Предлагаемое изобретение относится к области оценки структуры поверхности на основе информации о профиле. Первичный профиль служит основой для оценки различных показателей, в том числе шероховатости, которая является одним из важнейших показателей качества поверхности, обеспечивающим требуемые эксплуатационные свойства деталей машин. Таким образом, можно утверждать, что общая форма микро- и макрогеометрии профиля и ее отдельных структурных элементов может быть сопоставлена определенным эксплуатационным показателям или их совокупности. Однако в настоящее время нет информации о взаимосвязи параметров шероховатости с определенными функциональными свойствами поверхности [Лищенко, Н.В. Частотные характеристики профилограммы поверхности и вибраций при ее обработке/  в машинобудуваннi, 2015, випуск 1 (25). - С. 94-108]. На современном уровне развития машиностроения использование параметров для оценки неровностей поверхности, регламентируемых ГОСТ 2789-73, оказывается недостаточным, так как не позволяет описать все особенности геометрии профиля, влияющие на надежность и долговечность. В условиях ужесточения требований к эксплуатационным свойствам ответственных деталей при разработке новых технологий обработки прогрессивных материалов необходимо обеспечить оценку качества поверхности, учитывающую ее функциональное назначение, например, износоустойчивость (износостойкость), контактную прочность, удержание смазки, адгезию, обтекаемость жидкостями и газами и т.д.
в машинобудуваннi, 2015, випуск 1 (25). - С. 94-108]. На современном уровне развития машиностроения использование параметров для оценки неровностей поверхности, регламентируемых ГОСТ 2789-73, оказывается недостаточным, так как не позволяет описать все особенности геометрии профиля, влияющие на надежность и долговечность. В условиях ужесточения требований к эксплуатационным свойствам ответственных деталей при разработке новых технологий обработки прогрессивных материалов необходимо обеспечить оценку качества поверхности, учитывающую ее функциональное назначение, например, износоустойчивость (износостойкость), контактную прочность, удержание смазки, адгезию, обтекаемость жидкостями и газами и т.д.
Выделяют две группы методов оценки и измерения шероховатости: на основе сравнения обработанной поверхности с поверхностью эталонных образцов с известной шероховатостью и на основе измерения микронеровностей и получения количественных оценок [Мухин, В.С. Поверхность: технологические аспекты прочности деталей ГТД / В.С.Мухин. - М: Наука, 2005. - 296 с.]. Первый подход потенциально обладает возможностью интегральной оценки поверхности и определения соответствия заданному профилю, однако традиционно выполняется вручную из-за сложности реализации сопоставления.
В настоящее время сформировались два подхода к оценке шероховатости, позволяющие исследовать профиль поверхности на более высоком уровне, с использованием: теории вероятностей и теории спектрального анализа сигнала.
В соответствии с вероятностным подходом [Хусу, А.П., Витенберг, Ю.Р., Пальмов, В.А. Шероховатость поверхности (теоретико-вероятностный подход). - М.: Наука, 1975. - 344 с.] создаются математические модели рельефа в виде нормального случайного процесса. Для оценки параметров рельефа используются статистические оценки случайной функции. Авторами исследуются зависимости эксплуатационных свойств от вероятностных характеристик профилограмм поверхностей, обработанных различными способами. Для оценки отдельных компонент случайных функций используют корреляционный анализ, который не позволяет получить информацию о параметрах функции профиля. Анализ параметров спектра корреляционной функции выполняется с помощью периодограмм. В вероятностном подходе имеются следующие недостатки:
- используемые математические модели сигналов не отражают все особенности реального профиля и не позволяют выполнять обучение по примерам;
- не используются спектральные характеристики реального профиля в полном объеме;
- рассчитываются отдельные вероятностные показатели, такие как математическое ожидание величины отклонений неровностей от средней линии (или высот неровностей профиля), среднее квадратическое отклонение, корреляционная функция, спектральная плотность и т.д., не отражающие все особенности профиля;
- не устанавливается соответствие результатов параметризации спектра показателям шероховатости профилограммы.
Элементы теории спектрального анализа сигнала использованы в современных стандартах для оценки параметров структуры поверхности. В стандарте ISO 4287-2014 сформулированы определения геометрических параметров структуры поверхности (т.е. определения параметров типа Р, W и R) и способы их вычисления. Стандарт ISO 4288-1998 определяет правила и процедуры оценки структуры поверхности на основе анализа профиля, а также значения по умолчанию различных параметров. Стандарт ISO 11562-1998 описывает, в частности, гауссовский фильтр коррекции фазы, используемый в различных фильтрах отсечки для анализа профиля поверхности.
