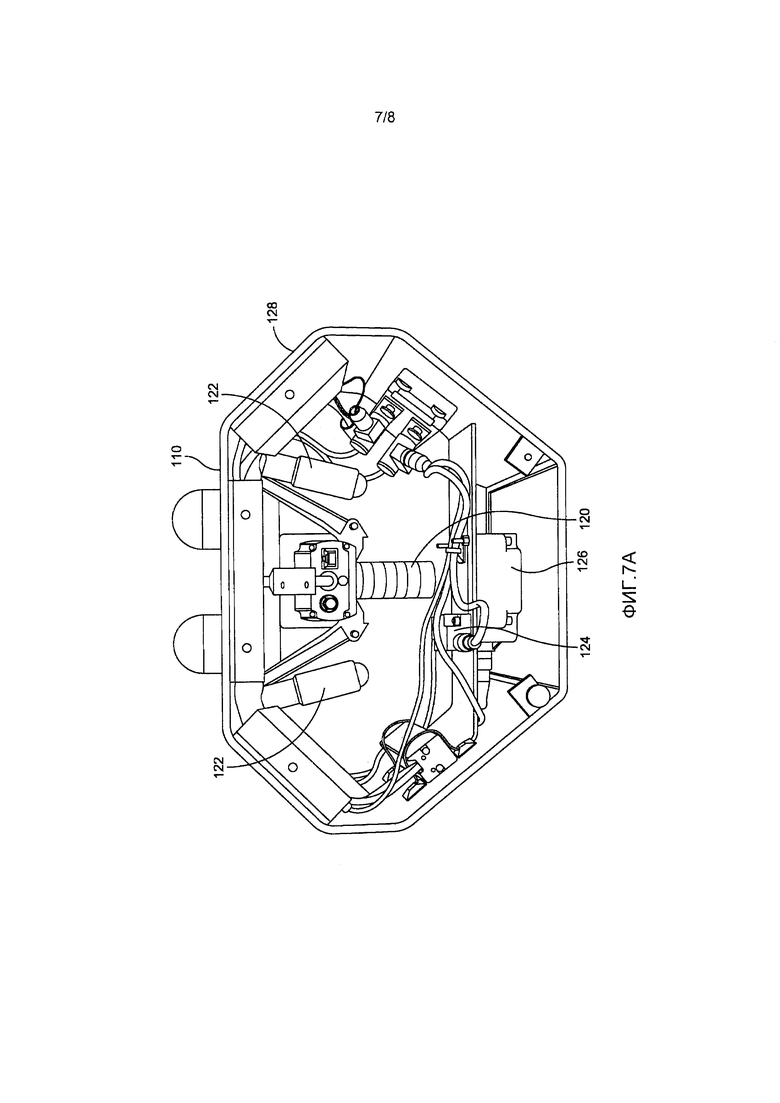
Фиг. 1 иллюстрирует блок-схему системы 100 измерения поверхности в соответствии с одним вариантом осуществления настоящего изобретения. Система 100 включает в себя измерительную головку 110, контроллер 112 и одну или более систем 114 пользовательского интерфейса. Во время работы измерительная головка 110 позиционируется рядом с обрабатываемой деталью 116 (такой как кусок металла), которая может перемещаться относительно измерительной головки 110 (например, по конвейеру). Измерительная головка 110 включает в себя одно или более из следующего: камеру 120, одну или более ламп 122 или другие осветительные устройства, инклинометр 124 и датчик 126 приближения (например, индуктивный датчик приближения, LED-датчик дальности с двойной линзой, лазерный датчик дальности или другое устройство, сконфигурированное, чтобы обнаруживать присутствие и/или отсутствие металлической поверхности). В зависимости от расстояния между датчиком 126 приближения и обрабатываемой деталью 210 могут быть использованы различные технологии измерения дальности. Например, индуктивный датчик приближения подходит для использования, когда расстояние равно приблизительно одному дюйму, а LED-датчик с двойной линзой или лазерный датчик дальности подходит для использования, когда расстояние приблизительно равно трем дюймам. В некоторых вариантах осуществления камера 120 и/или лампы 122 объединены в традиционную систему машинного зрения, имеющую отдельный программируемый контроллер, как будет понятно специалисту в области техники.
Каждый компонент измерительной головки 110 может быть физически присоединен к рамке 128 или другой поддерживающей структуре, так что камера 120, лампы 122, инклинометр 124 и/или датчик 126 приближения остаются, по существу, в фиксированном пространственном соотношении и ориентации друг с другом все время. Следует понимать, что каждый элемент измерительной головки 110 может включать в себя деталь крепления, которая предоставляет возможность регулировки соответствующих положений во время, например, процедур настройки или калибровки. Измерительная головка 110 соединена с контроллером 112 через один или более интерфейсов 118 связи, которые обеспечивают обмен, среди прочего, данными управления и наблюдения (например, управление камерой, получение изображения, управление освещением, наблюдение датчика и т.д.). Дополнительные интерфейсы (не показаны) могут также быть включены в систему 100 для предоставления энергии соответствующим элементам измерительной головки 110.
Камера 120 может быть сконфигурирована, чтобы производить осмотр и идентифицировать характерные признаки обрабатываемой детали 116, включающие в себя изменения и неровности поверхности обрабатываемой детали, и передавать данные, относящиеся к обрабатываемой детали, контроллеру 112. Например, камера 120 может быть сконфигурирована, чтобы получать изображения участков поверхности 210 обрабатываемой детали (например, каждый участок имеет площадь приблизительно 0,04 квадратных дюйма). Поскольку измерительная головка 110 и/или обрабатываемая деталь 116 перемещаются относительно друг друга, камера 120 может получать изображения различных участков поверхности 210. Таким образом, согласно, по меньшей мере, одному варианту осуществления, система 100 может быть использована, чтобы измерять поверхность 210 в реальном времени, когда обрабатываемая деталь 116 подвергается подготовке поверхности. В одном варианте осуществления камера 120 сконфигурирована, чтобы обнаруживать изменения поверхности с разрешением, по меньшей мере, приблизительно 11 микрон или приблизительно 0,5 миллей.
Как описано выше, по меньшей мере, в одном варианте осуществления система 100 включает в себя устройство бесконтактного измерения поверхности. Инклинометр 124 и датчик 126 приближения предоставляют возможность системе 100 идентифицировать ориентацию измерительной головки 110 по отношению к обрабатываемой детали 116 без физического касания обрабатываемой детали. Инклинометр 124 предоставляет контроллеру 112 данные, касающиеся угла измерительной головки 110 по отношению к силе тяжести. Эти данные полезны, среди прочего, для определения, корректно ли измерительная головка 110 расположена относительно обрабатываемой детали 116 (например, параллельно поверхности). Датчик 126 предоставляет контроллеру 112 данные, касающиеся расстояния между измерительной головкой 110 и поверхностью обрабатываемой детали 116. Эти данные также полезны в целях юстировки.
