Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления упаковки сложенных впитывающих изделий и упаковке, полученной таким способом.
Уровень техники
В своей повседневной жизни люди нередко прибегают к одноразовым впитывающим изделиям, включая предметы одежды для ношения взрослыми при недержании, трусы для ношения при энурезе, трусы-подгузники для приучения ребенка к туалету и памперсы. При продаже потребителю комплект таких изделий обычно помещают в емкость, такую как гибкий пакет. Часто перед помещением в емкость такие изделия складывают. Один пример такого складывания описан в патенте США 6702798, выданном на имя Christoffel и др., включенном в настоящую заявку посредством ссылки в той степени, которая не противоречит сказанному здесь.
Некоторые существующие одноразовые впитывающие изделия содержат впитывающую среднюю часть, состоящую из распушенного и/или супервпитывающего полимера. Такая средняя часть может придавать изделию большой объем. Этот большой объем может затруднять операцию складывания перед помещением в упаковку. Например, большой объем впитывающей средней части может приводить к нестабильному расположению мест сгиба. Нестабильное складывание последовательно изготовленных изделий в некоторых случаях может приводить к образованию в полученной упаковке нежелательных выпуклостей или морщин, или недостаточно спрямленных углов. Кроме того, непредсказуемое положение складок во впитывающей средней части может отрицательно влиять на эксплуатационные качества изделия, создавая заломы или разрывы в неподходящих местах впитывающей средней части изделия. Наконец, нестабильное складывание может приводить к образованию нежелательных отходов или к задержкам в технологическом процессе, например, в том случае, когда плохо сложенные изделия приводят к перебоям в работе оборудования.
Таким образом, в данной области техники существует потребность в улучшенном способе изготовления сложенных одноразовых изделий, который позволит обеспечить более стабильную и технологичную обработку, позволяющую получить более стабильную в отношении гладкости и квадратности готовую упаковку и минимизировать отрицательное воздействие на эксплуатационные качества изделия.
Раскрытие изобретения
В одном своем аспекте настоящее изобретение относится к способу изготовления упаковки одноразовых впитывающих изделий, таких как предметы одежды. В одном варианте осуществления способ содержит этап обеспечения наличия группы впитывающих средних частей. Способ далее содержит этап тиснения по меньшей мере одной гибочной линии в каждой средней части, причем каждая гибочная линия ограничивает гибочный участок. Способ далее содержит этап складывания каждой средней части по гибочному участку каждой гибочной линии с получением группы сложенных впитывающих предметов одежды. Способ далее содержит этап помещения указанной группы сложенных впитывающих предметов одежды в емкость. В некоторых вариантах способа в каждой средней части осуществляют тиснение по меньшей мере двух гибочных линий, а чаще по меньшей мере четырех гибочных линий. В конкретных вариантах осуществления способа каждая гибочная линия является прямой; в других вариантах каждая гибочная линия является кривой. В конкретных вариантах осуществления способа каждая гибочная линия является непрерывной и сплошной; в других вариантах каждая гибочная линия является прерывистой.
В некоторых вариантах предложенного способа впитывающие средние части изготавливают в продольном машинном направлении, причем каждая средняя часть образует две противоположные в продольном направлении концевые кромки и две боковые кромки, проходящие между этими двумя концевыми кромками и соединяющие их. Каждая впитывающая средняя часть образует центральную продольную линию, проходящую посредине между двумя боковыми кромками, причем гибочный участок каждой гибочной линии по существу параллелен этой центральной продольной линии. В конкретных вариантах осуществления каждая гибочная линия пересекает концевую кромку и боковую кромку.
Согласно другому варианту изобретения, способ изготовления упаковки сложенных впитывающих предметов одежды содержит этап изготовления группы впитывающих средних частей, причем в каждой средней части определены продольное направление и поперечное направление и в каждой средней части образованы две противоположные в продольном направлении концевые кромки и две боковые кромки, проходящие между этими двумя концевыми кромками и соединяющие их, при этом каждая впитывающая средняя часть образует центральную продольную линию, проходящую посредине между двумя боковыми кромками. Каждая средняя часть содержит два противоположных в поперечном направлении впитывающих выступа, и для каждого выступа определено первое поперечное положение. Далее способ содержит этап тиснения двух гибочных линий в каждой средней части, причем каждая гибочная линия ограничивает гибочный участок. Способ далее содержит этап складывания каждой средней части по гибочному участку каждой гибочной линии с получением группы сложенных впитывающих предметов одежды таким образом, что каждый выступ принимает второе поперечное положение, причем это второе поперечное положение каждого выступа находится ближе к продольной центральной линии, чем первое поперечное положение каждого выступа. Способ далее содержит этап помещения указанной группы сложенных впитывающих предметов одежды в емкость.
В некоторых вариантах изобретения гибочный участок каждой гибочной линии проходит в продольном направлении вблизи выступа. В некоторых вариантах предложенного способа каждая гибочная линия ограничивает негибочный участок, проходящий от гибочного участка к центральной продольной линии. В конкретных вариантах осуществления каждый гибочный участок проходит по всей протяженности каждой гибочной линии.
Согласно другому варианту изобретения, способ содержит этап изготовления группы впитывающих средних частей, причем в каждой средней части определены продольное направление и поперечное направление и в каждой средней части образованы две противоположные в продольном направлении концевые кромки и две боковые кромки, проходящие между этими двумя концевыми кромками и соединяющие их, при этом каждая средняя часть образует центральную продольную линию, проходящую посредине между двумя боковыми кромками. Каждая средняя часть имеет два противоположных в поперечном направлении выступа, причем для каждого выступа определено первое поперечное положение. Способ далее содержит этап тиснения двух гибочных линий в каждой средней части, причем каждая гибочная линия ограничивает гибочный участок. Способ далее содержит этап помещения каждой средней части между слоем покрывающего листа и слоем обратного листа с получением группы впитывающих пакетов, причем каждый впитывающий пакет имеет передний конец и задний конец. Способ далее содержит этап обеспечения наличия полотна передних деталей, в котором определены поясная кромка полотна передних деталей и кромка ножной проймы полотна передних деталей, и обеспечения наличия полотна задних деталей, в котором определены поясная кромка полотна задних деталей и кромка ножной проймы полотна задних деталей, причем полотно задних деталей располагают на расстоянии от полотна передних деталей. Способ далее содержит этап прикрепления переднего конца каждого впитывающего пакета к полотну передних деталей и прикрепления заднего конца каждого впитывающего пакета к полотну задних деталей. Способ далее содержит этап складывания каждого впитывающего пакета по промежностной гибочной линии, чтобы получить промежностную складку и, таким образом, чтобы свести поясную кромку полотна передних деталей близко с поясной кромкой полотна задних деталей. Способ далее содержит этап разрезания полотна передних деталей и полотна задних деталей на последовательность отрезков, разнесенных в направлении перемещения полотна, чтобы получить группу отдельных впитывающих предметов одежды, причем каждое изделие имеет переднюю деталь, заднюю деталь и впитывающий пакет. Способ также содержит этап соединения каждой передней детали с каждой задней деталью вдоль пары боковых швов с получением группы предметов одежды в виде трусов, причем в каждом изделии определена поясная пройма. Способ также содержит этап складывания средней части каждого предмета одежды в виде трусов по гибочному участку каждой гибочной линии, чтобы создать группу сложенных впитывающих предметов одежды таким образом, что каждый выступ принимает второе поперечное положение, причем второе поперечное положение каждого выступа находится ближе к продольной центральной линии, чем первое поперечное положение выступа. Способ далее содержит этап помещения указанной группы сложенных впитывающих предметов одежды в емкость. В некоторых вариантах изобретения способ также содержит этап, на котором каждый предмет одежды в виде трусов складывают таким образом, чтобы переместить промежностную складку близко к поясной пройме. В конкретных вариантах осуществления каждая гибочная линия является прямой и пересекает концевую кромку и боковую кромку, при этом каждый гибочный участок проходит по всей протяженности каждой гибочной линии.
В другом своем аспекте изобретение относится к упаковке сложенных впитывающих предметов одежды. В конкретных вариантах осуществления упаковка содержит группу впитывающих предметов одежды, причем каждое впитывающее изделие содержит впитывающую среднюю часть. В каждой средней части определены продольное направление и поперечное направление, перпендикулярное указанному продольному направлению, две противоположные в продольном направлении концевые кромки, первая и вторая боковые кромки, проходящие между двумя концевыми кромками и соединяющие их, и центральная продольная линия, проходящая посредине между первой и второй боковыми кромками. Каждая средняя часть содержит первый впитывающий выступ, ограничивающий боковую кромку первого выступа, и второй впитывающий выступ, ограничивающий боковую кромку второго выступа. Каждая средняя часть содержит первую тисненую гибочную линию вблизи первого впитывающего выступа и вторую тисненую гибочную линию вблизи второго впитывающего выступа, причем каждая тисненая гибочная линия ограничивает гибочный участок. Каждая средняя часть сложена по гибочному участку каждой тисненой гибочной линии таким образом, что боковая кромка первого выступа проходит ближе к продольной центральной линии, чем гибочный участок первой тисненой гибочной линии, и таким образом, что боковая кромка второго выступа проходит ближе к продольной центральной линии, чем гибочный участок второй тисненой гибочной линии.
