Настоящая заявка заявляет приоритет по предварительной заявке на выдачу патента США № 62/272846, поданной 30 декабря 2015 года, содержание которой включено в данный документ посредством ссылки без противоречия настоящей заявке.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Предметы одежды, такие как одноразовые впитывающие изделия, имеют множество путей применения, включая подгузники, трусы для приучения к горшку, предметы женской гигиены и предметы для страдающих недержанием взрослых. Типичное одноразовое впитывающее изделие выполнено в виде композитной структуры, содержащей впитывающий узел, расположенный между проницаемым для жидкости обращенным к телу прокладочным материалом и непроницаемым для жидкости наружным покрытием. Эти компоненты могут сочетаться с другими материалами и элементами, такими как эластичные материалы и герметичные структуры, с образованием продукта, особенно подходящего для его предусмотренных целей.
Одним видом одноразового впитывающего изделия является двумерный продукт с незамкнутыми сторонами. Двумерные продукты, такие как традиционные подгузники и некоторые предметы для страдающих недержанием взрослых, по сути являются плоскими и предоставлены в нескрепленной конфигурации. Эти впитывающие изделия обычно имеют содержащиеся в них крепления, такие как крепления типа клейкой ленты или крепления типа застежки «велкро», которые разъемным образом соединяют переднюю и заднюю части для охвата талии для закрепления впитывающего изделия на пользователе. Двумерные впитывающие изделия могут легко быть надеты или сняты, когда пользователь находится в положении лежа.
Другим видом одноразового впитывающего изделия является трехмерное впитывающее изделие с замкнутыми сторонами, таким образом, что впитывающее изделие имеет единое отверстие для талии и два отверстия для ног. Пользователь поднимает и опускает впитывающее изделие для применения впитывающего изделия. Трехмерные впитывающие изделия являются особенно привлекательными, поскольку такое впитывающее изделие имеет вид, подобный предмету одежды. Например, дети относят продукты типа подгузников к предметам для младенцев, и большинство детей не хотят носить подгузники для младенцев, и вместо них предпочитают носить впитывающие изделия, такие как трусы для приучения к горшку, которые выглядят как нижнее белье для взрослых. Таким образом, переход от традиционного подгузника к трусам для приучения к горшку, похожим больше на предмет одежды или нижнее белье, может быть важным этапом в процессе приучения к горшку. Подобным образом, взрослые, которым требуется защита посредством предметов для страдающих недержанием, предпочитают продукт, выполненный в виде обычных трусов, вместо предмета для страдающих недержанием, который необходимо надевать иным способом. Трехмерные впитывающие изделия сконструированы таким образом, чтобы их можно было разорвать при снятии с пользователя впитывающего изделия после его загрязнения.
Недавно были предложены предварительно скрепленные или повторно скрепляемые одноразовые впитывающие изделия, предоставляющие преимущества одновременно двумерных и трехмерных впитывающих изделий. Предварительно скрепленные и повторно скрепляемые впитывающие изделия могут быть надеты и/или сняты либо как традиционный подгузник, либо как традиционные трусы для приучения к горшку. При использовании в качестве трусов для приучения к горшку, например, иногда может быть полезной возможность надевать продукт как подгузник. Например, может быть более удобно надевать впитывающее изделие как подгузник, когда не хочется разувать ребенка. Поскольку сложно сказать, когда конкретный режим применения впитывающего изделия будет необходим, полезно иметь впитывающее изделие, адаптируемое к использованию либо как подгузник, либо как трусы. Предпочтительно сохранить доступными оба типа применения впитывающих изделий. Впитывающее изделие, применимое либо как подгузник, либо как трусы, позволяет легко проверять внутреннюю сторону впитывающего изделия без необходимости в стягивании продукта вниз.
Одноразовые впитывающие изделия ставят множество производственных задач. Отчасти, из-за высокой скорости, необходимой для экономичного производства относительно недорогих одноразовых впитывающих изделий. Также, предварительно скрепленные и повторно скрепляемые впитывающие изделия ставят новые задачи относительно высокоскоростного производства. Такие продукты должны содержать повторно скрепляемые крепления, выполненные с возможностью надлежащего совмещения и сцепления. Ненадлежащим образом совмещенные и/или сцепленные крепления могут приводить ко многим недостаткам продуктов, включая отходы и/или задержку механической обработки, ненадлежащую установку, отслаивание креплений во время использования, отделение креплений во время использования, раздражение кожи или подобное.
Обычно, предварительно скрепленные и повторно скрепляемые швы таких впитывающих изделий расположены во впитывающем изделии таким образом, что они будут относительно отцентрированы со стороны пользователя впитывающего изделия. Во многих случаях для пользователя впитывающего изделия может быть желательной возможность управления надеванием и снятием впитывающего изделия, и, в таких случаях, предварительно скрепленные и повторно скрепляемые швы впитывающего изделия должны быть расположены в таких положениях, чтобы пользователю было легче разомкнуть швы. Такие места обычно расположены ближе к передней стороне по отношению к пользователю, чем точно по бокам по отношению к пользователю. Для расположения предварительно скрепленных и повторно скрепляемых швов в таких местах требуется, чтобы пара боковых участков, которые в конечном итоге образуют стороны впитывающего изделия, была больше, чем другая пара боковых участков. Например, задние боковые участки могут иметь размер по ширине, измеряемый в поперечном направлении впитывающего изделия, который больше размера по ширине передних боковых участков. В таком примере предварительно скрепленные и повторно скрепляемые швы могут быть расположены ближе к передней поясной области впитывающего изделия.
Традиционные производственные технологии по изготовлению традиционных впитывающих изделий, включая впитывающие изделия с отцентрированными предварительно скрепленными и повторно скрепляемыми боковыми швами, в большинстве случаев не подходят для изготовления впитывающего изделия с боковыми участками с отличающимися по ширине размерами. Есть необходимость в способе производства, предусматривающем скрепление и сцепление механизмов крепления, расположенных на боковых участках с разными размерами по ширине.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Способ образования бокового шва впитывающего изделия, при этом способ включает стадии предоставления впитывающего изделия, содержащего продольное направление, поперечное направление и направление по оси z; переднюю поясную область, заднюю поясную область и область для промежности, проходящую между передней поясной областью и задней поясной областью и соединяющую их между собой; первый боковой участок, содержащий первый крепежный компонент и расположенный в передней поясной области, имеющий первый размер по ширине в поперечном направлении; и второй боковой участок, содержащий второй крепежный компонент и расположенный в задней поясной области, имеющий второй размер по ширине в поперечном направлении, при этом второй размер по ширине больше первого размера по ширине; приведения первого бокового участка и второго бокового участка в непосредственную близость друг с другом; накладывания второго бокового участка поверх первого бокового участка; сцепления первого крепежного компонента и второго крепежного компонента в направление по оси z; и манипулирования первым боковым участком и вторым боковым участком в поперечном направлении для дальнейшего сцепления первого крепежного компонента и второго крепежного компонента в поперечном направлении.
В различных вариантах осуществления первый боковой участок и второй боковой участок приводят в непосредственную близость посредством складывания впитывающего изделия. В различных вариантах осуществления второй боковой участок является задним боковым участком впитывающего изделия. В различных вариантах осуществления первый боковой участок является передним боковым участком впитывающего изделия. В различных вариантах осуществления сцепление представляет собой одно из сцепления посредством клея или сцепления посредством застежки «велкро». В различных вариантах осуществления складывание второго бокового участка выполняют с помощью сжатого воздуха.
В различных вариантах осуществления впитывающее изделие перемещают в продольном направлении согласно способу и между парой крепежных конвейеров. В различных вариантах осуществления один из крепежных конвейеров содержит фальцевальную кассету, по бокам от которой складывается второй боковой участок. В различных вариантах осуществления первый боковой участок и второй боковой участок пропускают между лентой крепежного конвейера и фальцевальной кассетой крепежного конвейера. В различных вариантах осуществления второй боковой участок проходит в поперечном направлении за пределы фальцевальной кассеты. В различных вариантах осуществления пара крепежных конвейеров дополнительно имеет пару валиков сцепления. В различных вариантах осуществления крепежный конвейер дополнительно имеет стержень сцепления. В различных вариантах осуществления стержень сцепления имеет дугу в поперечном направлении.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
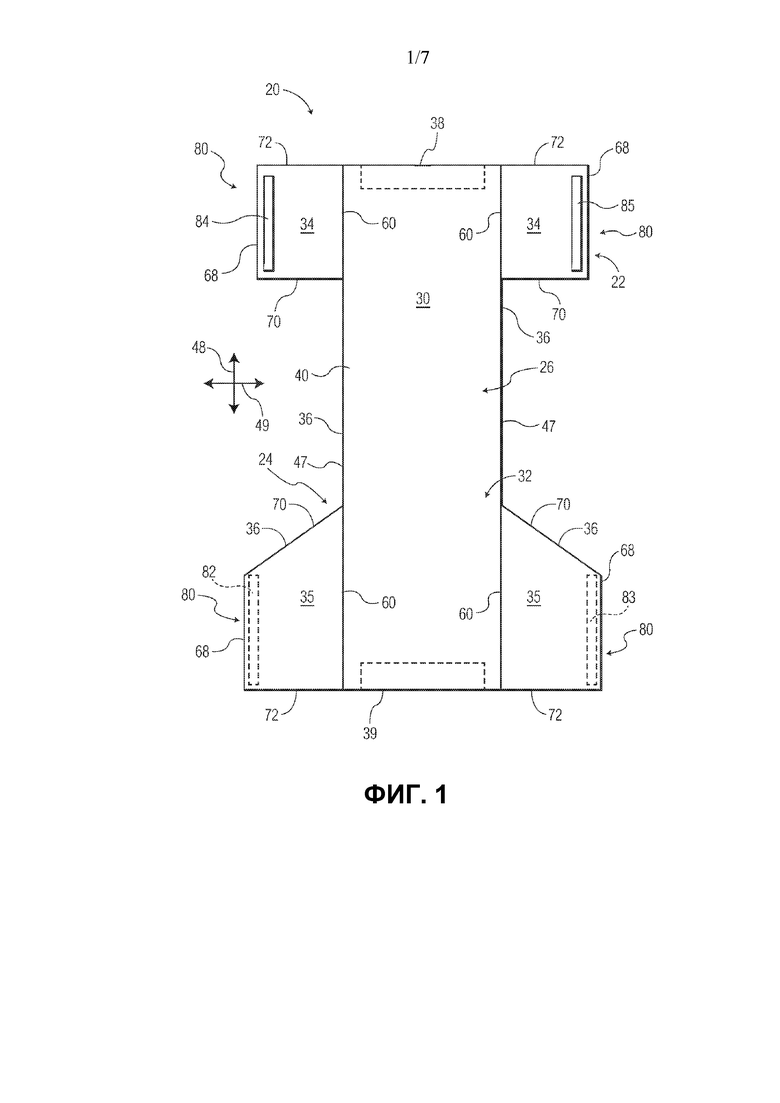
На фиг. 1 представлен вид снизу одного варианта осуществления впитывающего изделия в виде трусов для приучения к горшку в нескрепленном, развернутом и горизонтальном состоянии, с помощью которого смотрящему показано наружное покрытие.
