Область техники
[0001] Настоящее изобретение относится к ацетатцеллюлозному жгуту, к сигаретному фильтру, изготовленному из этого жгута, и к устройству для изготовления этого жгута и к способу его изготовления.
Уровень техники
[0002] Ацетатцеллюлозный жгут хорошо известен в качестве материала сигаретного фильтра. При изготовлении жгута ацетатцеллюлозы растворяют в органическом растворителе и тем самым приготавливают прядильный раствор. Прядильная машина содержит множество прядильных шахт. Каждая прядильная шахта имеет фильеру, имеющую большое количество прядильных отверстий. Каждая прядильная шахта экструдирует прядильный раствор из большого количества прядильных отверстий, и при этом формируется большое количество нитей. Большое количество нитей собирают вместе с формированием волокна пряжи. Жгут изготавливается посредством объединения в жгуты пряжи из всех прядильных шахт вместе и придания извитости этой пряже. При изготовлении сигаретного фильтра из такого жгута изготавливается стержень фильтра. Стержень фильтра изготавливается следующим образом: распускают или ʺраспушиваютʺ жгут; добавляют пластификатор, такой как триацетин, к жгуту, который открывают; формируют жгут цилиндрической формы; и обертывают цилиндрический жгут в сигаретную бумагу. Сигаретный фильтр изготавливают посредством нарезки стержня фильтра при заданной длине.
[0003] В описании в настоящем документе, термин ʺнитьʺ относится к одному волокну (мононити), выдавливаемому из одного прядильного отверстия. Термин ʺпряжаʺ относится к пучку волокон (массе мононитей), который получается посредством объединения в жгуты большого количества нитей вместе, сформированному с помощью одной прядильной шахты. Термин ʺжгутʺ относится к пучку волокон, который получают посредством объединения в жгуты всей пряжи вместе, их количество равно количеству прядильных шахт, то есть это пучок волокон, полученный посредством объединения в жгуты вместе всех нитей, сформированных с помощью прядильной машины. Термин жгут, в узком смысле, относится к массе из большого количества извитых нитей. При описании предыдущего уровня техники, пучок волокон или масса, определенная таким образом, может при случае упоминаться не как ʺжгутʺ, но как ʺжгут фильтраʺ или просто как ʺжгутʺ.
[0004] Термин ʺденье нитиʺ показывает тонкость нити в терминах массы (г) на единицу длины (9000 м). В описании ниже, термин ʺденье нитиʺ может сокращенно упоминаться как ʺFDʺ. То есть, FD жгута показывает тонкость каждой нити, образующей жгут. Термин ʺобщий деньеʺ показывает тонкость жгута в терминах массы (г) на единицу длины (9000 м). В описании ниже, термин ʺобщий деньеʺ может сокращенно упоминаться как ʺTDʺ. Термин ʺнабиваемое количествоʺ относится к общей массе жгута, набитого в один стержень фильтра.
[0005] Обычно, для формы поперечного сечения нити предпочтительной является Y-образная форма или другая деформированная форма. Например, Патентная литература 1 описывает: формирование H-образной нити посредством использования фильеры с прямоугольным отверстием и использование пучка H-образных нитей в сигаретном фильтре или чем-либо подобном.
[0006] В последние годы, на рынке появились тонкие сигареты, называемые ʺтонкий типʺ или ʺсупертонкий типʺ. Если фильтр такой тонкой сигареты изготавливается с использованием обычного материала, такого как описан в Патентной литературе 1, перепад давления становится слишком высоким. В последние годы, на рынке также появились сигареты с фильтром, в который введены капсулы, инкапсулирующие компонент ароматизатора. Эти капсулы вызывают увеличение перепада давления. Когда перепад давления увеличивается, курильщику становится не так легко выкуривать сигарету. По этой причине, имеется потребность в материале, который делает возможным уменьшение перепада давления, даже когда он применяется для такого сигаретного фильтра, как выше.
[0007] Например, Патентная литература 2 описывает тонко свернутую сигарету. Сигарет содержит: фильтр, содержащий элемент фильтра, и сигаретную бумагу, обернутую вокруг элемента фильтра; и ободковую бумагу, приклеенную к стержню сигареты и фильтру таким образом, чтобы соединять стержень сигареты и фильтр. Сквозные отверстия сформированы таким образом, чтобы они простирались через ободковую бумагу и сигаретную бумагу, так чтобы воздух имел возможность для втекания во время курения. Элемент фильтра содержит жгут, и жгут имеет FD больше чем 8,0 денье и TD меньше чем 15000 денье. Эти параметры, вместе со сквозными отверстиями, предназначены для уменьшения перепада давления. Кроме того, предполагается, что перепад давления уменьшается посредством уменьшения набиваемого количества.
Список цитирования
Патентная литература
[0008]
PTL 1: Патент США № 2825120
PTL 2: Публикация международной заявки на патент № WO 2013/042609
Сущность изобретения
Техническая проблема
[0009] Перепад давления может быть уменьшен посредством уменьшения набиваемого количества. В этом случае, однако, твердость сигаретного фильтра также уменьшается. В результате сигаретный фильтр имеет тенденцию к легкому деформированию во время курения. Вследствие этого для курильщика становится не так легко выкуривать сигарету. Кроме того, количество воздуха, втекающего через сквозные отверстия, увеличивается, в то время как количество воздуха, втекающего через кончик сигареты, наоборот, уменьшается. Это вызывает уменьшение количества смолы, генерируемой при курении.
[0010] В Патентной литературе 2, TD устанавливается таким образом, чтобы он был низким, для обеспечения объема, соответствующего супертонкому типу, а FD устанавливается таким образом, чтобы он был высоким, чтобы уменьшить перепад давления, который увеличивается, когда сигарету делают тонкой. В результате количество нитей, формирующих жгут, неизбежно уменьшается. Однако если TD является низким и количество нитей является малым, трудно придавать жгуту равномерную извитость в направлении по его длине и в направлении по ширине, и таким образом, сложно стабилизировать качество жгута. Если не сделать извитость постоянной, перепад давления сигаретного фильтра испытывает разброс. В результате сложно стабилизировать качество сигаретного фильтра.
[0011] Учитывая все изложенное выше, целью настоящего изобретения является создание: сигаретного фильтра, способного уменьшить свой перепад давления и разброс перепада давления, в то же время поддерживая свою твердость; ацетатцеллюлозного жгута, который дает такое функциональное преимущество, когда используется в качестве сигаретного фильтра; и устройства способа изготовления жгута.
Решение проблемы
[0012] Ацетатцеллюлозный жгут для использования в сигаретном фильтре в соответствии с одним из аспектов настоящего изобретения представляет собой жгут, в котором множество нитей, экструдируемых из множества соответствующих прядильных отверстий, объединяются в жгут вместе, и им придается извитость. В ацетатцеллюлозном жгуте денье нити составляет не менее 5,0 денье и площадь Фере каждой из нитей составляет не менее 0,5.
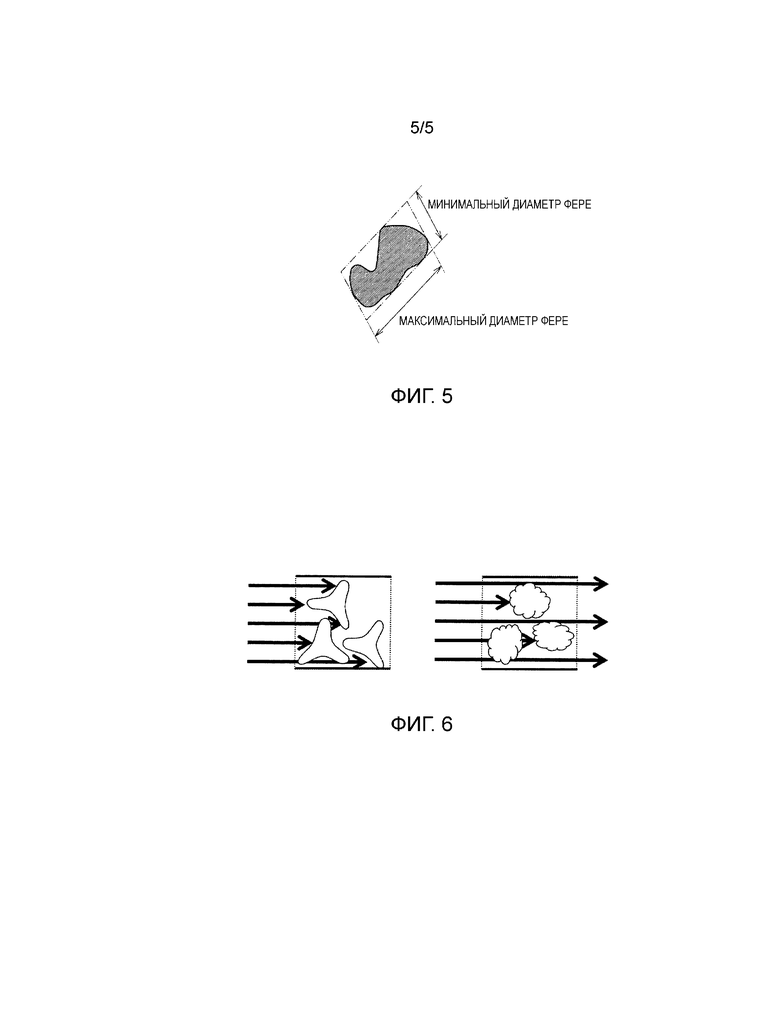
[0013] ʺПлощадь Фереʺ представляет собой показатель, который можно использовать для оценки деформации поперечного сечения нити. Площадь Фере получают способом, описанным ниже. Нить разрезается в любой точке перпендикулярно продольному направлению нити для получения поперечного сечения. Предполагается воображаемый параллелограм, окружающий поперечное сечение (смотри Фиг.5). Воображаемый параллелограм формируется двумя парами противоположных сторон. Одна пара противоположных сторон формируется с помощью двух параллельных линий, которые заключают между собой поперечное сечение, и межлинейное расстояние между этими двумя линиями имеет максимальное значение межлинейного расстояния (то есть это максимальный диаметр Фере). Другая пара противоположных сторон формируется другими двумя параллельными линиями, которые заключают между собой поперечное сечение, и межлинейное расстояние между этими двумя линиями имеет минимальное значение межлинейное расстояние (то есть это минимальный диаметр Фере). Площадь Фере представляет собой отношение площадей, вычисляемое посредством деления площади поперечного сечения нити на площадь воображаемого параллелограма, то есть отношение занимаемой площади поперечного сечения нити к площади воображаемого параллелограма.