Краткое описание чертежей
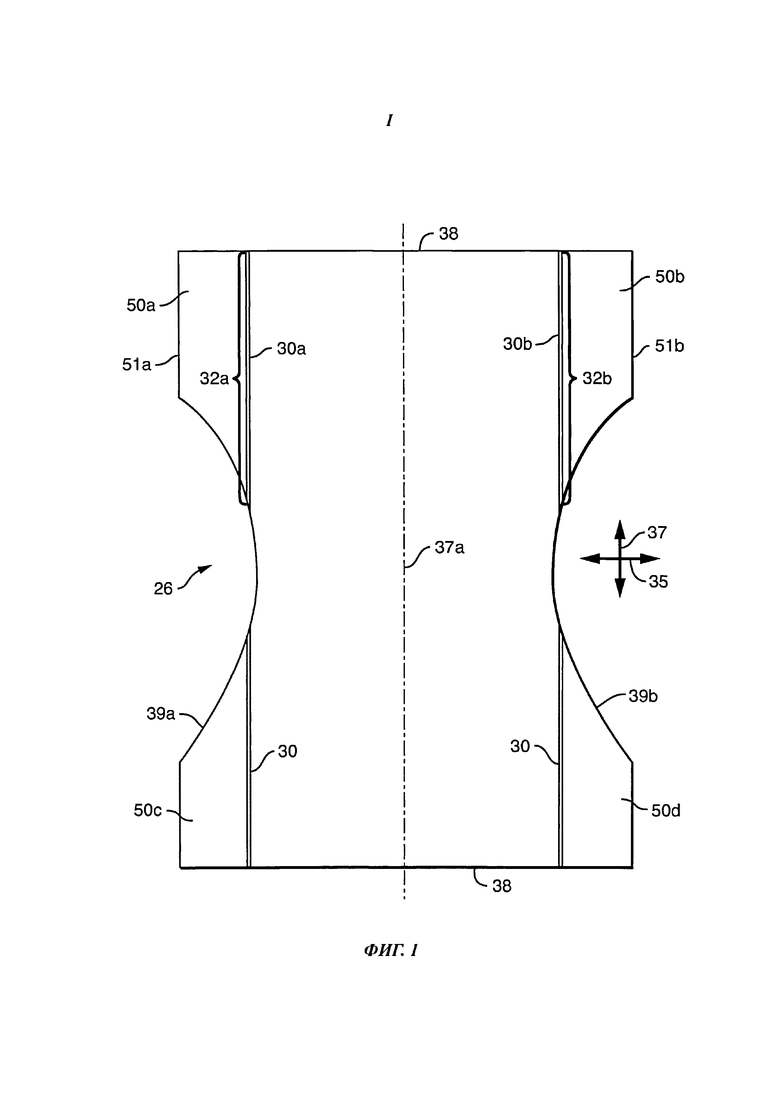
Фиг. 1 представляет вид в плане одного варианта впитывающей средней части, включающего в себя принципы настоящего изобретения, которая изображена в плоском разложенном состоянии.
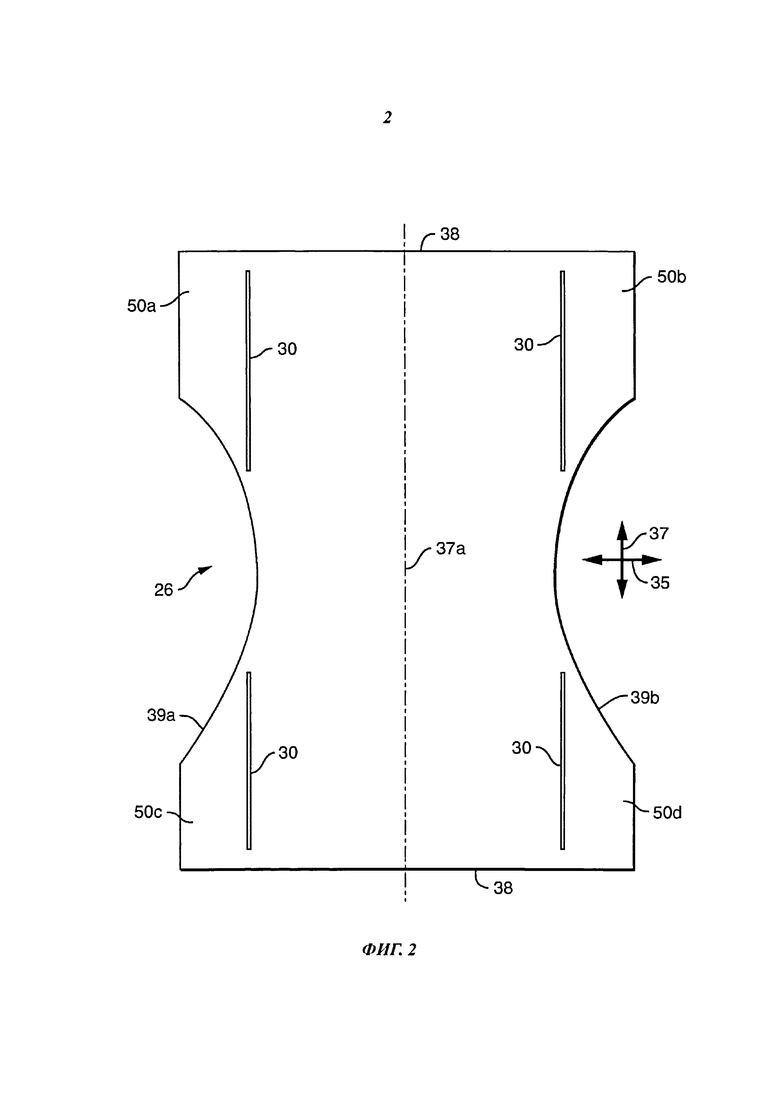
Фиг. 2 представляет вид в плане другого варианта впитывающей средней части, включающего в себя принципы настоящего изобретения, которая изображена в плоском разложенном состоянии.
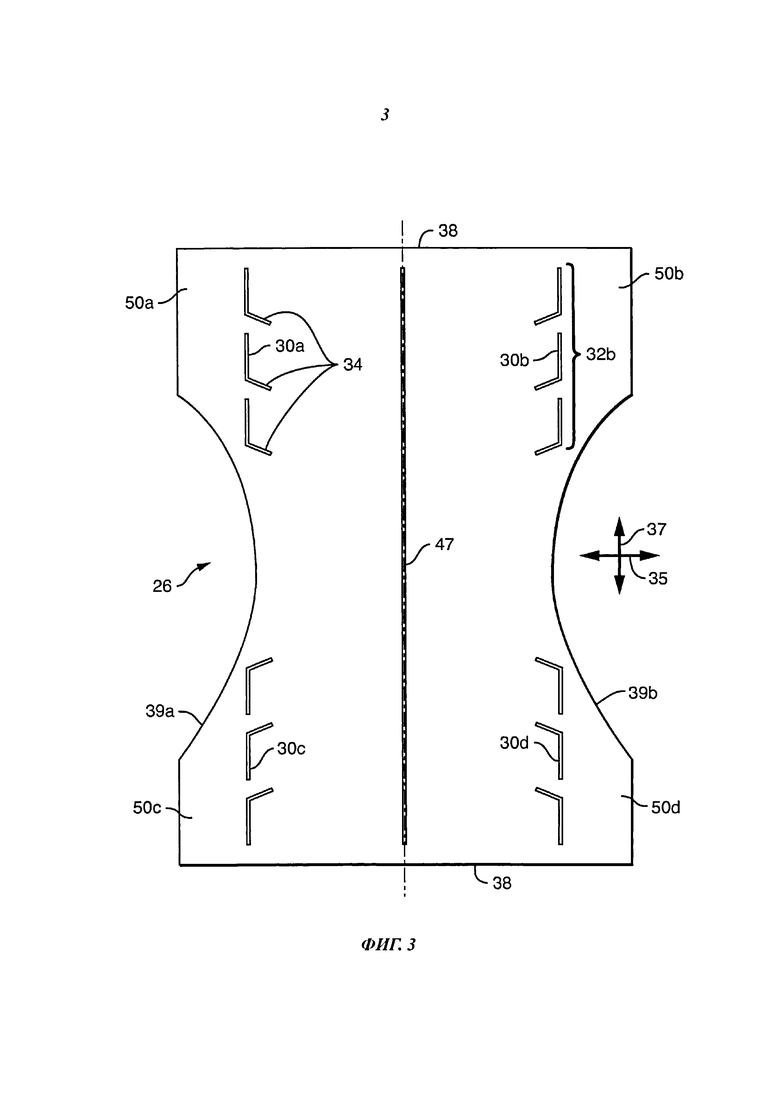
Фиг. 3 представляет вид в плане другого варианта впитывающей средней части, включающего в себя принципы настоящего изобретения, которая изображена в плоском разложенном состоянии.
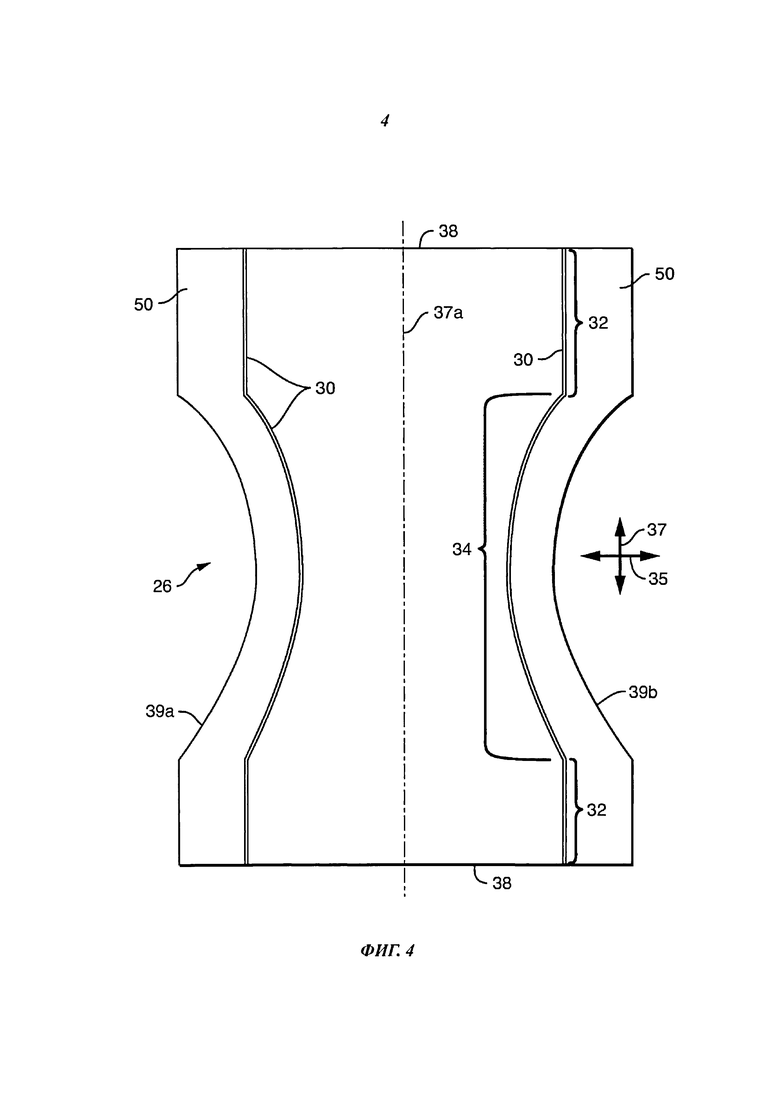
Фиг. 4 представляет вид в плане другого варианта впитывающей средней части, включающего в себя принципы настоящего изобретения, которая изображена в плоском разложенном состоянии.
