Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления одноразового впитывающего изделия и изделию, изготовленному таким способом.
Уровень техники
В своей повседневной жизни люди нередко прибегают к одноразовым впитывающим изделиям, включая изделия для ношения взрослыми при недержании, трусы для ношения при энурезе, трусы-подгузники для приучения ребенка к туалету и памперсы. Многие производители стремятся наилучшим образом удовлетворить потребности пользователей таких изделий. К примеру, есть потребность в дополнительном улучшении посадки изделий на тело, расширении выбора изделий и защиты изделий от утечек.
В некоторых изделиях используются эластичные детали с передней и/или задней стороны, чтобы способствовать плотному прилеганию изделия к тому, на ком оно надето. В некоторых изделиях используется множество упругих прядей внутри передней и/или задней поясных деталей, чтобы обеспечить эластичность, в то время как в других изделиях используются высокоэластичные полимерные пленки, часто вставленные между одним или более неткаными слоями. Большинство изделий также содержат впитывающий элемент, выполненный из распушенной древесной целлюлозы, супервпитывающих полимеров или иного поглощающего материала для абсорбции жидкостей, таких как моча. Впитывающий элемент обычно располагают в промежностной области, при этом он проходит вперед и назад в передней и/или тыльной областях изделия. В определенных изделиях, отвечающих существующему уровню техники, некоторые из эластичных элементов, которые проходят через переднюю и/или заднюю поясные детали, перекрываются с впитывающим элементом в различных местах в виду того, что впитывающий элемент, проходя вперед/назад, заходит в переднюю/заднюю поясные области. Это может быть нежелательно, поскольку натяжение упругих элементов может стремиться собрать впитывающий элемент в сборки. Такое собирание впитывающего элемента в сборки может вызвать проблемы с посадкой изделия на тело и к отказу потребителя выбрать такое изделие. С точки зрения посадки на тело, маловероятно, что собравшийся в сборки поглощающий материал будет плотно облегать тело, что потенциально увеличивает вероятность утечек. С точки зрения выбора изделия потребителем, чрезмерное сбивание материала в сборки делает изделие более объемным и, следовательно, более заметным под одеждой. Это обстоятельство, в частности, представляет проблему для изделий для ношения при недержании, таких как трусы и одноразовое впитывающее нижнее белье для взрослых натягивающегося типа, поскольку те, кто носит такие изделия, обычно стесняются своего состояния и хотят использовать защиту, которая менее всего бросалась бы в глаза.
В определенных стандартных процессах изготовления одноразовых впитывающих трусов с эластичными элементами впитывающий композит (к примеру, распушенную целлюлозу/супервпитывающую матрицу, заложенную между полимерной пленкой и/или слоями нетканого материала) фиксируют к одной или более высокоэластичным деталям, которые согласно конструкции образуют часть трусов и рассчитаны на плотное прилегание к телу. Высокоэластичные детали подготавливают в виде непрерывного полотна, и они могут входить в технологический процесс в натянутом виде. Каждый впитывающий композит прикрепляют к непрерывному полотну из высокоэластичного материала. По завершении этих технологических операций (после того как впитывающий композит будет прикреплен) высокоэластичному материалу дают возможность сократиться. Такое сокращение может приводить к тому, что впитывающий композит будет собираться в сборки, что, как говорилось выше, нежелательно.
Поэтому существует потребность в способе для изготовления впитывающих изделий, содержащих упругие (эластичные) детали, который с меньшей вероятностью будет приводить к нежелательному собиранию в сборки впитывающего элемента.
Раскрытие изобретения
В ответ на вышеописанные потребности, которые не удовлетворены в данной области техники, в соответствии с настоящим изобретением предлагается новый способ изготовления высокоэластичных одноразовых впитывающих изделий, а также сами изделия, изготовляемые таким способом.
В одном своем аспекте настоящее изобретение относится к способу изготовления одноразового впитывающего изделия. В способе определены продольное направление и поперечное направление, перпендикулярное продольному направлению. Способ содержит этапы, на которых: подготавливают высокоэластичную деталь стана, в которой определен поясной край и промежностный край, противоположный в продольном направлении поясному краю; подготавливают впитывающий пакет, в котором определены противоположные в поперечном направлении первая и вторая боковые кромки, а также определены противоположные в продольном направлении первая и вторая концевые кромки, причем впитывающий пакет содержит впитывающую среднюю часть, у которой имеются противоположные в поперечном направлении первый и второй боковые края, при этом впитывающий пакет также содержит первое боковое поле, которое проходит в поперечном направлении наружу от первого бокового края впитывающей средней части к первой боковой кромке впитывающего пакета, причем впитывающий пакет также содержит второе боковое поле, которое проходит в поперечном направлении наружу от второго бокового края впитывающей средней части ко второй боковой кромке впитывающего пакета; натягивают высокоэластичную деталь стана в поперечном направлении, чтобы образовалась натянутая высокоэластичная деталь стана; накладывают впитывающий пакет поверх высокоэластичной детали стана; прикрепляют первое боковое поле к натянутой высокоэластичной детали стана вдоль по первому участку крепления, который проходит по существу в продольном направлении и в котором определен проходящий в продольном направлении первый край и проходящий в продольном направлении второй край, расположенный в поперечном направлении снаружи от проходящего в продольном направлении первого края, при этом первый край первого участка крепления расположен в поперечном направлении снаружи от первого бокового края впитывающей средней части; прикрепляют второе боковое поле к натянутой высокоэластичной детали стана вдоль по второму участку крепления, который проходит по существу в продольном направлении и в котором определен проходящий в продольном направлении первый край и проходящий в продольном направлении второй край, расположенный в поперечном направлении снаружи от проходящего в продольном направлении первого края, при этом первый край второго участка крепления расположен в поперечном направлении снаружи от второго бокового края впитывающей средней части; во впитывающем пакете дополнительно определяют центральную зону, которая в поперечном направлении проходит от первого края первого участка крепления до первого края второго участка крепления, а в продольном направлении - от первой концевой кромки впитывающего пакета до промежностной кромки, при этом указанную центральную зону впитывающего пакета прикрепляют к натянутой высокоэластичной детали стана минимальным образом; снимают напряжение с высокоэластичной детали стана, чтобы получить ненапряженную высокоэластичную деталь стана; складывают первое боковое поле в поперечном направлении, чтобы создать в первом боковом поле по меньшей мере две проходящие в продольном направлении линии складок; и складывают второе боковое поле в поперечном направлении, чтобы создать во втором боковом поле по меньшей мере две проходящие в продольном направлении линии складок.
В конкретных вариантах осуществления способа за счет поперечного сложения первого бокового поля указанному полю придают z-образный профиль сечения, а за счет поперечного сложения второго бокового поля указанному полю также придают z-образный профиль сечения.
В конкретных вариантах осуществления способа к натянутой высокоэластичной детали стана прикрепляют минимум 2%, а максимум 25% площади центральной зоны впитывающего пакета.
В конкретных вариантах осуществления способ содержит операцию крепления центральной зоны впитывающего пакета к натянутой высокоэластичной детали стана вдоль по среднему участку крепления, причем средний участок крепления проходит по существу в продольном направлении, а осевая центральная линия среднего участка крепления расположена приблизительно посередине между первой боковой кромкой и второй боковой кромкой впитывающего пакета.
В конкретных вариантах осуществления способ также содержит операцию крепления центральной зоны впитывающего пакета к натянутой высокоэластичной детали стана вдоль по верхнему участку крепления, причем верхний участок крепления проходит по существу в поперечном направлении вдоль первой концевой кромки впитывающего пакета.
В конкретных вариантах осуществления способа всю площадь указанной центральной зоны оставляют неприкрепленной к натянутой высокоэластичной детали стана.
В другом своем аспекте настоящее изобретение относится к одноразовому впитывающему изделию. В изделии определено продольное направление и поперечное направление, перпендикулярное указанному продольному направлению. Изделие содержит: высокоэластичную деталь стана, в которой определен поясной край и промежностный край, противоположный в продольном направлении поясному краю; впитывающий пакет, в котором определены противоположные в поперечном направлении первая и вторая боковые кромки, а также определены противоположные в продольном направлении первая и вторая концевые кромки, причем впитывающий пакет содержит впитывающую среднюю часть, у которой имеются противоположные в поперечном направлении первый и второй боковые края, при этом впитывающий пакет также содержит первое боковое поле, которое проходит в поперечном направлении наружу от первого бокового края впитывающей средней части к первой боковой кромке впитывающего пакета, причем впитывающий пакет также содержит второе боковое поле, которое проходит в поперечном направлении наружу от второго бокового края впитывающей средней части ко второй боковой кромке впитывающего пакета. Впитывающий пакет по меньшей мере частично наложен поверх высокоэластичной детали стана. Первое боковое поле прикреплено к натянутой высокоэластичной детали стана вдоль по первому участку крепления, который проходит по существу в продольном направлении и в котором определен проходящий в продольном направлении первый край и проходящий в продольном направлении второй край, расположенный в поперечном направлении снаружи от проходящего в продольном направлении первого края, при этом первый край первого участка крепления расположен в поперечном направлении снаружи от первого бокового края впитывающей средней части. Второе боковое поле прикреплено к натянутой высокоэластичной детали стана вдоль по второму участку крепления, который проходит по существу в продольном направлении и в котором определен проходящий в продольном направлении первый край и проходящий в продольном направлении второй край, расположенный в поперечном направлении снаружи от проходящего в продольном направлении первого края, при этом первый край второго участка крепления расположен в поперечном направлении снаружи от второго бокового края впитывающей средней части. Во впитывающем пакете дополнительно определена центральная зона, которая в поперечном направлении проходит от первого края первого участка крепления до первого края второго участка крепления, а в продольном направлении - от первой концевой кромки впитывающего пакета до промежностной кромки, при этом указанная центральная зона впитывающего пакета прикреплена к натянутой высокоэластичной детали стана минимальным образом. В первом боковом поле определены по меньшей мере две проходящие в продольном направлении линии сложения. Во втором боковом поле определены по меньшей мере две проходящие в продольном направлении линии сложения.