Система 114 пользовательского интерфейса соединена с контроллером 112. Система 114 пользовательского интерфейса может включать в себя различные типы устройств и/или систем, которые сконфигурированы, чтобы передавать информацию к и от контроллера 112 и предоставлять возможность одному или более пользователям системы 100 управлять, наблюдать и иначе взаимодействовать с контроллером. Примеры пользовательских интерфейсов, которые могут быть использованы, включают в себя интерфейс "человек-машина" (HMI) (например, графический HMI, такой как Fuji HMI - V815X, продаваемый корпорацией Fuji Electric Corporation of America, Фермонт, Калифорния), веб-сервер 132 и веб-браузер 134 и/или сервер 136 электронной почты (e-mail) и клиент 138 электронной почты. В одном варианте осуществления HMI выполняет программное обеспечение, которое предоставляет возможность безопасной передачи данных (например, программное обеспечение TELLUS и V-Server, также продаваемые корпорацией Fuji Electric Corp. of America). В одном варианте осуществления устройство 140 записи данных может быть соединено с контроллером 112 для захвата и сохранения данных, сформированных системой 100, таких как данные, ассоциированные с измерениями профиля поверхности. Такие данные могут быть затем извлечены пользователем в целях дальнейшего анализа или отчетности.
Согласно одному варианту осуществления во время обычной работы системы 100 обрабатываемая деталь 116 подвергается форме подготовки поверхности, такой как струйная обработка, которая выполняется перед осмотром и измерением. Такая подготовка обрабатывает поверхность обрабатываемой детали 116 и заставляет поверхность приобретать профиль, который может быть визуализирован как набор выступов и впадин. Выступы типично являются точками поверхности, которые, когда видны в поперечном сечении, являются более высокими, чем воображаемая плоскость, которая, по существу, параллельна поверхности. Воображаемая плоскость может быть, например, расположена на средней высоте поверхности между высшими и низшими точками, или на другой высоте. Аналогично, впадины типично являются точками поверхности, которые находятся ниже, чем воображаемая плоскость. Следовательно, если наблюдатель осматривает поверхность обрабатываемой детали 116, по существу, под перпендикулярным углом к воображаемой плоскости (например, когда смотрит сверху), выступы будут ближе к наблюдателю, чем впадины. Аналогично, самые высокие выступы будут ближе к наблюдателю, чем самые низкие выступы.
Согласно одному варианту осуществления, система 100 может быть использована, чтобы осматривать и измерять поверхность обрабатываемой детали 116, например, определять, находится ли профиль поверхности в пределах желаемых спецификаций, пределов допустимых отклонений или допусков, идентифицируя выступы и/или впадины на поверхности. Система 100 может дополнительно быть сконфигурирована, чтобы идентифицировать изменения и неровности поверхности, вызванные другими условиями, возникающими во время подготовки поверхности, такими как вибрация, температура, скорость колеса и т.п. Как будет сейчас описано, выступы и впадины, которые могут быть идентифицированными посредством камеры 120 (или системы, которая сконфигурирована, чтобы анализировать изображения, сформированные камерой), могут быть использованы, чтобы описывать характеристику поверхности обрабатываемой детали 116, такую как шероховатость. Шероховатость может быть выражена количественно посредством отклонений поверхности от совершенно гладкой формы. Большие отклонения могут соответствовать высокой шероховатости.
В одном варианте осуществления оценивается, что профиль поверхности из определенного материала (например, стали или железа) будет иметь прогнозируемые характеристики, когда подвергается подготовке, такой как струйная обработка. Т.е. природа материала такова, что поверхность может быть обработана или деформирована до определенной степени, прежде чем она сломается, порвется или будет сопротивляться дальнейшей обработке посредством процесса подготовки поверхности (также называемого избыточной обработкой поверхности). Следовательно, максимальный уклон между любыми соседними выступом и впадиной (или соседними выступами, или соседними впадинами), который является степенью, с которой возвышенность поверхности изменяется относительно расстояния по воображаемой плоскости, может быть вычислен с уровнем достоверности, который достаточен для определения среднего ожидаемого расстояния между любыми соседними выступами и впадинами для данной средней шероховатости, или Ra. Соответственно в любой данной области осматриваемой поверхности будет прогнозируемое число выступов, присутствующих для соответствующей средней шероховатости. Поскольку существует прогнозируемое соотношение между профилем поверхности (например, шероховатостью), средним расстоянием между выступами и числом выступов на участке осматриваемой поверхности, профиль поверхности обрабатываемой детали 116 может быть определен посредством подсчета числа выступов поверхности, найденных в определенном двухмерном виде площади осмотра. Например, если площадь осмотра содержит большое число выступов, можно сказать, что поверхность имеет относительно шероховатый (или высокий) профиль (и относительно небольшое расстояние от выступа до выступа), тогда как, если число выступов относительно низкое, можно сказать, что поверхность имеет относительно гладкий (или низкий) профиль (и относительно большое расстояние от выступа до выступа).