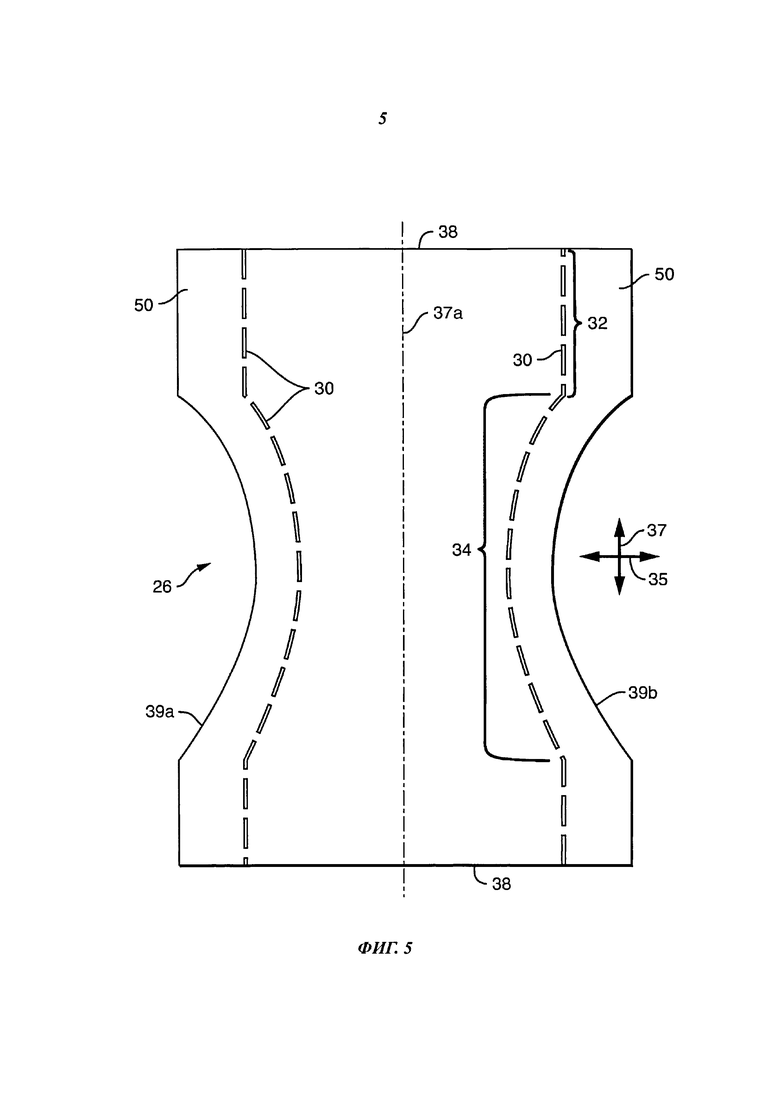
Фиг. 5 представляет вид в плане другого варианта впитывающей средней части, включающего в себя принципы настоящего изобретения, которая изображена в плоском разложенном состоянии.
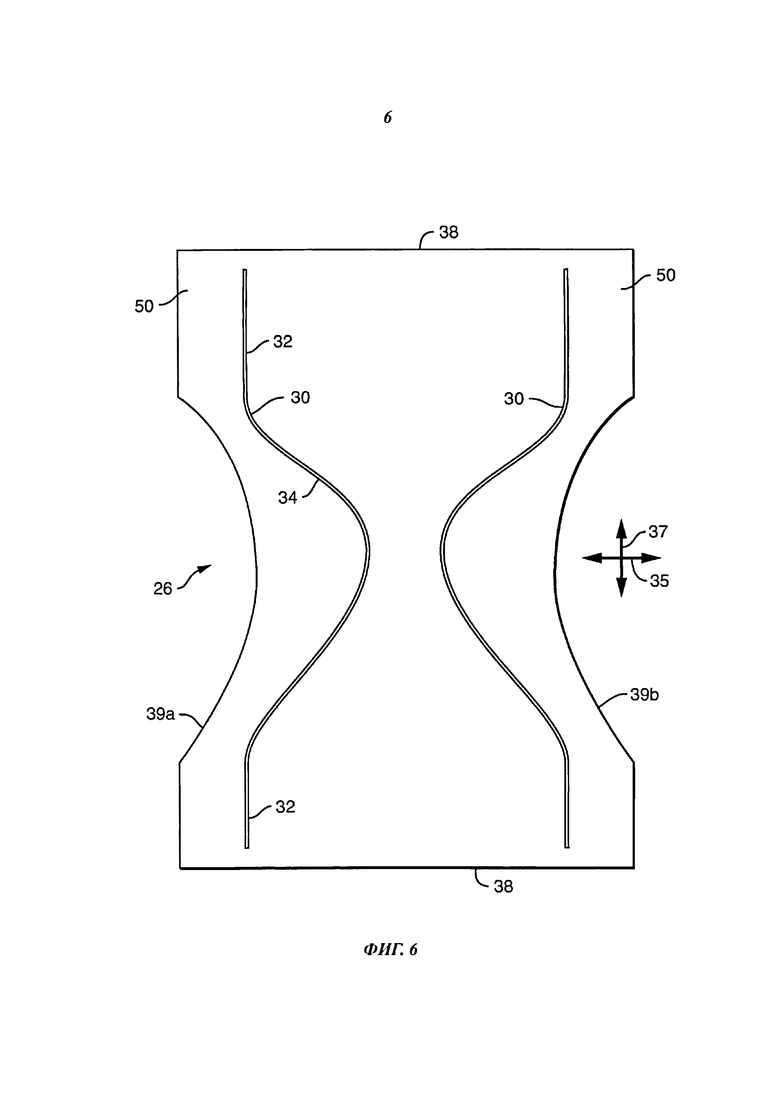
Фиг. 6 представляет вид в плане другого варианта впитывающей средней части, включающего в себя принципы настоящего изобретения, которая изображена в плоском разложенном состоянии.
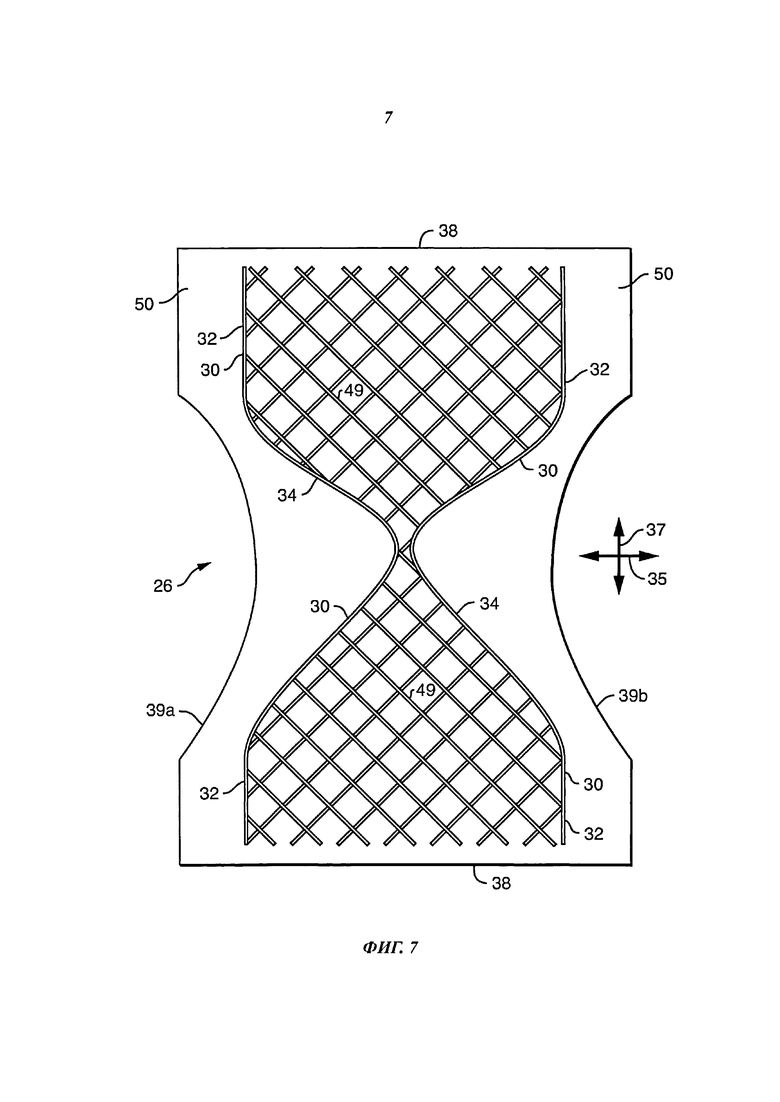
Фиг. 7 представляет вид в плане другого варианта впитывающей средней части, включающего в себя принципы настоящего изобретения, которая изображена в плоском разложенном состоянии.
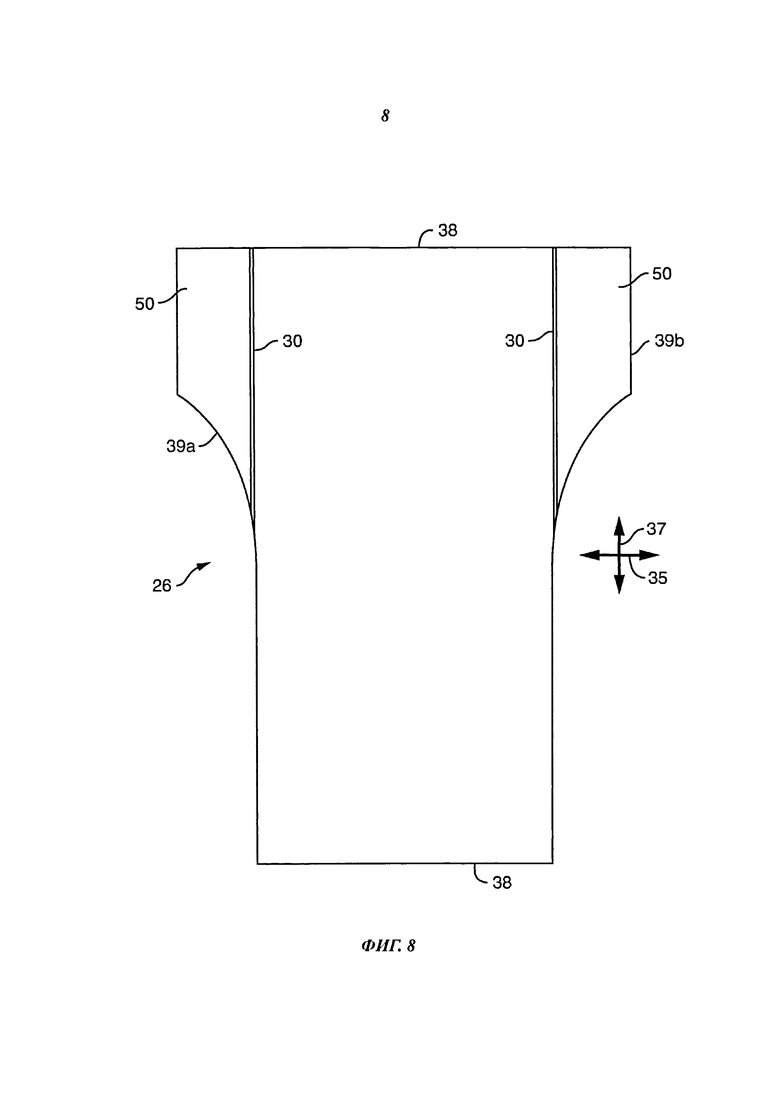
Фиг. 8 представляет вид в плане другого варианта впитывающей средней части, включающего в себя принципы настоящего изобретения, которая изображена в плоском разложенном состоянии.