В конкретных вариантах осуществления изделия складки первого бокового поля образуют в сечении z-образный профиль и складки второго бокового поля также образуют в сечении z-образный профиль.
В конкретных вариантах осуществления изделия к натянутой высокоэластичной детали стана прикреплено минимум 2%, а максимум 25% площади центральной зоны впитывающего пакета.
В конкретных вариантах осуществления изделия центральная зона впитывающего пакета прикреплена к натянутой высокоэластичной детали стана вдоль по среднему участку крепления, причем средний участок крепления проходит по существу в продольном направлении, а осевая центральная линия среднего участка крепления расположена приблизительно посередине между первой боковой кромкой и второй боковой кромкой впитывающего пакета.
В конкретных вариантах осуществления изделия центральная зона впитывающего пакета прикреплена к натянутой высокоэластичной детали стана вдоль по верхнему участку крепления, причем верхний участок крепления проходит по существу в поперечном направлении вдоль первой концевой кромки впитывающего пакета.
В конкретных вариантах осуществления изделия вся площадь указанной центральной зоны оставлена неприкрепленной к натянутой высокоэластичной детали стана.
Краткое описание чертежей
Фиг. 1 представляет вид в аксонометрии одного варианта осуществления технологического процесса, включающего в себя принципы настоящего изобретения в аспекте способа.
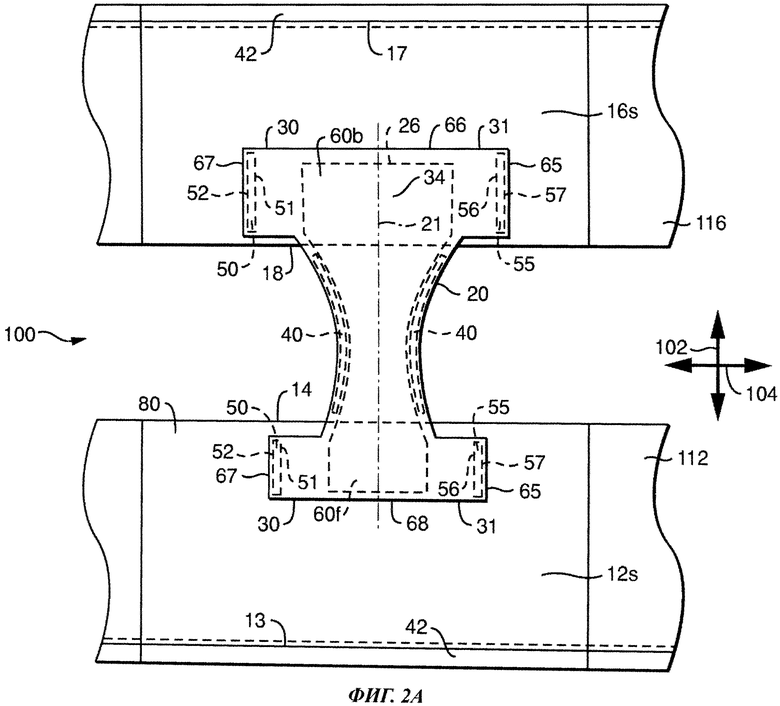
Фиг. 2A представляет вид в плане одного варианта участка технологического процесса фиг. 1.
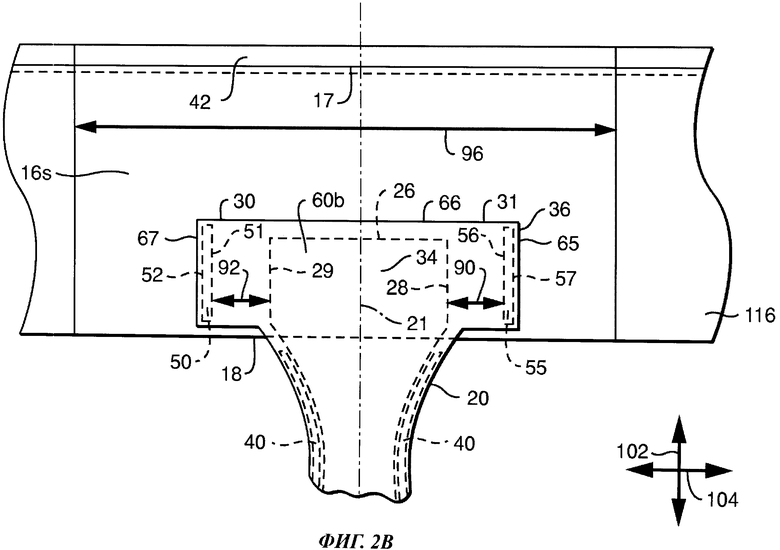
Фиг. 2 В изображает участок фиг 2A в увеличенном виде.
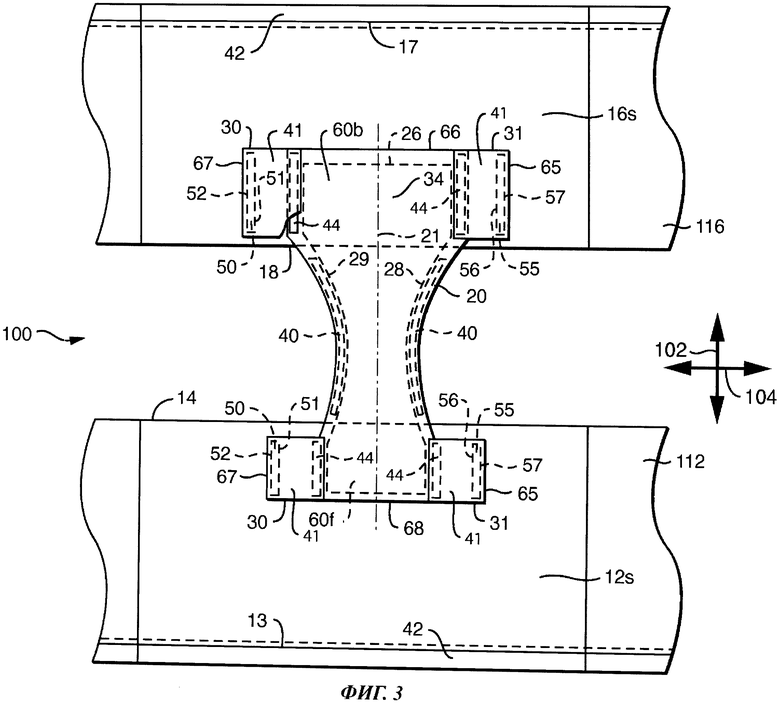
Фиг. 3 представляет вид в плане другого варианта участка технологического процесса фиг. 1.
Фиг. 4 представляет вид в аксонометрии одноразового впитывающего изделия, включающего в себя принципы настоящего изобретения в аспекте изделия, которое изображено в ненапряженном, плоском разложенном состоянии еще до операции соединения передней и задней поясных областей, причем показана сторона изделия, которая при ношении изделия должна быть обращена к телу пользователя.
Фиг. 5 изображает впитывающий пакет, пригодный для использования совместно с настоящим изобретением в аспектах способа и изделия.