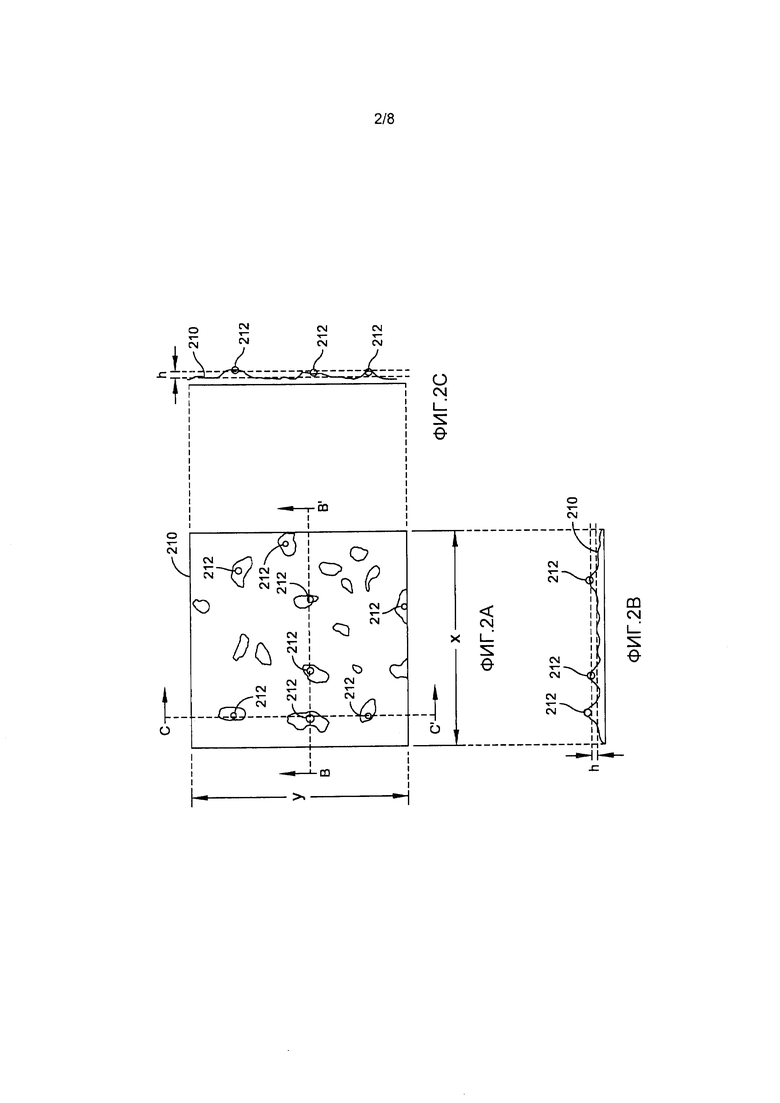
Фиг. 2A является двухмерным видом сверху участка примерной поверхности 210 обрабатываемой детали, таким, который наблюдался бы посредством камеры 120 на Фиг. 1. Площадь осмотра равна x на y, хотя типично площадь будет квадратной, она не обязана быть такой. Например, площадь осмотра может быть приблизительно 0,04 квадратных дюйма (т.е. 0,2 дюйма на 0,2 дюйма). С помощью освещения и камеры или увеличителя, такого как описанный выше относительно системы 110 на Фиг. 1, могут наблюдаться изменения и неровности в поверхности 210 обрабатываемой детали, например, посредством системы машинного зрения или человеком-оператором. На изображении поверхности 210 обрабатываемой детали виднеются один или более выступов поверхности пороговой высоты h или выше, каждый указан ссылкой 212. Фиг. 2B показывает поперечное сечение поверхности 210 обрабатываемой детали по секущей линии B-B', показывающей соответствующие выступы 212 по всей линии поперечного сечения. Фиг. 2C показывает другое поперечное сечение поверхности 210 обрабатываемой детали по секущей линии C-C, показывающей соответствующие выступы 212 вдоль поперечного сечения. Каждый выступ 212 может быть идентифицирован посредством осмотра на основе высоты выступа относительно других точек на поверхности с помощью известных технологий обработки изображения. Другими словами, может быть установлена пороговая высота h, на которой или выше которой каждый выступ идентифицируется и подсчитывается, а ниже которой выступ не наблюдается или подсчитывается.
Согласно одному варианту осуществления пороговая высота может быть установлена как средняя высота поверхности выше самой низшей точки, хотя следует понимать, что другие факторы могут быть использованы, чтобы определять пороговую высоту. Например, некоторые выступы могут быть недостаточно высокими для правильной характеристики профиля поверхности и, следовательно, должны быть отброшены или проигнорированы. В примерной поверхности 210 обрабатываемой детали на Фиг. 2A существует семь выступов, каждый идентифицирован по ссылке 212, на или выше пороговой высоты.
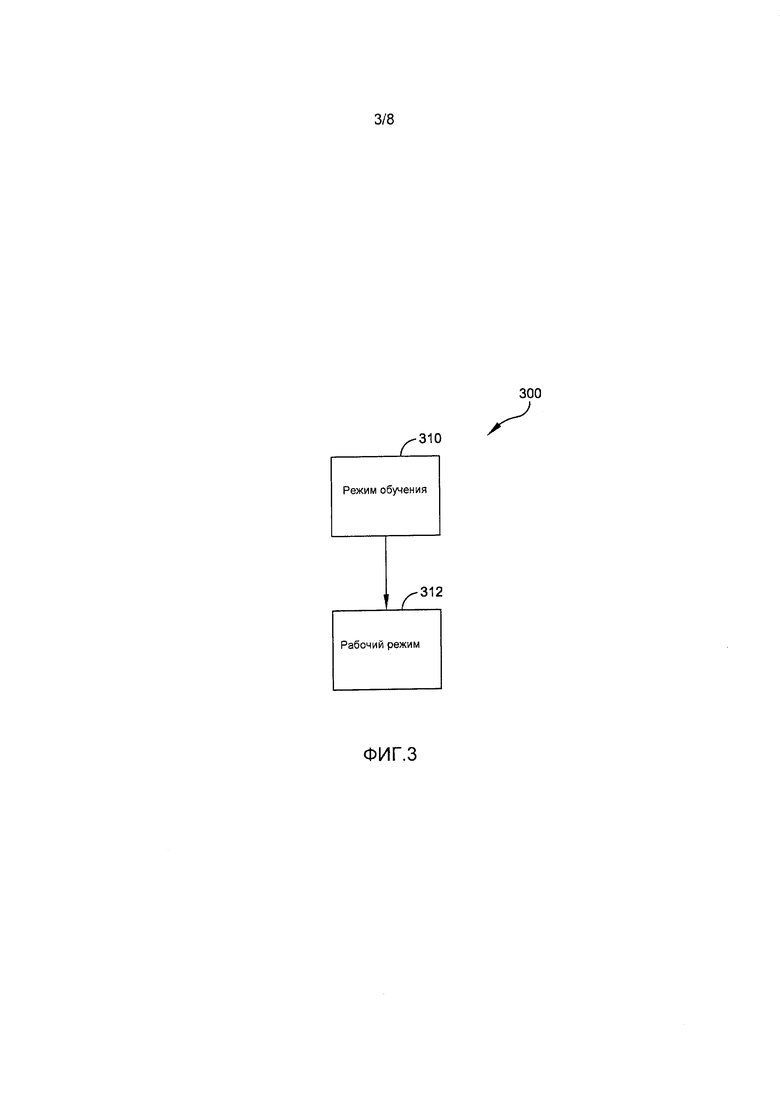
Фиг. 3 - это блок-схема последовательности операций процесса 300 измерения поверхности согласно одному варианту осуществления. Система 100 на Фиг. 1 может работать, по меньшей мере, в двух режимах: режиме 310 обучения и рабочем режиме 312, каждый из которых описывается более подробно ниже со ссылкой на Фиг. 4 и 5, соответственно. Первоначально, после того как измерительная головка 110 установлена и сконфигурирована, система 100 входит в режим 310 обучения. Во время или перед режимом 310 обучения поверхность обрабатываемой детали 116 подготавливается, как, например, посредством пескоструйной или дробеструйной обработки, в регулируемых условиях перед измерением посредством системы 100. Регулирования могут включать в себя отдельные, периодические осмотры (например, оператором), чтобы гарантировать, что процесс постоянно находится под контролем; если процесс вышел из-под контроля, режим 310 обучения может нуждаться в повторном запуске. Во время режима 310 обучения подготовленная поверхность осматривается, либо автоматически, либо вручную, как часть процедуры конфигурации, которая "обучает" систему 100 различным параметрам измерения, которые впоследствии используются для измерения обрабатываемой детали 116 в реальном времени. После того как система 100 завершила режим 310 обучения, система 100 входит в рабочий режим 312.