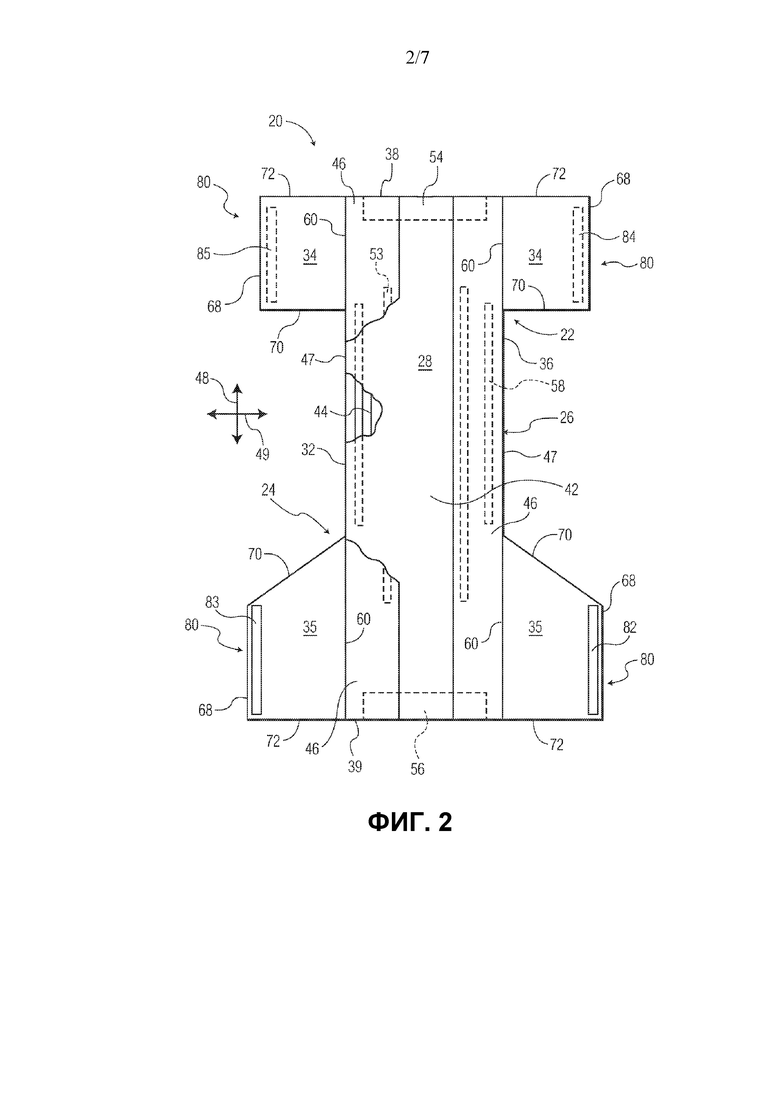
На фиг. 2 представлен вид сверху впитывающего изделия по фиг. 1, с помощью которого смотрящему показан обращенный к телу прокладочный материал, и со срезанными частями для демонстрации нижележащих элементов.
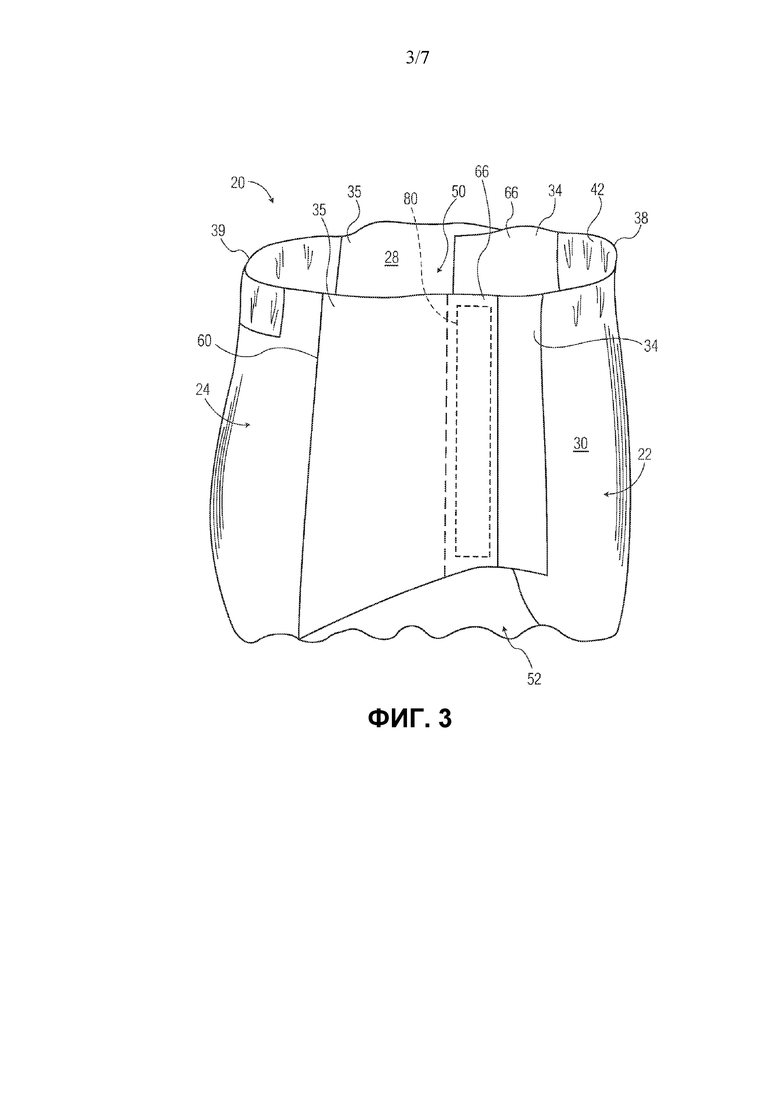
На фиг. 3 представлен частичный схематический вид впитывающего изделия, показанного на фиг. 1 и 2.
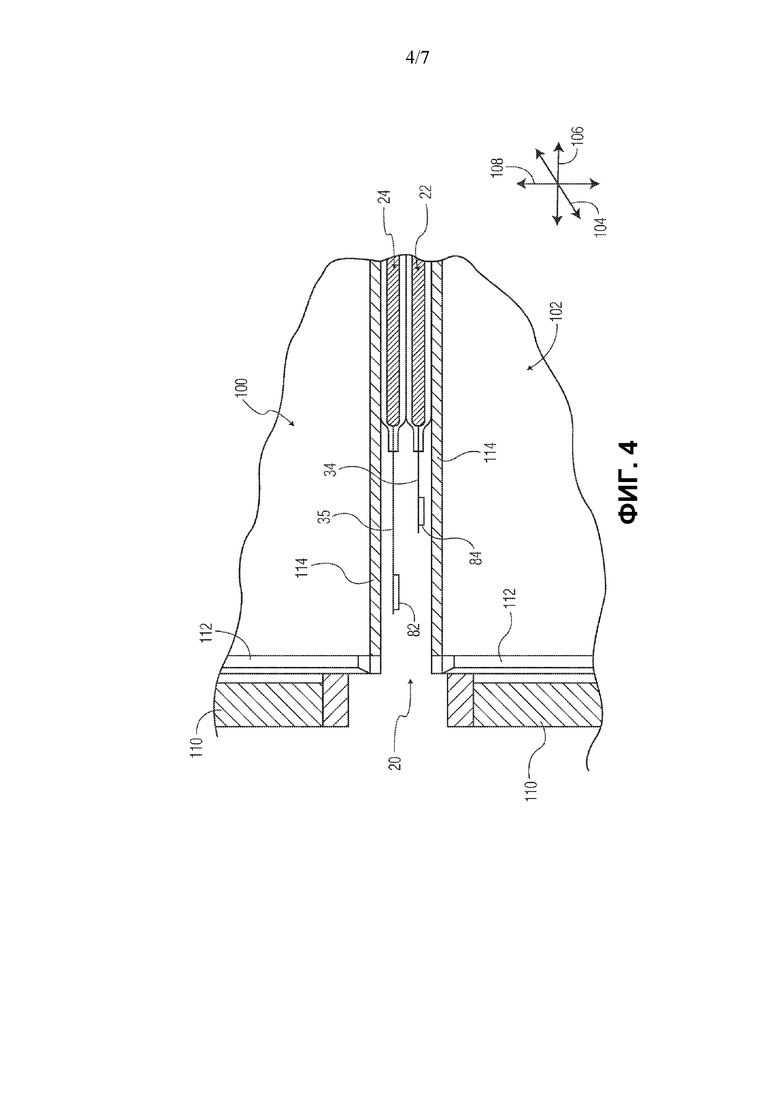
На фиг. 4 представлен увеличенный вид в разрезе части сложенного впитывающего изделия.
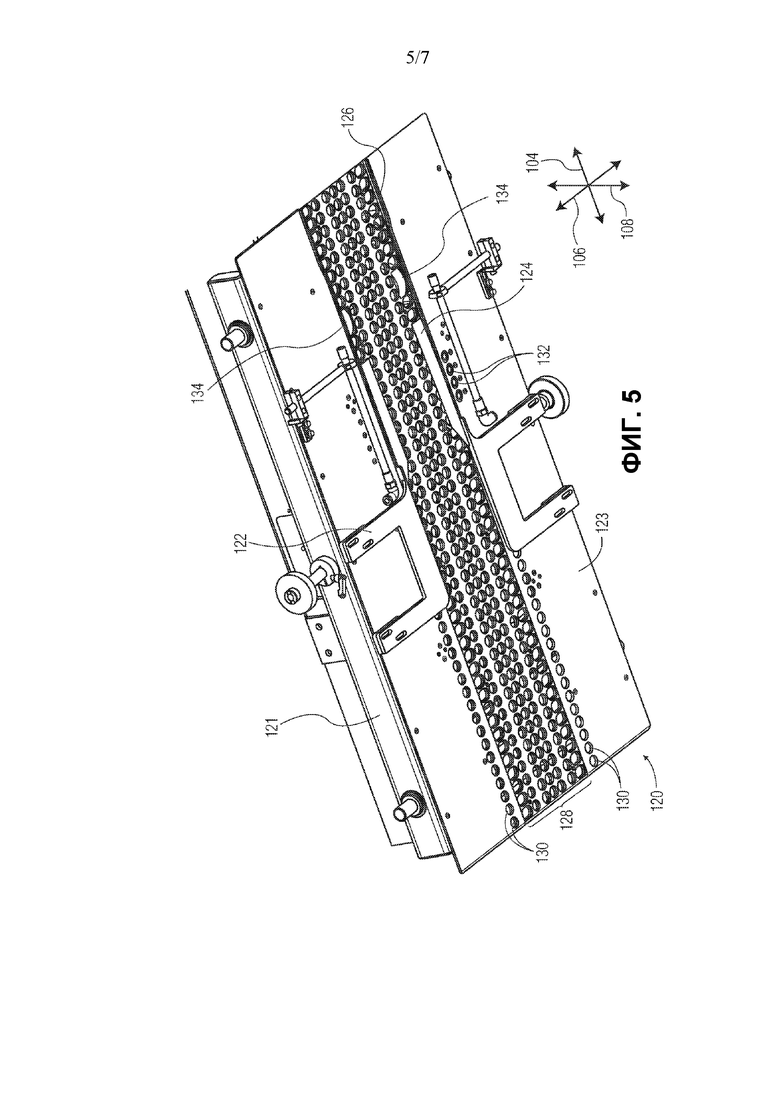
На фиг. 5 представлен вид в изометрии верхнего складывающего конвейера.
