Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к целлюлозно-ацетатной волокнистой жгутовой ленте для использования в сигаретном фильтре, к сигаретному фильтру, к устройству для изготовления жгутовой ленты и к способу изготовления жгутовой ленты.
Уровень техники
[0002] В описании в настоящем документе термины «филамент», «нить», «жгутовая лента», «денье филамента», «суммарное денье», и «величина упаковки» имеют определения, которые представлены ниже.
[0003] Термин «филамент» означает одиночное волокно (мононить), прядение которого осуществляется посредством выталкивания из прядильного отверстия.
[0004] Термин «нить» означает один пучок из волокон (пакет мононитей), который получается посредством связывания друг с другом многочисленных филаментов, получаемых посредством прядения вместе в одной прядильной шахте.
[0005] Термин «жгутовая лента» означает пучок волокон, содержащий многочисленные филаменты, который получается следующим образом: связываются друг с другом в пучок все нити, число которых является таким же, как число прядильных шахт, т.е. связываются друг с другом в пучок все филаменты, получаемые посредством прядения на прядильной машине; и осуществляется их извивание.
[0006] Термин «денье филамента» означает тонину филамента (мононити), выраженную как отношение массы (г) и единицы длины (9000 м). В приведенном ниже описании термин «денье филамента» может сокращенно обозначаться как «FD». То есть значение FD жгутовой ленты обозначает тонину каждого филамента, который образует жгутовую ленту.
[0007] Термин «суммарное денье» означает тонину жгутовой ленты, выраженную как отношение массы (г) и единицы длины (9000 м). В приведенном ниже описании термин «суммарное денье» может сокращенно обозначаться как «TD».
[0008] Термин «величина упаковки» означает чистую массу жгутовой ленты, которая упакована в одном фильтрующем стержне.
[0009] В качестве одного примера, жгутовая лента из целлюлозно-ацетатных волокон используется как исходный материал сигаретного фильтра (который также называется терминами «фильтрующий штранг» или «фильтрующий мундштук»).
[0010] Один примерный способ изготовления жгутовой ленты осуществляется следующим образом. Прядильный раствор изготавливают посредством растворения ацетата целлюлозы в органическом растворителе. Прядильный раствор поступает в прядильную машину, которая включает многочисленные прядильные шахты (колонны). Прядильный раствор экструдируется через многочисленные прядильные отверстия фильер, которые предназначаются для соответствующих прядильных шахт, и в результате этого осуществляется прядение многочисленных филаментов. Многочисленные филаменты связываются вместе в пучок, образуя нити, и затем осуществляется заданное извивание связанных в пучок нитей. В результате этого получается жгутовая лента. Такая жгутовая лента и способ ее изготовления описываются, например, в патентных документах 1 и 2.
[0011] В процессе изготовления сигаретного фильтра, например, жгутовая лента, изготовленная описанным выше способом, расплющивается или раскрывается; пластификатор, такой как триацетин, добавляется в расплющенную жгутовую ленту, которой затем придается цилиндрический форма; сигаретная бумага обертывается вокруг наружной периферии цилиндрической жгутовой ленты, которая затем разделяется на отрезки заданной длины с образованием фильтрующего стержня; а затем фильтрующий стержень дополнительно разделяется на отрезки заданной длины, и в результате этого получается сигаретный фильтр.
[0012] В последние годы изменяются потребительские предпочтения в отношении сигарет. На рынке появились так называемые «супертонкие» или «ультрасупертонкие» сигареты, т. е. сигареты, имеющие меньший диаметр, чем обычные сигареты. Например, патентный документ 3 описывает тонкую сигарету, к которой диаметр составляет не менее чем 3,0 мм и не более чем 6,0 мм, и в которой используется жгутовая лента, включающая филаменты, имеющие искаженную форму поперечного сечения, такую как Y-образная форма, а также способ изготовления сигаретного фильтра, который используется для данной сигареты.
Список цитируемой литературы
Патентная литература
[0013] Патентный документ 1: международная патентная заявка № WO 2013/067511A1
Патентный документ 2: международная патентная заявка № WO 2013/067503 A1
Патентный документ 3: международная патентная заявка № WO 2013/042609 A1
Сущность изобретения
Техническая проблема
[0014] В процессе изготовления сигаретного фильтра, используемого для тонкой сигареты, могут возникать некоторые технические проблемы. Например, в том случае, где жгутовая лента, предназначенная для использования в изготовлении обычного сигаретного фильтра, подвергается уплотнению и формованию таким образом, чтобы соответствовать диаметру тонкой сигареты, величина упаковки жгутовой ленты увеличивается, и в результате этого увеличивается перепад давления (PD). В результате этого курение сигареты может становиться более затруднительным, или сигаретный фильтр может разрываться.
[0015] В том случае, где капсулы, содержащие инкапсулированный ароматизирующий компонент, внедряются в сигаретный фильтр тонкой сигареты, оказывается возможным, что полости внутри сигаретного фильтра заполняются этими капсулами, что вызывает увеличение PD, и в результате этого может становиться более затруднительным курение сигареты.
[0016] В последние годы потребители начинают предпочитать все менее толстые сигареты. Таким образом, существует спрос на сигареты, которые имеют меньшую толщину, чем традиционные тонкие сигареты, и все же имеют низкое значение PD. Значение PD может уменьшаться, например, посредством увеличения FD. Однако в том случае, где значение FD жгутовой ленты составляет, например, 6,0 или более, становится затруднительной упаковка жгутовой ленты в тонкой сигарете, которая имеет величину упаковки, подходящую для диаметра сигареты, если не уменьшается значение TD. Таким образом, существует спрос на жгутовую ленту, имеющую высокое значение FD и низкое значение TD. Однако было обнаружено, что, если сигаретные фильтры изготавливаются посредством использования такой жгутовой ленты, значение PD различается в значительной степени при сравнении индивидуальных сигаретных фильтров. То есть если такие сигаретные фильтры используются для изготовления множества сигарет, восприятие курения может становиться неудовлетворительным для курильщика, потому что вкусовые качества и ощущения в полости рта различаются при сравнении индивидуальных сигарет.
[0017] Настоящее изобретение было разработано с учетом описанных выше проблем, и задача настоящего изобретения заключается в том, чтобы благоприятным образом уменьшать перепад давления для тонкого сигаретного фильтра.
Решение проблемы
[0018] Чтобы решить описанные выше проблемы, один аспект настоящего изобретения представляет собой жгутовую ленту, в которой многочисленные филаменты, изготовленные из целлюлозно-ацетатных волокон, связываются вместе в пучок и извиваются. В жгутовой ленте денье филамента составляет не менее чем 6,0 и не более чем 11,0, суммарное денье составляет не менее чем 5000 и не более чем 15000, и значение Cv числа извивов жгутовой ленты составляет не более чем 4%.
[0019] Термин «значение Cv» в настоящем документе означает коэффициент вариации, выраженный как процентное соотношение, которое получается в результате деления среднеквадратического отклонения на среднее значение.
[0020] Еще один аспект настоящего изобретения представляет собой устройство для изготовления жгутовой ленты, включающее извивающее устройство, выполненное с возможностью извивания и подачи нити, которая образуется посредством связывания в пучок волокон друг с другом, и которая поступает в извивающее устройство. Извивающее устройство включает: пару роликов, поддерживаемых с возможность вращения таким образом, что периферийные поверхности соответствующих роликов обращены друг к другу; пару пластинчатых элементов, установленных после пары роликов в направлении подачи нити, причем данные пластинчатые элементы располагаются таким образом, что между ними образуется промежуток, и, таким образом, что плоские поверхности соответствующих пластинчатых элементов обращены друг к другу; и воздействующий элемент, расположенный в промежутке, причем данный воздействующий элемент воздействует на нить таким образом, что нить прижимается на плоской поверхности одного из пары пластинчатых элементов. По меньшей мере часть одного из пары пластинчатых элементов, причем данная часть прилегает к паре роликов, располагается таким образом, что указанный промежуток постепенно увеличивается в направлении подачи нити.
[0021] Следующий аспект настоящего изобретения представляет собой способ изготовления жгутовой ленты. Данный способ включает: стадию прядения волокон, включающую прядение многочисленных филаментов посредством экструдирования прядильного раствора через многочисленные прядильные отверстия, соответственно; и стадию формирования жгутовой ленты, включающую формование жгутовой ленты посредством связывания вместе в пучок многочисленных филаментов с образованием нити, и извивание нити. Каждый из филаментов, спряденных на стадии прядения филаментов, имеет денье филамента, составляющее не менее чем 6,0 и не более чем 11,0. Жгутовая лента, изготовленная на стадии формирования жгутовой ленты, имеет значение TD, составляющее не менее чем 5000 и не более чем 15000, и значение Cv числа извивов жгутовой ленты составляет не более чем 4%.