Известна единая концепция (Perthometerconcept) измерения и анализа неровностей независимо от вида измеряемой микро- или макронеровности (шероховатость, волнистость, контур), основанная на спектральном анализе и преобразовании спектра неровностей независимо от их метрологической классификации при цифровой обработке данных [Mahr Perthometer. Surface texture parameters. New Standards DIN EN ISO / ASME [Электронный ресурс] - http://lab.fs.unilj.si/lat/uploads/metrologija/o_hrapavosti_Mahr_publikacija.pdf.]. Инструментом разделения неровностей в интервале их изменения «отмикро до макро» является фильтрация цифрового сигнала профилограммы, полученного при помощи компьютеризированной аппаратуры. Однако в технической литературе нет сведений о методике проведения такого цифрового анализа данных.
В [Прогрессивные технологии моделирования, оптимизации и интеллектуальной автоматизации этапов жизненного цикла авиационных двигателей: Монография / А.В. Богуслаев, Ал.А. Олейник, Ан.А. Олейник, Д.В. Павленко, С.А. Субботин; Под ред. Д.В. Павленко, С.А. Субботина. - Запорожье: ОАО "Мотор Сич", 2009. - 468 с.] отмечается актуальность исследования поверхностного наклепа на характеристики выносливости деталей. «Существующие в настоящее время исследования, посвященные вопросу повышения несущей способности деталей за счет деформационного упрочнения поверхностного слоя, не вскрывают механизмы формирования характеристик материала в процессе деформационного упрочнения и связь между ними. В тоже время для рационального выбора степени наклепа поверхностного слоя, необходимо выявить основные характеристики деформированного материала, которые влияют на выносливость, и исследовать закономерности их формирования.» Авторами был построен граф статистических связей, показывающий, что «все исследованные характеристики поверхностного слоя образцов и параметры их выносливости находятся в тесной прямой или непрямой стохастической связи и могут быть выражены друг через друга». Низкие значения ошибок построенных моделей свидетельствуют об их высоких аппроксимационных и обобщающих способностях и позволяют их использовать для исследования закономерностей формирования характеристик поверхностного слоя деталей авиадвигателей. Необходимо отметить, что для установления взаимосвязей используются методы, каждый из которых имеет определенные ограничения и проблемы реализации: автокорреляция (однако, похожие профилограммы не коррелируют), регрессионный анализ (рассчитываются отдельные показатели), нейронные сети (для высокого качества классификации требуются большие объемы обучающих выборок, и нет методик выбора оптимальной модели). Кроме того, указанные методы не позволяют связать особенности характерного профиля поверхности
Описанные выше решения позволяют выделить характеристики сигнала, вероятностные или частотные, но установления соответствия формы профиля в целом определенным эксплуатационным свойствам поверхности возможно только вручную путем сопоставления определенных показателей шероховатости эксплуатационным показателям на основе опыта эксперта. Отсутствуют способы обобщения результатов, полученных для реального профиля, с целью оценки качества всей поверхности.
Известен способ сбора и обработки информации о поверхности образца [Патент РФ №2145055. Способ сбора и обработки информации о поверхности образца / Молчанов С.П., Дремов В.В., Кирпичников А.П. Опубл. 27.01.2000], включающий последовательное снятие в заданных точках поверхности участка силовой кривой и определение по нему параметров образца с последующим построением соответствующих пространственных распределений. На силовой кривой производят выбор опорных точек и фиксируют в них различные параметры кантилевера, по которым определяют параметры образца, характеризующие рельеф, и/или свойства поверхности образца, и/или число и свойства его поверхностных слоев, в частности силу адгезии или коэффициент упругости поверхности образца и/или поверхностных слоев. На основе измерений рельефа и параметров кантилевера повышается информативность оценки свойств поверхности и поверхностных слоев.
Недостатком данного способа является то, что оценка свойств материала производится по кривой профиля, не учитывая ее частотные и вероятностные свойства. Не выполняется обобщение информации об образцах, параметры первичного профиля поверхности которых могут отличаться.
Известен способ сбора и обработки информации о поверхности образца [Патент №2516022 РФ, МПК G01B 21/30/ Ненашев М.В. (RU), Калашников В.В., Деморецкий Д.А. и др. Опубл. 20.05.2014], используемый для оценки изменения свойств поверхности вдоль пути сканирования, который в отличие от предыдущего способа использует сопоставление профилограмм, полученных при разной степени сближения зонда с контролируемой поверхностью. Для профилограмм рассчитывают параметры шероховатости, по которым определяют распределение твердости поверхностного слоя вдоль пути сканирования.
Недостатком данного способа является то, что параметры шероховатости не отражают все особенности профиля поверхности, следовательно, оценка свойств поверхности ограничена количеством определяемых параметров профиля.