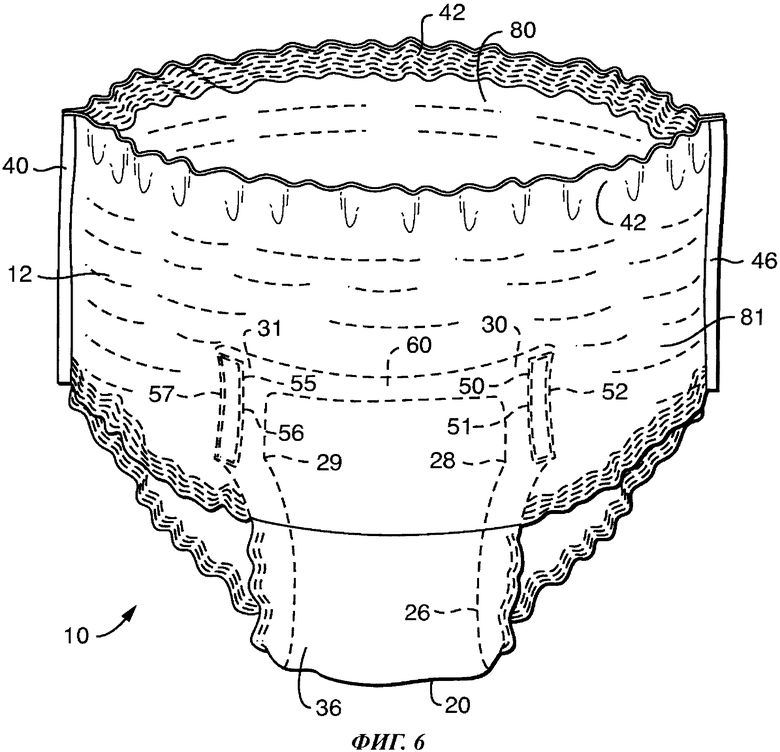
Фиг. 6 представляет вид спереди в аксонометрии изделия в полностью собранном состоянии, включающем в себя принципы настоящего изобретения в аспекте изделия.
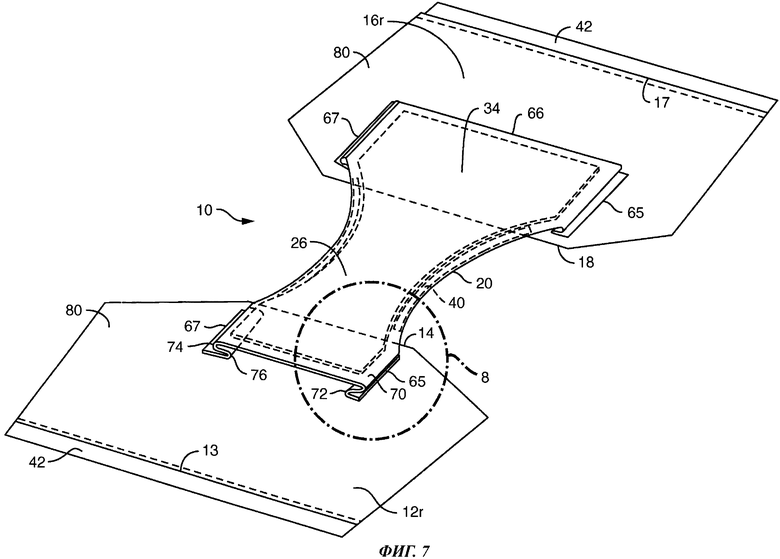
Фиг. 7 представляет вид в аксонометрии одноразового впитывающего изделия, включающего в себя принципы настоящего изобретения в аспекте изделия, которое изображено в ненапряженном, плоском разложенном состоянии еще до операции соединения передней и задней поясных областей, причем показана сторона изделия, которая при ношении изделия должна быть обращена к телу пользователя.
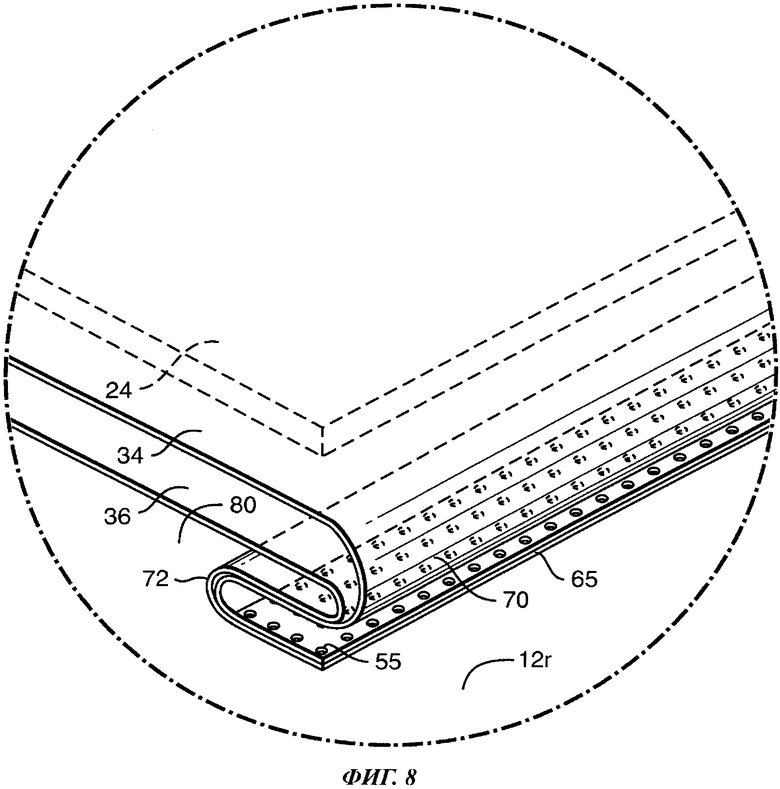
Фиг. 8 представляет в аксонометрии увеличенный вид участка изделия, изображенного на фиг. 7.
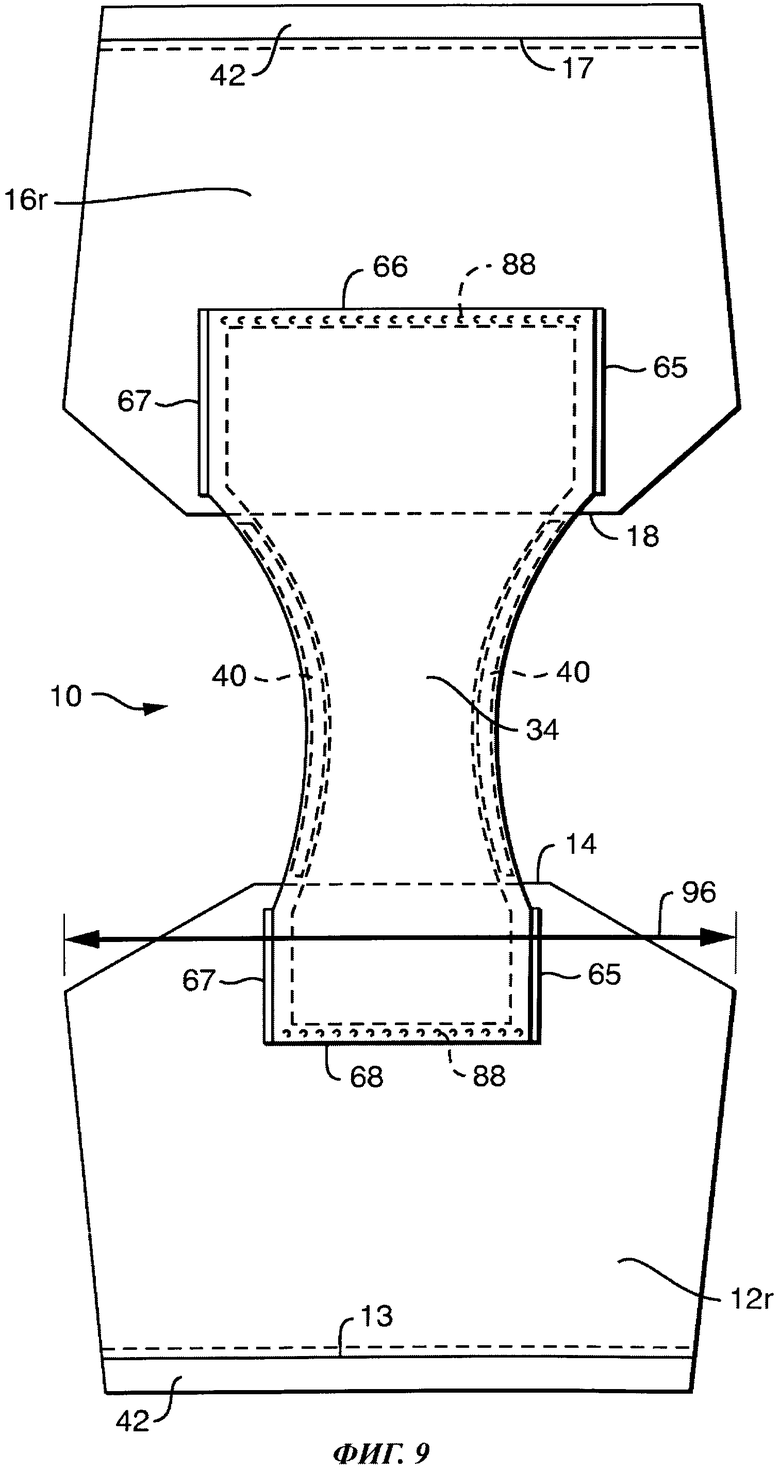
Фиг. 9 представляет вид в плане одного варианта осуществления одноразового впитывающего изделия, включающего в себя принципы настоящего изобретения в аспекте изделия, показанного в ненапряженном, плоском разложенном состоянии еще до операции соединения передней и задней поясных областей, причем показана сторона изделия, которая при ношении изделия должна быть обращена к телу пользователя.