Полезные эффекты изобретения
[0022] В жгутовой ленте и способе изготовления жгутовой ленты согласно вышеупомянутым аспектам настоящего изобретения значение FD каждого филамента устанавливается равным не менее чем 6,0 и не более чем 11,0, значение TD жгутовой ленты устанавливается равным не более чем 15000, и значение Cv числа извивов жгутовой ленты подавляется и составляет не более чем 4%. Таким образом, значение FD каждого филамента делается высоким, значение TD жгутовой ленты делается низким, и предотвращается возможная изменчивость извивов жгутовой ленты, и однородные извивы придаются всей жгутовой ленте. Посредством использования этой жгутовой ленты значение PD сигаретного фильтра может оставаться на низком уровне, а также может подавляться изменчивость PD.
[0023] В результате исследований, проведенных авторами настоящего изобретения, они обнаружили следующие факты. Рассмотрим случай, где извивающее устройство, используемое в устройстве для изготовления жгутовой ленты, включает: пару роликов, поддерживаемых с возможностью вращения таким образом, что периферийные поверхности соответствующих роликов обращены друг к другу; пару пластинчатых элементов, установленных после пары роликов в направлении подачи нити, причем данные пластинчатые элементы располагаются таким образом, что между ними образуется промежуток, и, таким образом, что плоские поверхности соответствующих пластинчатых элементов обращены друг к другу; и воздействующий элемент, расположенный в указанном промежутке, причем данный воздействующий элемент воздействует на нить таким образом, что нить прижимается на плоской поверхности одного из пары пластинчатых элементов. Авторы настоящего изобретения обнаружили, что в данном случае, если по меньшей мере часть одного из пары пластинчатых элементов, причем данная часть прилегает к паре роликов, располагается таким образом, что промежуток между парой пластинчатых элементов постепенно увеличивается в направлении подачи волокон, то однородные извивы могут придаваться жгутовой ленте даже в том случае, если значение FD каждого филамента увеличивается, или значение TD жгутовой ленты уменьшается. Устройство для изготовления жгутовой ленты согласно другим вышеупомянутым аспектам настоящего изобретения было реализовано на основании данной технической идеи.
[0024] Посредством использования вышеупомянутого устройства для изготовления жгутовой ленты может быть изготовлена жгутовая лента согласно одному из вышеупомянутых аспектов настоящего изобретения.
Краткое описание чертежей
[0025] Фиг.1 представляет общую конфигурацию устройства для изготовления жгутовой ленты согласно одному варианту осуществления.
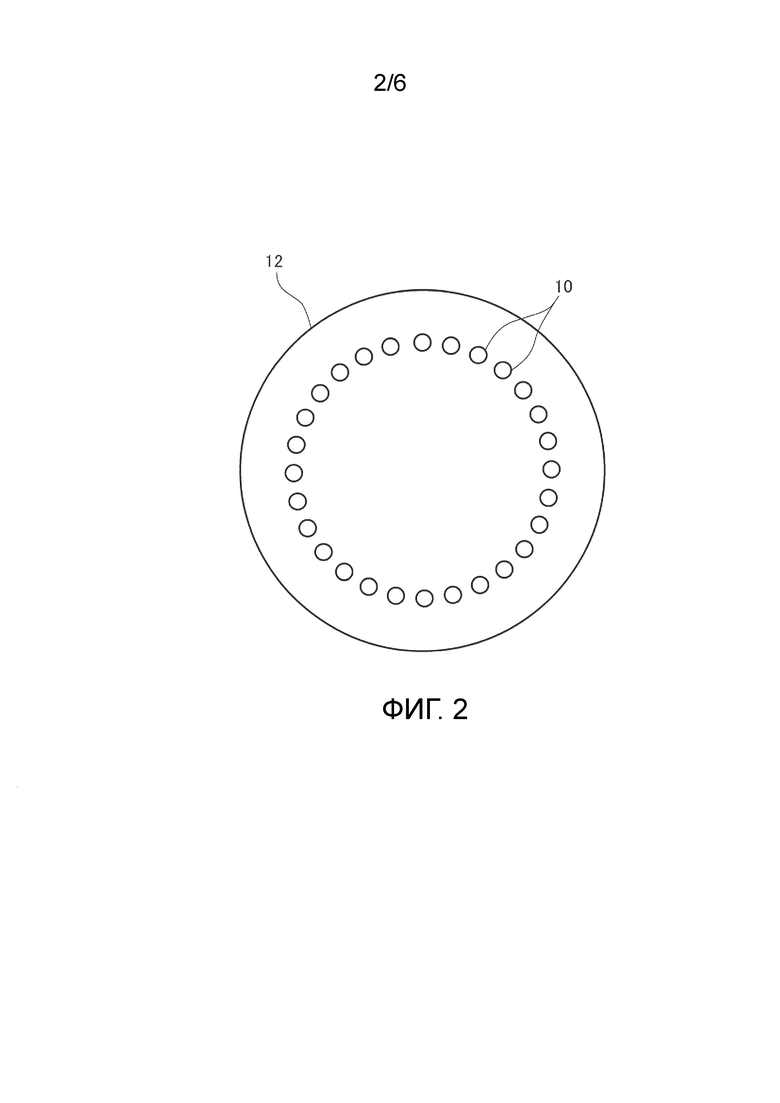
Фиг.2 представляет вид спереди, иллюстрирующий конфигурацию фильеры прядильной шахты.
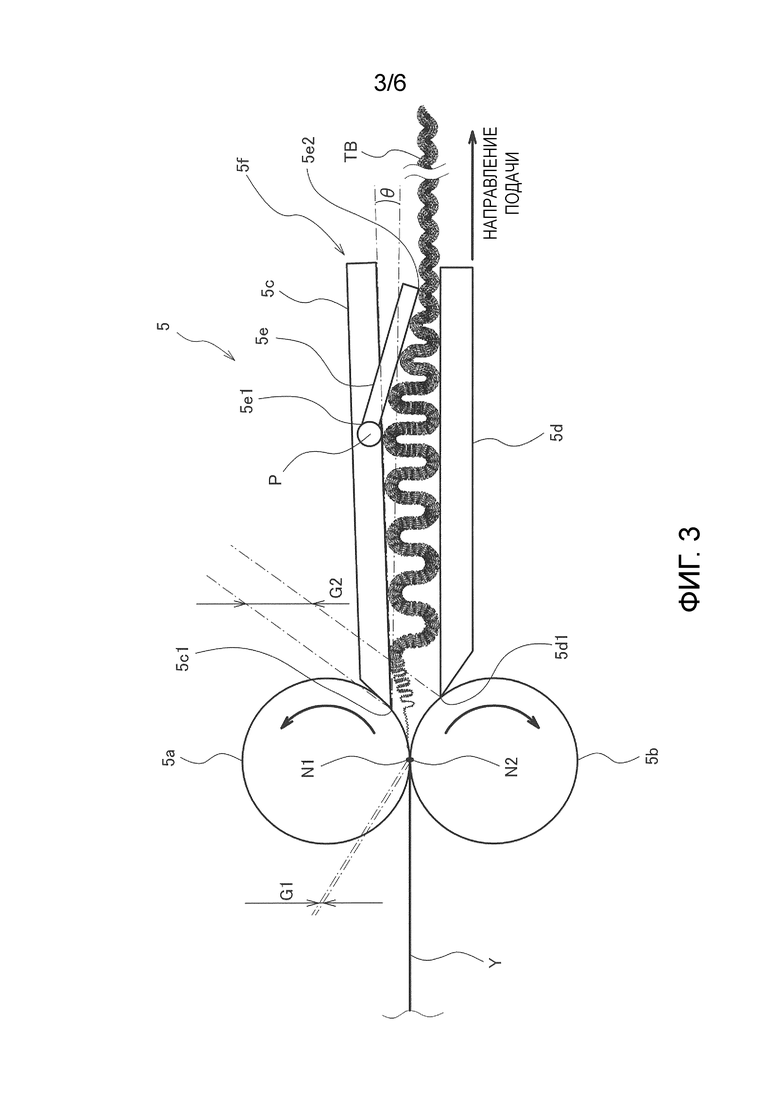
Фиг.3 представляет конфигурация извивающего устройства в устройстве для изготовления жгутовой ленты вместе с периферийной конфигурацией извивающего устройства.