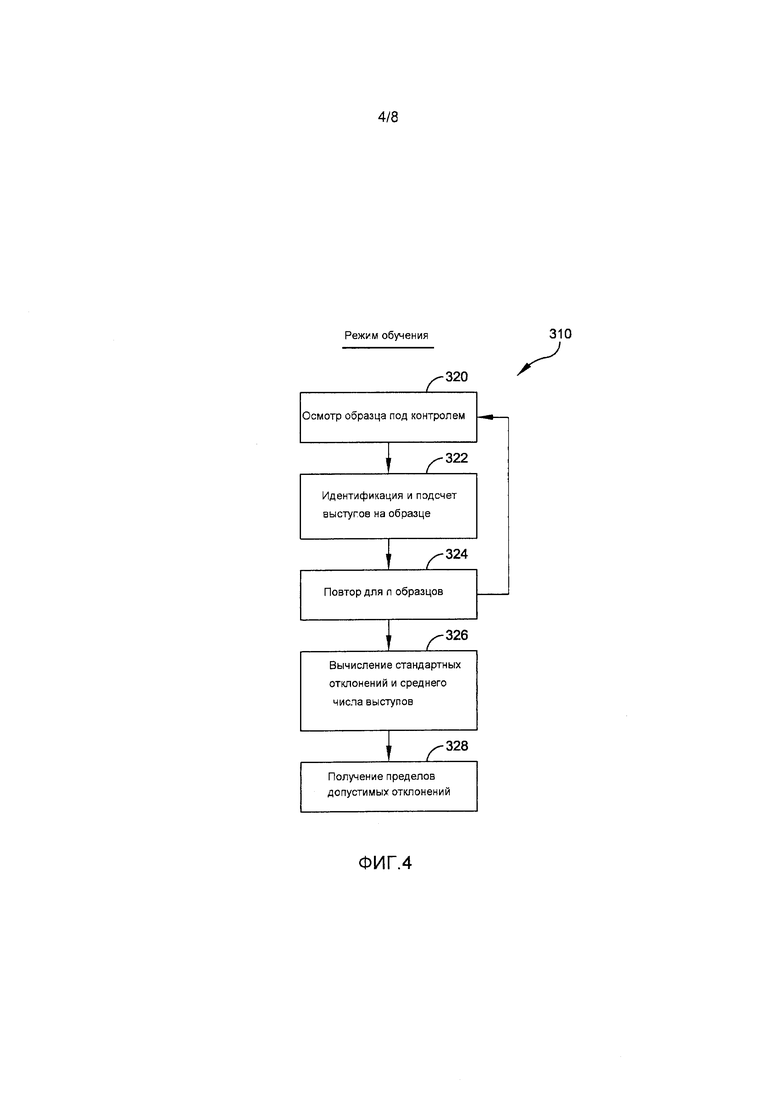
Фиг. 4 - это блок-схема последовательности операций процесса 300 измерения поверхности, описанного выше относительно Фиг. 3, во время функционирования в режиме 310 обучения, согласно одному варианту осуществления. В блоке 320 осматривается образец поверхности обрабатываемой детали 116. Образец должен быть по существу той же площади, что и/или достаточно представлять каждый последующий образец. Камера 120 получает изображение образца и отправляет его контроллеру 112 для анализа. Следует понимать, что в некоторых вариантах осуществления камера 120 может быть частью системы машинного зрения, которая может включать в себя отдельный контроллер для анализа изображения; в некоторых других вариантах осуществления обработка изображения может выполняться контроллером 112 или аналогичным обрабатывающим устройством.
В блоке 322 контроллер 112 идентифицирует и подсчитывает каждый выступ на образце. Блоки 320 и 322 могут повторяться для любого числа различных образцов n (т.е. одного или более образцов), как указано в блоке 324. Например, сто (100) образцов может быть проанализировано во время процесса режима 310 обучения. Число образцов, которое должно быть взято в режиме 310 обучения, чтобы добиваться желаемых результатов, может быть определено посредством статистического анализа.
В блоке 326 вычисляется стандартное отклонение и среднее число выступов, подсчитанных в каждом образце. В блоке 328 один или более пределов допустимых отклонений вычисляются на основе стандартного отклонения, среднего или и того, и другого. Например, статистическая модель может быть получена на основе стандартного отклонения, среднего или и того, и другого, в которой среднеквадратическое отклонение по правилу трех сигм может быть вычислено, как следует понимать специалисту в области техники. Предел(ы) допустимых отклонений может быть основан на соответствующих среднеквадратических значениях по правилу трех сигм. В другом примере управление статистическим процессом применяется вокруг известной переменной (например, относящейся к потребительскому каталожному номеру), которая включает в себя все известные изменения процесса, ассоциированные с переменной. Это предоставляет возможность построения математической модели пределов допустимых отклонений процесса (например, которые используются во время процесса подготовки поверхности), которая учитывает характерные вариации подготовленной поверхности отдельной детали. Например, широкая вариация будет вызывать широкий разброс контрольных точек. Математическая модель также предоставляет возможность пользователю определять то, насколько функциональным и повторяемым будет процесс подготовки поверхности. Пределы допустимых отклонений будут использоваться во время рабочего режима 312, как описано ниже.