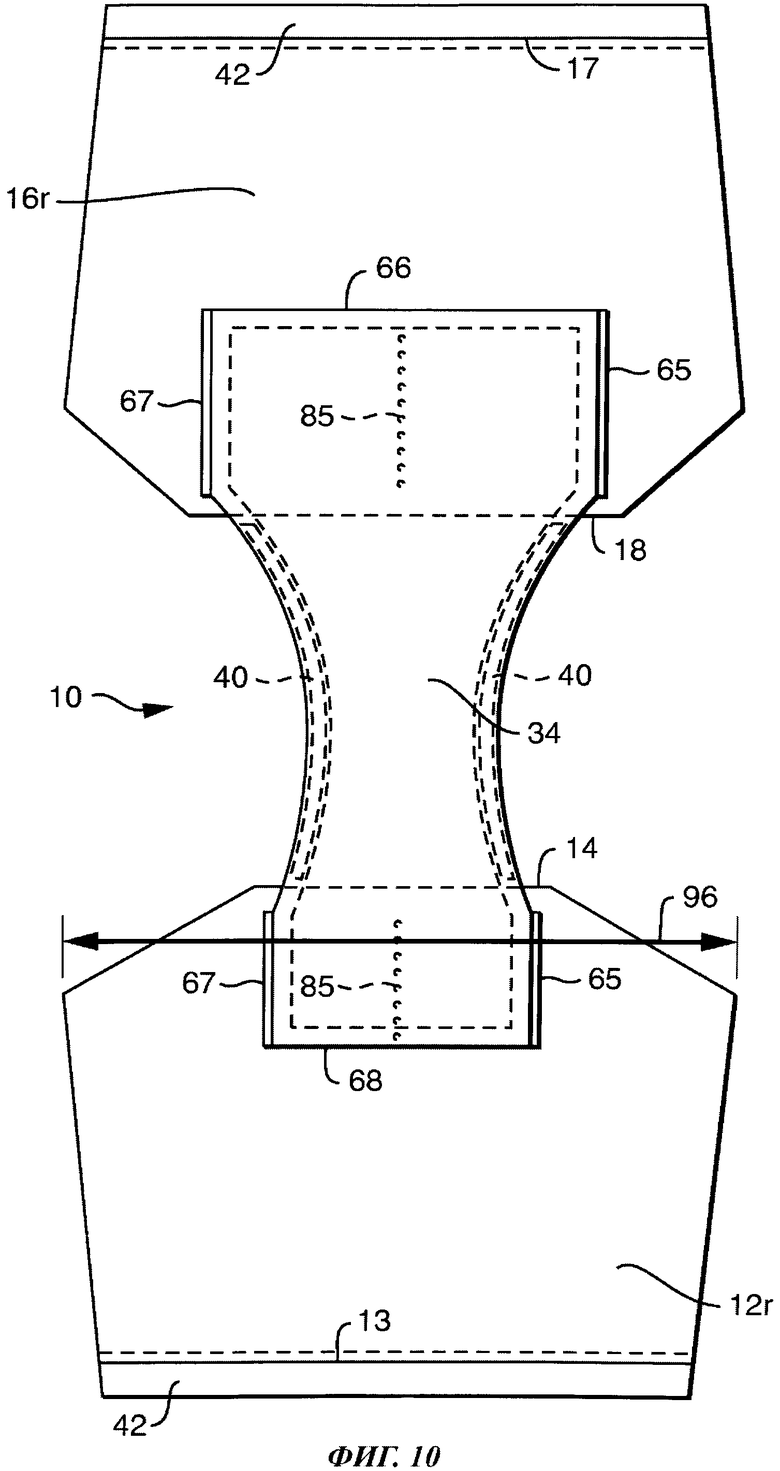
Фиг. 10 представляет вид в плане другого варианта осуществления одноразового впитывающего изделия, включающего в себя принципы настоящего изобретения в аспекте изделия, показанного в ненапряженном, плоском разложенном состоянии еще до операции соединения передней и задней поясных областей, причем показана сторона изделия, которая при ношении изделия должна быть обращена к телу пользователя.
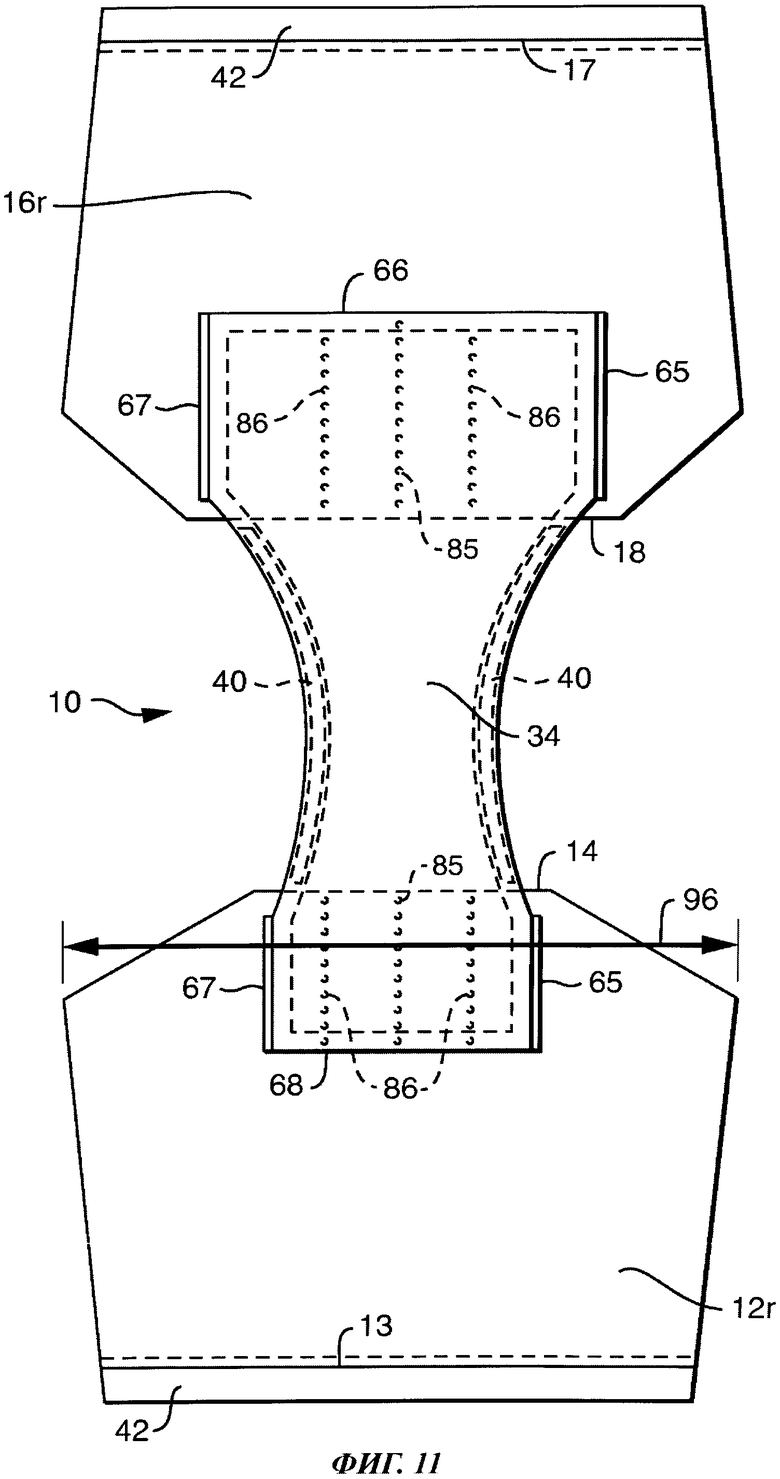
Фиг. 11 представляет вид в плане еще одного варианта осуществления одноразового впитывающего изделия, включающего в себя принципы настоящего изобретения в аспекте изделия, показанного в ненапряженном, плоском разложенном состоянии еще до операции соединения передней и задней поясных областей, причем показана сторона изделия, которая при ношении изделия должна быть обращена к телу пользователя.
Определения
В контексте настоящего описания каждый приведенный ниже термин или фраза заключает в себе следующее значение или значения. Определение дополнительным терминам дается в других местах описания.
Термин «прикрепленный» (attached) относится к сочленению, склеиванию, свариванию, соединению и т.п. двух элементов. Два элемента считаются прикрепленными друг к другу, когда они соединены друг с другом непосредственно или косвенно, например, когда каждый элемент непосредственно соединен с промежуточными элементами.