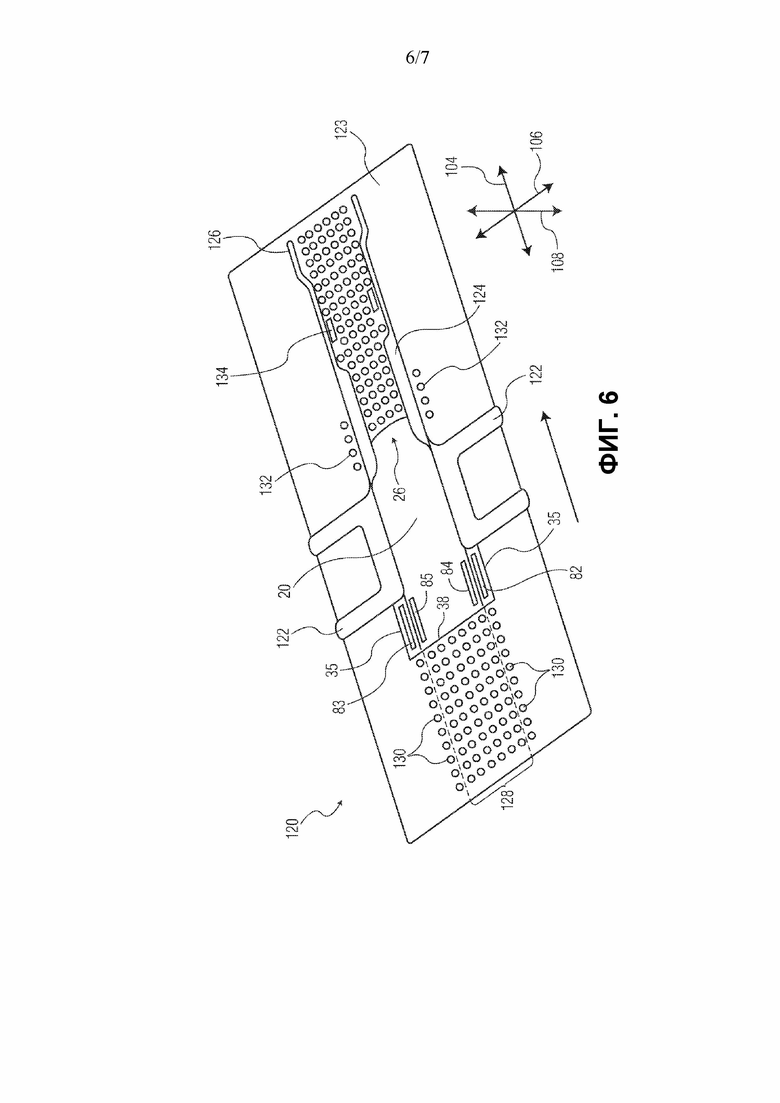
На фиг. 6 представлен вид в изометрии впитывающего изделия, складываемого на верхнем складывающем конвейере.
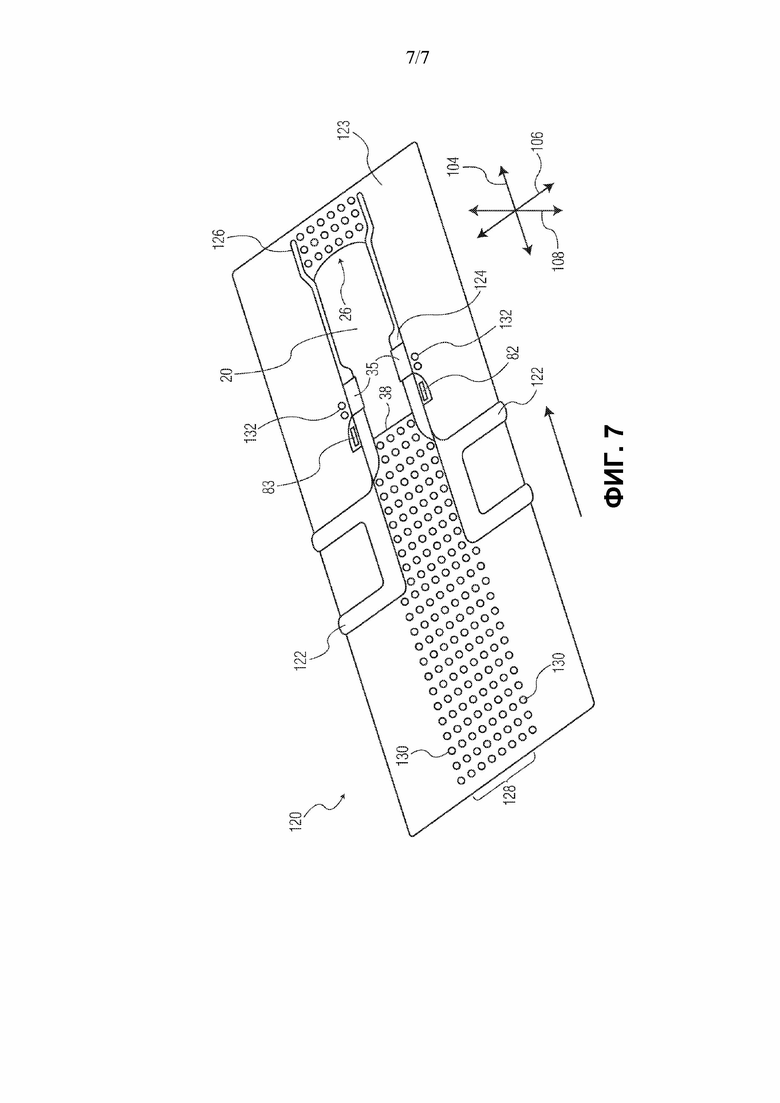
На фиг. 7 представлен вид в изометрии впитывающего изделия, складываемого на верхнем складывающем конвейере.
Повторное использование ссылочных позиций в настоящем описании и в графических материалах направлено на представление одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к способу изготовления впитывающего изделия, предварительно скрепленного изготовителем и повторно скрепляемого пользователем впитывающего изделия. Настоящее изобретение в целом относится к скреплению боковых участков впитывающего изделия, в котором боковые участки впитывающего изделия имеют разную ширину.
Определения
Термин «связанный» в настоящем документе относится к сочленению, склеиванию, соединению, прикреплению или т. п. двух элементов. Два элемента будут считаться связанными вместе, если они сочленены, склеены, соединены, скреплены или т. п. непосредственно друг с другом или опосредованно друг с другом, например, если каждый непосредственно связан с промежуточными элементами. Связывание одного элемента с другим может происходить посредством непрерывных или прерывистых связей. Связывание одного элемента с другим может происходить с помощью любых подходящих средств, таких как без ограничения виды клея, связи, полученные способом ультразвуковой сварки, связи, полученные способом термосварки, связи, образованные под давлением, или других традиционных методик. Клей может быть нанесен непрерывно или периодически в виде капель, распыляемой жидкости, параллельных кривых или т. п. Подходящие виды клея могут быть получены от Bostik Findlay Adhesives, Inc., Воватоса, Висконсин, США.
Термин «поперечное направление» в настоящем документе относится к ширине ткани в направлении, в целом перпендикулярном направлению, в котором ее производят, в отличие от «продольного направления», которое относится к длине ткани в направлении, в котором ее производят.
Термин «сборка в поперечном направлении» в настоящем документе относится к способу, при котором одноразовые впитывающие продукты изготавливают в ориентации, в которой продукты соединены «сторона к стороне», например в поперечном направлении, показанном стрелкой 49 на фиг. 1 и 2. Способ, в котором применяют сборку в поперечном направлении, подразумевает, что продукты перемещаются через перерабатывающую машину параллельно направлению стрелки 49, в отличие от «сборки в продольном направлении», при которой продукты соединены «конец к концу» или «талия к талии».
Термины «эластичный», «с увеличенной эластичностью» и «эластичность» означают то свойство материала или композитного материала, благодаря которому он склонен восстанавливать свои исходные размер и форму после прекращения приложения усилия, вызывающего деформацию.
Термин «ткани» в настоящем документе относится к любым тканым, вязанным и нетканым волокнистым полотнам.
Термин «пленка» в настоящем документе относится к термопластичной пленке, изготовленной с применением способа экструзии и/или формования, такого как способ экструзии пленки через щелевую головку или экструзии пленки с раздувом. Термин включает пленки с отверстиями, пленки, разрезанные на узкие ленточки и другие пористые пленки, которые представляют собой пленки для переноса текучих сред, а также пленки, которые не переносят текучие среды, такие как без ограничения барьерные пленки, наполненные пленки, воздухопроницаемые пленки и ориентированные пленки.
Термин «гидрофильный» в настоящем документе относится к волокнам или поверхностям волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов, в свою очередь, можно описать с точки зрения краевых углов и значений поверхностного натяжения рассматриваемых жидкостей и материалов. Оборудование и методики, подходящие для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут быть представлены системой для анализа сил поверхностного натяжения Cahn SFA-222 или по сути эквивалентной системой. При измерении с помощью данной системы волокна с краевыми углами менее 90 обозначают как «смачиваемые» или гидрофильные, тогда как волокна с краевыми углами, превышающими 90, обозначают как «несмачиваемые» или гидрофобные.
Термин «непроницаемый для жидкости» в настоящем документе относится к слою или многослойному слоистому материалу, в котором жидкие выделения организма, такие как моча, не будут проходить через слой или слоистый материал при обычных условиях применения в направлении в целом перпендикулярном плоскости слоя или слоистого материала в точке контакта с жидкостью.
Термин «проницаемый для жидкости» в настоящем документе относится к любому материалу, который не является непроницаемым для жидкости.
Термины «продольный» и «поперечный» употребляются в традиционном значении, на что указывают продольные и поперечные оси, изображенные на фиг. 1 и 2. Продольная ось лежит в плоскости изделия и в целом параллельна вертикальной плоскости, которая делит тело стоящего пользователя на левую и правую половины, когда изделие надето. Поперечная ось лежит в плоскости изделия и является в целом перпендикулярной продольной оси. Проиллюстрированное изделие является более длинным в продольном направлении, чем в поперечном направлении.
Термин «продольное направление» в настоящем документе относится к длине ткани в направлении, в котором ее производят, в отличие от «поперечного направления», которое относится к ширине ткани в направлении, обычно перпендикулярном продольному направлению.
Термин «сборка в продольном направлении» в настоящем документе относится к способу, в котором одноразовые впитывающие продукты изготавливают в ориентации, в которой продукты соединены «конец к концу» или «талия к талии» в продольном направлении, показанном стрелкой 48 на фиг. 1 и 2, при этом способ, в котором применяют сборку в продольном направлении, подразумевает, что продукты перемещаются через перерабатывающую машину параллельно направлению стрелки 48, в отличие от «сборки в поперечном направлении», при которой продукты соединены «сторона к стороне».
Термин «мелтблаун» в настоящем документе относится к волокнам, образованным посредством экструзии расплавленного термопластичного материала через множество мелких, обычно круглых, капилляров головки в виде расплавленных нитей или элементарных нитей в сходящихся высокоскоростных нагретых потоках газа (например, воздуха), которые способствуют уменьшению диаметра элементарных нитей из расплавленного термопластичного материала, который может характеризоваться диаметром микроволокна. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на принимающую поверхность с образованием полотна из распределенных случайным образом волокон мелтблаун. Такой способ раскрыт, например, в патенте США № 3849241, выданном Butin и соавт., который включен в настоящий документ с помощью ссылки. Волокна мелтблаун являются микроволокнами, которые могут быть непрерывными или прерывающимися, обычно имеют толщину нити меньше приблизительно 0,6 денье, а также могут быть клейкими и самосвязывающимися при осаждении на принимающую поверхность.