[0014] Техническое значение площади Фере нити в области сигаретных фильтров описано ниже. Как правило, внутри сигаретного фильтра продольное направление нитей является по существу перпендикулярным потоку дыма, который вдыхает курильщик сигареты (смотри Фиг.6). Дым, который вдыхает курильщик, блокируется нитями, расположенными таким образом, и капли, содержащиеся в дыме, который вдыхает курильщик, соударяются с нитями и захватываются ими. В свете поперечного потока, блокирующая способность каждой нити может считаться по существу такой же, как блокирующая способность воображаемой нити, форма поперечного сечения которой представляет собой воображаемый параллелограм, который предполагается для вычисления площади Фере. То есть, если площадь Фере является малой, это означает, что блокирующая способность нити по отношению к ее площади поперечного сечения является высокой. Площадь поперечного сечения нити показывает положительную корреляцию с массой жгута (массой жгута при набивке). По этой причине, если площадь Фере является малой, это означает, что дым, который вдыхает курильщик, может быть в значительной степени блокирован малой массой жгута.
[0015] Например, в случае нити с совершенным круговым поперечным сечением, воображаемый параллелограм представляет собой квадрат, и длина каждой стороны квадрата равна диаметру совершенного кругового поперечного сечения. Соответственно, площадь Фере составляет πr2/4r2, то есть примерно 0,785 (r представляет собой радиус совершенного кругового поперечного сечения). Однако такая нить обычно считается неэффективным материалом, у которого захватывающая способность с учетом его массы является недостаточной, и делаются попытки уменьшить площадь Фере настолько, насколько это возможно. Одна из этих попыток заключается в деформировании поперечного сечения, и как описано выше, предпочтительными являются деформированное прядильное отверстие и деформированное поперечное сечение. Например, в случае нити с Y-образным поперечным сечением, эта нить формируется с использованием треугольного прядильного отверстия или Y-образного прядильного отверстия, площадь Фере нити меньше чем 0,5, поскольку Y-образное поперечное сечение соответствует форме, которая получается посредством частичной деформации треугольника путем сжатия. Как упоминалось выше, площадь Фере становится малой, когда уровень деформации поперечного сечения становится значимо высоким.
[0016] Для достижения упомянутой выше цели, авторы настоящего изобретения осуществили разработку ацетатцеллюлозного жгута для использования в сигаретном фильтре. Во время разработки, авторы пришли к идее, которая является обратной по отношению к обычной идее разработки. Идея, к которой пришли авторы, является следующей: если жгут формируется посредством нитей с относительно большой площадью Фере, можно уменьшить блокирующую способность жгута по сравнению с обычным волоконным жгутом, сформированным с помощью нитей с деформированным поперечным сечением, даже если оба волоконных жгута находятся при одинаковых условиях по отношению к массе; и благодаря уменьшению блокирующей способности, перепад давления может также быть уменьшен.
[0017] В соответствии с волоконным жгутом, рассмотренным выше, который представляет собой один из аспектов настоящего изобретения, перепад давления может быть уменьшен, поскольку денье нити составляет не менее 5,0 денье, что является относительно высоким значением. В дополнение к этому, площадь Фере каждой нити составляет не менее 0,5, и это больше, чем площадь Фере обычной, широко используемой нити, имеющей Y-образное или H-образное поперечное сечение. Соответственно, уровень деформации каждой нити уменьшается по сравнению с такими обычными, широко используемыми нитями. По этой причине, когда жгут фактически используется в качестве сигаретного фильтра, перепад давления может быть уменьшен по отношению к массе (то есть, даже если набиваемая масса жгута увеличивается). Кроме того, когда жгут используется в качестве сигаретного фильтра, воздух гладко протекает вдоль наружной поверхности каждой нити внутри сигаретного фильтра, и при этом перепад давления уменьшается. Поскольку перепад давления уменьшается, количество нитей может поддерживаться большим.
[0018] Как описано выше, при использовании нитей, каждая из которых имеет относительно большую площадь Фере, когда нити используются в качестве сигаретного фильтра, перепад давления уменьшается. По этой причине, не является необходимым уменьшение набиваемого количества, и при этом твердость сигаретного фильтра может поддерживаться высокой. В дополнение к этому, не является особенно необходимым уменьшение общего денье. По этой причине, количество нитей, формирующих жгут, не должно с необходимостью уменьшаться, что делает возможным осуществление стабильного способа придания извитости жгуту. Это делает возможным улучшение качества жгута и производительности его изготовления. Когда сигаретный фильтр изготавливается с использованием такого жгута в качестве материала сигаретного фильтра, перепад давления и разброс перепада давления может быть уменьшен, в то же время поддерживая высокую твердость.
[0019] Денье нити не может быть больше чем 10 денье. Площадь Фере не может быть больше чем 0,9.
[0020] В ацетатцеллюлозном жгуте, общий денье не может быть меньше чем 14000 денье. Общий денье не может быть больше чем 22000 денье. Предпочтительно, общий денье находится в пределах от 15000 до 21000 денье. Более предпочтительно, общий денье находится в пределах от 15000 до 20000 денье.
[0021] Ацетатцеллюлозный жгут для использования в сигаретном фильтре в соответствии с другим аспектом настоящего изобретения представляет собой жгут, в котором множество нитей, экструдированных из множества соответствующих прядильных отверстий, объединяются в жгут вместе и им придается извитость. Денье нити составляет не менее 5,0 денье. В случае, когда площадь поперечного сечения каждого из нитей составляет S и периферийная длина поперечного сечения составляет L, отношение S/L площади к периферийной длине составляет не менее 5.
[0022] Подобно площади Фере, ʺотношение S/Lʺ также представляет собой показатель, который используют для оценки деформации поперечного сечения нити. Если капли, содержащиеся в дыме, который вдыхает курильщик, рассматриваются как аэрозоль, можно считать, что поверхность нити захватывает капли. В этом случае, чем меньше отношение S/L, тем больше захватывающая способность по отношению к площади поперечного сечения нити, то есть по отношению к набиваемой массе жгута. Отношение S/L уменьшается, если поперечное сечение нити значительно деформируется. Авторы настоящего изобретения обнаружили, что отношение S/L может контролироваться таким образом, чтобы оно находилось в соответствующем диапазоне, посредством установления денье нити в конкретном диапазоне.
[0023] В соответствии с описанным выше волоконным жгутом другого аспекта настоящего изобретения, перепад давления может быть уменьшен, когда денье нити составляет не менее 5,0 денье, что является относительно высоким значением. Когда денье нити находится в таком диапазоне, отношение S/L может контролироваться таким образом, чтобы оно находилось в соответствующем диапазоне, то есть составляло не менее 5. Когда отношение S/L составляет не менее 5, когда жгут используется в качестве сигаретного фильтра, перепад давления может быть уменьшен по отношению к набиваемой массе жгута. Соответственно, не является необходимым уменьшение набиваемого количества, общего денье и количества нитей. По этой причине, может быть увеличена производительность изготовления жгута. Когда сигаретный фильтр изготавливается из такого жгута, перепад давления и разброс перепада давления могут быть уменьшены, в то же время поддерживая высокую твердость.