Термин «связанный» (bonded) относится к сочленению, склеиванию, соединению, скреплению и т.п. двух элементов. Два элемента следует считать связанными друг с другом, когда они соединены друг с другом напрямую или косвенно, например, когда каждый напрямую соединен с промежуточными элементами.
Термин «соединенный» (connected) относится к сочленению, склеиванию, связыванию, скреплению и т.п. двух элементов. Два элемента следует считать соединенными друг с другом, когда они соединены друг с другом напрямую или косвенно, например, когда каждый напрямую соединен с промежуточными элементами.
Термин «одноразовый» (disposable) относится к изделиям, рассчитанным на их выбрасывание после ограниченного использования, а не на стирку или иной способ восстановления для повторного использования.
Термин «размещенный» (disposed, disposed on) и его варианты означают, что один элемент может являться одним целым с другим элементом, или что один элемент может представлять собой отдельную структуру, связанную с другим элементом, или расположенную вместе с другим элементом, или расположенную вблизи другого элемента.
Термины «упругий, эластичный» (elastic, elasticized), а также «упругость» (elasticity) означают такое свойство материала или композита, в силу которого материал стремится восстановить свой первоначальный размер и форму после того, как сила, вызвавшая деформацию, будет снята.
Термин «высокоэластичный» (elastomeric) относится к материалу или композиту, который может подвергаться удлинению по меньшей мере на 25% своей длины в ненапряженном состоянии и который при снятии приложенной силы восстанавливается (сокращает свой размер) по меньшей мере на 10% величины своего удлинения. Вообще предпочтительно, чтобы высокоэластичный материал или композит был способен к удлинению по меньшей мере на 100%, а более предпочтительно по меньшей мере на 300% своей длины в ненапряженном состоянии, и сокращался при снятии приложенной силы по меньшей мере на 50% величины своего удлинения.
Термин «выполненный как одно целое» (integral) используется в отношении различных частей одного цельного элемента, которые не являются отдельными структурами, связанными друг с другом, или помещенными одна на другую, или помещенными вблизи друг друга.
Термин «слой» (layer), когда он используется в единственном числе, может иметь два значения - «одиночный элемент» или «множество элементов».
В остальной части описания данным терминам может быть дано другое определение, изложенное другими словами.
Осуществление изобретения
Описание различных аспектов и вариантов осуществления изобретения будет дано согласно фиг. 1-11. Следует отметить, что изображенные на фиг. 1-11 варианты представляют собой просто наглядные примеры осуществления изобретения в аспекте изделия и аспекте способа. Хотя в целях иллюстрации определенные отличительные признаки настоящего изобретения будут описаны и продемонстрированы в отношении изделия для ношения взрослыми людьми при недержании и способа изготовления такого изделия, различные аспекты и варианты осуществления настоящего изобретения также применимы к одноразовым памперсам, одноразовым трусам для купания, одноразовым детским трусам-подгузникам для приучения ребенка к туалету, одноразовым изделиям для ношения при энурезе и т.п. Как подробно показано на фиг. 1-3, изобретение в одном своем аспекте относится к способу 100 изготовления одноразового впитывающего изделия 10. В способе определено продольное направление 102 и поперечное направление 104, перпендикулярное продольному направлению 102. В конкретных вариантах осуществления способа, какие, например, показаны на фиг. 1-3, поперечное направление 104 ориентировано параллельно машинному направлению, а продольное направление 102 ориентировано поперек машинного направления.
Способ 100 содержит этапы, на которых подготавливают по меньшей мере одну высокоэластичную деталь стана, например переднюю высокоэластичную деталь 12 стана, в которой определен передний поясной край 13 и передний промежностный край 14, который расположен напротив поясного края 13 в продольном направлении. Высокоэластичную деталь 12 стана, предпочтительно, подготавливают как часть непрерывного полотна 112, состоящего из соединенных между собой высокоэластичных деталей 12 стана. Конкретные варианты осуществления способа могут также включать заднюю высокоэластичную деталь 16 стана, в которой определен задний поясной край 17 и задний промежностный край 18. Высокоэластичную деталь 16 стана, предпочтительно, подготавливают как часть непрерывного полотна 116, состоящего из соединенных между собой высокоэластичных деталей 16 стана. У каждой высокоэластичной детали стана определена внутренняя поверхность 80, которая должна быть обращена к телу, и противоположная поверхность 81, которая должна быть обращена к одежде.
Способ 100 далее содержит этап, на котором подготавливают впитывающий пакет 20 (например, путем подачи заготовки 150 индивидуальных впитывающих пакетов 20), в котором в поперечном направлении определены противоположные первая и вторая боковые кромки 65, 67, а также в продольном направлении определены противоположные первая и вторая концевые кромки 66, 68. Впитывающий пакет 20 содержит впитывающую среднюю часть 26. Во впитывающей средней части, в поперечном направлении определены первый и второй боковые края 28, 29. Впитывающий пакет 20 содержит первое боковое поле 31, которое проходит в поперечном направлении наружу от первого бокового края 28 средней части к первой боковой кромке 65 пакета. Впитывающий пакет 20 также содержит второе боковое поле 30, которое проходит в поперечном направлении наружу от второго бокового края 29 средней части ко второй боковой кромке 67 пакета. Выражение «в поперечном направлении наружу» в том смысле, в каком оно используется в данном тексте, означает в направлении в сторону от воображаемой продольной центральной оси 21 впитывающего пакета 20.
В конкретных вариантах осуществления изобретения впитывающий пакет может содержать покровный лист 34, который при ношении изделия должен быть обращен к телу, отражающий лист 36, который при ношении изделия должен быть обращен к одежде, и впитывающую среднюю часть 26, которая заключена между покровным листом 34 и отражающим листом 36, как показано на фиг. 4 и 5. Впитывающий пакет может дополнительно содержать упругие ножные элементы - резинки 40, например ножные резинки 40, заключенные между покровным листом 34 и отражающим листом 36. В конкретных вариантах осуществления впитывающая средняя часть 26 выполнена из распушенной древесной целлюлозы и/или супервпитывающего полимера, при этом средняя часть 26, как вариант, может содержать верхний и нижний впитывающие оберточные листы, например оберточные листы из тонкой бумаги или нетканого материала. Как вариант, может быть использован приемный слой (не показан), который может быть помещен между покровным листом и отражающим листом. Функция приемного слоя заключается в том, что приемный слой может быстро поглощать и временно удерживать физиологическую жидкость, такую как моча, прежде чем ее сможет поглотить впитывающая средняя часть 26.
В конкретных вариантах осуществления боковые поля 30, 31 включают в себя часть покровного листа 34 (входящую в покровный лист как единое целое), часть отражающего листа 36 или, как хорошо показано на фиг. 2A, 2B и 5, части как покровного листа 34, так и отражающего листа 36. В предпочтительном варианте осуществления покровный лист 34 и отражающий лист 36 совпадают друг с другом на протяжении всего впитывающего пакета 20. В других вариантах осуществления, как, например, в том, что показан на фиг. 3, боковые поля 30, 31 могут содержать отдельные компоненты 41, соединенные с покровным листом 34 и/или с отражающим листом 36, например, по линиям 42 соединения. Линии 42 соединения могут быть созданы, например, путем склеивания или с использованием энергии ультразвука, тепла и/или давления. Отдельные компоненты 41, которые используются, чтобы по меньшей мере частично определить боковые поля 30, 31, могут быть выполнены из любого подходящего материала - нетканого материала или полимерного материала. Компоненты 41 могут быть нерастягивающимися, растягивающимися, высокоэластичными или могут обладать другими подходящими свойствами. Применение отдельных компонентов 41, чтобы по меньшей мере частично образовать боковые поля 30, 31, может в определенных конструкциях сократить количество отходов в обрезки, которые возникают при использовании способа 100.
Способ далее содержит операцию натяжения каждой высокоэластичной деталей 12, 16 стана в поперечном направлении 104 (которое также является машинным направлением, см. фиг. 1-3), чтобы образовались натянутые высокоэластичные детали 12s, 16s стана. Далее способ содержит операцию наложения впитывающего пакета 20 на высокоэластичную деталь 16 стана, т.е. наложения впитывающего пакета 20 на натянутую высокоэластичную деталь 12s и/или 16s стана. В примерах, показанных на фиг. 1-3, часть впитывающего пакета 20 накладывается на натянутую высокоэластичную деталь 12s, и часть впитывающего пакета 20 накладывается на натянутую высокоэластичную деталь 16s стана. В определенных вариантах осуществления к примеру, в варианте, показанном на фиг. 1, способ содержит операцию отрезания отдельных впитывающих пакетов 20 от заготовки 150 и поворота их на 90° на технологической позиции 152 резки и поворота.