Фиг. 5 - это блок-схема последовательности операций процесса 300 измерения поверхности, описанного выше относительно Фиг. 3, во время функционирования в рабочем режиме 312, согласно одному варианту осуществления. В блоке 350 осматривается площадь поверхности обрабатываемой детали 116. Площадь должна иметь, по существу, ту же площадь или представлять каждый из образцов, осмотренных во время процесса 310 режима обучения. Камера 120 получает изображение образца и отправляет изображение контроллеру 112 (или другому процессору) для анализа. В блоке 352 каждый выступ поверхности в изображении идентифицируется и подсчитывается. В блоке 354 число выступов, подсчитанных в области осмотра, сравнивается с одним или более ранее полученными пределами допустимых отклонений, например, среднеквадратическим отклонением по правилу трех сигм, которое может быть использовано, чтобы определять диапазон допуска. В блоке 356, если число выступов находится за пределами допустимых отклонений (например, оно выше верхнего предела или ниже нижнего предела), обрабатываемая деталь 116 находится в условии выхода за допуск, и оператор оповещается (блок 358). Аналогично, процесс 312 может продолжаться в блоке 350 осмотром другой области поверхности обрабатываемой детали 116. Процесс 312 может продолжаться бесконечно или до тех пор, пока не произойдет предварительно определенное условие (например, вмешательство оператора).
Следует понимать, что оповещение оператора, описанное в блоке 350, может принимать всевозможные различные формы. Например, оператор может быть оповещен посредством последовательности индикаторных ламп, расположенных близко к машине подготовки поверхности, сообщения по HMI 130, изображения в веб-браузере 134 и/или посредством сообщения электронной почты на клиенте 138 электронной почты. В одном примере, если число выступов для одной области осмотра поверхности находится за пределами допустимых отклонений, зеленый свет индикатора изменится на желтый. Лампа может также мигать, чтобы привлекать внимание оператора. В другом примере, если число выступов для нескольких различных областей осмотра поверхности находится за пределами допустимых отклонений в течение 60 секунд друг от друга, лампа будет изменять цвет с желтого на красный. Дополнительно, звуковой сигнал тревоги можно выдавать, чтобы дополнительно привлекать внимание оператора. Другие реакции в нештатных ситуациях могут быть автоматически выполнены, например, чтобы автоматически останавливать машину обработки поверхности. После оповещения оператор может предпринимать последующее действие, чтобы определять, находится ли поверхность обрабатываемой детали 116 в условии выхода за допуск, как, например, посредством ручных измерений с помощью других технологий или посредством повторной калибровки системы 100.
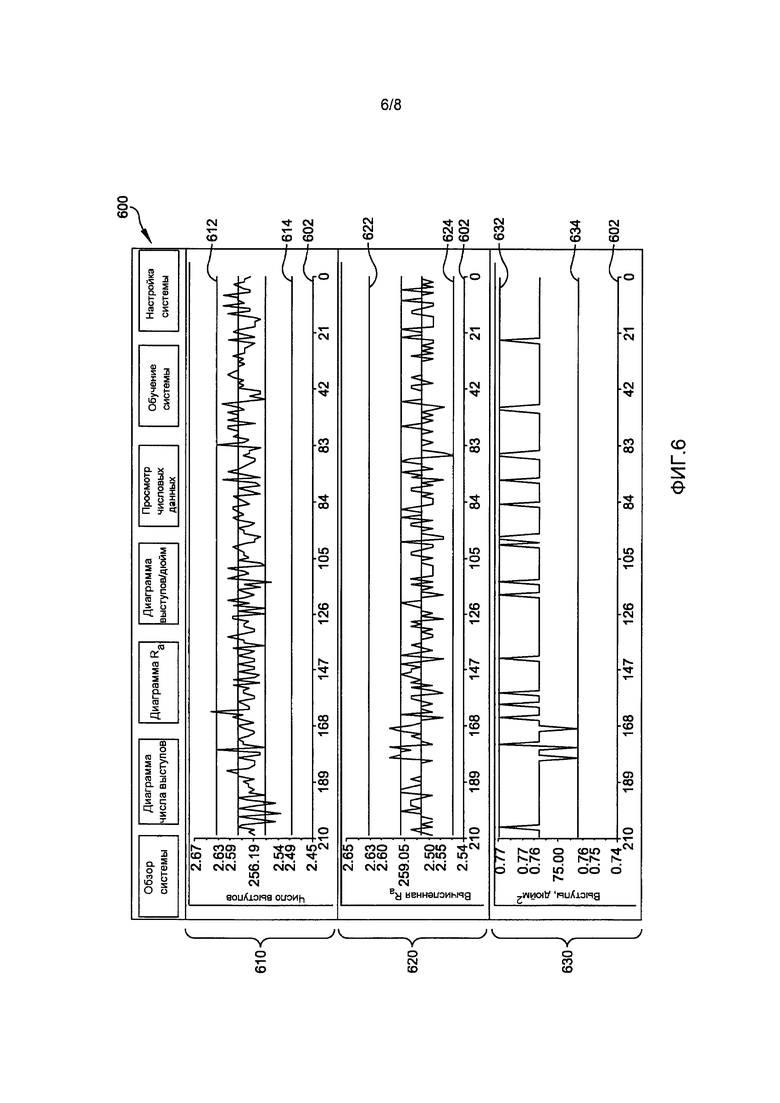
Фиг. 6 иллюстрирует пользовательский интерфейс 600 для отображения данных процесса, сформированных системой 100 на Фиг. 1, согласно одному варианту осуществления. По меньшей мере, три типа данных могут быть отображены, например, по временной шкале 602, которая обновляется в реальном времени, пока процесс 300 на Фиг. 3-5 выполняется. Одним типом данных, которые могут быть отображены в пользовательском интерфейсе 600, являются данные 610 о числе выступов, которые представляют число выступов, которое подсчитано в каждой области осмотра поверхности. Также показаны верхний предел 612 допустимых отклонений и нижний предел 614 допустимых отклонений. Верхний и нижний пределы 612 и 614 допустимых отклонений могут, например, представлять пределы, соответствующие среднеквадратическому отклонению по правилу трех сигм, полученные во время процесса 310 режима обучения.
Другим типом данных, которые могут быть отображены в пользовательском интерфейсе 600, является вычисленная средняя шероховатость 620, или Ra, которая является выраженным количественно представлением профиля поверхности обрабатываемой детали 116. Также показаны верхний предел 622 допустимых отклонений и нижний предел 624 допустимых отклонений. Верхний и нижний пределы 622 и 624 допустимых отклонений могут, например, представлять пределы, соответствующие среднеквадратическому отклонению по правилу трех сигм, полученные во время процесса 310 режима обучения.