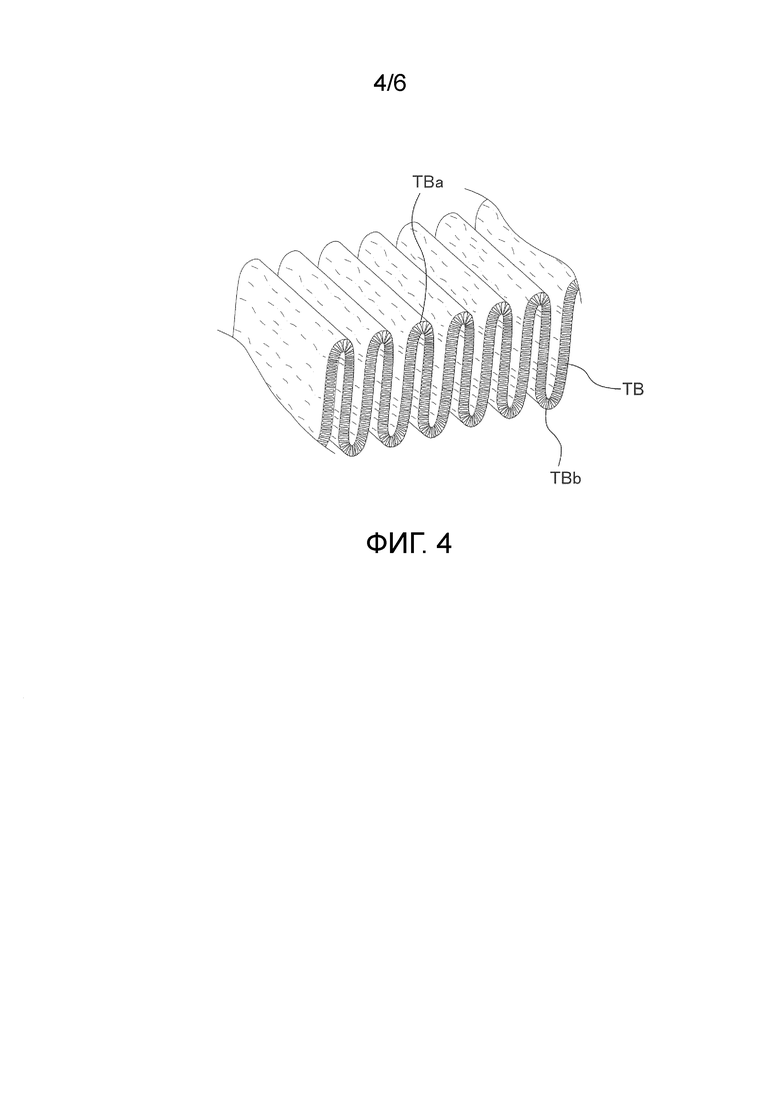
Фиг.4 представляет частичную конфигурацию жгутовой ленты.
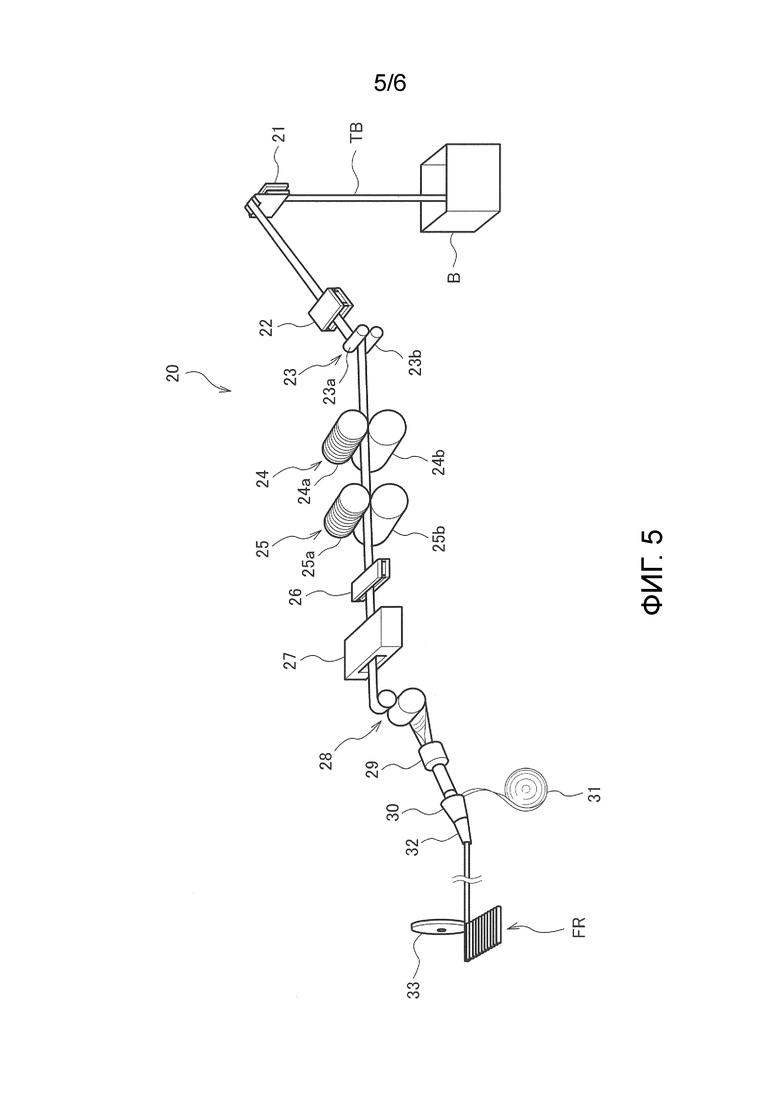
Фиг.5 представляет конфигурацию устройства для изготовления фильтрующего стержня.
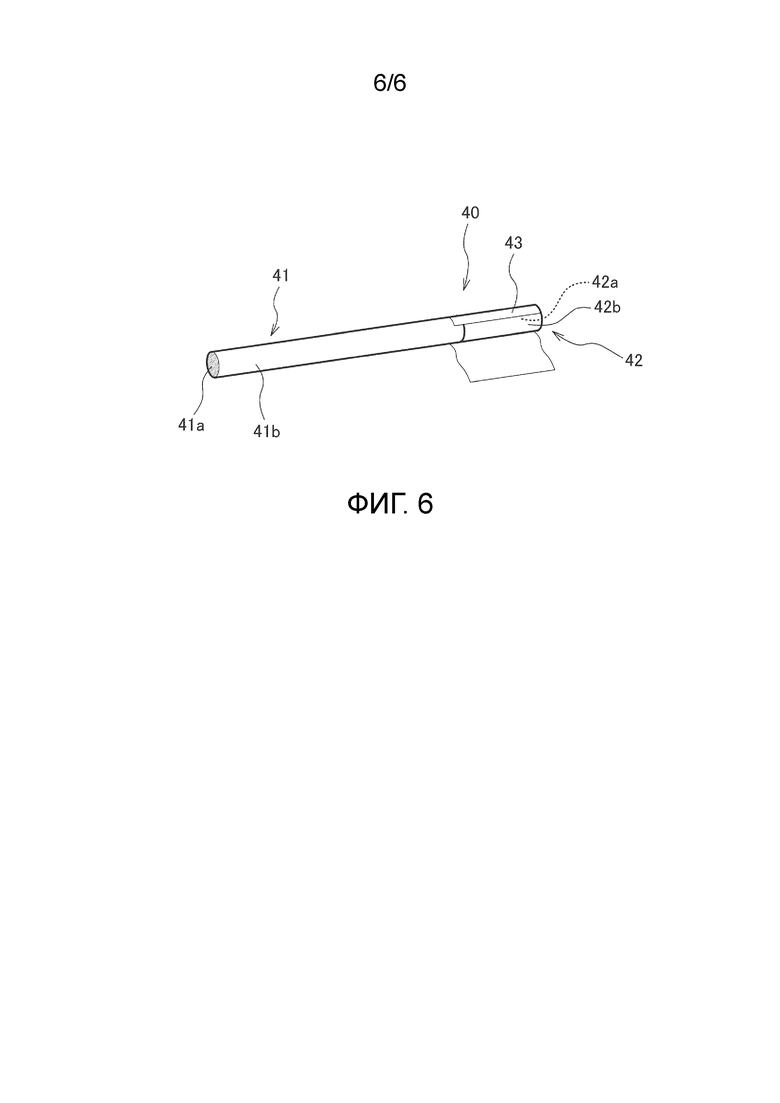
Фиг.6 представляет конфигурацию сигареты.