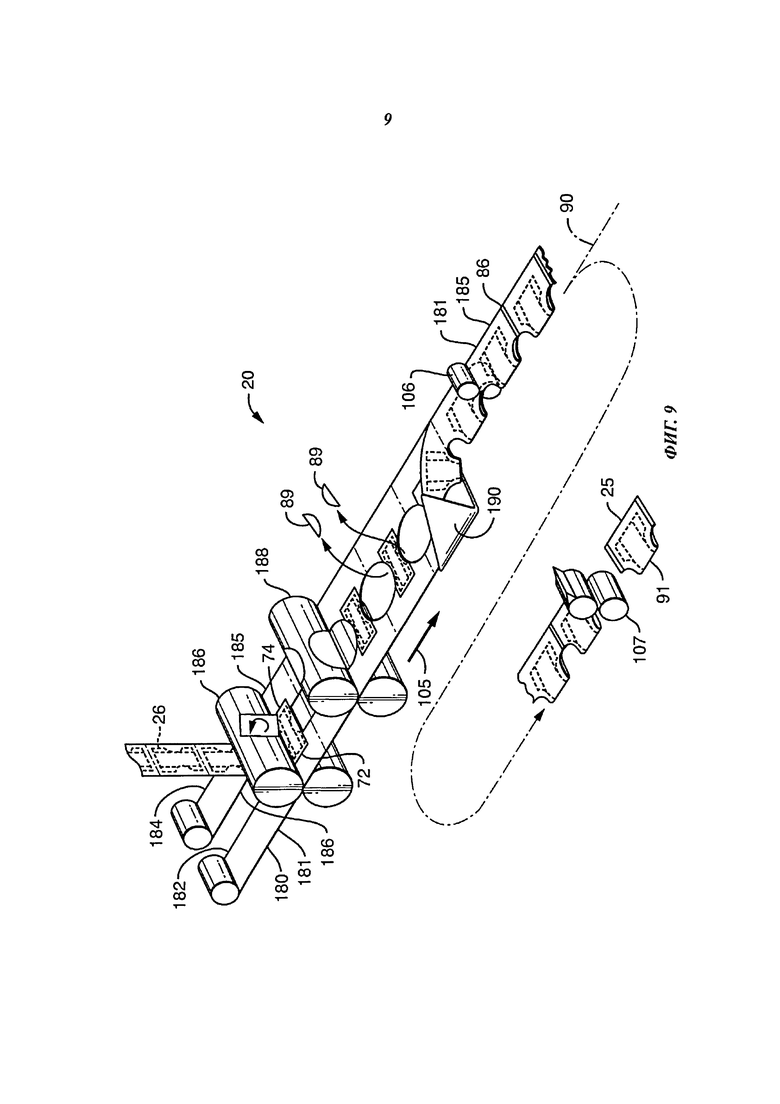
Фиг. 9 иллюстрирует в аксонометрии один из вариантов способа, включающего в себя принципы настоящего изобретения.
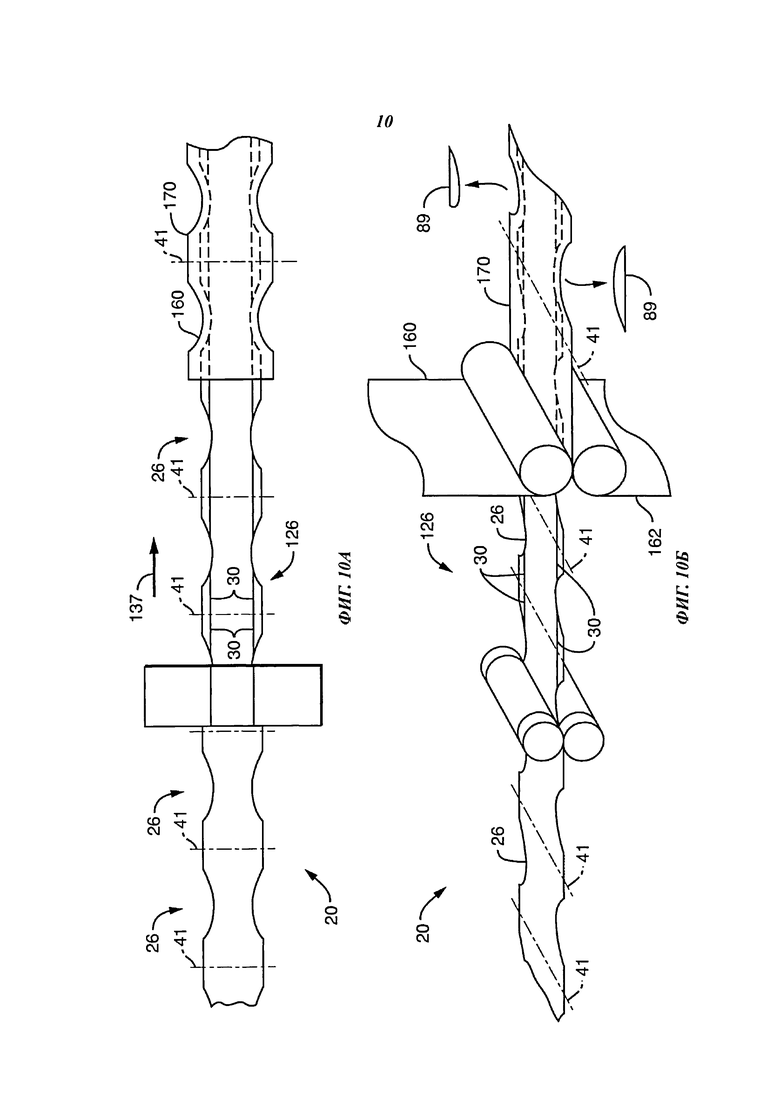
Фиг. 10А иллюстрирует в плане один из вариантов способа, включающего в себя принципы настоящего изобретения.
Фиг. 10Б представляет вид в аксонометрии варианта по фиг. 10А.
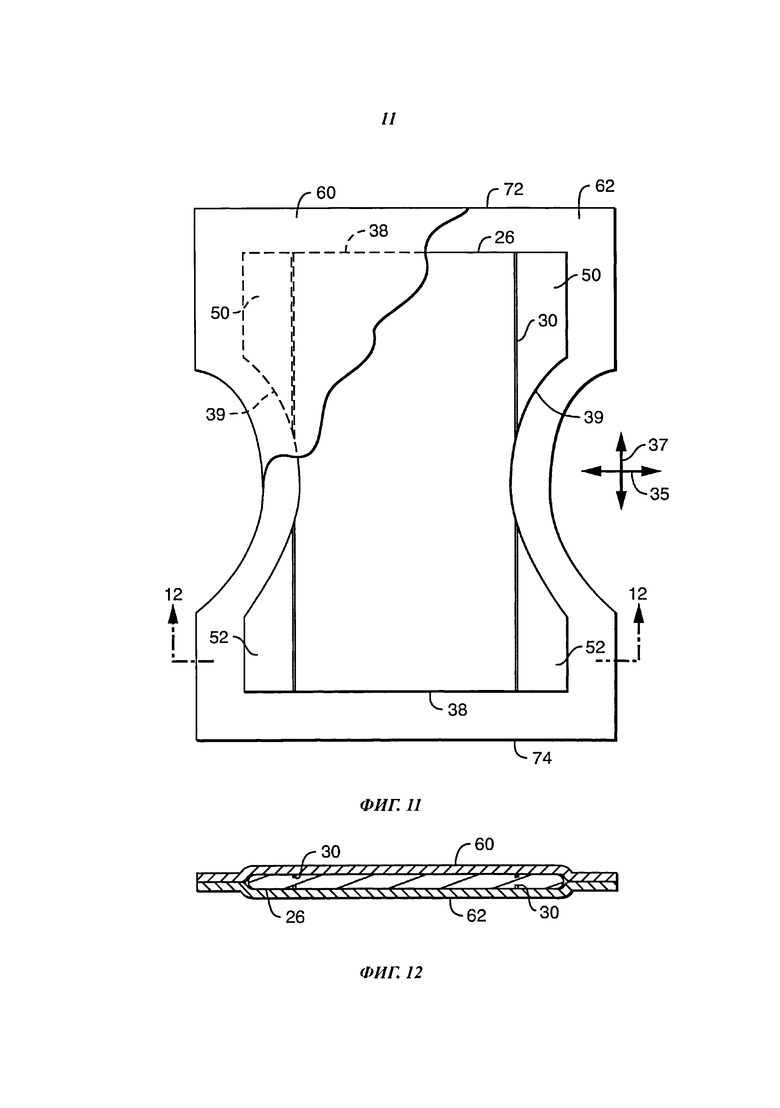
Фиг. 11 представляет вид в плане впитывающего пакета, включающего в себя принципы настоящего изобретения, причем частичные вырезы в слое обратного листа демонстрируют нижележащие компоненты.
Фиг. 12 представляет поперечный разрез по линии 12-12 впитывающего пакета по фиг. 11.