Способ далее содержит операцию крепления первого бокового поля 30 к натянутой высокозластичной детали 12s/16s стана вдоль первого участка 50 крепления. В конкретных вариантах осуществления первый участок 50 крепления проходит по существу в продольном направлении 102. У первого участка 50 крепления определен проходящий в продольном направлении первый край 51 и проходящий в продольном направлении второй край 52. Проходящий в продольном направлении второй край 52 расположен в поперечном направлении снаружи от проходящего в продольном направлении первого края 51. Первый край 51 первого участка 50 крепления расположен в поперечном направлении снаружи от первого бокового края 28 средней части впитывающего пакета. Для крепления первого бокового поля 30 к натянутой высокоэластичной детали 12s/16s может быть использовано склеивание или энергия ультразвука, тепла или давления. Участок 50 крепления может представлять собой непрерывное, сплошное соединение или шов или же может представлять собой прерывистое соединение или шов, в котором имеется один или более промежутков.
Способ далее содержит операцию крепления второго бокового поля 31 к натянутой высокоэластичной детали 12s/16s стана вдоль второго участка 55 крепления. В конкретных вариантах осуществления второй участок 55 крепления проходит по существу в продольном направлении 102. У второго участка 55 крепления определен проходящий в продольном направлении первый край 56 и проходящий в продольном направлении второй край 57. Проходящий в продольном направлении второй край 57 расположен в поперечном направлении снаружи от проходящего в продольном направлении первого края 56. Первый край 56 второго участка 55 крепления расположен в поперечном направлении снаружи от второго бокового края 29 средней части впитывающего пакета. Для крепления второго бокового поля 31 к натянутой высокоэластичной детали 12s/16s может быть использовано склеивание или энергия ультразвука, тепла или давления и другие подходящие способы. Участок 55 крепления может представлять собой непрерывное, сплошное соединение или шов или же может представлять собой прерывистое соединение или шов, в котором имеется один или более промежутков.
Во впитывающем пакете определена центральная зона 60, которая проходит в поперечном направлении от первого края 51 первого участка 50 крепления до первого края 56 второго участка 55 крепления. В продольном направлении центральная зона 60 проходит от первой концевой кромки 66 впитывающего пакета до промежностной кромки 14. Центральная зона 60 впитывающего пакета 20 минимальным образом прикреплена к натянутой высокоэластичной детали 12s/16s стана. Выражение «минимальным образом прикреплена» используется здесь в отношении центральной зоны 60 впитывающего пакета 20 и означает, что не более 25% площади поверхности центральной зоны 60 (т.е. поверхности, обращенной к высокоэластичной детали стана) прикреплено к высокоэластичной детали 12s/16s стана. Следует отметить, что варианты осуществления, показанные на фиг. 1 и 2, содержат две центральных зоны 60 - по одной на каждом конце (в продольном направлении) впитывающего пакета 20. В таком варианте осуществления выражение «минимальным образом прикреплена» в отношении любой из центральных зон 60 впитывающего пакета 20 означает, что не более 25% площади поверхности передней центральной зоны 60f прикреплено к высокоэластичной детали 12s стана и что не более 25% площади поверхности тыльной центральной зоны 60b прикреплено к высокоэластичной детали 16s стана. В том смысле, в каком выражение «минимальным образом прикреплена» используется в данном тексте, оно может означать, что ноль процентов (0%) площади центральной зоны 60 прикреплено к нижней высокоэластичной детали стана. В определенных вариантах осуществления изобретения центральную зону 60 вообще не прикрепляют к натянутой высокоэластичной детали 12s стана (т.е. процент площади центральной зоны 60, которая прикреплена к высокоэластичной детали 12s стана, равен нулю). Аналогичным образом, в определенных вариантах осуществления изобретения центральную зону 60 вообще не прикрепляют к натянутой высокоэластичной детали 16s стана (т.е. процент площади центральной зоны 60, которая прикреплена к высокоэластичной детали 16s стана, равен нулю). Другими словами, в определенных вариантах осуществления изобретения, всю площадь центральной зоны 60 оставляют не прикрепленной к натянутой высокоэластичной детали стана, поверх которой наложена зона 60.
Далее способ содержит операцию снятия напряжения с высокоэластичной детали 12s, 16s стана, чтобы получилась ненатянутая высокоэластичная деталь 12r, 16r стана. Далее способ содержит операцию поперечного сложения первого бокового поля 30, так чтобы получить в первом боковом поле 30 по меньшей мере две проходящие в продольном направлении складки 70, 72. В определенных вариантах осуществления изобретения само снятие напряжения с высокоэластичной детали 12/16 создает две складки 70, 72. Складки 70, 72 в первом боковом поле 30 имеют z-образный профиль сечения, что наглядно показано на фиг. 4, 8 и 9. Способ также содержит операцию поперечного сложения второго бокового поля 31, так чтобы получить во втором боковом поле 31 по меньшей мере две проходящие в продольном направлении складки 74, 76. В определенных вариантах осуществления изобретения само снятие напряжения с высокоэластичной детали 12/16 создает две указанные складки 74, 76. Складки 74, 76 во втором боковом поле 31 имеют z-образный профиль сечения, что наглядно показано на фиг. 8.
Установлено, что, независимо от конкретного механизма изготовления изделия, в конструкциях, в которых центральная зона 60 впитывающего блока 20 минимальным образом крепится к натянутой высокоэластичной детали 12s/16s стана, когда происходит снятие напряжения с натянутой высокоэластичной детали 12s/16s стана, центральная зона впитывающего пакета 60 в минимальной степени подвергается действию сил, стремящихся собрать материал пакета 60 в сборки. Вообще говоря, чем меньший процент площади центральной зоны 60 прикреплен к высокоэластичной детали 12/16 стана, тем меньше сбивание/сборивание центральной зоны 60. Такая конструкция предпочтительна, поскольку, как говорилось выше, собранные, сбитые в складки впитывающие пакеты увеличивают объем изделия при ношении, а также могут ухудшать внешний вид изделия еще до его носки. Наоборот, желательно, чтобы изделие выглядело плоским и гладким и походило на настоящее нижнее белье. В конкретных вариантах осуществления изобретения предполагается, что участок высокоэластичной детали 12/16 стана, расположенный в поперечном направлении между проходящим в продольном направлении первым краем 51 и проходящим в продольном направлении первым краем 56, по существу свободен для растяжения и сокращения и в сравнительной степени не подвержен ограничениям со стороны центральной зоны 60 впитывающего пакета 20.
В определенных вариантах осуществления способ содержит крепление минимум 2% и максимум 25% площади центральной зоны 60 впитывающего пакета 20 к одной или к обеим натянутым высокоэластичным деталям 12s/16s стана. Для крепления центральной зоны 60 к натянутой высокоэластичной детали стана может быть использовано склеивание, энергия ультразвука, тепла или давления или другие подходящие способы. В иных вариантах осуществления способ содержит крепление минимум 2% и максимум 25% площади центральной зоны 60 впитывающего пакета 20 к одной или к обеим ненапряженным высокоэластичным деталям 12r/16r стана.
В определенном варианте осуществления способ содержит операцию крепления центральной зоны 60 впитывающего пакета 20 к высокоэластичной детали стана, такой как натянутая высокоэластичная деталь 12s и/или 16s стана, вдоль среднего участка 85 крепления. В таком варианте осуществления средний участок 85 крепления проходит по существу в продольном направлении 102. В определенных вариантах осуществления, какие хорошо представлены на фиг. 10 и 11, осевая центральная линия среднего участка 85 крепления расположена приблизительно посередине между первой боковой кромкой 65 впитывающего пакета и второй боковой кромкой 67 впитывающего пакета. Применение среднего участка крепления указанным образом не позволит центральной зоне 60 впитывающего пакета 20 отходить от высокоэластичной детали 12/16 стана и образовывать зазор между впитывающим пакетом 20 и высокоэластичной деталью 12/16 стана до начала носки изделия и/или в процессе носки изделия и одновременно приведет к минимальному сборению/сбиванию центральной зоны 60 в складки при снятии натяжения высокоэластичной детали стана, благодаря тому что средний участок 85 крепления находится на осевой линии в сравнительно нейтральном положении. В определенных вариантах осуществления способ может также содержать операцию крепления центральной зоны 60 впитывающего пакета 20 к высокоэластичной детали 12/16 стана вдоль одного или более дополнительных участков 86 крепления. Для крепления центральной зоны 60 к натянутой высокоэластичной детали 12s/16s стана может быть использовано склеивание, энергия ультразвука, тепла или давления или другие подходящие способы. Участки крепления 85 или 86 могут представлять собой непрерывные, сплошные соединения или швы или же могут представлять собой прерывистые соединения или швы с одним или более промежутками или разрывами.