Еще одним типом данных, которые могут быть отображены в пользовательском интерфейсе 600, является число выступов на каждый квадратный дюйм 630. Также показаны верхний предел 632 допустимых отклонений и нижний предел 634 допустимых отклонений. Верхний и нижний пределы 632 и 634 допустимых отклонений могут, например, представлять пределы, соответствующие среднеквадратическому отклонению по правилу трех сигм, полученные во время процесса 310 режима обучения.
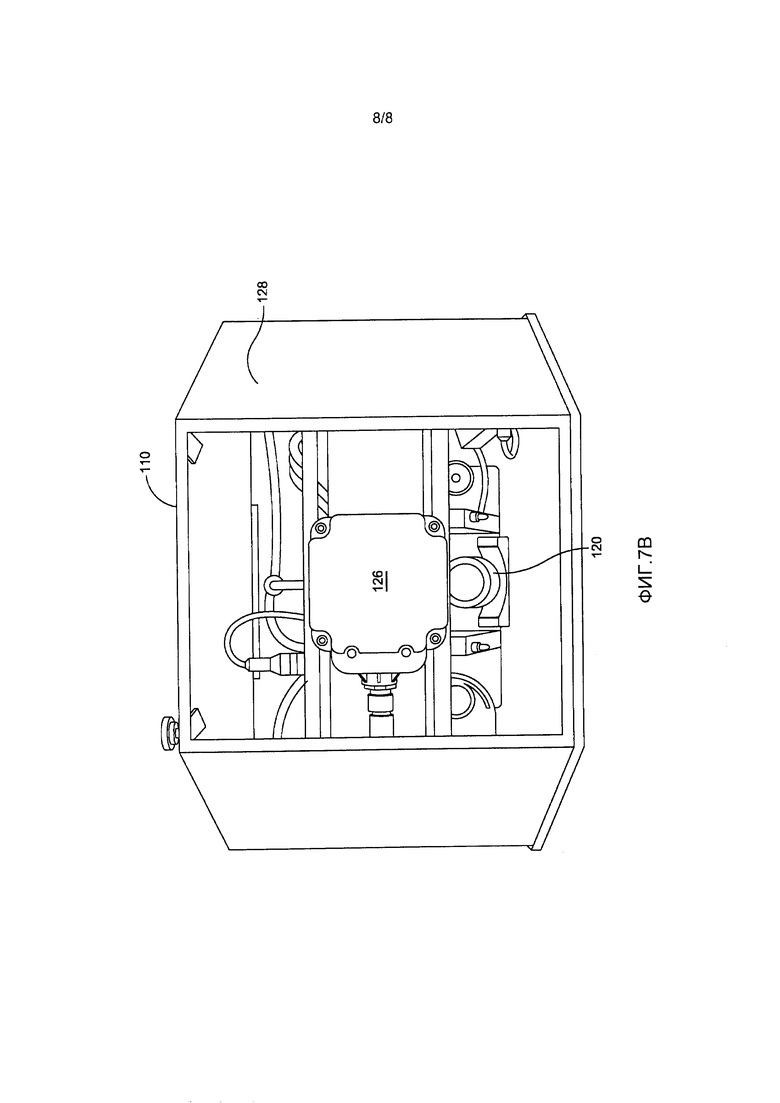
Фиг. 7A и 7B показывают один вариант осуществления измерительной головки, такой как измерительная головка 110 на Фиг. 1. Фиг. 7A является видом сбоку, а Фиг. 7B - видом снизу. Измерительная головка 110 включает в себя рамку 128, поддерживающую камеру 120, лампы 122, инклинометр 124 и датчик 126 приближения. Измерительная головка 110 может быть расположена так, что обрабатываемая деталь 116 находится, по существу, параллельно низу измерительной головки, так что камера нацелена по направлению к поверхности 210 обрабатываемой детали 116, и датчик приближения находится, по существу, параллельно поверхности. Инклинометр 124 может быть использован, чтобы гарантировать, что вышеописанные ориентации измерительной головки 110 соответствуют ориентации обрабатываемой детали 116.
Различные аспекты и функции в соответствии с настоящим изобретением, включающие в себя пользовательский интерфейс 600, показанный на Фиг. 6, могут быть реализованы как специализированные аппаратные средства или программное обеспечение, выполняющееся в одной или более компьютерных системах специального назначения или общего назначения. Такие компьютерные системы могут включать в себя процессор, который выполняет последовательности инструкций, которые получают в результате обработанные данные. Процессор может быть коммерчески доступным процессором, таким как Intel Pentium, Motorola PowerPC, SGI MIPS, Sun UltraSPARC или Hewlett-Packard PARISC процессор, но может быть любым типом процессора или контроллера, поскольку многие другие процессоры и контроллеры доступны. Компьютерная система может включать в себя специально запрограммированные, специализированные аппаратные средства, например, специализированную интегральную схему (ASIC), предназначенную, чтобы выполнять отдельную операцию, раскрытую в данном документе. Другие варианты осуществления могут выполнять ту же функцию с помощью вычислительного устройства общего назначения.
Компьютерная система может включать в себя операционную систему, которая управляет, по меньшей мере, частью элементов аппаратных средств, включенных в компьютерную систему. Обычно, процессор или контроллер выполняет операционную систему, которой может быть, например, операционная система семейства Windows, такая как операционные системы Windows NT, Windows 2000 (Windows ME), Windows XP или Windows Vista, доступные от корпорации Microsoft, операционная система MAC OS System X, доступная от Apple Computer, один из многих дистрибутивов операционных систем на основе Linux, например, операционная система Enterprise Linux, доступная от Red Hat Inc., операционная система Solaris, доступная от Sun Microsystems, или операционная система UNIX, доступная из различных источников. Могут быть использованы многие другие операционные системы, и варианты осуществления, раскрытые в данном документе, не предполагают ограничение какой-либо отдельной реализацией.
Процессор и операционная система вместе определяют компьютерную платформу, для которой могут быть написаны прикладные программы на высокоуровневых языках программирования. Эти составляющие приложения могут быть исполняемым, промежуточным, например, C-, байт-кодом или интерпретированным кодом, который передается по сети передачи данных, например, Интернет, с помощью протокола связи, например, TCP/IP. Аналогично, аспекты в соответствии с настоящим изобретением могут быть реализованы с помощью объектно-ориентированного языка программирования, такого как Net, SmallTalk, Java, C++, Ada или C# (C-Sharp). Другие объектно-ориентированные языки программирования также могут быть использованы. Альтернативно, функциональные, скриптовые и/или языки логического программирования могут быть использованы.