Термин «нетканый» в настоящем документе относится к материалу, который образован без помощи процесса ткачества или вязания ткани. Материал может иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых «волокнами»), которые могут быть переслаивающимися, но не распознаваемым способом, как в случае трикотажной ткани. Нетканый материал можно образовать с помощью многих способов, таких как без ограничения способы создания мелтблаун, способы создания спанбонд, способы создания кардочесанного полотна и т. д.
Термин «функционально сочлененный» в отношении крепления эластичного элемента к другому элементу означает, что эластичный элемент, будучи прикрепленным или присоединенным к данному элементу, или обработанным теплом или химическими веществами, путем вытягивания или т. п. придает элементу эластичные свойства; и в отношении крепления неэластичного элемента к другому элементу означает, что неэластичный элемент и данный элемент могут быть скреплены любым подходящим образом, который обеспечивает или позволяет им осуществлять предусмотренные или описанные функции сочленения. Сочленение, скрепление, соединение или т. п. может быть либо непосредственным, таким как сочленение какого-либо элемента непосредственно с другим элементом, либо может быть опосредованным с помощью другого элемента, размещенного между первым элементом и первым другим элементом.
Термин «повторно скрепляемый» в настоящем документе относится к свойству двух элементов, способных осуществлять разъемное прикрепление, разделение и дальнейшее повторное разъемное прикрепление без существенных постоянных деформации или разрыва.
Термины «разъемно прикрепленный», «разъемно сцепленный» и их вариации в настоящем документе относятся к двум элементам, соединенным или выполненным с возможностью соединения таким образом, что элементы склонны оставаться соединенными при отсутствии разделяющего усилия, приложенного к одному или обоим элементам, и элементы способны разделяться без существенных постоянных деформации или разрыва. Требуемое разделяющее усилие, как правило, находится за пределами такового, которое имеет место при ношении впитывающего предмета одежды. Следует отметить, что разъемно прикрепленный или разъемно сцепленный шов является повторно скрепляемым швом, который не включает связанный шов, который должен быть разорван, разрезан или иным образом разрушен.
Термин «спанбонд» в настоящем документе относится к волокнам малого диаметра, которые образуют путем экструзии расплавленного термопластичного материала в виде элементарных нитей из множества мелких капилляров экструдера для производства искусственного волокна с круглой или другой конфигурацией, при этом диаметр экструдированных элементарных нитей затем легко уменьшают с помощью традиционного способа, такого как, например, эжекторное вытягивание, и способов, которые описаны в патенте США № 4340563, выданном Appel и соавт., в патенте США № 3692618, выданном Dorschner и соавт., в патенте США № 3802817, выданном Matsuki и соавт., в патенте США № 3338992 и № 3341394, выданным Kinney, в патенте США № 3502763, выданном Hartmann, в патенте США № 3502538, выданном Petersen, и в патенте США № 3542615, выданном Dobo и соавт., каждый из которых включен в настоящий документ в полном объеме посредством ссылки. Волокна спанбонд обычно являются непрерывными и зачастую имеют средние значения толщины нити в денье, превышающие приблизительно 0,3, и согласно одному варианту осуществления от приблизительно 0,6, 5 и 10 до приблизительно 15, 20 и 40. Волокна спанбонд обычно не являются клейкими при их осаждении на принимающую поверхность.
Термин «растяжимый» в настоящем документе означает, что материал может быть растянут без разрыва по меньшей мере до 150% от его исходной (в нерастянутом состоянии) длины по меньшей мере в одном направлении, подходящим образом по меньшей мере до 200% от его исходной длины, желательно по меньшей мере до 250% от его исходной длины.
Впитывающее изделие
Как показано на фиг. 1–3, впитывающее изделие 20 согласно одному варианту осуществления проиллюстрировано в виде впитывающего изделия типа трусов для ношения на талии пользователя, а конкретнее в виде детских трусов для приучения к горшку. На фиг. 1 и 2 даны иллюстрации впитывающего изделия 20 в нескрепленной, развернутой и горизонтальной конфигурации, при которой либо наружное покрытие 40 обращено к смотрящему (фиг. 1), либо обращенный к телу прокладочный материал 42 обращен к смотрящему (фиг. 2). На фиг. 3 дана частичная схематическая иллюстрация впитывающего изделия 20 по фиг. 1 и 2 в полностью собранной конфигурации (в настоящем документе повсюду именуемой конфигурацией впитывающего изделия 20 для ношения). Впитывающее изделие 20 может быть размещено вплотную на теле или вблизи тела пользователя для впитывания и/или удержания различных выделений тела, выделяемых телом. Впитывающее изделие 20 может быть одноразовым и, следовательно, может быть выброшено после ограниченного периода применения вместо стирки или другого способа восстановления для повторного применения. Понятно, что концепции, описанные в настоящем документе, подходят для применения с различными другими впитывающими изделиями типа трусов, такими как изделия для взрослых, страдающих недержанием, а также другими изделиями, предназначенными для личного пользования, такими как одежда, подгузники, гигиенические продукты для женщин, предметы медицинской одежды, хирургические прокладки и бинты, другие предметы личной гигиены или предметы одежды медико-санитарного назначения и т. п., без отступления от объема настоящего изобретения.
Исключительно для целей пояснения, различные материалы и способы выполнения впитывающего изделия 20, раскрыты в международной патентной заявке WO 00/37009, опубликованной 29 июня 2000 года под авторством A. Fletcher и соавт.; патенте США № 4940464, выданном 10 июля 1990 года на имя Van Gompel и соавт.; и патенте США № 5766389, выданном 16 июня 1998 года на имя Brandon и соавт.; каждый из которых при помощи ссылки включен в данный документ в той мере, в которой они не противоречат данному документу.
Впитывающее изделие 20 может иметь продольное направление 48 и поперечное направление 49. Впитывающее изделие 20 содержит переднюю поясную область 22, заднюю поясную область 24, область 26 для промежности, проходящую в продольном направлении между передней поясной областью 22 и задней поясной областью 24 и соединяющую их между собой вдоль продольного направления впитывающего изделия 20, внутреннюю поверхность 28, выполненную с возможностью непрерывного взаимодействия с пользователем, и наружную поверхность 30, противоположную внутренней поверхности 28. Впитывающее изделие 20 также имеет пару латерально расположенных противоположных боковых краев 36 и пару продольно расположенных противоположных поясных краев, соответственно обозначенных передним поясным краем 38 и задним поясным краем 39. Передняя поясная область 22 является смежной с передним поясным краем 38, а задняя поясная область 24 является смежной с задним поясным краем 39.
Впитывающее изделие 20 содержит центральный впитывающий узел 32, который в горизонтальном положении, как показано на фиг. 1 и 2, может иметь прямоугольную или любую другую необходимую форму. Пара латерально расположенных противоположных передних боковых участков 34 проходит наружу от впитывающего узла 32 в передней поясной области 22 (тем самым образуя поперечно расположенные внешние части передней поясной области 22, и более широко частично формируя поперечно расположенные противоположные стороны впитывающего изделия 20). Латерально расположенные противоположные задние боковые участки 35 проходят наружу от впитывающего узла 32 в задней поясной области 24 (тем самым образуя поперечно расположенные внешние части задней поясной области 24, и вместе с передними боковыми участками 34 дополнительно образуя стороны впитывающего изделия 20). Тогда как впитывающее изделие 20 показано как имеющее пару передних боковых участков 34 и пару задних боковых участков 35, в различных вариантах осуществления впитывающее изделие 20 может иметь только пару задних боковых участков 35, которые могут иметь размер по ширине в поперечном направлении 49, такой, чтобы каждый из задних боковых участков 35 мог быть связан с передней поясной областью 22 впитывающего изделия 20 и мог образовывать стороны впитывающего изделия 20. В различных вариантах осуществления впитывающее изделие 20 может не иметь отдельно прикрепленных боковых участков, но может иметь сплошные удлинения наружного покрытия 40 и/или обращенного к телу прокладочного материала 42, как, например, в задней поясной области 24, которые могут проходить в поперечном направлении 49, таким образом, чтобы они могли быть связаны с передней поясной областью 22 впитывающего изделия 20 и могли образовывать стороны впитывающего изделия 20.
Центральный впитывающий узел 32 впитывающего изделия 20 содержит наружное покрытие 40 и обращенный к телу прокладочный материал 42, на который налагается наружное покрытие 40 и который связан с наружным покрытием 40 с помощью подходящих средств, таких как виды клея, связи, полученные способом ультразвуковой сварки, связи, полученные способом термосварки, или других традиционных методик. Впитывающая структура 44 расположена между наружным покрытием 40 и обращенным к телу прокладочным материалом 42. Пара герметичных отворотов 46 связана с обращенным к телу прокладочным материалом 42 для поглощения бокового потока выделений организма. Центральный впитывающий узел 32 имеет противоположные концы, образующие части переднего и заднего поясных краев 38 и 39, и противоположные боковые края 47, образующие части боковых краев 36 впитывающего изделия 20.
Впитывающий узел 32 и боковые участки (34 и 35) могут содержать два или более отдельных элементов, или они могут быть образованы как единое целое со впитывающим изделием 20. Образованные как единое целое боковые участки (34 и 35) и впитывающий узел 32 будут содержать по меньшей мере несколько общих материалов, таких как обращенный к телу прокладочный материал 42, композитный материал 46 отворотов, наружное покрытие 40, другие материалы и/или их комбинации, и могут образовывать однокомпонентное эластичное, растягиваемое или нерастягиваемое впитывающее изделие 20.
Передняя поясная область 22 впитывающего изделия 20 может быть выборочно сочленена с задней поясной областью 24 впитывающего изделия 20 посредством пары повторно скрепляемых боковых швов 66 с образованием, в проиллюстрированном варианте осуществления, натягиваемой конфигурации впитывающего изделия 20 типа трусов, имеющего отверстие 50 для талии и отверстия 52 для ног. Каждый боковой шов 66 может быть сформирован из крепежной системы 80. Крепежная система 80 может содержать любые соответствующие дополнительные повторно скрепляемые крепления, в том числе кроме прочего, например, крепления типа застежки «велкро», другие виды механических креплений, крепления на основе клея, крепления на основе межмолекулярного сцепления и их комбинации. В некоторых соответствующих вариантах осуществления крепежная система 80 может быть скреплена в процессе изготовления впитывающего изделия 20, так, чтобы впитывающее изделие 20 предоставлялось пользователю в скрепленной конфигурации. Хотя на фиг. 3 показаны передняя поясная область 22 и задняя поясная область 24, сочлененные друг с другом посредством повторно скрепляемых боковых швов 66, следует понимать, что передняя поясная область 22 и задняя поясная область 24 могут быть сочленены друг с другом посредством не скрепляемых повторно связанных швов (например, путем связывания при помощи клея, связывания ультразвуком, связывания с помощью давления, термического связывания).