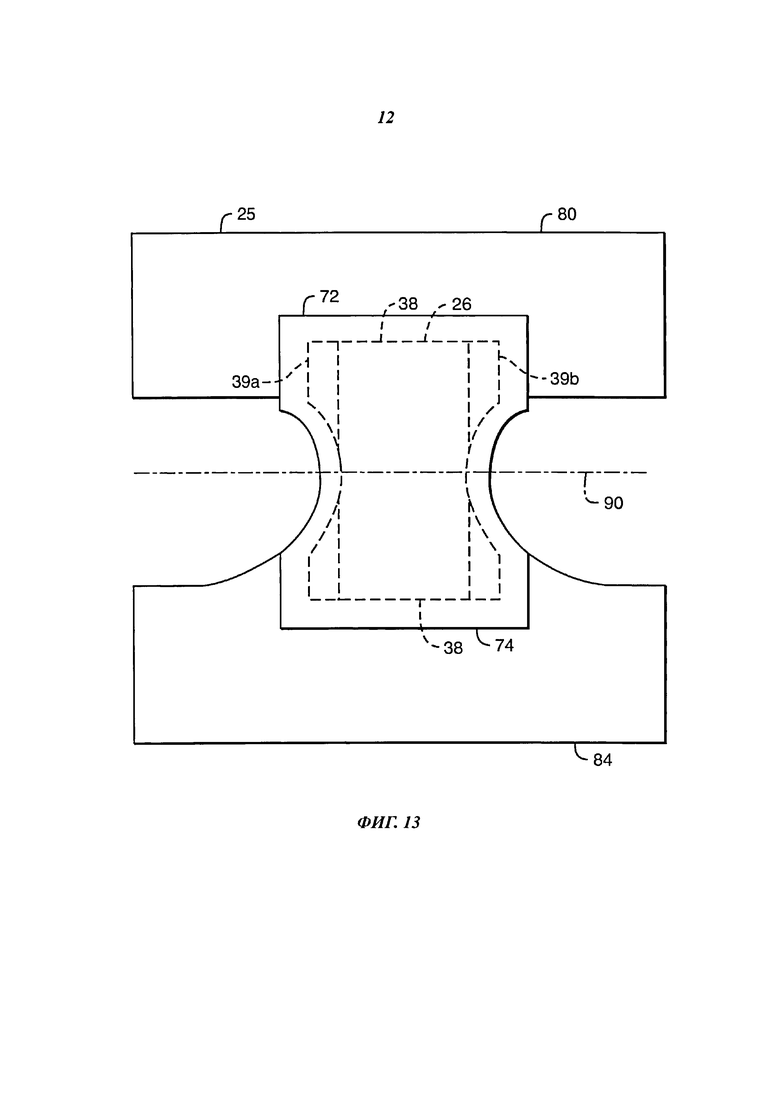
Фиг. 13 представляет вид в плане спереди одного из вариантов впитывающего предмета одежды, включающего в себя принципы настоящего изобретения, который изображен в продольно растянутом, плоском разложенном состоянии еще до операции соединения передней и задней деталей, причем показана сторона изделия, которая при ношении изделия должна быть обращена к телу пользователя.
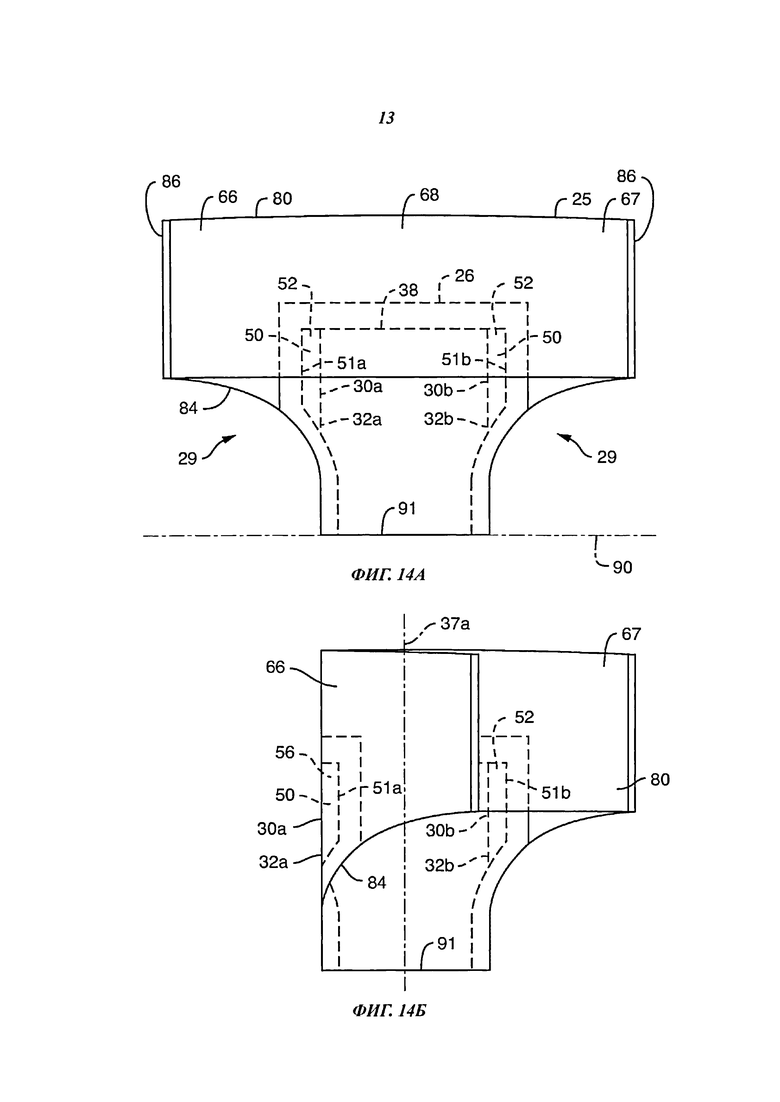
Фиг. 14А представляет вид в плане спереди одного из вариантов впитывающего изделия, включающего в себя принципы настоящего изобретения, которое изображено в ненапряженном, плоском разложенном состоянии после операции соединения передней и задней деталей, причем показана сторона изделия, которая при ношении изделия должна быть обращена от тела пользователя.
Фиг. 14Б представляет предмет одежды по фиг. 14А после операции складывания, включающий в себя принципы настоящего изобретения.
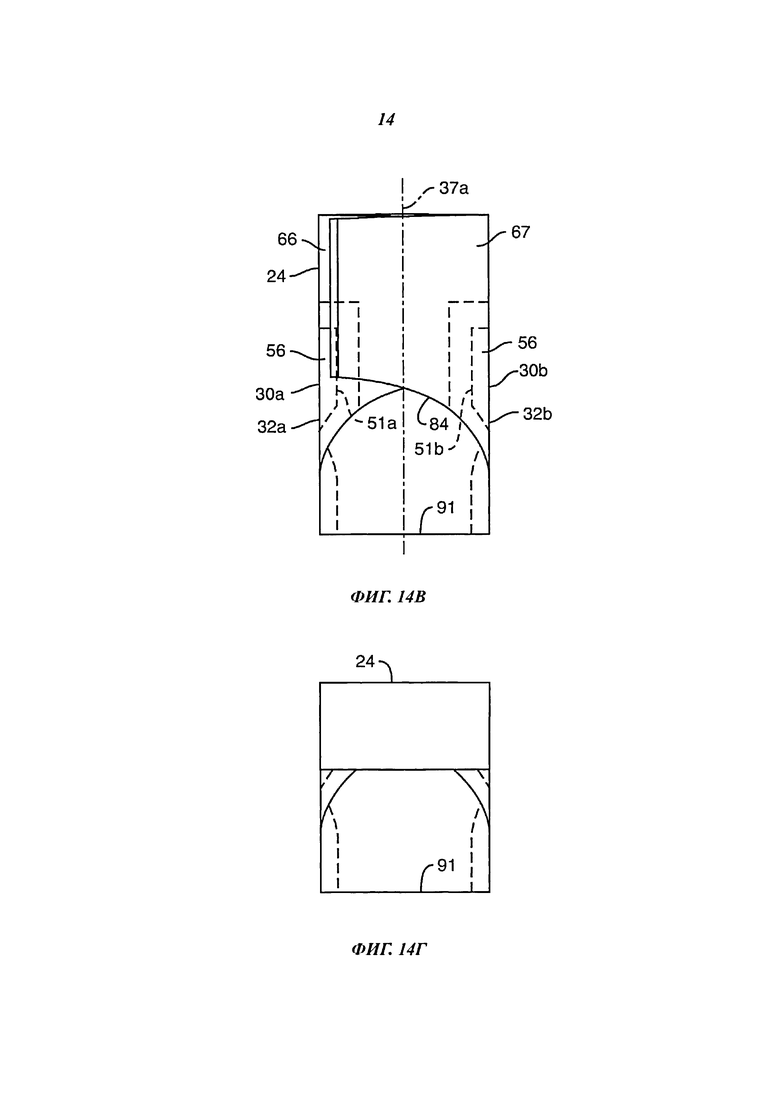
Фиг. 14В представляет предмет одежды по фиг. 14Б после еще одной операции складывания, включающий в себя принципы настоящего изобретения.
Фиг. 14Г представляет изделие по фиг. 14В после еще одной операции складывания, включающий в себя принципы настоящего изобретения.
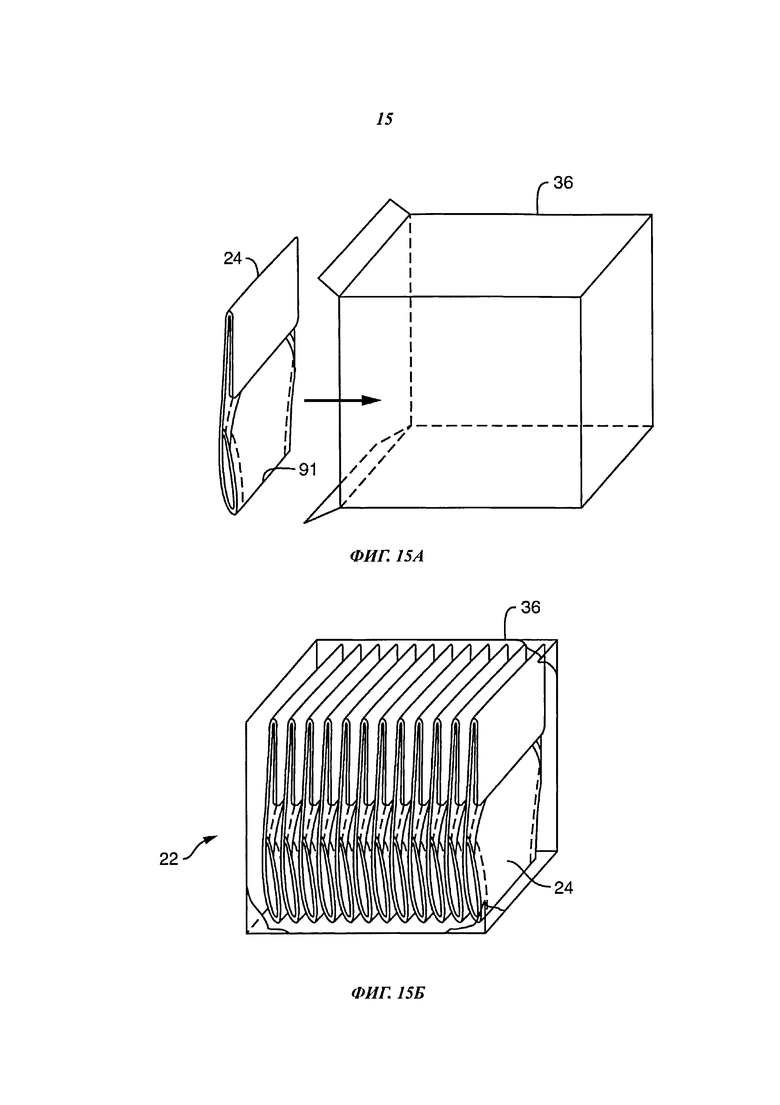
Фиг. 15А представляет вид в аксонометрии емкости, пригодной для использования совместно с вариантами осуществления настоящего изобретения.