Известна система и способ измерения поверхности [Патент РФ №2608326, МПК G01B 7/34 / Битзел P. (US), Джоунз Д. (US)]. Способ содержит этапы, на которых осматривают множество образцов первой неровной поверхности обрабатываемой детали в двух измерениях, причем каждый из множества образцов имеет, по существу, одинаковый размер, определяют, на основе осмотров образцов, общее число выступов поверхности на каждом из множества образцов, получают предел допустимых отклонений из статистической изменчивости общего числа выступов поверхности на каждом из множества образцов, причем предел допустимых отклонений задается для указания условия выхода за допуск для общего числа выступов поверхности на второй неровной поверхности обрабатываемой детали, осматривают участок второй неровной поверхности обрабатываемой детали в двух измерениях, причем участок имеет, по существу, тот же размер, что и один из множества образцов, определяют, на основе осмотра участка второй неровной поверхности обрабатываемой детали, общее число выступов поверхности на участке и сравнивают общее число выступов поверхности на участке с пределом допустимых отклонений, чтобы определять, находится ли вторая неровная поверхность обрабатываемой детали в условиях выхода за допуск.
Данный способ использует статистическую обработку информации о поверхности образцов. Система работает в режиме обучения и в рабочем режиме. В режиме обучения для расчета параметров поверхности по необходимому для статистического анализа количеству образцов. В рабочем режиме происходит сравнение результатов измерения с одним или более ранее полученными пределами допустимых отклонений в режиме обучения, например, среднеквадратическим отклонением по правилу трех сигм, которое может быть использовано, чтобы определять диапазон допуска.
Недостатком данного способа является то, что анализ поверхности выполняется только по выступам. Статистически определяется только один параметр шероховатости Ra, т.е. не оцениваются все особенности профиля поверхности. При сравнении результатов вычислений с данными обучения не используются статистические методы. Кроме того, для достижения статистически значимых результатов требуются обучающие выборки больших объемов, что затруднительно не только в условиях разработки новых технологий, но и в условиях производства.
Известен измеритель шероховатости [Патент №2375677, МПК G01B 11/30, G01N 21/88/ Копылов Г.А., Ковалев В.Д., Бондарев В.Г. и др. Опубл. 10.12.2009], в котором используется память эталонных кодов, где заранее записываются значения сигналов от известных эталонов шероховатости; цифровое устройство сравнения, осуществляющее сравнение полученного с контролируемой поверхности детали сигнала с эталонными сигналами. В известном способе механической обработки заготовок на станках с числовым программным управлением [Патент РФ №2544713, МПК В23В 25/06, B23Q 17/20/ Копылов Г.А.] также используется значение измеренной величины шероховатости обработанной поверхности для сравнения с заданной шероховатостью. Предварительно в программу вносится величина допустимой шероховатости, и сохраняются в качестве эталонных зависимости величины отраженного от обработанной поверхности сигнала и шероховатости этой поверхности. Сигнал от измерителя шероховатости поступает в устройство обратной связи и сравнивается с эталонным. Если шероховатость обработанной поверхности будет в пределах требуемого (электрический сигнал будет в заданных программой пределах), тогда обработка поверхности будет продолжаться. Если же шероховатость окажется больше допустимой, тогда произойдет остановка станка.
Недостатками данных способов является отсутствие статистической обработки эталонных сигналов, а также сопоставление формы сигналов во временном пространстве.
Известен способ определения шероховатости поверхности детали при обработке на металлорежущем станке [Патент РФ №2163182, МПК G01B 7/34, G01B 17, В23В 25/06/ Дорофеев С.Н., Горшков А.С., Летуновский В.В. и др. Опубл. 20.02.2001]. Согласно способу производят регистрацию сигнала акустической эмиссии и определяют по нему значение шероховатости поверхности детали, причем определяют площадь спектра сигнала акустической эмиссии, а о величине шероховатости судят по отношению площадей спектров зарегистрированного сигнала акустической эмиссии и определенного заранее эталонного сигнала акустической эмиссии.
Данный способ позволяет повысить точность измерений шероховатости поверхности за счет того, что в качестве критерия оценки шероховатости используются не амплитудные характеристики акустического сигнала, а интегральный критерий в виде отношения площадей спектров акустической эмиссии, полученных на обрабатываемой и эталонной деталях.
Недостатками данного способа являются отсутствие статистической обработки эталонов и определение только одного параметра шероховатости Ra.