Во впитывающем изделии 20, находящемся в скрепленном состоянии, как показано на фиг. 3, передние боковые участки 34 и задние боковые участки 35 разъемно скреплены друг с другом крепежной системой 80 с образованием трехмерной конфигурации впитывающего изделия 20 в сборе для ношения, имеющего отверстие 50 для талии и пару отверстий 52 для ног. Передняя поясная область 22 включает часть впитывающего изделия 20, которая при ношении расположена по меньшей мере частично спереди пользователя, в то время как задняя поясная область 24 включает часть впитывающего изделия 20, которая расположена по меньшей мере частично сзади пользователя. Область 26 для промежности впитывающего изделия 20 включает часть впитывающего изделия 20, которая расположена между ногами пользователя и покрывает нижнюю часть туловища пользователя. В вариантах осуществления, в которых впитывающее изделие 20 имеет только пару проходящих в поперечном направлении задних боковых участков 35, цельных или прикрепленных отдельно, крепежный компонент крепежной системы 80 может быть расположен на задних боковых участках 35, а дополнительный крепежный элемент может быть расположен на наружном покрытии 40 передней поясной области 22.
Передние боковые участки 34 и задние боковые участки 35 содержат части впитывающего изделия 20 (и конкретнее передней поясной области 22 и задней поясной области 24), которые при ношении расположены на бедрах пользователя. Боковые участки (34 и 35), таким образом, в широком смысле образуют поперечно расположенные противоположные стороны впитывающего изделия 20 на повторно скрепляемом шве 66, вдоль которого крепежная система 80 разъемно скрепляет передние боковые участки 34 и задние боковые участки 35. Поясные края 38 и 39 впитывающего изделия 20 выполнены с возможностью охвата талии пользователя и совместного образования отверстия 50 для талии. Части боковых краев 36 в области 26 для промежности в целом определяют отверстия 52 для ног. Боковые участки (34 и 35) могут иметь размер участка по длине, измеряемый параллельно продольной оси 48 вдоль внешнего края 68 каждого бокового участка (34 и 35). В разных вариантах осуществления размер участка по длине для заднего бокового участка 35 превышает размер участка по длине для переднего бокового участка 34.
Центральный впитывающий узел 32 приспособлен содержать и/или впитывать выделения пользователя. Например, герметичные отвороты 46 предназначены для обеспечения барьера против поперечного потока выделений организма. Отворачиваемый эластичный элемент 53 может быть любым надлежащим образом функционально сочленен с каждым герметичным отворотом 46, как хорошо известно из уровня техники. Герметичные отвороты 46 с эластичными элементами, образуют частично не прикрепленный край, который принимает вертикальную конфигурацию по меньшей мере в области 26 для промежности впитывающего изделия 20 для формирования уплотнения на теле пользователя. Герметичные отвороты 46 могут быть расположены по боковым краям 36 впитывающего изделия 20 и могут проходить продольно по всей длине впитывающего узла 32 или могут проходить лишь частично по длине впитывающего узла 32. Подходящие конструкции и схемы расположения герметичных отворотов 46 в целом хорошо известны специалистам в данной области и описаны в патенте США № 4704116, выданном 3 ноября 1987 года на имя Enloe, который включен в настоящий документ с помощью ссылки.
Для дополнительного повышения степени сдерживания и/или впитывания выделений организма впитывающее изделие 20 также соответственно содержит передний поясной эластичный элемент 54, задний поясной эластичный элемент 56 и эластичные элементы 58 для ног, которые известны специалистам в данной области. Поясные эластичные элементы (54 и 56) могут быть прикреплены к наружному покрытию 40 и/или обращенному к телу прокладочному материалу 42 вдоль противоположных поясных краев (38 и 39), и они могут проходить по части или по всей длине поясных краев (38 и 39). Эластичные элементы 58 для ног могут быть прикреплены к наружному покрытию 40 и/или обращенному к телу прокладочному материалу 42 вдоль противоположных боковых краев 36 и расположены в области 26 для промежности впитывающего изделия 20. Эластичные элементы 58 для ног могут быть выровнены в продольном направлении вдоль каждого бокового края 47 впитывающего узла 32.
Наружное покрытие 40 соответствующим образом содержит слой материала, который в значительной степени непроницаем для жидкости. Наружное покрытие 40 может представлять собой один слой непроницаемого для жидкости материала, но более приемлемо содержит многослойную слоистую структуру, в которой по меньшей мере один из слоев является непроницаемым для жидкости. Внутренний слой наружного покрытия 40 может быть непроницаемым как для жидкости, так и для пара, или же он может быть непроницаемым для жидкости и проницаемым для пара. Также предусмотрено, что наружное покрытие 40 может быть растяжимым и более приемлемо эластичным. В частности, наружное покрытие 40 приемлемо является растяжимым и более приемлемо эластичным по меньшей мере в поперечном направлении впитывающего изделия 20. В других аспектах наружное покрытие 40 может быть растяжимым, и более приемлемо эластичным, как в поперечном направлении 49, так и в продольном направлении 48.
Проницаемый для жидкости обращенный к телу прокладочный материал 42 показан как перекрывающий наружное покрытие 40 и впитывающую структуру 44, и он может, но не обязательно, иметь те же размеры, что и наружное покрытие 40. Обращенный к телу прокладочный материал 42 является соответствующим образом упругим, мягким на ощупь и не раздражающим кожу пользователя. Кроме того, обращенный к телу прокладочный материал 42 может быть менее гидрофильным, чем впитывающая структура 44, чтобы обеспечивать пользователю относительно сухую поверхность и позволять жидкости легко проникать через его толщину. Альтернативно, обращенный к телу прокладочный материал 42 может быть более гидрофильным или может иметь по сути такую же проницаемость для влаги как и впитывающая структура 44, для получения относительно влажной поверхности, обращенной к пользователю, повышающей ощущение мокрой кожи. Это ощущение мокрой кожи может быть полезно в качестве помощи в тренировке. Гидрофильные/гидрофобные свойства могут меняться вдоль длины, ширины и/или глубины обращенного к телу прокладочного материала 42 и впитывающей структуры 44 для получения необходимого ощущения влажности или характеристик протекания. Обращенный к телу прокладочный материал 42 также может быть растяжимым и более приемлемо эластичным. В частности, обращенный к телу прокладочный материал 42 приемлемо является растяжимым и более приемлемо эластичным по меньшей мере в поперечном направлении 49 впитывающего изделия 20. В других аспектах обращенный к телу прокладочный материал 42 может быть растяжимым и более приемлемо эластичным, как в поперечном направлении 49, так и в продольном направлении 48.
Как было указано ранее, проиллюстрированное впитывающее изделие 20 имеет передние боковые участки 34 и задние боковые участки 35, образующие поперечно расположенные противоположные стороны впитывающего изделия 20 в конфигурации впитывающего изделия 20 для ношения. Боковые участки (34 и 35) могут быть связаны вдоль швов 60 с центральным впитывающим узлом 32 в соответствующей передней поясной области 22 и задней поясной области 24. В разных вариантах осуществления передние боковые участки 34 могут быть связаны с боковыми краями 47 впитывающего узла 32 и могут проходить поперечно наружу за их пределы в передней поясной области 22, и задние боковые участки 35 могут быть связаны с боковыми краями 47 впитывающего узла 32 и могут проходить поперечно наружу за их пределы в задней поясной области 24. Боковые участки (34 и 35) могут быть связаны со впитывающим узлом 32 при помощи средств связывания, известных специалисту в данной области, таких как связывание при помощи клея, термическое связывание, связывание с помощью давления или связывание ультразвуком. Альтернативно боковые участки (34 и 35) могут быть выполнены как единая целая часть компонента впитывающего узла 32. Например, боковые участки (34 и 35) могут содержать в целом более широкую часть наружного покрытия 40, обращенного к телу прокладочного материала 42 и/или иного компонента впитывающего узла 32 или быть их продолжением.
Каждый из передних боковых участков 34 и задних боковых участков 35 имеет внешний край 68, расположенный сбоку от бокового шва 66, прилегающий к ноге концевой край 70, расположенный по направлению к продольному центру впитывающего изделия 20, и поясной концевой край 72, расположенный по направлению к продольному концу впитывающего изделия 20. Прилегающий к ноге концевой край 70 и поясной концевой край 72 проходят от боковых краев 47 впитывающего узла 32 ко внешним краям 68. Прилегающие к ноге концевые края 70 боковых участков (34 и 35) образуют часть боковых краев 36 впитывающего изделия 20. В различных вариантах осуществления прилегающие к ногам концевые края 70 могут быть изогнуты и/или расположены под углом относительно поперечной оси 49 для обеспечения лучшего прилегания к ногам пользователя. Тем не менее, следует понимать, что только один или оба из прилегающих к ногам концевых краев 70 могут быть изогнуты или расположены под углом, например, прилегающий к ноге концевой край 70 задней поясной области 24, или ни один из прилегающих к ногам концевых краев 70 не может быть изогнут или расположен под углом, без отступления от объема настоящего изобретения. Поясные концевые края 72 соответственно параллельны поперечной оси 49. Поясные концевые края 72 передних боковых участков 34 образуют часть переднего поясного края 38 впитывающего изделия 20, а поясные концевые края 72 задних боковых участков 35 образуют часть заднего поясного края 39 впитывающего изделия 20.
Боковые участки (34 и 35) могут иметь размер участка по ширине, измеряемый параллельно поперечной оси 49. Размер участка по ширине может быть измерен как ширина в поперечном направлении 49 между внешним краем 68 каждого бокового участка (34 и 35) и швом 60 между каждым участком (34 и 35) и центральным впитывающим узлом 32. В разных вариантах осуществления размер участка по ширине для заднего бокового участка 35 превышает размер участка по ширине для переднего бокового участка 34.
Боковые участки (34 и 35) приемлемо, но не обязательно, содержат растягиваемый материал, способный растягиваться в направлении, в целом параллельном поперечной оси 49 впитывающего изделия 20. Более приемлемо боковые участки (34 и 35) содержат эластичный материал. Подходящие эластичные материалы, а также способ внедрения растяжимых боковых участков во впитывающие изделия 20 описаны в следующих патентах США: 4940464, выданном 10 июля 1990 года на имя Van Gompel и соавт.; 5224405, выданном 6 июля 1993 года на имя Pohjola; 5104116, выданном 14 апреля 1992 года на имя Pohjola; и 5046272, выданном 10 сентября 1991 года на имя Vogt и соавт., каждый из которых включен в данный документ посредством ссылки. Необязательно, растягивающийся материал может включать терморастянутый слоистый материал (STL), соединенный перетяжками слоистый материал (NBL), слоистый материал с обратимыми перетяжками или соединенный в растянутом состоянии слоистый материал (SBL). Способы получения таких материалов хорошо известны специалистам в данной области и описаны в патенте США 4663220, выданном 5 мая 1987 года на имя Wisneski и соавт., патенте США 5226992, выданном 13 июля 1993 года на имя Morman, и PCT-заявке WO 01/88245 под авторством Welch и соавт., все из которых включены в данный документ при помощи ссылки. Другие подходящие материалы описаны в заявках на выдачу патентов США № 12/649508 под авторством Welch и соавт. и № 8287677 под авторством Lake и соавт., все из которых включены в данный документ при помощи ссылки. Альтернативно, материал бокового участка может включать другие тканые или нетканые материалы, такие как описанные выше, как подходящие для наружного покрытия 40 или обращенного к телу прокладочного материала 42, предварительно механически деформированные композитные материалы или растяжимые, но не эластичные материалы.