Описание вариантов осуществления
[0026] Далее в настоящем документе один вариант осуществления настоящего изобретения описывается со ссылкой на чертежи.
[0027] <Вариант осуществления>
[Устройство для изготовления жгутовой ленты]
Фиг.1 представляет общую конфигурацию устройства для изготовления жгутовой ленты 1 согласно варианту осуществления. Фиг.2 вид спереди, иллюстрирующий конфигурацию фильеры 12 прядильной шахты 11.
[0028] Как представлено на фиг.1, устройство для изготовления жгутовой ленты 1 включает: смеситель 2; фильтр 3; прядильную машину 4; извивающее устройство 5; сушильное устройство 6 для высушивания жгутовой ленты TB, образующейся в извивающем устройстве 5, посредством удаления остаточного растворителя и воды из жгутовой ленты TB; пару подающих роликов 7; и пакетировочный пресс 8 для складывания высушенной жгутовой ленты TB в кипу и упаковки кипы жгута в упаковочный ящик.
[0029] Смеситель 2 включает резервуар и мешалку, расположенную в резервуаре, и перемешивает прядильный раствор, загруженный в резервуар. Прядильный раствор содержит исходные материалы для филаментов F. Согласно настоящему варианту осуществления, смеситель 2 используется для цели изготовления прядильного раствора, который используется в прядении целлюлозно-ацетатных волокон в качестве филаментов F посредством прядильной машины 4. Фильтр 3 фильтрует прядильный раствор, изготовленный посредством смесителя 2, в целях удаления примесей из прядильного раствора.
[0030] Прядильная машина 4 включает: многочисленные прядильные шахты 11, расположенные рядом друг с другом; фильеры 12, предназначенные для соответствующих прядильных шахт 11; и прядильный насос или прядильные насосы (не представлены на чертеже). Как представлено на фиг.1 и 2, каждая прядильная шахта 11 представляет собой удлиненное цилиндрическое устройство и располагается таким образом, что ось прядильной шахты 11 проходит в вертикальном направлении. Каждая фильера 12 устанавливается на верхнем конце соответствующей одной из прядильных шахт 11. Прядильные отверстия 10 образуются в заданном числе в каждой фильере 12. Форма края периферии каждого прядильного отверстия 10 представляет собой круглую форму.
[0031] На стадии прядения волокон прядильная машина 4 осуществляет прядение филаментов F, например, в соответствии со способом сухого прядения, согласно которому прядильный раствор подается в каждую фильеру 12 с помощью прядильного насоса, и прядильный раствор экструдируется вниз через прядильные отверстия 10. Под каждой прядильной шахтой 11 и в направлении подачи филаментов F располагаются замасливающее устройство 14 и прядильный диск 15. Замасливающее устройство 14 предназначается для нанесения масляной эмульсии, содержащей текстильное масло и воду, на нить Y, которая образуется посредством связывания филаментов F друг с другом в пучок. Прядильный диск 15 устанавливается на шарнирной опоре и предназначается для связывания филаментов F друг с другом в пучок с образованием нити Y. Соответственно, филамента F, которые поступают вниз из фильеры 12, связываются вместе в пучок на периферийной поверхности прядильного диска 15, и в результате этого образуется нить Y. Замасливающее устройство 14 наносит масляную эмульсию на образующуюся нить Y. После этого нить Y поступает в извивающее устройство 5.
[0032] В устройстве для изготовления жгутовой ленты 1, регулируя, например, форму край периферии и размер каждого прядильного отверстия 10 фильеры 12, значение FD каждого филамента F регулируется в заданном интервале. Значение FD филамента F предпочтительно находится в интервале от не менее чем 6,0 денье до не более чем 11,0 денье, предпочтительнее от не менее чем 6,0 до не более чем 10,0 и еще предпочтительнее от не менее чем 6,0 денье до не более чем 8,0 денье. В качестве одного примера, согласно настоящему изобретению, значение FD устанавливается на уровне 6,0. Кроме того, когда изготавливается треугольная или круглая форма края периферии каждого прядильного отверстия 1, форма поперечного сечения каждого филамента F представляет собой практически Y-образную форму или практически круглую форму. Когда используются эти филамента F, имеющие такую форму поперечного сечения, может предотвращаться чрезмерное прикрепление друг к другу филаментов F в жгутовой ленте TB, и, кроме того, могут образовываться промежутки между филаментами F, таким образом, что может подавляться увеличение значения PD сигаретного фильтра, изготовленного посредством использования жгутовой ленты TB.
[0033] Кроме того, когда образуется нить Y посредством связывания в пучок многочисленных филаментов F друг с другом на периферийной поверхности каждого прядильного диска 15, число прядильных шахт 11 регулируется, и в результате этого значение TD получаемой в результате жгутовой ленты TB устанавливается в заданном интервале. Например, значение TD жгутовой ленты TB составляет предпочтительно не менее чем 5000 денье и не более чем 15000 денье, и предпочтительнее не менее чем 7000 и не более чем 12000. Согласно настоящему варианту осуществления, в качестве одного примера, значение TD жгутовой ленты TB устанавливается равным 12000. Когда используется жгутовая лента TB, имеющая такое установленное значение TD, плотность жгутовой ленты TB может надлежащим образом уменьшаться, и может подавляться увеличение PD сигаретного фильтра, изготовленного посредством использования жгутовой ленты TB. Следует отметить, что если значение TD жгутовой ленты TB составляет менее чем 5000, оказывается затруднительным придание заданных извивов (как описано ниже) многочисленным филаментам F. По этой причине, согласно настоящему варианту осуществления, нижний предел TD жгутовой ленты TB устанавливается равным 5000.
[0034] [Извивающее устройство]
Фиг.3 представляет конфигурацию извивающего устройства 5 в устройстве для изготовления жгутовой ленты 1 друг с другом с периферийной конфигурацией извивающего устройства 5. Как представлено на фиг.3, извивающее устройство 5 представляет собой уплотнительное извивающее устройство и включает пару роликов 5a и 5b, пару пластинчатых элементов 5c и 5d и воздействующий элемент 5e, прикрепленный к пластинчатому элементу 5c. Извивающее устройство 5 направляет находящиеся в пучке нити Y (филамента F) слева направо на фиг.3.
[0035] Пара роликов 5a и 5b выполнена с возможностью действия в качестве прижимных роликов (они также называются термином «вталкивающие ролики»), которые устанавливаются на шарнирной опоре таким образом, что периферийные поверхности соответствующих роликов обращены друг к другу. В данном примере точки на периферийных поверхностях соответствующих роликов 5a и 5b, которые обращены друг к другу, определяются как прижимные точки N1 и N2. Промежуток G1 между прижимными точками N1 и N2 роликов 5a и 5b может, например, устанавливаться равным толщине жгутовой ленты TB, которая составляет, например, не менее чем 2 мм и не более чем 5 мм. Прижимное давление, прилагаемое между прижимными точками N1 и N2 пары роликов 5a и 5b, может быть установлено на уровне давления, которое является достаточным для введения многочисленных филаментов F в промежуток между парой пластинчатых элементов 5c и 5d.
[0036] Пара пластинчатых элементов 5c и 5d устанавливается после пары роликов 5a и 5b в направлении подачи нити Y и располагается таким образом, что их плоские поверхности обращены друг к другу. В качестве одного примера, в извивающем устройстве 5, пластинчатый элемент 5c располагается на верхней стороне, и пластинчатый элемент 5d располагается на нижней стороне. Пара пластинчатых элементов 5c и 5d объединяется с парой вертикальных боковых стенных элементов (не представленных на чертеже), и, таким образом, получается квадратное трубчатое уплотнительное устройство 5f.