Наиболее близким к заявляемому является способ определения типа. профиля поверхности, изложенный в [Паламарь И.Н., Юлин С.С. Способ экспресс-диагностики шероховатости поверхностного слоя деталей машин на основе вероятностной модели со скрытыми состояниями // Известия Московского государственного технического университета МАМИ. - Москва. - 2014. - Т.2. - №1. - С. 27-33; Юлин С.С., Паламарь И.Н. Вероятностная модель на основе нечетких самоорганизующихся карт для классификации многомерных временных рядов в условиях малой выборки // Труды IV Всероссийской научной конференции молодых ученых с международным участием «Информатика, управление и системный анализ» - Тверь. - 2016. - Т.2. - С. 191-200]. Под типом профиля понимается образ, содержащий характерные, обобщенные черты первичного профиля, соответствующие определенному виду обработки поверхности определенного материала с заданными параметрами. Способ заключается в том, что для каждого типа профиля подготавливают статистическую обучающую выборку на основе набора профилограмм, преобразуют каждую профилограмму набора в последовательность спектральных коэффициентов, полученные последовательности используются для обучения вероятностной графовой модели на основе самоорганизующихся карт NPM-PGM (Nonlinear Principa lManifolds-Probabilistic Graphical Model). В процессе обучения для каждого типа профиля создается своя вероятностная графовая модель. Обученные для каждого класса модели используются для определения типа первичного профиля путем классификации, то есть принятии решения о принадлежности исследуемого профиля определенному типу. Принятие решения выполняется исходя из вычисления вероятности соответствия данных профиля каждой обученной модели, та модель, для которой эта вероятность максимальна и считается моделью профиля.
Преимущества применения предложенной модели NPM-PGM для определения типа профиля по сравнению другими методами машинного обучения состоит в том, что:
- алгоритм обучения модели NPM-PGM быстро и гарантированно сходится, не приводя к переобучению модели, за счет простоты модели, заключающейся в отсутствии скрытых состояний, в отличие от других вероятностных моделей (таких как НММ (Hidden Markov Model) и HCRF (Hidden Conditiona lRandom Fields)).
- малое количество свободных параметров, которое также препятствует переобучению модели.
В результате требуется меньшее количество обучающих данных для достижения высокого качества классификации, что положительно сказывается на затраченных средствах и времени проверки качества поверхности деталей машин при исследовании новых материалов и методов обработки, избавляя от процесса формирования объемной обучающей выборки.
Недостатком данного способа является то, что модель NPM-PGM жестко привязана к алгоритму самоорганизующихся карт Кохонена и не позволяет использовать другие алгоритмы обучения, как следствие отсутствует один из вариантов адаптации модели под конкретные особенности наблюдаемых данных.
Техническим результатом предлагаемого способа является:
- учет полной информации о профиле поверхности за счет анализа спектральных коэффициентов профилограммы;
- наличие малого объема статистических данных для оценки параметров профиля поверхности на основе анализа профилограммы;
- возможность установки соответствия между спектром профилограммы и группами профилей по геометрическим параметрам качества поверхности или по эксплуатационным свойствам, которые они обеспечивают.
Как следствие перечисленных результатов достигается автоматизация процесса проведения контроля и анализа качества поверхности, а также возможность исследования скрытых взаимосвязей между особенностями профиля поверхности и эксплуатационными свойствами деталей.
Технический результат достигается тем что, в способе оценки параметров профиля поверхности на основе вероятностно-статистической классификации спектра профилограммы, заключающемся в том, что на этапе обучения по каждому типу профиля подготавливают множество образцов, снимают профилограммы с поверхностей образцов, профилограмму поверхности представляют в виде сигнала, получают спектр сигнала, используют последовательности спектральных коэффициентов в качестве эталонов класса, соответствующего типу поверхности, выполняют обучение вероятностной модели по набору образцов с кластеризацией спектра профилограммы, получая статистические оценки параметров модели класса, классифицируют спектр профилограммы путем выбора модели с максимальным значением правдоподобия, при этом на этапе обучения вероятностную модель адаптируют под конкретные особенности спектра профилограммы путем использования произвольного метрического алгоритма кластеризации, классы формируют путем группировки профилей образцов по одному или совокупности параметров качества поверхности или по эксплуатационным свойствам поверхности, а оценку параметров профиля выполняют как процедуру классификации спектра профилограммы.