Впитывающее изделие 20 содержит крепежную систему 80 для закрепления впитывающего изделия 20 вокруг талии пользователя с возможностью повторного скрепления. Крепежная система 80 содержит первые крепежные компоненты (82 и 83) которые приспособлены для соединения с возможностью повторного скрепления со взаимодополняющими вторыми крепежными компонентами (84 и 85). В одном варианте осуществления одна поверхность каждого из первых крепежных компонентов (82 и 83) может иметь несколько элементов сцепления, выступающих с этой поверхности. Элементы сцепления первых крепежных компонентов (82 и 83) приспособлены для многократного зацепления и расцепления элементов сцепления вторых крепежных компонентов (84 и 85).
В одном варианте осуществления каждый из первых крепежных компонентов (82 и 83) имеет крепежные элементы типа крючков, а каждый из вторых крепежных компонентов (84 и 85) имеет взаимодополняющие крепежные элементы типа петель. В другом варианте осуществления каждый из первых крепежных компонентов (82 и 83) имеет крепежные элементы типа петель, а каждый из вторых крепежных компонентов (84 и 85) имеет взаимодополняющие крепежные элементы типа крючков. Альтернативно, крепежные компоненты могут представлять собой крепежные элементы с аналогичной поверхностью, обеспечивающей взаимное сцепление; крепежные элементы на основе клея или межмолекулярного сцепления, такие как крепежный элемент на основе клея и восприимчивые к клею зона посадки или материал или подобные.
Крепежные элементы типа петель могут представлять собой ткань или материал, имеющий основание или подложку и множество элементов в виде петель, проходящих вверх по меньшей мере от одной поверхности подложки. Материал с петлями может быть образован из любого подходящего материала, такого как акрил, нейлон, полипропилен или полиэстер, и может быть образован такими способами как основовязание, стежковая сварка или иглопробивание. Материалы с петлями также могут содержать любую волокнистую структуру, способную захватывать или удерживать материалы с крючками, такие как кадрочесанные материалы, спанбонд или другие нетканые полотна или композитные материалы, в том числе эластомерные и неэластомерные композитные материалы.
Крепежные элементы типа крючков могут представлять собой ткань или материал, имеющий основание или подложку и множество элементов в виде крючков, проходящих вверх по меньшей мере от одной поверхности подложки. В отличие от крепежных элементов типа петель, которые могут представлять собой гибкую ткань, материал с крючками может быть упругим материалом, для сведения к минимуму случайного расцепления компонента крепления в результате деформации материала с крючками и зацепления одежды или других объектов. Термин «упругий» относится к материалу для взаимного сцепления, обладающему предопределенной формой, и к свойству материала для взаимного сцепления возвращаться в предопределенную форму после сцепления и расцепления с дополняющим материалом для взаимного сцепления. Подходящий материал с крючками может быть отлит в форме или экструдирован из нейлона, полипропилена или другого подходящего материала. Подходящие материалы с крючками доступны от торговых марок таких изготовителей как Velcro Industries и Minnesota Mining & Manufacturing Co.
Первые крепежные компоненты (82 и 83) могут быть расположены на обращенной к телу поверхности впитывающего изделия 20 в задней поясной области 24. Первые крепежные компоненты (82 и 83) могут быть расположены вдоль внешних краев 68 задних боковых участков 35. В разных вариантах осуществления первые крепежные компоненты (82 и 83) могут быть расположены вблизи поясного концевого края 72. Вторые крепежные компоненты (84 и 85) могут быть расположены на обращенной к предмету одежды поверхности впитывающего изделия 20 в передней поясной области 22. Вторые крепежные компоненты (84 и 85) выполнены в размерах, предусмотренных для вмещения первых крепежных компонентов (82 и 83), и могут быть расположены вдоль внешних краев 68 передних боковых участков 34. В разных вариантах осуществления, в которых впитывающее изделие 20 не имеет передних боковых участков 34, вторые крепежные компоненты (84 и 85) могут быть расположены на наружном покрытии 40 впитывающего изделия 20 в передней поясной области 22 впитывающего изделия 20. В разных вариантах осуществления вторые крепежные компоненты (84 и 85) могут быть расположены вблизи поясного концевого края 72. В разных вариантах осуществления первые крепежные компоненты (82 и 83) могут быть крепежными элементами типа петель, а вторые крепежные компоненты (84 и 85) могут быть дополняющими крепежными элементами типа крючков.
Крепежные компоненты (82, 83, 84 и 85) могут быть связаны с боковыми участками (34 и 35) при помощи любых средств, известных специалисту в данной области, таких как связи, полученные при помощи клея, связи, полученные способом ультразвуковой сварки, или связи, полученные способом термосварки. Крепежные компоненты (82, 83, 84 и 85) могут быть отдельными крепежными элементами или могут быть отдельной областью цельного материала впитывающего изделия 20. Например, впитывающее изделие 20 может содержать цельный второй материал для крепления, расположенный в передней поясной области 22, образующий вторые крепежные компоненты (84 и 85). В разных вариантах осуществления, например, передний боковой участок 34 или задний боковой участок 35 могут иметь материал с возможностью разъемного сцепления с крепежными компонентами, расположенными на противоположной поясной области.
В соединенном состоянии крепежные компоненты (82, 83, 84 и 85) образуют повторно скрепляемые боковые швы 66. В разных вариантах осуществления повторно скрепляемые боковые швы 66 могут проходить по сути по всему расстоянию между отверстием 50 для талии и отверстиями 52 для ног. В разных вариантах осуществления повторно скрепляемые боковые швы 66 могут составлять от 80 или 90 процентов до 98 или 100 процентов от расстояния между отверстием 50 для талии и отверстиями 52 для ног, при этом такое расстояние измеряют параллельно продольной оси 48.
В разных вариантах осуществления повторно скрепляемые боковые швы 66 расположены ближе к передней стороне пользователя, чем к задней или боковым сторонам пользователя. Боковые участки (34 и 35) могут иметь размер участка по ширине, измеряемый параллельно поперечной оси 49. Размер участка по ширине может быть измерен как ширина в поперечном направлении 49 между внешним краем 68 каждого бокового участка (34 и 35) и швом 60 между каждым участком (34 и 35) и центральным впитывающим узлом 32. В разных вариантах осуществления размер участка по ширине для заднего бокового участка 35 превышает размер участка по ширине для переднего бокового участка 34. В таких вариантах осуществления внешний край 68 задних боковых участков 35 расположен на большем расстоянии от впитывающего узла 32 в поперечном направлении, чем внешний край 68 передних боковых участков 34. В разных вариантах осуществления размер участка по ширине для переднего бокового участка 34 превышает размер участка по ширине для заднего бокового участка 35. В таких вариантах осуществления внешний край 68 передних боковых участков 34 расположен на большем расстоянии от впитывающего узла 32 в поперечном направлении, чем внешний край 68 задних боковых участков 35.
Различные компоненты впитывающего изделия 20 могут быть связаны друг с другом любыми известными специалисту в данной области средствами, как, например, связи, полученные при помощи клея, связи, полученные способом термосварки, или связи, полученные способом ультразвуковой сварки. Подходящие механизмы подачи впитывающего материала, разматывания полотна, конвейерные системы, регистрационные системы, приводные системы, системы управления и подобное для применения в производстве впитывающего изделия 20 раскрыты в патенте США № 5766389, выданном Brandon и соавт., включенном посредством ссылки в данный документ в той степени, в которой он не противоречит настоящему изобретению. Многие производственные процессы изготовления впитывающего изделия 20 обычно производят непрерывное полотно из соединенных между собой впитывающих изделий 20. Непрерывное полотно из соединенных между собой впитывающих изделий 20 может проходить через установку для резки, которая может выборочно разрезать непрерывное полотно из соединенных между собой впитывающих изделий 20 на отдельные впитывающие изделия 20. Такие установки для резки обычно известны специалистам в данной области и могут содержать, например, комбинацию отрезного валика и опорного валика, через которые может проходить непрерывное полотно из соединенных между собой впитывающих изделий 20. Следом за резкой непрерывного полотна из соединенных между собой впитывающих изделий 20 на отдельные впитывающие изделия 20, отдельное впитывающее изделие 20 затем может быть сложено с применением любого подходящего складывающего механизма. Впитывающее изделие 20 может быть сложено по линии сгиба, обычно делящей впитывающее изделие 20 пополам. Линия сгиба проходит в поперечном направлении через область 26 для промежности впитывающего изделия 20. Как таковые, поясные области 22 и 24, впитывающего изделия 20 расположены друг напротив друга, а боковые участки 34 и 35 проходят поперечно наружу относительно продольной оси 48 впитывающего изделия 20.
Могут быть использованы различные складывающие механизмы, кроме прочего, такие как лопастные складывающие устройства, линейные складывающие устройства, устройства для книжной фальцовки, устройства с проталкивающей лопастью и подобное. Конкретный тип, выбранный для данного применения может зависеть от типа изготавливаемого впитывающего изделия 20 и типа крепежной системы, применяемой для закрепления впитывающего изделия 20 в конфигурации для ношения. В процессе складывания боковые участки 34 и 35 следует контролировать, таким образом, чтобы повторно скрепляемые крепежные компоненты 82, 83, 84 и 85 маловероятно сцеплялись друг с другом или сцеплялись с другим материалом впитывающего изделия 20 во время операции складывания.
В одном варианте осуществления складывающий механизм может быть лопастным складывающий механизмом, который может иметь множество вращающихся складывающих или проталкивающих лопастей, которые могут быть предусмотрены для контакта со впитывающим изделием 20 вдоль линии сгиба. Вращение складывающих лопастей способно проталкивать впитывающее изделие 20 в зазор между двумя вращающимися складывающими конвейерами, что может приводить к складыванию впитывающего изделия 20 по линии сгиба. Складывающие конвейеры могут образовывать часть системы транспортировки для перемещения сложенного впитывающего изделия 20 в продольном направлении 104. Сложенное впитывающее изделие 20 может перемещаться в ходе процесса в продольном направлении 104, при этом область 26 для промежности находится впереди относительно поясных областей 22 и 24. В разных вариантах осуществления поясные области 22 и 24 могут находиться впереди относительно области 26 для промежности.
На фиг. 4 показана часть сложенного впитывающего изделия 20, расположенного между верхним складывающим конвейером 100 и нижним складывающим конвейером 102. На данной стадии способа изготовления впитывающего изделия 20 впитывающее изделие 20 сложено пополам и транспортируется в продольном направлении 104 каждым из верхнего складывающего конвейера 100 и нижнего складывающего конвейера 102. В разных вариантах осуществления каждый из верхнего складывающего конвейера 100 и нижнего складывающего конвейера 102 может иметь каркасную конструкцию 110, множество шкивов 112, выполненных с возможностью вращения и связанных с каркасной конструкцией 110, и конвейерную ленту 114, перемещаемую на шкивах 112. Приводная система и конвейерный вал могут применяться для приведения в действие одного или более шкивов 112. Верхний складывающий конвейер 100 и нижний складывающий конвейер 102 могут быть вакуумными конвейерами, в которых конвейерная лента 114 может быть выполнена из проницаемого для текучей среды материала, такого как материал с отверстиями. Верхний складывающий конвейер 100 и нижний складывающий конвейер 102 могут транспортировать впитывающее изделие 20 таким образом, чтобы центральная продольная линия впитывающего изделия 20 перемещалась по центральной продольной линии верхнего складывающего конвейера 100 и нижнего складывающего конвейера 102. Передние боковые участки 34 и задние боковые участки 35 могут выступать в поперечном направлении 49 наружу из каркасной конструкции 110 в поперечном направлении 106.