[0037] В типичном извивающем устройстве пара пластинчатых элементов располагается таким образом, что они являются параллельными по отношению друг к другу. Однако в извивающем устройстве 5 по меньшей мере часть одного из пары пластинчатых элементов 5c и 5d, причем данная часть прилегает к паре роликов 5a и 5b, располагается таким образом, что промежуток между парой пластинчатых элементов 5c и 5d постепенно увеличивается в направлении подачи нитей Y. В настоящем документе термин «часть, которая прилегает к паре роликов 5a и 5b», например, как представлено на фиг.3, представляет собой часть одного из пары пластинчатых элементов 5c и 5d, причем данная часть включает концевую часть 5c1 пластинчатого элемента 5c, которая представляет собой ближайшую часть к ролику 5a, или концевую часть 5d1 пластинчатого элемента 5d, которая представляет собой ближайшую часть к ролику 5b, и проходит в направлении подачи нити Y. В качестве одного примера, в извивающем устройстве 5, один из пары пластинчатых элементов 5c и 5d располагается так, что образуется наклон, который проходит в направлении подачи нити Y и который наклоняется, образуя угол наклона θ, составляющий более чем 0° и менее чем 4°. В частности, пластинчатый элемент 5d на нижней стороне располагается таким образом, что его плоская поверхность проходит в горизонтальном направлении, и пластинчатый элемент 5c на верхней стороне располагается так, что она образует наклон вверх, который проходит в направлении подачи нити Y и который наклоняется вверх, образуя угол наклона θ, который составляет более чем 0° и менее чем 4°. В качестве одного примера, угол наклона θ составляет 2,5°. Промежуток G2 между частями пары пластинчатых элементов 5c и 5d, причем данные части прилегают к паре роликов 5a и 5b, устанавливается равным приблизительно 4,5 мм в обычном извивающем устройстве, но составляет не менее чем 2 мм и не более чем 7 мм в извивающем устройстве 5. В качестве одного примера, промежуток G2 в настоящем документе устанавливается равным 3 мм. В качестве альтернативы, в извивающем устройстве 5, пластинчатый элемент 5c может располагаться таким образом, что его плоская поверхность проходит в горизонтальном направлении, и пластинчатый элемент 5d может располагаться, образуя наклон вниз, который проходит в направлении подачи нити Y и который наклоняется вниз, образуя угол наклона θ, который составляет менее чем 4°.
[0038] Воздействующий элемент 5e направляет нити Y таким образом, что нити Y прижимаются на плоской поверхности одного из пары пластинчатых элементов 5c и 5d. В качестве одного примера, воздействующий элемент 5e имеет конфигурацию удлиненного пластинчатого элемента. Как представлено на фиг.3, воздействующий элемент 5e располагается таким образом, что боковая часть 5e1, которая представляет собой одну концевую часть направляющего элемента 5e в направлении его ширины, присоединяется к пластинчатому элементу 5c. Соответственно, воздействующий элемент 5e качается по отношению к центру качания P, который представляет собой точку соединения между направляющим элементом 5e и пластинчатым элементом 5c. Боковая часть 5e2, которая представляет собой другую концевую часть направляющего элемента 5e в направлении его ширины, направляется упругой силой пружины (не представленной на чертеже) в таком направлении, чтобы прижиматься к поверхности пластинчатого элемента 5d. Воздействующий элемент 5e располагается таким образом, что заданное давление извивающего устройства может равномерно прилагаться к пучку нитей Y в направлении, перпендикулярном по отношению к направлению подачи нитей Y. Следует отметить, что, в качестве одного примера, воздействующий элемент 5e может быть выполнен с возможностью приложения давления извивающего устройства к пучку нитей Y посредством использования гидравлического давления.
[0039] Как представлено на фиг.3, на стадии формирования жгутовой ленты, в извивающем устройстве 5 поступающий в него пучок нитей Y проходит между парой роликов 5a и 5b. Заданное прижимное давление прилагается к нитям Y между прижимными точками N1 и N2, и нити Y отталкиваются от прижимных точек N1 и N2, таким образом, что нити Y подвергаются извиванию. Таким образом, нити Y подвергаются первичному извиванию с образованием на них мелких извивов. После этого нити Y поступают в уплотнительное устройство 5f. В пространстве между парой пластинчатых элементов 5c и 5d, которые обращены друг к другу, причем данное пространство располагается после промежутка G2, нити Y складываются в процессе своего движения в существенной степени, принимая волнообразную и змееподобную форму, и в результате этого нити Y извиваются в большей степени (вторичное извивание). После этого в процессе движения нитей Y воздействующий элемент 5e прилагает давление извивающего устройства к нитям Y, и в результате этого нити Y извиваются в еще большей степени (третичное извивание). Таким образом, в извивающем устройстве 5, нити Y, которые были подвергнуты первичному извиванию, временно расправляются в уплотнительном устройстве 5f, а затем нити Y подвергаются извиванию в большей степени. Таким образом, когда нити Y подвергаются такому вторичному и третичному извиванию, образуется жгутовая лента TB.
[0040] Фиг.4 представляет частично увеличенное изображение, иллюстрирующее конфигурацию жгутовой ленты TB, которая образуется на стадии формирования жгутовой ленты. Как представлено на фиг.4, в результате извивания, чередующиеся гребневые части TBa и межгребневые части TBb образуются на жгутовой лента TB в направлении подачи нити Y. Следует отметить, что в извивающем устройстве 5 извивание может осуществляться в процессе распыления воды на периферийные поверхности пары роликов 5a и 5b в целях смачивания нитей Y.
[0041] В качестве одного примера, в извивающем устройстве 5 нити Y подвергаются извиванию таким образом, что число извивов составляет не менее чем 25 гребней и не более чем 35 гребней на 25 мм. В настоящем документе термин «число извивов» представляет собой численное значение, показывающее число извивов, которые образуются посредством первичного извивания. То есть «число извивов» показывает число гребневых частей TBa, представленных на фиг.4.
[0042] В извивающем устройстве 5 промежуток G1 между прижимными точками N1 и N2 устанавливается в интервале от не менее чем 2 мм до не более чем 5 мм (например, 3 мм), и пластинчатый элемент 5c располагается таким образом, что его плоская поверхность образует наклон вверх, который проходит в направлении подачи нитей Y. В этой конфигурации может быть изготовлена жгутовая лента TB, в которой значение Cv числа извивов составляет не более чем 4%, т. е. жгутовая лента TB, которая приобретает однородные извивы. Вообще говоря, когда увеличивается значение FD каждого филамента F, больше промежутков образуется между филаментами F в жгутовой ленте TB, и ожидается подавление PD. Однако в этом случае недостаточное высушивание филаментов F, как правило, происходит на стадии прядения филаментов F. Таким образом, существует предел в отношении увеличения значения FD филамента F. С другой стороны, когда уменьшается значение TD жгутовой ленты TB, уменьшается число филаментов F в расчете на единицу объем сигаретного фильтра, изготовленного посредством использования жгутовая лента TB, и, следовательно, может предполагаться уменьшение PD в определенной степени. Однако в этом случае, поскольку является низкой объемная плотность такой жгутовой ленты TB, оказывается затруднительным придание однородных извивов пучку нитей Y.
[0043] В данном отношении, поскольку в устройстве для изготовления жгутовой ленты 1 извивающее устройство 5 имеет описанную выше конфигурацию, значение Cv числа извивов жгутовой ленты TB (т. е. значение, показывающее изменчивость числа извивов) подавляется и составляет не более чем 4%. Соответственно, даже в том случае, если значение FD жгутовой ленты TB устанавливается равным не менее чем 6,0 денье и не более чем 11,0 денье, и, кроме того, TD жгутовой ленты TB устанавливается равным не менее чем 5000 денье и не более чем 15000 денье, однородные извивы могут быть приданы всей жгутовой ленте TB.
[0044] После прохождения через извивающее устройство 5 жгутовая лента TB высушивается посредством сушильного устройства 6. После этого жгутовая лента TB поступает между парой роликов 7 и уплотняется пакетировочным прессом 8. Уплотненная жгутовая лента TB складывается, образуя кипу, и эта кипа жгута упаковывается в заданный упаковочный ящик B (см. фиг.5). В качестве одного примера, упаковочный ящик B перевозится к покупателю. После этого жгутовая лента TB используется в изготовлении фильтрующего стержня посредством устройства для изготовления фильтрующего стержня 20.
[0045] [Устройство для изготовления фильтрующего стержня 20]
Фиг.5 представляет конфигурацию устройства для изготовления фильтрующего стержня 20. Как представлено на фиг.5, устройство для изготовления фильтрующего стержня 20 включает первое расплющивающее струйное устройство 21, второе расплющивающее струйное устройство 22, ролики предварительного натяжения 23, первые расплющивающие ролики 24, вторые расплющивающие ролики 25, третье расплющивающее струйное устройство 26, распылительную камеру 27, подающие ролики 28, подающее струйное устройство 29, воронку 30, трубку 32 и вращающееся лезвие 33.
[0046] В процессе изготовления фильтрующего стержня, прежде всего, жгутовая лента TB вытягивается из кипы жгута в упаковочном ящике B и последовательно пропускается через первое расплющивающее струйное устройство 21 и второе расплющивающее струйное устройство 22. В ящике каждое из первого расплющивающего струйного устройства 21 и второго расплющивающего струйного устройства 22 струя сжатого воздуха направляется на жгутовую ленту TB, в то время как заданное растягивающее усилие прилагается к жгутовой ленте TB, и в результате этого жгутовая лента TB расплющивается. Таким образом, регулируется ширина жгутовой ленты TB.