[0024] Денье нити может быть не более 10 денье, и отношение S/L может быть не более 9.
[0025] Сигаретный фильтр в соответствии с еще одним аспектом настоящего изобретения изготавливается из описанного выше жгута. Сигаретный фильтр имеет длину периметра поперечного сечения от 14 до 18 мм. Предпочтительно, длина периметра поперечного сечения находится в пределах от 14 до 17 мм. Более предпочтительно, длина периметра поперечного сечения находится в пределах от 14 до 15 мм. Соответственно, даже если сигаретный фильтр используется для тонкой сигареты, перепад давления сигаретного фильтра и разброс перепада давления могут быть уменьшены, в то же время поддерживая высокую твердость сигаретного фильтра.
[0026] Устройство для изготовления ацетатцеллюлозного жгута для сигаретного фильтра в соответствии с другим аспектом настоящего изобретения представляет собой устройство для изготовления ацетатцеллюлозного жгута для использования в сигаретном фильтре, в котором множество нитей, экструдированных из множества соответствующих прядильных отверстий, объединяются в жгут вместе и им придается извитость. Устройство включает фильеру, содержащую множество прядильных отверстий. Каждое прядильное отверстие имеет круглую форму, и диаметр прядильного отверстия составляет не менее 50 мкм.
[0027] Способ изготовления ацетатцеллюлозного жгута для использования в сигаретном фильтре, в соответствии с другим аспектом настоящего изобретения, включает: формирование множества нитей посредством экструдирования прядильного раствора через каждое из множества прядильных отверстий и формирование жгута посредством объединения в жгуты множества нитей вместе и придания извитости нитям. Каждое прядильное отверстие имеет круглую форму, и диаметр прядильного отверстия составляет не менее 50 мкм.
[0028] Когда каждое прядильное отверстие имеет такой размер, денье нити и уровень изменения формы поперечного сечения увеличиваются. Однако, поскольку каждое прядильное отверстие имеет круглую форму, может формироваться нить с денье нити не менее 5,0 денье, нить, имеющая относительно гладкую форму поперечного сечения с площадью Фере не менее 0,5 и/или отношением S/L не менее 5.
[0029] Каждое прядильное отверстие может иметь круглую форму, и диаметр прядильного отверстия не может быть больше чем 100 мкм. Это делает возможным формирование нити, у которой денье нити составляет не более 10 денье, у которой площадь Фере составляет не более 0,9 и/или у которой отношение S/L составляет не более 9.
Преимущественные воздействия изобретения
[0030] Настоящее изобретение делает возможным создание: сигаретного фильтра, способного уменьшить его перепад давления и разброс перепада давления, в то же время поддерживая свою твердость; ацетатцеллюлозного жгута, который обеспечивает такое функциональное преимущество, когда используется в качестве сигаретного фильтра; и устройства для изготовления жгута и способа его изготовления.
Краткое описание чертежей
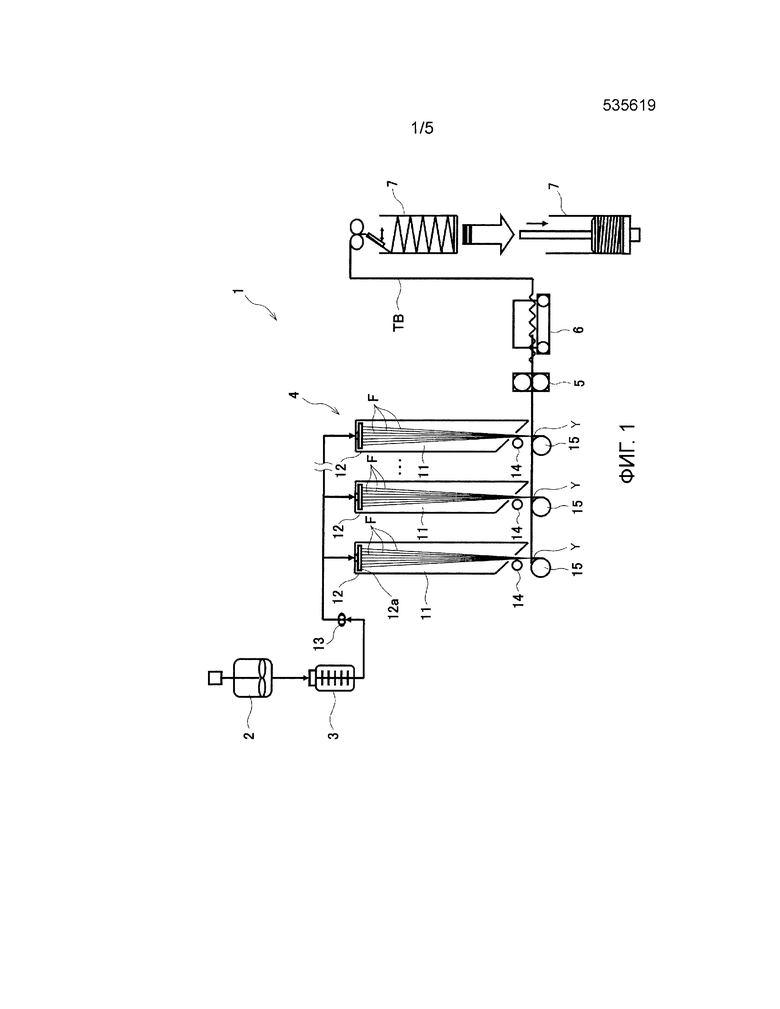
[0031] Фиг.1 представляет собой концептуальную схему, иллюстрирующую устройство и способ изготовления ацетатцеллюлозного жгута для использования в сигаретном фильтре в соответствии с одним из вариантов осуществления.
Фиг.2 представляет собой вид снизу фильеры в соответствии с вариантом осуществления.
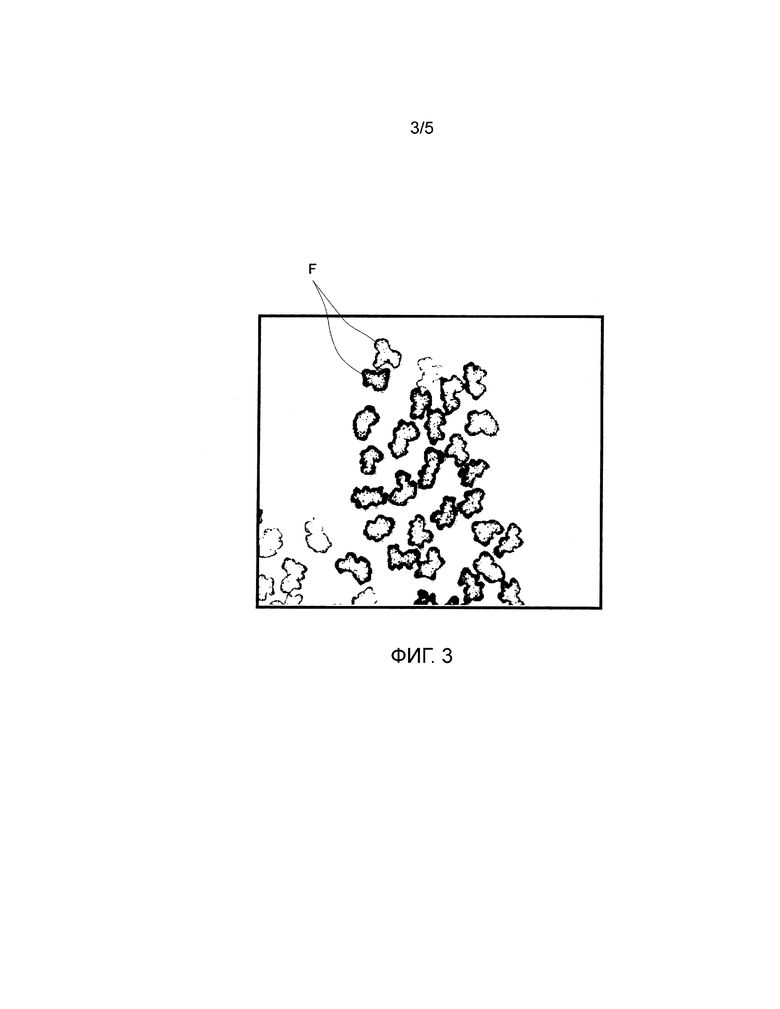
Фиг.3 показывает поперечное сечение нити в соответствии с вариантом осуществления.