Фиг. 15Б представляет вид в аксонометрии упаковки сложенных впитывающих изделий, включающей в себя принципы настоящего изобретения, причем частичные вырезы в емкости демонстрируют нижележащие компоненты.
Осуществление изобретения
В контексте настоящего описания каждый приведенный ниже термин заключает в себе следующее значения.
Термин «прикреплять» и его производные относятся к сочленению, склеиванию, свариванию, соединению, сшиванию и т.п. двух элементов. Два элемента считаются прикрепленными друг к другу, когда они соединены друг с другом непосредственно или опосредованно, например, когда каждый элемент непосредственно соединен с промежуточными элементами. Термин «прикреплять» и его производные относятся к постоянному, разъемному или повторно застегиваемому прикреплению. Кроме того, прикрепление может быть выполнено в ходе технологического процесса или пользователем готового изделия.
Термин «одноразовый» относится к изделиям, рассчитанным на их выбрасывание после ограниченного использования, а не на стирку или иной способ восстановления для повторного использования.
Термин «тиснить» и его производные (включая «тисненый» и «тиснение») относится к локализованному приложению энергии к материалу для повышения его плотности. Примером тиснения является приложение тепла и/или давления в виде узора из точек или отрезков линии к подушечке из распушенной древесной целлюлозы, чтобы повысить плотность/уменьшить объем подушечки относительно нетисненых окружающих зон подушечки.
Термин «предмет одежды» относится к изделию, при ношении охватывающему талию и покрывающему по меньшей мере часть бедер, нижнюю часть живота и нижнюю часть спины. В качестве примеров предмета одежды можно назвать памперсы, трусы-подгузники для приучения ребенка к туалету, трусы для плавания, нижнее белье, трусы для ношения при недержании, трусы для ношения при энурезе, шорты, другие изделия натягивающегося типа в виде трусов и т.п. Термин «предмет одежды» не относится к гигиеническим прокладкам для ежедневного использования, менструальным прокладкам, прокладкам, которые применяются при легком недержании, или другим изделиям, главным образом, предназначенным для ношения внутри обычных трусов.
Термин «слой», когда он используется в единственном числе, может иметь два значения - «одиночный элемент» или «множество элементов».
Термины «нетканый» и «нетканое полотно» относятся к материалам и полотнам материала, сформированным не в ходе текстильных процессов ткачества или вязания. Например, нетканый материал, ткань или полотно могут быть сформированы множеством различных способов, таких как технология мелтблоун - с формированием волокон путем раздува расплавленного полимера, технология спанбонд - с формированием волокон фильерным способом с их вытягиванием в воздушном потоке и укладкой на движущийся транспортер, способы воздушной укладки и способы получения соединенного кардованного полотна.
Описание различных аспектов и вариантов изобретения дано со ссылкой на фиг. 1-15. Следует отметить, что изображенные на фиг. 1-15 варианты представляют собой просто наглядные примеры осуществления заявленного изделия (или его частей) и способа (или его частей). Хотя в целях иллюстрации определенные отличительные признаки изобретения описаны и продемонстрированы главным образом в отношении предмета одежды натягивающегося типа для ношения взрослыми людьми при недержании, различные аспекты и варианты настоящего изобретения также применимы к памперсам, трусам для купания, детским трусам-подгузникам для приучения ребенка к туалету, изделиям для ношения при энурезе и т.п.
В одном своем аспекте изобретение относится к способу 20 изготовления упаковки 22 сложенных впитывающих изделий 24, таких как сложенные предметы одежды. Способ 20 содержит этапы, на которых подготавливают множество впитывающих средних частей 26, например, соединенных между собой в виде полотна 126. Пригодным материалом для впитывающей средней части является, к примеру, впитывающая жидкость смесь из распушенной древесной целлюлозы и супервпитывающего полимера, обычная для данной области техники. Средняя часть, как вариант, может быть заключена или вставлена в проницаемый для жидкости оберточный лист, например, оберточный лист из тонкой бумаги или полиолефинового нетканого материала. Способ также содержит операцию тиснения по меньшей мере одной гибочной линии 30 в каждой средней части 26. Каждая гибочная линия 30 ограничивает по меньшей мере один гибочный участок 32. Термин «гибочный участок» используется здесь в отношении части тисненой гибочной линии 30, по которой складывают впитывающую среднюю часть. Способ 20 также содержит операцию складывания каждой средней части 26 по гибочному участку или участкам 32 каждой гибочной линии 30 для создания множества сложенных впитывающих изделий 24. Способ 20 далее содержит операцию помещения каждого сложенного впитывающего изделия в емкость 36.
Описание предпочтительных вариантов осуществления средних частей 26 и тисненых гибочных линий 30 дано со ссылкой на фиг. 1-8. В некоторых вариантах изобретения средняя часть имеет по существу форму песочных часов, что наглядно показано на фиг. 1-7. В некоторых вариантах осуществления впитывающие средние части изготавливают в продольном машинном направлении 137. В каждой средней части определено продольное направление 37 и поперечное направление 35. В каждой средней части определены две противоположные в продольном направлении концевые кромки 38, 38 и две боковые кромки 39, 39, проходящие между двумя концевыми кромками 38, 38 и соединяющие эти кромки. В каждой средней части определена центральная продольная линия 37а, проходящая посредине между двумя боковыми кромками 39, 39. Термин «кромка» используется здесь либо в отношении линии, на которой компонент (такой как средняя часть) физически кончается (например, концевая кромка 38 на фиг. 1-8), либо в отношении воображаемой линии 41, определяющей границы компонента. Например, на фиг. 10 воображаемыми линиями 41 определены концевые кромки 38, 38 каждой из множества соединенных между собой впитывающих средних частей 26.
Было обнаружено, что тиснение гибочных линий 30 во впитывающих средних частях 26 может повысить стабильность и качество упаковки сложенных впитывающих изделий. Каждая тисненая гибочная линия 30 действует как «направляющая», относительно которой в ходе технологического процесса осуществляют требуемую складку. Однако тисненые линии во впитывающих средних частях могут влиять на характеристики управления потоком впитывающего изделия. В частности, тисненые каналы могут направлять жидкость по длине тисненого канала за счет повышенной капиллярной впитываемости и/или сдерживать поток жидкости в направлении, перпендикулярном длине тисненого канала, наподобие дамбы. На примерах последующих иллюстративных вариантов изобретения показаны различные способы регулирования способности тисненых гибочных линий облегчать необходимое складывание, а также влияние тисненой линии на характеристики управления потоком средней части.
В конкретных вариантах изобретения, наглядно показанных на фиг. 1-8, в каждой средней части осуществляют тиснение по меньшей мере двух гибочных линий 30. В других вариантах изобретения, наглядно показанных на фиг. 1-7, в каждой средней части имеется по меньшей мере четыре гибочные линии. Как наглядно показано на фиг. 1-3 и 8, каждая гибочная линия может быть прямой на всем своем протяжении. В альтернативном случае, как наглядно показано на фиг. 4-7, по меньшей мере часть каждой гибочной линии может быть кривой. В конкретных вариантах изобретения, как наглядно показано на фиг. 1, 2, 4, 6, 7 и 8, каждая гибочная линия является непрерывной и сплошной. Выражение «непрерывная и сплошная» означает, что гибочная линия является по существу непрерывной и сплошной по всей своей длине. В других вариантах осуществления каждая гибочная линия является прерывистой, как наглядно показано на фиг. 3 и 5. Термин «прерывистый» относится к гибочной линии, определенной двумя или более отдельными отрезками, разнесенными по длине линии, но совместно определяющими эту длину. Было обнаружено, что тиснение гибочной линии 30 в виде прерывистой последовательности отдельных отрезков линии облегчает впитывание жидкости в поперечном направлении между отрезками гибочной линии 30, например, в выступе 50 средней части 26 и при этом эффективно упрощает складывание.
В конкретных вариантах изобретения гибочный участок 32 гибочной линии 30 проходит по всей протяженности гибочной линии 30. Примеры таких вариантов осуществления изобретения наглядно показаны на фиг. 1-3 и 8. В других вариантах изобретения гибочная линия также ограничивает негибочный участок 34. Например, как описано со ссылкой на фиг. 4-7, каждая тисненая гибочная линия 30 ограничивает гибочный участок 32, по которому в способе 20 выполняют складывание, и каждая тисненая гибочная линия 30 также ограничивает негибочный участок 34, по которому в способе 20 не выполняют складки. В некоторых вариантах изобретения, как те, которые наглядно показаны на фиг. 1-8, гибочный участок 32 каждой гибочной линии 30 по существу параллелен продольной центральной линии 37. Аналогично, гибочный участок 32 каждой гибочной линии 30 может в конкретных вариантах изобретения проходить в продольном направлении 37 вблизи выступа 50.
Каждая гибочная линия 30 может пересекать концевую кромку 38 и/или боковую кромку 39 (фиг. 1, 4, 5 и 8). Однако каждая гибочная линия 30 необязательно должна пересекать концевую кромку 38 или боковую кромку 39 (фиг. 2, 3, 6 и 7). В некоторых вариантах изобретения каждая гибочная линия ограничивает негибочный участок 34, проходящий от гибочного участка 32 к продольной центральной линии 37а, наглядно показанной на фиг. 3-7. Одно возможное преимущество этой конфигурации состоит в том, что жидкость, которая может натолкнуться на гибочную линию 30 при ношении предмета одежды, будет испытывать тенденцию пройти к центральному промежностному участку средней части 26 и от боковых кромок 39, 39. Такие негибочные участки, как ,например, негибочные участки 34, показанные на фиг. 3, не являются обязательными. Для повышения свойств обработки жидкости средней части 26 или для улучшения ее целостности, в изделии могут быть вытиснены дополнительные линии, такие как тисненая линия 47 на фиг. 3 или тисненый узор 49 на фиг. 7.