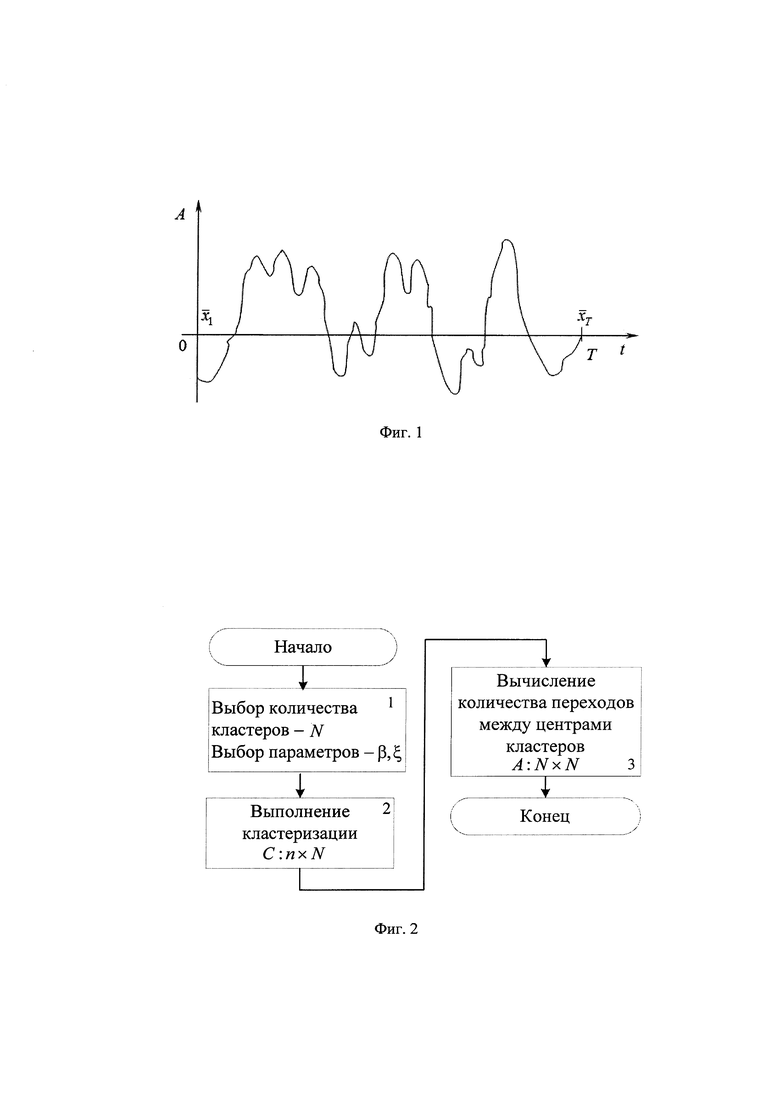
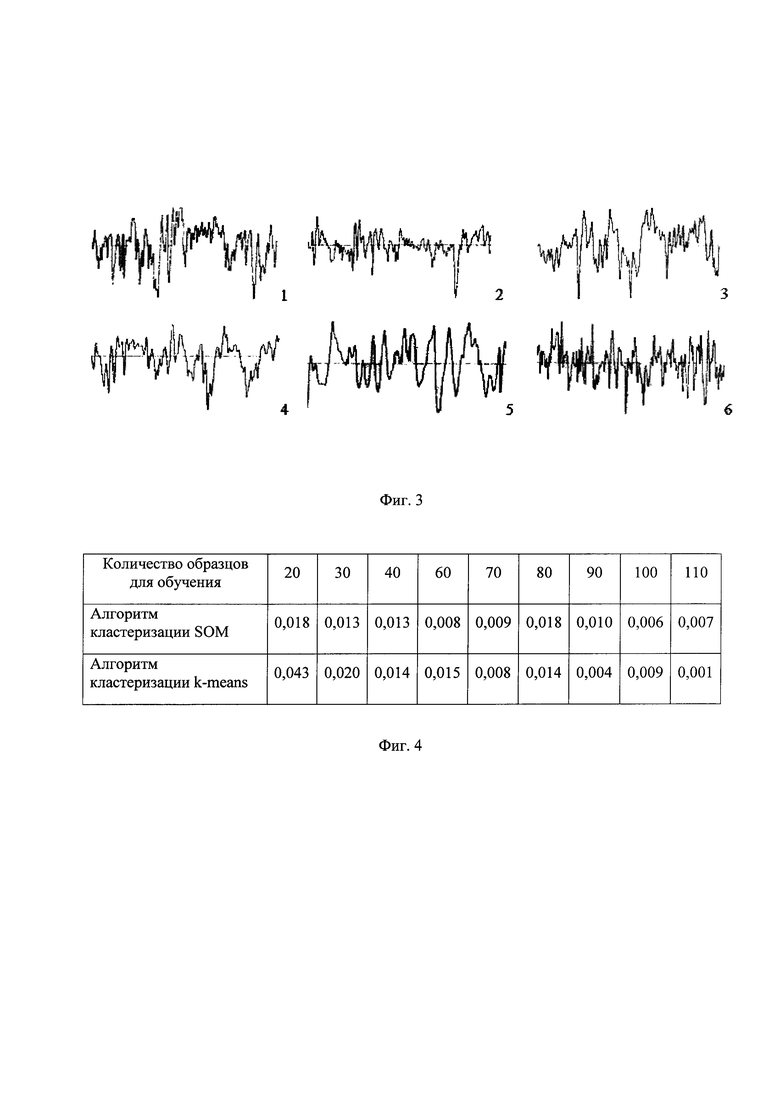
Изобретение поясняется рисунками: фиг. 1 - представление профилограммы в виде сигнала, фиг. 2 - блок-схема алгоритма обучения модели, фиг. 3 - примеры профилограмм, фиг. 4 - таблица результатов оценки параметров профиля.