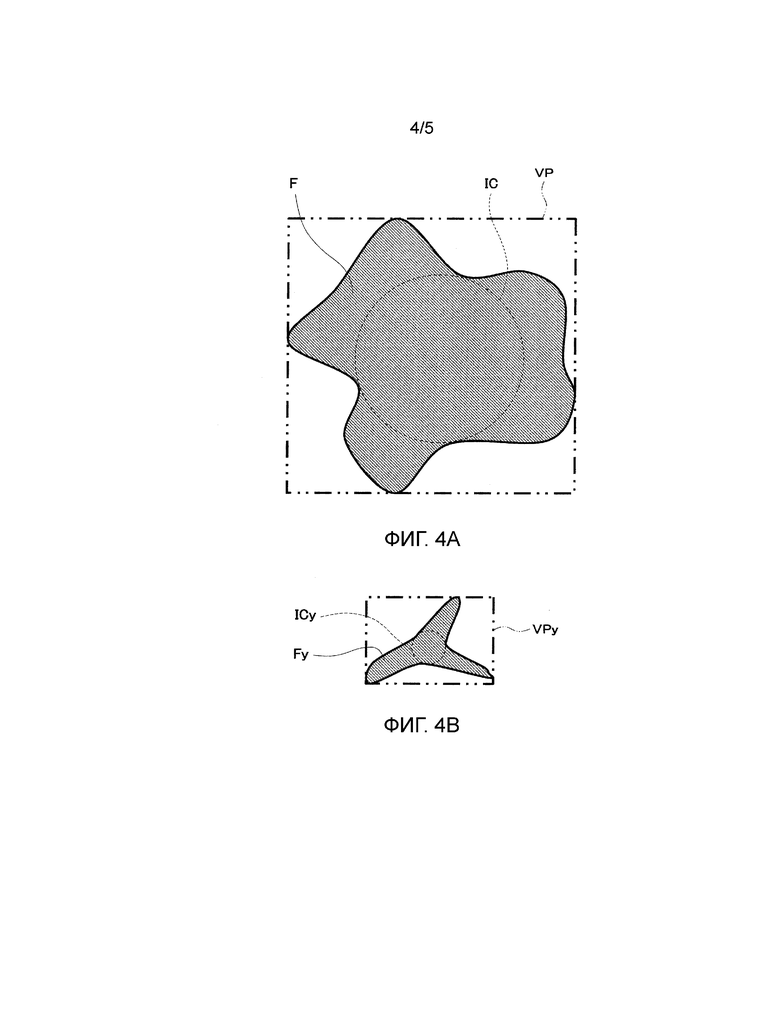
Фиг.4A представляет собой схему для описания показателя для оценки деформации поперечного сечения нити, показывающую один из примеров поперечного сечения нити в соответствии с вариантом осуществления.
Фиг.4B представляет собой схему для описания показателя для оценки деформации поперечного сечения нити, показывающую сравнительный пример.
Фиг.5 иллюстрирует способ вычисления площади Фере.
Фиг.6 показывает примеры потока дыма, который вдыхает курильщик, от сигареты, внутри ее сигаретного фильтра.
Описание вариантов осуществления
[0032] Далее описывается один из вариантов осуществления настоящего изобретения со ссылками на чертежи. На чертежах, одинаковые или соответствующие элементы обозначаются одинаковыми ссылочными обозначениями, и повторение одинаковых описаний ниже исключается.
[0033] Фиг.1 представляет собой концептуальную схему, показывающую устройство и способ изготовления ацетатцеллюлозного жгута ТВ для использования в сигаретном фильтре в соответствии с вариантом осуществления. Как показано на Фиг.1, устройство 1 для изготовления жгута содержит смеситель 2, фильтр 3, прядильную машину 4, аппарат 5 для придания извитости, сушилку 6 и упаковочный пресс 7. При изготовлении жгута приготавливают прядильный раствор (который может далее упоминаться просто как ʺрастворʺ) (способ приготовления раствора). В способе приготовления раствора ацетат целлюлозы растворяется в органическом растворителе, таком как ацетон, в смесителе 2 с получением раствора с необходимой концентрацией (например, с концентрацией не менее 20 вес.% и не более 30 вес.%, предпочтительно, 26 вес.%). Затем раствор фильтруют с помощью фильтра 3. Фильтрат используют в качестве прядильного раствора.
[0034] После способа приготовления раствора ацетатцеллюлозный жгут ТВ изготавливают из прядильного раствора с использованием прядильной машины 4, аппарата 5 для придания извитости и сушилки 6 (способ прядения). Жгут TB сжимается и уплотняется с помощью упаковочного пресса 7 (способ уплотнения).
[0035] Сигаретный фильтр изготавливают с использованием жгута TB в качестве исходных материалов, хотя изготовление и не показано подробно на чертежах. При изготовлении сигаретного фильтра изготавливают стержень фильтра в качестве промежуточного продукта. Конкретно, жгут TB распускают или распушивают, и к нему добавляют пластификатор, такой как триацетин. Формируется жгут TB, к которому добавлен пластификатор, с использованием устройства для послойной намотки, в виде стержня фильтра, имеющего цилиндрическую форму, совпадающую с предполагаемым размером сигареты (то есть с диаметром и длиной периметра поперечного сечения), и сигаретная бумага оборачивается вокруг стержня фильтра. Изготовленный таким образом стержень фильтра нарезается при заданной длине, пригодной для использования в предполагаемой сигарете. Таким образом, из одного стержня фильтра изготавливается множество сигаретных фильтров.
[0036] Жгут TB в соответствии с настоящим вариантом осуществления является пригодным для использования в качестве материала сигаретного фильтра, присоединенного к тонкой сигарете, такой как сигарета так называемого тонкого типа или супертонкого типа. Например, сигаретный фильтр имеет длину периметра поперечного сечения не менее 14 мм и не более 18 мм (длина периметра поперечного сечения предпочтительно составляет 14-17 мм, а более предпочтительно, 14-15 мм или меньше).
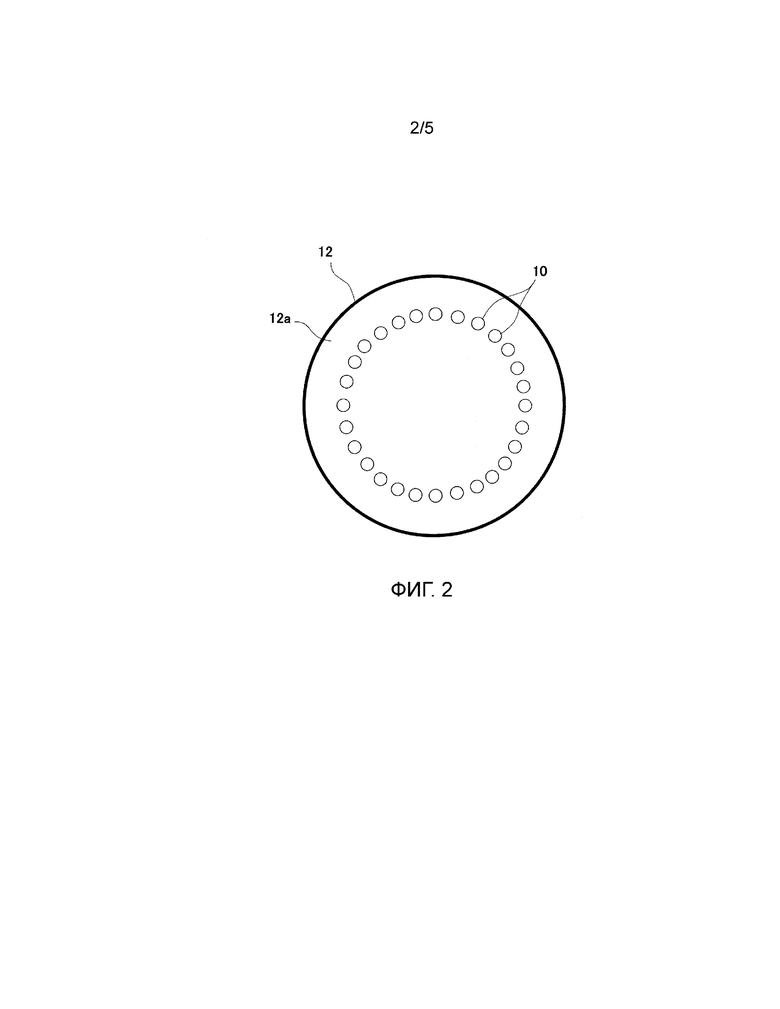
[0037] Далее, описываются способ прядения и машины 4-6, используемые в способе прядения. Прядильная машина 4 содержит множество прядильных шахт 11 и множество фильер 12, соответствующих соответствующим прядильным шахтам 11. Каждая прядильная шахта 11 представляет собой цилиндрический корпус, вытянутый в вертикальном направлении, и каждая фильера 12 предусматривается на верхнем краю соответствующих прядильных шахт 11. Каждая фильера 12 содержит множество прядильных отверстий 10 (смотри Фиг.2).