Как наглядно показано на фиг. 1-8, в некоторых вариантах изобретения каждая впитывающая средняя часть 26 каждого изделия 24 в упаковке 22 содержит по меньшей мере два противоположных в поперечном направлении впитывающих выступа 50. Термин «выступ», используемый здесь в отношении впитывающей средней части, понятен в данной области техники и относится к части или детали впитывающей средней части, которая выступает в поперечном направлении дальше от продольной центральной линии 37а относительно других частей впитывающей средней части по ее длине. Как показано, например, на фиг. 11 и 14А, для каждого выступа 50 определено первое поперечное положение 52. Способ 20 содержит операцию тиснения двух гибочных линий 30 в каждой средней части 26 таким образом, что каждая тисненая гибочная линия 30 ограничивает гибочный участок 32. В некоторых вариантах изобретения, таких как показаны на фиг. 1-7, каждая впитывающая средняя часть 26 содержит четыре впитывающих выступа 50 - два противоположных в поперечном направлении передних впитывающих выступа 50а, 50b и два противоположных в поперечном направлении задних впитывающих выступа 50с, 50d.
В конкретных вариантах способа, которые описаны со ссылкой на фиг. 9-12, способ 20 также содержит операцию вкладывания каждой средней части 26 между слоем 60 покрывающего листа и слоем 62 обратного листа, чтобы получить впитывающий пакет 70. В одном варианте полотно 160 покрывающих листов и полотно 170 обратных листов заключают между собой множество 170 впитывающих пакетов 70. Каждый впитывающий пакет 70 имеет передний конец 72 и задний конец 74. Способ 20 далее содержит этап обеспечения наличия полотна 180 передних деталей, в котором определена поясная кромка 181 полотна передних деталей и кромка 182 ножной проймы полотна передних деталей, и далее содержит этап обеспечения наличия полотна 184 задних деталей, в котором определена поясная кромка 185 полотна задних деталей и кромка 186 ножной проймы полотна задних деталей. В конкретных вариантах способа полотно 184 задних деталей расположено на расстоянии от полотна 180 передних деталей. В других вариантах осуществления способа, вместо отдельных полотен передних и задних деталей подготавливают единое полотно (не показано). Желательно, чтобы полотно 180 передних деталей, полотно 184 задних деталей или оба этих полотна 180/184 содержали высокоэластичный материал, такой как многослойный высокоэластичный композит, содержащий два нетканых наружных слоя, между которыми заключена последовательность высокоэластичных прядей или по меньшей мере один лист высокоэластичной пленки.
В некоторых вариантах изобретения способ также содержит операцию крепления переднего конца 72 каждого впитывающего пакета 70 к полотну 180 передних деталей и крепления заднего конца 74 каждого впитывающего пакета 70 к полотну 184 задних деталей, например, на узле 186 резки и поворота. При необходимости, способ может также содержать операцию подрезания полотна 180 передних деталей и/или полотна 184 задних деталей, и/или впитывающих пакетов 70, чтобы придать изделиям 25 требуемую форму. Например, как показано на фиг. 9, узел 188 высекания используется для удаления участков полотен 180, 184 передних и задних деталей и участков 89 впитывающих пакетов, чтобы улучшить форму будущих ножных пройм в изделии 25. На этом этапе в проиллюстрированном варианте способа каждому впитывающему пакету 70 придают форму песочных часов.
В варианте осуществления способа, показанном на фиг. 9, 13 и 14, способ 20 содержит операцию складывания (например, на узле 190 складывания) каждого впитывающего пакета 70 по промежностной гибочной линии 90 таким образом, чтобы переместить поясную кромку 181 передней детали близко к поясной кромке 185 задней детали. Как вариант, одна или обе поясные кромки 181/185 полотна передних деталей содержат также высокоэластичный пояс (отдельно прикрепленный или входящий в полотно как единое целое) (не показан). Каждое изделие содержит переднюю деталь 80, заднюю деталь 84, впитывающий пакет 70, и в каждом изделии определена промежностная складка 91. Способ 20 далее может содержать операцию соединения каждой передней детали 80 с каждой задней деталью 84 вдоль пары боковых швов 86, 86 (например, на узле 106 сшивания), чтобы получить группу изделий 25 в виде трусов. Способ 20 далее может содержать операцию разрезания полотна 180 передних деталей и полотна 184 задних деталей на последовательность отрезков, расположенных на расстоянии друг от друга в направлении 105 движения полотна (например, на узле 107 резки), чтобы получить группу отдельных изделий 25 в виде трусов. Швы 86, 86 могут быть созданы, когда передняя деталь 80 и задняя деталь 84 еще составляют часть, входящую как единое целое в полотно 180 передних деталей и полотно 184 задних деталей, соответственно, или после вырезания передней 80 и задней 84 деталей из полотен 180, 184. В каждом предмете одежды 25 определена поясная пройма 27 и две ножные проймы 29, 29.
В конкретных вариантах способа, описанных со ссылкой на фиг. 14А-Г, перед складыванием по гибочным линиям 30 для каждого выступа определено первое поперечное положение 52. Способ 20 далее содержит операцию складывания средней части 26 каждого предмета одежды 25 в виде трусов по гибочному участку 32 каждой гибочной линии 30 таким образом, что каждый выступ принимает второе поперечное положение 56. Второе поперечное положение 56 каждого выступа 50 находится внутри в поперечном направлении относительно первого поперечного положения 52 этого выступа 50. Выражение «внутри в поперечном направлении» означает в поперечном направлении к продольной центральной линии 37а средней части 26. На фиг. 14А показан предмет одежды 25 в виде трусов в ненапряженном, плоском разложенном состоянии. На фиг. 14Б первая боковая часть 66 предмета одежды 25 сложена поверх центральной части 68 изделия. На этом этапе складывания среднюю часть 26 складывают по гибочной линии 30а, обеспечивая получение стабильной, предварительно рассчитанной складки в соответствии с принципами настоящего изобретения. Аналогично, на фиг. 14В вторую боковую часть 67 предмета одежды 25 складывают поверх центральной части 68, а также поверх первой боковой части 66. Опять же, на этом этапе складывания среднюю часть 26 складывают по другой гибочной линии 30b.
Как вариант, способ 20, описанный со ссылкой на фиг. 14Г, может также содержать операцию складывания каждого предмета одежды 25 в виде трусов таким образом, чтобы переместить промежностную складку 91 близко к поясной пройме 27. Множество сложенных изделий 24 помещают в емкость 36, такую как гибкий пакет или картонная коробка, получая в результате упаковку 22 сложенных одноразовых впитывающих изделий 24.
В другом своем аспекте настоящее изобретение относится к упаковке 22 сложенных впитывающих изделий 24, такой как, например, упаковка сложенных впитывающих предметов одежды, изготовленных в соответствии с любым вариантом настоящего изобретения в аспекте способа. Упаковка 22 содержит группу сложенных впитывающих изделий 24, причем каждое впитывающее изделие содержит впитывающую среднюю часть 26. Каждая впитывающая средняя часть 26 может иметь любой из признаков различных вариантов средней части 26, описанных выше в связи с настоящим изобретением в аспекте способа, включая, но без ограничения, различные конфигурации тисненой линии, показанные и описанные со ссылкой на фиг. 1-8. В некоторых вариантах изобретения в каждой средней части определены продольное направление 37ʺ и поперечное направление 35, перпендикулярное продольному направлению. В каждой средней части определены также две противоположные в продольном направлении концевые кромки 38, 38 и первая и вторая боковые кромки 39а, 39b, проходящие между двумя концевыми кромками 38, 38 и соединяющие эти кромки. В каждой средней части 26 определена продольная центральная линия 37а, проходящая посредине между первой и второй боковыми кромками 39а, 39b.
В некоторых вариантах изобретения каждая средняя часть содержит первый впитывающий выступ 50а, в котором определена боковая кромка 51а первого выступа, и второй впитывающий выступ 50b, в котором определена боковая кромка 51b второго выступа. Каждая средняя часть содержит первую тисненую гибочную линию 30а вблизи первого впитывающего выступа 50а и вторую тисненую гибочную линию 30b вблизи второго впитывающего выступа 50b. Первая тисненая гибочная линия 30а ограничивает гибочный участок 32а, а вторая гибочная линия 30b ограничивает гибочный участок 32b. Каждую среднюю часть 26 складывают по гибочному участку 32 каждой тисненой гибочной линии 30 таким образом, что боковая кромка 51а первого выступа проходит ближе к продольной центральной линии 37а, чем гибочный участок 32а первой тисненой линии 30а, а боковая кромка 51b второго выступа проходит ближе к продольной центральной линии 37а, чем гибочный участок 32b второй тисненой гибочной линии 30b.