В результате складывания впитывающего изделия 20, передняя поясная область 22 и передние боковые участки 34 расположены над задней поясной областью 24 и задними боковыми участками 35 в направлении 108 по оси z. Первый крепежный компонент, 82 и 83, расположен на обращенной к телу поверхности впитывающего изделия 20 в задней поясной области 24, а второй крепежный компонент, 84 и 85, расположен на обращенной к предмету одежды поверхности впитывающего изделия 20 в передней поясной области 22.
При перемещении по верхнему складывающему конвейеру 100 и нижнему складывающему конвейеру 102 боковые участки 34 и 35 при необходимости могут быть приглажены или выпрямлены различными средствами, включая устройства для стабилизации текучей среды. Такие устройства для стабилизации текучей среды могут включать воздушные шаберы, воздуходувные штанги, воздушные форсунки, вакуумные форсунки или подобное для обеспечения потока текучей среды, направленного встречно или обратно относительно боковых участков 34 и 35. Устройства для стабилизации текучей среды могут быть встроены в любой или оба из верхнего складывающего конвейера 100 и нижнего складывающего конвейера 102 или могут быть отдельными устройствами, расположенными вблизи конвейеров. Другие подходящие механизмы для сглаживания и выпрямления боковых участков 34 и 35 раскрыты в патенте США № 5046272, выданном Vogt и соавт., включенном посредством ссылки в данный документ в той степени, в которой он не противоречит настоящему изобретению.
Передние боковые участки 34 могут быть сцеплены с возможностью повторного скрепления с задними боковыми участками 35 в зоне сшивания в ходе производственного процесса. Зона сшивания может включать процессы и устройства управления нескрепленными боковыми участками 34 и 35, складыванием более широких из боковых участков 34 или 35, и связыванием противоположных крепежных компонентов друг с другом с формированием повторно скрепляемых боковых швов 66. Сложенное впитывающее изделие 20 может транспортироваться через зону сшивания посредством транспортной системы, такой как конвейеры. В разных вариантах осуществления впитывающее изделие 20 переносят с верхнего складывающего конвейера 100 и нижнего складывающего конвейера 102 на верхний крепежный конвейер 120 (такой, как показанный на фиг. 5) и нижний крепежный конвейер. Как показано на фиг. 5, верхний крепежный конвейер 120 может иметь каркасную конструкцию 121, одну или более вакуумных камер, образованных внутри каркасной конструкции 121, и одну или более проницаемых для текучей среды конвейерных лент 123, перемещаемых на множестве выполненных с возможностью вращения шкивов или других подходящих устройств. Приводная система и конвейерный вал могут применяться для вращательного приведения в действие одного или более шкивов. Вакуумные камеры могут быть функционально соединены с источником вакуума, и лента 123 может содержать множество из первой группы отверстий 128. Лента 123 верхнего крепежного конвейера 120 также может иметь множество из второй группы отверстий 130. Первая группа отверстий 128 способна удерживать корпус впитывающего изделия 20 в положении на верхнем крепежном конвейере 120, а вторая группа отверстий 130 способна удерживать боковые участки 34 и 35 в положении на верхнем крепежном конвейере 120. Нижний крепежный конвейер способен функционально взаимодействовать с верхним крепежным конвейером 120 при транспортировке впитывающего изделия 20 в ходе производственного процесса. Нижний крепежный конвейер может способствовать сохранению расположения впитывающего изделия 20 на верхнем крепежном конвейере 120 и также может иметь каркасную конструкцию и одну или более конвейерных лент, перемещаемых на множестве выполненных с возможностью вращения шкивов или других подходящих устройств. Нижний крепежный конвейер может быть относительно узким по сравнению с верхним крепежным конвейером 120 и может иметь ширину, например, равную ширине корпуса впитывающего изделия 20. Такая ширина позволяет боковым участкам 34 и 35, расположенным на верхнем крепежном конвейере 120, проходить в поперечном направлении 106 за пределы нижнего крепежного конвейера. В разных вариантах осуществления ширина нижнего крепежного конвейера может соответствовать ширине между швами 60, связывающими боковые участки 34 и 35 со впитывающим узлом 32.
Верхний крепежный конвейер 120 дополнительно может содержать выравнивающую плиту 122, способную выравнивать боковые участки 34 и 35 таким образом, что они находятся в непосредственной близости друг с другом перед складыванием более широкого бокового участка 34 или 35 поверх бокового участка с меньшим размером по ширине. Верхний крепежный конвейер 120 может содержать фальцевальную кассету 124. В разных вариантах осуществления фальцевальная кассета 124 может быть продолжением выравнивающей пластины 122. В разных вариантах осуществления фальцевальная кассета 124 может быть отдельным от выравнивающей пластины 122 компонентом. В разных вариантах осуществления ширина фальцевальной кассеты 124 в поперечном направлении 106 может быть уже, чем размер по ширине выравнивающей пластины 122 в поперечном направлении. Смежно с фальцевальной кассетой 124 в поперечном направлении верхнего крепежного конвейера 120 могут быть расположены отверстия 132 для сжатого воздуха. Отверстия 132 для сжатого воздуха могут быть соединены с источником сжатого воздуха. Верхний крепежный конвейер 120 может иметь по меньшей мере одну пару валиков 134 сцепления. Каждый валик 134 сцепления из пары может быть расположен на противоположных сторонах в продольном направлении 104 первой группы отверстий 128. Верхний крепежный конвейер 120 также может иметь пару стержней 126 сцепления. Каждый стержень 126 сцепления может быть расположен на противоположных сторонах в продольном направлении 104 первой группы отверстий 128. Пара стержней 126 сцепления может быть расположена за валиками 134 сцепления.
В разных вариантах осуществления при формировании повторно скрепляемых боковых швов 66 впитывающего изделия 20 вторые крепежные компоненты 84 и 85 передних боковых участков 34 формируют внутренний боковой участок повторно скрепляемого бокового шва 66, а задние боковые участки 35, содержащие первые крепежные компоненты, 82 и 83, формируют внешний боковой участок повторно скрепляемого бокового шва 66. Несмотря на то, что настоящее изобретение может уделять особое внимание формированию повторно скрепляемых боковых швов 66, в котором задние боковые участки 35 формируют внешний боковой участок, а передние боковые участки 34 формируют внутренний боковой участок, следует понимать, что передние боковые участки 34 могут формировать внешний боковой участок повторно скрепляемого бокового шва 66, а задние боковые участки 35 могут формировать внутренний боковой участок повторно скрепляемого бокового шва 66. Несмотря на то, что настоящее изобретение может уделять особое внимание формированию повторно скрепляемого бокового шва 66 на одной стороне впитывающего изделия 20, следует понимать, что повторно скрепляемый боковой шов 66 может быть сформирован на противоположной стороне впитывающего изделия 20 подобным образом. Повторно скрепляемые боковые швы 66 могут быть сформированы одновременно или последовательно на правой и левой сторонах впитывающего изделия 20.
В разных вариантах осуществления формирование повторно скрепляемых боковых швов 66 может происходить при применении вакууметрического давления и сжатого воздуха. На фиг. 6 и 7 приведены иллюстрации впитывающего изделия 20 в последовательных положениях на верхнем крепежном конвейере 120. Впитывающее изделие 20 может удерживаться в положении на верхнем крепежном конвейере 120 посредством применения первой группы отверстий 128 и источника вакуума. С помощью источника вакуума можно применять вакуум через первую группу отверстий 128, обеспечивая достаточное давление и силу для втягивания впитывающего изделия 20 относительно ленты 123 верхнего крепежного конвейера 120. В разных вариантах осуществления верхний крепежный конвейер 120 может иметь вакуумную камеру, способную работать в вакуумном диапазоне, как например, в вакууме, равном приблизительно 2 или более дюймам водного столба ниже атмосферного давления. Вторая группа отверстий 130 может удерживать по меньшей мере задние участки 35 в положении на верхнем крепежном конвейере 120, также посредством применения источника вакуума, обеспечивающего достаточный вакуум через вторую группу отверстий 130. В разных вариантах осуществления источник вакуума может подавать вакууметрическое давление, вполне достаточное для удерживания передних боковых участков 34 в положении на ленте 123 верхнего крепежного конвейера 120. Когда происходит скрепление боковых участков 34 и 35 друг с другом вслед за складыванием впитывающего изделия 20, впитывающее изделие 20 может находиться в сложенной конфигурации, и область 26 для промежности может обеспечивать передний край впитывающего изделия 20 по меньшей мере на части для скрепления в ходе производственного процесса.
Согласно фиг. 6, задние боковые участки 35 могут проходить в поперечном направлении 106 за пределы первой группы отверстий 128, а первые крепежные компоненты 82 и 83 могут быть обращены от поверхности ленты 123 верхнего крепежного конвейера 120. Задние боковые участки 35 при необходимости могут быть приглажены или выпрямлены различными средствами, включая устройства для стабилизации текучей среды. В варианте осуществления, показанном на фиг. 6, задние боковые участки 35 могут простираться в поперечном направлении 106 и удерживаться в этом положении второй группой отверстий 130. Передние боковые участки 34 могут быть расположены смежно с задними боковыми участками 35. Внешние края 68 передних боковых участков 34 расположены внутри внешних краев 68 задних боковых участков 35 вследствие меньшего размера по ширине передних боковых участков 34.
Впитывающее изделие 20 будет перемещаться в продольном направлении 104 между верхним крепежным конвейером 120 и нижним крепежным конвейером. При этом движении задние боковые участки 35 и передние боковые участки 34 будут проходить между лентой 123 и выравнивающей пластиной 122. Выравнивающая пластина 122 может проходить в продольном направлении 104 и может приводить передние боковые участки 34 в непосредственную близость с задними боковыми участками 35. Выравнивающая пластина может содержать материал или покрытие с низкой силой трения, как, например, нержавеющая сталь, тефлон, алюминий, сверхвысокомолекулярный полиэтилен (UHMW-PE), полиоксиметилен (ацетали) или подобное.
Согласно фиг. 7 в разных вариантах осуществления каждая выравнивающая пластина 122 может сужаться до фальцевальной кассеты 124, которая может формировать направляющую, способную формировать соответствующее складывание заднего бокового участка 35 поверх переднего бокового участка 34. Когда впитывающее изделие 20 продолжает перемещаться в продольном направлении 104 в ходе производственного процесса, боковые участки 34 и 35 впитывающего изделия 20 будут проходить из положения между лентой 123 и выравнивающими пластинами 122 в положение между лентой 123 и фальцевальными кассетами 124. Передние боковые участки 34 и задние боковые участки 35 будут расположены между лентой 123 и фальцевальными кассетами 124. Только задние боковые участки 35 будут проходить в поперечном направлении 106 за пределы фальцевальных кассет 124. Количество материала боковых участков 34, проходящих за пределы фальцевальных кассет 124, должно включать первые крепежные компоненты 82 и 83. Сжатый воздух может быть направлен из источника сжатого воздуха и через отверстия 132 для сжатого воздуха для перемещения материала задних боковых участков 35, проходящих за пределы фальцевальных кассет 124, вверх и над фальцевальными кассетами 124. Задние боковые участки 35, таким образом, могут содержать часть материала, расположенную ниже передних боковых участков 34 и между лентой 123 и фальцевальной кассетой 124, а также часть материала, расположенную над фальцевальными кассетами 124 и в положении, в котором первые крепежные компоненты 82 и 82 сцеплены со вторыми крепежными компонентами 84 и 85, расположенными на передних боковых участках 34.