Способ осуществляется следующим образом.
1. Сначала выполняется подготовка данных для обучения моделей. Экспертом формируется набор образцов поверхности, которые по определенным признакам разделяются на типы. Для каждого типа профилей в результате машинного обучения должна быть получена модель, представляющая определенный класс. При оценке профиля по геометрическим параметрам класс может соответствовать, например, профилограмме поверхности с определенными значениями показателей шероховатости, достигнутыми в результате гидродробеструйной обработки стеклошариками. При оценке профиля по эксплуатационным свойствам класс может соответствовать, например, определенному значению (или диапазону значений) показателя усталостной прочности.
2. Профилограмма поверхности снимается любым способом, позволяющим получить сигнал, отражающий зависимость геометрии профиля поверхности от последовательности измерений (отсчетов). Представление профилограммы в виде сигнала представлено на фиг. 1. С каждого образца поверхности, соответствующего определенному экспертом классу, из набора снимается одна или несколько профилограмм. Каждая профилограмма преобразуется в последовательность спектральных коэффициентов. По образцам поверхностей с характерным профилем формируется обучающая выборка для каждой модели, соответствующей классу.
3. На следующем этапе выполняется обучение вероятностной модели. Подразумевается, что последовательность спектральных коэффициентов профилограммы можно представить как набор многомерных случайных величин  при этом конкретная последовательность
при этом конкретная последовательность  является реализацией этих случайных величин, где
является реализацией этих случайных величин, где  - t - ый элемент последовательности - вектор признаков, состоящий из n компонент oi.
- t - ый элемент последовательности - вектор признаков, состоящий из n компонент oi.
За основу предлагаемой модели взята структура модели НММ, с тем отличием, что состояния модели явные, а не скрытые. Последовательность наблюдений разбивается на кластеры любым известным алгоритмом кластеризации (метод самоорганизующихся карт Кохонена, метод k-средних, ЕМ-алгоритм), при этом номер кластера эквивалентен номеру явного состояния модели. Тогда структура модели представляет собой произведение распределений вероятностей двух типов случайных величин: наблюдаемых данных и номеров кластеров. Совместное распределение вероятностей случайных величин представляет собой произведение двух условных распределений вероятностей

где  - случайная величина, соответствующая t-омуэлементу последовательности спектральных коэффициентов профилограммы;
- случайная величина, соответствующая t-омуэлементу последовательности спектральных коэффициентов профилограммы;
ht - случайная величина, соответствующая номеру кластера, соответствующий t -ому отсчету последовательности;
Т - длина последовательности спектральных коэффициентов профилограммы.
Распределение вероятностей  зададим как многомерное гауссовское распределение со скалярным значением дисперсии, при этом дисперсию считаем одинаковой для всех распределений произведения (1). Тогда вычисление вероятности наблюдения элемента последовательности
зададим как многомерное гауссовское распределение со скалярным значением дисперсии, при этом дисперсию считаем одинаковой для всех распределений произведения (1). Тогда вычисление вероятности наблюдения элемента последовательности  в кластере с номером ν выполняем как
в кластере с номером ν выполняем как

где n - размерность пространства признаков;
β - величина обратная дисперсии (не оцениваемый параметр);
 - значение центра кластера с номером ν;
- значение центра кластера с номером ν;
 - t-ый элемент последовательности.
- t-ый элемент последовательности.
Распределение вероятностей p(ht|ht-1) зададим как распределение марковской цепи с регуляризацией в виде добавления распределения Дирихле. Тогда вычисление вероятностей переходов между кластерами выполняется как

где ai,j - количество переходов из кластера с номером i в кластер с номером j, i=0..N, j=1..N(N - количество кластеров);
ξj - параметр распределения Дирихле.
Итеративный метод обучения состоит из трех этапов (фиг. 2).
1) Выбрать количество кластеров N. Провести инициализацию центров кластеров. Выбрать параметры ξ и β.