В определенных вариантах осуществления способ содержит операцию крепления центральной зоны 60 впитывающего пакета 20 к натянутой высокоэластичной детали 12s/16s стана вдоль верхнего участка 88 крепления. В таком варианте осуществления, как хорошо показано на фиг. 9, верхний участок 88 крепления проходит по существу в поперечном направлении 104 вдоль первой концевой кромки 66 впитывающего пакета или вдоль второй концевой кромки 68 впитывающего пакета, в зависимости от случая. Применение верхнего участка 88 крепления указанным образом не позволит центральной зоне 60 впитывающего пакета 20 отходить от высокоэластичной детали 12/16 стана и образовывать зазор между впитывающим пакетом 20 и высокоэластичной деталью 12/16 стана до начала носки изделия и/или в процессе носки изделия и одновременно приведет к минимальному сборению/сбиванию центральной зоны 60 в складки при снятии натяжения высокоэластичной детали стана, благодаря тому что верхний участок 88 крепления расположен в продольном направлении на краю по отношению ко всей центральной зоне 60. Для крепления центральной зоны 60 к натянутой высокоэластичной детали 12s/16s стана может быть использовано склеивание, энергия ультразвука, тепла или давления или другие подходящие способы. Участок крепления 88 может представлять собой непрерывное, сплошное соединение или шов или же может представлять собой прерывистое соединение или шов с одним или более промежутками или разрывами.
В конкретных вариантах осуществления способа между первым краем 56 второго участка крепления и первой боковой кромкой 28 впитывающего пакета определено первое расстояние 90. Между первым краем 51 первого участка крепления и второй боковой кромкой 29 впитывающего пакета определено второе расстояние 92. Для натянутой высокоэластичной детали 12s/16s определена длина 94 (длина в натянутом состоянии в ходе процесса), а для ненапряженной высокоэластичной детали 12r/16r определена длина 96 (длина в ненапряженном состоянии). Разность между длиной 94 в натянутом состоянии и длиной 96 в ненапряженном состоянии равна длине растяжки. В конкретных вариантах осуществления настоящего изобретения, в аспектах, касающихся способа, первое расстояние 90 составляет по меньшей мере 30%, чаще - по меньшей мере 40%, а в большинстве случаев - по меньшей мере 50% длины растяжки. Аналогичным образом, второе расстояние 92 составляет по меньшей мере 30%, чаще - по меньшей мере 40%, а в большинстве случаев - по меньшей мере 50% длины растяжки.
Способ может также содержать дополнительно операцию удаления центральных участков 183 полотна 112 передней детали или удаления центральных участков 187 полотна 116 задней детали, например, посредством устройства 181 резки, чтобы сформировать фигурные края 184 ножной проймы из полотна передней детали и/или фигурные края 188 ножной проймы задней детали. Способ 100 может также дополнительно содержать операцию подготовки передней упругой поясной ленты 130 и задней упругой поясной ленты 140, например путем ее подачи, соответственно, из рулонов 131 и 141. К примеру, способ может дополнительно содержать присоединение передней упругой поясной ленты 130 вблизи переднего поясного края 13 на технологической позиции 132 крепления передней поясной ленты и присоединение задней упругой поясной ленты 140 вблизи заднего поясного края 17 на технологической позиции крепления задней поясной ленты. Как вариант, способ также содержит операцию складывания полотна 190 изделия (например, на технологической позиции 154 складывания) по продольной осевой линии 106, которая проходит в машинном направлении 104, так чтобы передний поясной край 13 плотно свести с задним поясным краем 17. Способ может также содержать операцию крепления полотна 112 передней высокоэластичной детали стана к полотну 116 задней высокоэластичной детали стана (например, на технологической позиции 156 сшивания), чтобы создать серию боковых шовных соединений 46 изделия, отнесенных друг от друга в машинном направлении. Наконец, способ может содержать операцию резки полотна 190 изделия (например, на технологической позиции 168 резки) в ряде предназначенных для этого мест 170, отнесенных друг от друга в машинном направлении, чтобы получить множество одноразовых впитывающих изделий 10. Боковые шовные соединения 160 изделия и поясные боковые шовные соединения 162 могут быть получены на одной и той же технологической позиции (как показано) или на отдельных технологических позициях. Операцию сшивания можно выполнять вместе с операцией окончательной резки на одной технологической позиции или на отдельной позиции (как показано).
В своем другом аспекте изобретение относится к предмету одежды - изделию 10. В изделии 10 определено продольное направление 102 и поперечное направление 104, которое перпендикулярно продольному направлению 102. В случае использования изделия в качестве отдельного предмета одежды, термины «продольный» и «поперечный» употребляются в своем привычном значении, как это указывают продольная и поперечная оси на фиг. 9-11. Когда изделие 10 находится в плоском, сложенном состоянии, перед тем как передняя и задняя поясные области будут соединены боковыми швами 46, продольная ось 102 изделия лежит в плоскости изделия и ориентирована по существу параллельно вертикальной плоскости, которая разделяет тело стоящего человека на правую и левую половины, когда изделие надето. Поперечная ось 104 лежит в плоскости изделия и по существу перпендикулярна продольной оси.
Изделие 10 содержит по меньшей мере одну высокоэластичную деталь 12/16 стана, конструкция которой была рассмотрена выше в связи со способом изготовления. Изделие содержит впитывающий пакет 20, соответствующий ранее описанному. Впитывающий пакет 20 по меньшей мере частично наложен на высокоэластичную деталь 12/16 стана. Первое боковое поле 30 прикреплено к высокоэластичной детали 12/16 стана на первом участке 50 крепления, а второе боковое поле 31 прикреплено к высокоэластичной детали 12/16 стана на втором участке 55 крепления, как это описано выше. Как было сказано выше, во впитывающем пакете 20 определена центральная зона 60. Центральная зона 60 впитывающего пакета 20 минимальным образом прикреплена к высокоэластичной детали 12/16 стана согласно любому из вышеописанных способов. В первом боковом поле 30 определены по меньшей мере две проходящие в продольном направлении линии 70, 72 сложения, так что при сложении первое боковое поле 30 образует складку z-образного профиля, а во втором боковом поле 31 определены по меньшей мере две проходящие в продольном направлении линии 74, 76 сложения, так что при сложении второе боковое поле 31 образует складку z-образного профиля. В определенных вариантах осуществления изобретения, минимум 2%, а максимум 25% площади центральной зоны 60 впитывающего пакета 20 прикреплены к высокоэластичной детали 12/16 стана. В определенных вариантах осуществления центральная зона 60 впитывающего пакета 20 прикреплена к высокоэластичной детали 12/16 стана вдоль среднего участка 85 крепления, при этом средний участок 85 крепления проходит по существу в продольном направлении и расположен приблизительно посередине между первой боковой кромкой 65 впитывающего пакета и второй боковой кромкой 67 впитывающего пакета. В определенных вариантах осуществления центральная зона 60 впитывающего пакета 20 прикреплена к высокоэластичной детали 12/16 стана вдоль верхнего участка 88 крепления. В таком варианте верхний участок 88 крепления проходит по существу в поперечном направлении 104 вдоль первой концевой кромки 66 впитывающего пакета или вдоль второй концевой кромки 68 впитывающего пакета, в зависимости от случая. В других вариантах осуществления, вся площадь центральной зоны 60 остается неприкрепленной к высокоэластичной детали 12/16 стана.
Необходимо понимать, что подробности рассмотренных выше вариантов осуществления изобретения, приведенных в целях иллюстрации, не следует толковать как ограничения объема изобретения. Хотя подробно были рассмотрены только несколько примеров вариантов осуществления изобретения, специалисты в данной области должны понимать, что в указанные примеры могут быть внесены изменения, не выходящие за границы идеи и объема изобретения. Соответственно, предполагается, что все такие изменения должны быть включены в объем изобретения, который определяется пунктами приведенной формулы изобретения и всеми их эквивалентами. Кроме того, следует понимать, что может быть придумано множество вариантов, которые не реализуют все характеристики некоторых рассмотренных вариантов, в частности предпочтительных вариантов осуществления, при этом отсутствие определенной характеристики не должно обязательным образом означать, что такой вариант выходит за границы объема охраны настоящего изобретения.