[0038] Прядильный раствор вводится во множество фильер 12 посредством прядильного насоса 13. Прядильный раствор экструдируется вниз в каждую прядильную шахту 11 через множество прядильных отверстий в своей фильере 12, и формируется множество нитей F из прядильного раствора посредством способа сухого прядения. Чем больше множество нитей F перемещается вниз, тем ближе нити F подходят друг к другу. В результате формируется единое волокно пряжи Y. Пряжа Y высвобождается вниз из нижней части прядильной шахты 11. В прядильной машине 4 множество волокон пряжи Y высвобождается из множества соответствующих прядильных шахт 11.
[0039] Каждая волокно пряжи Y снабжается масляной эмульсией, содержащей текстильное масло и воду, из замасливающего устройства 14, проходит вокруг годеты 15 и вводится в аппарат 5 для придания извитости. Множество волокон пряжи Y объединяются в жгут вместе в то время, когда они вводятся из годет 15 в аппарат 5 для придания извитости, и при этом формируется жгут TB. Аппарат 5 для придания извитости принадлежит, например, к известному типу камеры для придания извитости. Жгут TB вводится в камеру для придания извитости (камеру для получения извитости), в то время как он выдавливается с помощью выдавливающего валка. Таким образом, жгуту TB придается волнообразная извитость. Извитой жгут TB (жгут в узком смысле) вводится из аппарата 5 для придания извитости в сушилку 6. В сушилке 6 из жгута TB удаляются остаточный растворитель и влажность.
[0040] Далее описывается способ формования нити из ацетата целлюлозы посредством способа сухого прядения. Прядильный раствор, после экструдирования через прядильное отверстие, проходит вниз внутрь прядильной шахты 11 до тех пор, пока прядильный раствор в виде нити не высвобождается из прядильной шахты 11. В момент времени, когда раствор начинает двигаться (то есть в момент времени, когда раствор экструдируется через прядильное отверстие), раствор находится в жидкой фазе. В то время как раствор перемещается, растворитель испаряется из раствора, и при этом формируется нить, и раствор переходит из жидкой фазы в твердую фазу. Растворитель начинает испаряться с поверхности раствора непосредственно после начала движения раствора.
[0041] Форма поперечного сечения нити характеризуется соотношением между скоростью испарения и скоростью диффузии, скорость испарения представляет собой скорость, с которой растворитель испаряется с поверхности раствора, скорость диффузии представляет собой скорость, с которой растворитель диффундирует от центра раствора к поверхности раствора. Скорость испарения зависит, например, от следующих факторов: (1) удерживаемости растворителя для ацетата целлюлозы; (2) давления паров растворителя при температуре окружающей среды; (3) уровня насыщения окружающего газа парами растворителя в каждой из точек перемещения; (4) скорости экструзии прядильного раствора и (5) площади поверхности испарения. Скорость диффузии согласуется со вторым законом Фика.
[0042] Непосредственно после начала движения раствора скорость диффузии из центра раствора меньше, чем скорость испарения с поверхности раствора. В результате поверхностный слой раствора отверждается и при этом формируется кожица. Когда формируется кожица, длина периметра поперечного сечения нити становится примерно определенной. Растворитель в центре раствора диффундирует внутри сформировавшейся кожицы и испаряется. Соответственно, после формирования кожицы объем внутри кожицы (то есть площадь поперечного сечения нити) уменьшается, и при этом кожица деформируется в радиальном направлении. В результате поперечное сечение нити имеет форму, которая является деформированной по сравнению с формой прядильного отверстия.
[0043] Авторы настоящего изобретения обнаружили следующие факты. То есть, в случае, когда диаметр прядильного отверстия является малым, большая часть растворителя в центре раствора диффундирует внутри кожицы и испаряется в течение формирования кожицы. В результате форма поперечного сечения нити не отличается сильно от формы прядильного отверстия. Например, если прядильное отверстие имеет круглую форму, поперечное сечение нити имеет по существу круглую форму и его деформация является малой. Если деформация поперечного сечения является малой, сложно получить достаточные рабочие характеристики фильтрования. Обычно, рабочие характеристики фильтрования обеспечиваются посредством принятия деформированной формы прядильного отверстия и тем самым принятия деформированной формы поперечного сечения нити, такой как Y-образная форма или H-образная форма.
[0044] Почти все факторы (1)-(4), упоминаемые выше, определяются способами. Конкретно, фактор (1) зависит от растворителя, который должен использоваться; фактор (2), то есть температура окружающей среды, зависит от температуры сушки в способе; фактор (3) определяется скоростью потока осушающего воздуха, и фактор (4) определяется производительностью, такой как скорость прядения. Относительно фактора (5), если диаметр прядильного отверстия является большим, поперечное сечение нити является большим и площадь поверхности испарения является большой. Если площадь поверхности испарения является большой, скорость испарения увеличивается и поперечное сечение нити деформируется до более высокого уровня. В дополнение к этому, если диаметр прядильного отверстия является большим, объем растворителя, содержащегося внутри кожицы, является большим. Также, по этой причине, поперечное сечение нити деформируется до большего уровня.
[0045] Учитывая все изложенное выше, посредством установления диаметра прядильного отверстия в конкретном диапазоне и формирования формы прядильного отверстия, чтобы оно было круглым, деформация поперечного сечения нити может контролироваться для получения определенных рабочих характеристик фильтрования. Конкретно, в случае, когда диаметр прядильного отверстия должен быть малым, при использовании круглого прядильного отверстия, диаметр которого находится в конкретном диапазоне, можно обеспечить соответствующий уровень деформации поперечного сечения нити без использования обычно предпочтительного деформированного поперечного сечения прядильного отверстия Y-образной или H-образной формы. Перепад давления может соответствующим образом контролироваться с помощью нити с такой деформацией и с конкретным FD.
[0046] Фиг.2 представляет собой вид снизу фильеры 12 в соответствии с вариантом осуществления. Как показано на Фиг.2, множество прядильных отверстий 10 открываются на нижней поверхности 12a фильеры 12, и они направлены внутрь прядильной шахты 11. В качестве одного из примеров, нижняя поверхность 12a может иметь круглую форму, и множество прядильных отверстий 10 может быть расположено кольцевым образом на нижней поверхности 12a. Однако форма нижней поверхности 12a и расположение прядильных отверстий 10 может изменяться при необходимости. Каждое прядильное отверстие 10 имеет круглую форму, и его диаметр составляет не менее 50 мкм и не более 100 мкм. Более предпочтительно, диаметр прядильного отверстия 10 составляет не менее 50 мкм и не более 90 мкм.
[0047] Фиг.3 показывает поперечное сечение нити F в соответствии с вариантом осуществления. Поперечное сечение может быть получено посредством разрезания нити F перпендикулярно продольному направлению нити. FD нити F составляет не менее 5,0 денье и не более 10 денье, а более предпочтительно, не менее 5,5 денье и не более 9,0 денье. С использованием описанного выше прядильного отверстия 10, FD жгут TB может устанавливаться в этом диапазоне численных значений.
[0048] Когда диаметр прядильного отверстия 10 находится в указанном выше конкретном диапазоне, деформация формы поперечного сечения нити F, экструдируемой через прядильное отверстие 10, контролируется таким образом, чтобы оно находилось в соответствующем диапазоне. Хотя форма поперечного сечения нити F не представляет собой совершенного круга, уровень его деформации меньше, чем уровень деформации Y-образного поперечного сечения или H-образного поперечного сечения, и поперечное сечение нити F показывает форму, близкую к кругу.
[0049] Фиг. 4A и 4B представляют собой схемы, каждая из которых предназначена для объяснения показателя для оценки деформации поперечного сечения нити. Фиг.4A показывает один из примеров поперечного сечения нити F в соответствии с вариантом осуществления. Фиг.4B показывает, в качестве сравнительного примера, один из примеров поперечного сечения Y-образной нити Fy, которая формируется посредством использования фильеры с треугольным или Y-образным прядильным отверстием. Показатель представляет собой, например, ʺплощадь Фереʺ или ʺотношение S/Lʺ.
[0050] ʺПлощадь Фереʺ представляет собой отношение площади S к площади SVP (S/SVP), где S представляет собой площадь поперечного сечения нити F и SVP представляет собой площадь воображаемого параллелограма VP, заключающего внутри себя поперечное сечение. Воображаемый параллелограм формируется посредством двух пар противоположных сторон. Одна пара противоположных сторон формируется посредством двух параллельных линий, которые заключают между собой поперечное сечение, и межлинейное расстояние между этими двумя линиями представляет собой максимальный диаметр Фере. Другая пара противоположных сторон формируется посредством других двух параллельных линий, которые заключают внутри себя поперечное сечение, и межлинейное расстояние между этими двумя линиями представляет собой минимальный диаметр Фере. Соответственно, если поперечное сечение нити F берется в любой точке и получается площадь Фере поперечного сечения, площадь Фере представляет собой значение, которое не зависит от ориентации поперечного сечения вокруг нормальной линии. Если поперечное сечение представляет собой совершенный круг, площадь Фере составляет 0,785[-], и если поперечное сечение представляет собой треугольник, площадь Фере составляет 0,5[-] или меньше.