Необходимо понимать, что детали рассмотренных выше вариантов изобретения, приведенных в целях иллюстрации, не следует толковать как ограничения объема притязаний изобретения. Хотя подробно были рассмотрены только некоторые варианты изобретения, специалистам данной области техники понятно, что в указанные варианты могут быть внесены изменения, не выходящие за границы идеи и объема притязаний изобретения. Соответственно, предполагается, что все такие изменения должны быть включены в объем правовой охраны изобретения, который определяется пунктами приведенной формулы и их эквивалентами. Кроме того, следует понимать, что может быть придумано множество вариантов, которые не реализуют все преимущества рассмотренных вариантов, в частности предпочтительных вариантов изобретения, при этом отсутствие определенного преимущества не должно обязательным образом означать, что такой вариант выходит за рамки объема правовой охраны настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛАДЫВАНИЯ ОДНОРАЗОВОГО ВПИТЫВАЮЩЕГО ПРЕДМЕТА ОДЕЖДЫ ТИПА ТРУСОВ В ЛОТКЕ | 2012 |
|
RU2604593C2 |
| СПОСОБ СКЛАДЫВАНИЯ В ЛОТКЕ ОДНОРАЗОВОГО ВПИТЫВАЮЩЕГО ПРЕДМЕТА ОДЕЖДЫ ТИПА ТРУСОВ | 2012 |
|
RU2604594C2 |
| УПАКОВАННЫЙ ПРЕДМЕТ ОДЕЖДЫ, ИМЕЮЩИЙ ЗАПРАВЛЯЕМЫЕ, ПОВТОРНО ЗАСТЕГИВАЕМЫЕ СОЕДИНЕНИЯ | 2002 |
|
RU2286755C2 |
| ОБЕРТЫВАЮЩИЙ КОМПОНЕНТ ДЛЯ ИЗДЕЛИЙ ЛИЧНОЙ ГИГИЕНЫ, ИМЕЮЩИЙ СЕНСОРНУЮ МЕТКУ ДЛЯ ОТКРЫВАНИЯ | 2004 |
|
RU2359651C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2002 |
|
RU2283638C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ТАКИМ СПОСОБОМ | 2012 |
|
RU2584527C2 |
| ЭЛАСТИФИЦИРОВАННЫЕ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ И СПОСОБЫ ОСЛАБЛЕНИЯ ЭЛАСТИЧНЫХ ЧАСТЕЙ В ЭЛАСТИФИЦИРОВАННЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЯХ | 2016 |
|
RU2731246C1 |
| СПОСОБ СКРЕПЛЕНИЯ БОКОВЫХ УЧАСТКОВ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2016 |
|
RU2721961C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ГЕРМЕТИЗИРУЮЩИМ ЭЛЕМЕНТОМ ДЛЯ ТАЛИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2664957C1 |
| ПОВТОРНО ЗАСТЕГИВАЕМОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В МАШИННОМ НАПРАВЛЕНИИ | 2002 |
|
RU2286759C2 |
Описан способ изготовления упаковки сложенных впитывающих изделий. В одном варианте осуществления способ содержит этапы обеспечения наличия группы впитывающих средних частей и тиснения по меньшей мере одной гибочной линии в каждой средней части, причем каждая гибочная линия ограничивает гибочный участок. Способ содержит этапы складывания каждой средней части по гибочному участку каждой гибочной линии с получением группы сложенных впитывающих предметов одежды и помещения указанной группы сложенных впитывающих предметов одежды в емкость. В некоторых вариантах изобретения каждая средняя часть может содержать два противоположных в поперечном направлении впитывающих выступа. Способ может содержать этапы складывания каждой средней части по гибочному участку каждой гибочной линии для перемещения каждого выступа ближе к продольной центральной линии средней части, чтобы создать группу сложенных впитывающих предметов одежды. Также описана упаковка сложенных впитывающих изделий. 3 н. и 12 з.п. ф-лы, 20 ил. 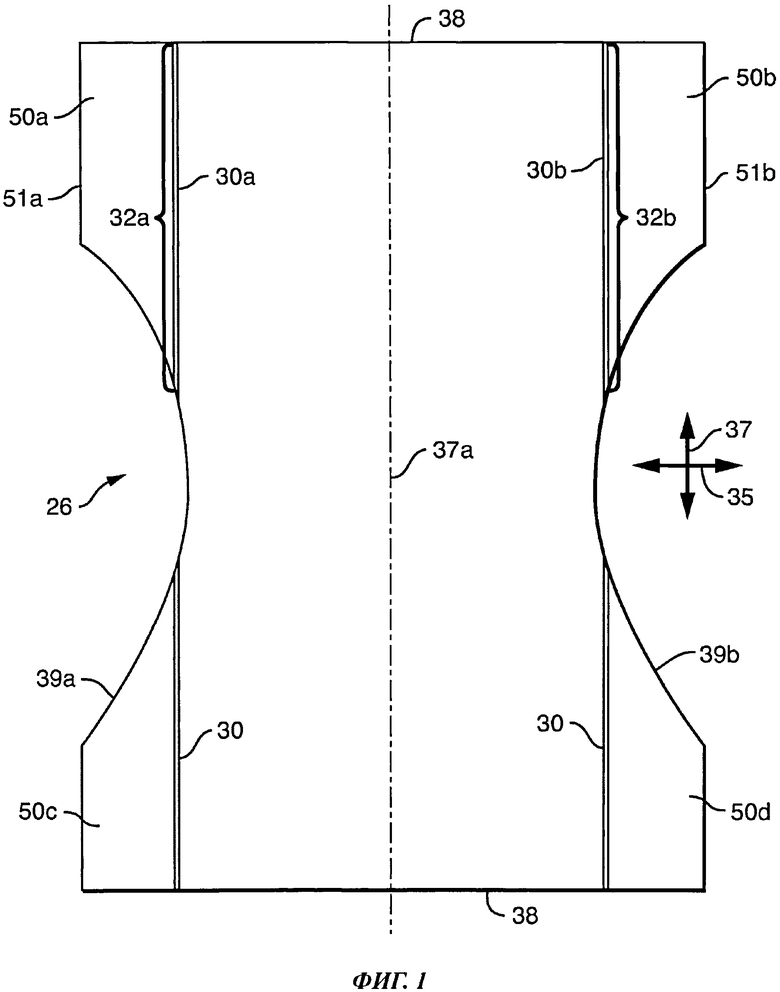
1. Способ изготовления упаковки сложенных впитывающих предметов одежды, содержащий следующие этапы:
изготовление группы впитывающих средних частей, причем в каждой средней части определены продольное направление и поперечное направление и в каждой средней части образованы две противоположные в продольном направлении концевые кромки и две боковые кромки, проходящие между этими двумя концевыми кромками и соединяющие их, при этом каждая впитывающая средняя часть образует центральную продольную линию, проходящую посредине между двумя боковыми кромками, причем каждая средняя часть содержит два противоположных в поперечном направлении впитывающих выступа и для каждого выступа определено первое поперечное положение;
тиснение двух гибочных линий в каждой средней части, причем каждая гибочная линия ограничивает гибочный участок;
складывание каждой средней части по гибочному участку каждой гибочной линии с получением группы сложенных впитывающих предметов одежды таким образом, что каждый выступ принимает второе поперечное положение, причем это второе поперечное положение каждого выступа находится ближе к центральной продольной линии, чем первое поперечное положение каждого выступа;
и помещение указанной группы сложенных впитывающих предметов одежды в емкость.
2. Способ по п. 1, содержащий также этап тиснения по меньшей мере четырех гибочных линий в каждой средней части.
3. Способ по п. 1 или 2, в котором каждая гибочная линия является прямой.
4. Способ по п. 1 или 2, в котором каждая гибочная линия является кривой.
5. Способ по п. 1 или 2, в котором каждая гибочная линия является непрерывной и сплошной.
6. Способ по п. 1 или 2, в котором каждая гибочная линия является прерывистой.
7. Способ по п. 1 или 2, в котором каждая гибочная линия пересекает концевую кромку и боковую кромку.
8. Способ по п. 1 или 2, в котором гибочный участок каждой гибочной линии проходит в продольном направлении вблизи выступа.
9. Способ по п. 1 или 2, в котором каждая гибочная линия ограничивает негибочный участок, проходящий от гибочного участка к центральной продольной линии.
10. Способ по п. 1 или 2, в котором каждый гибочный участок проходит по всей протяженности каждой гибочной линии.
11. Способ изготовления упаковки сложенных впитывающих предметов одежды, содержащий следующие этапы:
изготовление группы впитывающих средних частей, причем в каждой средней части определены продольное направление и поперечное направление и в каждой средней части образованы две противоположные в продольном направлении концевые кромки и две боковые кромки, проходящие между этими двумя концевыми кромками и соединяющие их, при этом каждая впитывающая средняя часть образует центральную продольную линию, проходящую посредине между двумя боковыми кромками, причем каждая средняя часть содержит два противоположных в поперечном направлении выступа и для каждого выступа определено первое поперечное положение;
тиснение двух гибочных линий в каждой средней части, причем каждая гибочная линия ограничивает гибочный участок;
помещение каждой средней части между слоем покрывающего листа и слоем обратного листа с получением группы впитывающих пакетов, причем каждый впитывающий пакет имеет передний конец и задний конец;
обеспечение наличия полотна передних деталей, в котором определены поясная кромка полотна передних деталей и кромка ножной проймы полотна передних деталей;
обеспечение наличия полотна задних деталей, в котором определены поясная кромка полотна задних деталей и кромка ножной проймы полотна задних деталей, причем полотно задних деталей располагают на расстоянии от полотна передних деталей;
прикрепление переднего конца каждого впитывающего пакета к полотну передних деталей и прикрепление заднего конца каждого впитывающего пакета к полотну задних деталей;
складывание каждого впитывающего пакета по промежностной гибочной линии, чтобы получить промежностную складку и, таким образом, чтобы переместить поясную кромку полотна передних деталей близко к поясной кромке полотна задних деталей;
разрезание полотна передних деталей и полотна задних деталей на последовательность отрезков, расположенных на расстоянии друг от друга в направлении движения полотна, чтобы получить группу отдельных впитывающих предметов одежды, причем каждое изделие имеет переднюю деталь, заднюю деталь и впитывающий пакет;
соединение каждой передней детали с каждой задней деталью вдоль пары боковых швов с получением группы предметов одежды в виде трусов, причем в каждом изделии определена поясная пройма;
складывание средней части каждого предмета одежды в виде трусов по гибочному участку каждой гибочной линии, чтобы создать группу сложенных впитывающих предметов одежды таким образом, что каждый выступ принимает второе поперечное положение, причем второе поперечное положение каждого выступа находится ближе к продольной центральной линии, чем первое поперечное положение каждого выступа;
и помещение указанной группы сложенных впитывающих предметов одежды в емкость.
12. Способ по п. 11, содержащий также этап складывания каждого предмета одежды в виде трусов таким образом, чтобы переместить промежностную складку близко к поясной пройме.
13. Способ по п. 11 или 12, содержащий также этап тиснения в каждой средней части по меньшей мере четырех гибочных линий.
14. Способ по п. 11 или 12, в котором каждая гибочная линия является прямой и пересекает концевую кромку и боковую кромку, при этом каждый гибочный участок проходит по всей протяженности каждой гибочной линии.
15. Упаковка сложенных впитывающих предметов одежды, содержащая:
группу впитывающих предметов одежды, причем каждое впитывающее изделие содержит впитывающую среднюю часть и в каждой средней части определены:
продольное направление и поперечное направление, перпендикулярное указанному продольному направлению, две противоположные в продольном направлении концевые кромки, первая и вторая боковые кромки, проходящие между двумя концевыми кромками и соединяющие их, и центральная продольная линия, проходящая посредине между первой и второй боковыми кромками;
при этом каждая средняя часть содержит первый впитывающий выступ, ограничивающий боковую кромку первого выступа, и второй впитывающий выступ, ограничивающий боковую кромку второго выступа;
при этом каждая средняя часть содержит первую тисненую гибочную линию вблизи первого впитывающего выступа и вторую тисненую гибочную линию вблизи второго впитывающего выступа и каждая гибочная линия ограничивает гибочный участок;
причем каждая средняя часть сложена по гибочному участку каждой тисненой гибочной линии таким образом, что боковая кромка первого выступа проходит ближе к продольной центральной линии, чем гибочный участок первой тисненой гибочной линии, и боковая кромка второго выступа проходит ближе к продольной центральной линии, чем гибочный участок второй тисненой линии.
| WO 1997033815 A1, 18.09.1997 | |||
| US 5919181 A, 06.07.1999 | |||
| WO 2004073570 A1, 02.09.2004 | |||
| US 6702798 B2, 09.03.2004. |