Дополнительно, различные аспекты и функции в соответствии с настоящим изобретением могут быть реализованы в непрограммном окружении, например, документах, созданных в HTML, XML или другом формате, который, когда просматривается в окне программы браузера, воспроизводит аспекты графического пользовательского интерфейса или выполняет другие функции. Дополнительно, различные варианты осуществления в соответствии с настоящим изобретением могут быть реализованы как программные или непрограммные элементы или как любая их комбинация. Например, веб-страница может быть реализована с помощью HTML, в то время как объект данных, вызываемых на веб-странице, может быть написан на C++. Таким образом, изобретение не ограничено конкретным языком программирования, и любой подходящий язык программирования также может быть использован. Описав, таким образом, несколько аспектов, по меньшей мере, одного варианта осуществления этого изобретения, следует понимать, что различные изменения, модификации и улучшения легко придут на ум специалистам в области техники. Предполагается, что такие изменения, модификации и улучшения являются частью этого изобретения и находятся в пределах сущности и объема изобретения. Соответственно, предшествующее описание и чертежи существуют только в качестве примера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки параметров профиля поверхности на основе вероятностно-статистической классификации спектра профилограммы | 2019 |
|
RU2708500C1 |
| СПОСОБ И УСТРОЙСТВО БЕСПРОВОДНОЙ ДИСТАНЦИОННОЙ ТЕЛЕМЕТРИИ С ИСПОЛЬЗОВАНИЕМ ad-hoc СЕТЕЙ | 2003 |
|
RU2310293C2 |
| ПОРТАТИВНЫЙ ДИАЛИЗНЫЙ АППАРАТ | 2011 |
|
RU2574367C2 |
| СПОСОБЫ И УСТРОЙСТВА ДЛЯ ОПРЕДЕЛЕНИЯ ИЗНОСА ДЕТАЛИ С ИСПОЛЬЗОВАНИЕМ ОГРАНИЧИВАЮЩЕЙ МОДЕЛИ | 2020 |
|
RU2801635C1 |
| ПРОГНОЗИРОВАНИЕ РАБОТЫ ЗАДВИЖКИ НА ОСНОВАНИИ ЛАБОРАТОРНЫХ ИСПЫТАНИЙ | 2014 |
|
RU2681989C2 |
| СПОСОБЫ ДЛЯ ИНИЦИИРОВАНИЯ КОНЕЧНЫХ АВТОМАТОВ В ОТВЕТ НА СОБЫТИЯ КАСАНИЯ, ОБНАРУЖЕННЫЕ В БЫТОВЫХ УСТРОЙСТВАХ | 2015 |
|
RU2685976C2 |
| МОБИЛЬНЫЙ ТЕРМИНАЛ | 2010 |
|
RU2444148C2 |
| УСТРОЙСТВО И СПОСОБ УПРАВЛЕНИЯ ОСВЕЩЕНИЕМ | 2015 |
|
RU2692489C2 |
| УСТАНОВКА БУРЕНИЯ ПО ПОРОДЕ И СПОСОБ ЕЕ ПОЗИЦИОНИРОВАНИЯ | 2011 |
|
RU2521448C1 |
| ИНТЕРФЕЙС ПЕРЕКЛЮЧАТЕЛЯ ПЕРЕДАЧ ТРАНСПОРТНОГО СРЕДСТВА, ИСПОЛЬЗУЮЩИЙ БЕСКОНТАКТНОЕ СЧИТЫВАНИЕ | 2017 |
|
RU2729127C2 |
Данное изобретение относится, в целом, к области абразивной подготовки поверхности, а более конкретно к способам и устройству измерения профиля подготовленной поверхности. Заявленная группа изобретений включает способ измерения поверхности и устройство измерения поверхности. Причем способ содержит этапы, на которых осматривают множество образцов первой неровной поверхности обрабатываемой детали в двух измерениях, причем каждый из множества образцов имеет, по существу, одинаковый размер, определяют, на основе осмотров образцов, общее число выступов поверхности на каждом из множества образцов, получают предел допустимых отклонений из статистической изменчивости общего числа выступов поверхности на каждом из множества образцов, причем предел допустимых отклонений задается для указания условия выхода за допуск для общего числа выступов поверхности на второй неровной поверхности обрабатываемой детали, осматривают участок второй неровной поверхности обрабатываемой детали в двух измерениях, причем участок имеет, по существу, тот же размер, что и один из множества образцов, определяют, на основе осмотра участка второй неровной поверхности обрабатываемой детали, общее число выступов поверхности на участке и сравнивают общее число выступов поверхности на участке с пределом допустимых отклонений, чтобы определять, находится ли вторая неровная поверхность обрабатываемой детали в условиях выхода за допуск. Технический результат заключается в обеспечении способа и устройства измерения поверхности, посредством которых возможно проводить осмотр и измерение поверхности обрабатываемой детали, например, определять, находится ли профиль поверхности в пределах желаемых спецификаций, пределов допустимых отклонений или допусков, идентифицируя выступы и/или впадины на поверхности, а также возможно идентифицировать изменения и неровности поверхности, вызванные другими условиями, возникающими во время подготовки поверхности, такими как вибрация, температура, скорость колеса и т.п. 2 н. и 18 з.п. ф-лы, 7 ил.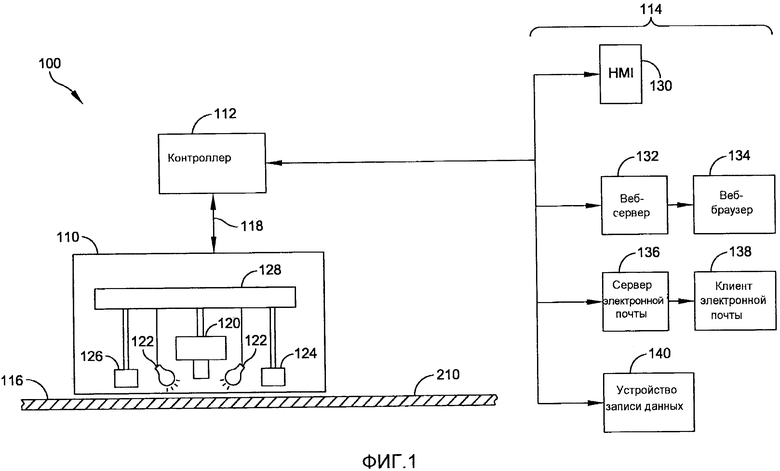
1. Способ измерения поверхности, содержащий этапы, на которых:
осматривают множество образцов первой неровной поверхности обрабатываемой детали в двух измерениях, причем каждый из множества образцов имеет, по существу, одинаковый размер;
определяют, на основе осмотров образцов, общее число выступов поверхности на каждом из множества образцов;
получают предел допустимых отклонений из статистической изменчивости общего числа выступов поверхности на каждом из множества образцов, причем предел допустимых отклонений задается для указания условия выхода за допуск для общего числа выступов поверхности на второй неровной поверхности обрабатываемой детали;
осматривают участок второй неровной поверхности обрабатываемой детали в двух измерениях, причем участок имеет, по существу, тот же размер, что и один из множества образцов;
определяют, на основе осмотра участка второй неровной поверхности обрабатываемой детали, общее число выступов поверхности на участке; и
сравнивают общее число выступов поверхности на участке с пределом допустимых отклонений, чтобы определять, находится ли вторая неровная поверхность обрабатываемой детали в условиях выхода за допуск.