[0051] Поперечное сечение нити F является очень малым. Однако посредством обработки данных электронных изображений, полученных с помощью микроскопа, с использованием известной методики обработки изображений или посредством осуществления ручного вычисления на основе полученного изображения, может быть установлен воображаемый параллелограм VP, заключающий в себе поперечное сечение нити, и можно измерить площадь поперечного сечения S, площадь SVP и длину периметра поперечного сечения L.
[0052] Как показано на Фиг.4B, на поперечном сечении Y-образной нити Fy в соответствии со сравнительным примером, область, полученная посредством исключения вписанного круга ICy из поперечного сечения, четко выступает наружу из множества (трех) точек по периметру вписанного круга ICy, и эти точки явно отделены некоторым расстоянием друг от друга в направлении по окружности. При этом воображаемый параллелограм VPy должен быть установлен таким образом, чтобы воображаемый параллелограм VPy заключал в себе эту область. По этой причине, воображаемый параллелограм VPy отстоит от вписанного круга ICy в радиальном направлении и размер воображаемого параллелограма VPy значительно больше, чем у вписанного круга ICy. Эта область, которая получается посредством устранения вписанного круга ICy из воображаемого параллелограма VPy, занимает только малую часть пространства. Соответственно, площадь Фере Y-образной нити в соответствии со сравнительным примером представляет собой малое значение. Поскольку Y-образная форма является результатом сжатия треугольной формы прядильного отверстия, площадь Фере составляет меньше чем 0,5. Однако наружный край поперечного сечения является негладким до большой степени. Вследствие этого длина периметра поперечного сечения L является большой по отношению к площади поперечного сечения S и отношение S/L представляет собой малое значение.
[0053] С другой стороны, как показано на Фиг.5A, нить F в соответствии с настоящим вариантом осуществления, формируется с использованием круглого прядильного отверстия и наружный край поперечного сечения является негладким до малой степени. В поперечном сечении нити F, область, полученная посредством устранения вписанного круга IC из поперечного сечения, формируется по существу полностью по окружности. Величина выступания наружу из вписанного круга IC не изменяется сильно, если смотреть в направлении по окружности вписанного круга IC. Соответственно, воображаемый параллелограм VP является близким к вписанному кругу IC в радиальном направлении. Как описано, таким образом, в случае нити F в соответствии с вариантом осуществления, деформация формы поперечного сечения уменьшается. По этой причине площадь Фере составляет относительно большую величину; наружный край поперечного сечения выступает и углубляется до малой степени и отношение S/L составляет большую величину.
[0054] В настоящем варианте осуществления используется прядильное отверстие 10, диаметр которого составляет 40 мкм или больше, и FD жгута TB составляет 5,0 денье или больше, что выше, чем обычное распространенное значение. Когда FD увеличивается таким образом, когда жгут TB используется в качестве сигаретного фильтра, перепад давления может быть уменьшен.
[0055] Кроме того, в настоящем варианте осуществления используется круглое прядильное отверстие 10 и площадь Фере нити F составляет не менее 0,5 и не более 0,9. Отношение S/L составляет не менее 5 и не более 9. Поскольку деформация поперечного сечения нити уменьшается, когда жгут TB используется в качестве сигаретного фильтра, перепад давления может быть уменьшен даже несмотря на то, что TD является высоким.
[0056] Как описано ранее, деформация является явно выраженной, когда диаметр прядильного отверстия 10 является избыточно большим и FD жгута TB является избыточно высоким. Когда FD жгута TB является избыточно высоким, является необходимым уменьшать количество нитей, образующих жгут TB, для регулировки TD жгута TB.
[0057] По указанной выше причине диаметр прядильного отверстия 10 устанавливается таким образом, чтобы он составлял 100 мкм или меньше, и FD жгута TB устанавливается таким образом, чтобы он составлял 10 денье или меньше. Является более предпочтительным для диаметра прядильного отверстия 10, чтобы он составлял не менее 50 мкм и не более 90 мкм. Также является более предпочтительным для FD жгута TB, чтобы он составлял не менее 15000 денье и не более 22000 денье. Принимая эти настройки, площадь Фере может быть сделана не менее 0,6 и не более 0,8, а также отношение S/L может быть сделано не менее 5,5 и не более 8,0.
[0058] Как описано выше, в настоящем изобретении, посредством ограничения FD в определенном диапазоне значений для уменьшения деформации, можно уменьшить увеличение перепада давления. В дополнение к этому, в настоящем изобретении, даже если набиваемое количество фильтра увеличивается, перепад давления увеличивается до относительно малого уровня. Соответственно, можно уменьшить разброс перепада давления сигаретного фильтра из-за разброса набиваемого количества сигаретного фильтра. Это делает возможным увеличение набиваемого количества сигаретного фильтра и поддержание твердости фильтра. Соответственно, производитель сигаретных фильтров получает возможность для изготовления сигаретных фильтров без необходимости в изменении условий изготовления в соответствии с каждым типом сигарет. Это улучшает производительность изготовления сигаретных фильтров.
[0059] Кроме того, в настоящем изобретении, TD жгута TB может поддерживаться высоким. Например, TD жгута TB может устанавливаться таким образом, чтобы он составлял не менее 14000 денье и не более 22000 денье. Предпочтительно, TD жгута TB может устанавливаться таким образом, чтобы он составлял не менее 15000 денье и не более 21000 денье. Даже если таким образом TD поддерживается высоким, перепад давления может уменьшаться, когда жгут TB используется в качестве сигаретного фильтра. В дополнение к этому, когда TD жгута TB поддерживается высоким, объем жгута T, который должен вводиться в аппарат 5 для придания извитости в единицу времени, также является большим. Это делает возможным стабильное введение жгута T в камеру для придания извитости и легко придает извитость жгуту T. Соответственно, в настоящем изобретении, разброс перепада давления из-за разброса количества извивов жгута TB также может быть уменьшен.
[0060] Жгут TB в соответствии с настоящим вариантом осуществления формируется таким образом, что FD удовлетворяет упомянутому выше диапазону численных значений, и таким образом, что площадь Фере и/или отношение S/L удовлетворяют упомянутому выше диапазону (диапазонам) численных значений, Это делает возможным благоприятное уменьшение разброса перепада давления из-за разброса набиваемой массы. Конкретно, разброс перепада давления сигаретного фильтра (слоя), в котором используют жгут TB в соответствии с настоящим вариантом осуществления, может быть сделан не более 4,0%, предпочтительно, не более 3,8%, более предпочтительно, не более 3,5%, и еще более предпочтительно, не более 3,2%.
[0061] Как описано выше, когда жгут TB используют в качестве сигаретного фильтра, перепад давления может быть уменьшен, поддерживая при этом твердость сигаретного фильтра без необходимости в строгом контроле производства, и жгут TB может изготавливаться с уменьшенным разбросом TD и количества извивов. Посредством изготовления сигаретного фильтра с использованием жгута TB, твердость сигаретного фильтра может поддерживаться высокой, а также разброс перепада давления может быть уменьшен. В частности, сигаретный фильтр может быть принят соответствующим образом в качестве сигаретного фильтра сигареты ʺтонкого типаʺ и сигареты ʺсупертонкого типаʺ, которые имеются на рынке в последние годы, или в качестве сигаретного фильтра, в который должны вводиться капсулы.
Рабочие примеры
[0062] Далее, описываются рабочие примеры. Необходимо заметить, что настоящее изобретение не ограничивается рабочими примерами, описанными ниже. В рабочих примерах и сравнительных примерах, площадь Фере, отношение S/L, перепад давления, значения разброса перепада давления и твердость фильтра измеряются с помощью метода, описанного ниже.
[0063] (Площадь Фере)
Карандашеобразный образец нити изготавливают из жгута в соответствии с Рабочим примером или Сравнительным примером. Конкретно, пучок волокон частично извлекают из жгута и извлеченный пучок волокон упаковывают в парафин таким образом, что пучок волокон располагается в положении, соответствующем сердцевине карандаша. Образец нити, изготовленный таким образом, разрезается на тонкие пластинки с помощью микротома, чтобы они имели толщину от 1 мкм до 10 мкм, и при этом получается сегмент образца. Сегмент образца наблюдают с помощью оптического микроскопа (ʺBX-51ʺ производимого Olympus Corporation), и изображение, полученное при наблюдении, загружают в устройство для обработки изображений. Устройство для обработки изображений используют для: установления воображаемого параллелограма VP, заключающего в себе одно поперечное сечение нити, содержащееся на изображении; и для измерения площади поперечного сечения нити и площади воображаемого параллелограма VP. Площадь Фере вычисляют посредством деления площади поперечного сечения нити на площадь воображаемого параллелограма.