Способ изготовления одноразового впитывающего изделия содержит этапы, на которых подготавливают высокоэластичную деталь стана и впитывающий пакет, у которого имеется впитывающая средняя часть. Способ содержит операции натяжения высокоэластичной детали стана в поперечном направлении, прикрепления боковых полей впитывающего пакета к натянутой высокоэластичной детали стана на участках крепления и снятия напряжения с детали стана, так чтобы инициировать образование складок на впитывающем пакете. Центральную зону впитывающего пакета, расположенную между участками крепления, прикрепляют к натянутой высокоэластичной детали стана минимальным образом, чтобы уменьшить сбивание впитывающего пакета в складки. Также раскрыто изделие, изготовленное указанным способом. Изобретение направлено на изготовление впитывающих изделий, содержащих упругие детали, которые с меньшей вероятностью будут приводить к нежелательному собиранию в сборки впитывающего элемента. 2 н. и 10 з.п. ф-лы, 11 ил.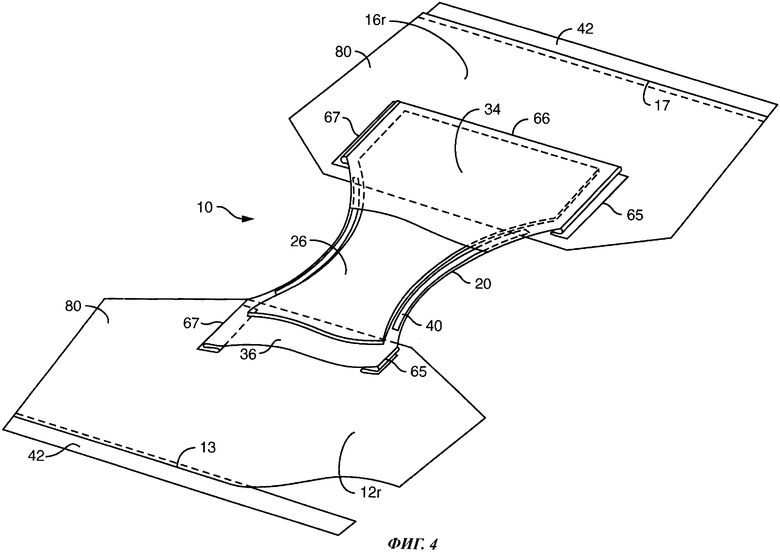
1. Способ изготовления одноразового впитывающего изделия, в котором определено продольное направление и поперечное направление, перпендикулярное указанному продольному направлению, содержащий этапы, на которых:
подготавливают высокоэластичную деталь стана, в которой определен поясной край и промежностный край, противоположный в продольном направлении поясному краю;
подготавливают впитывающий пакет, в котором определены противоположные в поперечном направлении первая и вторая боковые кромки, а также определены противоположные в продольном направлении первая и вторая концевые кромки, причем впитывающий пакет содержит впитывающую среднюю часть, у которой имеются противоположные в поперечном направлении первый и второй боковые края, при этом впитывающий пакет также содержит первое боковое поле, которое проходит в поперечном направлении наружу от первого бокового края впитывающей средней части к первой боковой кромке впитывающего пакета, причем впитывающий пакет также содержит второе боковое поле, которое проходит в поперечном направлении наружу от второго бокового края впитывающей средней части ко второй боковой кромке впитывающего пакета;
натягивают высокоэластичную деталь стана в поперечном направлении, чтобы образовалась натянутая высокоэластичная деталь стана;
накладывают впитывающий пакет поверх высокоэластичной детали стана;
прикрепляют первое боковое поле к натянутой высокоэластичной детали стана вдоль по первому участку крепления, который проходит по существу в продольном направлении и в котором определен проходящий в продольном направлении первый край и проходящий в продольном направлении второй край, расположенный в поперечном направлении снаружи от проходящего в продольном направлении первого края, при этом первый край первого участка крепления расположен в поперечном направлении снаружи от первого бокового края впитывающей средней части;
прикрепляют второе боковое поле к натянутой высокоэластичной детали стана вдоль по второму участку крепления, который проходит по существу в продольном направлении и в котором определен проходящий в продольном направлении первый край и проходящий в продольном направлении второй край, расположенный в поперечном направлении снаружи от проходящего в продольном направлении первого края, при этом первый край второго участка крепления расположен в поперечном направлении снаружи от второго бокового края впитывающей средней части;
во впитывающем пакете дополнительно определяют центральную зону, которая в поперечном направлении проходит от первого края первого участка крепления до первого края второго участка крепления, а в продольном направлении - от первой концевой кромки впитывающего пакета до промежностной кромки, при этом указанную центральную зону впитывающего пакета прикрепляют к натянутой высокоэластичной детали стана минимальным образом;
снимают напряжение с высокоэластичной детали стана, чтобы получить ненапряженную высокоэластичную деталь стана;
складывают первое боковое поле в поперечном направлении, чтобы создать в первом боковом поле по меньшей мере две проходящие в продольном направлении линии складок; и
складывают второе боковое поле в поперечном направлении, чтобы создать во втором боковом поле по меньшей мере две проходящие в продольном направлении линии складок.
2. Способ по п. 1, отличающийся тем, что за счет поперечного сложения первого бокового поля указанному полю придают z-образный профиль сечения, а за счет поперечного сложения второго бокового поля указанному полю также придают z-образный профиль сечения.
3. Способ по п. 1, отличающийся тем, что к натянутой высокоэластичной детали стана прикрепляют минимум 2%, а максимум 25% площади центральной зоны впитывающего пакета.
4. Способ по п. 1, отличающийся тем, что содержит операцию крепления центральной зоны впитывающего пакета к натянутой высокоэластичной детали стана вдоль по среднему участку крепления, причем средний участок крепления проходит по существу в продольном направлении, а осевая центральная линия среднего участка крепления расположена приблизительно посередине между первой боковой кромкой и второй боковой кромкой впитывающего пакета.
5. Способ по п. 1, отличающийся тем, что содержит операцию крепления центральной зоны впитывающего пакета к натянутой высокоэластичной детали стана вдоль по верхнему участку крепления, причем верхний участок крепления проходит по существу в поперечном направлении вдоль первой концевой кромки впитывающего пакета.
6. Способ по п. 1, отличающийся тем, что всю площадь центральной зоны оставляют неприкрепленной к натянутой высокоэластичной детали стана.
7. Одноразовое впитывающее изделие, в котором определено продольное направление и поперечное направление, перпендикулярное указанному продольному направлению, содержащее:
высокоэластичную деталь стана, в которой определен поясной край и промежностный край, противоположный в продольном направлении поясному краю;
впитывающий пакет, в котором определены противоположные в поперечном направлении первая и вторая боковые кромки, а также определены противоположные в продольном направлении первая и вторая концевые кромки, причем впитывающий пакет содержит впитывающую среднюю часть, у которой имеются противоположные в поперечном направлении первый и второй боковые края, при этом впитывающий пакет также содержит первое боковое поле, которое проходит в поперечном направлении наружу от первого бокового края впитывающей средней части к первой боковой кромке впитывающего пакета, причем впитывающий пакет также содержит второе боковое поле, которое проходит в поперечном направлении наружу от второго бокового края впитывающей средней части ко второй боковой кромке впитывающего пакета;
причем впитывающий пакет по меньшей мере частично наложен поверх высокоэластичной детали стана, при этом:
первое боковое поле прикреплено к натянутой высокоэластичной детали стана вдоль по первому участку крепления, который проходит по существу в продольном направлении и в котором определен проходящий в продольном направлении первый край и проходящий в продольном направлении второй край, расположенный в поперечном направлении снаружи от проходящего в продольном направлении первого края, при этом первый край первого участка крепления расположен в поперечном направлении снаружи от первого бокового края впитывающей средней части;
второе боковое поле прикреплено к натянутой высокоэластичной детали стана вдоль по второму участку крепления, который проходит по существу в продольном направлении и в котором определен проходящий в продольном направлении первый край и проходящий в продольном направлении второй край, расположенный в поперечном направлении снаружи от проходящего в продольном направлении первого края, при этом первый край второго участка крепления расположен в поперечном направлении снаружи от второго бокового края впитывающей средней части;
во впитывающем пакете дополнительно определена центральная зона, которая в поперечном направлении проходит от первого края первого участка крепления до первого края второго участка крепления, а в продольном направлении - от первой концевой кромки впитывающего пакета до промежностной кромки, при этом указанная центральная зона впитывающего пакета прикреплена к натянутой высокоэластичной детали стана минимальным образом;
в первом боковом поле определены по меньшей мере две проходящие в продольном направлении линии сложения; и
во втором боковом поле определены по меньшей мере две проходящие в продольном направлении линии сложения.
8. Изделие по п. 7, отличающееся тем, что складки первого бокового поля образуют в сечении z-образный профиль и складки второго бокового поля также образуют в сечении z-образный профиль.
9. Изделие по п. 7, отличающееся тем, что к натянутой высокоэластичной детали стана прикреплено минимум 2%, а максимум 25% площади центральной зоны впитывающего пакета.
10. Изделие по п. 7, отличающееся тем, что центральная зона впитывающего пакета прикреплена к натянутой высокоэластичной детали стана вдоль по среднему участку крепления, причем средний участок крепления проходит по существу в продольном направлении, а осевая центральная линия среднего участка крепления расположена приблизительно посередине между первой боковой кромкой и второй боковой кромкой впитывающего пакета.
11. Изделие по п. 7, отличающееся тем, что центральная зона впитывающего пакета прикреплена к натянутой высокоэластичной детали стана вдоль по верхнему участку крепления, причем верхний участок крепления проходит по существу в поперечном направлении вдоль первой концевой кромки впитывающего пакета.
12. Изделие по п. 7, отличающееся тем, что вся площадь указанной центральной зоны оставлена неприкрепленной к натянутой высокоэластичной детали стана.
| US 2005143710 A1, 30.06.2005 | |||
| US 4655760 A, 07.04.1987 | |||
| US 4726807 A, 23.02.1988 | |||
| US 4764234 A, 16.08.1988 | |||
| US 4808176 A, 28.02.1989. |