[0047] После этого жгутовая лента TB пропускается между парой роликов 23a и 23b, представляющих собой ролики предварительного натяжения 23. При этом определенное растягивающее усилие прилагается к жгутовой ленте TB роликами предварительного натяжения 23, и в этом состоянии жгутовая лента TB последовательно пропускается между парой роликов 24a и 24b, представляющих собой первые расплющивающие ролики 24, и парой роликов 25a и 25b, представляющих собой вторые расплющивающие ролики 25. Посредством использования разности между скоростью вращения первых расплющивающих роликов 24 и скоростью вращения вторых расплющивающих роликов 25 жгутовая лента TB дополнительно расплющивается, и регулируется ширина жгутовой ленты TB. После этого жгутовая лента TB пропускается через третье расплющивающее струйное устройство 26. В третьем расплющивающем струйном устройстве 26 жгутовая лента TB дополнительно расплющивается таким же образом, как в первом расплющивающем струйном устройстве 21 и втором расплющивающем струйном устройстве 22, чтобы регулировалась ширина жгутовой ленты TB.
[0048] После того, как жгутовая лента TB в достаточной степени расплющивается посредством пропускания через многочисленные стадии расплющивания, пластификатор, такой как триацетин, распыляется и добавляется на жгутовую ленту TB в распылительной камере 27. После этого жгутовая лента TB поступает между подающими роликами 28, и жгутовая лента TB уплотняется, и ей придается цилиндрическая форма внутри цилиндрического подающего струйного устройства 29. Затем цилиндрический жгутовая лента TB поступает в коническую воронку 30, в который оберточная бумага (служащая как ободковая бумага 42b на фиг.6), которая вытягивается с рулона 31, обертывается вокруг наружной периферии цилиндрической жгутовой ленты TB. После этого внутри трубки 32 оберточная бумага склеивается с помощью связующего вещества, и жгутовая лента TB и оберточная бумага разрезаются вращающимся лезвием 33 на отрезки заданной длины (составляющей приблизительно не менее чем 100 мм и не более чем 120 мм). Таким образом, изготавливаются многочисленные фильтрующие стержни FR. Следует отметить, что каждый из полученных фильтрующих стержней FR дополнительно разделяется на отрезки заданной длины. В результате этого получается сигаретный фильтр 42a сигареты 40, которая будет описана ниже, (см. фиг.6).
[0049] Следует отметить, что, когда значение Cv числа извивов жгутовой ленты TB является очень большим, это означает, что число извивов измеряется от одной части жгутовой ленты TB к другой. Число извивов жгутовой ленты TB производит непосредственное воздействие на PD сигаретного фильтра, изготовленного посредством использования жгутовая лента TB. Если изменяется значение Cv числа извивов жгутовой ленты TB, это вызывает изменчивость PD сигаретного фильтра, изготовленного посредством использования жгутовая лента TB (т. е. вызывает увеличение значения PDCv). Таким образом, изменчивость значения Cv числа извивов жгутовой ленты TB представляет собой фактор, который вызывает ухудшение качества сигаретного фильтра.
[0050] В данном отношении, согласно настоящему варианту осуществления, жгутовая лента TB имеет такую конфигурацию, что: значение FD составляет не менее чем 6,0 денье и не более чем 11,0 денье; значение TD составляет не менее чем 5000 денье и не более чем 15000 денье; и значение Cv числа извивов подавляется и составляет не более чем 4%, т. е. жгутовой ленте TB придаются однородные извивы. Это делает возможным обеспечение однородного качества сигаретного фильтра.
[0051] [Сигарета]
Фиг.6 представляет конфигурацию сигареты 40. Фиг.6 представляет частично развернутое изображение сигаретной бумаги 43 и представляет внутреннюю конфигурацию сигареты 40. Сигарета 40 на фиг.6 согласно настоящему варианту осуществления представляет собой тонкую скрученную сигарету и включает сигаретный стержень 41, фильтр 42 и сигаретную бумагу 43. Сигаретный стержень 41 включает: сигаретный наполнитель 41a, который наполняет цилиндрическую форму; и сигаретную бумагу 41b, которая обертывается вокруг наружной периферии сигаретного наполнителя 41a. Фильтр 42 включает: цилиндрический сигаретный фильтр 42a, который получается посредством разделения фильтрующего стержня FR на отрезки заданной длины; и ободковую бумагу 42b, обернутую вокруг наружной периферии сигаретного фильтра 42a. Сигаретный фильтр 42a и ободковая бумага 42b располагаются коаксиально с сигаретным стержнем 41. Сигаретная бумага 43 обертывается вокруг части наружной периферии сигаретного стержня 41 и наружной периферии фильтра 42 и, таким образом, фиксирует сигаретный стержень 41 и фильтр 42.
[0052] Например, длина окружности сигареты 40 составляет предпочтительно не менее чем 14 мм и не более чем 17 мм, и предпочтительнее не менее чем 14 мм и не более чем 15 мм. В качестве одного примера, длина окружности сигареты 40 в настоящем документе устанавливается равным 14,5 мм. Предпочтительно, длина сигареты 40 составляет, например, приблизительно не менее чем 100 мм и не более чем 150 мм. В качестве одного примера, длина сигареты 40 в настоящем документе устанавливается равной 100 мм.
[0053] Следует отметить, что в сигаретном фильтре 42a может содержаться высвобождающий аромат материал, такой как ароматизирующие капсулы или адсорбент, такой как активированный уголь. Фильтр 42 сигареты 40 может быть изготовлен как часть многосегментного фильтра, который состоит из множества фильтров.
[0054] В сигарете 40 сигаретный фильтр 42a образуется посредством использования жгутовой ленты TB, который имеет вышеупомянутые заданные значения FD, TD, число извивов и значение Cv числа извивов. Таким образом, PD сигаретного фильтра 42a уменьшается, когда сигаретный фильтр 42a образуется посредством использования жгутовой ленты TB при заданной величине упаковки. Таким образом, сигарета 40 имеет такую конфигурацию, что значение PD является достаточно малым, и курение сигареты осуществляется легко, хотя она представляет собой тонкую скрученную сигарету.
[0055] Значение Cv для PD сигаретного фильтра (т. е. значение, показывающее изменчивость перепада давления) зависит от однородности извивов жгутовой ленты TB и находится в корреляции со значением Cv числа извивов жгутовой ленты TB. Соответственно, например, если жгутовая лента TB одновременно включает часть, в которой число извивов является большим, и часть, в которой число извивов является небольшим, существует риск того, что, когда жгутовая лента TB уплотняется и превращается в сигаретный фильтр, пустоты внутри сигаретного фильтра могут оказываться блокированными, вызывая увеличение PD, и, кроме того, легкость курения может изменяться при переходе от одной сигареты к другой. Такие проблемы, как правило, возникают, когда жгутовая лента TB, имеющая относительно низкое значение TD, используется в изготовлении тонкой скрученной сигареты.
[0056] В данном отношении, сигарета 40 имеет такую конфигурацию, что значение Cv числа извивов жгутовой ленты TB, которая образует сигаретный фильтр 42a, подавляется и составляет не более чем 4%, и, таким образом, однородные извивы придаются всей жгутовой ленте TB. Соответственно, в процессе изготовления множества сигарет 40 уменьшается PD каждого сигаретного фильтра 42a, и подавляется изменчивость PD (т. е. PDCv). Это делает возможным изготовление сигарет 40, которые имеют устойчивое качество, обеспечивают однородные вкусовые качества и ощущения в полости рта, вызывают удовлетворительное восприятие курения и легкость курения.
[0057] <Примеры>
Далее будут представлены примеры, подтверждающие возможность осуществления настоящего изобретения, и описаны испытания по измерению эксплуатационных характеристик, проведенные с использованием данных примеров.
[0058] [Зависимость извивания от угла наклона θ пластинчатого элемента и промежутка G2 между парой пластинчатых элементов]
В состоянии, в котором промежуток G2 между парой пластинчатых элементов 5c и 5d был фиксирован на уровне 6 мм в извивающем устройстве 5, угол наклона θ пластинчатого элемента 5c изменялся, и наблюдались изменения значения Cv (%) числа извивов жгутовой ленты TB.
[0059] Использование описанной выше жгутовой ленты TB в состоянии, в котором угол наклона θ пластинчатого элемента 5c был фиксирован на уровне 1° в извивающем устройстве 5, промежуток G2 между парой пластинчатых элементов 5c и 5d изменялся, и наблюдались изменения значения Cv (%) числа извивов жгутовой ленты TB.