Когда впитывающее изделие 20 продолжает движение в ходе производственного процесса, впитывающее изделие будет перемещаться между верхним крепежным конвейером 120 и нижним крепежным конвейером. Верхний крепежный конвейер 120 может иметь пару валиков 134 сцепления, и нижний крепежный конвейер может иметь соответствующую пару валиков сцепления. Когда впитывающее изделие 20 продолжает двигаться в ходе производственного процесса, впитывающее изделие 20 будет перемещаться в продольном направлении за пределы фальцевальных кассет 124, и сложенный материал задних боковых участков 35 будет вступать в контакт с материалом передних боковых участков 34. Этот контакт между участками 34 и 35 приведет в контакт первые крепежные компоненты 82 и 83 со вторыми крепежными компонентами 84 и 85. Боковые участки 34 и 35 и соответствующие крепежные компоненты 82, 83, 84 и 85 могут проходить между валиками 134 сцепления верхнего крепежного конвейера 120 и соответствующими валиками сцепления нижнего крепежного конвейера. Валики 134 сцепления верхнего крепежного конвейера 120 и валики сцепления нижнего крепежного конвейера могут образовывать зазор, через который будут проходить боковые участки 34 и 35 и крепежные компоненты 82, 83, 84 и 85. Зазор будет способствовать сцеплению в направлении 108 по оси z между первыми крепежными компонентами 82 и 83 и вторыми крепежными компонентами 84 и 84.
Фальцевальные кассеты 124 могут проходить в продольном направлении 104 и могут сужаться по ширине в стержни 126 сцепления. Каждый стержень 126 сцепления может проходить в целом в продольном направлении 104 на любой размер по длине, который считается необходимым. Каждый стержень 126 сцепления может иметь часть, которая может быть по сути прямой в продольном направлении 104, и может иметь часть, которая может быть выгнута дугой наружу в поперечном направлении 106. Дуга в каждом стержне 126 сцепления может расширять расстояние в поперечном направлении 126 между стержнями 126 сцепления. После сцепления в направлении 108 по оси z первых крепежных компонентов 82 и 83 со вторыми крепежными компонентами 84 и 85 впитывающее изделие 20 будет продолжать перемещаться в продольном направлении 104. Задний боковой участок 35, сложенный поверх фальцевальной кассеты 124, останется сложенным поверх стержня 126 сцепления по всей длине стержня 126 сцепления. При перемещении впитывающего изделия 20 в продольном направлении, когда впитывающее изделие 20 достигает дуги стержня 126 сцепления, материал впитывающего изделия 20 будет перемещаться в поперечном направлении 106. Такое перемещение в поперечном направлении также будет способствовать дальнейшему сцеплению первых крепежных компонентов 82 и 83 со вторыми крепежными компонентами 84 и 85 в поперечном направлении 106. Таким образом, повторно скрепляемый боковой шов 66 впитывающего изделия 20 может быть сцеплен, как в направлении 108 по оси z, так и в поперечном направлении 106, согласно раскрытому в настоящем документе способу.
Следует понимать, что описанный в настоящем документе способ производства, в отношении связывания задних боковых участков 35 с передними боковыми участками 34 также можно применять для связывания задних боковых участков 35 непосредственно с наружным покрытием 40 впитывающего изделия 20 в передней поясной области 22 впитывающего изделия 20.
При представлении элементов настоящего изобретения или его предпочтительного(-ых) варианта(-ов) осуществления употребление терминов в единственном, множественном числе, а также в сопровождении определения «указанный» предусматривает, что существует один или несколько элементов. Термины «содержащий», «включающий» и «имеющий» имеют охватывающий смысл и означают, что могут существовать дополнительные элементы, отличные от перечисленных. Без отклонения от сути и объема настоящего изобретения может быть предложено много его модификаций и вариантов. Следовательно, примерные варианты осуществления, описанные выше, не следует применять для ограничения объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С УВЕЛИЧЕННЫМИ РЕЗИНКАМИ ДЛЯ НОГ | 2017 |
|
RU2709772C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ С УДЛИНЕННЫМИ РЕЗИНКАМИ ДЛЯ НОГ | 2017 |
|
RU2709774C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАРМАНОМ, РАЗДЕЛЯЮЩИМ ПЕРЕДНЮЮ И ЗАДНЮЮ ОБЛАСТИ | 2017 |
|
RU2735585C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С КАРМАНОМ, РАЗДЕЛЯЮЩИМ ПЕРЕДНЮЮ И ЗАДНЮЮ ОБЛАСТИ | 2017 |
|
RU2713352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПОЯСОМ | 2012 |
|
RU2584526C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С РАЗДЕЛЕННОЙ НА ЗОНЫ ОБЛАСТЬЮ КРЕПЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ВПИТЫВАЮЩЕГО УЗЛА НА ОСНОВЕ | 2015 |
|
RU2613864C1 |
| ВКЛЮЧЕНИЕ ОБЛАСТИ С ОТВЕРСТИЯМИ ВО ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2718655C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ВЫСТУПЫ ДЛЯ ПАЛЬЦЕВ, И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2642042C1 |
| СПОСОБ СКЛАДЫВАНИЯ В ЛОТКЕ ОДНОРАЗОВОГО ВПИТЫВАЮЩЕГО ПРЕДМЕТА ОДЕЖДЫ ТИПА ТРУСОВ | 2012 |
|
RU2604594C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО ЗАСТЕГНУТОГО ВПИТЫВАЮЩЕГО НИЖНЕГО БЕЛЬЯ | 2006 |
|
RU2402249C2 |
Способ изготовления впитывающего изделия, предварительно скрепленного изготовителем и повторно скрепляемого пользователем впитывающего изделия. Способ может включать скрепление боковых участков впитывающего изделия, в котором боковые участки впитывающего изделия имеют разную ширину. 12 з.п. ф-лы, 7 ил. 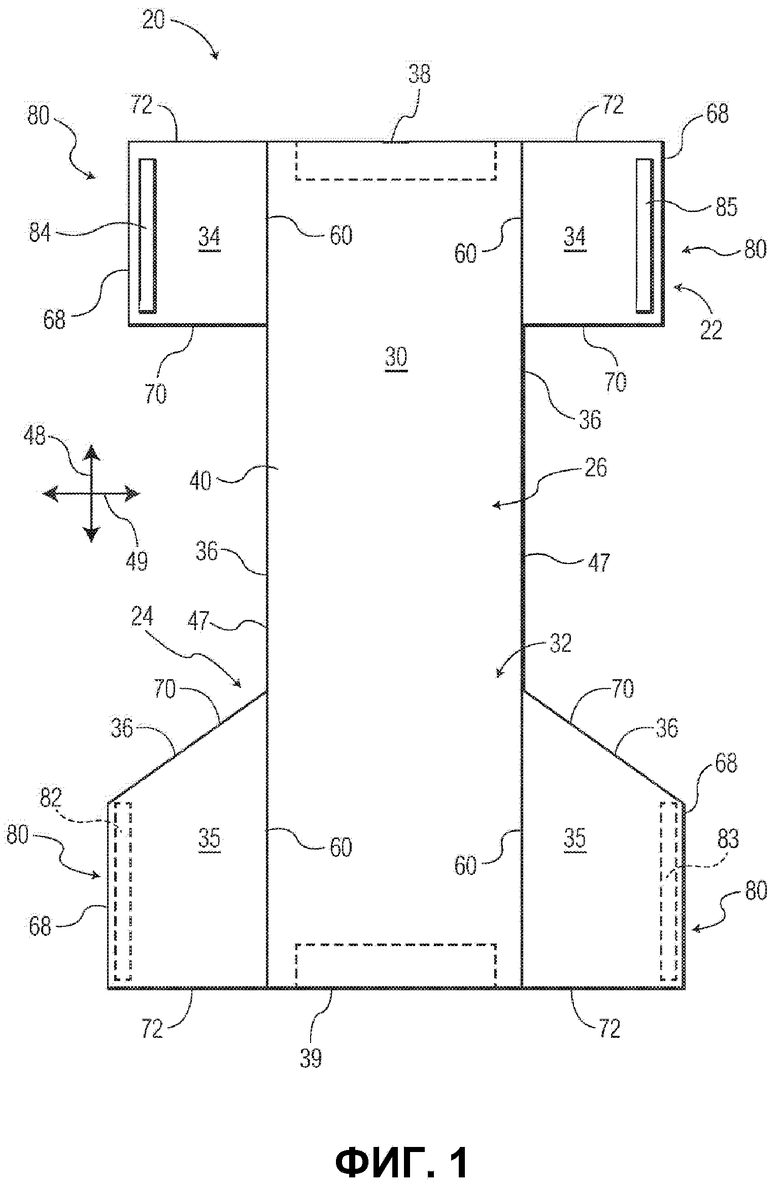
1. Способ образования бокового шва впитывающего изделия, при этом способ включает стадии:
a) предоставления впитывающего изделия, содержащего:
i) продольное направление, поперечное направление и направление по оси z;
ii) переднюю поясную область, заднюю поясную область и область для промежности, проходящую между передней поясной областью и задней поясной областью и соединяющую их между собой;
iii) первый боковой участок, содержащий первый крепежный компонент и расположенный в передней поясной области, имеющий первый размер по ширине в поперечном направлении; и
iv) второй боковой участок, содержащий второй крепежный компонент и расположенный в задней поясной области, имеющий второй размер по ширине в поперечном направлении, при этом второй размер по ширине больше первого размера по ширине;
b) приведения первого бокового участка и второго бокового участка в непосредственную близость друг с другом;
c) накладывания второго бокового участка поверх первого бокового участка;
d) сцепления первого крепежного компонента и второго крепежного компонента в направлении по оси z и
e) манипулирования первым боковым участком и вторым боковым участком в поперечном направлении для дальнейшего сцепления первого крепежного компонента и второго крепежного компонента в поперечном направлении.
2. Способ по п. 1, где первый боковой участок и второй боковой участок приводят в непосредственную близость путем складывания впитывающего изделия.
3. Способ по п. 1, где второй боковой участок является задним боковым участком впитывающего изделия.
4. Способ по п. 1, где первый боковой участок является передним боковым участком впитывающего изделия.
5. Способ по п. 1, где сцепление представляет собой одно из сцепления посредством клея или сцепления посредством клея или сцепления посредством застежки «велкро».
6. Способ по п. 1, где складывание второго бокового участка выполняют с помощью сжатого воздуха.
7. Способ по п. 1, где впитывающее изделие перемещают в продольном направлении согласно способу и между парой крепежных конвейеров.
8. Способ по п. 7, где один из крепежных конвейеров содержит фальцевальную кассету, по бокам от которой складывается второй боковой участок.
9. Способ по п. 8, где первый боковой участок и второй боковой участок пропускают между лентой крепежного конвейера и фальцевальной кассетой крепежного конвейера.
10. Способ по п. 8, где второй боковой участок проходит в поперечном направлении за пределы фальцевальной кассеты.
11. Способ по п. 8, где пара крепежных конвейеров дополнительно имеет пару валиков сцепления.
12. Способ по п. 8, где крепежный конвейер дополнительно имеет стержень сцепления.
13. Способ по п. 12, где стержень сцепления имеет дугу в поперечном направлении.
| US 20080045918 A1, 21.02.2008 | |||
| US 6596113 B2, 22.07.2003 | |||
| US 20050130821 A1, 16.06.2005. |