[0064] (Отношение S/L)
Указанный выше сегмент образца наблюдают с помощью указанного выше оптического микроскопа. Изображение, полученное при наблюдении, загружают в устройство для обработки изображений. Устройство для обработки изображений используют для измерения площади поперечного сечения и длины периметра поперечного сечения для поперечного сечения одной нити, полученного на изображении. Отношение S/L вычисляют посредством деления площади поперечного сечения на длину периметра поперечного сечения.
[0065] (Перепад давления)
Образец стержня фильтра изготавливают из жгута в соответствии с рабочим примером или сравнительным примером. Конкретно, жгут объединяют в пучок с помощью существующего устройства для изготовления, с получением заданного диаметра, и жгут фиксируют с помощью сигаретной бумаги с помощью машины для обертывания фильтров. Таким образом, изготавливают образец стержня фильтра с заданной длиной и с заданным набиваемым количеством (общей массой жгута). Воздух при температуре 22±1°C и влажности 60±10% пропускают через образец стержня фильтра при скорости потока 17,5 см3 в секунду. В это время измеряют разность давлений [мм H2O в датчике] (миллиметры водяного столба в датчике) между давлениями на обоих краях фильтра. Необходимо отметить, что во всех рабочих и сравнительных примерах образец стержня фильтра не имеет сквозных отверстий, простирающихся через сигаретную бумагу.
[0066] (Значения разброса перепада давления)
Отбирают в качестве образцов образцы одного из пятнадцати стержней фильтров, и при этом отбирают в качестве образцов всего 300 образцов стержней фильтров. Из измеренных значений перепада давления соответствующих 300 образцов стержней фильтров получают значения разброса, которые указываются в процентах.
[0067] (Твердость фильтра)
Твердость фильтра для образца стержня фильтра, который формируют с получением длины слоя 120 мм, окружностью 16,70 мм, и перепада давления 350 мм H2O в датчике, измеряют с использованием измерителя твердости (ʺQTM7ʺ производится Filtrona). Во время измерения твердости фильтра нагрузку 300 г прикладывают перпендикулярно к боковой поверхности образца стержня фильтра. Твердость фильтра вычисляют с использованием уравнения, приведенного ниже.
[0068] Твердость фильтра [%]=d/d0 × 100
В уравнении, d представляет собой диаметр образца стержня фильтра в направлении приложения нагрузки после того, как образец стержня фильтра деформируется из-за приложения нагрузки, и d0 представляет собой диаметр образца стержня фильтра до деформации. Если деформации нет, это означает, что твердость составляет 100%. Чем ближе твердость к 100%, тем тверже образец стержня фильтра.
(Рабочие примеры 1 и 2)
Жгут в соответствии с Рабочим примером 1 изготавливают следующим образом. Конкретно, диацетат целлюлозы со средним уровнем ацетилирования 55,2% растворяют в ацетоне и тем самым приготавливают прядильный раствор с концентрацией примерно 25% масс. Прядильный раствор с температурой от 50 до 60°C вводят в каждую фильеру. Каждое прядильное отверстие имеет круглую форму, диаметр его составляет 71 мкм. Прядильный раствор экструдируют в прядильные шахты через соответствующие фильеры, и при этом формируются нити, каждая с FD равным 8,6 денье. Внутри каждой прядильной шахты нагретый воздух с температурой 120-150°C прикладывают к нити для испарения ацетона. Масляная эмульсия подается к каждой из объединенных в пучок масс (волокон пряжи), высвобождаемых из соответствующих прядильных шахт, а затем пряжу обертывают вокруг соответствующих годет. Волокна пряжи объединяют в пучок вместе с формированием жгута с TD, равным 21000 денье. Жгуту придают извитость и сушат его с помощью сушилки. Жгут в соответствии с Рабочим примером 2 изготавливают таким же способом, как в Рабочем примере 1, за исключением следующего момента: в Рабочем примере 2, каждую из нитей с FD, составляющим 6,0 денье, формируют с использованием круглых прядильных отверстий с диаметром 59 мкм, каждое.
(Сравнительные примеры 1-7)
Жгут в соответствии со Сравнительным примером изготавливают таким же способом, как в Рабочем примере 1, за исключением следующего момента: в Сравнительном примере 1, нити с FD, составляющим 2,0 денье, каждая, формируют с использованием треугольных прядильных отверстий, каждое треугольное прядильное отверстие имеет стороны, каждая из которых составляет примерно 45 мкм. Жгут в соответствии со Сравнительным примером 2 изготавливают таким же способом, как в Рабочем примере 1, за исключением следующего момента: в Сравнительном примере 2, нити с FD, составляющим 3,0 денье, каждое, формируют с использованием треугольных прядильных отверстий, каждое треугольное прядильное отверстие имеет стороны, каждая из которых составляет примерно 55 мкм. Жгут в соответствии со Сравнительным примером 3 изготавливают таким же способом, как в Рабочем примере 1, за исключением следующего момента: в Сравнительном примере 3, нити с FD, составляющим 6,0 денье, формируются с использованием треугольных прядильных отверстий, каждое треугольное прядильное отверстие имеет стороны, каждая из которых составляет примерно 80 мкм. Жгут в соответствии со Сравнительным примером 4 изготавливают таким же способом, как в Рабочем примере 1, за исключением следующего момента: в Сравнительном примере 4, нити с FD, составляющим 7,0 денье, формируются с использованием треугольных прядильных отверстий, каждое треугольное прядильное отверстие имеет стороны, каждая из которых составляет примерно 85 мкм. Жгут в соответствии со Сравнительным примером 5 изготавливают таким же способом, как в Рабочем примере 1, за исключением следующего момента: в Сравнительном примере 5, нити с FD, составляющим 8,6 денье, формируются с использованием треугольных прядильных отверстий, каждое треугольное прядильное отверстие имеет стороны, каждая из которых составляет примерно 95 мкм. Жгут в соответствии со Сравнительным примером 6 изготавливают таким же способом, как в Сравнительном примере 3, за исключением следующего момента: в Сравнительном примере 6, TD составляет 17000. Жгут в соответствии со Сравнительным примером 7 изготавливают таким же способом, как в Рабочем примере 1, за исключением следующих моментов: в Сравнительном примере 7, нити с FD, составляющим 8,0 денье, формируются с использованием треугольных прядильных отверстий, каждое треугольное прядильное отверстие имеет стороны, каждая из которых составляет примерно 95 мкм; и TD составляет 15000.
[0069] Из каждого из волоконных жгутов в соответствии с Рабочими примерами 1 и 2 и Сравнительными примерами 1-7 изготавливают образец стержня фильтра с длиной слоя 120 мм, периметром 16,70 мм и набиваемой массой жгута 0,35 г/стержень, и изготовленные образцы стержней фильтров хранят при контролируемой влажности в течение 24 часов в комнате с кондиционированием воздуха, где температура установлена при 20°C и влажность установлена при 65%.
[0070] Перепад давления и значение его разброса для каждого полученного образца измеряются с помощью описанного выше метода измерений. Также твердость фильтра для каждого из образцов в соответствии с Рабочим примером 1 и Сравнительным примером 7 измеряют с помощью описанного выше метода измерений. Таблица 1 показывает результаты измерений.
[0071]
[Д]
[Д]
[-]
[м]
[мм H2O в датчике]
[%]
слоя
[%]
(Длина слоя: 120 мм, периметр: 16,70 мм, набиваемая масса жгута: 0,35 г/стержень)
Из каждого из волоконных жгутов в соответствии с Рабочими примерами 1 и 2 и Сравнительными примерами 1-5 также изготавливают образец стержня фильтра с набиваемой массой жгута 0,33 г/стержень. Из жгута в соответствии со Сравнительным примером 6 также изготавливают образец стержня фильтра с набиваемой массой жгута 0,33 г/стержень и образец стержня фильтра с набиваемой массой жгута 0,28 г/стержень. Из жгута в соответствии со Сравнительным примером 7 также изготавливают образец стержня фильтра с набиваемой массой жгута 0,33 г/стержень, образец стержня фильтра с набиваемой массой жгута 0,28 г/стержень и образец стержня фильтра с набиваемой массой жгута 0,24 г/стержень. Перепад давления для каждого полученного образца измеряют с помощью описанного выше метода измерений. Таблица 2 показывает результаты измерений.
[0072]
[мм H2O в датчике]
Из сравнения Рабочего примера 1 (8,6 R 21000) и Сравнительного примера 5 (8,6 Y 21000) ясно, что в случае треугольных прядильных отверстий, когда TD составляет 21000 денье, даже если FD увеличивается до 8,6 денье, перепад давления, достигаемый с помощью длины слоя 120 мм и периметра 16,70 мм, составляет примерно 430 мм H2O в датчике.