2. Способ по п. 1, в котором этап осмотра множества образцов первой неровной поверхности обрабатываемой детали в двух
измерениях включает в себя этап, на котором оптически осматривают множество образцов первой неровной поверхности обрабатываемой детали в двух измерениях, и в котором этап осмотра участка второй неровной поверхности обрабатываемой детали в двух измерениях включает в себя этап, на котором оптически осматривают участок второй неровной поверхности обрабатываемой детали в двух измерениях.
3. Способ по п. 1, дополнительно содержащий этап, на котором оповещают оператора в ответ на определение того, что вторая неровная поверхность обрабатываемой детали находится в условии выхода за допуск.
4. Способ по п. 3, в котором этап оповещения оператора включает в себя, по меньшей мере, один из этапов, на которых включают световой предупреждающий индикатор, издают звуковой сигнал тревоги и отображают предупреждающее сообщение в пользовательском интерфейсе операторского терминала.
5. Способ по п. 1, дополнительно содержащий этапы, на которых измеряют среднюю высоту выступов поверхности, по меньшей мере, на одном из множества образцов и коррелируют общее число выступов поверхности на каждом из множества образцов со средней высотой, так что профиль поверхности для второй неровной поверхности обрабатываемой детали может быть определен на основе общего числа выступов поверхности на участке второй неровной поверхности обрабатываемой детали.
6. Способ по п. 5, дополнительно содержащий этап, на котором определяют профиль поверхности для второй неровной поверхности обрабатываемой детали на основе корреляции, при этом профиль
поверхности представляет среднюю шероховатость Ra второй неровной поверхности обрабатываемой детали.
7. Способ по п. 1, в котором множество образцов включает в себя, по меньшей мере, 100 образцов первой неровной поверхности обрабатываемой детали.
8. Способ по п. 1, в котором размер каждого из образцов равен приблизительно 0,04 квадратных дюйма.
9. Способ по п. 1, в котором предел допустимых отклонений получается из среднеквадратической (по правилу трех сигм) статистической изменчивости общего числа выступов поверхности на каждом из множества образцов.
10. Устройство измерения поверхности, содержащее:
измерительный блок; и
контроллер, соединенный с измерительным блоком и сконфигурированный, чтобы:
осматривать, с помощью измерительного блока, множество образцов первой неровной поверхности обрабатываемой детали в двух измерениях, причем каждый из множества образцов имеет, по существу, одинаковый размер;
определять, на основе осмотров образцов, общее число выступов поверхности на каждом из множества образцов;
получать предел допустимых отклонений из статистической изменчивости общего числа выступов поверхности на каждом из множества образцов, причем предел допустимых отклонений задается для указания условия выхода за допуск для общего числа выступов поверхности на второй неровной поверхности обрабатываемой детали;
осматривать, с помощью измерительного блока, участок второй неровной поверхности обрабатываемой детали в двух измерениях, причем участок имеет, по существу, тот же размер, что и один из множества образцов;
определять, на основе осмотра участка, общее число выступов поверхности на участке; и
сравнивать общее число выступов поверхности на участке с пределом допустимых отклонений, чтобы определять, находится ли вторая неровная поверхность обрабатываемой детали в условии выхода за допуск.
11. Устройство по п. 10, в котором измерительный блок включает в себя камеру, сконфигурированную, чтобы снимать изображение участка первой неровной поверхности обрабатываемой детали и изображение участка второй неровной поверхности обрабатываемой детали.
12. Устройство по п. 11, в котором измерительный блок включает в себя инклинометр, сконфигурированный, чтобы определять угол камеры относительно участка неровной поверхности обрабатываемой детали.
13. Устройство по п. 11, в котором измерительный блок включает в себя датчик приближения, сконфигурированный, чтобы определять расстояние между камерой и, по меньшей мере, одной из первой неровной поверхности обрабатываемой детали и второй неровной поверхности обрабатываемой детали.
14. Устройство по п. 11, в котором измерительный блок включает в себя осветительное устройство, сконфигурированное, чтобы освещать, по меньшей мере, одну из первой неровной
поверхности обрабатываемой детали и второй неровной поверхности обрабатываемой детали.
15. Устройство по п. 10, дополнительно содержащее пользовательский интерфейс, соединенный с контроллером, сконфигурированный, чтобы оповещать оператора в ответ на определение контроллером того, что вторая неровная поверхность обрабатываемой детали находится в условии выхода за допуск.
16. Устройство по п. 15, в котором пользовательский интерфейс включает в себя светящийся предупреждающий индикатор и звуковой сигнал тревоги.
17. Устройство по п. 10, в котором контроллер дополнительно сконфигурирован, чтобы измерять среднюю высоту выступов поверхности, по меньшей мере, на одном из множества образцов и коррелировать общее число выступов поверхности на каждом из множества образцов со средней высотой, так что профиль поверхности для второй неровной поверхности обрабатываемой детали может быть определен на основе общего числа выступов поверхности на участке второй неровной поверхности обрабатываемой детали.
18. Устройство по п. 17, в котором контроллер дополнительно сконфигурирован, чтобы определять профиль поверхности для второй неровной поверхности обрабатываемой детали на основе корреляции, при этом профиль поверхности представляет среднюю шероховатость Ra второй неровной поверхности обрабатываемой детали.
19. Устройство по п. 10, в котором размер каждого из образцов первой неровной поверхности обрабатываемой детали равен приблизительно 0,04 квадратных дюйма.
20. Устройство по п. 10, в котором измерительный блок сконфигурирован, чтобы предоставлять возможность измерения высоты, по меньшей мере, одного из выступов поверхности первой неровной поверхности обрабатываемой детали.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| JP 2006124824 A 18.05.2006 | |||
| US 6264198 B1 24.07.2001 | |||
| US 7052522 B2 30.05.2006.. | |||