2) Выполнить кластеризацию и тем самым оценить значения центров кластеров 
3) Выполнить вычисление вероятностей переходов А={ai,j) между центрами кластеров:
- для первого элемента последовательности (t=1)

- для остальных элементов последовательности (t≠1)
Вычисление вероятностей переходов между центрами кластеров выполняется на всех последовательностях наблюдений из обучающей выборки, на тех же самых, на которых производится кластеризация.
4. После обучения выполняется этап классификации первичного профиля исследуемой поверхности.
Результатом обучения является набор моделей Му=(С, А, β, ξ) для каждого класса у, у=1…Y, где  - множество значений центров кластеров; A={ai,j} - множество значений, равных количеству переходов между центрами кластеров; ξ - параметр распределения Дирихле; β - параметр распределения
- множество значений центров кластеров; A={ai,j} - множество значений, равных количеству переходов между центрами кластеров; ξ - параметр распределения Дирихле; β - параметр распределения  . Параметры ξ и β в процессе обучения не оцениваются, а подбираются эмпирически на проверочной выборке.
. Параметры ξ и β в процессе обучения не оцениваются, а подбираются эмпирически на проверочной выборке.
Решающее правило, то есть сама процедура соотнесения данных к тому или иному классу, формируется путем вычисления правдоподобия модели My=(С, A, β, ξ) последовательности О для всех классов y=1…Y. Тогда модель, обладающая наибольшим значением правдоподобия, будет являться моделью класса, к которому принадлежит последовательность.

Правдоподобие модели My=(С, A, β, ξ) последовательности О вычисляется путем суммирования по всем возможным состояниям модели:
где  - вероятность наблюдения t-ого элемента последовательности
- вероятность наблюдения t-ого элемента последовательности  в кластере j;
в кластере j;
λi,j - вероятность перехода из кластера i в кластер j.
Для экспериментального исследования предложенного способа были использованы типы профилограмм для различных режимов обработки диска ГТД, приведенные на фиг. 3, где 1 - после эксплуатации (Ra 0,962); 2 - после полировки (Ra 0,498); 3 - после гидродробеструйной обработки стеклошариками (Ra 0,710); 4 - после гидропескоструйной обработки (Ra 0,772); 5 - после гидроабразивной обработки зерном 24А6 (Ra 1,014); 6 - после абразивной обработки зерном 24А12 (Ra 1,692).
Результаты классификации профилограмм предложенным способом показали влияние выбора алгоритма кластеризации спектра профилограммы на этапе обучения модели. Ошибка классификации при разном объеме обучающих данных представлена в таблице 1 для алгоритмов классификации SOM и k-mean.
Для образцов поверхностей, профилограммы которых представлены на фиг. 3, были проведены усталостные испытания и получены значения предела прочности и предела выносливости, а также замеры остаточных напряжений в материале. Для формирования классов по прочности использовались значения остаточных напряжений в поверхностном слое при различных методах обработки. Результаты классификации профиля с соответствующими параметрами шероховатости показали близкие значения остаточных напряжений.
Появление все новых параметров шероховатости в международных и корпоративных стандартах связано с ростом функциональных требований к ответственным деталям. Для обеспечения требуемого качества поверхности необходимо определить, какие и сколько параметров шероховатости и их технологического обеспечения надо нормировать. Например, износоустойчивость при всех видах трения определяется параметрами. Ra (Rz), tp и направлением неровностей; виброустойчивость требует нормирования параметров Ra (Rz), Sm, S, направление неровностей. Совокупность показателей шероховатости является характеристикой класса. Каждому классу соответствует вероятностная модель. Формирование обучающей выборки с учетом различных известных показателей, позволяет установить взаимосвязи текстуры поверхности, определяемой спектром профилограммы, с эксплуатационными свойствами на основе теории машинного обучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОЙ РОБАСТНОЙ КЛАССИФИКАЦИИ РАДИОСИГНАЛОВ ПО СТРУКТУРНО-ВРЕМЕННЫМ ПАРАМЕТРАМ | 2010 |