[0073] Если желательно достигнуть перепада давления примерно 300 мм H2O в датчике в случае треугольных прядильных отверстий, TD должно быть уменьшен. Как понятно из Сравнительного примера 7 (8,0 Y 15000), в случае, когда TD составляет 15000 денье и FD составляет 8,0 денье, перепад давления составляет 530 мм H2O в датчике. Соответственно, необходимо понижать перепад давления посредством уменьшения набиваемой массы. Если набиваемая масса находится в пределах между 0,25 г и 0,28 г, достигается перепад давления примерно 300 мм H2O в датчике. Однако, как показано в Таблице 2, твердость уменьшается в соответствии с уменьшением набиваемой массы (Сравнительный пример 7).
[0074] При этом, посредством формирования каждого прядильного отверстия с круглой формой и увеличения денье нити, можно получить нити с большой площадью Фере, каждая. В случае такого жгута, даже если общий денье поддерживается высоким, перепад давления не будет высоким.
[0075] Как ясно из сравнения Рабочего примера 1 и Сравнительного примера 7, в случае, когда поддерживается высокий общий денье, уровень разброса перепада давления слоя в Рабочем примере 1 может быть уменьшен.
[0076] В дополнение к этому, в Рабочем примере 1, разброс перепада давления из-за разброса массы меньше, чем в Сравнительном примере 7, и как ясно из Рабочего примера 1, даже если набиваемая масса испытывает разброс, уровень разброса перепада давления является низким.
[0077] По этой причине, например, в случае жгута с высоким значением TD, для жгута, содержащего нити, которые формируются с использованием круглых прядильных отверстий и которые имеют высокое значение FD и большую площадь Фере, перепад давления может быть уменьшен примерно на 30%, поддерживая при этом набиваемую массу. Это делает возможным уменьшение возможности возникновения проблем с твердостью и уменьшает разброс перепада давления из-за разброса набиваемой массы, происходящего во время обертывания слоя.
Промышленное применение
[0078] Настоящее изобретение является пригодным для использования, когда применяется к ацетатцеллюлозному жгуту для использования в сигаретном фильтре.
Список ссылочных обозначений
[0079]
F нить
TB жгут
1 устройство для изготовления жгута
4 прядильная машина
5 аппарат для придания извитости
10 прядильное отверстие
11 прядильная шахта
12 фильера
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕЛЛЮЛОЗНО-АЦЕТАТНАЯ ВОЛОКНИСТАЯ ЖГУТОВАЯ ЛЕНТА ДЛЯ ИСПОЛЬЗОВАНИЯ В СИГАРЕТНОМ ФИЛЬТРЕ, СИГАРЕТНЫЙ ФИЛЬТР, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВОЙ ЛЕНТЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТОВОЙ ЛЕНТЫ | 2014 |
|
RU2710434C2 |
| ЛЕНТА ЖГУТА СИГАРЕТНОГО ФИЛЬТРА | 2014 |
|
RU2647802C1 |
| ЛЕНТА ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ, ФИЛЬТР ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ, КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И КАРТРИДЖ ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2020 |
|
RU2821386C1 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ С МОДИФИЦИРОВАННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ, СИГАРЕТНЫЙ ФИЛЬТР И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2841581C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ, СИГАРЕТНЫЙ ФИЛЬТР, СОДЕРЖАЩИЙ ТАКОЙ МАТЕРИАЛ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2841584C2 |
| СИГАРЕТНЫЙ ФИЛЬТР И СИГАРЕТА | 2012 |
|
RU2604020C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ ДЛЯ СИГАРЕТНОГО ФИЛЬТРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2664206C1 |
| СИГАРЕТНЫЙ ФИЛЬТР И СИГАРЕТА | 1994 |
|
RU2106790C1 |
| Способ изготовления фильтрующего штранга из ацетат-целлюлозного волокна | 2019 |
|
RU2693531C1 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ ДЛЯ СИГАРЕТНОГО ФИЛЬТРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2636728C2 |
Настоящее изобретение относится к ацетатцеллюлозному жгуту, к сигаретному фильтру, изготовленному из этого жгута, к устройству для изготовления этого жгута и к способу его изготовления. Ацетатцеллюлозный жгут для использования в сигаретном фильтре, в котором множество нитей, экструдированных из множества соответствующих прядильных отверстий, объединяются в жгут вместе и им придается извитость, причем денье нити составляет не менее 5,0 денье и площадь Фере каждой нити составляет не менее 0,5. Ацетатцеллюлозный жгут для использования в сигаретном фильтре, в котором множество нитей, экструдированных из множества соответствующих прядильных отверстий, объединяются в жгут вместе и им придается извитость, причем денье нити составляет не менее 5,0 денье, и в случае, когда площадь поперечного сечения каждой из нитей представляет собой S и длина периметра поперечного сечения представляет собой L, отношение S/L площади к длине периметра поперечного сечения составляет не менее 5. Сигаретный фильтр изготовлен из вышеуказанного жгута и имеет длину периметра поперечного сечения от 14 до 18 мм. 3 н. и 5 з.п. ф-лы, 6 ил., 2 табл.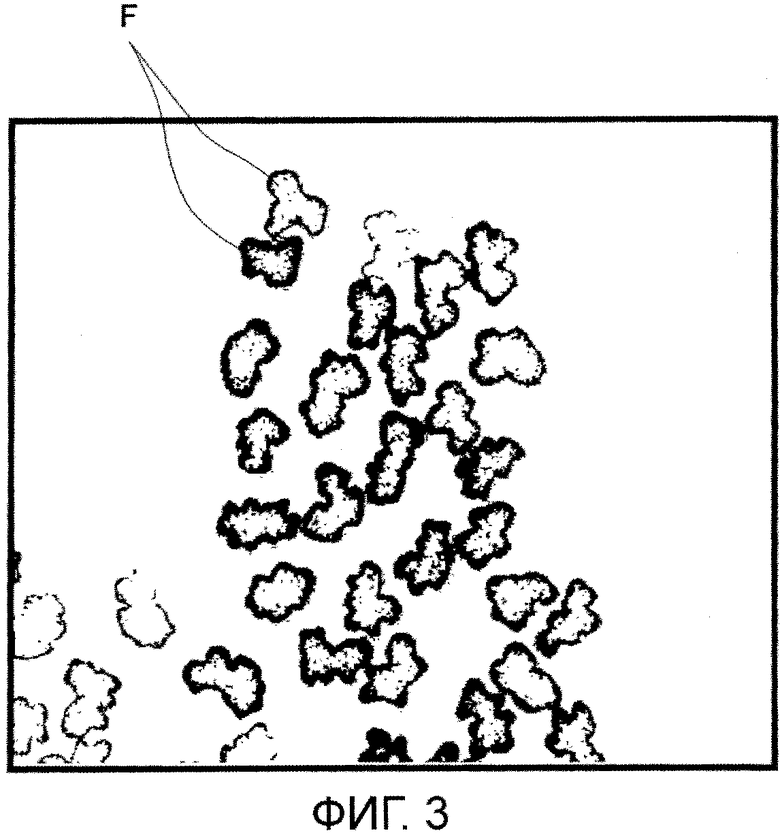
1. Ацетатцеллюлозный жгут для использования в сигаретном фильтре, в котором множество нитей, экструдированных из множества соответствующих прядильных отверстий, объединяются в жгут вместе и им придается извитость, причем
денье нити составляет не менее 5,0 денье и площадь Фере каждой нити составляет не менее 0,5.
2. Ацетатцеллюлозный жгут для использования в сигаретном фильтре по п.1, в котором денье нити составляет не более 10 денье.
3. Ацетатцеллюлозный жгут для использования в сигаретном фильтре по п.1 или 2, в котором площадь Фере составляет не более 0,9.
4. Ацетатцеллюлозный жгут для использования в сигаретном фильтре по любому из пп.1-3, в котором общий денье составляет не менее 14000 денье.
5. Ацетатцеллюлозный жгут для использования в сигаретном фильтре по п.4, в котором общий денье составляет не более 22000 денье.
6. Ацетатцеллюлозный жгут для использования в сигаретном фильтре, в котором множество нитей, экструдированных из множества соответствующих прядильных отверстий, объединяются в жгут вместе и им придается извитость, причем
денье нити составляет не менее 5,0 денье, и
в случае, когда площадь поперечного сечения каждой из нитей представляет собой S и длина периметра поперечного сечения представляет собой L, отношение S/L площади к длине периметра поперечного сечения составляет не менее 5.
7. Ацетатцеллюлозный жгут по п.6, в котором денье нити составляет не более 10 денье и отношение S/L составляет не более 9.
8. Сигаретный фильтр, изготовленный из жгута по любому из пп.1-7 и имеющий длину периметра поперечного сечения от 14 до 18 мм.
| JP 5289954 B2, 09.11.2003 | |||
| JP 3532689 B2, 31.05.2004 | |||
| JP 2928340 B2, 03.08.1999 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