[0060] Жгутовая лента TB, используемая в вышеупомянутых испытаниях эксплуатационных характеристик, была изготовлена посредством использования многочисленных филаментов F, каждое из которых имело значение FD, составляющее 6,0, и поперечное сечение Y-образной формы, и значение TD жгутовой ленты TB составляло 15000. В частности, значение Cv числа извивов жгутовой ленты TB было измерено описанным ниже способом измерения числа извивов жгутовой ленты.
[0061] (Способ измерения числа извивов жгутовой ленты)
Из произвольной части кипы жгутовой ленты TB были случайным образом выбраны 12 образцов для измерения, каждый из которых имел размер 250 мм и служил в качестве испытываемого образца, в направлении длины жгутовой ленты TB. Число извивов для каждого измеряемого образца измеряли через каждые 25 мм в соответствии со способом изменения числа извивов, предусмотренного японским промышленным стандартом JIS L 1015 (JIS L 1015 описывает способы испытания искусственных штапельных волокон). Посредством данного измерения результаты измерения числа извивов были получены всего для 120 точек измерения каждого образца, и на основе полученных результатов измерения числа извивов значение Cv числа извивов было вычислено для каждого образца в соответствии с уравнением, представленным ниже.
[0062] Значение Cv (%) числа извивов=среднеквадратическое отклонение/среднее значение
Результаты приведенного выше вычисления представлены в таблицах 1 и 2.
[0063] [Таблица 1]
Значение Cv (%) числа извивов в том случае, где промежуток G2 был фиксирован на уровне 6 мм, и угол наклона θ изменялся.
[0064] [Таблица 2]
Значение Cv (%) числа извивов в том случае, где угол наклона θ был фиксирован на уровне 1°, и промежуток G2 изменялся.
Как представлено в таблице 1, из результатов сравнительных примеров 1 и 2 ясно, что в этих случаях, где угол наклона θ составлял -1° и 0° (отсутствие наклона), значение Cv числа извивов было относительно высоким, и становилось затруднительным получение однородных извивов жгутовой ленты TB. В то же время, в тех случаях, где угол наклона θ увеличивался от 0°, наблюдалась тенденция к снижению значения Cv числа извивов. Результаты в таблице 1 показывают, что в любом из случаев, где угол наклона θ составлял 1°, 2,5°, 3° или 4°, значение Cv числа извивов было благоприятным. Значение Cv числа извивов было наименьшим, когда угол наклона θ составлял 2,5°. Когда угол наклона θ составлял 3° или 4°, значение Cv было относительно высоким, однако оно все же представляло собой достаточно низкое значение. Из результатов, представленных в таблице 1, можно сделать вывод, что угол наклона θ предпочтительно составляет более чем 0°, предпочтительнее находится в интервале 1° < θ < 4°, как показывают примеры 1-4, и еще предпочтительнее приближается к 2,5°, как показывает, в частности, пример 2.
[0065] Из результатов, которые представлены в таблице 2, ясно, что, когда промежуток G2 составлял 1 мм, как в сравнительном примере 3, или когда промежуток G2 составлял 8 мм, как в сравнительном примере 4, значение Cv числа извивов было относительно высоким. В то же время, как показывают примеры 5-10, в этих случаях, где промежуток G2 составлял не менее чем 2 мм и не более чем 7 мм, наблюдалась тенденция к снижению значения Cv числа извивов. Из результатов, которые представлены в таблице 2, можно сделать вывод, что промежуток G2 предпочтительно находится в интервале от не менее чем 2 мм до не более чем 7 мм, как показывают примеры 5-10, и предпочтительнее приближается к 3 мм или 5 мм, как показывает, в частности, пример 6 или 8.
[0066] Следует отметить, что изменение значения Cv числа извивов при изменении промежутка G1 составляет менее чем изменение значения Cv числа извивов при изменении угла наклона θ. Независимо от значения угла наклона θ, когда численное значение промежутка G2 является чрезмерно малым, оказывается затруднительным придание однородных извивов жгутовой ленте TB, а когда численное значение промежутка G2 является чрезмерно большим, жгутовая лента TB проявляет тенденцию к чрезмерно большому извиванию, что вызывает увеличение изменчивости числа извивов. Таким образом, хотя таблица 2 представляет данные только для случаев, где угол наклона θ фиксируется на уровне 1°, согласно оценкам, также и в тех случаях, где угол наклона θ устанавливается равным углу, отличному от 1°, предпочтительный интервал промежутка G2 является практически таким же, как интервал, представленный в таблице 2.
[0067] [Соотношение между значениями FD, TD жгутовой ленты и PD фильтра]
После этого образцы фильтрующего стержня были изготовленный способом изготовления, который описан ниже. Сначала диацетат целлюлозы, имеющий среднюю степень ацетилирования 55%, растворяли в ацетоне, и в результате этого получался прядильный раствор, имеющий концентрацию, составляющую приблизительно 25 мас.%. Температуру прядильного раствора устанавливали на уровне не менее чем 40°C и не более чем 50°C, а затем прядильный раствор подавали в каждую фильеру 12. Каждое из прядильных отверстий 10 фильеры 12 имело треугольную форму с диаметром, составляющим не менее чем 7,0 мкм и не более чем 9,0 мкм. Прядильный раствор экструдировали в прядильные шахты 11 через соответствующие фильеры 12, и ацетон испарялся. Таким образом, осуществляли прядение филаментов F, имеющих значение FD, составляющее 6,0, и поперечное сечение Y-образной формы. Масляную эмульсию наносили на нити Y, выходящие из соответствующих прядильных шахт 11, и нити Y наматывали на соответствующие прядильные диски 15. Нити Y связывали друг с другом в пучок и извивали посредством использования извивающего устройства 5. Таким образом, были изготовлены многочисленные жгутовые ленты TB, имеющие TD 17000. В извивающем устройстве 5, в состоянии, где промежуток G2 фиксировался на уровне 2 мм, угол наклона θ был установлен равным -1°, 0°, или 1°, и извивы придавались каждой жгутовой ленте TB. При этом число придаваемых извивов было установлено равным 30 изгибам на 25 мм. После извивания каждую жгутовую ленту TB подвергали процессу обмотки (обертки), и образцы фильтрующего стержня, каждый из которых имел величину упаковки 0,32 г/стержень, длину 120 мм и длину окружности 16,7 мм, были изготовлены посредством использования устройства для изготовления фильтрующего стержня 20.
[0068] Были измерены значения PD и PDCv каждого образца фильтрующего. Измерение PD осуществляли следующим образом. Воздух при температуре 22±1°C и влажности 60±1% пропускали через каждый образец фильтрующего стержня при скорости потока 17,5 см3 в секунду. При этом разность между давлениями на обоих концах фильтра измеряли как PD в заданных единицах измерения, которые представляли собой [мм вод. ст.] (миллиметры водяного столба). Вычисление значения Cv для PD осуществляли следующим образом. Для исследования отбирали один из пятнадцати образцов фильтрующего стержня, и всего отбирали 300 образцов. Для каждого из 300 образцов измеряли значение PD, и на основании измеренных значений PD вычисляли значение Cv, выраженное в процентах. Результаты этих измерений представлены ниже в таблице 3.
[0069] [Таблица 3]
Результаты сравнительных примеров и примера, которые представлены в таблице 3, подтверждают, что чем ближе угол наклона θ подходит к 1° от -1°, тем больше подавляются одновременно PD и PDCv фильтрующего стержня. Причина, по которой были получены такие результаты, заключалась в том, что при регулировании TD на низком уровне и FD на высоком уровне и подавлении значения Cv числа извивов равномерно и устойчиво образовывались промежутки между филаментами F в сигаретном фильтре, и в результате этого уменьшалось значение PDCv. Таким образом, считается, что поскольку сохранялась низкая изменчивость PD для сигаретных фильтров, можно было изготавливать сигаретные фильтры, имеющие уменьшенный перепад давления и устойчивое качество.
Промышленная применимость
[0070] Как описано выше, один аспект настоящего изобретения проявляет превосходный полезный эффект, обеспечивая способность благоприятного подавления перепада давления тонкого сигаретного фильтра. Таким образом, настоящее изобретение является полезным, когда оно широко используется как целлюлозно-ацетатная волокнистая жгутовая лента для использования в сигаретном фильтре, сигаретный фильтр с использованием целлюлозно-ацетатной волокнистой жгутовой ленты, устройство для изготовления жгутовой ленты и способ изготовления жгутовой ленты, что делает возможным осуществление вышеупомянутого полезного эффекта в значительной степени.