|
RU2450356C2 |
| Способ идентификации агроэкологических групп с использованием дистанционной информации | 2023 |
|
RU2830132C1 |
| СПОСОБ ГИБРИДНОЙ ГЕНЕРАТИВНО-ДИСКРИМИНАТИВНОЙ СЕГМЕНТАЦИИ ДИКТОРОВ В АУДИО-ПОТОКЕ | 2013 |
|
RU2530314C1 |
| УСТРОЙСТВО КЛАССИФИКАЦИИ РАДИОСИГНАЛОВ ПО СТРУКТУРНО-ВРЕМЕННЫМ ПАРАМЕТРАМ | 2010 |
|
RU2422900C1 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2010 |
|
RU2445598C1 |
| СПОСОБ РЕНТГЕНОВСКОЙ ТОМОГРАФИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2505800C2 |
| СПОСОБ АДАПТИВНОГО ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОГО РЕСУРСА ЭКСПЛУАТАЦИИ СЛОЖНЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2533321C1 |
| Способ оперативной идентификации морских целей по их информационным полям на базе нейро-нечетких моделей | 2021 |
|
RU2763125C1 |
| Способ и система для предупреждения о предстоящих аномалиях в процессе бурения | 2021 |
|
RU2772851C1 |
| Компьютерно-реализуемый способ мониторинга и обработки данных для распознавания и классификации аномалий в работе установок и оптимизации их технического обслуживания и система для выполнения данного способа | 2021 |
|
RU2829543C1 |
Изобретение относится к области оценки структуры поверхности на основе информации о профиле. Технический результат заключается в возможности учета полной информации о профиле поверхности за счет анализа спектральных коэффициентов профилограммы. Такой результат достигается за счет того, что на этапе обучения по каждому типу профиля подготавливают множество образцов, снимают профилограммы с поверхностей образцов, профилограмму поверхности представляют в виде сигнала, получают спектр сигнала, используют последовательности спектральных коэффициентов в качестве эталонов класса, соответствующего типу поверхности, выполняют обучение вероятностной модели по набору образцов с кластеризацией спектра профилограммы, получая статистические оценки параметров модели класса, классифицируют спектр профилограммы путем выбора модели с максимальным значением правдоподобия, при этом на этапе обучения вероятностную модель адаптируют под конкретные особенности спектра профилограммы путем использования произвольного метрического алгоритма кластеризации, классы формируют путем группировки профилей образцов по одному или совокупности параметров качества поверхности или по эксплуатационным свойствам поверхности, а оценку параметров профиля выполняют как процедуру классификации спектра профилограммы. 4 ил.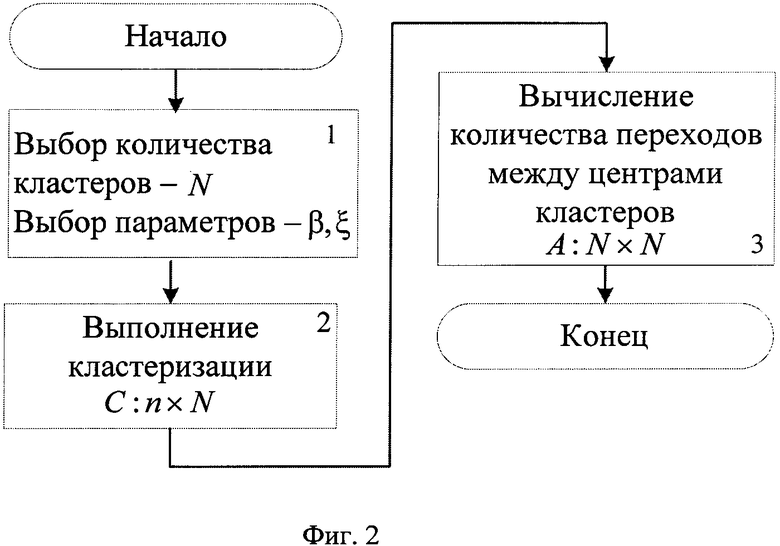
Способ оценки параметров профиля поверхности на основе вероятностно-статистической классификации спектра профилограммы, заключающийся в том, что на этапе обучения по каждому типу профиля подготавливают множество образцов, снимают профилограммы с поверхностей образцов, профилограмму поверхности представляют в виде сигнала, получают спектр сигнала, используют последовательности спектральных коэффициентов в качестве эталонов класса, соответствующего типу поверхности, выполняют обучение вероятностной модели по набору образцов с кластеризацией спектра профилограммы, получая статистические оценки параметров модели класса, классифицируют спектр профилограммы путем выбора модели с максимальным значением правдоподобия, отличающийся тем, что на этапе обучения вероятностную модель адаптируют под конкретные особенности спектра профилограммы путем использования произвольного метрического алгоритма кластеризации, классы формируют путем группировки профилей образцов по одному или совокупности параметров качества поверхности или по эксплуатационным свойствам поверхности, а оценку параметров профиля выполняют как процедуру классификации спектра профилограммы.
| СПОСОБ СБОРА И ОБРАБОТКИ ИНФОРМАЦИИ О ПОВЕРХНОСТИ ОБРАЗЦА | 2012 |
|
RU2516022C2 |
| СПОСОБ КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2009 |
|
RU2413179C2 |
| Машина для мойки фляг | 1989 |
|
SU1779415A1 |
| CN 108596158 A, 28.09.2018 | |||
| CN 108920812 A, 30.11.2018. | |||