Список условных обозначений
[0071] F - филамент
FR - фильтрующий стержень
TB - жгутовая лента
Y - нить
1 - устройство для изготовления жгутовой ленты
5 - извивающее устройство
5a, 5b - прижимной ролик
5c, 5d - пластинчатый элемент
40 - сигарета
42a - сигаретный фильтр

Изобретение относится к устройству для изготовления жгутовой ленты для ее использования в сигаретном фильтре, в которой филаменты, изготовленные из целлюлозно-ацетатных волокон, связаны вместе в пучок и извиты, при этом устройство для изготовления жгутовой ленты включает извивающее устройство, выполненное с возможностью извивания и подачи нити, которая образуется посредством связывания вместе в пучок многочисленных филаментов, при этом извивающее устройство включает пару роликов, поддерживаемых с возможностью вращения таким образом, что периферийные поверхности соответствующих роликов обращены друг к другу; пару пластинчатых элементов, установленных после пары роликов в направлении подачи нити, причем пластинчатые элементы располагаются таким образом, что между ними образуется промежуток, и таким образом, что плоские поверхности соответствующих пластинчатых элементов обращены друг к другу; и воздействующий элемент, расположенный в этом промежутке, причем воздействующий элемент воздействует на нить таким образом, что нить прижимается на плоской поверхности одного из пары пластинчатых элементов, и по меньшей мере часть одного из пары пластинчатых элементов, прилегающая к паре роликов, расположена таким образом, что указанный промежуток постепенно увеличивается в направлении подачи нити, при этом денье филамента составляет не менее чем 6,0 и не более чем 11,0, суммарное денье составляет не менее чем 5000 и не более чем 15000, и значение Cv числа извивов жгутовой ленты составляет не более чем 4%. Технический результат заключается в уменьшении перепада давления для тонкого сигаретного фильтра. 3 н. и 6 з.п. ф-лы, 6 ил., 3 табл.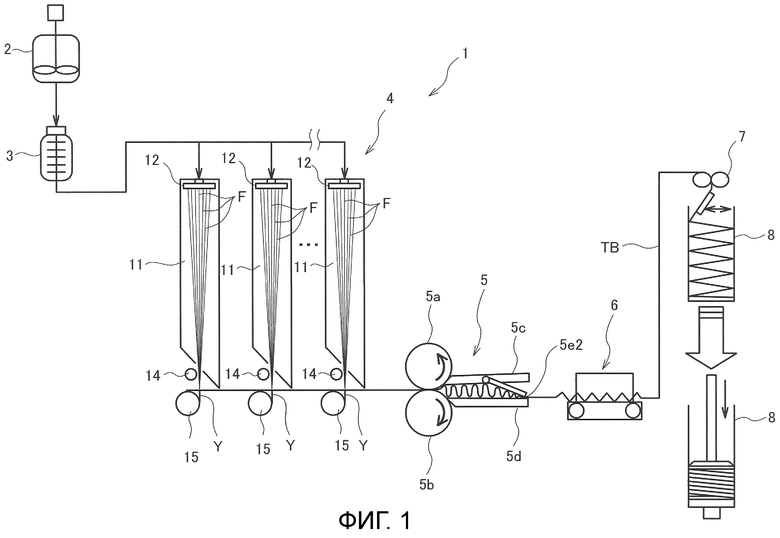
1. Устройство для изготовления жгутовой ленты для ее использования в сигаретном фильтре, в которой филаменты, изготовленные из целлюлозно-ацетатных волокон, связаны вместе в пучок и извиты, при этом устройство для изготовления жгутовой ленты включает:
извивающее устройство, выполненное с возможностью извивания и подачи нити, которая образуется посредством связывания вместе в пучок многочисленных филаментов, при этом
извивающее устройство включает:
пару роликов, поддерживаемых с возможностью вращения таким образом, что периферийные поверхности соответствующих роликов обращены друг к другу;
пару пластинчатых элементов, установленных после пары роликов в направлении подачи нити, причем пластинчатые элементы располагаются таким образом, что между ними образуется промежуток, и таким образом, что плоские поверхности соответствующих пластинчатых элементов обращены друг к другу; и
воздействующий элемент, расположенный в этом промежутке, причем воздействующий элемент воздействует на нить таким образом, что нить прижимается на плоской поверхности одного из пары пластинчатых элементов, и
по меньшей мере часть одного из пары пластинчатых элементов, прилегающая к паре роликов, расположена таким образом, что указанный промежуток постепенно увеличивается в направлении подачи нити, при этом
денье филамента составляет не менее чем 6,0 и не более чем 11,0,
суммарное денье составляет не менее чем 5000 и не более чем 15000, и
значение Cv числа извивов жгутовой ленты составляет не более чем 4%.
2. Устройство для изготовления жгутовой ленты по п. 1, в котором один из пары пластинчатых элементов располагается так, что он образует наклон, который проходит в направлении подачи нити, и так, что он наклоняется по отношению к направлению подачи на угол наклона, составляющий более чем 0° и менее чем 4°.
3. Устройство для изготовления жгутовой ленты по п. 1 или 2, в котором наименьший промежуток, составляющий не менее чем 2 мм и не более чем 7 мм, образуется между парой пластинчатых элементов в указанной части указанного одного из пары пластинчатых элементов, причем данная часть прилегает к паре роликов.
4. Устройство для изготовления жгутовой ленты по любому из пп. 1-3, в котором промежуток между парой роликов составляет не менее чем 2 мм и не более чем 5 мм.
5. Способ изготовления жгутовой ленты для использования в сигаретном фильтре, в которой филаменты, изготовленные из целлюлозно-ацетатных волокон, связаны вместе в пучок и извиты, причем способ включает:
стадию прядения филаментов, включающую прядение многочисленных филаментов посредством экструдирования прядильного раствора через многочисленные прядильные отверстия, соответственно; и
стадию формирования жгутовой ленты, включающую формирование жгутовой ленты посредством связывания вместе в пучок многочисленных филаментов для образования нити и извивания нити при помощи извивающего устройства,
причём каждый из филаментов, спряденных на стадии прядения филаментов, имеет денье филамента, составляющее не менее чем 6,0 и не более чем 11,0,
причём извивающее устройство включает:
пару роликов, поддерживаемых с возможностью вращения таким образом, что периферийные поверхности соответствующих роликов обращены друг к другу;
пару пластинчатых элементов, установленных после пары роликов в направлении подачи нити, причем пластинчатые элементы расположены таким образом, что между ними образован промежуток, и таким образом, что плоские поверхности соответствующих пластинчатых элементов обращены друг к другу; и
воздействующий элемент, расположенный в этом промежутке, причем воздействующий элемент воздействует на нить таким образом, что нить прижимается на плоской поверхности одного из пары пластинчатых элементов, и
причём на стадии формирования жгутовой ленты настройку выполняют таким образом, что жгутовая лента, изготовленная на стадии формирования жгутовой ленты, имеет суммарное денье, составляющее не менее чем 5000 и не более чем 15000, и значение Cv числа извивов жгутовой ленты составляет не более чем 4%,
при этом посредством настройки на стадии формирования жгутовой ленты располагают по меньшей мере прилегающую к паре роликов часть одного из пары пластинчатых элементов таким образом, что указанный промежуток постепенно увеличивается в направлении подачи нити.
6. Способ изготовления жгутовой ленты по п. 5, в котором на стадии формирования жгутовой ленты число извивов жгутовой ленты составляет не менее чем 30 гребней и не более чем 35 гребней на 25 мм.
7. Способ изготовления жгутовой ленты по любому из пп. 5 или 6, в котором
денье филамента каждого из филаментов, спрядённых на стадии прядения филаментов, составляет не менее чем 6,0 и не более 8,0.
8. Способ изготовления жгутовой ленты по любому из пп. 5-7, в котором
суммарное денье жгутовой ленты, изготовленной на стадии формирования жгутовой ленты, составляет не менее чем 7,000 и не более чем 15,000 денье.
9. Способ изготовления сигаретного фильтра, включающий в себя:
изготовление сигаретного фильтра из жгутовой ленты, изготовленной по способу согласно любому из пп. 5-8,
причем сигаретный фильтр имеет длину окружности сигареты не менее чем 14 мм и не более чем 17 мм.
| ФИЛЬТР | 2008 |
|
RU2459559C2 |
| US 20140026910 A1, 30.01.2014 | |||
| US 6924029 B1, 02.08.2005 | |||
| RU 2012153184 A, 27.06.2014. | |||

